典型斜楔机构—吊楔
几种斜楔机构的特性分析
第2期2021年2月机械设计与制造Machinery Design & Manufacture 1几种斜楔机构的特性分析高慧芳込张耀成12,杨兆建迅王 源1,2(1.太原理工大学机械工程学院,山西太原030024;2.煤矿综采装备山西省重点实验室,山西太原030024)摘要:斜楔机构具有能改变构件的运动方向,改变力的方向以及增力和自锁的特点。
將斜禊机枸运用到矿井机械设备 的制动装置中,一方面可以减小制动推力,另一方面可以改变构件的运动方向。
同时利用斜楔机构具有自锁的特点,即使 液压油出现泄漏现象,使得钏嗾机构不能后退,从而也可以达到增力的作用。
斜楔机构型式多种多样,通过改变斜模机构的结构形式并且利用Adams 对不同的斜樑机构进行自锁仿真分析可以得出其不仅可以实现自锁而且和普通•斜楔机构相比較可以在不同程度上增大行程比。
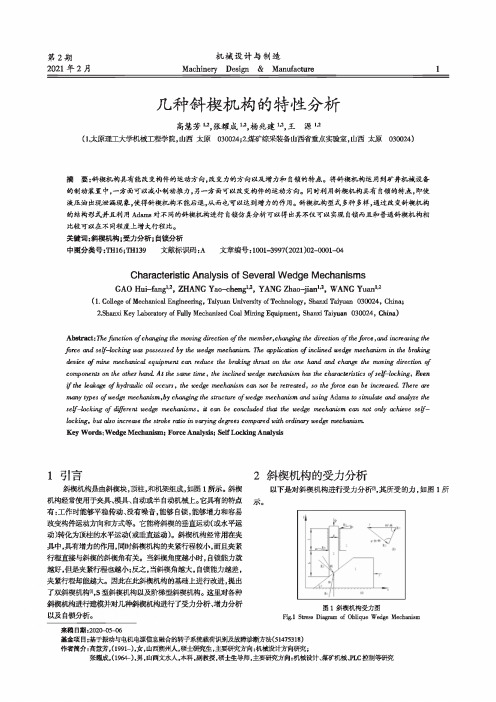
关彌:mm 受力分析;自锁分析中图分类号:TH16;TH139文献标识码:A文章编号:1001-3997(2021 )02-0001-04Characteristic Analysis of Several Wedge MechanismsGAO Hui-fang 1-2, ZHANG Yao-cheng 12, YANG Zhao-jian", WANG Yuan 1-2(1. College of Mechanical Engineering, Taiyuan University of Technology, Shanxi Taiyuan 030024, China;2.Shanxi Key Laboratory of Fully Mechanized Coal Mining Equipment, Shanxi Taiyuan 030024, China)Abstract: The junction of changing the moving direction of the member ^changing the direction of the force,md increasing thefarce and self-locking was possessed by the wedge mechanism. The explication cf incline 忍 wedge mechanism in the brakingdevice of mine mechanical equipmeni can reduce the braking thrust on the one hand and change the mot )ing direction ofcompoTients on the other hand. At the same time 、the inclined wedge mechanism has the characteristics of sel^locking 9 Even if the lecJcage of hydraulic oil occurs y the wedge mechanism can not be retreated^ so the force can be increased. There aremany types of wedge mechanism,by changing the structure of wedge mechanism and using Adams to simulate and analyze the self l ocking of different wedge mechanisms 9 U can be concluded that the wedge mechmism can not only achieve self lockings but also increase the stroke ratio in varying degrees compared with ordinary wedge mechanism^Key Words : Wedge Mechanism ; Force Analysis ; Self Locking Analysis1引言斜楔机构是由斜楔块,顶柱,和机架组成,如图1所示。
