聚丙烯装置气力输送系统操作程序
聚丙烯装置主要关键设备操作规程
主要设备操作规程1 TEAL和DONOR计量泵P101A/B与P104A/B。
1.1 启动1.1.1 确认泵出于完好备用状态,泵的出口阀打开,进D201的最后一道手阀关闭。
1.1.2 泵在零冲程下启动(按现场按钮),确认无异常。
1.1.3 打开自动风线手阀,确认手调冲程钮回零,增大泵冲程(冲程由内操给定)当泵出口压力达4.0MPA时即可打开进D201的手阀(P101A/B)。
内操调节泵冲程至合适流量,投自动。
1.1.4 检查泵运行状况是否正常。
1.2 泵不上量的处理(先切换备用泵,再处理)1.2.1 确认D101或D110液位足够。
1.2.2 对可能因介质带气导致不上量,P101A/B可打开去废油罐D102手阀,对P104A/B打开出口压力表后手阀排走带气部分介质,再恢复。
(对P104A/B还要检查入口伴热蒸汽是否使介质温度过高而汽化)1.2.3 如仍不上量可能是泵出入口单向阀有脏物,进行以下操作(P101A/B):1.2.3.1 停泵,关闭介质出入口阀,新鲜油罐D104至P102入口手阀打开,泵入口冲洗油线打开。
1.2.3.2 启动P102,使TEAL泵出口憋压到0.8MPA左右,打开泵出口去D102手阀,进行数次冲洗。
1.2.3.3 零冲程启动泵,手动给冲程,关泵排油阀,确认泵出口能迅速升压,升压与泄压数次。
1.2.3.4 打开介质出入口阀,停P102,关油线各阀。
先由内操给定冲程,再打开自动风线,关手调冲程钮回零,待泵出口升压至4.0MPa,打开进D201手阀,内操投自动。
1.2.4 以上操作仍不上量可能是泵头带气。
此时泵保持在一定冲程下运转。
1.2.4.1 从泵体安全阀上除下螺帽。
1.2.4.2 用合适的内六角扳手顺时针紧螺栓进行排气,此时液压油回流至隔离箱。
从回流管中确认柱塞缸内气体已排出。
1.2.4.3 逆时针旋松螺栓,此时注意泵出口压力直至常压。
之后按正常操作,若不上量重复1.2.2或1.2.3。
聚丙烯风送系统流程
聚丙烯风送系统流程
聚丙烯风送系统是一种利用压缩气体(如氮气)作为输送介质,将聚丙烯粉末从一处传输至另一处的封闭式自动化输送系统。
流程概述如下:
1. 启动系统后,氮气经风机增压,进入供料装置,与聚丙烯粉末均匀混合形成气固两相流。
2. 混合后的物料通过管道在负压或正压作用下被输送到目的地,管道内保持微正压以防止氧气混入,避免粉末氧化。
3. 在输送过程中,物料通过特殊设计的分离器进行气固分离,气体循环使用,粉末则落入储料仓或直接进入后续加工环节。
4. 系统配备有先进的控制系统和安全监测装置,确保物料输送连续、稳定且安全。
聚丙烯生产设备操作规程(3篇)
第1篇一、引言为了确保聚丙烯生产过程的顺利进行,保障生产安全,提高产品质量,特制定本操作规程。
本规程适用于所有参与聚丙烯生产的操作人员,必须严格遵守。
二、设备操作前的准备工作1. 检查设备是否处于正常状态,包括传动装置、冷却系统、控制系统等。
2. 确认原料的质量,按照配方要求进行称量。
3. 确保生产环境整洁,无杂物、积水等。
4. 熟悉设备操作规程和应急预案。
三、设备操作步骤1. 启动设备(1)打开电源,启动电机,观察设备运行状态。
(2)检查设备各部件运行是否正常,如有异常,立即停止操作,排除故障。
2. 加料(1)按照配方要求,将原料加入料斗。
(2)启动加料装置,使原料均匀进入反应釜。
3. 反应(1)调整反应釜温度、压力等参数,确保反应过程稳定。
(2)观察反应釜内物料变化,确保反应顺利进行。
4. 冷却(1)启动冷却系统,将反应产物冷却至设定温度。
(2)检查冷却效果,确保冷却充分。
5. 离心分离(1)启动离心分离机,将冷却后的产物进行分离。
(2)观察分离效果,确保产品质量。
6. 包装(1)将分离后的聚丙烯产品进行称量、包装。
(2)检查包装质量,确保产品无破损、污染。
四、设备操作注意事项1. 操作人员必须穿戴好个人防护用品,如工作服、手套、眼镜等。
2. 严禁在设备运行过程中进行清洁、擦拭等操作。
3. 严禁操作人员擅自调整设备参数,如温度、压力等。
4. 严禁操作人员将手或身体其他部位伸入设备内部。
5. 发现设备故障,立即停止操作,上报维修人员处理。
五、设备操作后的工作1. 关闭设备,切断电源。
2. 清理设备,保持生产环境整洁。
3. 做好设备运行记录,包括原料消耗、设备故障、生产时间等。
六、附则1. 本规程由生产部门负责解释。
2. 本规程自发布之日起实施。
通过以上规程的执行,可以确保聚丙烯生产设备的安全、稳定运行,提高产品质量,保障生产顺利进行。
第2篇一、概述聚丙烯(PP)是一种常用的塑料材料,广泛应用于包装、建筑、纺织、汽车等行业。
聚丙烯工艺流程及操作规程 精品

工艺流程及操作规程1概述丙烯液相本体聚合工艺是我国七十年代开发的一项新技术,具有流程短、投资少、成本低、基本上无三废等特点,目前我国炼厂气为原料的千吨级的本体法生产聚丙烯几乎全采用此聚合工艺。
