连续热镀锌退火炉无氧化工艺分析
浅析热镀锌退火炉节能措施和发展方向
浅析热镀锌退火炉节能措施和发展方向白龙包钢薄板厂摘要:在一个连续的退火镀锌生产线上,镀锌是在实施过程中的主要程序段,而且占据核心地位。
在热镀锌退火前要对镀锌钢板的质量和性能进行严格检测,这对其使用的安全性是至关重要的。
本文介绍了对热镀锌退火炉节能的使用方法和改进措施,以及相关的参数。
关键词:节能;热镀锌;退火炉;措施1前言连续的热镀锌退火炉是镀锌的核心,就因为如此,对于连续热镀锌的技术一定要提高,通过将热镀锌带钢处理,退火前对镀锌钢板的质量和性能的检测是至关重要的。
同时,连续热镀锌退火炉的能耗很大,因为耗能设备很多,所以使得在整个过程中的能源消耗很大。
因此,对于退火炉的节能效果现在非常受到重视。
节约能源可以为企业降低成本,对提高经济效益也具有重要意义。
2连续热镀锌退火炉2.1连续热镀锌退火炉工艺概述随着我国经济的迅速发展,对工业生产水平的要求也越来越高,同时,连续热镀锌退火炉的工作也越来越重要。
为了提高金属钢的强度,早在很久以前,波兰人森吉米尔发明了热镀锌退火炉,在整个的过程中,主要是应用通过直接加热到钢板表面的方式,经过一系列的程序,在镀锌后的带钢表面实施技术,达到理想的效果。
2.2连续热镀锌退火炉设备概述2.2.1预热阶段预热是热镀锌退火炉运行中的初始阶段,没有时间思考,加热后,加热器将会比加热前消耗更多的能量。
同时,使得能更好地避免在不预热的情况下直接与可燃性气体接触,产生错误,所以必须通过换热器进行加热。
2.2.2加热阶段加热阶段主要是应用加热器,主要是通过在带钢的表面有结晶的现象看出加热的效果。
也可以满足热镀锌铁氧化还原来进行加热,这样的间接加热,可以使得辐射表面更清洁,在加热的过程中,加热不能太快,不能急于求成,以防止受热不均匀而导致设备变形。
2.2.3均热阶段在设备进行加热时,其加热的时间是需要有一定的控制的,要求所需的时间必须掌控好,大约30秒左右,多少都不行,都难以确保在带钢的表面出现结晶的现象。
首钢热镀锌连续退火炉

防辐射板
❖ 辐射防护板〔AISI310〕用于保护顶部和底部 辊子免受辐射管辐射,辐射防护板形状优化 设计用于减少热辊形。
❖ 辐射防护板由6层25mm厚的陶瓷纤维〔 128kg/m3-1260℃〕制成,并有不锈钢 AISI310盖板保护.
现代连续退火炉特点
❖ 炉内带钢张力更趋合理 ❖ 设立均衡段 ❖ 炉内带钢质量保证技术
1.防止炉辊结巴 2. 防止带钢瓢曲 3.炉内带钢自动纠偏 ❖ 采用轻型炉内衬 ❖ 采用新型低NOx辐射管烧嘴 ❖ 重视热能利用
影响退火炉能力的因素
❖ 工艺因素〔锌锅最大速度限制、钢种、退火 温度等〕
❖ 功率因素〔炉子长度、辐射管温度限制等〕 ❖ 厚度因素 ❖ 速度因素 ❖ 其他因素〔设备检修维护水平、设备状态等〕
首钢热镀锌连续 退火炉
退火炉简介
❖ 退火作用和目的 ❖ 退火炉分类 ❖ 退火炉工艺类型
连续退火炉的作用
❖ 完成带钢的再结晶退火过程 消除冷轧过程中产生的加工硬化现象,恢
复其工艺塑性,以便进一步进行冷加工 作为最终产品的热处理,其目的主是要控
制成品性能,得到不同的强度和塑性的组合, 生产出不同软、硬状态的制品。 ❖ 将带钢冷却到工艺需要的入锌锅温度
③加热炉温度高,容易 断带。
④炉内的微氧化性气氛 难以控制。
美脱脂
❖ 退火阶段由复原炉与冷却局部组成,加热局 部全部采用辐射管加热
❖ 美钢联法与森吉米尔法相比,在提高产品质 量,减少氧化铁粉的生成,降低锌耗,降低 调控难度,提高速度等方面有了进步。
❖ 描述:喷气预热段由两个道次组成. 带钢道次位于带钢每侧的风箱之间. 这些风箱由一个气体循环鼓风机供气.
连续热镀锌机组退火炉技术初探
镀 锌 生 产 线 。连 续 热 镀 锌 主 要 有 4种 方 法 : ( ) 吉米 尔 法 /改 良森 吉 米尔 法 ; 2 1森 ( )美钢
联 法 ; 3 柯 克—诺 尔特 法 ・ 又 称 惠 林 法 ) () ( ;
( ) 拉斯 法 。 界各 国在 各 种 类 型 的连 续 热 4塞 世 镀 锌 生产 线 中 , 以森 吉米 尔 法 最 多 , 国现 有 我
的热 镀锌 生产 线 也是 采 用森 吉米 尔法 。 作为 热镀 锌 生产 线 最 重要 的设 备 之一 的连续退火炉 , 者认 为如何 掌握和应 用好 笔 连 续 退 火 技 术 是 一 门很 大 的 学 问 , 章 主 要 文 通 过 以下 几 个 方 面 探 讨 连 续 退 火 炉技 术 。 1 炉 型 选 择 从 炉 子形 式 上 主要 有 立 式炉 ( 式炉 ) 塔
采 用 改 良森 吉 米 尔法 ,退 火 主 要 采 用 无
等 , 对 生 产 以高 档 家 电板 和 汽 车 板 为 主 的 而 生产 线 上 , 日本 派 和 欧 洲 派 都 认 为 炉 子 一 般
维普资讯
6 2
江 苏 冶 金
第 3 0卷
全线 长 度相 对较 短 , 水平 炉 正好 相 反 。 而 2 燃 烧 技 术
成分 的要求低一些 。
3 炉段设置 针 对 改 良森 吉 米 尔 法 在 生 产 以 建 筑 和 普通 家 电板为主 的生产线上 , 日本 派 认 为 炉 子 一般配 置无氧化 段 、 射管 加热段和 喷射 辐 冷 却 段 等 , 洲 派 则 认 为 炉 子 一般 配 置 无 氧 欧
的火 焰 与 带 钢 表 面 平 行 , 般 火 焰 长 度 较 长 , 一 形 成 大 的 高 温 辐 射 面 将 热 量 传 递 给 带 钢 表
介绍连续热镀锌线的退火炉工艺以及节能技术
介绍连续热镀锌线的退火炉工艺以及节能技术热镀锌前的退火工艺,对热镀锌板的质量及性能起至关重要的作用。
本文介绍了连续镀锌线退火炉工艺控制技术及节能技术的应用。
l 绪论在带钢连续热镀锌机组中,连续退火炉是带钢连续热镀锌工艺段主要工序之一,也是机组的心脏。
它将完成带钢热镀锌前的退火工艺,对热镀锌板的质量及性能起至关重要的作用。
其技术水平的高低直接影响到热镀锌产品的质与性能。
冷轧钢带通过退火完成以下功能:①使带钢在退火炉内消除轧制应力,改善力学性能。
并逐步保温,冷却到镀锌温度。
②清洁带钢表面。
将钢带表面上的轧制油等污物通过加热过程中的扦发,燃烧而去除。
③在完成退火过程的同时,钢带表面的一层为氧化膜被炉内氢气还原成纯铁层,为热镀锌准备好具有良好附着力的表面。
④保持和改善镀锌钢带板形。
目前,热镀锌退火技术的发展丰要表现在:①退火炉工艺控制技术(包括温度、张力、均衡冷却控制技术)。
②炉内带钢防瓢曲、跑偏及自动纠偏技术。
③节能技术等。
2 退火炉工艺控制技术(I)温度控制技术。
退火炉温度控制包括两方面:一是板温控制,二是炉温控制,板温控制是镀锌.1:艺的关键,对于连续卧式炉来讲,炉温控制也足重要的一环。
实践证明,由于不同的加工成形性是带钢具有小同的再结晶温度。
因此,对于某一种产品应该结合使用情况确定出最佳的再结晶温度。
那么对于不同的钢铁企业,要根据本身原材料的材质,加工成形方式及其最终用途确定热镀锌连续退火温度,这关系到镀锌产品的性能和表面质量问题,是镀锌工艺的基础。
图1表示的是不同产品的理论退火温度,仅供参考。
另外,炉膛温度也对镀锌产品表面质量起到很火作用。
对于改良森吉米尔法热镀锌线,在NOF 段炉膛温度愈高,越有利于板面上油污及杂质的清除。
而且实践证明高炉温能保证NOF段的无氧化气氛,尽可能避免带钢的二次氧化,有利于RTH段还原作用的进行。
但是温度控制要遵循高炉温、低板温原则。
具体来说,出直燃加热段最后的加热区炉温要达到1200℃左右,但板温要控制在650"C左右,对于热轧板镀锌控制在550"C左右,这样既能避免钢带高温变形,又保证无氧化加热气氛。
热镀锌机组连续退火炉性能分析比较

Z U C a , A o gl n ,Q n u ,WAN u HO ho XI O Y n -ag I  ̄ n i Xi GR i