冲压模具斜楔种类及生产中常见的问题
2.6
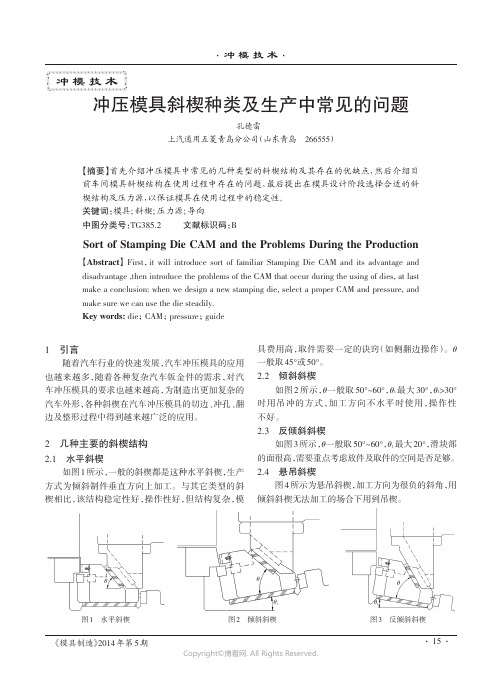
如图 6 所示,模具刚性有保证,制造比较容易,但
如图 9 所示,由于采用双动及对向斜楔时,
斜楔结
构中的滑块及滑车占用空间较大,容易增大模具结
构,增加模具制造成本,因此可以采用旋转斜楔结构,
一种,第二种结构形式工作稳定性好,但是对机加工
和合模要求更严格。
图 6 对向斜楔
停止斜楔
如图 7 所示,包含翻边上顶的模具,下压料芯的构
滑块 2
保证翻边后制件可以顺利取出。
滑块 1
驱动块 2
驱动块 1
图 14
3.5
驱动块
前门外板侧翻边斜楔结构
尾门外板侧冲孔斜楔结构
如图 15 所示,此处为侧冲孔工艺,此处斜楔结构
为 1 种特殊的斜楔结构,由于此处冲孔在制件中心区
域距离模具外侧距离约为 1,200mm,在正冲无法实现
· 18 ·
驱动凸轮
开始向内移动开始整形,当滑块 1 移动到位后,整形完
成。此处整形,滑块 1 为水平斜楔结构,由于此处整形
滑车
存在负角整形完成后,制件无法正常拿出,所以在下
驱动块 2
图 12 后侧围外板侧整形斜楔结构
部增加滑块 2 方便制件的顺利投放与取出。
滑块 1
滑块 1
在生产过程中,此种斜楔结构稳定性及精度要高
于第一种斜楔结构,可靠性较好,主要存在问题是由
楔结构及压力源,
以保证模具在使用过程中的稳定性。
关键词:
模具;
斜楔;
压力源;导向
中图分类号:TG385.2
文献标识码:B
Sort of Stamping Die CAM and the Problems During the Production
常用的夹紧机构严选荟萃
高级教育
25
(4)复合式多件联动夹紧
凡将上述多件联 动夹紧方式合理组 合构成的机构,均 称为复合式多件联 动夹紧。
高级教育
26
夹紧与辅 助支承联 动机构
高级教育
27
六、定心夹紧机构
(一)工作原理
当被加工面以中心要素(轴线、中心平面)为工序加工 基准时,为使基准重合以减少定位误差,常采用能同时实 现对工件定心定位和夹紧的夹紧机构—定心夹紧机构。
高级教育
19
1、单件联动夹紧机构
单件同向联动夹紧机构
高级教育
20
单件对向联动夹紧机构
高级教育
21
单件互垂力或斜交力联动夹紧机构
高级教育
22
2、多件联动夹紧机构
此机构多用于中小 型工件的多件加工。 按其对工件使力方 式的不同,
一般分为四种基本
形式:
(1)平行式多件
联动夹紧
FWi
FW n
高级教育
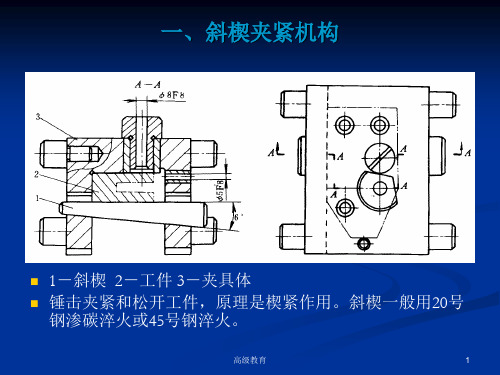
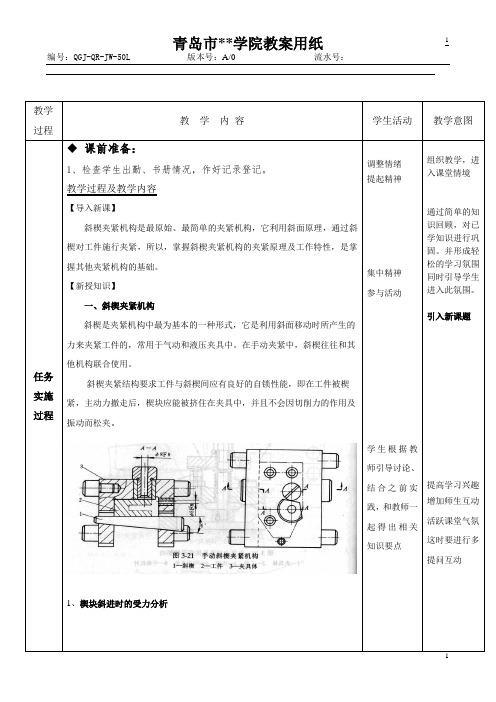
一、斜楔夹紧机构
1-斜楔 2-工件 3-夹具体 锤击夹紧和松开工件,原理是楔紧作用。斜楔一般用20号
钢渗碳淬火或45号钢淬火。
高级教育
1
1、受力分析:
FW即斜楔对工件的夹紧力 FJ
高级教育
2
直接采用斜楔时产生的夹紧力
⑴夹紧力Fw( FJ)计算: FQ—作用在斜楔上的原始水平作用力; α—斜楔升角; φ 1、 φ 2:斜楔与工件、夹具体之间的 摩擦角
受力分析: MQ—原始力矩; M1—螺母阻止螺钉转动的力矩; M2—工件阻止螺钉转动的力矩; 仨作用下处于平衡:
高级教育
螺纹的形成
10
2、螺栓压板夹紧机构
可根据杠杆原理改变力臂关系,使操作省力、 使用方便。
典型斜楔机构—吊楔
典型斜楔结构—吊楔
设计二科内部资料
2011年03月
目录
• 一、吊楔结构简介 • 二、吊楔的设计 • 2.1、材质的选择 • 2.2、角度的设计 • 2.3、V型导板、平导板、压板的选择与设计 • 2.4、回程力的计算及回程装置的选择 • 2.5、强制回程形式的选择与设计 • 2.6、防脱落装置的选用原则 • 2.7、斜楔回程限位的设计 • 2.8、斜楔起吊翻转的设计 • 2.9、悬吊斜楔行程图 • 三、吊楔设计、优化提示 • 3.1、侧压芯的选用原则 • 3.2、滑块结构优化 • 3.3、易干涉部位提醒
强制回程相关尺寸
结构一相关尺寸
回程状态
结构二相关尺寸
注意:所有悬吊斜楔都必须设计强制回程。 当滑块长度L<200时,设计一处即可; 当L≥200时,需设计两处。
结构一回程形式 一个强制回程
2.6 防脱落装置的选用原则
