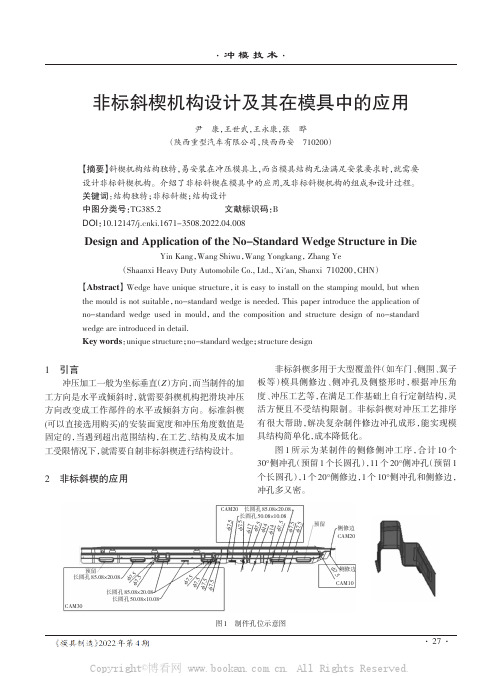
多种斜楔机构在一副模具中的应用
汽车模具斜楔设计的思路
• 压料器的行程必须大于冲头进入压料 器的长度,否则将导致冲头折断
箱跟加导柱导向
导板加导柱导向
增加的锥型定位器
冲头进入压料器的长度
压料器的行程需要大于冲头进入 压料器的尺寸+5mm
需要考虑冲头和压料芯是否干涉
• 吊装斜楔需要考虑在滑块上安装的工作组件(冲头、 侧修刀块、翻边刀块)是否影响压料芯的装配和拆 卸;并且在斜楔与压料芯之间是否有足够的空间研 磨;
• G)废料的处理
1)废料过孔尽可能开大;
2)有的时候为了防止废料堵塞,侧冲孔的废料需 要增加顶料装置;
3)铸件上要设计废料滑板过孔要充分考虑废料如 果发生旋转后的最大尺寸的宽度;
2、斜楔的名称 代码-工作安装面(W)-行程(ST)-斜楔的角度(θ )-固定方式(K为键定位,
N为销定位) 3、常用的各类斜楔的优缺点 a、水平斜楔:需要充分考虑制件的取出问题; b、悬吊斜楔:作业性好,但是刃口研配困难; c、双动斜楔:占用空间比较大,而且结构复杂,对于模具的强度有影响(旋转
斜楔替代); 4、斜楔模具斜楔行程设计时应表达的内容 1)斜楔滑块的行程:ST 2)斜楔行程:L 3)斜楔作业行程:W 4)斜楔压料板行程:C 5)斜楔角度:θ 6)上压料芯动作开始点:P 7)上下模导向啮合点:G
b)如果是两侧同时冲孔时需要增加分料销;
• H)标准斜楔模的压料器的分 类:
压料器对制件的定位、变形起防止作 用,根据起形状、动作方向个数等可 以划分为三种类型:
a)上压料芯
其优点为:压紧力比较大,不用担 心零 件的变形;接近垂直壁面且靠 近侧壁端面,用上压料芯分离;
b)斜楔侧压料芯
冲压模具斜楔种类及工作原理_解释说明以及概述
冲压模具斜楔种类及工作原理解释说明以及概述1. 引言1.1 概述冲压模具斜楔是一种常见且重要的组件,广泛应用于冲压生产中。
斜楔的作用是在冲压过程中提供支撑和定位功能,保证模具在运行过程中的稳定性和精度。
不同类型的斜楔具有不同的特点和工作原理,因此对其进行分类和研究十分必要。
1.2 文章结构本文主要围绕冲压模具斜楔种类及工作原理展开详细解释说明,并对其重要性进行阐述。
文章将包括引言、冲压模具斜楔种类及工作原理、解释说明以及概述以及结论四个部分。
1.3 目的本文旨在通过对冲压模具斜楔种类及工作原理进行深入剖析,加深读者对该组件的认识和了解。
同时,通过解释斜楔在冲压模具中的重要性以及不同类型斜楔的功能和特点,探讨其在提高冲压生产效率中所起到的作用。
最后,总结冲压模具斜楔种类及工作原理的重要性和应用价值,并展望其发展趋势和改善方向。
这样,读者可以全面了解冲压模具斜楔的功能、分类、工作原理以及其在冲压生产中的应用价值,从而为相关领域的学习和应用提供帮助和指导。
2. 冲压模具斜楔种类及工作原理2.1 斜楔的定义和作用斜楔是冲压模具中的一种夹紧元件,其设计和使用旨在提供稳定的夹紧力以固定模具元件。
斜楔通常由金属材料制成,具有一个或多个倾斜面。
它们被安装在模具的两个相对运动部分之间,并通过斜面互相卡合以提供额外的夹紧力。
斜楔的主要作用是加强冲压模具的刚性,确保精度和重复性,从而提高生产效率和产品质量。
它们还可以防止模具零件间的相对移动,并减少工作时引起振动和噪音的可能性。
2.2 斜楔的分类和特点根据构造形式,斜楔可以分为直角梯形、带圆角梯形、等腰三角形等不同类型。
每种类型都有其独特的特点和适用范围。
- 直角梯形斜楔:该类型的斜楔具有直角边和一组平行倾斜面。
它们适用于需要较大夹紧力和高刚性的情况。
- 带圆角梯形斜楔:该类型的斜楔具有带圆角的倾斜面,可避免过度磨损和伤害。
它们常用于高速或频繁操作的模具中。
- 等腰三角形斜楔:该类型的斜楔两边长度相等,适用于需要紧凑设计和较小安装空间的模具。
几种斜楔机构的特性分析
第2期2021年2月机械设计与制造Machinery Design & Manufacture 1几种斜楔机构的特性分析高慧芳込张耀成12,杨兆建迅王 源1,2(1.太原理工大学机械工程学院,山西太原030024;2.煤矿综采装备山西省重点实验室,山西太原030024)摘要:斜楔机构具有能改变构件的运动方向,改变力的方向以及增力和自锁的特点。
將斜禊机枸运用到矿井机械设备 的制动装置中,一方面可以减小制动推力,另一方面可以改变构件的运动方向。
