涂装常见不良
UV涂装常见不良原因分析及改善对策
7.涂料批次更换,原油光泽差异
7.通知供应商重新调整涂料
8.喷房或烤箱的温湿度不稳定
8.稳定喷房和烤箱的温湿度
9.涂料性能问题(如底漆+印刷+面漆) 9.在喷面漆之前增加一层primer
1.素材来料不良
1.把不良素材挑选出来同时通知成型改善
2.轨道内有异物凸起
2.对轨道进行确认清理
13
划伤
3.自动线立杆变形导致两立杆产品相互碰 3.修理或更换变形的立杆
高导致容剂挥发过快
第一段的温度
1.喷幅太小
1.适当增大喷幅
2.喷枪位置、角度不佳
2.调整喷枪位置、角度
3.泵浦或喷枪压力不稳定
3.确认稳定泵浦或喷枪压力
4.涂料粘度变高
4.定时确认涂料粘度并保证其稳定
11
色差
5.喷涂膜厚不均匀
5.定期检查产品湿膜状态及膜厚,并同底漆首
6.原油搅拌不均匀
件进行颜色对比
1.涂料吐出量过大 2.喷涂距离过近 4 积漆(挂 3.涂料粘度太低 流) 4.喷幅太小 5.喷枪位置、角度不佳 6.泵浦或喷枪压力突然增大
1.涂料吐出量太小或喷枪被堵 2.喷涂距离太远 5 少油(漆 3.涂料粘度太低 薄) 4.喷幅太宽 5.喷枪位置、角度不佳 6.泵浦或喷枪压力突然降低
改善方法
1.降低压缩空气压力 2.更换合适的空气帽或喷嘴 3.缩小喷涂距离 4.适当降低涂料粘度
4.如NO.2/3项无法改善,需先对素材进行打磨
牙边
1.根本原因为素材问题
17
披锋
2.擦拭不到位
3.喷涂膜厚不够
1.成型调机改善或对素材进行打磨处理 2.增加擦拭力度和次数并进行检查 3.适当增加喷涂膜厚或调整涂料粘度
喷漆常见不良现象及改进对策
涂中的常见不良现象及改善对策一、气纹:喷涂表面有不规则块,大部分呈圆形,颜色较其它部位暗且表面粗糙。
原因:成型时模具内空气没有完全排除,导致素材表面密度不一致产生气纹。
对策:1、增加模厚或降低烤箱温度。
2、砂磨气纹部位,淡化气纹与其它部位的差别。
3、改用溶解力较低的溶剂。
1、表面有龟裂,像用刷子擦过未干油漆留下之痕迹。
2、有如重工品磨痕,3、有亮印,如顶针位发亮,凸起。
原因:1、烤箱温度过高。
2、开油水沸点太低未充分反应既已挥发。
3、油漆中树脂含量太少。
4、素材中加入水口料过多。
对策:1、降低烤箱温度、使之自然挥发。
2、加入慢干水或更换为溶解力较弱的溶剂。
3、调整油漆比例,增加树脂含量。
4、素材原料中不放或减少水口料含量。
注:重工品不会有烧焦现象勿将磨痕判为烧焦。
三、面粗:表面粗糙、手感不细腻且伴有小颗粒状的油漆。
原因:1、油漆粘度过高。
2、油漆成分配比不合适,导致树脂与颜料未完全溶解。
3、喷枪未调致最佳状态,(如气压过大,油量过小等)。
4、产品重工次数过多,涂膜太厚。
对策:1、降低油漆浓度。
2、合理调整油漆比例;使之完全溶解。
3、注意喷枪气压、幅度、油量的调整。
4、做重工品时应将油漆调配相对较稀状态。
四、发白:油漆表面不透明,模糊不清,有水雾状或被涂物边沿呈灰色,无金属感。
原因:1、气温骤然下降,导致室内、外温度差过大。
2、产品表面有水气或压缩空气未完全干燥。
3、温差过大,热空气遇冷产品凝结成水气。
对策:1、将产品在喷涂前进行烘烤或在喷柜前安装烤箱。
2、减少空气流通,如送风、抽风等,抽风调至最低点且保持相对平衡。
3、提升烤箱温度并将热量散发至生产线周围,减少生产线温差、湿度差。
4、添加防白水(先试验再加,以防影响性能)。
五、面花:被涂物同一表面颜色不均,有亮有暗。
原因:1、油漆喷涂厚薄不均。
2、底漆表面未完全烤干,(如上半部分比下半部分干)就已喷面漆。
3、喷枪雾化气压、距离等未调至最佳状态。
对策:1、调整喷枪至最佳状态。
粉体涂装不良原因分析与改善对策
粉体涂装不良原因分析与改善对策粉体涂装是一种常见的表面处理技术,广泛应用于各种行业。
然而,有时会出现一些不良问题,影响涂装质量和产品的外观。
本文将从涂装过程中的几个关键步骤入手,分析常见的粉体涂装不良原因,并提出相应的改善对策。
首先,涂料的选择是影响涂装质量的重要因素之一、如果选择的涂料质量不好,含有杂质或不合适的稀释剂,很容易导致不良。
因此,在涂料选择阶段,应选择质量可靠、适合应用场景的涂料,并确保其稀释剂符合使用要求。
其次,表面处理也是决定涂装质量的关键步骤。
如果表面存在油污、锈蚀或不均匀的砂纸痕迹,会导致涂层的附着力不足、颜色不均匀等问题。
因此,在涂装前应彻底清洁和处理工件表面,确保其光洁度和均匀性。
如果有必要,可以使用化学处理剂或机械方式进行表面处理,以保证涂装质量。
接下来,粉体喷涂过程中的操作也是引起不良的常见因素之一、如果喷涂过程中喷枪的调整不当、喷枪距离不正确或喷涂速度过快等,会导致涂层不均匀、厚度不一致等问题。
因此,操作人员需要受过专业培训,熟悉涂装工艺和喷涂设备的使用方法,并按照要求进行操作。
此外,烘干和固化过程也会对涂装质量产生重要影响。
如果烘干时间不足或温度过高,会导致涂层的固化不完全,使其易于划伤或剥落。
相反,如果烘干时间过长或温度过低,会浪费时间和能源,并降低生产效率。