所有的吊楔,原则上都必须设计防脱落装置 1.当斜楔长度L<800mm时,设计成防滑挡板型(安全螺栓);
一.结构简介
底座 导滑板 安全螺栓 回程弹簧 行程限位
斜楔压板
强制回程 工作部件 滑块 驱动块 强制回程 V型导板
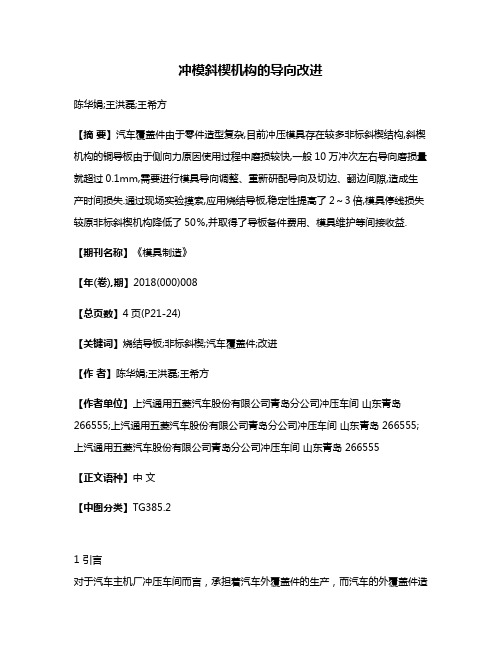
悬吊斜楔主要部件 吊楔是冲压模具中常用的一种斜楔机构,具有操作空间大,便于操作, 取件容易、操作性好,容易实现自动化等优点,但加工、装配、调试困难。
二.结构设计
2.1 材质的选用
1.斜楔滑块:HT300 2.驱动块:HT300 3.工作镶块:根据工序内容 4.斜楔底座:HT300 5.侧压芯:HT300/FCD550
斜楔模设计-1

普通斜楔滑块行程需要考虑制件顺利的送取和上压 料芯和冲头不论在什么状态都不干涉,以及冲 头维修和拆卸方便
SAM MOULD
需要考虑冲头和压料芯是否干涉
标准斜楔模的设计
吊装斜楔需要考虑在滑块上安装的工作组件 (冲头、侧修刀块、翻边刀块)是否影响压料 芯的装配和拆卸;并且在斜楔与压料芯之间是 否有足够的空间研磨; G)废料的处理 1)废料过孔尽可能开大; 2)有的时候为了防止废料堵塞,侧冲孔的废 料需要增加顶料装置; 3)铸件上要设计废料滑板过孔要充分考虑废 料如果发生旋转后的最大尺寸的宽度; 4)如果废料过长,可以考虑增加废料刀,达 到废料滑出顺畅和模具强度的提高; 5)在下列情况下要使用弹性顶料销凸(凹) 模: a)为了使废料一片一片的滑落; b)想控制废料下落时的状态; 6)如果废料存在反弹时: a)刀口入模量要大; b)需要安装废料顶出装置; 7)下列情况需要增加废料导料装置: a)废料排除侧没有空位,必须将其转化为直角 方向垂直落下,垂直孔径最小是冲孔直径的2倍; b)如果是两侧同时冲孔时需要增加分料销;
SAM MOULD
斜楔机构的分类
按工作内容分为:
斜楔机构 标准斜楔 下置楔 吊楔 子母斜楔 非标定位斜楔 旋转斜楔 双动滑块斜楔
水平侧楔
倾斜侧楔
双动子母斜楔 单件组合子母斜楔
滑套连动斜楔 连杆斜楔 。。。。。
SAM MOULD
斜楔机构的分类
1.工作斜楔: 工作斜楔一般分为两类:下置楔和吊楔。 a.下置楔 下置楔机构为驱动楔部分在上模,工作楔部 分(即工作镶块)在下模。
c、非标定位斜楔 :即两个普通斜楔的合成,且两斜楔
的运动方向是相对的,与工作方向在同一直线上, 其中一个斜楔到位之后另一个斜楔再沿工作方向 开始工作; 使用条件:斜楔翻边等零件内扣,取出制件困难时使 用。
冲模斜楔机构的导向改进
冲模斜楔机构的导向改进陈华娟;王洪磊;王希方【摘要】汽车覆盖件由于零件造型复杂,目前冲压模具存在较多非标斜楔结构,斜楔机构的铜导板由于侧向力原因使用过程中磨损较快,一般10万冲次左右导向磨损量就超过0.1mm,需要进行模具导向调整、重新研配导向及切边、翻边间隙,造成生产时间损失.通过现场实验摸索,应用烧结导板,稳定性提高了2~3倍,模具停线损失较原非标斜楔机构降低了50%,并取得了导板备件费用、模具维护等间接收益.【期刊名称】《模具制造》【年(卷),期】2018(000)008【总页数】4页(P21-24)【关键词】烧结导板;非标斜楔;汽车覆盖件;改进【作者】陈华娟;王洪磊;王希方【作者单位】上汽通用五菱汽车股份有限公司青岛分公司冲压车间山东青岛266555;上汽通用五菱汽车股份有限公司青岛分公司冲压车间山东青岛 266555;上汽通用五菱汽车股份有限公司青岛分公司冲压车间山东青岛 266555【正文语种】中文【中图分类】TG385.21 引言对于汽车主机厂冲压车间而言,承担着汽车外覆盖件的生产,而汽车的外覆盖件造型比较复杂,如侧围外板、左右翼子板、发动机罩外板、门外板等,标准斜楔已不能满足这类模具的使用要求,非标自制斜楔结构的开发则能满足这方面的要求,非标斜楔的稳定性对冲压车间质量输出及模具停线损失直接关联。
本文介绍了非标斜楔导向结构不同位置的磨损情况、改进效果、推广应用及产生的经济效益。
2 常见的斜楔机构现状2.1 悬吊斜楔[1]吊楔是冲压模具中常用的一种斜楔机构,具有操作空间大,便于操作,取件容易,容易实现自动化等优点,是车间常用的斜楔,但也有装配、研配难等缺点。
吊楔机构有11项基本组成部分:底座、强制回程、工作部件、滑块、驱动块、导滑板、斜楔压板、V型导滑板、回程弹簧、行程限位、安全螺栓,如图1所示。