同时利用斜楔机构具有自锁的特点,即使 液压油出现泄漏现象,使得钏嗾机构不能后退,从而也可以达到增力的作用。
斜楔机构型式多种多样,通过改变斜模机构的结构形式并且利用Adams 对不同的斜樑机构进行自锁仿真分析可以得出其不仅可以实现自锁而且和普通•斜楔机构相比較可以在不同程度上增大行程比。
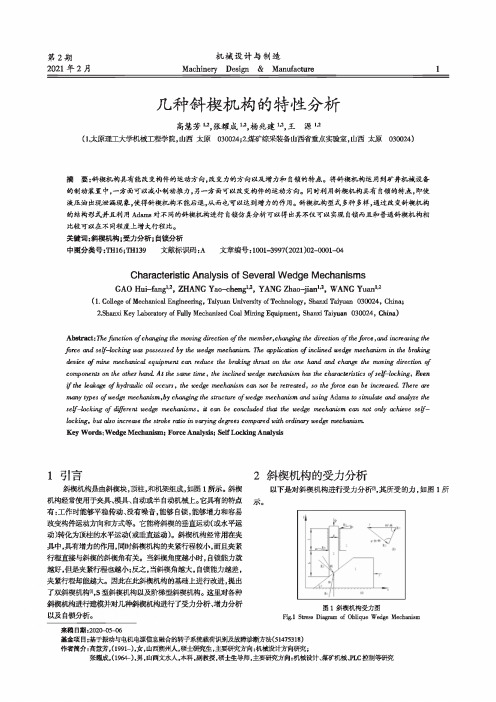
关彌:mm 受力分析;自锁分析中图分类号:TH16;TH139文献标识码:A文章编号:1001-3997(2021 )02-0001-04Characteristic Analysis of Several Wedge MechanismsGAO Hui-fang 1-2, ZHANG Yao-cheng 12, YANG Zhao-jian", WANG Yuan 1-2(1. College of Mechanical Engineering, Taiyuan University of Technology, Shanxi Taiyuan 030024, China;2.Shanxi Key Laboratory of Fully Mechanized Coal Mining Equipment, Shanxi Taiyuan 030024, China)Abstract: The junction of changing the moving direction of the member ^changing the direction of the force,md increasing thefarce and self-locking was possessed by the wedge mechanism. The explication cf incline 忍 wedge mechanism in the brakingdevice of mine mechanical equipmeni can reduce the braking thrust on the one hand and change the mot )ing direction ofcompoTients on the other hand. At the same time 、the inclined wedge mechanism has the characteristics of sel^locking 9 Even if the lecJcage of hydraulic oil occurs y the wedge mechanism can not be retreated^ so the force can be increased. There aremany types of wedge mechanism,by changing the structure of wedge mechanism and using Adams to simulate and analyze the self l ocking of different wedge mechanisms 9 U can be concluded that the wedge mechmism can not only achieve self lockings but also increase the stroke ratio in varying degrees compared with ordinary wedge mechanism^Key Words : Wedge Mechanism ; Force Analysis ; Self Locking Analysis1引言斜楔机构是由斜楔块,顶柱,和机架组成,如图1所示。
冲压模具斜楔种类及生产中常见的问题
2.6
如图 6 所示,模具刚性有保证,制造比较容易,但
如图 9 所示,由于采用双动及对向斜楔时,
斜楔结
构中的滑块及滑车占用空间较大,容易增大模具结
构,增加模具制造成本,因此可以采用旋转斜楔结构,
一种,第二种结构形式工作稳定性好,但是对机加工
和合模要求更严格。
图 6 对向斜楔
停止斜楔
如图 7 所示,包含翻边上顶的模具,下压料芯的构
滑块 2
保证翻边后制件可以顺利取出。
滑块 1
驱动块 2
驱动块 1
图 14
3.5
驱动块
前门外板侧翻边斜楔结构
尾门外板侧冲孔斜楔结构
如图 15 所示,此处为侧冲孔工艺,此处斜楔结构