因此,在烘干和固化过程中,应根据涂料的要求和实际情况进行调整,确保涂层的质量和固化效果。
最后,质量控制和检验也是改善粉体涂装质量的关键步骤。
在生产过程中,应建立严格的质量控制标准和检验流程,并配备专业的质量检测设备和工具。
通过对涂层厚度、附着力、耐蚀性等进行检测和评估,及时发现问题并采取相应措施加以改善。
综上所述,粉体涂装不良原因分析与改善对策涉及多个环节和因素。
通过选择合适的涂料、做好表面处理、正确操作喷涂设备、控制烘干和固化过程,并进行严格的质量控制和检验,可以有效提高粉体涂装的质量和生产效率。
涂装不良现象与改善对策

涂装不良现象和改善对策一、流漆10-1技术资料标准用纸 发生源 产生因素改善方法涂 料 面1.粘度太低 2.干燥能力不够 3.防垂流剂不足 1.提高涂料粘度 2.添加快干溶剂 3.请涂料厂微调 技 术 面1.喷涂方法错误 2.喷幅太窄 3.喷涂距离太近 4.膜厚太厚1.修正喷涂方式 2.适当调整宽幅 3.修正喷涂距离 4.吐出量调小,喷涂次 数减少,运行速度 加快其 他1.悬挂方式 2.温湿度不稳1. 改善(变)悬挂置放 方式 2.随温差调整二、油点10-2发生源产生因素改善方法涂料厂 涂料生产过程污染 1.轻微:使用快干溶剂克服 2.严重:由涂料厂解决 涂装场 1. 使用到不洁空桶或工具 2.不同系统涂料混合 1.保持搅拌区工具不受污染 2.做好标示管制 成型场 1.模具油污染2.离型剂、油、过程污染1.成型时模具清洗 2.使用水性离型剂 *以清洁剂洗擦素材 其它1.压缩机油水混入 2.手套或手不洁接触 3.室内污染 4.外围工厂污染1.实施定期保养 2.保持干净、清洁 3.避免使用高挥发油脂类 制品4.改变或提高供气口 5.使用密壁式涂装室三、桔皮10-3发生源 产生因素改善方法涂 料 面 涂料平坦性不良 涂料厂调整流平剂 技 术 面 1.涂料粘度太高 2.干燥速度太高 3.喷涂气压太低 4.涂料吐出量太小 1.降低涂料粘度 2.改用慢干溶剂 3.提高喷涂气压 4.加大涂料吐出量 其 他1.温度太高 2.喷涂技术1.使用慢干溶剂 2.降低涂料粘度 3.喷涂方法教导四、剥离10-4发生源 产生因素改善方法涂 料 面1.涂料设计不良 2.涂料系统不同3.下层涂膜受上层涂膜/溶剂破坏/浸蚀 1.涂料厂对策 2.以同系统涂料作业3.反应固化前或待完全 固化后再覆涂 技 术 面1. 半固化涂膜被溶解(二液化)2.研磨破坏层(见素材)受溶剂渗透,旧涂膜,吸收液体,气体而膨胀凸起1. 固化前或待完全固化后再覆涂2.改善研磨方式3.改用浸蚀力较弱溶剂五、皱纹不良现象有分:小皱纹、不规则皱纹、线状形皱纹发生原因改善对策上层溶剂浸蚀同系统涂料更改溶剂下层涂膜产生下层涂膜软化不同系统涂料对喷须测试验,以避免造成不良10-5六、龟裂10-6发生原因 改善对策涂层与涂层之间膜厚差异太大,干燥能力差别又遇高温烘烤,涂膜收缩产生不良 1. 控制膜厚和下层及上层干燥对喷时间 2.控制烘烤温度 弹性大的下涂料上面覆盖弹性小涂料引起调整涂料10-7八、白化不良现象:部份涂膜变白光泽消失10-8发生原因 改善对策空气中的水份在涂膜形成中凝集而成水白状使用高沸点溶剂或防白化剂 通常在下雨或高温度处拉卡(LACQUER )漆最易产生九、脱漆10-9发生源 产生因素处理对策涂料面1无法附着素材 2无法附着下层 1涂料重设计 2涂料重设计 技 术 面素材 面 1喷错底涂 2未喷底涂3未洗净或用错洗净液 4油污 1喷涂正确底涂 2喷上底涂 3使用正确洗净液 4保持产品清洁 涂 层 面 1涂层不相溶 2受污染1涂料重设计 2保持产品清洁其 他1干燥后再覆盖(二液) 2未研磨(二液) 3底涂研磨掉1未干燥前覆盖 2研磨至亲水性 3底涂修补10-1010-1110-1210-13。
UV涂装常见不良原因分析及改善对策ppt课件
7.涂料批次更换,原油光泽差异
7.通知供应商重新调整涂料
8.喷房或烤箱的温湿度不稳定
8.稳定喷房和烤箱的温湿度
9.涂料性能问题(如底漆+印刷+面漆) 9.在喷面漆之前增加一层primer
1.素材来料不良
1.把不良素材挑选出来同时通知成型改善
2.轨道内有异物凸起
2.对轨道进行确认清理
13
划伤
3.自动线立杆变形导致两立杆产品相互碰 3.修理或更换变形的立杆
6
涂装技术---异常处理
NO. 不良现象
发生原因
改善方法
1.对素材进行烘烤或进行火焰处理释放素材内应力且要
1.素材问题
求成型改善
2.溶剂太强
2.在不影响测试的情况下更换弱点的溶剂
15
咬底
3.膜厚太厚或流平时间太长
3.调整喷涂膜厚或缩短流平时间
气纹
4.涂料粘度太低
4.适当提高涂料粘度
5. 产品喷涂后立即进行烘烤且 5.增加产品喷涂后的自然干燥时间或降低烤箱第一段的 烘烤温度过高导致容剂挥发过 温度
3.提高压缩空气压力
7
桔皮
4.喷涂距离过远或过近
4.调整喷涂距离
5.稀释剂的低沸点组分过多,挥发 太快,涂料流平效果差
6.涂料分散搅拌不良 7.涂料性能不利于施工
5.增加稀释剂
6.喷涂前将涂料充分搅拌
7.要求涂料供应商改善(可增加流 平剂)
