发那科全电动注塑机综合样本
Fanuc电动注塑机成型条件设定与调整

毛頭之消除, 80%可由模具改善, 20%由成型條件改善, 但由成形條件改善會有毛頭或流延
22
7.射出時間的確認
7.1.切換到保壓時,要進行 位置切換 時的射出時間的確認.確認
實際射出時間比己設定的最大射出時間短.
• 如何讓成型更穩定
3
目標
• 正確的初始設定條件: 糾正隨意甚至錯誤的初始設定
• 合理細致的調整方法: 品質提升
• 如何讓成型更穩定: 均質提升
4
1.溫度條件的初始設定
5
1.溫度條件的初始設定
1.1.依各種塑膠材料廠商提供的成型溫度范圍設定
先設定在上下限的0.618處 #13畫面
參考表
樹脂名稱 噴嘴℃ 料筒前℃ 料筒中℃ 料筒后℃ 干燥溫度℃ 模具溫度℃ 背壓Mpa 旋轉數min-1
–注意 – 本設定只是射出條件設定的基本標准.要注意的是,由于樹脂.模
具.其他注塑條件等的不同,調整射出條件.
8
2.計量條件的初始設定
For LCP, 100 ~ 200 is remended
For LCP, 10 ~ 15 is remended
9
2.計量條件的初始設定
2.1.TURN ON
20
5.注料不足的消除
5.1.在最小緩衝量處在比射出保壓切換位置小的狀態,且注料不足時,請一邊注視
著注塑品一邊逐漸地增加計量位置,以使最小緩衝量殘留3~5mm左右.且直到
注料不足消除為止
5.2.在最小緩衝量處在比射出保壓切換位置大的狀態,且注料不足時,請將最大射出 壓力增大到 10 MPa左右. For LCP, 一般約為30 ~ 40 Mpa; 不建議超過50 Mpa;
发那科注塑机资料共134页文档

41、俯仰终宇宙,不乐复何如。 42、夏日长抱饥,寒夜无被眠。 43、不戚戚于贫贱,不汲汲于富贵。 44、欲言无予和,挥杯劝孤影。 45、盛年不重来,一日难再晨。及时 当勉励 ,岁月 不待人 。
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪ห้องสมุดไป่ตู้
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
134
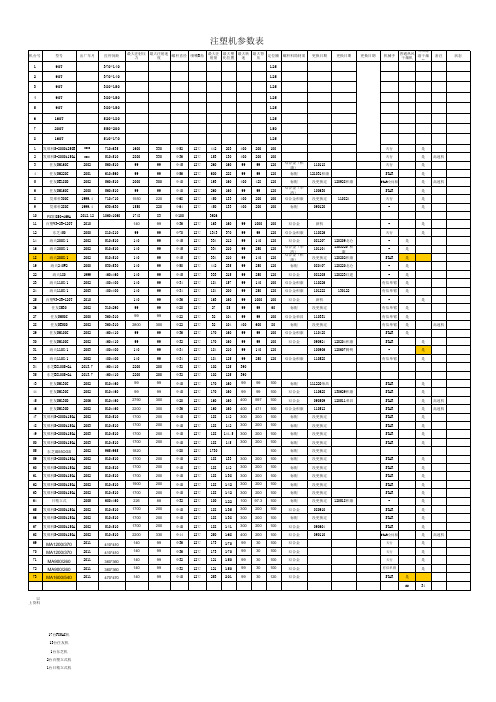
注塑机参数及状态一览表
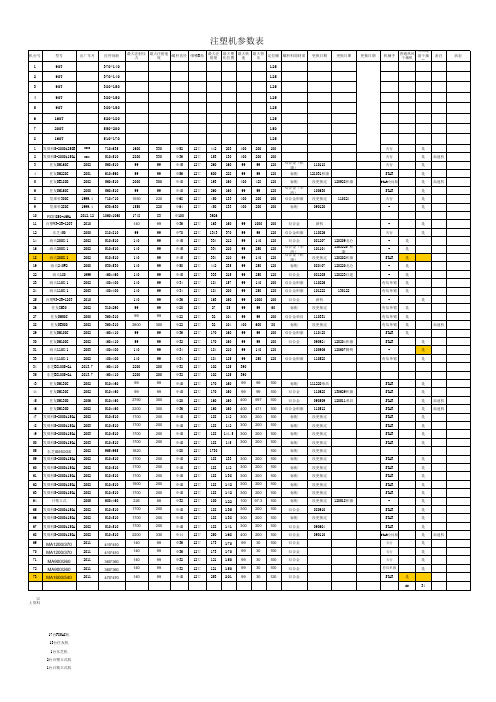
90T 90T 90T 90T 90T 160T 200T 160T
发那科S-2000i250B 发那科S-2000i150A 住友SH160C 住友SH220C 住友SE180D 住友SH160C 发那科300C 发那科280C PZⅢ850-i69A 百塑V3-2R-120T 东芝450 海天200X/1 海天200X/1 海天200X/1 海天240W2 海天180 海天110X/1 海天110X/1 百塑V3-2R-120T 住友IM30 住友SH50C 住友SE50D 住友SH100C 住友SH100C 海天110X/1 海天110X/1 东芝EC100S-2A 东芝EC100S-2A 住友SH130C 住友SH130C 住友SH130D 住友SH130D 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 东芝IS55OGS 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 日精立式 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A
STAR 天行 -
100 120 120 120 120 120 120 100 120 100 60 100 80 100 100 120 120
双合金 双合金积康 双合金 双合金(华鸿) 双合金(积康) 标配 双合金 双合金积康 双合金积康 双合金 标配 双合金荣昌 标配 双合金积康 双合金
新机 110826 081207 101104 没更换过 080407 081205 110226 101222 新机 没更换过 110331 没更换过 110428 090924 100906 120204积康 120607腾明 130122 120209北仑 1303320 积康 120202积康 120220北仑 120223红建
发那科注塑机维修说明书

发那科注塑机维修说明书FANUC发那科注塑机伺服器报警1故障维修,过电压,检查三相电源线。
检查断路和制动电阻,检查应用程序,欠电压,检查三相电源线。
过电流,检查是否有机械堵塞并确保电机是目前使用的适当尺寸。
,检查电机连接和任何相位或相位短路,检查电机电缆的长度和类型使用。
确保电源滤波器未连接到发动机!速度回路FBK错误检查速度环路的连接两侧连接器驱动电机。
PTC电机报警检查PTC连接电缆。
如果警报仍然存在,请禁用驱动器,删除来自电机的电源并使驱动器断电(24VDC) 。
从中取出PTC连接器驱动,短路PTC(连接PTC+)和PTC-)在同一个驱动器端子块上。
为驱动器供电(24VDC)。
如果报警持续存在,驱动器处于故障状态,或PTC电机处于故障状态。
在测试结束时,取下PTC短路连接)。