为 1 种特殊的斜楔结构,由于此处冲孔在制件中心区
域距离模具外侧距离约为 1,200mm,在正冲无法实现
· 18 ·
驱动凸轮
开始向内移动开始整形,当滑块 1 移动到位后,整形完
成。此处整形,滑块 1 为水平斜楔结构,由于此处整形
滑车
存在负角整形完成后,制件无法正常拿出,所以在下
驱动块 2
图 12 后侧围外板侧整形斜楔结构
部增加滑块 2 方便制件的顺利投放与取出。
滑块 1
滑块 1
在生产过程中,此种斜楔结构稳定性及精度要高
于第一种斜楔结构,可靠性较好,主要存在问题是由
楔结构及压力源,
以保证模具在使用过程中的稳定性。
关键词:
模具;
斜楔;
压力源;导向
中图分类号:TG385.2
文献标识码:B
Sort of Stamping Die CAM and the Problems During the Production
模具斜楔分类
模具斜楔分类《模具斜楔那些事儿》嘿,今儿咱来聊聊模具斜楔分类这档子事儿,这可真是模具世界里的一大特色呢!模具斜楔啊,就像厨房里的各种调料,不同的类型能给模具这个大菜带来不一样的味道和效果。
你看哈,有普通斜楔,就像是个老实巴交的家伙,没啥特别突出的,但胜在稳定靠谱,是模具里的中坚力量。
它默默地工作着,不声不响却能保证整个模具的正常运行。
还有一种叫旋转斜楔,哎呀呀,这可不得了!它就像是个灵活的舞者,能在模具里旋转跳跃,做出各种高难度动作。
有时候看它工作,真感觉像是在看一场精彩的杂技表演,给人惊喜连连。
它能解决那些让人头疼的角度问题,让模具的功能更上一层楼。
再来说说氮气弹簧斜楔,这可是个厉害的角色!它就像是个大力士,靠着氮气的力量,能提供强大的驱动力。
有了它,模具的工作就变得轻松多了,好像什么难题都能轻松搞定。
它就像是团队里的超级英雄,关键时刻总能挺身而出。
要说这斜楔分类啊,可真是各有千秋。
有时候选择哪种斜楔,就像是去餐厅点菜,得根据不同的需求和场合来。
要是选错了,就好比点了一道不喜欢吃的菜,那可就难受啦。
在实际工作中,我可没少吃斜楔分类的亏。
记得有一次,我选错了斜楔类型,结果模具怎么都不好使,可把我急坏了。
那感觉就像是明明穿着运动鞋去跑步,却发现穿成了高跟鞋,磕磕绊绊的难受极了。
不过好在咱积累了经验,以后再遇到这种问题,就能轻松应对啦。
总之呢,模具斜楔分类这事虽然看似复杂,但只要我们熟悉了它们的特点和用途,就能像大厨烹饪美食一样,恰到好处地运用它们,让模具的工作变得更加顺利和高效。
所以啊,朋友们,可别小看了这小小的斜楔分类,它可是模具世界里的大功臣呢!下次你再接触到模具,不妨仔细观察一下这些有趣的斜楔分类,相信你一定会对模具有更深的了解和认识。
哈哈,就让我们一起在模具斜楔的世界里尽情探索吧!。
斜楔,螺旋,圆偏 - 副本

第八组:钟泽涛
伍诗源
1:斜楔
利用斜楔直接或间接夹紧工件的机构称为斜楔夹紧机构。 几种斜楔夹紧机构的应用实例。工件装入后,敲击斜楔大 头,夹紧工件;加工完毕,敲击斜楔小头,松开工件。由 于斜楔直接夹紧工件,工件的夹紧力较小,且操作费时费 力,故实际生产中多数情况是将斜楔与其他机构联合使用。 是斜楔与滑柱组成的夹紧机构,由端面斜楔与压板组合而 成的夹紧机构。
②螺旋压板夹紧机构。实际生产中使用较多的是螺旋t杠杆比不同, 夹紧力也不同。其结构形式很多。
3:圆偏心夹紧机构
用偏心件直接或间接夹紧工件的机构成为偏心夹紧机构。 偏心件类型有两种:圆偏心、曲线偏心。圆偏心具有结构 简单、操作方便、夹紧迅速等优点。但也存在一些缺点, 如夹紧力和夹紧行程小、自锁可靠性差、结构抗冲击性较 差,故一般用于夹紧行程短及切削载荷小且平稳的场合。
2:螺旋夹紧机构
普通车床采用螺旋直接央紧或采用螺旋与其他元件组合实 现夹紧的机构,称为螺旋夹紧机构。螺旋夹紧机构具有结 构简单、夹紧力大、自锁性好及制造方便等优点,很适用 于手动央紧,因而在机床夹具中得到广泛应用。缺点是夹 紧动作较慢,在机动夹紧中应用较少。螺旋夹紧机构分为 单个螺旋夹紧机构和螺旋压板夹紧机构。 ①单个螺旋夹紧机构。普通车床单个螺旋夹紧机构。用 螺钉头部直接夹紧工件,容易损伤受压表面,并且旋紧螺 钉时易引起工件转动,因此,常在螺钉头部装上可以摆动 的压块,以防止上述现象的发生。
冲压模具斜楔的作用
冲压模具斜楔的作用
1. 调整模具间隙,斜楔可以用来调整模具的间隙,使得模具在
工作时能够达到最佳的压制效果。
通过调整斜楔的位置和角度,可
以精确地控制模具的开合间隙,以适应不同厚度和形状的工件材料,确保模具在工作时能够顺利进行冲压操作。