1.空气帽或喷嘴被涂料沾污
8 条痕(面 2.喷雾圆形搭接不上
1.减少涂料吐出量 2.调整喷涂距离 3.适当调高涂料粘度 4.适当增大喷幅 5.调整喷枪位置、角度 6.确认稳定泵浦或喷枪压力
1.增大吐出量或清洗喷枪 2.调整喷涂距离 3.适当调高涂料粘度 4.适当减小喷幅 5.调整喷枪位置、角度 6.确认稳定泵浦或喷枪压力
涂装常见缺陷及处理方法
B. 1.不要使用在最后一道2.使用時粘度要低.
C.氣溫高,香蕉水揮發快,涂料流展性不佳
C. 1.避免在高溫環境下涂裝2.使用揮發性慢之香蕉水
D.過度通風
D. 0.5-1.0m/sec風速最適當
E.被涂物溫度太高時,溶劑急速揮發流展性不佳
E.應使溫差變小
7.垂流(Sags):涂膜下垂或流涎,尤其是在邊緣部分.
發生原因
對策
A.涂料缺乏搖變性
A.賦與適當之搖變性
B.干燥太慢
B.使香蕉水及樹脂加速干燥
C.涂料比重太大
C.注意顏料比重
D.溫度低時易發生
D.涂裝室保持15℃-30℃
E.干燥室中充滿溶劑蒸氣
E.加強換氣設備
F.一次涂太厚,涂布不均勻,距離太近,粘度低,噴出量過多
對策
A.油性涂料添加天然樹脂,很容易形成割裂
A.添加太多天然樹脂之涂料,涂膜硬且脆
B.涂裝時溫度太低
B.避免溫度太低時涂裝
C.木材中含太多的油脂,雖會被涂料中之溶劑溶解,但在不安定狀態下涂膜容易收縮
C.先用溶劑洗去樹脂或使用封閉樹脂之下涂涂料,如PU頭度底漆
D.收縮度大之木材,因涂膜收縮不同步易形龜裂
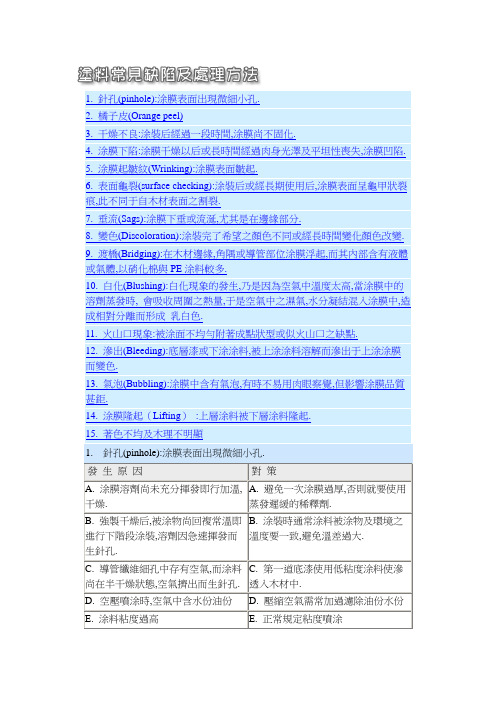
1.針孔(pinhole):涂膜表面出現微細小孔.
發生原因
對策
A.涂膜溶劑尚未充分揮發即行加溫,干燥.
A.避免一次涂膜過厚,否則就要使用蒸發遲緩的稀釋劑.
B.強製干燥后,被涂物尚回複常溫即進行下階段涂裝,溶劑因急速揮發而生針孔.
B.涂裝時通常涂料被涂物及環境之溫度要一致,避免溫差過大.
C.導管纖維細孔中存有空氣,而涂料尚在半干燥狀態,空氣擠出而生針孔.
涂装不良缺陷产生原因和预防措施
03
加强涂装操作人员的培训和技 能提高
研究不足与展望
目前对涂装不良缺陷产生原因的研究还存在不足之处,例如 对某些缺陷产生的原因尚未完全明确,需要进一步深入研究 。
随着新材料和新工艺的不断涌现,涂装缺陷的产生原因和预 防措施也需要不断更新和完善。因此,未来的研究应更加深 入,以解决更多的涂装缺陷问题。
涂装过程中的温度和湿度变化可能影响涂料的干燥和固化过程,导致涂层缺陷。
污染环境影响
涂装过程中如果存在污染环境,如灰尘、油烟等,会影响涂料的附着力和外观质 量。
03 涂装不良缺陷预防措施
严格控制原材料
1 2 3
确保原材料质量
选用符合规格和设计要良缺陷产生原因分析
原材料因素
原材料质量不稳定
如果使用的涂料或相关原材料质量不 稳定,可能会导致涂装不良缺陷,如 色泽不均、起泡、开裂等。
原材料混合不均匀
涂装材料混合不均匀,如颜料、基料 、溶剂等比例不当,也会导致涂装缺 陷。
工艺因素
涂装工艺不合理
涂装工艺流程、温度、湿度等参数不当,会直接影响涂层的外观和质量。
保持环境清洁
加强车间清洁管理,减少灰尘、杂质等对涂装表面的污染。
控制噪声和震动
采取有效的减震降噪措施,减少噪声和震动对涂装过程的影响, 提高涂装质量。
04 涂装不良缺陷修复方法
轻度缺陷修复
修复工艺简单
对于轻微的涂装不良缺陷,如小范围的漆面粗糙、小面积的漆面起 泡,可以通过简单的修复工艺进行处理。
检查设备性能
定期检查涂装设备的性能 指标,如喷枪的流量、压 力等参数,确保其处于良 好的工作状态。
及时更换磨损部件
对涂装设备中磨损较大的 部件,如喷嘴、滤网等, 及时进行更换,避免因此 产生的涂装不良。
涂装不良缺陷产生原因和预防措施课件 (一)

涂装不良缺陷产生原因和预防措施课件 (一)涂装不良缺陷是指涂装过程中出现的各种质量问题,这不仅会影响产品的外观,还会影响产品的性能和使用寿命,因此应该尽力避免这种问题的发生。
下面我们将介绍涂装不良缺陷产生的原因和预防措施。
一、产生原因1.涂装前表面处理不彻底:表面处理不彻底可能导致油污、灰尘等因素存在,这些因素会影响涂装的粘合力,导致涂层起泡、起皮等问题。
2.涂料质量不佳:涂料的品质影响着涂装的品质,如果采用质量不佳的涂料,就容易产生涂层厚度不均、发白、开裂等现象。
3.涂装条件不合适:湿度、温度等因素都会影响涂层的品质,如果涂装条件不合适,就会出现涂层缺陷,比如崩边、干裂等。