电源模块每个故障的故障原因及其解决方法如下:1、两个intern是内部错误,要返回厂家维修2、Antivalence-encoder:是编码器故障,检查是否连接编码器,或者编码器线是否断开或者接触不良;3、Encodercounting:编码器计数错误(通过N相信号来判断),检查编码器的屏蔽线是否接触良好,还有就是把编码器线分开走线,提高抗干扰性,也就是说是干扰的问题,屏蔽网要两头都要接金属外壳体,如果还是有问题,请返回厂家;如果现场干扰很严重,那么可以把电流环的encoder increments/resolution设置为0,不让N相信号进行计数,也可以让电机运行,但是会造成电机实际电流缓慢增大,导致烧毁电机,所以还是要找到干扰源,彻底解决干扰的问题。
4、Masterconder:也是编码器故障,也就是驱动器上的Masterconder 接口有问题检查,如果还是出现问题,请更换主编码器;5、Driver temperature:驱动器温度过高>80。
C,请保证控制柜通风正常,以便让驱动器良好散热;6、Logicvoltage:控制电压(逻辑电压)过低180V,驱动器的电机电源是否电压过高(电源模块的问题)7、Busundervoltage:主回路电压过低。
发那科全电动注塑机参考资料

发那科全电动注塑机参考资料注塑机是现代工业中不可缺少的设备之一,它主要通过将熔化的塑料高压注入模具中制造出各种各样的塑料制品,包括塑料家居用品、塑料零件、玩具、汽车配件等。
而发那科全电动注塑机则是现代注塑机发展的一大趋势,因其具有低噪音、高效率、节能环保等优势而备受注塑行业的青睐。
本文将从发那科全电动注塑机的基本结构、技术特点、应用范围等方面进行介绍和分析,旨在为读者提供一份全面的参考资料。
基本结构发那科全电动注塑机与传统的液压注塑机相比,最显著的区别就是其不再使用液压系统,而是采用全电动系统。
其基本结构主要包括机身、注射部分、型腔和模具部分、以及控制系统。
1.机身机身是注塑机的主体部分,其外观一般采用铝合金、镁合金等金属材料,以保证机身的坚固和耐用性。
发那科全电动注塑机采用的是全封闭式设计,除了安全门和排气口外,其他部分基本上都被罩住了,以保证生产过程中的安全性和环保性。
2.注射部分注射部分包括供料系统、螺杆、加热器、喷嘴等组成,主要完成对塑料原料的熔化和注塑过程。
发那科全电动注塑机的注射部分采用全电动伺服系统,相比传统液压系统更加智能化,能够根据需要调整注塑压力和速度,实现注塑过程的全程控制。
3.型腔和模具部分型腔和模具部分是注塑过程中最核心的部分,也是影响注塑品质和生产效率的关键因素。
发那科全电动注塑机采用的是高精度的双机械手抓手操作技术,可在约0.6秒的时间内完成模具的取放、定位和调整等工作,大大缩短了模具更换的时间,提高了生产效率。
4.控制系统控制系统是整个注塑机的“大脑”,控制着注塑过程中各个部件的运行状态和参数设置。
发那科全电动注塑机的控制系统采用的是PC机控制技术,具有模块化设计和各种故障保护功能,大大减少了维修成本和故障率。
技术特点1.动力系统发那科全电动注塑机采用全电动伺服系统,与传统的液压系统相比,具有响应速度快、能耗低、噪音小等优势。
2.省能环保全电动注塑机在能源利用方面比传统液压注塑机更加节能环保,不仅可以减少能源消耗,同时还可以降低废气排放和噪声污染。
发那科注塑机资料全

1. 射出成型机射出成型机是将塑料原料在熔解的状态下高压射入模具,待塑料冷却凝固后再打开模具,将成型品取出的机器。
为了追求塑料制品的高精度、高效率的大量生,目前,以轻薄短小见长的射出成型机在射出成型工业中已逐渐流行起来。
以下,就上述特点和应用围展开论述。
1. 1 全电气式射出成型机的特征1.考虑经济实用的合理设计.低价格:全电气式射出成型机通过软件的改造,能够进行复杂的控制。
.节约能源:运转费用低,与油压机相比,其电力消耗仅占1/3。
.高功能:该机拥有强大的人工智能。
.高信赖性:其控制装置具有很高的可信度,机械构造具有高刚性的特点。
.无污染:无噪音,不使用机油。
2.使用AC伺服马达(数字控制)AC 伺服马达能够精确设定ROBOSHOT 的各轴的速度和位置。
速度控制的最小单位为0.1mm/s,位置控制的最小单位0.01mm。
[用AC伺服马达的控制轴总共有4根轴]:1. 射出轴2. 螺杆回转轴3. 锁模轴4. 顶出轴[使用齿轮马达的控制轴总共有2根轴]:1. 射出座(喷嘴接触)2.模具厚度的调整[成型塑料]塑料可分为热塑性树脂和热固性树脂。
同时,热塑性树脂又可分为结晶性树脂和非结晶性树脂。
使用塑料原料时一定要很好了解树脂生厂家的树脂特性。
1.热塑性树脂:加热以后软化流动,将其冷却后又固化,再次加热又熔化为原来的状态,好象蜡一样,温度一高就熔化,冷却后又恢复还原成原有的状态。
2.热固性树脂:加热以后软化流动,在一定的温度下固化。
它跟鸡蛋一样,在一定的温度下硬化,而再次加热后却不会再软化熔融。
该树脂在加工成制品后失去了成型性,因而不能再生。
[塑料原料的主要用途和种类]1.精密成型品:照相机镜头,精密接插件,CD,精密齿轮,其他。
2.一般成型品:接插件,电子零部件,照相机外壳,家用电器部件及其它。
3.杂物成型品:废纸篓,塑料杯等日常用品,塑料模特儿,其他。
1.聚苯乙烯(PS):非常通用的透明树脂。
用于盒式日常用品。
FANUC 机器人搭配注塑机取件介绍