2. 平衡模具受力,在冲压过程中,模具会受到来自工件材料和
机械设备的巨大压力。
斜楔的设计可以帮助平衡模具受力,减少模
具的变形和损坏,延长模具的使用寿命。
3. 提高生产效率,合理使用斜楔可以使模具的安装和调整更加
方便快捷,节约了调试和更换模具的时间,提高了生产效率。
4. 保护设备和工人安全,斜楔的设计可以有效地固定模具,防
止在冲压过程中发生模具移位或者脱落的情况,保障了设备和工人
的安全。
总的来说,冲压模具斜楔在冲压加工中起着非常重要的作用,
它不仅影响着产品的质量和生产效率,还关系到设备和工人的安全。
因此,在模具设计和使用过程中,合理使用斜楔是非常重要的。
模具用斜锲
②倾斜斜楔在水平斜楔,不能加工时用。
加工方向倾斜太大,普通倾料斜楔无法加工时用。
操作性好,另外适合多工位规格。
刀具的对合困难,所以不适合切边加工。
④组合式斜楔在取零件时,可不使用活动式gauge,打料棒,移动加工部位的冲头即可取边零件。
但要注意,组合式冲头的强度,动作同步,零件定位。
一般是不使用,只是在工艺设定上不得已,加工方向位逆倾斜时使用。
滑块的表面压力变大。
⑥同心斜楔(develling)拐角部位的切边等,同时加工垂直方向水平方向时使用。
(一般不用)②(环行)θ:斜楔的角度S:斜楔滑块行程L:斜楔导块行程②倾斜斜楔θ1:斜楔的角度θ2:斜楔的倾斜角度③逆倾斜斜楔②倾斜斜楔③逆倾斜斜楔2)倾斜斜楔3)组合式斜楔斜楔ST≥α+A+斜楔顶出器ST有S形弯管时,S形弯管要考虑斜楔ST。
②可移式凹模可移式凹模ST≥L+10 L:翻边长度弯曲线变化时,可移式ST的斜楔ST≥α+A+斜楔顶出器ST+可移式凹模定位方法如上图。
③连续式斜楔翻转时,与上顶出器的间隙10以上,以次定斜楔2)取零件的所需余量(根据加工后的零件形状定)翻边时要注意平面形状。
(翻边弯曲时,h2>h12)顶出器注1 象多工位模有空间限制,行程不够等特别情况。
注2 平面加工有剪切时大型斜楔或需要大加压力时②倾斜斜楔的角度、材料角度、材料以水平斜楔为标准考虑。
1)导块与斜楔滑块最初接触面的长度,最小为2)滑动返回状态,以二点点划线表示。
2)装入斜楔滑块下侧的方法(内藏式)优点:比较紧凑,不露弹簧,安全。
缺点:防磨板的配置困难,小斜楔,滑块变大。
斜楔侧锪孔不用修边斜楔(因为切屑处理不合适)注意口)八),孔与孔接近,斜楔滑块强度变弱。
参考设计上的注意点:①杆径φ16以上。
②杆的螺丝深入长度为径的2倍以上是镶入。
③弹簧可以设定自由长,只要保证杆的长度。
④弹簧壳的外侧要装配上安全罩,即使弹簧壳破壳也能确保安全。
5)两侧的装配方法·一般使用该型成。
摆动斜楔的设计及应用张玉磊
摆动斜楔的设计及应用张玉磊发布时间:2021-08-24T08:34:07.830Z 来源:《中国科技人才》2021年第13期作者:张玉磊[导读] 本文主要介绍摆动斜楔机构样式、结构特征、应用范围、结构特点以及此机构在冷冲压模具开发中的应用情况。
奇瑞汽车河南有限公司河南省开封市宋城路99号 475000摘要:汽车模具是生产汽车覆盖件的主要工艺装备,模具工艺结构设计的是否合理,在很大程度上决定了汽车覆盖件生产的质量,汽车模具设计过程中,自制斜楔的设计是至关重要的,自制斜楔机构由于机构独特,种类多,受力及运动复杂,在实际运用中掌握其设计使用方法是其一大难点,本文主要介绍摆动斜楔机构样式、结构特征、应用范围、结构特点以及此机构在冷冲压模具开发中的应用情况。
关键词:结构设计;摆动斜楔;冲压模具;应用范围1、引言现代汽车工业随着科学技术的快速发展而日新月异,汽车造型在追求独特性、差异性的同时,也使其工序复合度更高,覆盖件为了满足功能,造型,强度等各方面的需求,往往制件的形状都非常复杂。
在复杂的形状所开的孔位以及形位往往又是保证汽车各关键部位顺利安装的前提条件,而在复杂的型面上所开的孔和复杂的形位本身就具有特殊性。
因此,如何处理类似的孔位,形位也是汽车冲压件制作工艺的一个关键技术。
而斜楔机构在冲压模具中起着解决复杂尺寸形位的角色,在生产制作时,通过斜楔机构实现不同角度的冲压工作,以满足不同孔位,形位的要求。
对于冲压四序化,斜楔机构的应用更是不可缺少的一环。
2、摆动斜楔的概念在冲压模具设计过程中,常常遇到负角成型的问题,成型完以后,制件包在凸模上,制件与凸模在取料方向发生干涉,制件取不下来。