4.施工不规范:工人的技术不熟练、经验不足,或者跟不上生产工艺的变革,都可能导致涂层质量的下降,比如出现漏涂、滴涂、刷痕等问题。
二、预防措施1.完善表面处理环节:表面处理是涂装前不可或缺的步骤,只有彻底完成了表面处理,才能保障涂层的粘合度和平稳度,预防涂装不良缺陷产生。
2.选用优质涂料:优质的涂料可以保证涂层的品质,能够防止出现斑、裂、崩等情况,因此选择适用于产品的涂料非常重要。
3.合理的涂装条件:涂装前要做好湿度、温度等环境因素的调试,尤其在特殊的季节,如雨季、高温季节等,应特别注意调整涂装参数,以保证涂层的品质。
4.规范化的施工流程:制定规范的施工流程,包括参数、设备、工具和操作员等,能够大大提高工作效率,保证涂装质量,并避免因人为错误导致的涂装不良缺陷。
总结:涂装不良缺陷的产生,很大程度上源于环节的不同,通过展示涂装前所需注意的事项和涂装过程中的不同纰漏导致的敷层缺陷,可以让厂家查漏补缺,在涂装过程中,尽力降低产品的损耗率和不良品率,提升涂装生产效果和运营效益。
喷涂中常见不良现象及改善对策
喷涂中常见不良现象及改善对策喷涂是一种常见的涂装工艺,广泛应用于汽车制造、家具制造、建筑装饰等行业。
然而,在喷涂过程中,常常会出现一些不良现象,如漆面不平整、色差、漏涂等问题。
下面将对喷涂中常见的不良现象进行分类,并提出改善对策。
1.漆面不平整漆面不平整主要包括起针眼、粗糙、凹凸不平等问题。
起针眼是由于喷涂气压过高、喷嘴携带杂物、喷嘴损坏等原因造成的。
解决方法包括控制气压、清洗喷嘴、及时更换损坏的喷嘴等。
粗糙和凹凸不平的问题可能是由于喷涂底材表面不洁净、涂料粘度过高、厚度不均等原因引起的。
对于这些问题,可以在喷涂前进行底材表面处理、控制涂料的粘度及厚度,避免发生不平整的漆面。
2.色差色差是指喷涂表面出现的颜色不一致的现象。
色差可能是由于喷涂工艺参数设置不合理、喷涂设备损坏、涂料质量不稳定等原因造成的。
改善色差问题的对策包括优化喷涂工艺参数、维护和更换损坏的喷涂设备、选择稳定的涂料供应商等。
3.漏涂漏涂是指喷涂表面出现未涂覆或涂覆不均匀的现象。
漏涂可能是由于喷涂工艺参数设置错误、涂料粘度过高或过低、喷嘴堵塞等原因引起的。
解决漏涂问题的对策包括控制喷涂工艺参数、调整涂料的粘度、定期清洗喷嘴等。
4.气泡和鱼眼气泡和鱼眼是由于涂料中存在挥发性溶剂或含有不溶性杂质所引起的。
改善气泡和鱼眼问题的对策包括选择低挥发性的涂料、筛选涂料中的杂质、加强喷涂区域的通风等。
5.粘结不良粘结不良是指喷涂表面涂层与底材之间粘结力不强,容易剥离或起皮的现象。
粘结不良可能是由于底材表面处理不当、涂料与底材之间的相容性差等原因造成的。
改善粘结不良问题的对策包括增强底材表面的粗糙度、选择合适的涂料和底材、确保涂层与底材之间的相容性等。
总结起来,喷涂中常见的不良现象包括漆面不平整、色差、漏涂、气泡和鱼眼、粘结不良等问题。
改善这些问题的对策包括优化喷涂工艺参数、维护和更换损坏的喷涂设备、选择稳定的涂料供应商、控制涂料的粘度和厚度、清洗喷嘴、选用低挥发性的涂料、筛选涂料中的杂质、加强喷涂区域的通风、增强底材表面的粗糙度、选择合适的涂料和底材、确保涂层与底材之间的相容性等。
涂装常见缺陷
涂装过程中产生的涂膜缺陷及防治一、遮盖力差(覆盖不良)现象:因涂料的遮盖力差或喷得太薄,透过漆膜可以看见下层表面的颜色,这种情况常常发生在难以喷漆的区域,车身下保护板或尖锐的边角处。
成因:喷涂方法不当。
UV,辐射,水性,粉末,溶剂使用过份慢干稀释剂,在未达到足够漆膜厚度前形成了垂流。
油漆混合不均匀或过份稀释。
由于研磨、抛光过度,减小了色漆层的厚度,或喷涂层数太少。
p'|使用了劣质不良的稀释剂。
预防:使用正确的喷涂方法,保证漆膜厚度适当,平整均匀。
喷涂室的空间要合适,照明条件要好,喷涂时要特别注意不可接近区域的涂膜质量。
要将油漆彻底混合均匀。
禁止对漆膜过度抛光。
要特别注意边角区域。
使用良好的正确的稀释剂。
补救:让漆料略干后重喷或将缺陷区域打磨平,然后重新喷漆。
二、失光(失去光泽或低光泽)涂剂现象:漆膜干燥前光泽丰满,干燥后缺少光泽或日后漆膜光泽逐渐消失。
成因:底漆附着力差,或底漆未彻底固化就在其上喷涂面漆。
油漆中使用的稀料质量太差或型号不对,或者使用了其他不配套或质量较差的固化剂。
油漆调配或喷涂方法不当,如粘度过低,雾化过度。
基底表面质量太差。
由于湿度太大或温度太低,油漆干燥速度太慢。