( n agI n Sel ru o t. n a g 4 5 0 , hn ) A yn o & te G o p .Ld r C ,A yn 50 4 C ia
Ab t a t I t d c d t ep o e s o a d t c n q ef au e o n i u u n e l g f m a ef r o a v n zn n .Co p r d t ec a — s r c : n r u e r c s w n h i u e tr f o t o s n ai o h l f e c n a n u c t l a i i gl e o h g i m a e h r h
6
D I 03 6 ̄ i n 0 2 13 . 1.3 0 O :1 . 9 . s .10 —6 92 20 . 3 9 s 0 0
童
加 热
21 0 2年 第 4 卷 第 3期 l
VO1 4l N O. 2 . 3 012
I NDUS T AL HEATI NG
热镀锌机组连续 退火炉性 能分析 比较
周 超 , 肖永 良,戚 新 军 , 王 锐
( 安阳钢铁股份公司 ,河南 安 阳 4 50) 5 0 4
摘要 :介绍 了热镀锌机组退火炉的工艺流程及性能特点, 阐述了热镀 锌机 组连续退火炉工艺 。通过对 比 DR和 s H两个厂 家的退火 炉,指出 s H退火炉在安全性、电加热形式 、控 制方式上更具优势,更适合汽车 用板冷轧生产线 。
参考 文献 :
4 结
语
热镀锌退火炉热工工艺分析
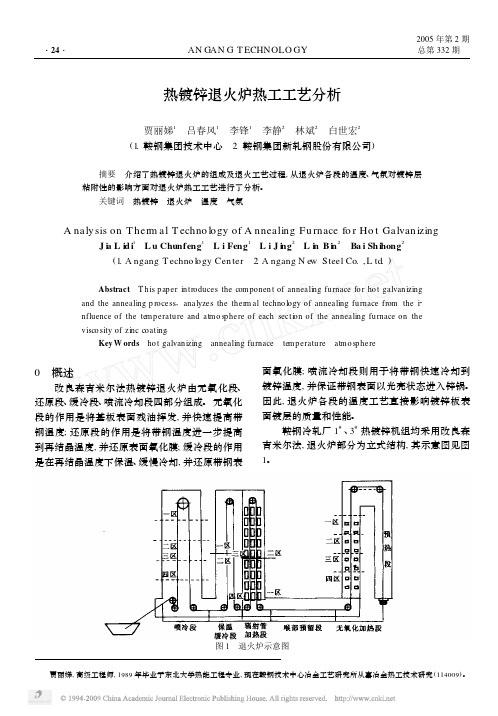
热镀锌退火炉热工工艺分析贾丽娣1 吕春风1 李锋1 李静2 林斌2 白世宏2(1.鞍钢集团技术中心 2.鞍钢集团新轧钢股份有限公司) 摘要 介绍了热镀锌退火炉的组成及退火工艺过程,从退火炉各段的温度、气氛对镀锌层粘附性的影响方面对退火炉热工工艺进行了分析。
关键词 热镀锌 退火炉 温度 气氛A nalysis on T herm al T echno logy of A nnealing Fu rnace fo r Ho t Galvan izingJ i a L id i 1 L u Chunfeng 1 L i Feng 1 L i J i ng 2 L i n B i n 2 Ba i Sh ihong2(1.A ngang T echno logy Cen ter 2.A ngang N ew Steel Co .,L td .) Abstract T h is paper introduces the component of annealing furnace fo r ho t galvanizingand the annealing p rocess ,analyzes the ther m al techno logy of annealing furnace from the i 2nfluence of the temperature and atmo sphere of each secti on of the annealing furnace on the visco sity of zinc coating .Key W ords ho t galvanizing annealing furnace temperature atmo sphere0 概述改良森吉米尔法热镀锌退火炉由无氧化段、还原段、缓冷段、喷流冷却段四部分组成。
无氧化段的作用是将基板表面残油挥发,并快速提高带钢温度;还原段的作用是将带钢温度进一步提高到再结晶温度,并还原表面氧化膜;缓冷段的作用是在再结晶温度下保温、缓慢冷却,并还原带钢表面氧化膜;喷流冷却段则用于将带钢快速冷却到镀锌温度,并保证带钢表面以光亮状态进入锌锅。
热镀锌连续退火炉

段 。加热段的作用 :一是还原带钢表 面的氧化铁 皮 ,使 之 形 成 活 性 海 绵 状 纯 铁 层 ,以便 进 行 热 镀 锌 ;二是加热带钢到规定的退火温度f 5 _ 。
2 o 竽 尊 期( 6 o 期 …
y z .  ̄@a f l T Z c e m cFH|
一
重技 术
机 、排 烟风机 、空燃气管道及烟 囱等组成 ,分 区
控 制 ,最 高 炉 温 约 9 5 0 c c 。加 热 段共 配 置 w 型燃
可根据不同工艺要求 ,准确地调节冷却风量 ;在 喷箱及管道上设有可调气体分割装置使气体均匀 地冷却带钢,并使带钢保持 良 好 的板型。
造 。为使 带钢受 热 均匀 ,辐射 管在带 钢两 侧交 错布
置。辐射管 内采取负压操作 ,主要 目的是防止辐射 管破裂时 ,燃烧气体漏人退火炉内氧化带钢。燃烧 方 式 为抽鼓 式 ,为 降低燃 气 消耗 ,每 只辐 射管 内均 设有高效换热器 ,利用辐射管的高温废气预热助燃 空气至 3 5 0 ℃。该辐射管不仅降低燃料消耗 ,而且 还能降低 N O 的排出。该 退火炉采用先进的 O N — O F F燃 烧 控制 方式 ,使烧 嘴始 终处 于最佳 的燃 烧状
4 . 2 加 热段 ( R T HF )
通过 预 热段 与加 热段 间 的通道 ,带 钢进 入 加热
态, 从而降低能耗 ,提高辐射管的使用寿命。在加 热段装有隔热板 ,可有效地降低辐射管加热带钢过 程 中对炉辊造 成的直接热辐射 ,减少带钢 的热瓢 曲。 燃 烧 系 统 由辐 射 管 、烧 嘴 、换 热 器 、助 燃 风
度 8 0 0 ~ 1 2 5 0 m m。产 品级 别 为 C Q、D Q、D D Q 和
连续热镀锌表面露铁原因及改进措施分析
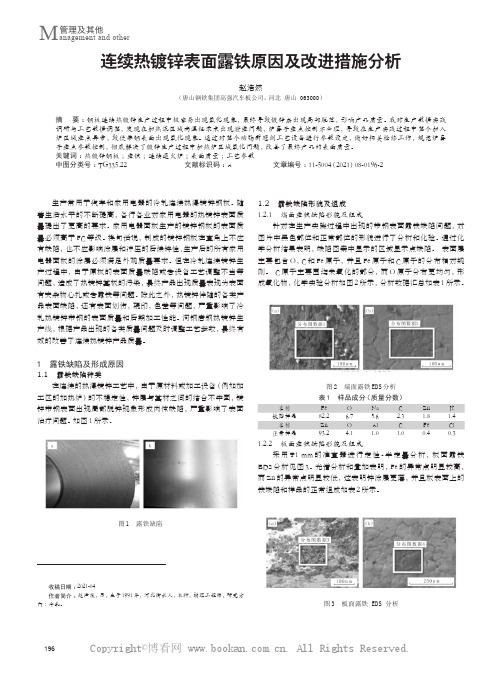
1.2 露铁缺陷形貌及组成 1.2.1 端面露铁缺陷形貌及组成
针对在生产实践过程中出现的带钢表面露铁缺陷问题,对 图片中黑色部位和正常部位的形貌进行了分析和化验。通过化 学分析结果表明,缺陷图案中显示的区域显示点缺陷。 表面层 主要包含 O,C 和 Fe 原子,并且 Fe 原子和 C 原子的分布相对规 则。 C 原子主要围绕未氧化的部分,而 O 原子分布更均匀,形 成氧化物,化学实验分析如图 2 所示,分析数据汇总如表 1 所示。
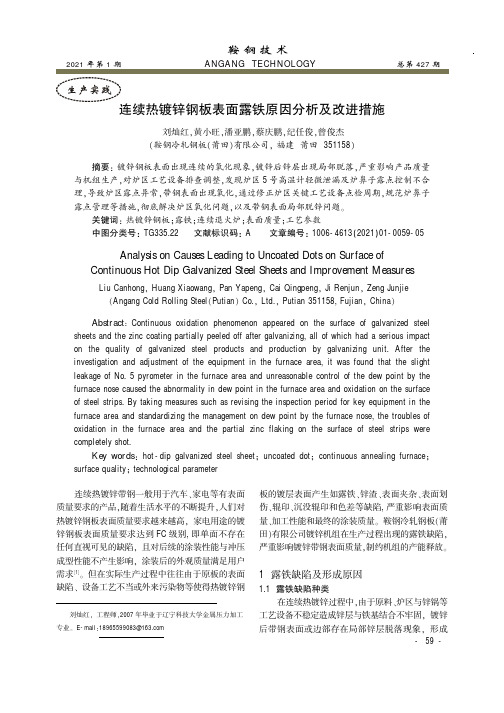
氧化物,影响最终产品的镀金效果,除此之外,在来料钢板中残
留有未被还原的氧化物,也是造成这一现象的主要原因。如图 4
所示。
3 改进措施 3.1 工艺设备功能恢复
第一,立即在加热炉区域安排生产大修和维修高温剂和冷 却水的管道,同时控制整个加热炉,使氧含量在正常范围内,从 而优化高压水管的流量。温度范围,控制和延长使用寿命的管 道服务。
第一,制定炉弓露点控制和保护气体流量的标准,流量调 节为 15~20m 3/h,露点调节范围为 -20℃〜 -10℃,其他地区的露 点≤ -20℃,炉区内氧气含量应≤ 35×10-6,工艺参数应包括在 技术规范中。
第二,明确控制炉膛中保护气体压力的要求,增加出口部 分的氮气流量,减少炉膛上部安全阀的开度,并避免炉膛压力 异常波动。
炉区域露点异常,致使带钢表面出现氧化现象。通过对整个动物新冠剑工艺设备进行参数设定,做好相关检修工作,规范炉鼻
子露点参数控制,彻底解决了镀锌生产过程中加热炉区域氧化问题,改善了最终产品的表面质量。
关键词 :热镀锌钢板 ;露铁 ;连续退火炉 ;表面质量 ;工艺参数
中图分类号 :TG335.22
文献标识码 :A
M 管理及其他 anagement and other 连续热镀锌表面露铁原因及改进措施分析
连续热镀锌退火炉温度控制分析

参考 文献 5 %和 1 %之 间 时 , O Wt= I d ( t %),05 X fr/ 『1 建 锋. f . T 1 1 何 冷轧 板 连 续退 火技 术 及 其 应 用f. 海 J上 ] 1 当 Hd大 于 1%时 Wt= fd )1X [r/ 金 属 .0 47: —3 Ol o O H T 20 ( 5 5 )0
科 技论 坛 l I
侯 玉双 岳 殿佐
科