摆动斜楔是指在不能垂直取出冲压件的模具中,通过应用冲压模具摆动斜楔机构,实现凸模的摆动,消除干涉点,达到取出冲压件的目的,能有效的解决冲压模具中一些特殊位置。
3、摆动斜楔应用范围:在侧围产品边缘位置侧整形时在凸模回退过程中与板件干涉情况;使用其它机构时空间不足的情况;超大的负角侧翻或侧整情况。
非标斜楔机构设计及其在模具中的应用
非标斜楔机构设计及其在模具中的应用尹康,王世武,王永康,张晔(陕西重型汽车有限公司,陕西西安710200)【摘要】斜楔机构结构独特,易安装在冲压模具上,而当模具结构无法满足安装要求时,就需要设计非标斜楔机构。
介绍了非标斜楔在模具中的应用,及非标斜楔机构的组成和设计过程。
关键词:结构独特;非标斜楔;结构设计中图分类号:TG385.2文献标识码:BDOI :10.12147/ki.1671-3508.2022.04.008Design and Application of the No-Standard Wedge Structure in DieYin Kang ,Wang Shiwu ,Wang Yongkang ,Zhang Ye(Shaanxi Heavy Duty Automobile Co.,Ltd.,Xi'an,Shanxi 710200,CHN )【Abstract 】Wedge have unique structure ,it is easy to install on the stamping mould,but when the mould is not suitable ,no-standard wedge is needed.This paper introduce the application of no-standard wedge used in mould ,and the composition and structure design of no-standardwedge are introduced in detail.Key words :unique structure ;no-standard wedge ;structure design1引言冲压加工一般为坐标垂直(Z )方向,而当制件的加工方向是水平或倾斜时,就需要斜楔机构把滑块冲压方向改变成工作部件的水平或倾斜方向。
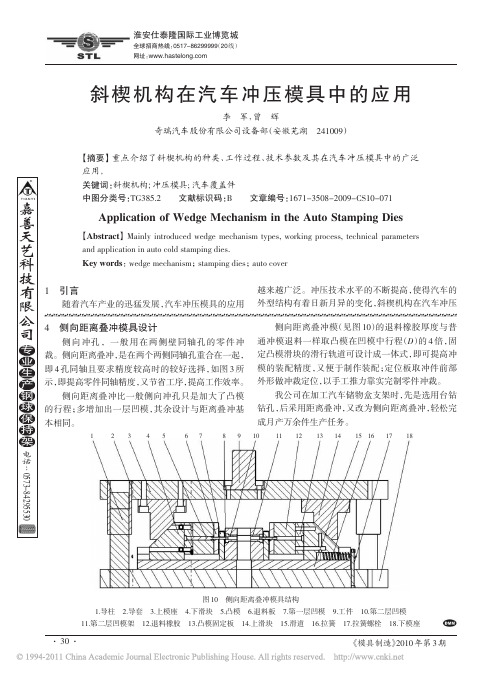
斜楔机构在汽车冲压模具中的应用
:
0573-84295530
图 10 侧向距离叠冲模具结构 1.导柱 2.导套 3.上模座 4.下滑块 5.凸模 6.退料板 7.第一层凹模 9.工件 10.第二层凹模 11.第二层凹模架 12.退料橡胶 13.凸模固定板 14.上滑块 15.滑道 16.拉簧 17.拉簧螺栓 18.下模座
· 30 ·
话
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
司
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
复动斜楔在模具设计中的应用
复动斜楔在模具设计中的应用作者:初德纯刘洋来源:《中国科技博览》2013年第28期[摘要]该模具为复合模,且复合程度较高,集正翻边与侧翻边于一体,为解决取件问题,采用了较为复杂的复动斜楔,加工调试具有相当的难度。
[关键词]复合模复动斜楔行程模具结构设计中图分类号:TQ336 文献标识码:A 文章编号:1009-914X(2013)28-0246-01一、引言汽车产业向着科技化、人性化发展,随之带来的是汽车冲压部件的数字化、艺术化。
这些部件往往存在着型面设计复杂、工艺复杂等特点,导致零部件的冲压工艺也越来越复杂,而为了最大限度的缩减制件的冲压工序,降低模具成本,就使得冲压工艺的复合程度越来越高,对应模具设计制造难度也大幅提高。
二、冲压工艺流程简介图1所示为“前纵梁内板-右”冲孔侧冲孔侧修边翻边侧翻边工序的工法图,该件材料为H340LAD+Z,料厚1.5mm。
其冲压工艺流程为:①落料②拉延③修边侧修边冲孔侧冲孔④翻边整形⑤翻边侧翻边修边⑥冲孔侧冲孔侧修边翻边侧翻边。
本文仅介绍最后一序模具的翻边与侧翻边的结构设计,前面几序的模具结构设计在这里不做阐述。
图1OP60功法图从上面的功法图可以看出,该序工序内容的复合程度较高,相应模具也必然随之复杂,且集正翻边与侧翻边于一体,如何解决取件问题是该模具设计的关键。