ROBOT CNC机械结构控制伺服1956(昭和31年)开发NC1974(昭和49年)开发机器人2003(平成14年)40年以上的NC 经验总出厂台数机器人:超过200,000台CNC:超过1,800,000台伺服马达线性马线切割机全电动式注塑成型机CNC 钻削中心FANUC Robotics (Coventry)FA & ROBOT手机外壳注塑机取件介绍 手机外壳注塑机取件介绍 • 运用 – 手机部件搬运 • 机器人型号 – M-6IB 85台 • 系统组成 – 注塑机,传送带 • 系统集成 – SFR • 工作节拍 – 5秒/件 • 最终用户 – 贝尔罗斯 – FOXCONN – 绿点等• • 使用优越性 – 高效率、稳定性高 关键技术 – 机器人高速可靠工作 – FANUC软浮动功能 – FANUC防碰撞功能 竞争对手 – 专机,人力 对于竞争者的优势 – 效率高、编程柔性好 成功的因素 – 可靠的技术支持 – 设备的良好使用性• • •SHANGHAI - FANUC LTDFA & ROBOT现场录像 现场录像人工插件机器人插件一对一方式SHANGHAI - FANUC LTDFA & ROBOTFANUC高灵敏防碰撞功能 FANUC高灵敏防碰撞功能 • Minimize damage of robot arm, gun and fixturePlateHSCD DisabledPlate thickness 1.2mmDetect collision immediately Enabled DisabledPlate2mm Steel PlateHSCD EnabledPlate thickness 1.2mmFA & ROBOTSoftFloat(软浮动) SoftFloat(软浮动)• 机器人跟随外力变化 • 通过软件功能代替机械浮动装置来减少系统成本机器人能根据外力进行软浮动Push out 需要机械式浮动功能Push out 淘汰机械式浮动功能•软件能够根据笛卡尔坐标进行调整 (XYZ)夹具置于 中心力 控制XY轴方向位置 通过水压推出 控制Z轴方向位置夹具安装到设备上不需要机械浮动SHANGHAI - FANUC LTD跟随压铸设备推力取件FA & ROBOT2D iRVision 2D iRVisionFA & ROBOT控制柜集成视觉系统 控制柜集成视觉系统集成的优点能够建立 简化的 紧凑的 智能机器人系统 出厂强化的处理器(没有PC)使得系统更加可靠。
发那科ROBOSHOT电动注塑机与快速简便启动工作单元

• 自动收集数据(无需任何人力操作),并具有备份功能
可以看到ROBOSHOT的数据
FANUC ROBOSHOT-LINKi
FANUC
ROBOSHOT-LINKi
移动终端
质量信息管理
•实现数据追踪和质量提升 •查究不良原因 •确认成型稳定性
11
時間
2017/10
一般控制
为了维持稳定成形 压力波形追踪控制
Screw Speed
Screw Speed
成形品 不稳定
粗密粗密 樹脂密度
充填状態 不稳定
不管计量的 粗密以同样 的速度射出
粗密粗密 樹脂密度
成形品 稳定
充填状態 稳定
根据计量的粗密 控制螺杆的速度
2017/10/27 12
計量 射出・保圧
普通控制
AI压力波形追踪控制
射出
保圧
根据设定压力 根据设定速度
射出圧力
射出速度
可以 切换
射出
追踪所记 忆的压力 波形
保圧 射出圧力
圧力・速度 圧力・速度
优势
時間
〇 出众的成型稳定性 可以抑制计量的波动而维持稳定成形。对于再生材料起到的作用更加明显。
〇 实现出色的再现性 通过调出登录的压力波形、实现再现性出众的成型。
绿色机器人的快速简便启动工作单元
伺服驱动前门
可移动式
小型精密零件的检查整列工序的自动化
插件成型的自动化
基本组成(机构部,机器人界面,机器人基本程序)包裹化 更好的支持机器人系统的导入
ROBOSHOT LINKi
ROBOSHOT-LINKi
• 对应成型工厂的国际化和大规模化的生产及质量信息管理工具
注塑机参数及状态一览表
50 发那科S-2000i150A 2003
55
东芝IS55OGS
59 发那科S-2000i150A
2002 2002
60 发那科S-2000i150A 2002
61 发那科S-2000i150A 2002
62 发那科S-2000i150A 2002
63 发那科S-2000i150A 2002
64
日精立式
410*410 410*410 360*360 360*360 470*470
1600 2800
99 99 2000 99 1550 1550 1748 140 99 140 140 140 140 140 140 140 140 99 99 2800 99 99 140 140 2200 2200 99 99 2790 2200 1700 1700 1700 1700 1820 1700 1700 1700 1900 1700 226 1700 1700 1700 2200 140 140 140 140 140
310*290 360*310 360*310 460*410 460*410 400*400 400*400 460*410 460*410 510*460 510*460 510*460 510*460 510*510 510*510 510*510 510*510 965*965 510*510 510*510 510*510 510*510 510*510 600*460 510*510 510*510 510*510 510*510
34
东芝EC100S-2A
2013.7