连续热镀锌退火炉温度控制分析
(、 蒙古科技大学 数理与生物工程学院, 1内 内蒙古 包头 041 、 100 包钢薄板厂 自 2 动化部, 内蒙古 包头 041) 1 0 0
摘 要: 分析 了连续热镀锌退火炉各个部分的温度方案 , 并重点介绍了双交叉限幅控制在无氧化加热段的应用以及脉冲点火方式的加热控制原理。 关键 词 : 火炉 ; 度控 制 ; 交叉 限 幅 ; 冲控 制 退 温 双 脉
师 . 士。 硕
基金项目: 内蒙古科技 大学校基金资助。
目的是使带 钢冷却到镀锌 的最佳 温度 ( 40 约 7 度 ) 采用四台变频风机将炉内还原性气体抽出, ,
经换热器冷却再吹进炉内, 而使带钢快速冷却。 从 因此 ,控制四台变频风机的转速就可以控制冷却 气流的大小, 达到控制板温的目的。 在带钢出口侧 安装红外线高温计,检测出带钢温度后与设定值
I 。
@
在这个控制系统中, 通过一级人工设定或是 二级的自动参数与炉内实际温度 比较得 出当前应 该输出的空气及煤气阀门开度 , 经过参数修正各 自去控制执行器动作。 同时 , 实测的煤气流量还要 反馈到空气 回路,经过与设定的空气参数进行高
选和低 选运 算 再次 修正 ,而 实测 的 空 气流 量 同理
热镀锌生产工艺.

热镀锌工艺分析研究摘要:连续热镀锌薄钢板简称镀锌板或白铁皮,是厚度0.25~2.5mm的冷轧连续热镀锌薄钢板和钢带,钢带先通过火焰加热的预热炉,烧掉表面残油,同时在表面生成氧化铁膜,再进入含有H2、N2混合气体的还原退火炉加热到710~920℃,使氧化铁膜还原成海绵铁,表面活化和净化了的带钢冷却到稍高于熔锌的温度后,进入450~460℃的锌锅,利用气刀控制锌层表面厚度。
最后经铬酸盐溶液钝化处理,以提高耐白锈性。
关键词:热镀锌还原退火炉钝化一、前言热镀锌(galvanizing)也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。
是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。
热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洗-打磨-热镀锌完工1、热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百七十多年的历史了。
近三十年来,伴随着冷轧带钢的飞速发展,热镀锌工业得以大规模发展。
二、国外薄板热镀锌生产现状及发展趋势(一)热镀锌镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的薄钢板称为镀锌板。
镀锌板按生产及加工方法可分为以下几类:①热浸镀锌钢板。
将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。
目前主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;②合金化镀锌钢板。
这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其生成锌和铁的合金被膜。
这种镀锌板具有良好的密着性和焊接性;③电镀锌钢板。
用电镀法制造这种镀锌钢板具有良好的加工性。
但镀层较薄,耐腐蚀性不如热浸法镀锌板;④单面镀和双面差镀锌钢板。
单面镀锌钢板,即只在一面镀锌的产品。
在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适应性。
带钢连续热镀锌及其退火炉的技术进步

带钢连续热镀锌及其退火炉的技术进步摘要:带钢连续热镀锌及其退火炉是应用广泛的材料生产工艺,本文主要介绍了带钢连续热镀锌及其退火炉技术的发展历程和技术进步,着重分析了新技术的优越性和应用前景。
通过对比试验及工业应用情况,得出结论:带钢连续热镀锌及其退火炉技术对于提高产品质量、降低生产成本、节能减排等方面都有显著的推动作用,是一种具有良好前景和广泛应用价值的技术。
关键词:带钢、热镀锌、连续、退火炉、技术进步正文:一、简介随着现代工业的发展,带钢的应用范围越来越广泛,特别是在汽车、造船、桥梁、机械制造等领域中,带钢更是不可或缺的重要材料。
为了提高带钢的耐腐蚀性、强度等性能,热镀锌技术应运而生。
热镀锌是将钢材浸泡在高温的锌液中,使其表面与锌发生反应生成一层锌镀层的过程。
热镀锌能够增加钢材的抗腐蚀性和使用寿命,使其在恶劣环境下也能保持较好的性能。
在热镀锌过程中,退火是不可或缺的一个环节,它能够排除带钢的应力,提高其弯曲性和机械性能,并且还能改善镀层的质量和稳定性。
因此,带钢连续热镀锌及其退火炉是现代工业中重要的一环。
二、技术进步2.1 连续生产技术传统的带钢热镀锌技术是将单根的钢管浸泡在锌液中进行镀锌,但是这种方法无法满足大规模、高效率、高标准的生产需求。
随着现代科技的进步,连续生产技术得到了广泛的应用。
带钢连续热镀锌技术是这种技术的一种典型应用。
这种方法可以将经过退火处理的带钢一直在热浸镀槽中通过一系列的机械、气动、液压等设备自动化地完成镀锌、冷却、整平、张力控制、剪切等操作。
相对于传统的热镀锌工艺,连续生产技术的优越性体现在以下几个方面:(1)缩短生产周期,提高生产效率通过连续生产技术,可以将多道工序进行集成和自动化处理,从而有效减少了生产周期和人工成本。
而且在生产效率提高的同时,也可以保证产品品质的稳定性和一致性。
(2)降低生产成本,提高产值由于连续生产技术可以大幅缩短生产周期和节约劳动力成本,因此可以降低生产成本。
连续热镀锌钢板表面露铁原因分析及改进措施
刘灿红,工程师,2007年毕业于辽宁科技大学金属压力加工专业。
E-mail :189****************连续热镀锌钢板表面露铁原因分析及改进措施刘灿红,黄小旺,潘亚鹏,蔡庆鹏,纪任俊,曾俊杰(鞍钢冷轧钢板(莆田)有限公司,福建莆田351158)摘要:镀锌钢板表面出现连续的氧化现象,镀锌后锌层出现局部脱落,严重影响产品质量与机组生产,对炉区工艺设备排查调整,发现炉区5号高温计轻微泄漏及炉鼻子露点控制不合理,导致炉区露点异常,带钢表面出现氧化,通过修正炉区关键工艺设备点检周期,规范炉鼻子露点管理等措施,彻底解决炉区氧化问题,以及带钢表面局部脱锌问题。
关键词:热镀锌钢板;露铁;连续退火炉;表面质量;工艺参数中图分类号:TG335.22文献标识码:A文章编号:1006-4613(2021)01-0059-05Analysis on Causes Leading to Uncoated Dots on Surface ofContinuous Hot Dip Galvanized Steel Sheets and Improvement MeasuresLiu Canhong ,Huang Xiaowang ,Pan Yapeng ,Cai Qingpeng ,Ji Renjun ,Zeng Junjie (Angang Cold Rolling Steel (Putian )Co.,Ltd.,Putian 351158,Fujian ,China )Abstract :Continuous oxidation phenomenon appeared on the surface of galvanized steelsheets and the zinc coating partially peeled off after galvanizing,all of which had a serious impact on the quality of galvanized steel products and production by galvanizing unit.After the investigation and adjustment of the equipment in the furnace area,it was found that the