如下图所示:图2制件翻边部位三、模具结构设计及工作过程1.侧翻边结构设计模具侧翻边部位的结构设计是该套模具的难点,按照以往的设计经验,该结构可通过双滑车来实现,但对于此件来说,双滑车结构就过于臃肿,相应模具尺寸要加大很多,这就需要用另一种灵活小巧的机构来代替双滑车,即复动斜楔。
所谓复动斜楔即通过两组斜楔来完成此过程,斜楔一(非标自制斜楔)用于驱动侧翻边凹模,斜楔二(标准斜楔)用于驱动侧翻边凸模。
其结构剖面见图3。
具体工作过程如下:斜楔一使翻边凹模在翻边凸模开始工作之前由斜楔一将其驱动至翻边的工作位置,此时,翻边凸模在斜楔二的驱动下开始翻边的工作过程,待翻边结束后,凸模从凹模中退出,此时,凹模在斜楔回程弹簧的驱动下从制件翻边部位退出,从而完成翻边的工作过程。
塑料模具斜顶的作用与分类
塑料模具斜顶的作用与分类小伙伴们!今天咱们一起来聊聊塑料模具斜顶这个有趣的玩意儿。
你可别小瞧它,它在塑料模具里可是起着至关重要的作用呢!一、塑料模具斜顶的作用。
塑料模具斜顶的作用那可真是多啦!咱先说说它在脱模方面的厉害之处。
想象一下,当塑料产品在模具里成型后,想要把它顺利地从模具里取出来可不容易。
有些形状复杂的产品,特别是那些有倒扣结构的,普通的脱模方式根本就行不通。
这时候,斜顶就闪亮登场啦!它可以通过自身的倾斜运动,巧妙地把产品从模具中顶出来,就像一个神奇的小助手,让脱模过程变得轻松又顺畅。
比如说,像一些带有内侧倒扣的塑料外壳,没有斜顶的帮忙,那脱模可就成了大难题啦。
再讲讲它对产品质量的影响。
斜顶在脱模过程中能够均匀地施加力量,避免产品因为受力不均而出现变形、损坏等问题。
这样一来,生产出来的塑料产品质量就更有保障啦,合格率也能大大提高。
要是产品质量不过关,那可就麻烦咯,不仅浪费材料和时间,还可能影响企业的声誉呢。
还有哦,斜顶还能提高生产效率。
它的存在让脱模过程变得快速又稳定,减少了生产过程中的停顿时间,使得整个生产流程更加流畅。
这样,企业就能在相同的时间内生产出更多高质量的产品,经济效益也就跟着上去啦。
二、塑料模具斜顶的分类。
塑料模具斜顶的分类也是多种多样的,不同类型的斜顶有着各自的特点和适用范围。
1. 按照结构形式分。
常规斜顶:这是最常见的一种斜顶类型啦。
它的结构相对简单,一般由斜顶杆、斜顶头和复位装置等组成。
常规斜顶适用于一些形状不是特别复杂、倒扣程度较小的塑料产品脱模。
比如说一些简单的塑料盖子,用常规斜顶就能轻松搞定脱模问题。
燕尾斜顶:这种斜顶的特点就是它的连接部分采用了燕尾结构。
燕尾结构可以让斜顶在运动过程中更加稳定,不容易出现晃动或者偏移的情况。
所以,当遇到一些对精度要求比较高的塑料产品,或者倒扣结构比较特殊的产品时,燕尾斜顶就派上用场啦。
T形斜顶:从名字就能看出来,它的形状像个“T”字。
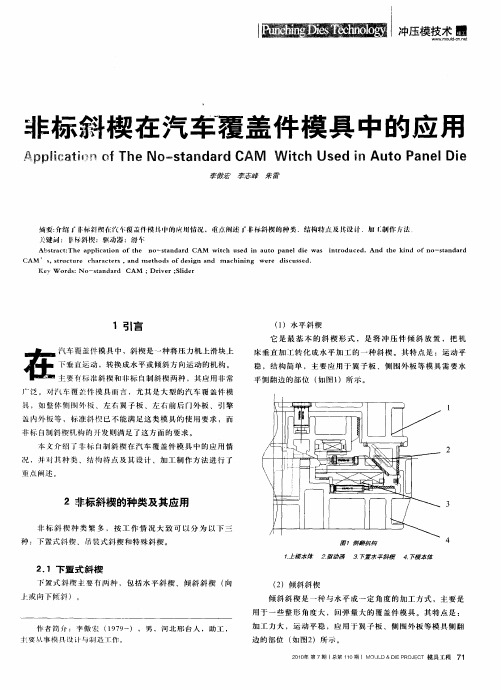
非标斜楔在汽车覆盖件模具中的应用
;D rve ; i e i r Sld r
1引 言
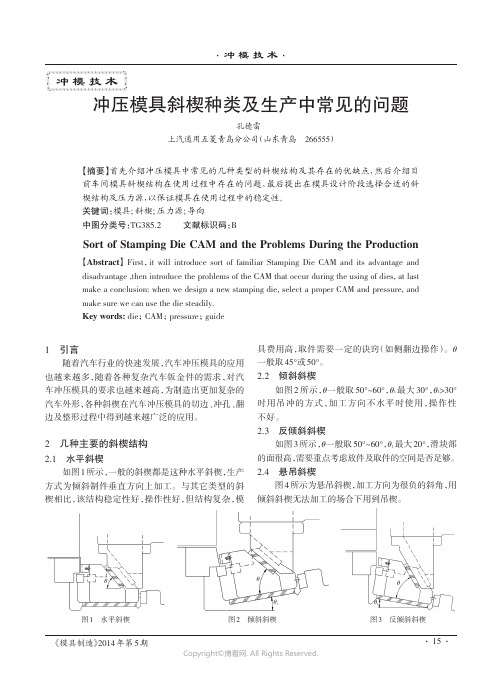
( )水 平 斜 楔 1
它 是 最基 本 的斜 楔 形式 ,是 将 冲压 件 倾 斜 放置 ,把机
啊I_ 车 覆 盖 件 模 具 中 ,斜 楔 是 一 种 将 压 力 机 上 滑 块 上 l _汽 鼻
下 垂 商 运 动 ,转 换 成 水 平 或 倾 斜 方 向 运 动 的机 构 。 主 要 有 标 准 斜 楔 和 非 标 自制 斜 楔 两 种 ,其 应 用 非 常
1上 模 本 体
2驱 动器
Hale Waihona Puke 3_ 斜 楔 4母 斜 楔 5下 模 本 体 子
2 2 吊装 式 斜 楔 .
吊装 式 斜楔 与下 置 式斜 楔 相 比 ,行程 相 同时 一般 所 占 的 空 间 小 , 由 于 滑 块 装 在 上 模 ,取 件 方 便 ,操 作 性 好 ,加 工
2 1 年第 7 ( 00 期 总第 1o )M U D& I P O E T 摸具工程 1期 O L DE R JC 71
2
2
3
3
4
4
5
图2 侧 翻 机 构
图 4 双 活 铡翻 机 构
1上模本体
2驱动器 3下置犊斜 { 向上 ) 斜楔
4下模 本体
C A M ’ s s r c ur c r c e s ,a e hod e i n a d m a hi i w e e d s us e t u t e ha a t r nd m t s of d s g n c n ng r i c s d.