35
东芝EC100S-2A
2013.7
43
住友SH130C
2002
发那科注塑机讲义
不良品回収
良品按照模腔1 个1个分开回収
FA & ROBOT
检查时,连接器 位置的自动检出
iR Vision 系统的特征
①连接器吸附 溝的外形(红色框)
② 连接器(成型品) 外形 (紫色框)
合格 (PASS)
位置的自动补正
20mm
4mm
ショート
不合格 (FAIL)
可用于多模腔的判定 (此模为4模腔)
FA & ROBOT
精密计量3(射出前压缩)的效果
精密计量 1模4取出 ON
30模
VP位置
OFF
初期値
-0.05 mm
-0.10 mm
-0.15 mm
VP位置 初期値
-0.05 mm
-0.10 mm
-0.15 mm
FA & ROBOT
精密计量3(射出前压缩)的效果
依据峰值圧力,进行正确的良否判定
圧力大
开模・成型品取出・闭模
射出
直到射出开始,止逆阀前后端的压力差, 造成塑胶向喷嘴方向微小的漏出(前流)。
射出开始时的逆流 射出量变动的主要原因
闭锁动作
直到逆流阀完全锁闭,其过程中会产生 微小的逆流(回流)。
FA & ROBOT
逆流监视
•世界上首次在画面中显示逆流状况
•这个波形稳定的话,逆流也就稳定。 •三角形变小的话,逆流也随之变小。
削除对象气体 (6种暖化气体)
•二氧化碳 •沼气 •一氧化二氮 •代替氟利昂2种 (HFC,PFC) •六氟化硫磺
全世界 日本 美国 欧盟(EU)
: 5.2%削减 : 6% 削减 : 7% 削减 : 8% 削减
(1990年为基准 )
FUNAC注塑机主要参数
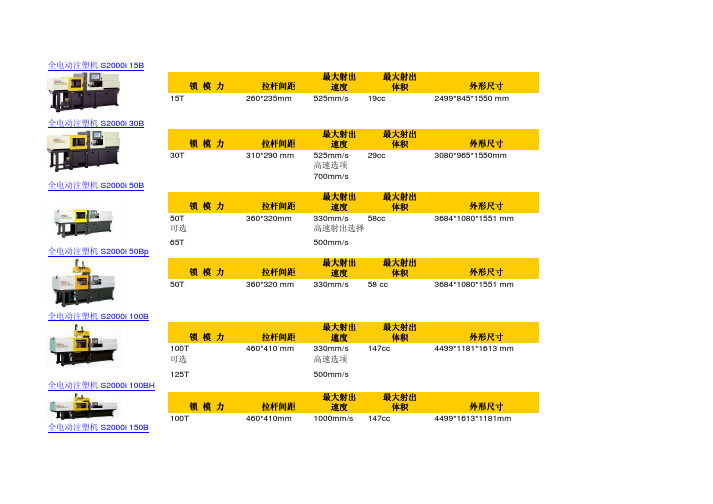
拉杆间距 310*290 mm
拉杆间距 360*320mm
拉杆间距 360*320 mm
最大射出 速度
525mm/s 高速选项
700mm/s
最大射出 体积
29cc
最大射出
最大射出
速度
体积
330mm/s 58cc 高速射出选择
500mm/s
最大射出 速度
330mm/s
最大射出 体积
58 cc
外形尺寸 3080*965*1550mm
330mm/s
最大射出 体积
147cc
最大射出 速度
330mm/s
最大射出 体积
442cc
外形尺寸 5600*1376*1799mm
外形尺寸 6548*1733*1942mm
拉杆间距 810*710mm
最大射出 速度
330mm/s
最大射出 体积
944cc
外形尺寸 7114*1818*1942mm
最大射出 速度
330mm/s 高速选项
500mm/s
最大射出 体积
147cc
最大射出 速度
1000mm/s
最大射出 体积
147cc
外形尺寸 4499*1181*1613 mm
外形尺寸 4499*1613*1181mm
锁模力
150T 可选
180T 全电动注塑机 S2000i 150B 小容量
全电动注塑机 S2000i 250B
全电动注塑机 S2000i 15B 全电动注塑机 S2000i 30B 全电动注塑机 S2000i 50B 全电动注塑机 S2000i 50Bp
锁模力 15T
锁模力 30T
锁模力 50T 可选 65T
FANUC全电式射出成型机规格单位参数射出单元螺杆直径

可選定特徵
解析度
萬用測定顯微鏡
廠牌:Mitutoyo精密量測儀器量具 機種型號:MF-A Series(規格連結)
規格 觀測用光管 量測軸 X、Y量測範圍 最大作業高度 傳輸/反射光照 雙筒望遠鏡 3軸向 100× 55mm 160mm 光源:鹵素燈泡(12V, 50W) 可調孔徑光照範圍 可調光源強度 內容
配載設備: 光學投影機
量測設備
外測分厘卡 依規格選定,有 50-75 mm 75-100 mm 100-125 mm 125-150 mm 液晶外測分厘卡 依規格選定,有 25~50mm, 0.001mm 0~25mm, 0.001mm
量測設備
高度規 300/0.01mm 萬能分度尺 18007
精密剛質塊規組 32 片
精密塊規組 陶瓷製
量測設備
電子天秤 三點式內測分厘卡 120mm 200mm
精密三角定規 12PC/set
量測設備
深度分厘卡 0-25mm 解析度0.01mm 工具顯微鏡 MF-510 TH
附表卡尺
液晶卡尺
量測設備
半徑規 0.5-13mm 26片
紅外線熱像測溫儀
鐳射測定儀 350*180*70mm
射出成型實驗室設備簡介
100年9月23日
目次
射出成型實驗室機台設備
1. 2. 3. 4. 5. 6. 7. FANUC S-2000ί 100B全電式射出成型機 HE-50 光學級全電式射出機系統 FANUC α-30ίA 全電式射出成型機 微射出成形機 高週波感應加熱器 配載設備 周邊設備
精密量測實驗室機台設備
MF-A Series
解析度(數位座標計量) 1μm
三次元量測儀
FANUC(法那科)电动注塑机模板原点方法

FANUC(发那科)电动注塑机模板原点方法
使用机型:FANUC ROBOSHOT S-2000I 50B
1.调模状态下,按下操作面板上的红色“自动锁紧”按钮。
红色自动
锁紧按钮
2.将后盖打开,将调模皮带按逆时针方向旋转到底,直到不能转动。
然后再顺时针方向旋转至白色记号处(皮带上的白色箭头与机器上的白色记号处对齐)
看此处调整
两处白色标记要对齐3.重启注塑机。
4.在重启的同时按住屏幕下方的左右两个角的安键不放。