slight leakage of No.5pyrometer in the furnace area and unreasonable control of the dew point by the furnace nose caused the abnormality in dew point in the furnace area and oxidation on the surface of steel strips.By taking measures such as revising the inspection period for key equipment in thefurnace area and standardizing the management on dew point by the furnace nose,the troubles ofoxidation in the furnace area and the partial zinc flaking on the surface of steel strips were completely shot.Key words :hot -dip galvanized steel sheet ;uncoated dot ;continuous annealing furnace ;surface quality ;technological parameter连续热镀锌带钢一般用于汽车、家电等有表面质量要求的产品,随着生活水平的不断提升,人们对热镀锌钢板表面质量要求越来越高,家电用途的镀锌钢板表面质量要求达到FC 级别,即单面不存在任何直视可见的缺陷,且对后续的涂装性能与冲压成型性能不产生影响,涂装后的外观质量满足用户需求[1]。
浅析通钢冷轧厂连续热镀锌机组退火炉过程检测系统的设计

浅析通钢冷轧厂连续热镀锌机组退火炉过程检测系统的设计吉林通钢冷轧板公司苏大林摘要:本文介绍了通钢100万吨冷轧工程中连续热镀锌机组退火炉过程检测的设计与实现,并分析、简述它的燃烧方式。
关键词:退火炉过程检测双交叉限幅1前言随着国际国内钢铁行业竞争的激烈化,各大钢铁企业都在努力调整产品结构、增加产品附加值来提高企业竞争力。
通钢100万吨冷轧工程中的大型、现代化连续热镀锌机组是通钢产品结构调整的重点工程,大大增加了热轧产品的附加值。
卧式结构的退火炉是该连续热镀锌生产线中的关键设备,它对产品质量的影响是至关重要的。
退火炉的温度控制,以及对退火炉的气氛控制直接影响到镀锌板的锌层粘附能力及表面质量,同时合理控制退火炉温度可以节约能源降低生产成本。
2控制方案确定连续热镀锌退火炉由无氧化加热炉(PH/NOF)和辐射管加热炉(RTHF/RTSF)两部分组成。
无氧化炉(PH/NOF)分为一个预热段和一个加热段共4个燃烧温度控制区,辐射管加热炉有6个温度控制区(RTHF4/RTSF2)。
鉴于该退火炉分10个控制区,每区设有燃气、空气调节回路,加之炉膛压力、燃气、空气压力调节回路,总闭环回路很多,另外还有多个开关量控制的燃气低压紧急切断回路,温度测量点、流量测量点、压力测量点及其他过程参数考虑,炉区所有的过程检测控制仪表均进入PLC基础自动化系统,实现电气仪表的一体化,过程检测和控制采用一台S7-416-2DP控制器,配置1套HMI系统,可以很方便的修改各个控制参数,报警显示、打印曲线等,方便于操作者,减少了劳动强度。
根据热镀锌生产工艺要求,该控制系统完成如下功能:(1) 建立退火炉各段温度设定值,监测及控制退火炉各段温度,根据现场仪表检测,调节执行系统以获得炉子工作参数设定值的闭环控制;(2)风机启动、停止程序的逻辑控制,燃气系统、保护气体系统、水冷系统的安全检查,烧嘴点火及其它逻辑控制;(3)操作参数、消耗及生产统计的显示和记录,对生产过程中的参数进行分析、打印输出,对炉温、炉压、燃气压力超出设定值的报警指示,以及在某些报警条件下采取安全保护措施的功能,如切断燃气,关断保护气体或在炉温达不到设定值时自动降低机组运行速度;(4)通过一套交互式文字显示系统与操作者交流,与过程计算机(二级计算机)联系及交换信息;(5)联接现场仪表进行数字和模拟信号的交换。
连续热镀锌生产线退火炉设计浅析【完整版】
连续热镀锌生产线退火炉设计浅析【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)目录一.概述 (2)二.热镀锌线中退火炉工艺 (3)三.退火工艺确实定 (3)四.炉型选择 (4)1. 产品的规格和品种 (5)2. 退火炉的生产能力 (5)3. 带钢热处理的要求 (5)4. 带钢外表质量的要求 (6)5. 事故处理 (6)6. 厂房的要求 (7)五.烧嘴选型及燃烧控制 (7)六.带钢张力分布与控制 (8)七.带钢质量控制 (9)1. 防止炉辊结瘤技术 (10)2. 防止带钢跑偏技术 (10)3. 防止带钢产生热瓢曲技术 (11)八.内衬结构 (12)九.节能技术 (12)1. 预热助燃空气 (12)2. 预热带钢 (12)3. 生产热水或蒸汽 (13)十.结语 (13)连续热镀锌生产线退火炉设计浅析一.概述镀锌是目前应用最广泛的板材防腐方法,连续热镀锌那么成为当今世界开展最快的镀锌技术。
连续热镀锌方法主要有森吉米尔法/改进森吉米尔法、美钢联法、柯克-诺尔特法〔即惠林法〕、塞拉斯法四种。
世界各国的连续热镀锌生产线采用森吉米尔法的最多,美钢联法广泛用于生产汽车用钢的连续热镀锌生产线上。
改进森吉米尔法和美钢联法的主要区别在于前者采用了无氧化加热段〔NOF或DFF〕,而后者采用间接加热。
镀锌板主要用于建筑、汽车、轻工、家电、商品包装及农牧渔业。
随着国民经济的飞速开展,市场对镀锌板的需求大幅度增加,估计到2005年我国镀锌板的产能将到达1200万吨以上。
首钢目前已建成一条年产17万吨的1#连续热镀锌生产线,还有一条年产36万吨的2#连续热镀锌生产线在建,此两条生产线均采用美钢联法,由比利时CMI公司技术总负责。
通过对这两条生产线关键设备退火炉的转化设计,笔者认为掌握和应用连续退火炉技术有很深的学问,本文将通过退火工艺制定、炉型选择、烧嘴选型及燃烧控制、带钢张力分布与控制、带钢质量控制、内衬结构、节能技术等几个方面探讨一下连续退火炉的工艺和结构设计。
现代热镀锌退火炉的特点

现代热镀锌退火炉的特点摘要:本文分析了近年来热镀锌退火炉出现的一些新的特点,针对带钢的热镀锌连续退火工艺,提出了提高控制带钢质量的措施和重视热能利用的方法。
关键词:热镀锌退火技术质量控制热能利用1 前言退火炉是冷轧薄板连续热镀锌生产的关键设备,用于完成冷轧带钢热镀锌前的退火工艺,对钢带的热镀锌后的性能起到至关重要的作用。
它的功能归纳为同时实现完成退火处理和表面净化处理两个方面作用。
完成退火和还原后的钢带在退火炉内通过快冷和均衡后,准确的控制入锌锅的温度。
热镀锌的退火工艺经历了由老式熔剂法热镀锌的线外退火到森吉米尔法线内退火法,再到1965年美国阿姆柯公司研究成功改良森吉米尔法,直至目前广泛采用的美钢联法,退火工艺随着时代的进步发生了历史性的长足进步,近年来,退火炉的控制出现了许多新的技术和特点。
2 炉内带钢张力分布更趋合理连续退火炉的出口即锌鼻处设立热张紧辊。
可将连续退火炉区和镀层区的带钢张力分开,使带钢在炉内以低张力运行,在镀层内以高张力运行,分别满足不同的工艺要求。
各炉辊传动采用单独的交流调速,连续退火炉一般由加热、均热、冷却和均匀化等炉段组成,由于各炉段工况不一,带钢在各炉段甚至各行程的张力就有差异。
为使带钢运行速度和各炉辊的线速度保持一致,各炉辊均采用单独交流传动。
3 设立均匀化段在冷却段后、锌鼻前设立均匀化段,一般为1~2个行程,炉内设有电加热元件,该炉段的作用为:(1)可减少沿带钢宽度方向上的温差,有利于改善带钢的板形。
(2)可有效地防止锌蒸汽、空气从锌鼻处直接进入冷却段,净化炉内气氛,确保镀锌板的粘附力。
( 3)为在该段的顶部设立纠偏辊提供了空间。