本装置生产聚丙烯是以炼厂气分离出来的丙烯为原料,采用工艺为间歇式液相本体法聚合工艺,聚合散热采用聚合釜夹套及内冷指形管并用的方式,以保证聚合热的迅速撤出,使反应顺利进行。
聚合采用高效催化剂,在活化剂三乙基铝(AlEt3)及第三组分二苯基二甲氧基硅烷[(C6H5)2Si(OCH3)2]的配合下,使用H2调节分子量,使丙烯单体聚合成聚丙烯粉状树脂。
反应剩余的丙烯,除大部分通过气化后冷凝回收外,其余的丙烯在闪蒸釜内通过闪蒸收集于丙烯气体罐内,再经压缩冷凝后送回V-212罐中,退回油品车间。
生产规模:3.5万吨/年年操作天数:330天生产制度:间断生产,四班二运转本工段主要有催化剂分装、原料、闪蒸、聚合、压缩及粉料包装等岗位组成。
1.1工艺流程简述(见附录A图A1)1.1.1原料岗位工艺流程来自华北石化二联合车间预精制的精丙烯,通过质量流量计计量后进入丙烯原料罐(V-201、V-202),经过液位计或投料质量流量计计量,用投料泵(P-201/1,2)送入聚合釜(R-201/1,7),进行反应。
1.1.2聚合岗位工艺流程来自华北石化PSA 或二联合电解水制氢装置的氢气经氢气质量流量计计量后,加入到聚合釜(R-201/1,7)中。
将2吨丙烯加入聚合釜(R-201/1,7)中作底料,然后分别用1吨丙烯,通过活化剂缓冲罐(V-204/1,7)冲入三乙基铝,分别用0.5吨丙烯经催化剂加料斗(V-205/1,7)冲入催化剂、硅烷。
热水自热水罐(V-208)由热水泵(P202/1,2)经汽水混合器升温后送至聚合釜夹套内升温,平稳地将釜内物料加热至55-60°C。
此时聚合反应开始,即可关掉热水,完成升温过程。
反应开始后,在夹套内通入冷却水取热,在压力3.2~3.6MPa,温度75~80℃条件下进行恒温恒压的聚合反应。
仓储式气力输送在聚丙烯集中包装中的应用
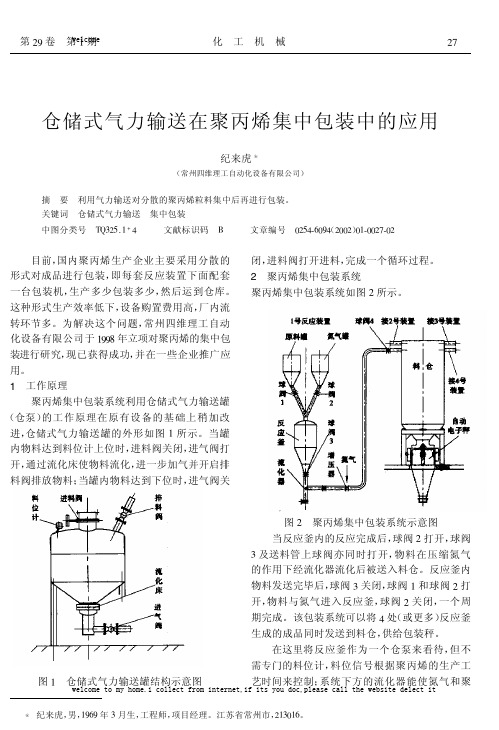
进,仓储式气力输送罐的外形如图 ’ 所示。当罐 内物料达到料位计上位时,进料阀关闭,进气阀打 开,通过流化床使物料流化,进一步加气并开启排 料阀排放物料;当罐内物料达到下位时,进气阀关
闭,进料阀打开进料,完成一个循环过程。 " 聚丙烯集中包装系统 聚丙烯集中包装系统如图 $ 所示。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
(上接第 ’2 页)
6;0:1 有 限 公 司 研 制 出 的 结 构 紧 凑、携 带 方 便 的 6;0:1
离出,接着游离油被抽出并送入一个单独的收集罐进行 F/:DC 空气滤清器能有效地控制低量加工中的1 K F7<&;&*0:(1 英).!!#,)(5 #):#2 报道,英国
(张来蒙)
整个分解装置是简单紧凑的并受电子控制。在不同 容器中的液位都受到监视,而且如果有任何杂质逸出,分 解装置将 关 闭。 装 置 上 的 微 处 理 器 控 制 工 序,外 部 显 示 板显示着运行状态。在 I7D:9<A0* ## 系列中有 ) 个较大的 分解装置可清除烃化物、油污和重金属。
尘。它重 #LD8,体积为 ’L!// M ’)!// M .#!//,适合用于 受限制的部位,即 固 定 器 械 或 较 大 移 动 器 械 不 易 接 触 的 部位。该滤清器可用在空气流量达到 .!!/) + , 的场合,以 NN E NLO 的最大效率运行。被污染的空气通过滤清器的萃 取管抽出,烟尘颗粒被滤清器的聚脂过滤筒清除,而洁净 的空气通过高性能的透平返回到工作位置。滤筒被 P:*& Q R7* 压缩空气清洁装置清洗,而收集到的烟尘被收入滤 清器底部的一个烟尘盒内以便清除。
聚丙烯生产专用设备操作规程

聚丙烯生产专用设备操作规程1.1 PKl01A 级 纲要1.1.1 说明1.1.2 开车前准备1.1.31.1.4 开车后的确认及检查B 级 操作1.1.1 说明1.1.1.1 聚合反应过程中,需要连续地提供催化剂,PKl01就是对催化剂进行计量输送的组合机组。
该机组的操作是利用计量油间接地对催化剂进行计量与输送的。
该机组包含的主要设备有:1) D108A /B —催化剂计量罐2) P108A /B —催化剂计量泵3) V1—四通阀4) V4—三通阀5) V2A/B—催化剂填充控制阀(四个)6) V3A/B—催化剂到D201控制阀(四个)7)高压油系统—催化剂区内的高压油系统有液压油罐D109,泵P107A/B以及液压蓄能器Z109。
1.1.1.2 PK101联锁系统说明1.1.1.2.1 D108A的充料a、阀V1将显示哪个注射器与D107相接(例如D108A)。
b、用HS1505A(开)把HV1505转向D107(打开)。
从限位开关HZSA1505得到认可后,V2A 阀自动打开。
许可条件:只有在下列条件下才许可b条进行操作。