常用于翼子板、侧围外板、尾门外板的侧切边。
以翼子板OP20侧切为例说明,如图2所示,滑块7随着上模座5向下垂直运行,然后滑块7的导滑面、V型导板4接触到驱动块6的导板3、V型导板4,在驱动块6及弹簧力的作用下,滑块7沿斜面运动,滑块的运行带动滑块上面工作刀块8的运行,运动到设定闭合高度,工作刀块8完成侧切边,然后在弹簧力的作用下滑块回程。
斜楔块
斜楔夹紧机构采用斜楔作为传力元件或夹紧元件的夹紧机构称为斜楔夹紧机构。
直接采用斜楔夹紧时,斜楔的自锁条件是:斜楔的升角小于斜楔与工件、斜楔与夹具体之间的摩擦角之和。
即: a £ f1 + f2为保证自锁可靠,手动夹紧机构一般取a=6°~8°。
用气压或液压装置驱动的斜楔不需要自锁,可取a =15°~35°。
斜楔夹紧具有结构简单,增力比大,自锁性能好等特点,因此获得广泛应用。
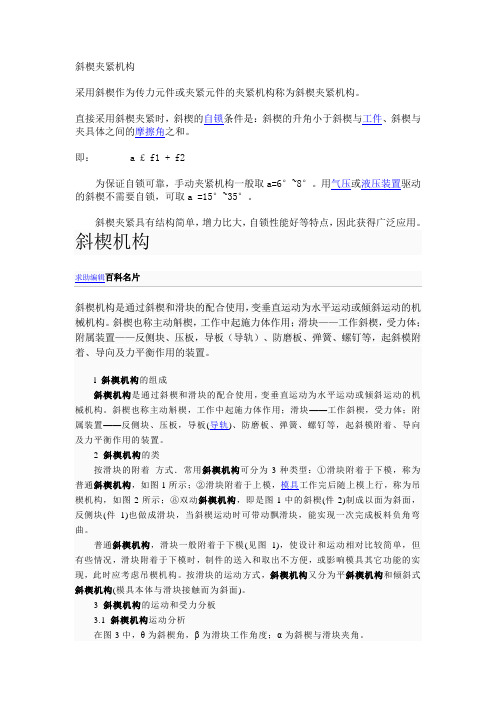
斜楔机构斜楔机构是通过斜楔和滑块的配合使用,变垂直运动为水平运动或倾斜运动的机械机构。
斜楔也称主动斛楔,工作中起施力体作用;滑块——工作斜楔,受力体;附属装置——反侧块、压板,导板(导轨)、防磨板、弹簧、螺钉等,起斜模附着、导向及力平衡作用的装置。
l 斜楔机构的组成斜楔机构是通过斜楔和滑块的配合使用,变垂直运动为水平运动或倾斜运动的机械机构。
斜楔也称主动斛楔,工作中起施力体作用;滑块——工作斜楔,受力体;附属装置——反侧块、压板,导板(导轨)、防磨板、弹簧、螺钉等,起斜模附着、导向及力平衡作用的装置。
2 斜楔机构的类按滑块的附着方式.常用斜楔机构可分为3种类型:①滑块附着于下模,称为普通斜楔机构,如图1所示;②滑块附着于上模,模具工作完后随上模上行,称为吊楔机构,如图2所示;⑧双动斜楔机构,即是图1中的斜楔(件2)制成以面为斜面,反侧块(件1)也做成滑块,当斜楔运动时可带动飘滑块,能实现一次完成板料负角弯曲。
普通斜楔机构,滑块一般附着于下模(见图1),使设计和运动相对比较简单,但有些情况,滑块附着于下模时,制件的送入和取出不方便,或影响模具其它功能的实现,此时应考虑吊楔机构。
按滑块的运动方式,斜楔机构又分为平斜楔机构和倾斜式斜楔机构(模具本体与滑块接触而为斜面)。
3 斜楔机构的运动和受力分板3.1 斜楔机构运动分析在图3中,θ为斜楔角,β为滑块工作角度;α为斜楔与滑块夹角。
随着斜楔向下运动,斜楔上一点A动动到C(AC=L为斜楔行程或压机行程);对于滑块,则斜楔上一点A随滑块滑动移到B(S为滑块行程或工作行程)。
常见夹紧机构-对工装夹具人员非常有帮助的一份资料
常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
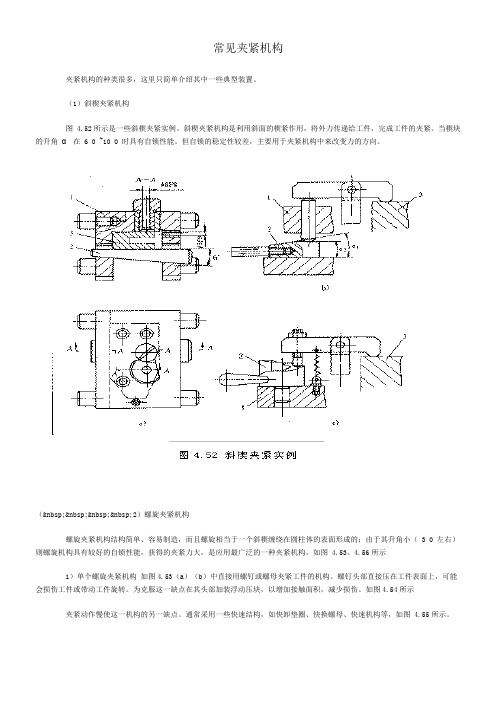
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。
吊楔修边、吊楔冲孔复合模具结构
Special Topic: Technologies and Equipments in Mold Manufacturing
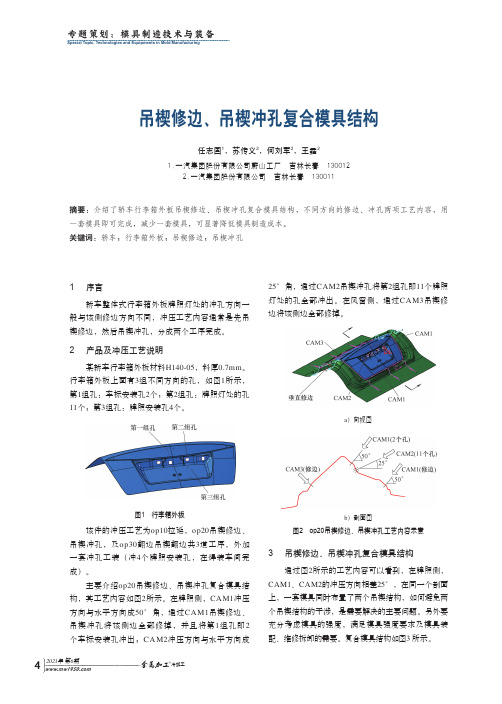
吊楔修边、吊楔冲孔复合模具结构
任志国1,苏传义2,何刘军2,王鑫2 1.一汽集团股份有限公司蔚山工厂 吉林长春 130012
2.一汽集团股份有限公司 吉林长春 130011
1 序言
高级工程师 杨兴
汽车模具数字化制造的发展和三维实体设计的 普及使模具的全尺寸程序化设计和数控加工成为可 能。汽车模具在设计阶段,在NX软件平台上基于 PDM系统并结合汽车模具的应用需求,开发建立了 三维大型汽车模具智能设计系统;在数控编程CAM
阶段,泡沫整体加工、镶块加工和模具结构加工实 现了数字化的加工流程。因此,如何将模具结构设 计人员和数控编程人员从大量单一、机械性的工作 中解放出来,能将更多的精力放在前期设计优化和 标准化、提高加工效率等技术含量高的工作上,从 而提高设计和数控编程的效率及质量,成为亟待解 决的问题。
节省一套模具的目的。该模具结构已经在我公司完成 了大批量生产验证,已经成为标准典型结构。 参考文献: [1] 裴嘉龙.关于汽车覆盖件上侧翻整模具的设计[J].