4 炉内带钢质量保证技术4.1 防止炉辊结疤技术炉辊结疤的主要影响因素有:a. 带钢进炉内前,表面残余轧制油和铁粉的含量,尤其是铁粉;b. 带钢的运行速度和炉内各炉辊的线速度是否一致;c. 炉辊的工作温度和炉辊表面的抗温度性。
为此,防止炉辊结疤的主要措施如下:一是需在退火炉前设立清洗段,进行碱洗、电解清洗、刷洗、漂洗、挤干和烘干等,使带钢表面轧制油和铁粉量双面含量应小于8mg/m2。
连续热镀锌退火炉设备配置和特点综述
连续热镀锌退火炉设备配置和特点综述摘要随着科学技术的不断发展,我国的热镀锌工艺也逐渐成熟了起来,推动着我国工业生产领域的不断进步。
退火炉设备是热镀锌生产线的重要组成部分,在热镀锌板的生产过程中发挥着重要的作用,可以有效提升热镀锌板的品质。
本文就连续热镀锌退火炉设备的配置和特点做了相关的阐述。
关键词连续热镀锌;退火炉设备;配置;特点随着我国工业生产领域的不断进步,钢板的热镀锌工艺也在逐步走向成熟。
目前,在工业领域,对钢板的耐腐性有了越来越高的要求,因此,对热镀锌板的需求也在逐步增加。
近年来,热镀锌工艺的应用越来越广泛,逐步成为提升钢板耐腐性的最有效技术手段。
退火炉设备是连续热镀锌生产线的重要组成部分,可以对钢板表面的质量起到决定性的作用。
1 连续热镀锌工艺概述连续热镀锌工艺是波兰人森吉米尔在20世纪30年代发明的,可以有效提升钢板的耐腐性。
经过了多年的发展,连续热镀锌工艺也在不断进步,不但生产设备越来越先进,工艺应用水平也越来越高。
连续热镀锌工艺就是通过一系列的工序将带钢表面进行镀锌处理。
连续热镀锌工艺应用的基本步骤就是加热、保温以及冷却。
在连续热镀锌工艺的应用过程中,温度是影响镀锌层的最主要因素。
2 连续热镀锌退火炉设备配置在热镀锌产品的生产过程中,退火炉是最为重要的生产设备之一,能够对热镀锌产品的质量和性能起到决定性的作用。
连续热镀锌生产线中的退火炉设备基本可以分为三种:立式退火炉、卧式退火炉以及L型退火炉。
连续热镀锌退火炉工艺通常由预热段、加热段、均热段、缓冷段以及快冷段组成。
下面就以立式退火炉为例,对立式退火炉的设备配置进行阐述。
2.1 預热段预热段就是指将带钢提前进行预热处理,这样做不但可以减少加热炉的能源消耗,还可以提升热镀锌工艺的应用效果。
以往在热镀锌机组的预热段,通常使用燃烧气体的方式来对带钢进行预热处理,随着科技的发展,这种方式逐渐被新的技术手段取代。
目前,在热镀锌机组的预热段,不再直接使用可燃气体对带钢进行预热处理,而是使用热换热器设备来对带钢进行预热处理。
连续热镀铝锌工艺要点和技术诀窍
连续热镀A L-Z n-S i机组生产工艺要点及技术诀窍随着国内镀锌行业的发展,近年来,继镀锌机组建设高潮后,又掀起一轮镀铝-锌-硅机组的建设高潮;一、热镀铝锌硅产品的优点之所以出现AL-Zn-Si机组的建设高潮,是因为热镀铝-锌-硅钢板是在热镀铝和热镀锌钢板基础上开发成功的,它具备了镀铝钢板优良的耐大气腐蚀、耐热氧化性,又具备了镀锌钢板优良的电化学保护性,使切口及划痕处腐蚀;其优点如下:(1)表面光洁度好具有优良的耐大气腐蚀能力,他的寿命比热镀锌钢板高2-6倍;(2)具有良好的耐热抗氧化性,在315℃下长期不变色,500-600℃左右可长期使用,具有良好的耐水、耐土壤腐蚀能力,其耐水腐蚀能力优于热镀锌板和热镀铝板,耐土壤腐蚀能力优于热镀锌板,是制作汽车排气管、消音器、粮食烘干机、热水器等耐热器件的理想材料;另外,产品的热反射率高于75%,是镀锌板的2倍;(3)具有良好的涂装性和良好的加工性能;对有机材料的结合力强,是彩色有机涂层钢板的最佳选择;其加工性和焊接性与热镀锌板相似,可进行冷弯、冲压等加工;并有良好的外观;(4)由于金属铝比金属锌的比重小,铝锌合金的比重仅为dm3,而锌的比重为dm3,因此相同的镀层厚度铝锌合金的比重小,铝的价格比锌的价格低30%,这大大节约了成本;二、连续热镀铝-锌机组与连续热镀锌机组生产工艺相同点连续热镀铝-锌是在连续热镀锌基础上发展而来的,连续热镀铝-锌与连续热镀锌生产工艺具有很多的相同之处,同时又有显着区别的地方;要想了解、掌握、操作、管理热镀铝-锌机组生产工艺必须首先对镀锌机组的生产工艺有较深入得了解,才能更好的操作、管理好镀铝-锌机组;1、机组工艺流程是相同的,都具有如下工艺流程:开卷—焊接—脱脂立式、卧式—脱脂烘干—入口活套——热浸镀—镀后冷却—水淬—光整—拉矫—钝化—耐指纹—钝化或耐指纹后烘干—出口活套—卷取2、传动控制系统是相同的,都是为了实现机组的连续运行;3、前处理和镀后表面处理的目是相同的,都是为了原料钢带表面清洁干净和产品板型好,防氧化;4、产品的用途也是基本相同的:民用、彩涂基板等镀铝-锌产品用途要广泛一些5、原料钢卷标准是相同的;6、产品的检验标准是相同的;7、机组设备的操作和实现的功能是相同的三、连续热镀铝-锌机组与连续热镀锌机组生产工艺不同点不同点集中体现在以下几个方面:1、脱脂工艺1)对脱脂的要求更严格一些,要求板面洗的更干净,钢带上油污、铁粉附着更少一些;在锌锅工艺有更详细的阐述;2)脱脂工艺流程如下:碱浸洗槽—碱刷洗槽—电解脱脂槽——水刷洗槽—水喷洗槽—清水漂洗槽;3)脱脂对镀铝-锌工艺的重要性2、退火炉工艺1)热镀锌带钢入锌锅温度根据带钢厚度,一般要高于锌锅温度465℃-540℃;与热镀锌不同的是,热镀铝-锌带钢入锅温度低于锌锅温度30-40℃;原因在锌锅工艺在做阐述;2)锌锅温度一般控制在595℃-610℃,那么带钢入锅温度应该控制在570℃-590℃;为了满足这一要求,退火炉必须在冷却段后增加均衡段,均衡段的的作用是:1经过冷却段冷却后的带钢板面和板内部、边部和中部温度不均匀,也有可能总体温度较低,必须进行补偿加热,经过均衡段使带钢温度均匀,平衡带钢温度满足入锌锅要求;2改善带钢的退火机械性能;3启动生产时均衡段与加热段提前升温起到烘炉的作用,同时提高带钢温度,减少废次品产出量;均衡段一般采用电加热方式立式炉采用电辐射管、卧式炉采用上电辐射管和下电阻带;增加均衡段对立式炉尤其必要;生产过程中均衡段温度设置在570-600℃,根据入锅带温灵活设定,启动生产时适当高一些,只有温度低于设定温度时,电加热才开始工作;3)带钢经过热张紧辊室后也会降温,必须在热张紧辊室增设电辐射管加热装置;是带钢入锅温度的最后保障,也起到启动生产时的烘炉作用;温度设定和均衡段一样,控制原则也一样;4)退火炉第一次烘炉要求要高一些,退火炉检漏要求也要严格一些;烘炉合格的标准是:热张紧辊室露点-35℃以下;加热前段露点<-15℃;氧含量<2ppm;5)生产过程中,热张紧辊室露点-35℃以下;加热前段露点<-15℃;氧含量<2ppm;保护气体氢含量25-30%;炉压控制在100-120Pa;下斜槽、退火炉入口密封氮气流量各30-40m3/h;炉辊密封氮气10-20m3/h;6)做好每次炉子穿带后的密封、检漏工作,尤其是热张紧辊室和下斜槽;3、锌锅工艺1)锌锅成分控制,铝-锌-硅合金液成分指标:AL55%±;%±;%±;% 饱和浓度.