c、开关阀V1表明计量罐D108A已与罐D107接通(由HZSL1501A认可)d、出料阀V3A已关闭(HZLL1503A)(缺少任何一个许可条件b条操作都不能进行)现在可以向计量罐D108A进料。
完成进料时,LSH1501A便在就地控制盘上给出声音信号,打开指示灯,LAH1501A并且关闭阀V2A。
这时必须停止计量罐的进料操作。
e、操作人员用HS1502A(关闭位置)关闭V2A阀,限位开关HZSL1502A1/A2发出许可后,V4自动转换到压力油线(B向)。
(若装料是通过LSH1501A停止的,则在任何情况下,操作人员都必须使HS1502A动作(关闭位置),以便给计量罐加压)。
注:如果要把计量罐中的催化剂淤浆送回D106,那么步骤如下:f、开动HS1502A(打开的位置)g、开动HS1505把V4接到压力油线上去(B向)h、计量罐排完料时,开动HS1502A(关闭位置),如果需要重新给计量罐D108进料,从b条重新开始。
气力输送系统操作规程
气力输送系统操作规程气力输送系统是一种常用的物料输送系统,主要用于输送粉状、颗粒状和颗粒状物料。
为了确保气力输送系统能够正常运行,保护设备的安全性和提高工作效率,有必要制定一套操作规程。
1. 一般要求1.1. 操作人员必须接受相关培训,熟悉气力输送系统的工作原理、操作方法和安全要求。
1.2. 操作人员必须穿戴相关个人防护装备,如安全帽、防护眼镜、防护口罩和防护服。
1.3. 操作人员必须遵守相关的安全操作规程,严禁擅自修改设备参数和操作程序。
2. 设备准备2.1. 进行设备检查,确保气力输送系统的所有设备和连接管道没有损坏和漏气现象。
2.2. 确保气力输送系统的压力控制装置、阀门和调节器处于关闭状态。
2.3. 检查气压和温度传感器的工作状态,确保其准确度和稳定性。
2.4. 对气力输送系统进行清洁,清除积灰和杂物,确保物料通道畅通。
3. 启动和停止3.1. 按照操作程序,逐步启动气力输送系统的电源和气源设备。
3.2. 检查气力输送系统的压力、温度和流量传感器是否正常运行,并记录相关参数。
3.3. 按照操作程序,进行物料的投入和输送。
注意不要超过设备的额定容量和输送距离。
3.4. 在停止气力输送系统之前,首先关闭物料投入口,并逐步关闭气源和电源设备。
4. 维护和检修4.1. 定期检查气力输送系统的压力控制装置、阀门和调节器的工作状态和密封性能。
4.2. 定期清洁气力输送系统的各个部件和设备,清除积灰和杂物。
4.3. 定期检查和更换气压和温度传感器,确保其准确度和稳定性。
4.4. 定期检查气力输送系统的管道和连接件是否存在泄漏和损坏情况,并及时进行修复。
5. 安全注意事项5.1. 在操作气力输送系统时,严禁将身体部位靠近物料投入口和输送口,以免发生伤害事故。
5.2. 在操作气力输送系统时,禁止将有火源和易燃物品带入工作区域,以免引发火灾和爆炸。
5.3. 在操作气力输送系统时,严禁随意调节和改变设备参数和工作程序,以免引发设备故障和事故。
聚丙烯装置工艺讲解

3.氢气 化学性质:氢气的分子式:H2;分子量;2.016;氢
气易燃易爆,爆炸极限4.1~74.20%(V/V)。氢气化 学性质活泼,它与许多金属和非金属起化合反应,与F、 Cl等能发生剧烈化学反应。生成HF和HCl。 安全使用要求(MSDS): 氢气具有窒息性,且遇明火和在高温状态下,能发生 爆炸、燃烧危险。爆炸极限极宽,其液态若接触皮肤, 能产生冻伤。应避免氢气与眼睛和皮肤接触。如发生 氢气泄漏,应立即进行通风置换处理,当发生氢气大 量泄漏或火灾时,应及时切断泄漏源,着火时可用水、 CO、干粉、泡沫、CCl4等灭火器灭火。若吸入H2,应 及时将患者转移到空气新鲜、通风良好的上风处,视 情况进行人工呼吸、供氧等急救,严重者请医务人员 处理。
4.火灾自动报警系统 仪表机柜间和MCC设置烟感探测器,手动报警按钮、警铃 等,在电缆夹层设置感温电缆. 在本生产装置区及化学品库 设置本安防爆手动报警按 钮,警笛,在噪声较大的区域,安装防爆闪灯。
四、消防设施
1.稳高压消防给水系统 稳高压消防给水系统主要供装置消防用水。本装置消防水量 最大为1400m3/h,压力为0.7~1.1MPaG,消防水延续时间按 3小时计算。装置界区外稳高压消防水管网的两个不同地点接 至装置区,并在装置区周围形成环状管网,管道上设有消火 栓、消防水炮和切断阀门,管径为DN400,埋地敷设。管网上 每隔50~60米设有室外地上式消火栓,消火栓流量为30L/S, 直径DN150。反应区四周设有消防水炮,每门流量为50L/S , 直径DN150,喷嘴为直流-水雾两用型。
急性中毒时,人吸入含37.5%乙烯的空气,15min可引起明