锻造与冲压, 2018(10) :55-59. [2] 陶智,童钱虎.轿车行李箱外板浮动斜楔修边冲孔
模设计[J].模具工业,2017(6):28-30. 20210413
5 注意事项
(1)避免模具干涉 CAM1滑块、CAM2滑块 两者运动方向不同,空间有限,因此容易干涉。设 计时,要画出模具行程线图,确定好初始位置的状 态,留出足够的空间,避免零件干涉。
(2)模具的装配、拆卸 拆卸时,先将CAM1 滑块上的压料板镶块拆下,然后拆下CAM2滑块上
斜楔夹紧机构
由于圆偏心轮夹紧工件的
实质是弧形楔夹紧工件,因此,
圆偏心轮的自锁条件应与斜楔
的自锁条件相同,即
mzx 1 2
式中 max 一一圆偏心轮的最大
升角;
1 一一圆偏心轮与工件 间的摩擦角;
2 一一圆偏心轮与回转 销之间的摩擦角。
图1—69 圓偏心轮受力分析
图1一70 标准圆偏心轮的结构
图1—59
图1一59a、b所示是直 接用螺钉或螺母夹紧工件 的机构,称为单个螺旋夹 紧机构。
在图1一59a中,螺 钉头直接与工件表面接触, 螺钉转动时,可能损伤工 件表面,或带动工件旋转。 克服这一缺点的办法
图1—59
是在螺钉头部装上图l一60所示的摆动压块。当摆动压块与工 件接触后,由于压块与工件间的摩擦力矩大于压块与螺钉间的摩 擦力矩,压块不会随螺钉一起转动。
h stg
复习思考题:p69 21
本讲重点和难点:
夹紧机构结构及原理、特点、应用
第九节 基本夹紧机构
夹紧机构的种类虽然很多,但其结构大都以斜楔夹紧机构、螺旋 夹紧机构和偏心夹紧机构为基础,这三种夹紧机构合称为基本夹紧机 构。
一、斜楔夹紧机构 图l一57为几种用斜楔夹紧机构夹紧工件的实例。 图1—57a是在工件上钻互相垂直的 φ8mm、φ5mm两组孔。工件装 入后,锤击斜楔大头,夹紧工件。加工完毕后,锤击斜楔小头,松开 工件。由于用斜楔直接夹紧工件的夹紧力较小,且操作费时,所以, 实际生产中应用不多,多数情况下是将斜楔与其它机构联合起来使用。
A一A
a) 图1—57斜楔夹紧机构 1一夹具体 2一斜楔 3一工件
图l—57b是将 斜楔与滑柱合成一 种夹紧机构,一般 用气压或液压驱动。
b) 图1—57斜楔夹紧机构 1一夹具体 2一斜楔 3一工件
17斜楔夹紧机构
一般钢铁的摩擦系数为 0.1~0.15 ,
为Hale Waihona Puke 安全可靠,取α= 5~7°
夹紧特点: 结构简单,有增力作用。 一般增力比Q/F≈3。
楔块夹紧行程小,增大行程会使自锁性能变差操 作不便,夹紧和松开均需敲击 楔块材料:通常用20钢渗碳,淬硬58~62HRC 偏心轮、凸轮、螺钉均为楔块的变种
斜楔夹紧机构
三、常用的夹紧机构及选用
三、常用的夹紧机构及选用
1.斜楔夹紧机构
工作原理:利用楔块的斜面将楔块的推力转变为夹 紧力,从而夹紧工件 夹紧力的大小:
F Q tg1 tg 2
夹持原则:
楔
块夹紧工件后应能自锁, α ≤φ 1 +φ 2 为自锁条件
取φ 1 =φ2 = 5~7°,故α ≤10~14°
2.2斜楔夹紧机构
巩固所学内容
斜楔是夹紧机构中最为基本的一种形式,它是利用斜面移动时所产生的力来夹紧工件的,常用于气动和液压夹具中。在手动夹紧中,斜楔往往和其他机构联合使用。
斜楔夹紧结构要求工件与斜楔间应有良好的自锁性能,即在工件被楔紧,主动力撤走后,楔块应能被挤住在夹具中,并且不会因切削力的作用及振动而松夹。
1、楔块斜进时的受力分析
(1) 角为楔块顶面与工件挤压面间的摩擦角,其大小将由此接触表面间的摩擦因数 来决定:
(2) 角为楔块底面与夹具体间的摩擦角,其大小将由楔块底平面与夹具体间的摩擦因数 来决定:
(3)整个斜楔在其顶面的R1、底面R2的和右端面的主动力Q三力作用下处于静力平衡状
2、有效夹紧力W的计算
W——斜楔对工件的有效夹紧力;
引入新课题
提高学习兴趣
增加师生互动
活跃课堂气氛
这时要进行多提问互动
这是本节课的重点和难点内容。一定要提起学生重视。并提高学习兴趣
通过概括,强调重难点。
课堂小结
斜楔楔块斜进时的受力分析及有效夹紧力的计算
跟着老师的思路,温故记忆,加深理解
总结归纳法
浓缩教学内容,强调重点、难点
布置作业
课本P63思考与练习
教学过程
教学内容
学生活动教学意图任源自实施过程课前准备:1、检查学生出勤、书册情况,作好记录登记。
教学过程及教学内容
【导入新课】
斜楔夹紧机构是最原始、最简单的夹紧机构,它利用斜面原理,通过斜楔对工件施行夹紧,所以,掌握斜楔夹紧机构的夹紧原理及工作特性,是掌握其他夹紧机构的基础。
【新授知识】
1、斜楔夹紧机构
Q——楔紧时的主动力;
——楔块与工件间的摩擦角;