溶剂蒸气或汽车尾气侵入了漆膜表面。
漆膜表面受到了蜡、油、肥皂水或水的污染;或烤房中空气污秽,喷房中排气不良,使干固的喷粒落在已喷好的表面上。
在新喷涂的漆膜上使用了太强洗涤剂或清洁剂,或者喷完后过早地进行抛光,或者使用的抛光蜡太粗。
面漆或清漆喷得太薄。
预防:使用合格的底漆,要等底漆层充分干燥后再在其上喷涂面漆。
只使用推荐型号的稀料和合格的固化剂。
要充分搅拌油漆,保证喷漆环境符合要求,按照正确的方法进行喷涂,喷涂厚度适当。
彻底地清理基底表面。
要保证漆膜在温暖、干燥的条件下进行干燥。
干燥过程中,漆膜表面要有适当的空气流动。
喷涂面漆之前,应当用清洁剂揩擦底漆层,彻底清洁表面。
颜填料,助剂,树脂,乳液,分散sb-BeY!Y1IH禁止在新喷涂的漆膜表面使用强力洗涤剂或清洁剂。
涂装工程常见质量通病及防治

涂装工程常见质量通病及防治1. 背景介绍涂装工程是建筑工程中常见的一项工作,质量问题可能会导致涂装层的脱落、氧化等问题,影响建筑物的美观和使用寿命。
本文将介绍涂装工程中常见的质量通病及相应的防治方法。
2. 常见质量通病2.1 厚度不均匀涂装工程中,如果涂料的厚度不均匀,可能会导致部分涂层过厚,部分涂层过薄,影响涂层的保护性能和外观效果。
造成厚度不均匀的原因包括涂料施工不当、涂料与溶剂比例不正确等。
2.2 空鼓现象在涂装施工中,如果底层与涂层之间存在空隙,涂层容易出现空鼓现象。
空鼓现象会导致涂层的脱落,影响建筑物的防水和防腐性能。
空鼓现象的原因可能是底层处理不当、涂料与底层粘结力不足等。
2.3 粉化问题当涂层出现粉化问题时,表面会呈现粉末状,影响建筑物的外观。
粉化问题可能由于涂料质量不良、施工条件不当等原因引起。
3. 防治方法3.1 厚度不均匀的防治方法- 合理选择涂料,确保涂料与溶剂的比例正确。
- 在施工过程中,控制涂料的喷涂厚度,保持均匀。
- 加强施工人员的培训,提高施工技术水平。
3.2 空鼓现象的防治方法- 在涂装施工前,确保底层处理彻底,无杂物和污染物。
- 选择粘结力强的涂料,提高涂层与底层的粘结强度。
- 控制涂料的涂布量,避免过厚涂布。
3.3 粉化问题的防治方法- 选择质量合格的涂料和辅助材料。
- 在施工前,检查施工环境的湿度和温度,确保符合涂料使用要求。
4. 总结针对涂装工程中常见的质量通病,需要采取有效的防治方法,包括控制涂料厚度、加强底层处理、选择合适的涂料等。
通过这些措施,可以提高涂装工程的质量,保证建筑物的美观和使用寿命。
HCH 常见油漆涂装不良介绍

1、漆膜夹砂任何灰尘或其它由于喷砂与机械处理方法所产生的污染在涂漆施工前必须去除。
如果不清除的话,夹渣和灰尘会与刚喷的涂层合为一体。
要特别注意脚手架上的的磨料和灰尘,它们会沉降到刚施涂的漆面上。
可以用手工或机械方法除去这些污物。
最好在喷漆前,用压缩空气彻底吹干净,要特别注意那些脚手架的搭接处,最容易积灰也最不容易清除。
夹渣和灰尘脚手架的搭接处2、流挂流挂是涂漆表面的流淌,如同幕帘一样(curtain)。
如果湿膜厚度太高,在垂直面或角落就会流淌下来。
流挂的发生通常是因为: 漆膜超过规定的干膜厚度涂料中加入了过量稀释剂喷枪过份靠近被涂物表面喷涂手法不对刷涂时,没有很好地把厚的地方刷开涂料,流挂处固化会很慢。
喷涂时,不良的枪法就会导致流挂,或者在某一局部喷得过厚。
这有可能是枪嘴离得太近,并且移动不快,不能保证均匀漆膜。
如果在施工时发现流挂,可以快速地把它抹平。
干燥固化后可以采用打砂磨平,再重涂。
3、漆膜过厚适当的漆膜厚度对于涂料使用成功至关重要。
显然,如果膜厚不够,通常会导致提前失效。
但是“多多益善”也同样具有危险性。
现代高科技涂料,如果涂覆过厚,可能导致两种结果:或者是涂料含有的溶剂不能充分挥发出来,从而大大降低附着力,或者是底漆龟裂。
对于大多数涂料而言,规定的膜厚极限已经考虑了实际施工中的合理偏差。
但是,在涂覆过程中,应该始终以规定的膜厚为准。
涂层过厚而导致溶剂在漆膜内的截留以及局部堆厚而引起的开裂4、漏涂漏涂就是被涂表面上没有涂到漆,或者因搭幅不够而厚度不足。
这些部位必须作标记,而后重涂到规定膜厚。
根据经验,有些地方,如扁钢衍材后面,粗糙的焊缝,切口和自由边,或者其它不利于喷涂的地方,特别容易导致漆膜质量不好,这些部位要求进行预涂。
这些部位产生的涂层缺陷通常是针状点锈。
如果上下倾斜低的喷枪,上面和下面的漆膜就会过厚。