直到完全启动。
5.进入维修菜单-原点设定-模板-执行;确定一下。
6.重启注塑机。
OK
注:在出现模具在正常操作情况下无法锁模的情况才可以进行模板原点。
收录制作:徐威(从事注塑管理及技术)
QQ:35575775
Email:xuwei97@
2009-2-24。
全立发250T注塑机说明书
全立发250T注塑机说明书
一、机器简介
全立发250T注塑机外形尺寸700mm×550mm×2200mm,重量约
2200KG。
是一台用于塑料成型制品的机器设备,主要用于塑料材料的
拉伸、凹压、剪切等加工,由主机、操作台和控制系统组成,主要控
制部件由发那科公司提供,具有稳定、快捷、可靠等特点,可适用于
日常塑料制品加工,现在已被广泛应用于电子、家用电器等各种行业。
二、注塑机主要技术指标
1.最大合模力:250T
2.主机最大功率:45KW
3.注塑时间范围:0.05-2S
4.最大合模板面:680×630mm
5.压杆行程:410mm
6.产品尺寸:300×300×400mm
7.定模压力:20T
8. 可操作温度范围:320℃
9.加热系统:16-20KW/380V/50Hz
10.合模操作方式:电动半机械驱动
11.螺杆转速范围:0-220 rpm
12.加料量:25KG/H-35KG/H
13.机器重量:约2200KG
三、全立发250T注塑机主要特点
1、优势稳定:全立发250T注塑机采用发那科技术,可靠性高,中温及高温范围内工作稳定性良好。
2、简单操作:该机器机组称重方便,操作简单,是一台用于加工技术稳定、质量高的模型机器。
3、结构紧凑:机器结构紧凑,可方便的搬运,布置更加灵活,方便生产加工,可实现手动或者自动化生产。
4、性能可靠:整台机器结构精良,采用专业电器元器件,特定控制系统,性能稳定可靠;使用寿命长,维护方便简单。
08节-薄壁产品注塑成型TWIM

第八节 薄壁产品注塑成型TWIM一、何谓薄壁注塑成型技术?薄壁注塑成型(thin -wall injection molding )技术也称为薄壁塑件注塑成型技术。
目前,关于薄壁注塑成型还没有统一的定义。
一种说法是,把其定义为流长与厚度比L/T ,即从熔体进入模具到熔体必须充填的型腔最远点的流动长度L 和相应平均壁厚T 之比。
L :Length 流动长度;T :Thickness 塑件厚度;L/T 也简称为流长比。
L/T 在100~150以上的注塑为薄壁注塑;另一种定义是,所成型塑件的厚度小于1mm ,同时塑件的投影面积在50cm 2以上的注塑成型。
还有学者把所成型塑件的壁厚小于1 mm 或1.5mm ,或者是t/ d ( 塑件厚度t ,塑件直径d ,针对圆盘型塑件)在0. 05以下的注塑成型定义为薄壁注塑成型。
目前,我们常碰到壁厚为0.35~0.65㎜的超薄产品。
由此可看出,要给出一个适合所有塑料原料和塑件形状的薄壁注塑成型定义还是比较困难的; 同时,随着技术的发展,薄壁注塑成型定义的临界值也将发生变化,它应该是一个相对的概念。
从模具的主流道到产品最远一点的流程L ,除以产品的壁厚t ,称为流程/壁厚比。
当L/t >150~300时,称之为薄壁产品。
如流程的厚薄不一致,可分段计算如图1示。
流长比L/t =L 1/t 1+ L 2/t 2+ L 3/t 3+ L 4/t 4图1 流程/壁厚比 一次即弃饭盒的流程135mm ,壁厚0.45mm ,流程/壁厚比=300;PC 手机电池外壳的流程38mm ,t=0.25mm ,流程/壁厚比=152。
薄壁注塑成型中的产品设计、模具设计、注塑机及材料选用(塑料的粘度及传热系数)均有要求。
常用材料的最大的流程/壁厚比:胶料名称流程/壁厚比 胶料名称 流程/壁厚比 胶料名称 流程/壁厚比 PP300:1 PA6 280:1 PC 80-120:1 PS/HIPS280:1 ABS 130-150:1 PC/ABS60-120:1 PPO-M100-140:1二、塑料粘度需求:薄壁注塑成型材料流动性要好,必须拥有大的流动长度。
Sumitomo全电动双射注塑机SE200D-CI说明书

SUMITOMO ALL ELECTRIC DOUBLE SHOT INJECTION MOLDING MACHINESumitomo has successfully shortened cycles compared to earlier machines, by improving per formance of mold rotating unit and mold opening-closing unit. Moreover, Sumitomo is helping to enhance productivity by increasing the standard clamp force to enable use with a wider range of molded products.Clamp force sensor is set on tie bar as standard of SEHS-CI. SEHS-CI has stable clamp force with closed loop control by using clamp force sensor.●Keep optimum clamp force.