将水平运动转换为垂直运动的斜楔机构
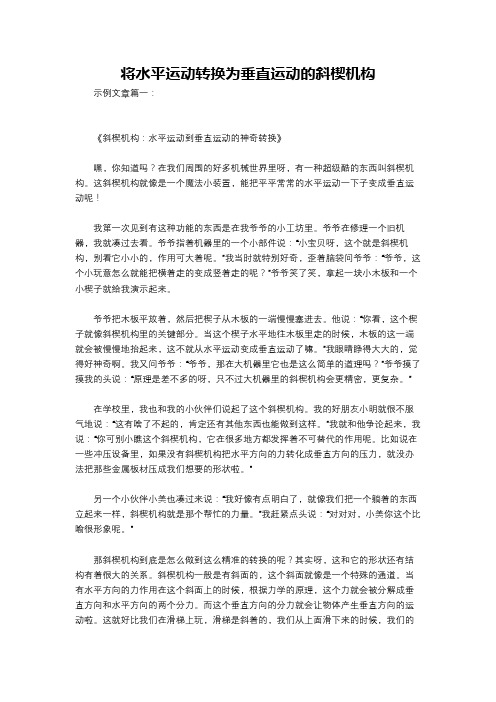
将水平运动转换为垂直运动的斜楔机构示例文章篇一:《斜楔机构:水平运动到垂直运动的神奇转换》嘿,你知道吗?在我们周围的好多机械世界里呀,有一种超级酷的东西叫斜楔机构。
这斜楔机构就像是一个魔法小装置,能把平平常常的水平运动一下子变成垂直运动呢!我第一次见到有这种功能的东西是在我爷爷的小工坊里。
爷爷在修理一个旧机器,我就凑过去看。
爷爷指着机器里的一个小部件说:“小宝贝呀,这个就是斜楔机构,别看它小小的,作用可大着呢。
”我当时就特别好奇,歪着脑袋问爷爷:“爷爷,这个小玩意怎么就能把横着走的变成竖着走的呢?”爷爷笑了笑,拿起一块小木板和一个小楔子就给我演示起来。
爷爷把木板平放着,然后把楔子从木板的一端慢慢塞进去。
他说:“你看,这个楔子就像斜楔机构里的关键部分。
当这个楔子水平地往木板里走的时候,木板的这一端就会被慢慢地抬起来,这不就从水平运动变成垂直运动了嘛。
”我眼睛睁得大大的,觉得好神奇啊。
我又问爷爷:“爷爷,那在大机器里它也是这么简单的道理吗?”爷爷摸了摸我的头说:“原理是差不多的呀,只不过大机器里的斜楔机构会更精密,更复杂。
”在学校里,我也和我的小伙伴们说起了这个斜楔机构。
我的好朋友小明就很不服气地说:“这有啥了不起的,肯定还有其他东西也能做到这样。
”我就和他争论起来,我说:“你可别小瞧这个斜楔机构,它在很多地方都发挥着不可替代的作用呢。
比如说在一些冲压设备里,如果没有斜楔机构把水平方向的力转化成垂直方向的压力,就没办法把那些金属板材压成我们想要的形状啦。
”另一个小伙伴小美也凑过来说:“我好像有点明白了,就像我们把一个躺着的东西立起来一样,斜楔机构就是那个帮忙的力量。
”我赶紧点头说:“对对对,小美你这个比喻很形象呢。
”那斜楔机构到底是怎么做到这么精准的转换的呢?其实呀,这和它的形状还有结构有着很大的关系。
斜楔机构一般是有斜面的,这个斜面就像是一个特殊的通道。
当有水平方向的力作用在这个斜面上的时候,根据力学的原理,这个力就会被分解成垂直方向和水平方向的两个分力。
斜楔知识培训

▪ 1、容易安装在冲压模具上 ▪ 2、导滑面填充了润滑剂,能有效防止胶合,无需添加润滑 ▪ 3、完成一个行程后,由强制复位块和弹簧安全地复位 ▪ 4、新型号设计紧凑,减小安装面积 ▪ 5、结构独特,具有很高的强度与耐用性 ▪ 6、工作时传动准确、平稳、无噪音,具有自锁、省力、速比大和容
取下活块
江苏合润汽车车身模具有限公司 ▪ 上海燕龙实业有限公司
5. 压料板型面的压料在满足零 件压料的同时尽量减少加工 和研合量。
2模具有限公▪ 司 上海燕龙实业有限公司
冲孔侧冲孔模注意事项
三。侧冲孔模的结构尺寸
1. 侧冲孔的结构尺寸如右图:
2. 斜楔上的侧修或侧冲的镶块及
冲头都要在图中做出回退后的 状态,检查干涉,以保证冲头或
③ 滑块的工作面可以安装冲孔凸模,修边刀块、 翻边刀块等。
2020/1/25
江苏合润汽车车身模具有限公司
▪ 例图A735中用正装斜楔向上翻边
2020/1/25
江苏合润汽车车身模具有限公司
三 2、吊装斜楔
2020/1/25
江苏合润汽车车身模具有限公司
一。冲孔的类型
冲孔侧冲孔模注意事项
正冲孔
斜楔冲孔
非标冲孔
冲孔一般和落料.修边.翻边组合在一起,也有单独的冲孔模
2020/1/25
江苏合润汽车车身模具有限公司▪ 上海燕龙实业有限公司
冲孔侧冲孔模注意事项
当冲孔角度大于15°时而斜楔又不能实现冲孔要求时就选用拉楔冲孔,如下图:
2020/1/25
江苏合润汽车车身模具有限公司▪ 上海燕龙实业有限公司
冲孔侧冲孔模注意事项
易改变构件运动方向及方式等特点
2020/1/25
冲模斜楔传动机构的设计
式中 ———压力机压力
!———斜楔角 ———冲裁力
———斜楔作用于滑块上的载荷
ห้องสมุดไป่ตู้
———滑块作用于滑座上的载荷
———斜楔有效行程
———滑块工作行程
倾斜式。滑块在斜楔的驱动下产生与
水平面形成
正向倾斜运动 完成斜面冲压工
序。其结构示意及力线图见图 。反向倾斜 即! 为 负值 的斜楔机构标准目前尚未制定。
《模具工业》
总
冲模斜楔传动机构的设计
解放军 模具标准件研究所 安文宝 刘晶波 李宏荣 朱文科
摘要 概述了斜楔传动机构的特点及适用范围,分析了几种典型斜楔装置的原理,受力状 况与计算公式,提出了选择标准斜楔装置的基本条件和使用注意事项。
关键词 冲模 滑块 斜楔机构 标准化
引言 在大中型冲压模具的设计中 当某一冲压工序
参考文献