如果低运枪时走弧形,中间部位的漆膜就会过厚,而开枪与收枪部位则漆膜较薄。
每走一枪,要求进行50%的搭幅,以避免漏涂。
涂装施工中常见问题及处理办法

涂装施工中常见问题及处理办法涂装工程是“面子工程”,做的不好,就要返工,那么时间与金钱就白白的浪费。
俗话说涂装行业是三分油漆、七分施工。
油漆是否好用是与油漆师傅的技术水平密不可分。
公司根据以往案例,深入进行了研究分析,我们明白,因各施工单位的情况不一致,在涂装过程中遇到的问题也各不相同。
因此在施工过程中不可避免地会产生涂膜缺陷,产生的原因与被涂物的状态、选用油漆、涂装工艺及设备与涂装环境等有关。
现将涂装常见的漆病及防治方法详述如下1、渗色被涂物的原有面漆(例;红色、褐色及黄色面漆)的颜料渗入被涂物面漆中,常产生在涂浅色面漆场合。
由底层上除附着的着色物透过或者渗入面涂层,产生异色斑现象称之底层污染。
起因:(1)被涂物表面被底层有渗色倾向颜色的漆料所污染(如落上漆雾)。
(2)设备未清洗干净。
(3)旧漆面未进行适当封固。
(4)底涂漆料被易形成渗色的材料所污染。
预防:勿使易产生渗色的漆雾落在于工作物上。
完全清洗所有设备。
在未进行喷涂前,先在一小片的地方,喷涂一层色漆,测试原有漆膜,如有渗色状况,则按漆厂要求予以封固。
(1)底漆内绝不可混入其它杂质。
(2)使用面漆近似颜色的中涂漆,假如白色或者浅色面漆,则不能使用红色的中涂层。
原子灰腻子使用的固化剂不应过量。
补救方法:在多层底漆及面漆均已喷涂后开始发生渗色时,则可用防渗封底予以隔绝。
2、涂膜产胶状物或者硬块。
起因:(1)稀释剂溶解力差导致涂料中的胶状物不能全部溶解。
稀释时会先出浑浊,然后析出胶状物,尽力搅拌也难溶解,清漆此种现象较好。
(2)色漆析出的胶体与颜色结成硬块,稀释硝基漆中的硝化棉有一定限度,超出限度即析出。
预防:选用质量好的稀释剂、清漆,禁止使用质量差的稀释剂与放置时间过长的清漆。
补救方法:(1)对稀释剂与要紧成膜物质间的配备是否合适难于确信时,可将涂料涂装玻璃上,观察其是否有析出;有严重析出时,则不能使用。
(2)硝基漆有析出时,可加丙酮等强溶剂使其再溶化。
涂装问题及解决方法

问题类别
泛白/白化 空气温度太大, 涂膜中溶剂挥发 吸收热量,使涂 膜表面空气温度 降低而达到露点, 水蒸气冷凝渗入 涂膜,造成涂漠相 的分离而成乳白 色(局部或全部)
形成问题的原因
1, 施工环境温度大,研究表明20℃, 80%湿度即可发 生白化. 2, 施工环境温度高,溶剂挥发太快, 导致涂膜表面干燥速度过快. 3,稀释剂溶解力不够,涂料中树脂的析 出或稀释剂少强溶剂日常生活且挥发快. 4, 涂料或溶剂中含水量高. 5,一次涂装太厚. 6,空压机中油水分离器未定时放水, 水分随空气带入涂料. 7,涂装室通风太快.
被涂面上到处有栗 4,被涂物表面粗糙不均,打磨不完整,尘埃 下且不均匀附着成 5,空气压力太大,喷板与被涂物距离太近. 点状或似火山口, 6,被涂物表面,涂料和稀释有机硅油,油,蜡, 有如麻脸状模样 酸,碱,水等杂质污染,工作环境及涂装 器具被有机硅油污染. 7,上层涂料中含有机硅油助剂,添加种类过多 或过量. 8,有机硅油易导致火山口:空气过滤器之水, 油尘埃,水洗喷漆台时,水飞溅至被涂物 造成缩孔. 9,涂装后置于通风好的地方,尤其是PE涂料. 10,PU,PE,EPOXY等涂料涂装易形成火山口. 咬底 上涂后,底涂局 部或全部被溶解 而隆起 1,底层与面层涂料不配套(如NC底,PU面), 底漆层太厚. 2,底面涂层间隔时间短,底层未处理好(处 底材疏松);底层硬化太多.
改善问题的对策与方法
1,选用溶解力强,挥发稍快的配套稀释剂. 2,选用能充分交联反应配的套硬化剂,同时要求配比 准确性,尽量避免增加或减少硬化剂. 3,注意施工环境的湿度,增设空气抽湿装置或强制干 燥,提高施工环境温度,或延长干燥时间. 4,采用两次或多次喷涂延长层涂间隔时间. 5,选用恰当型号的砂纸,按木板纹理方向顺木板纹打 磨. 6,适当通风,但涂面附近风速不要大于1m /sel (PU涂料,速度要特别慢). 碱性液清洗或用蒸汽洗净. 8,旧涂膜种类事先通知,注意不沾污染. 9,不洁素材应充分,洗净. 10,PU涂料,稀释剂,硬化剂不可含醇类溶剂,并注 意所用颜料溶剂等原材料含水率,检测都应控制在 规定范围内. 11,NC涂料在高温度湿度环境施工时不可添加过多 BCS. 12,为改进涂膜柔韧性,涂料配方中不可添加过多增 塑剂.