显记忆障碍;含50%乙烯的空气,使含氧量降至10%,引起人 意识丧失。若吸入75%~90%乙烯与氧的混合气体,可引起 麻醉,但无明显的兴奋期,并迅速苏醒。吸入上述混合气 体25%~45%可引起痛觉消失,意识不受影响。长期接触乙 烯的工人,发生慢性中毒时,常有头晕、全身不适、乏力、 注意力不能集中,个别人胃肠功能紊乱,体征无特殊表现。 对白细胞及肝功能的影响尚无定论。 (3)乙烯气体对皮肤无刺激性,但皮肤距离液态乙 烯泄漏的近处能发生冻伤。对眼和呼吸道粘膜可引起轻微 的刺激症状,脱离接触后数小时可消失。 (4)定期对带有乙烯介质的管线、阀门、设备进行检查, 发现泄漏必须及时处理。若发生乙烯大量泄漏或火灾时, 应及时切断泄漏源,着火时可用水、CO、干粉、泡沫、 CCl4等灭火器灭火。 (5)急性吸入中毒按一般麻醉性气体中毒处理,注意防 止呼吸中枢麻痹。若吸入乙烯应及时转移到空气新鲜、通 风良好的上风处急救,视情况进行人工呼吸等急救,严重 者送医院急救。
聚烯烃装置气力输送系统问题分析及改进措施

聚烯烃装置气力输送系统问题分析及改进措施李玮,董海军(中国石油兰州石化榆林化工有限公司,陕西榆林719000)摘要:介绍了高密度聚乙烯装置粉料输送系统工艺流程,阐述了粉料输送系统存在的问题,结合生产实际提出了粉料输送系统优化循环气返回线工艺流程、增设单向阀、增设平衡管、缓存料斗下料线蝶阀更换为短接、增设保温板房、增设远程切断总阀、增设应急放空阀等改进措施,杜绝了因粉料输送系统故障造成装置被迫停车的现象,延长了装置运行周期,为聚乙烯装置设计提供了相关技术支持和理论依据。
关键词:聚乙烯;粉料;气力输送;过滤器;改进中图分类号:TE96.02文献标识码:B文章编号:1671-4962(2024)02-0051-04Problem analysis and improvement measures ofpneumatic conveying system in polyolefin plantLi Wei,Dong Haijun(PetroChina Lanzhou Petrochemical Company Yulin Branch,Yulin719000,China)Abstract:This paper introduced the process flow of powder conveying system in HDPE plant,expounded the problems existing in powder conveying system,put forwardsome improvement measures combining with the actual production,such as optimizing the circulating gas return line process of the powder conveying system,adding a check valve,a balance pipe,a insulation board room,a remote cut-off main valve,an emergency emptying valve,replacing the butterfly valve of the blanking line of the cache hopper with short connections,prevented the plant from being forced to shutdown due to the failure of the powder conveying system,extended the operation cycle of the plant,which provided relevant technical support and theoretical basis for the design of polyethylene plant. Keywords:polyethylene;powder;pneumatic conveying;filter;improvement高密度聚乙烯装置粉料输送系统是在密闭管道内沿气流方向输送树脂粉料,可进行垂直、水平或倾斜方向的输送。
聚丙烯装置操作规程2014打印版讲义
20万吨/年聚丙烯装置操作规程陕西延长石油(集团)有限责任公司延安石油化工厂编制说明20万吨/年聚丙烯装置操作规程2009年3月25日编制。
为了规范生产装置操作,加强生产操作管理,促进生产岗位操作标准化、规范化,确保生产装置长周期、安全、平稳运行,产品质量不断提高,2014年11月1日对该操作规程首次进行统一修订,并按厂标准化管理程序发布,要求各生产车间认真组织职工学习,并在实际操作中严格遵照执行,各职能部门定期对执行情况进行检查考核。
本操作规程由刘长庆、李建平、张晓军、杨强、杨建伟、曹延明、殷飞、李金男、寇戈、王涛同志编写;由刘进平、张聪玲、史晓明、刘奇、吴忠新技术审核;由黄如金、田金光、杨富来、史晓明同志负责总审;由牛芬萍同志负责文字审核;由乌忠理、高伟同志负责总体规范化审定。