现代模具技术编委会 汽车覆盖件模具设计与制造 北京:国防工业出版社 模具制造手册编写组 模具制造手册 第 版 北京: 机械工业出版社 冲模设计手册编写组 冲模设计手册 模具手册之四
北京:机械工业出版社
第一作者:安文宝,西安市小寨西路 号,中
国人民解放军
模具标准件研究所,邮编:
收稿日期: 年 月 日
选用标准斜楔装置的基本条件 冲裁力:实际冲裁力应小于或等于额定载
荷。 工作角度:应与标准规定的工作角度一致或
接近。 工作行程:应小于或等于标准规定的行程。 凸模或凹模尺寸:以不超过标准规定的安装
尺寸为宜。 装置外形尺寸:应小于模具允许安装空间尺
寸。
使用注意事项 由于斜楔装置的主要零件均为受力元件 因此
冲模斜楔传动机构的设计
作者: 作者单位: 刊名:
浅谈斜楔机构在冲压模具中的应用
浅谈斜楔机构在冲压模具中的应用作者:周凯来源:《科技创业月刊》 2013年第8期周凯(东风汽车公司技工学校武汉分校湖北武汉430056)摘要:在介绍斜楔机构的概念、种类、特征、其适合采取应用的方向和范围的基础上,重点分析了一个基础的在冲压模具应用的斜楔机构,同时,也对一种新型的斜楔机构作出简要的介绍和说明。
关键词:斜楔机构;冲压模具;斜面中图分类号:TH16文献标识码:Adoi:10.3969/j.issn.1665-2272.2013.08.0791斜楔机构的概念斜楔机构,包含着斜楔和滑块,其制动需要二者的相互配合运用,它运用在不同范围中的目的主要是改变垂直运动的方向,比如说将竖直运动变为倾斜运动,或者将运动的角度变为水平运动。
在作业中,起到发力作用的是主动斛楔,是斜楔的另一个名字,受力装置包括斜楔机构的另一个组成部分即滑块。
余下的附属部分则是导板、弹簧、反侧块、螺丝、压板、防磨板等等。
冲压模具,又称冷冲压模具,就是人们平时所叫的冷冲模,冲压,就是出于一般的室温之中,通过装置在压力机里的模具对所要加工的材料施压,使其的形态发生变化产生分离,或者使原形态的塑形变形,这样就达到了得到所要求的零件的目的,是在原材料基础上的一种压力加工模式。
在一些冷冲压模具的加工中,根据模具侧面的凸缘、切边、冲孔、切凹口等空间曲线往里弯曲进行生产制作时,如果用一般的那种曲柄压力机,由于这种压力机在滑块移动的过程中受到方向的限制,所以在具体的生产加工过程中用起来有所限制,要解决这种限制有三个方法供生产者选择:首先是将占整个加工过程分割成不同的程序进行分别加工;第二个是借助压力机本身以外的压力来施力进行加工生产;最后就是在以上两种方法都无法实现之时选取斜楔机构来达到模具生产的要求,这样不仅降低了成本,提高了效率,而且生产出来的冲压模具构造合理紧凑,质量效率高,实现了冲压模具的便捷生产,扩大了冲压模具的应用领域,推动了其创新的步伐。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
侧面挡墙只 设计在凹侧
V型导板设计时,斜楔后方要求设 计背拖防侧,侧面背拖只设计在凹的一 侧,凸的一侧侧面无背拖,钳工以凹侧 为基准调整凸侧。
2.9 斜楔行程图
图1
K:实际工作行程 S0:刀块进入压芯时滑块行程 S1:压芯压料时滑块行程 S:滑块行程 θ 1:斜楔角度 θ :驱动角度 LG:导向行程
图2
S1≥S0+5mm(LP≥S2+10mm) LG≥LP+30mm(图1) LG≥L+30mm (图2)
L:斜楔对应冲压方向行程 LP:压芯行程 S2:工作开始对应冲压方向行程
3.2 滑块结构优化
工作到底时,滑块上导板悬空 量设置为5mm,工作开始时, 滑块上导板悬空量同样设置为 5mm 。 滑块与驱动块接触时导 板和导滑面贴合min50mm, 大型斜楔 min80。 原则上,导板的受力中心点 A对应上模位置下有支撑, 受力最好,但往往受滑块尺 寸和角度影响,不能满足。
注意加工
2.4 回程力的计算及回程装置的选用
回程力的计算 水平斜楔:滑块重量×1.0以上 倾斜滑块:滑块重量×1.5以上 吊楔滑块:滑块重量×1.2以上
备注:滑块重量=滑块+镶块的总重量
注意:除水平滑块外,回程力 都为滑块重量的1.2—1.5 倍,倾角大时,为重量的 2倍以上;
回程弹簧的种类 回程装置的类型主要有氮气弹簧和螺旋弹簧两种,另外还有气缸、树脂、橡 胶等,目前我司所承制的模具,基本上均选用氮气弹簧。 回程弹簧的位置及数量 当滑块长度小于500mm时,在滑块中央设置一处;大于500时,设计两处。 注意原则上最多设置两处弹性元件回程,力量大小根据滑块重量。
设计时,优先按照LP>L设计,当L很大时,可 按图2设计,但需进行动态干涉确认。
三.结构优化及注意事项