(1)铝-锌-硅合金锭成分:AL55%±;%±;%±;杂质成分Fe≤%;Cd<%;Cu<%;Pb<%;合金锭重量:850±50Kg;(2)调整用合金锭:AL-Si锭,含Si3%,其余为AL,8Kg/块;0纯锌锭,25Kg/块; (3)每天化验一次合金液成分,主要检测项目为:AL、Zn、Si、Fe;加调整用合金锭进行调整,总结规律,每天加合金锭多少;以后可一周化验一次;铝、硅消耗大一些,平时主要加AL-Si锭,锌锭消耗少一些,一般较少加0锌锭;(4)AL含量不要偏离标准成分过多,AL高的过多,合金液流动性变坏,同样情况下,镀层量会提高;AL高的过多时,要及时加入0锌锭进行调配;要改变镀锌时的思路;(5)Fe的饱和浓度是%,Fe的浓度超过%,就会结晶析出渣子下沉形成底渣;表渣很少,就是一些铝的氧化层;铁和铝、锌反映形成的铝-铁合金FeAL13、Fe2AL5、锌-铁合金FeZn7都比合金液的比重大;合金液的比重为m3,锌的比重为m3;从以上的铝铁合金、锌铁合金的分子式可以看到,一份的铁可以消耗13份的铝,7份的锌,铁的危害性很大;铁的来源一是沉没件,二是钢带与合金液反应,三是钢带清洗不干净残留的铁粉;所以,前面讲过要在普通镀锌基础上进一步提高脱脂效果,加强脱脂能力;锌锅内上部铝含量高一些,下部铁含量高一些,中部成分较均匀,取样时应从中部取样;2)锌锅的温度控制锌锅温度一般控制在600-610℃,锅温低于595℃时,合金液就会出现“凝固”现象,因为合金液多元合金,凝固温度不是一个温度点,而是一个温度区间,595℃时其中的铝因为熔点高所以首先出现结晶析出,即“凝固”,使合金液中的铝含量降低;“凝固”现象一般在锌锅温度较低的地方发生,例如:锌锅的四壁、四个角等处,因为这些地方的温度最低;3)带钢入锅温度低于锌锅温度30-40℃,即560-590℃,这与普通镀锌相反;之所以这样,是有重要考虑的;前面说过,镀铝-锌-硅锌锅产生渣子较多,生产过程中会沉积在感应体喉口和熔沟内;其次,铝的比重较轻,铝、锌、硅三组分不是充分固溶,有分离现象,锅内成分不均匀;所以,要求感应体频繁或持续高功率工作,以对感应体熔沟进行冲刷,防止堵塞熔沟或使熔沟截面变小直至感应体损坏,同时使锌锅温度均匀、成分均匀;带钢入锅温度低于锌锅温度,带走热量,为了维持锌锅工艺温度感应体必须高功率工作,实现上述目的;4)镀铝-锌-硅的锌锅配置感应体功率较大,根据设计产量或锌锅容量而定;15-20万吨机组,锌锅容量70-90吨,感应体功率为340-400KW×4,四个感应体在锌锅的四个侧面布置,目的是感应体工作使锌锅内温度、成分更均匀;那么高的功率配置是因为锌锅温度较高,需要的热量大;镀铝-锌-硅锌锅容量不宜太大,小一些有利于通过磁力搅拌使温度、成分更加均匀;热量散失也少,有利于节能;5)镀铝-锌-硅锌锅的内部形状也与普通镀锌锌锅不同,四个角均为R600的园弧,便于锅内锌液的流动、温度传导,不形成死角,因温度低而凝结;有利于温度、成分均匀;6)镀铝-锌-硅机组,一般都配置有预熔锌锅,预熔锅的形式有多种;一种是熔炼金属用的中频感应炉10吨,带液压翻转机构,可以把合金液全部倒出或部分倒出,也可以通过加合金锭后溢流出来,通过一个带电加热装置的耐火材料砌筑的流槽流入镀锌主锅;一种是容积较小的10吨工频陶瓷感应加热预熔锅,带有两个感应体功率为300KW×2,和普通镀锌锌锅一样;一种是联体预熔锅,和主锅隔一道耐火材料砌筑的墙,墙的上沿留有溢流口,通过加合金锭合金液流入主锅,左右两侧各配置一个感应体,功率为300KW×2;前两种形式的预熔锅布置在主锅的传动侧后下角;7)加锌作业(1)镀铝-锌-硅机组,一般都配置有预熔锌锅,国内厂家为节约电费很多都不使用,而是把合金锭直接加入锌锅;使用预熔锅当然好,对稳定锌锅温度,均匀锌锅成分很有好处,避免局部、某时段温度降低造成的锌渣不均匀沉降,有利于改善三辊的粘渣,延长换辊周期,提高作业率;原因是:向锅内加锌锭时,锌锅温度会在局部降低,进而影响其他区域,Fe在合金液中的溶解度与温度有着直接的关系,温度降低溶解度降低,合金液由不饱和变成饱和,由饱和变成过饱和析出,形成渣子下沉至锅底,有的附着在沉没辊、稳定辊上形成粘渣;加锌锭的部位的底渣厚一些,锅壁凝结也严重一些;(2)向预熔锅中加锌锭时要从两个部位交替加入,不要一次将锌锭浸入合金液太多,分多次浸入,间隔时间稍长一些,待液面以下的锌锭完全熔化一定时间后,再进行下一次加入;同时,要保持锌锅液面高度相对稳定,不能忽高忽低;由于合金液的腐蚀能力很强,尽管下斜槽下部的浸入管是耐腐蚀的合金材料316L,时间长了也会腐蚀穿;一般机组投产前期液面控制低一些,几个月以后根据腐蚀情况再提高液面,可延长浸入管的使用寿命;当浸入管较短时,切记液面不能接近更不能浸过浸入管,以免合金液腐蚀碳钢材料的下斜槽,那样会很快腐蚀穿,造成危险;8)捞渣作业镀铝-锌-硅机组锌锅底渣较多,要定期捞渣,不能因赶产量而长时间不捞渣,要形成制度,生产组织、生产计划、检修计划安排要考虑这一重要因素,这是该类机组的规律,不能违背,否则就要吃亏;(1)捞渣的原因;前面讲过镀铝-锌-硅机组锌锅底渣较多,长时间不捞渣,底渣在锅底沉积很厚,甚至渣子接近沉没辊,沉没辊粘渣会很严重,使用周期很短,产品质量下降;同时,合金液中铁含量很高,锌液流动性变坏,镀层重量增加会提高,镀层缺陷会增加;其次,底渣沉积很厚,渣子会进入感应提喉口和熔沟内沉积,使熔沟截面变小,工作效率下降,严重时感应体工作产生的热量不能通过熔沟合金液传出,熔沟热膨胀,导致熔沟破裂漏锌,感应体报废;(2)捞渣工具和捞渣方法;a)用专用捞渣器捞渣——气动开合震动抓斗式捞渣器;b)捞渣前适当降低锌锅温度590℃,铁过饱和,使铁与AL 、Zn的合金以渣子的形式析出下沉,降低合金液中的铁含量;c)按从前到后的顺序捞渣,最后捞不到时,用钢板、钢管、链条焊接的工具把下斜槽后面、锌锅四周、四个角落的底渣聚拢到便于捞取的地方;d)捞渣器用锅面吊车吊着,捞渣器第一次下锅时要慢下,进行预热,抓斗开合数次,开合灵活后,打开抓斗落入锅底;打开震动器震动片刻后,合拢抓斗,把捞渣器慢慢提起,出液面后停留一段时间,把锌液充分淋干后移出锅面打开抓斗倒入锌渣槽;e)每次捞渣后,用铁铲子清理锌锅四壁凝结的渣子,并清理每个感应体的喉口结渣,用铁耙子扒出喉口内沉积的渣子,再用铁棒分别插入每个感应体的熔沟中搅拌,感应体设置高功率冲刷,把熔沟内的渣子冲刷出来;如果熔沟内渣子沉积比较严重,可以用瓶装氩气接一长钢管插入熔沟,打开气阀吹扫;f)捞渣结束后,向锌锅中加入锌锭,使液面升至规定液位,重新设置锌锅温度600℃,待液位、锌锅温度满足工艺要求时,按正常操作程序下沉没辊、锌锅穿带准备生产; (3)捞渣周期a)一般连续生产10-15天捞一次底渣,或生产5000-7000吨捞一次底渣,捞渣安排要和换辊、检修结合起来考虑,不能绝对;捞渣太勤也不是好事,捞渣会造成合金液浪费; b)根据经验每次捞渣可捞出4-5吨底渣;9)锌锅穿带作业铝-锌-硅合金液对铁的腐蚀是很快的,的钢带在合金液中20多分钟就可以腐蚀断,在合金液中浸泡20分钟的钢带即使不断也会因机组加张而断掉;1 锌锅穿带前准备要充分,焊接工具、材料、人员要全部到位后再进行穿带;2 穿带料厚度不小于;活套内要有足够的套量供带钢点动;3 焊接过程较长时,停止焊接把带钢从锌锅中拉出5-6米,然后继续焊接;焊接方法采用钢捆带对折把带钢的头尾夹在中间,用焊机点焊,如此不少于三道;焊好后立即拉紧,再点动出一段带钢后,减小工艺段张力设置,机组加张间断运行;10分钟点动一次;4 最好采取先把三辊六臂和前后气刀安装就位,然后进行锌锅穿带;这样可以节约很多时间,减少带钢在锌锅的时间和点动次数;10锌锅内辊子的粘渣控制1 因为镀铝-锌-硅锌锅产生的渣子比普通镀锌多,沉没辊、稳定辊粘渣是很正常的现象;所不同的是辊子上粘渣很快、很厚,沉没辊使用5-6天后,带钢经过的区域厚度达到20-25mm,很致密,辊子两端带钢不经过的区域厚度较厚度达到30-35mm,较疏松;带钢稍微左右跑偏时边部会出现浪边,所以,换新辊子时要先安排生产宽规格1250-1200mm的产品,生产3-4天后再安排生产窄规格1000mm的产品,这样可以延长辊子的使用时间,延长换辊周期,提高作业率;2 后稳定辊易粘渣,前稳定辊轻一些,后稳定辊粘渣的特点是,带钢经过的辊子区域中间厚,两边薄,辊子呈腰鼓形;稳定辊两端部没有带钢经过,粘渣又很厚,端部辊面带排气孔时更严重,排气孔会全部被堵死,厚度达30-35mm;3 新沉没辊、稳定辊表面要光滑,进行磨床加工;与普通镀锌沉没辊不同的是辊面没有沟槽,为光辊;辊子越粗糙越容易粘渣;4 处理事故掉出前稳定辊时要把辊面清理干净,否则板面会有鼓包;5 后稳定辊呈腰鼓形后,出锅后带钢板面中间瓢区,气刀靠不上,镀层厚,板面锌花不一致,色差大,观感不好,这时就要换辊了;如果换辊不具备条件,原料板型较好,可以退出前稳定辊,出锅带钢板形比投入稳定辊还好一些;6 生产中要加大刮沉没辊、后稳定辊的次数,每2小时刮一次;改善后稳定辊粘渣的方法是,适当加大锅区张力,稳定辊压入深度加大;锌锅温度要稳定,不要低于600℃;11 