汽车涂装常见的质量缺陷及其对策
汽车涂装常见的质量缺陷及其对策汽车涂装质量缺陷是指在汽车生产和使用过程中,涂装表面出现的各种问题。
这些质量缺陷会严重影响汽车的外观和耐久性,同时也会对消费者的购买决策产生负面影响。
下面将介绍几种常见的汽车涂装质量缺陷及其对策。
1.颜色不匹配颜色不匹配是指涂装表面的颜色与车身其他部分的颜色不协调。
这种问题通常是由于涂料配方或施工工艺不当造成的。
对策包括加强涂料配方的稳定性,确保色差控制在标准范围内;优化涂装工艺,提高颜色匹配的准确性。
2.涂层剥落涂层剥落是指汽车表面的涂层出现脱落或剥落的现象。
这种问题通常是由于底漆和面漆之间的粘附力不够或涂料质量不合格造成的。
对策包括加强底漆和面漆之间的粘附力,通过改进涂料配方和涂装工艺来提高涂层的粘附性。
3.气泡和鱼眼气泡和鱼眼是指涂装表面出现的小气泡或凹凸不平的现象。
这种问题通常是由于涂装过程中的灰尘、油脂或其他杂质进入涂层造成的。
对策包括改善工作环境,减少空气中的污染物;加强工件的净化和涂装前的处理,确保涂层表面光洁无杂质。
4.色差和划痕色差和划痕是指涂装表面出现的颜色不均匀或划痕的现象。
这种问题通常是由于施工工艺不当、涂装设备不良或外界磨损等因素造成的。
对策包括改进施工工艺,提高涂装设备的精度和可靠性;加强保养和维护,减少外界磨损对涂装表面的影响。
5.线条和凹陷线条和凹陷是指涂装表面出现的直线或凹陷的痕迹。
这种问题通常是由于涂装设备不良或施工工艺不当造成的。
对策包括改进涂装设备,提高喷涂均匀性和覆盖率;加强施工工艺的培训和监督,确保涂装表面的平整和一致。
为了确保汽车涂装的质量,汽车制造商应加强质量控制和检测,确保涂装过程的每一个环节都符合标准要求。
同时,消费者在购买汽车时也应注意检查涂装表面是否存在质量缺陷,并在发现问题时及时向售后服务部门投诉和维权。
只有通过制造商和消费者的共同努力,才能提高汽车涂装的质量,提升汽车品牌形象,满足消费者对于汽车外观和品质的要求。
螺丝涂装不良原因
螺丝涂装不良原因分析
在现代工业生产中,螺丝作为一种基础的连接紧固件被广泛应用。
为了提高其耐腐蚀性、耐磨性和美观度,通常会进行涂装处理。
然而,在实际操作过程中,我们经常会遇到螺丝涂装不良的问题。
本文将对螺丝涂装不良的原因进行深入剖析。
1. 前处理不彻底:涂装前的表面处理是决定涂装质量的关键步骤。
如果螺丝表面存在油污、锈斑或者氧化层,都会影响到涂层与基材的结合力,导致涂装不良。
因此,涂装前应确保螺丝表面清洁、干燥,无任何杂质。
2. 涂料选择不当:涂料的选择直接影响涂装效果。
不同的螺丝材质和使用环境需要选用适合的涂料。
例如,对于要求耐高温、耐腐蚀的场合,应当选用特种防腐蚀涂料。
否则,涂料可能无法满足预期的防护效果,造成涂装不良。
3. 涂装工艺不合理:涂装工艺包括涂装方式、涂装厚度、固化条件等。
如果涂装工艺设置不合理,可能会导致涂层不均匀、附着力差、易脱落等问题。
因此,应根据实际情况调整涂装参数,确保涂装质量。
4. 操作人员技能不足:涂装是一项技术性较强的工作,需要操作人员具备一定的专业知识和操作技巧。
如果操作人员技能不足,可能会因操作不当导致涂装不良。
5. 环境因素影响:涂装过程中的环境温度、湿度、尘埃等都可能影响涂装质量。
例如,湿度过高可能导致涂料干固时间延长,影响涂装效率;尘埃过多可能污染涂层,影响外观质量。
综上所述,螺丝涂装不良的原因多种多样,涉及到材料、工艺、人员和环境等多个方面。
因此,我们需要从源头抓起,严格控制每一个环节,才能有效防止涂装不良问题的发生。
常见涂装缺陷产生的原因及预防处理措施总结
常见涂装缺陷产生的原因及预防处理措施在涂装过程中,有时会出现剥皮、失去附着力、附着差、脱落等现象。
此类现象为基底与漆层之间失去附着力,包括面漆与底漆或旧漆之间、底漆和金属漆之间。
产生的主要原因如下:一、清洁或准备不当包括:1、水磨底漆时使用的水砂纸号数太高,超过1000#以上,使底漆表面过于光滑,不利于面漆的附着。
2、底漆表面研磨后的研磨灰尘或其它表面污染物若未确实彻底清除,则表面漆层将不能够与底漆层发生适当稳定的接触,以致于造成粘合不良。
3、底漆水磨后未能使水份完全干燥,或底面在施工前受潮,使其难以正常干燥,出现粘合不良现象。
4、使用了不当的材料(如:汽油)作为清洁剂,不但不能去除硅、矽等腊质,留下一些高沸点的残留物在表面留下一层连续的“油膜”。
建议清洁材料使用L919除油剂。
5、粘尘布使用不当也会造成涂料的附着力降低。
使用中必须擦拭速度要快,力量要轻一些,否则会在表面留下过多的粘性杂质,影响涂料的附着力。
二、涂料在调色过程中搅拌不够均匀在涂料的使用中,要注意固化剂及稀料的加入要符合要求,即按比例先加入固化剂并均匀搅拌2~3分钟,然后再按比例加入相应的稀料,并均匀搅拌2分钟左右,这样能够保障喷涂后的漆膜均匀一致。
三、没有使用合适的底漆特别在硝基底漆的选择和使用中目前国内市场上的硝基底漆使用上比较混乱,有的修理厂甚至使用很多非汽车修补漆涂料,象装修类的底漆等。
这样的底漆往往存在两个方面的致命缺陷。
一是底漆施工干燥后硬度太高,不适合下一道的面漆施工,一般这样的底漆在面漆脱落后可以看到底漆的表面又滑又硬,即底漆之硬度远大于面漆,在这样的底面上很难形成良好的附着力。
二是很多低价底漆为降低成本造成其中的体质颜料严重超标或采用过量的滑石粉,与面漆的附着力严重下降。
四、使用1K灰底漆或2K黄底漆时未采用适当稀料采用了挥发过快的稀料,极易造成底漆成膜不良,表面存在疏松的粉质层,与面漆的附着力大大降低。
五、底漆的施工存在严重问题与底漆配合使用的稀料是劣质稀料,其中含水量超标,造成底漆含水难以干燥而造成面漆附着力降低。
涂装不良缺陷产生原因和预防措施