●Display actual clamp force on the screen for quality controlStable clamp force with clamp force closed loop controlN9 ControllerTough rotation stopper of high repeated accuracyA mold plate return signal unit (dual circuits) comes standard.ConnectororiginalNew mold protection Previousmold protectionFor customers who seek improvement …2Standard EquipmentN9 controllerN9 controller , which is 12.1 inch LCD touch panel. N9 controller has the latest technology and easy operation.●Various graphicsIt is easy to access the screen by large fonts. It is easy to set values because actual and setting values are shown at the same screen.Main items are set at the same screen.[OVERALL screen]Injection profiles display functions.[ANALYSIS screen]●One-touch changeover of 3 languagesStandard languages: Japanese, English and Chinese Options: Korean, French, German and CzechBecause of the difficulty in tightening internal bolts of the second mold and the complicated method for attaching molds, double-shot machines take more time to set up than single-color machines.Sumitomo has teamed up with clamp manufacturers KOSMEK and PASCAL to offer as an option a magnetic clamp connection circuit that is safe to use and reduces setup work to about half of what was required by conventional manual tightening. Sumitomo can also propose other ways than this to shorten setup time.Consult Sumitomo for more information.USB interface●SE-DU can store 200 molding conditions in machine. Moreover you can store molding conditions by USB memory.●You can save screen copy, logging data, setting list and so on in USB memory. You can make reports more easily.●You can take print-outs of screen, logging data, setting list and so on by using USB printer*.(* : PCL3 control code is required.)Popular ever since its launch, Sumitomo’s CI series of two-material molding machines continues to grow to meet global needs.3Installed record of Pascal systemsStandard EquipmentSpecial order optionThe temperature control piping of the moving mold reversing unit has been upgraded to support 4 rather than just 2 systems as before, which shortens molding cycle. And, options such as a core tractor, mold clamp or heater controller can be easily added on.