2014年11月1日目录第一章聚丙烯装置概况 (4)第一节装置简介 (4)第二节工艺流程说明..................................................................................................... 错误!未定义书签。
第三节工艺参数和设计指标 (30)第二章工艺原理及影响因素 (45)第一节工艺原理 (45)第二节工艺条件对聚合反应的影响 (59)第三章装置联锁与控制方案 (64)第一节控制系统与连锁方案 (64)第二节主要控制方案 (99)第四章装置开工方案 (107)第五章装置停工方案 (131)第一节装置正常停工 (131)第二节装置紧急停工 (137)第六章工艺操作及调整..................................................................................................... 错误!未定义书签。
第一节100﹟催化剂和助催化剂配制计量工段............................................................. 错误!未定义书签。
气相聚丙烯装置工艺介绍(精品)
工艺流程简图
装置单元组成与工艺流程 气相法聚丙烯装置由催化剂进料单元,第一聚合反应单元, 反应器粉料输送单元,第二聚合反应单元,粉料脱活 及干燥单元,丙烯回收单元,挤压造粒单元,500单元 粒料掺合及贮存单元,原料精制单元,公用工程单元 等10个单元构成。各单元作用分别介绍如下: (1)催化剂进料单元 主催化剂、三乙基铝和改性剂以一定的比例加入到第一聚 合单元,进行聚合反应,同时进行改性剂的稀释,矿 物油的进料以及废催化剂的中和。 (2)第一聚合反应单元 卧式搅拌床反应器在一定的温度和压力下,以丙烯为主要 原料,以氢气为分子量调节剂,在催化剂体系的作用 下,经气相反应聚合生成聚丙烯粉料。
主催化剂在使用前的要求: • 催化剂在加入催化剂储罐之前必须充 分均匀状态,如果温度高于15℃,转动 催化剂罐6小时。 •如果温度低于4℃,加热到15℃以上, 并保证放置48小时,然后转动6小时。
助催化剂 :三乙基铝 分子式:Al(C2H5)3 M.W.=114.2 助催化剂的作用: 1. 烷基铝活化催化剂,进行聚合反应 ,没有烷基 铝,聚合反应不能发生 ; 2. 烷基铝是催化剂毒性物质的净化剂 ,如果水, 氧气,甲醇和二氧化碳在系统中以ppm级存在, 烷基铝和它们反应,消除其毒害作用 ,因此, 烷基铝可用于在开车前净化分离器系统中的氧气 和水 ,但是烷基铝不会和其它有毒物质反应, 如硫化物,一氧化碳或砷。
CH3O CH3O
硅烷的作用:
1.
2. 3. 4.
硅烷包围在活性催化剂周围,使得丙烯分子只能 从一个方向插入,生成长链,形成等规聚丙烯 ; 毒化可生成无规物的催化剂活性中心; 降低催化剂衰变速率,延长聚合持续时间; 如果反应中没有硅烷,就会产生粘性粉料 (>20wt%无规物)。
气力输送系统操作规程

气力输送系统操作规程一、系统运行流程进料阀密封圈泄压,延时3秒(或者其它设定时间),打开进料阀,开始落料,当落料达到料位计设定值或者落料时间到(设定时间现场可调),关进料阀,3秒后进料阀密封圈进行充压,当密封压力开关给出信号后,延时3秒(设定时间现场可调),打开管路上的出料阀,出料阀打开到位后打开进气阀、补气阀,进行物料输送,当输送压力降至压力开关设定值后,压力开关给出信号,表示输送过程结束,关进气阀、补气阀,延时3秒,关出料阀,系统进入下一次循环过程。
二、发送器的单体调试2.1调试前应先进行机务、电气检查,检查无误后,方可送上电源调试。
(是否符合安装安装要求,电气及电缆连接是否正确)2.2气源品质检查及管道吹扫。
➢单体调试前,输送风储气罐和仪用风储气罐内应充满气,输送风压力大于0.45Mpa,仪用风压力大于0.50Mpa。
➢打开输送风及仪用风前的手动阀门,就地控制箱前气源三联体中的减压阀调为≥0.50Mpa。
➢用仪用空气进行仪用管道吹扫。
吹扫时应在就地控制箱前气源三联体螺纹接头处进行断开,通入仪用空气进行吹扫,直至仪用空气管道吹扫干净为止。
2.3检查各阀门及设备的动作及性能情况。
在就地箱上使用电磁阀进行试验。
➢进料阀动作应灵活,开关到位,密封可靠。
➢密封压力开关值调为0.45~0.50Mpa之间。
➢进气阀开关到位,动作灵活,密封可靠。
➢出料阀开关到位,动作灵活,此外应检查此阀门开到位开关的到位情况。
➢补气阀开关到位,动作灵活,密封可靠。
➢记录下各阀门开关时间,程序设定时各阀门开关时间应在记录数据上加上1~2秒。