案例三:某航空企业的涂装不良缺陷改进方案
总结词
研发创新、合作共赢
详细描述
该航空企业针对涂装不良缺陷问题,加大研 发创新投入,开发新型涂装材料和工艺。同 时,加强与供应商、客户的合作与沟通,共 同制定改进方案,实现共赢。通过改进方案 的有效实施,涂装不良缺陷得到有效控制, 产品质量得到显著提升。
环境因素影响
温度和湿度
涂装作业环境的温度和湿度过高 或过低,可能影响涂料的干燥速 度和附着力,导致涂装表面出现 龟裂、脱落等现象。
灰尘和污染物
涂装作业环境中存在灰尘和污染 物,可能附着在涂装表面,导致 出现颗粒、色泽不均等问题。
操作人员技能水平
技能水平不足
操作人员缺乏专业的技能培训或技能水平不足,可能导致涂 装表面出现缺陷。
操作不规范
操作人员未按规定的操作规程进行涂装作业,可能导致涂装 表面出现流挂、起泡等问题。
03
涂装不良缺陷预防措施
严格控制原材料质量
总结词
原材料质量是影响涂装质量的根本因素,严格控制原材料质量可以有效预防涂装 不良缺陷的产生。
详细描述
选料质量符合涂装要求。
THANKS
谢谢您的观看
优化涂装工艺流程
总结词
优化涂装工艺流程可以提高涂装质量 和生产效率,降低不良缺陷的产生。
详细描述
根据产品特性和涂装要求,制定合理 的涂装工艺流程,不断优化涂装工艺 参数,提高涂装过程的稳定性和可靠 性。
改善涂装环境条件
总结词
涂装环境条件对涂装质量的影响不容忽视,改善涂装环境条件可以有效降低不良缺陷的产生。
详细描述
保持涂装环境的清洁度和湿度稳定,控制温度和通风,避免环境因素对涂装过程的影响,提高涂层质 量。
涂装不良分析及对策课件

引入机器人、物联网等先进技术,实现涂装生产线的智能化和自动化升级。
个性化与定制化需求
消费者对产品外观和性能的个性化需求将推动涂装行业向定制化方向发展。
THANKS感谢观看源自电泳漆膜厚度不均原因及解决
原因分析
电泳电压不稳定;电泳槽液温度不均匀;电泳槽液固体份含 量不均匀;工件形状复杂,电泳时电场分布不均匀。
解决方法
控制电泳电压在稳定范围内;保持电泳槽液温度均匀;定期 检测并调整电泳槽液固体份含量;对工件进行合理挂具设计 ,改善电场分布。
针孔、缩孔现象产生及防治方法
原因分析
降低产品外观质量
涂装不良导致产品外观质量下降,影响产品 整体美感。
影响产品性能
涂装不良可能导致产品耐腐蚀、耐磨损等性 能下降。
增加生产成本
涂装不良导致返工、修补等额外成本增加。
降低生产效率
涂装不良导致生产周期延长,生产效率降低 。
02
涂装前处理不良分析
除油不彻底原因及后果
原因
除油剂浓度不足、温度不当、时 间不够等。
电泳槽液颜基比失调;电泳槽液电导率过高;工件表面前处理不良,有油污、锈 迹等;电泳后冲洗不干净,槽液带入下一道工序。
防治方法
控制电泳槽液颜基比在合适范围内;降低电泳槽液电导率;加强工件表面前处理 ,确保无油污、锈迹等;加强电泳后冲洗,避免槽液带入下一道工序。
桔皮、流平性差问题改善措施
原因分析
电泳漆膜过厚;电泳槽液温度过高;工件形状复杂,涂膜流平性差。
对策制定与实施
根据成因分析,制定相应的预防和补救措施 ,并严格执行。
质量检测与控制
运用各种检测手段对涂装质量进行监控,确 保产品合格率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NO 专业术语名(日文)平仮名中文
1 塗完とかん涂完
2 塗完検査とかんけんさ涂完检查
3 ライン外らいんがい线外
4 塗完手直しとかんてなおし涂完返修
5 軽補修けいほしゅう轻返修/轻修补
6 色差しいろさし点色
7 重補修じゅうほしゅう重返修/重修补
8 スポット補修すぽっとほしゅう点返修/点修补
9 砥石といし磨石
10 荒磨きあらみがき粗磨/粗抛
11 仕上げ磨きしあげみがき精磨/精抛
12 研磨剤けんまざい研磨剂
13 サンドペーパーさんどぺーぱー砂纸
14 耐水ぺーぱーたいすいぺーぱー耐水砂纸
15 ドライペーパーどらいぺーぱー干砂纸
16 サンダ-さんだー打磨机
17 クロースくろーす抹布
18 テープてーぷ胶带
19 最終検査さいしゅうけんさ最终检查
20 治具外しじぐはずし拆治具
21 ワックスわっくす内腔蜡
22 ブラックアウトぶらっくあうと黑漆
23 IビームIびーむI字梁
24 ハロゲンランプはろげんらんぷ卤素灯
25 ファイバースコープふぁいばーすこーぷ窥镜
26 ベーキングべーきんぐ干燥
27 マスキングテープますきんぐてーぷ覆盖用胶带
28 ウールパッドうーるぱっど羊毛打磨垫
29 ブツぶつ颗粒
30 ハジキはじき缩孔
31 スケすけ虚喷
32 タレたれ流挂
33 ピンホールぴんほーる针孔
34 エアポケットえあぽけっと气泡
35 白ボケしろぼけ白化
36 ハガレはがれ剥落
37 磨き不良みがきふりょう打磨不良
38 シーラー不良しーらーふりょう密封胶不良
39 雨漏れあまもれ漏水
40 汚れよごれ赃
41 下地不良したじふりょう下地不良
42 割れわれ开裂
47 色ブツいろぶつ色颗粒
48 カブリかぶり飞溅
49 研ぎ段とぎだん研磨段
50 研ぎスジとぎすじ研磨线痕迹
51 研ぎ跡とぎあと研磨痕
52 ワキわき气泡、涌出
53 異物入りいぶつはいり进入异物
54 凸(とつ)とつ凸起
55 凹み(へこみ)へこみ凹
56 建て付け不良たてつけふりょう装配不良
57 糸ブツいとぶつ线颗粒
58 錆びさび生锈
59 色かぶりいろかぶり颜色飞溅
60 段差だんさ段差
61 付着ふちゃく附着
62 変色へんしょく变色
63 補修不良ほしゅうふりょう补修不良
64 歪(ひずみ)ひずみ变形
65 さわりさわり擦痕
66 黄変おうへん变黄
67 艶引けつやびけ失色/失光
68 塗装病院とそうびょういん涂装病院。