※For combination of the options, please contact Sumitomo.SEHS-CI series are equipped with Center Press Platens known for their extremely low warping, on both the stationary and mobile sides. Because surface pressure on the mold is kept consistent, flash at the center and short-shots around the perimeter are eliminated at the same time. Furthermore, molding is possible with 20~30% less the clamp force of earlier machines.The plasticizing capacity of C250 2 cannot be coupled with other injection units.ModelPlasticizing unitScrew Diameter (mm)Injection Speed MAX. (mm/S)SEHS-CIExample of surface pressures measured (12 cavities cup molds measured with pressure-sensitive paper)Surface pressure HighSurface pressure LowA more uniform surface pressure distribution is provided.4Temperature control piping of moving platen rotating unitStandard EquipmentOptional EquipmentHigh speed injection and high load injection further expand the possibilities of 2-material molding. C160 : Supports injection speeds of 800 mm/sec C250 : Supports injection speeds of 500 mm/sec and high load injectionMolding exampleProduct : Nail design parts Num. of cavities: 10F side injection speed : 500mm/sec R side injection speed : 800mm/sec F side resin (Transparency) : PC R side resin (White) : ABSThe SEDU-CI employs the CPP (Central Press platen) Because clamp force remains consistent around the mold, molding can be done at lower clamp forcesthan before.ModelPlasticizing unitScrew Diameter (mm)Injection Speed MAX. (mm/S)SED -CIT he machine can carry the single-shot and double-shot types, allowing existing molds to be used. It is of easy-to-use design featuring the wide tie-bar space, the mold adaptable capacity, the temperature-control block considered for convenience in mold mounting and demounting.●Mold adaptable capacity (Movable side)SE30D-CI :100kg SE75D-CI :400kg SE130D-CI :500kgCapable of complying to "2in-one" type of moldConventional type■Cooling water block5Standard EquipmentSpecial order optionSE130DU-CI only【Note 1】The maximum injection pressure and the maximum holding pressure are calculated values. These values indicate not the resin pressure but the output of the unit.【Note 2】The maximum injection pressure and the maximum holding pressure are not values that can be sustained continuously.【Note 3】The plasticization capacity value indicates the capacity when the SD screw is loading.