3、发送器的空载试运3.1输灰管道和仪用空气管道等进行气密封性试验合格后,应对整个输灰系统进行手动空载试运,手动空载试运时具体步骤如下:➢运行程序(1)关闭进料阀,延时3-5 s对密封圈加压充气密封;(2)打开补气阀,4-6s延时后,打开进气阀;➢进气阀组中的进气孔板应使用较小的φ20的孔板。
推荐-大唐多伦聚丙烯操作规程免费下载 精品
Q/JS-04-PP-002-20XX 聚丙烯分厂操作规程大唐内蒙古多伦煤化工有限责任公司发布大唐内蒙古多伦煤化工责任有限公司聚丙烯装置引进的是美国DOW化学公司UNIPOL聚丙烯生产工艺,由日本东洋工程公司进行基础工程设计,五环科技股份有限公司进行详细工程设计。
装置由中国石油天然气第一建设公司承建,于20XX年5月2日破土动工,20XX年8月1日中交。
本装置有两条生产线,其中一线可生产均聚物、无规共聚物和抗冲共聚物;二线只生产均聚物或无规共聚物。
一线有一号反应系统和二号反应系统,一号反应系统生产均聚物或无规共聚物,二号反应系统只生产抗冲共聚物,抗冲共聚在均聚之后进行,有独立的反应系统和产品排放系统。
二线反应系统与一线的一号反应系统完全相同,也是生产均聚物或无规共聚物。
其原料净化、反应原理、反应过程及控制完全一样,只是设备的位号不同,并且有独立的催化剂供应系统、反应系统、产品排放系统、树脂脱气系统、尾气回收系统、反应终止系统。
本规程以一线为例进行编写,二线与一线均聚物/无规共聚物生产时的要求和操作相同。
我们在借鉴其它同类装置经验的基础上,结合UNIPOL聚丙烯生产工艺设计包,并根据大唐内蒙古多伦煤化工责任有限公司技术部发布的《工艺技术操作规程管理制度》编写本操作规程,以作为指导聚丙烯装置生产的依据。
本规程是指导聚丙烯装置相关技术管理人员和岗位人员进行操作的法规性文件。
本规程属于技术标准体系中的工艺技术标准。
本规程由大唐内蒙古多伦煤化工责任有限公司技术部提出并归口。
本规程由大唐内蒙古多伦煤化工责任有限公司聚丙烯分厂负责起草,周晓东负责统编。
——起草人:田晓岩张宪礼李征李兵宋学平仇德福——校稿人:周晓东田晓岩仇德福张宪礼李征宋学平——审核人:周晓东——审查人:——本操作规程自20XX年月日开始实施,有效期为一年。
第一章DCS岗位1.1.岗位任务和职责DCS岗位的任务主要是将各参数控制在工艺卡片所要求的范围内。
2014版聚丙烯操作规程(1~8)

每周操作:7天
每班:8小时(包装时间),每天:2班
产品形状:粒料
(2)产品方案
产品类型:丙烯均聚物
产品牌号:共37个(其中包括3个高刚性)
其中:挤出热成型:6
注塑成型:13
BOPP膜:5
流延膜和管式膜:2
纤维:11
(3)催化剂
主催化剂(固体):ZN-GF2A:适用于生产均聚、无规共聚产品
操作人员在拆卸TEAL系统的设备及管线时,应穿戴特制防火金属套装,佩戴安全帽、防护面罩、手套、靴子、长裤和夹克(防火材料制成)。如果TEAL暴露于空气中,并发生着火时,切记不可用水进行扑灭(TEAL与水剧烈反应,发生爆炸),可用干粉灭火剂进行扑灭。
此处串级控制可采用下列任一方式:
1)、通过HIC1113设置CAT/TEAL的比例,采用CAT流量控制器FIC1503进行串级控制。
泵是否输送TEAL也可通过LI1151核查(LI1151通过HV1102独立于D101,在一定时间范围内LI1151液位的下降,可指示出泵是否运行正常)。
D101 N2封管线接到装有白油的密封罐D103上。D103的作用是充填操作中,在N2排放大气前,对排放N2进行油洗过滤除去其中的微量TEAL。D103设有低液位报警LAL1105、高液位报警LAH1106和就地液位指示LI1153。打开FV1113向D103中注入白油,通过流量累加器FQIS1113进行控制,当达到控制设定值时关闭FV1113,停止输送白油。
丙烯聚合机理非常复杂,目前没有完全弄清楚,普遍认为丙烯聚合属于配位阴离子聚合范畴,一般大致划分为四个基本阶段:活化反应,形成活性中心;链引发;链增长及链终止。丙烯聚合反应速率:
RP=Kp[C*][M]
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.9气力输送系统操作规程5.9.1聚丙烯粉料输送系统流程简述聚丙烯粉料输送系统,完成给定能力下聚丙烯粉料自加料料斗(D-401)及细粉排放料斗(D-303)至粉料料仓(TK-401A/B/C)的输送。
采用正压稀相闭式输送方式,为连续操作,设计输送能力为23.75t/h。
来自加料料斗(D-401)的聚丙烯粉料,通过粉料输送旋转阀(RF-401A/B)及在线喷射器(MP-401A/B)加入气力输送管线中。
同时,来自细粉排放料斗(D-303)的少量聚丙烯粉料也通过换向阀(XV-8010)及在线喷射器(MP-403)也加入气力输送管线中。
利用粉料输送风机(C-401A/B)过来的压缩氮气将产品物料输送至粉料料仓(TK-401A/B/C)中。