,
K e W or :N o—s a a d y ds t nd r CAM
浅谈斜楔机构在冲压模具中的应用
浅谈斜楔机构在冲压模具中的应用作者:周凯来源:《科技创业月刊》 2013年第8期周凯(东风汽车公司技工学校武汉分校湖北武汉430056)摘要:在介绍斜楔机构的概念、种类、特征、其适合采取应用的方向和范围的基础上,重点分析了一个基础的在冲压模具应用的斜楔机构,同时,也对一种新型的斜楔机构作出简要的介绍和说明。
关键词:斜楔机构;冲压模具;斜面中图分类号:TH16文献标识码:Adoi:10.3969/j.issn.1665-2272.2013.08.0791斜楔机构的概念斜楔机构,包含着斜楔和滑块,其制动需要二者的相互配合运用,它运用在不同范围中的目的主要是改变垂直运动的方向,比如说将竖直运动变为倾斜运动,或者将运动的角度变为水平运动。
在作业中,起到发力作用的是主动斛楔,是斜楔的另一个名字,受力装置包括斜楔机构的另一个组成部分即滑块。
余下的附属部分则是导板、弹簧、反侧块、螺丝、压板、防磨板等等。
冲压模具,又称冷冲压模具,就是人们平时所叫的冷冲模,冲压,就是出于一般的室温之中,通过装置在压力机里的模具对所要加工的材料施压,使其的形态发生变化产生分离,或者使原形态的塑形变形,这样就达到了得到所要求的零件的目的,是在原材料基础上的一种压力加工模式。
在一些冷冲压模具的加工中,根据模具侧面的凸缘、切边、冲孔、切凹口等空间曲线往里弯曲进行生产制作时,如果用一般的那种曲柄压力机,由于这种压力机在滑块移动的过程中受到方向的限制,所以在具体的生产加工过程中用起来有所限制,要解决这种限制有三个方法供生产者选择:首先是将占整个加工过程分割成不同的程序进行分别加工;第二个是借助压力机本身以外的压力来施力进行加工生产;最后就是在以上两种方法都无法实现之时选取斜楔机构来达到模具生产的要求,这样不仅降低了成本,提高了效率,而且生产出来的冲压模具构造合理紧凑,质量效率高,实现了冲压模具的便捷生产,扩大了冲压模具的应用领域,推动了其创新的步伐。
一种多斜楔模具斜楔驱动机构[发明专利]
![一种多斜楔模具斜楔驱动机构[发明专利]](https://img.taocdn.com/s3/m/45bd9f2d89eb172dec63b787.png)
专利名称:一种多斜楔模具斜楔驱动机构专利类型:发明专利
发明人:王旭
申请号:CN201310322198.0
申请日:20130726
公开号:CN103394591A
公开日:
20131120
专利内容由知识产权出版社提供
摘要:本发明涉及一种多斜楔模具斜楔驱动机构,包括有上模座和下模座,下模座上设置有驱动杆,驱动杆上设置有驱动块,在每个驱动块上固定有斜导板;在下模座的两侧设置有气缸;在下模座上设置有插刀和斜楔;每个驱动块与相对应的斜楔之间均有一对斜导板,其中一个斜导板固定于驱动块上,另一个固定于斜楔内;在驱动杆上还固定有导向限位的导板,驱动杆依靠导板在插刀驱动下相对下模座滑动。
通过本技术方案,实现较长斜楔的运动或多斜楔统一运动,并通过插刀和气缸辅助驱动,保证斜楔工作稳定。
申请人:安徽江淮汽车股份有限公司
地址:230022 安徽省合肥市东流路176号
国籍:CN
代理机构:北京维澳专利代理有限公司
代理人:王立民
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*
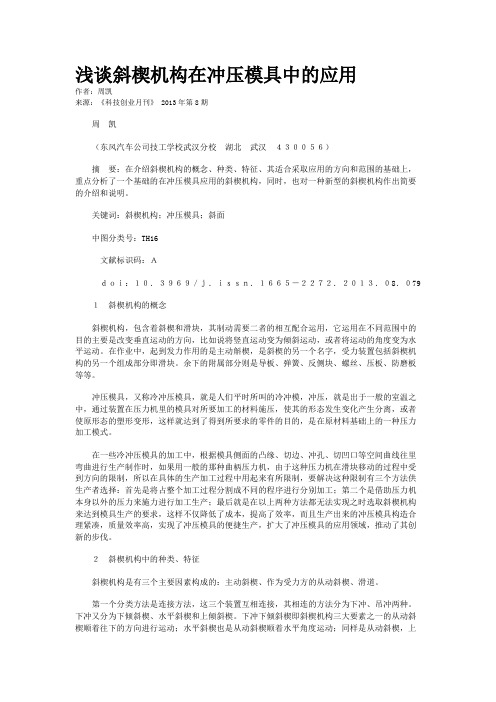
双斜楔 双斜楔机构如图 ) 所示, 左侧斜楔表示下死点时
# $ 翻边镶块 块 挡片 节螺母
! $ 斜楔滑块
’ $ 芯轴支撑块 + $ 垫片 #" $ 弹簧
) $ 弹簧芯轴 , $ 安全螺钉
的状态,右侧斜楔表示开始工作时的状态。本机构 在斜楔滑块组件方面与上一机构是完全一样的,不 同之处在于此结构为一个共用的驱动块驱动两个相 同的滑块反向运动。此结构中不采用斜楔座,代之 以防磨板垫块,相应的弹簧挡片亦紧固在防磨板 上。 两个滑块又共用 # 个限位块, 限位块的设置便于
万方数据
#( 度大, 且零件翻边尺寸小 ( *.. ) , 故免去了强制返 回结构。 另外,值得一提的是冲方孔及小圆孔采用了镶 块压料,主要因为小凸模为易损件,镶块的设计便p; $ ’ 总 !’!