3.1 侧压芯选用原则 修边冲孔 θ º≥10º时,采用正压芯 θ º<10º时,采用侧压芯 翻边整形 θ º≥30º时,采用正压芯 θ º<30º时,采用侧压芯 当θ º接近临界值时, 可考虑采用正压芯上增 加侧向压力的结构(右 图)
一处回程弹簧
两处回程弹簧
回程装置设计时,应尽量保持整体平衡,设计时需注意: 一、设置在导板附近;二设置在滑块两端的导向部分附近
2.5 强制回程的形式及选用
所有的吊楔都必须有强制回程
常用结构形式一 常用结构形式二
CKF CKB
设计时,优先选用第二种形式(加工、 装配简单),当斜楔很小,只能安装V型 导板时,选择第一种结构;但无论选择哪 种结构,设计时应尽量避免回程勾下有螺 钉、销钉,防止装配干涉(如右图)。
典型斜楔结构—吊楔
设 计部
2015年09月
目录
• 一、吊楔结构简介 • 二、吊楔的设计 • 2.1、材质的选择 • 2.2、角度的设计 • 2.3、V型导板、平导板、压板的选择与设计 • 2.4、回程力的计算及回程装置的选择 • 2.5、强制回程形式的选择与设计 • 2.6、防脱落装置的选用原则 • 2.7、斜楔回程限位的设计 • 2.8、斜楔起吊翻转的设计 • 2.9、悬吊斜楔行程图 • 三、吊楔设计、优化提示 • 3.1、侧压芯的选用原则 • 3.2、滑块结构优化 • 3.3、易干涉部位提醒
强制回程相关尺寸
结构一相关尺寸
回程状态
结构二相关尺寸
注意:所有悬吊斜楔都必须设计强制回程。 当滑块长度L<200时,设计一处即可; 当L≥200时,需设计两处。
结构一回程形式 一个强制回程
2.6 防脱落装置的选用原则
所有的吊楔,原则上都必须设计防脱落装置 1.当斜楔长度L<800mm时,设计成防滑挡板型(安全螺栓);
不加工
防脱落螺栓设计1—2处, 根据重量觉得螺栓大小
1.当斜楔长度L≥800mm时,设计成防挠曲型(工作滑板);
原则上,工作滑板设计一处即 可,但对于较长的滑块(L >1600), 需设计两处。
10mm
滑块下滑板和滑块中央滑板, 单侧设计10mm的搭接余量。 此种结构需加工工作滑板 导滑面,设计时要考虑加工。 1、此种结构仍需增加安全螺栓作为安全装置 2、明细表中需另外采购2个M16*140,1个M16*90螺栓
一.结构简介
底座 导滑板 安全螺栓 回程弹簧 行程限位
斜楔压板
强制回程 工作部件 滑块 驱动块 强制回程 V型导板
悬吊斜楔主要部件 吊楔是冲压模具中常用的一种斜楔机构,具有操作空间大,便于操作, 取件容易、操作性好,容易实现自动化等优点,但加工、装配、调试困难。
二.结构设计
2.1 材质的选用
1.斜楔滑块:HT300 2.驱动块:HT300 3.工作镶块:根据工序内容 4.斜楔底座:HT300 5.侧压芯:HT300/FCD550(相当 于球铁550)
平导板的选用原则
修冲类:导板总宽度之和W= (0.3—0.4)滑块宽度A 翻整类:导板总宽度之和W= (0.4—0.5)滑块宽度A 侧导板宽度C根据滑块宽度A,分 别对于28—100长度(见上表)。
斜楔驱动及滑块相关设计要求
压板的选用
10
图一
图二
图三
注意:1.下滑板背拖需考虑 加工扣除到半径。 2.采用图二结构时,注意 侧面导板需采用SOUW。
优点: 1.滑块稳定性好,不会出现晃动 2.刀块受力好,产品质量保障高
3.驱动块高度低,操作性能好
滑块设计存在风险案例分析
3.3 易干涉部位提醒
1.对于滑块冲压方向行程>压芯行程, 回程状态需增加压芯压料时的刀 块状态(右图S1状态) 2.强制回程、安全螺栓、T型滑板 回程状态一定要设计出来,并保 证有一定的安全量。 3.斜楔压板螺栓上面尽量不要设计 任何部件,防止螺钉干涉,如结 构限制必须设计,则需充分考虑 螺钉及扳手长度;将压板螺栓及 垫圈图纸尽可能设计出来。
3
2.2 角度设计
θ 1
在此结构中,θ 1=0º80º,θ 一般取50º—60º,当此种结 构通常适用于加工方向很负 的倾斜( θ 1比较大的情 况),应用广泛。 优点:滑块放置在上模,取 件容易 缺点:加工、装配、研配有 难度
2.3 V型导板、平导板、压板的选择设计
2.7 斜楔回程限位的设计
对于吊楔,采用聚氨酯回程限位块(CCS27、CCS36) 作用:吸收斜楔回程的能量,使加在限位块上 的载荷变得柔和,具有保护限位块背面的 铸件,间隙模具振动,达到消音效果。 回程限位块的数量(参照下表)
2.8 斜楔起吊翻转的设计 斜楔的起吊、翻转的设计原则: 1.满足重量要求 2.优先选用铸入式螺栓, 其次是起吊螺纹孔。 3.起吊方向与冲压方向一致。 4.起吊、翻转螺纹大小一致, 方便操作。 5.铸入式螺栓凸出铸件5mm。