输送氮气经仓顶袋滤器(M-401A/B/C)过滤后,沿返回气管线并经过粉料输送风机入口过滤器(F-401A/B)和粉料输送风机入口冷却器(E-401)返回粉料输送风机(C-401A/B)入口循环使用。
旋转阀(RF-401A/B)的排气进入加料料斗(D-401),再进入上游干燥器旋风分离器(S-302)过滤处理。
在粉料输送风机(C-401A/B)出口设置有粉料输送风机出口冷却器(E-402),用于移除气体的压缩热,避免输送气体过热。
在粉料输送风机(C-401A/B)入口设有粉料输送风机入口冷却器(E-401),用于降低压缩机入口温度。
同时,在粉料输送风机(C-401A/B)入口设置有粉料输送风机入口过滤器(F-401A/B),用于保护粉料输送风机(C-401A/B),以防止仓顶袋滤器(M-401A/B/C)滤袋破裂后,大量粉尘进入粉料输送压缩机。
5.9.2气力输送系统控制简述现场操作柱:现场操作柱(简称LHS)就近安装在需控制的电气设备旁,配置有“就地/远程”选择开关。
当选择开关位于“就地”位置时,该电气设备将不再受控制系统的逻辑控制(粉料输送风机(C-401A/B)除外)。
可通过现场操作柱手动对该设备进行维护启停。
输送压力控制:输送压力设定点包括“PIALL压力低低报”,“PIAL压力低报”,“PIAH压力高报”,“PIAHH压力高高报”。
当粉料输送风机(C-401A/B)启动时且回流阀XV4106关闭时,输送压力PIALL设定点被激活,计时10s开始,如果在监视时间内压力没有超过PIALL设定值,将产生报警,相应的粉料输送风机(C-401A/B)将会停止运行。
在输送过程中,如果输送压力达到PIAH设定值,下料点的旋转阀(RF-401A/B)将会停止运行。
如在30s内,输送压力降至设定点PIAL设定值以下,下料点旋转阀(RF-401A/B)将重新启动。
如在30s内,输送压力没有降至PIAL设定值以下,输送系统将联锁执行不带吹扫的紧急停止步骤。
在输送过程中,如果输送压力达到的PIAHH设定值,输送系统将联锁执行不带吹扫的紧急停止步骤。
输送温度控制:在输送过程中,如果输送温度达到“TIAH温度高报”设定值,产生报警,由操作人员决定是否执行带吹扫正常停止步骤。
如果输送温度达到“TIAHH温度高高报”设定值,产生报警,同时输送系统将联锁执行带吹扫的正常停止步骤,待吹扫延时结束后,联锁执行粉料输送风机(C-401A/B)的停止程序。
料位控制:输送过程中,如果目标料仓料位到“LAH高料位”时,产生报警,输送系统执行目标料仓切换操作,或执行输送系统带吹扫的正常停止步骤。
输送过程中,如果目标料仓料位到“LAHH高高料位”时,产生报警,输送系统执行目标料仓切换操作,或执行输送系统带吹扫的正常停止步骤。
包装过程中,如果目标料仓料位到“LAL低料位”时,产生报警,同时连锁关闭出料管线上的气动滑板阀(XV4001A/B/C/D)。
差压报警:袋式过滤器的“PDIAH差压高报警”,仅报警指示,不参与系统的联锁。
相关设备的运行状态及阀门的位置状态:系统运行过程中,控制系统将连续监控相关设备的运行状态及带限位开关阀门的位置状态,当其状态发生故障或不正确时,系统将产生报警,执行相关联锁。
(参与联锁的阀门及设备均设置联锁旁路并设置延时联锁动作时间)控制系统发出指令至相关设备,相应延时后(如果需要的话),相关设备或阀门将反馈其运行状态或位置状态,如果没有反馈信号或反馈信号不正确时,控制系统将产生报警。
参与联锁的阀门及设备均设置手动旁路,当阀门及设备处于手动旁路时,不参与联锁。
5.9.3气力输送系统操作规程5.9.3.1系统初始启动的准备工作1)设备及管道的相关水压或气密实验合格。
2)设备及管道的内部清理和吹扫合格。
3)润滑脂或润滑油按要求加注。
4)所有相关连接接口的检查和确认完毕(包括公用工程接口,仪表接口及电气接口等)。
5)检查循环冷却水、氮气、仪表空气等均已正常投用。
6)检查动力供电及仪表供电均已正常。
7)打开相应的手动切断阀。
8)移除所有临时盲板和临时过滤器。
9)检查所有安全阀、呼吸阀正常投用。
10)仪表的单点调试合格。
11)所有减压阀、调节阀调校至正确设定值。
12)动设备的单机试车完毕。
13)进行无料联动调试完毕。
14)进行带料试车完毕。
5.9.3.2气力输送操作模式说明粉料气力输送系统所涉及的相关输送线设备及气动阀门,均有“正常(自动)”及“维护(手动)”两种操作模式,可在操作站上选择相应的操作模式。
“正常(自动)”操作模式用于装置正常生产操作,系统通过控制系统联锁操作。
“维护(手动)”操作模式仅用于系统检修、维护、试车及紧急状态时的操作,设备及阀门可在没有逻辑控制的情况下,通过现场操作柱及操作站相应控制开关进行操作。
正常(自动)操作模式:装置正常生产操作时,粉料气力输送系统的相关操作,由操作人员在DCS操作站上完成,其涉及的设备及阀门均应在“正常(自动)”模式下,通过控制程序联锁操作。
“正常(自动)”模式下,所有涉及的电气设备现场操作柱均应在“远程”位。