【Note 4】The full length of the machine is the measurement taken when the smallest screw is loaded at the forward position of the injection unit.【Note 5】Mold opening stroke when the ejector brake is equipped is limited to 350mm and daylight is 800mm.【Note 6】The stroke become 91 when option (Reversal table internal ejector rod) is chosen. (The protrusion in this case becomes 82.)【Note 7】Selectable between A and B【Note 8】When the C250 plasticization device is selected, it is necessary to select both sides.【Note 9】Mold opening stroke when the ejector brake is equipped is limited to 480.【Note 10】The values within { } brackets are only reference fi gures.【Note 11】We appreciate your kind understanding that as a result of our effort to enhance performance, there may be slight modi fi cations to the speci fi cations.【Note 12】The dimensions are Japanese speci fi cation.◇This series originally comply to safety standards of Japan, the US, in addition, also China GB22530 and KC mark.678●Specifications may subject to change without notice for performance improvements.●The export of this product for use for or in development and/or production of massive destruction arms and weapons(nuclear weapons, biological weapons, missiles) or the export of this product to any person, party or corporation engaged or involved in the development and/or production of above described goods is subject to the authorization of the Japanesegovernment pursuant to Foreign Exchange and Foreign Trade Control Law.9101112131415B010EN02-1711KP。
发那科全电动注塑机参考资料

射 出 壓 力
C 曲線
射出時間 ★最大射出壓力設定為 700 kg/m2 時,向 C 曲線的成型品不成問題. ★如果是向 A 曲線那樣施加了 850 kg/m2 的射出壓力,而所設定的最大射出壓力卻衹有 700 kg/m2,A 曲線就會變成 B 曲線.射出時間一長,就會成為充填不足. ★如果是向 A 曲線那樣,射出壓力非常高的時候,最大射出壓要設定成 1000 kg/m2
螺杆頭的构造
裝在螺杆最前面的尖頭,是在可塑化(計量)時通過樹脂的壓力,將逆流防 止閥門打開.熔融樹脂向前流動.在長射出或保壓時,逆流防止閥閥門關 閉,阻止螺杆前部樹脂向前逆流.ROBOSHOT 一般采用無爪閥門. 有爪閥門与螺杆一起回轉. 無爪閥門不与螺杆一起回轉.
噴嘴的种類
1.
噴嘴的种類根据 模具結构以及流 道的形狀來選擇
鎖 模 力 的 計 算
計量的計算
1.螺杆計量位置(返回位置)的計算.
螺杆計量(返回位置)可事先根据下列表達式算出.
成型品的重量× 1/比重× 相當于1g射出量的螺杆移動量+5mm=螺杆計量位置
相當于1g 射出量的螺杆移動量,決定于螺杆的直徑、螺杆 行程和最大射出量. 5mm是設定從射出到保壓轉換位置為5mm的場合.
速 度
A
B C
設定速度 A 曲線﹔上升時間 0.02 秒 B 曲線﹔上升時間 0.04 秒 C 曲線﹔上升時間 0.06 秒 時間
設置不當產生不同數量的殘留量
7.從射出切換到保壓的設定
從射出切換到保壓的設定有三 种方法: 1.位置切換方法 從螺桿計量位置開始射出至切 換位置,就切換成保壓. 2.壓力切換方法 從螺桿計量位置開始射出,當 最終壓力達到設定的壓力,就 切換成保壓. 3.時間切換方法 從計量位置開始射出,超過設 定時間后就切換成保壓. 這三种切換方法中,位置切換 方法用得最多.切換位置一般 設定為5mm. 一般以殘留量(緩衝墊)為3mm ~5mm左右來設定螺桿計量.