镀层重量的控制1 AL-Zn-Si合金的比重,Zn的比重,小近一倍,同样的镀层厚度镀层重量减小近一倍;目前,镀锌企业镀锌量控制较低,一般控制在60-70g/m2,对应的镀AL-Zn-Si镀层应为30-35g/m2;但目前AL-Zn-Si镀层厂家均控制在25- 30g/m2,有的厂家甚至控制在20g/m2左右;2 镀层控制方法与普通镀锌基本一样;不一样的是,在辊子粘渣不严重的情况下,的气刀风压就可以获得25g/m2的镀层量,太高的风压会造成严重的飞溅,因为AL-Zn-Si合金的比重小很多;3 在其他条件不变的情况下,获得低镀层量关键要控制出锅板形;但是有一种非常规、不太可取的方法是:适当降低锌锅温度590-595℃,其他情况不变,可以有效的降低镀层量,试验证明是有效的;原因是:锌锅温度降低,Fe的溶解度降低,Fe会变成锌渣析出,AL也会因进入凝固温度区域而结晶析出,AL含量降低,两者均有改善锌液流动性的作用,流动性提高同样的气刀参数情况下,镀层量就会降低;这种方法会带来很大的问题,长期这样,AL在锅壁结晶析出,Fe形成底渣沉于锅底,底渣增多,辊子粘渣严重,感应体高功率工作的时间减少,感应体喉口、熔沟沉积渣子并堵塞的危险性增大;12 三辊六臂更换后的处理1 三辊六臂吊出后,要趁热用锤头和钢钎敲击辊面,可以大块去除较厚的粘渣层,外层凝固不要紧,内层与辊面接触的还不会凝固,一般出锅后40-50分钟内很好剥离,一旦内层也凝固后就不容易清理了;支臂上的粘渣更容易清理;沉没辊内壁也可以用较长的钢钎清理;2 趁热把轴瓦、轴套处粘的渣子清理干净;固定轴瓦的合金棒趁热取出;稳定辊的排气孔用钢钎冲开,把稳定辊内的合金液流出;3 拆下三辊六臂,放在酸槽内酸洗,这样很快就可以洗干净;如果不趁热清理干净,辊子很难拆下来,并且在酸洗槽中泡4-5天还洗不干净;辊子洗干净后, 要先在车床上少量车削,检查辊子是否弯曲、变形、偏心、跳动,否则要重新校正,然后上磨床修磨;弯曲变形严重就要报废,否则辊子下锅后不转;所以新辊子下锅前一定要预热;13 三辊六臂的组装与预热1 为了防止辊子左右串动造成在一端卡死不转,在辊子两端的支臂上焊有防串装置,组装时要留出辊子膨胀间隙10-12mm;2镀AL-Zn-Si锌锅温度较高,与室温辊子的温差较大,此类机组一定要配备三辊六臂烘箱,下锅前一定要预热,预热温度为500-550℃;换辊前4-5小时提前加热,逐渐升高设定温度,保温1-2小时;烘箱最好是可移动式,避免吊出烘箱后长时间吊运降温较多;14 锌锅下斜槽1 由于镀AL-Zn-Si锌锅温度较高为600℃,Zn的熔点为419℃,在锌锅下斜槽内的合金液面上,生产中会有锌被汽化成为锌“蒸汽”,锌“蒸汽”随气流向上,在较低的环境温度下,在下斜槽、热张紧辊室凝结成“锌灰”沉积;经验表明,连续生产一个月后下斜槽内和液面上沉积的“锌灰”量有几十公斤;2 镀AL-Zn-Si下斜槽与普通镀锌不同,在两侧面液面以上各留有一个可以开闭的清灰孔;必须每月清理一次下斜槽和液面上“锌灰”,可以安排在捞渣时清理;3 为了减少“锌灰”进入炉内,镀AL-Zn-Si下斜槽上部设置一对上、下翻板,翻板可以打开和关闭,生产中一对翻板关闭,可以防止锌“蒸汽”上行进入炉内附着在钢带上影响镀层的附着性能;穿带时打开翻板,使钢球落入锌锅;在一些机组上还在下斜槽内布置电加热辐射管,防止锌“蒸汽”凝结;“锌灰”中有一部分是氧化锌;下斜槽中通入精氮,不要通入掺有氢的保护气体,因为氢会使液相和固相界面的表面张力增大,影响合金液对钢板的浸润性,合金液对钢板的浸润性是热镀的先决条件和必要条件;5、镀后冷却与锌花控制1镀层组成:富铝的树枝晶、富铝树枝晶间铝-锌共晶相、针状富硅相、合金层四个部分组成;2富铝树枝状晶是镀层结构的主体,占镀层体积的80% 左右;其次是树枝晶间隙的铝-锌球团状共晶,占20%;再次,是树枝晶中间的针状富硅相;然后,就是镀层与钢基结合部位的合金层;3冷却速度镀铝-锌-硅带钢出锅后,要求快速冷却,冷却速度30-40℃/min,目的是控制富铝树枝状晶体长大锌花长大,较大的富铝树枝状晶体破坏了镀层优良的耐腐蚀性能,必须快速冷却,控制锌花长大;所以,镀铝-锌-硅带钢出锅后的气刀上方,设置一套可移动的垂直变频调速快冷风机箱;生产时像行车一样开进带钢运行线,断带、停机、停产、换辊、捞渣时开出带钢运行线;4希望锌花大一点,可以减小变频器频率减小风量、减小冷却速度;反之,可以增大变频器频率增大风量、减小冷却速度;5带钢出新锅温度600℃,出快冷风机温度为420-380℃,带钢到冷却塔第一个转向辊低于300℃,带钢进水淬温度150-180℃,出水淬带钢温度低于40℃;6、光整光整机有三种作用:一是改善表面光洁度;二是镀AL-Zn-Si对炉内气氛、脱脂质量要求很严格,经常会出现针空漏镀现象,通过光整对镀层压延弥合针空;三是一定程度地消除屈服平台,改善机械性能;光整机是镀AL-Zn-Si机组必备的工艺设备,不象普通镀锌机组的光整机的作用;三、铝-锌-硅合金液的浸蚀机理、镀层结构分析、底渣的物相分析参考文献1、实验条件镀液成分:AL55% ,% ,%1)钢板:普通低碳钢C: %冷轧退火钢板2)试样:801103)浸镀温度:600℃4)浸镀时间:分别为2、10、20、30、40、50min5)设备:锌埚电阻炉2、实验过程1试样前处理、干燥称重、碱洗除油、、酸洗除锈、涂覆助镀液并烘干;2热镀过程中需对镀液进行搅拌,以增加浸蚀效果;3实验结束后,用盐酸洗去试片上的铝锌硅镀层,干燥后称重;4利用电子扫描显微镜对铝锌硅镀层全貌及截面处微观结构进行观察;5通过能谱附件对镀层微观组织中不同相进行了微区成析;6利用X射线衍射,对热镀过程产生的底渣进行了物相分析;3、实验结果与分析1铝锌硅镀层对钢板的浸蚀试样平均减薄速度与浸镀时间之间大致呈线性关系;2分钟时试样没有减薄反而增加了,2分钟后开始减薄;大致7μm/min;这说明2分钟内和2分钟外的腐蚀机理不一样;(1)Fe、AL首先反应生成液相合金层;(2)富铁合金层被冲刷走,离开试样达到平衡;(3)AL,Si与进入镀液的Fe反应生成底渣;(4)浸蚀后板面凸凹不平,30分钟的试样出现了穿孔,边部参差不齐;结论:点蚀与均匀腐蚀共存,点蚀的危害更大,生产中停机时应避免断带;2镀层微观结构与微区成分1 镀铝-锌-硅钢板表面很平坦,没有镀锌一样的锌花和由结晶产生的不平,没有捷径形成的结晶学表面,已而反射率高;2截面微观结构a)镀层组成:富铝的树枝晶、富铝树枝晶间铝-锌共晶相、针状富硅相、合金层四个部分组成;b)富铝树枝晶是镀层结构的主体,占镀层体积的80% 左右;其次是树枝晶间隙的铝-锌球团状共晶,占20%;再次,是树枝晶中间的针状富硅相;然后,就是镀层与钢基结合部位的合金层;3底渣的X射线衍射物相分析(1)底渣中的重要成分是AL、Fe、Si;(2)控制底渣量关键要控制镀液中的铁含量;(3)减少浸镀时间,保证表面清洁,清洗干净;四、热镀过程的物理化学机理和热力学原理热镀的过程就是液相和固相间浸润和液相在固相表面上漫流的过程;合金液对钢带的浸润性与固液两相间的表面张力有关,固相钢带的清洁度和表面化学附着物如氧化膜、硅酸盐膜等,使固液两相间的表面张力增大;还与合金液的流动性有较密切的关系,流动性又与合金液的温度存在着密切的关系,合金液温度越高流动性越好,表面张力减小,也就是说合金液温度越高,液相与固相间的表面张力越小,浸润性越好;液相在固相表面的漫流是固相金属原子溶解与固液两相金属原子相互扩散的过程;液相在固相表面的漫流速度与固液两相间金属原子溶解、扩散反应速度有关,固液两相间金属原子溶解、扩散反应速度又与反应产生的合金相和热动力决定的,也就是说固液两相间金属原子溶解、扩散反应的动力是固液两相的温度;固液两相温度越高金属原子的扩散反应越快,但是固相金属原子的溶解反应也越快,即铁溶解于合金液的越快,这是与我们的愿望相反的;。
连续热镀锌退火炉温度控制数学模型及优化

C cl 模型参数
N
常量参数