维护(手动)操作模式:“维护(手动)”操作模式仅用于检修、维护及紧急状态时的操作,相关设备(粉料输送风机(C-401A/B)除外)及阀门可在没有控制系统联锁的情况下,通过操作站相应控制开关进行操作。
正常操作时,输送系统不应能使用“维护(手动)”模式。
相关设备及阀门在没有被输送系统使用(联锁)时,可在操作站上选择“维护(手动)”模式。
如果输送系统在正常运行过程中,其中涉及的相关设备及阀门切换至“维护(手动)”模式时,控制系统将依据联锁执行相关的停止程序。
电气设备的现场操作柱:输送系统中相关电气设备(电机)均配置带有“就地/远程”选择开关的现场操作柱(LHS),当现场操作柱上的选择开关位于“就地”位置时,该电气设备将不再受控制系统的联锁((粉料输送风机(C-401A/B)除外)。
可通过现场操作柱,手动对该设备进行维护启停。
如果输送系统在正常运行过程中,其中涉及的相关电气设备(电机)切换至“就地”位置时,控制系统将依据联锁执行相关的停止程序。
现场操作柱、PC操作站控制开关对相关设备及阀门的控制如下:现场操作柱(LHS)PC站控制开关螺杆风机启动“正常”与“维护”模式启动“正常”与“维护”模式停止“正常”与“维护”模式停止“正常”与“维护”模式远程操作方式优先权给PC就地操作方式优先权给LHS旋转阀启动“维护”模式启动“正常”与“维护”模式停止“正常”与“维护”模式停止“正常”与“维护”模式自动操作方式优先权给PC自动“正常”模式5.9.4气力输送系统相关设备具体技术要求5.9.4.1粉料输送风机(C-401A/B):粉料输送风机(C-401A/B)配置有就地仪表盘,包括进气压力开关PSL、排气压力开关PSH 和压力表、油压开关PSL 和压力表、排气温度开关TISH 及显示、油温开关TISH 及显示、运行计时器和故障报警器。
当任何一个开关检测到故障时,除在现场通过故障报警器报警外,压缩机还将产生一个公用报警信号(UA-4120A-5或UA-4120B-5),该公用报警信号分成两路,其中一路送至MCC,另外一路送至相关DCS 控制系统,该两路信号均立即联锁停止正在运行的压缩机,同时在控制系统中产生相应报警。
可在现场通过故障报警器明确具体故障原因,待故障排除后,必须在现场的仪表盘上进行故障复位后,压缩机才能再次启动。
粉料输送风机(C-401A/B)的主电机为10kV 中压电机。
为了防止电机的频繁启动,在控制系统中设置有重新启动定时器,确保电机每小时内最多启动2次。
为防止10kV 中压电机热过载,每个10kV 电机内,均安装有轴承温度传感器Pt100和嵌入式绕组温度传感器Pt100。
当温度传感器达到“TIAH 温度高报”设定值时,产生报警。
当温度传感器达到“TIAHH 温度高高报”设定值时,产生报警,同时输送系统将执行不带吹扫的紧急停止步骤。
开始启动时,油压较低,需逐步慢慢建立油压。
油压监测时间继电器设置10~15秒延时,在此延时内,油压开关不参与相关联锁(不动作),从而使得压缩机可以正常起动。
油雾分离器由单独的电机驱动。
粉料输送风机(C-401A/B)配置有带风扇的油冷却器,其风扇是由压缩机的主轴驱动。
接收到启动指令后,先启动油雾分离器电机,当控制系统确认油雾分离器电机启动后,再启动压缩机主电机。
压缩机接收到停止指令后,先停止压缩机主电机,再停止油雾分离器电机。
启动及运行过程中,油雾分离器电机发生故障时,产生报警,同时立即联锁停止正在运行的压缩机。
粉料输送风机(C-401A/B)设有带风扇的隔音罩,风扇是由压缩机的主轴驱动。
隔音罩内部设有电加热器及就地手动开关,当室外温度低于0℃时,压缩机启动前需打开电加热器手动操作方式优先权给LHS换向阀自动“正常”模式旁通“维护”模式直通“维护”模式滑板阀蝶阀球阀等自动“正常”模式关闭“维护”模式开启“维护”模式对隔音罩内部空间进行预热,一般预热时间为2小时左右。
待运行稳定以后,现场关闭隔音罩电加热器。
5.9.4.2旋转阀所有旋转阀均配有速度感应接近开关SE,旋转阀运行过程中,将会持续发出一个脉冲信号,如果控制系统未检测到速度感应开关的脉冲信号,则产生报警,并联锁停止旋转阀。
为防止误报警,在旋转阀电机启动时,设置10秒的延时,当延时过后,旋转阀的速度感应开关再参与相关过程控制及联锁。
变频调速的旋转阀电机,不允许运行在最小频率以下,否则电机可能过热产生危险。
变频调速的电机上装有PTC测温元件,PTC测温元件接入变频器内,通过变频器发出警报来防止电机过热损坏,变频器调试时,最小频率为10赫兹。
粉料旋转阀均配有轴密封气装置。
粉料旋转阀启动前,必须打开轴封气气源管线上的手动切断阀和气动阀门,粉料旋转阀停止后,允许关闭轴封气气源管线上的手动切断阀。
因实际操作的填充率及堆积密度与上表中不一致,为防止能力超过设计值而发生堵管现象,旋转阀初次启动时应将频率设定在最大频率的40~60%水平,但不得低于10HZ。