斜楔滑块直接在斜楔座上滑动,斜楔导板亦直 接固定在斜楔座上。复位弹簧用芯轴装置在滑块腹 内, 弹簧挡片用螺钉直接固定在斜楔座上, 斜楔座设 计有斜楔靠条。这样, 滑块、 斜楔座、 导板、 弹簧、 芯 轴、 弹簧挡片、 凸模、 凸模固定板及橡胶形成为一个 结构紧凑的整体,在单孔冲裁时可作为斜楔机构标 准件使用。 该结构最大的特点是紧凑且整体化。 强度方面, 由于弹簧压缩产生的复位力很小,本结构中弹簧挡 片所用材料为 #".. 厚的 ’) 钢,紧固螺钉为 ! 个 ! #".. 0 *".. 1 其受力经校核大大低于许用载 荷,强度及刚度性能良好。值得注意的是紧固螺钉 须加弹簧垫圈, 以防止松动。
#
工艺简介 前角板零件简图及简要工艺表示如图 #。图 #/
下模座及冲孔斜楔结构布置如图 ! 所示。 从图 # 可以看出,左右件以尾部对接对称设计 时零件成为细长覆盖件。工艺简图及工艺过程已经 表示, 该冲孔模有 5 处斜楔, 这就要求模具结构有相 当的紧凑性,尤其是斜楔机构必须精巧且布置合理 才不致使整副模具显得雍肿、 笨重, 才能使整副模具 结构在满足使用要求的前提下外形结构更趋合理、 美观。本模具中斜楔冲孔均为单孔, 冲裁力很小, 为 斜楔机构的轻巧化提供了充分和必要的条件,为小 巧的斜楔机构达到强度要求亦提供了根本保证。下 面就各斜楔机构分别作简单介绍。
收稿日期: !""" 年 4 月 #. 日
) # + 吊楔。吊楔机构如图 . 所示, 从图中可以清 楚地看出,该结构由吊楔组件和弹性组件两部分组 成 ) 图中未表示斜楔导板结构 + , 其中吊楔组件包括 翻边镶块、 斜楔滑块及斜楔驱动块; 弹性组件包括弹 簧、 弹簧挡片、 垫片、 螺母及弹簧芯轴、 芯轴支撑块。 弹簧预压缩后的初始长度由螺母调节控制,滑块亦 设计有返程限位块。弹簧芯轴由两个支撑块固定, 整个弹性组件形成为一个整体,可随两个支撑块的 装拆而装拆。吊楔组件设计有安全螺钉。吊楔机构 一般应设置强制返程块,但本结构由于吊楔工作角
图0 压料芯
万方数据
《模具工业》 !""# $ % & $ ’ 总 !’!
#(
多种斜楔机构在一副模具中的应用
柳州微型汽车厂 ) 广西柳州 (’(""* + 蔡锡斌 , 摘要 - 小巧实用的斜楔机构不仅占用空间小, 而且使整副模具结构紧凑、 美观。 介绍了 . 种 斜楔结构, 以供借鉴。 关键词 斜楔结构 应用 冲模
! !"#$%&’$ " # $% &’()*&+ *,- ).*&+/&*0 &*( -/1%. 2+.3&+3.% ,’+ ’,04 ’&&3)/%2 0/++0% 2)*&% 5 63+ *02’ (*7%2 +$% 8$’0% 2+.3&+3.% ’9 +$% -/% &’()*&+ *,- :’’- ; 0’’7/,: < # $.%% &*( -./1%. 2+.3&+3.%2 8%.% /,+.’-3&%- 9’. .%9%.%,&% < ()* +,%-# &*( -./1%. 2+.3&+3.% 5 *))0/&*+/’, 5 2+*()/,: -/%
表示左右对称件的右件, 图 #0 为三维立体图。
图#
零件图 图! 冲孔斜楔机构布置
结合零件特点,从工艺性、材料利用率及模具 结构设计(整体结构及压料芯结构设计)的角度出 发, 确定左、 右件同模成形。工艺过程为: 拉伸— — — 切边— — —翻边— — —冲孔。其中切边工序包括切周边 及左右件分离;翻边工序分两个工步分别翻边 /0 段及 01、 冲孔工序包括头部的吊楔翻边!及 23 段; 水平斜楔冲孔"、 同时冲方孔及小圆孔, 尾 #、 $, 部切出最后形状。 ! 冲孔模结构设计 — — —— — —— — —— — —— — —— — ——
## $ 压料镶块
!
单斜楔 单斜楔结构如图 ’ 所示,图 ’/ 为三维实体结
图’ # $ 斜楔靠条 ! $ 斜楔座 * $ 斜楔滑块
单斜楔机构 ) $ 凸模 ( $ 橡胶 + $ 弹簧挡片 , $ 弹簧 - $ 芯轴
’ $ 凸模固定板
图)
双斜楔机构
万方数据
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 鉴。 ! 个滑块各自的装拆。值得注意的是 ! 个斜楔的防 磨板及滑块导板是非共用的,主要也是为了装拆时 方便及互不影响。 另外,本斜楔结构中滑块采用了偏心设计,也 是由于装配空间过小,但须考虑的是滑块的偏心不 致影响导板的装配,因此偏出的部分形成 # 个角, 如图中 / 向所示。 最后值得一提的是压料芯的设计,在结构上须 形成图 01 所示,但在毛坯制造时设计成图 02 所 示,再铣去辅助筋,主要是为了减少铸造内应力及 变形。经实践验证取得良好效果。 综上所述,本模具设计结构紧凑合理,外形美 观实用。迄今已使用近 !" 万次, 状况良好, 值得借