TG c 冷却气体温度 T JC F FB 模型控制时间 RB im in 风机转速下限 Rb im an 风机转速上限
3. 615
2 135 20se c 180rpm先, 表 3 参 数需要 进行初 始化设 定。 然后尝试进行反馈控制。
现代电 力系统的 运行越来 越依赖 于信 息, 因此, 电力系统需要管理两种架构, 一种 是电力系统架 构, 另 一种是信 息系统架 构。 随着通信技术和网络技术的不断发展, 电力 控制系统和信息系统应用越来越多, 电力系 统通信协议的标准化, 使得信息通信更容易 受到 # 黑客 ∃的攻击, 这对电力控制系统和数 据网络的安全性、可靠性提出了新的挑战, 很
1 前言
涟钢冷轧热镀锌生产线是生产高档次建 筑板、家电板、汽车板等高附加值产品的生产 线, 是涟钢产品结构调整的重点工程, 此生产 线采用的是卧式退火炉, 卧式退火炉是连续 热镀锌生产线中的关键设备, 它对产品的质 量影响至关重要。退火炉的温度控制直接影 响到镀锌板的粘附能力及表面质量, 同时合 理控制退火炉温度可以节约能源, 降低生产 成本。为了解决这些问题, 我们需要建立起 一个动态的数学模型, 此数学模型能够动态 地调节, 反馈现场实时温度, 利用此动态数学 模型适应学习功能, 从而使带钢温度精度控 制更加准确, 这样有利于带钢板形的控制, 对 带钢表面质量有很大的改善。动态模型描述 板温偏差与煤气流量、带钢速度、冷却风机转 速等之间的关系, 利用多元回归分析法来自 学习模型系数, 使实际 带钢温度 响应快、稳 定、准确。
其中: y( t) = T S( T ) - T Save u( k) = DVF ( FL ( k) - F lave) 其中: y( t) : 在抽样时间 t时 y( t)的实际值; u( k) : 在抽样时间 t时 y( k)的实际值; FL( k) : 在抽样时间 k的实际煤气流量; d: 空载时间 ( 常量 ); DVF: 炉子温度的微分 ( 常量 ) ; TSave: 在正常运转情况下, 带钢 的平均 温度值 ( 常量 ); FLave: 在正常运转情况下, 煤气流量的 平均值 ( 常量 ); a1, bi: 热镀锌模型参数 ( 常量 ) 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
寿命 , 因此 , 理 控 制 无 氧 化 加 热 过 程 是 十 分 必 合
要 的
2 综 合 分析
1 退 火 工 艺 特 点 2 1 理 论 基 础 .
目前 国内普 遍 使 用 的热 镀 锌 退 火 炉 包 括 五 部 分 , : 热 段 、 氧 化 加 热 段 、 射 管 加 热 即 预 无 辐 段 、 却 段 和 热 张 紧 辊 段 。 预 热 段 利 用 后 面 部 冷
一
C O气 氛 中 是 发 生 氧 化 作 用 还 是 发 生 还 原 作
用, 取决 于 C , C O 和 O的相对 含量 , 就 是 ( O) 也 C /
( O ) 比值 , C ,的 而不 是 它 们 的绝 对 值 。实 际 应 用
分产 生 的 高 温 废 气 对 带 钢 进 行 预 加 热 处 理 , 使
热量 可 以得 到 充 分 利 用 。无 氧 化 加 热 段 采 用 燃 烧 焦 炉 煤 气 对 带 钢 进 行 明 火 加 热 , 时 烧 掉 带 同
钢表 面残 留油 脂 , 获 得 表 面 未 被 氧 化 的 清 洁 以
生 产 中 , 氧 化 加 热一 般 使 用 焦 炉煤 气 燃 烧 无
进 行加 热 。焦炉 煤 气 中的惰 性 气 体 含 量 很 少 , : N 和 C 含 量 共 8 ~1 % , O % 6 因此 焦 炉 煤气 的发 热
量 很高 , 1 9 为 58 0~1 4 J n , 冶 金联 合 企 7 10 k/ l 是 业 重要 的燃 料来 源之 一 。 焦 炉 煤 气 成 分 主 要 包 括 C C H 、 O、 O 、 C
入 锌 锅进 行 表 面 镀层 。 其 中 , 氧 化 加 热 对 带 钢 表 面 质 量 影 响 最 无
为重 要 , 接 影 响 镀 后 锌 层 的 粘 附 性 和 表 面 锌 直 花 状 态 。在 加 热 时 , 旦 带 钢 表 面 被 重 度 氧 化 , 一 就 很 难在 后 面被 还 原 , 镀 锌 后 , 层 粘 附 性 大 经 镀 大 降低 , 至 脱 落 , 接 影 响 到 产 品质 量 和 使 用 甚 直
,
具有 独特 的 3 艺特 点 , - . 对无 氧化 加 热环 境进 行 了理 论 化 学分析 , 结合 梅 钢 实际情 况进 行 并
计 算分析 , 最后 通 过 实 际生产 经验得 出论 文观 点。
关键 词 : 热镀 锌 ; 火炉 ; 退 无氧化 加 热
பைடு நூலகம்
、
A n l ss o o o d z to Te hn l gy o ntnuo s a y i n N n— xi i a i n c o o f Co i u
进 行 冷 却 以达 到 所 需 镀 锌 温 度 。 热 张 紧 辊 段 内 有 一 组 张力 辊 为 带 钢 前 进 提 供 张 力 并 使 带 钢 转
‘
燃烧 后 的废 气 中应无 0 剩 余 , 有少 量还 原性 气体 C H O、 剩余 , 即为 不 完 全 燃 烧 , 时空 气 过 剩 系 此 数小 于 1 。废气 中的 N 为 惰性 气 体 , : 不参 加 与 带
腐蚀 防 护作 用 , 而热镀 锌 镀层 因其 耐腐 蚀性 强 , 成
本较 低 , 镀层 厚度 和表 面状 态都 能 得到 较好 控制 , 最 近几 十年得 到 了较 快 发 展 , 镀 锌 钢 板 在 汽 车 热 制造 、 电生 产 、 筑 交通 等领域 都 有着 广泛 的应 家 建 用 。其生 产工 艺 主 要 包 括 : 卷 焊 接 、 面 清 洗 、 开 表 加热 退火 、 锌层 控 制 、 后冷 却 、 镀 平整 拉矫 、 学处 化 理及 涂油 卷取 , 中加 热 退 火 是 影 响产 品质 量 的 其
H 0、 H 、 H 、 0 、 C N 。经 完 全 燃 烧 后 , 气 气 体 烟
成 分主 要 为 C H 0、 O 、 N 。为 实 现 无 氧 化 加 热 ,
带钢 。辐 射 管加 热 段 利 用 辐 射 管 烧 嘴燃 烧 煤 气
提供 的热 量 加 热 带 钢 , 达 到 退 火 温 度 对 带 钢 以 进 行 退 火 处 理 , 内充 有 氮 氢 保 护 气 体 防 止 带 炉 钢 氧 化 。冷却 段 通 过 喷 吹 氮 氢 保 护 气 体 对 带 钢
21 0 0年第 6期
梅 山科技
・ 1・ 4
连续 热 镀 锌 退火 炉 无 氧 化 工艺 分析
李 凯 ( 山钢铁 公 司冷轧厂 南京 梅 摘
一
20 3 ) 1 0 9
要 : 续热镀 锌机 组是 目前应 用 最广 的 生产线之 一 , 中的 无氧 化加 热是 关键 工 艺之 连 其
钢 的反应 。在 高 温 下 , 述 尾 气 中能 与带 钢 发 生 上
反应 , 生 氧 化 铁 皮 的烟 气 主要 是 C 和 H 0, 产 O
・
4 2・
梅 山科 技
21 0 0年第 6期
反应 方程式 如下 :
Fe+ CO2 F 0 + CO e F e+ H2 F 0 +H 2 0车 e
H otd p a v nii - i G l a zng Ann a i r c e lng Fu na e
LiKa i
( od Rol g Pa to i a r n& Se lC . Na j g2 0 3 C l ln ln fMes n Io i h te o , ni 1 0 9) n
K e o d h td p g l a zn a n ai g f r a e; o — x dz t n h ai g y w r s: o — i av nii g; n e ln u n c n n o i ia i e tn o
对 钢铁制 品进 行镀 层 处理 可 以起 到 良好 的耐