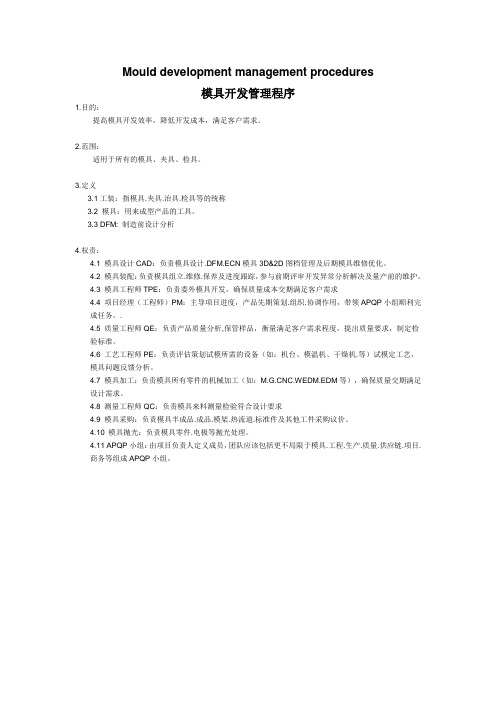
工装、模具报价清单
专用工装模具清单样板
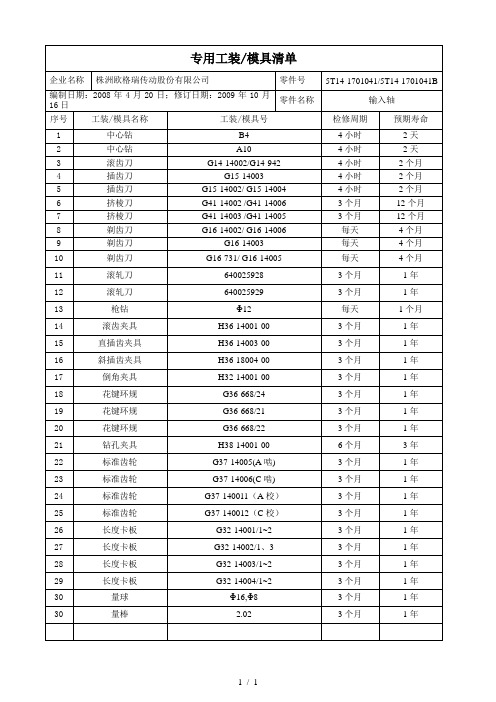
量球
Φ16,Φ8
3个月
1年
30
量棒
2.02
3个月
1年
3个月
1年
24
标准齿轮
G37-140011(A校)
3个月
1年
25
标准齿轮
G37-140012(C校)
3个月
1年
26
长度卡板
G32-14001/1~2
3个月
1年
27
长度卡板
G32-14002/1、3
3个月
1年
28
长度卡板
G32-14003/1~2
3个月
1年
29
长度卡板
G32-14004/1~2
3个月
1年
4小时
2个月
4
插齿刀
G15-14003
4小时
2个月
5
插齿刀
G15-14002/ G15-14004
4小时
2个月
6
挤棱刀
G41-14002/G41-14006
3个月
12个月
7
挤棱刀
G41-14003/G41-14005
3个月
12个月
8
剃齿刀
G16-14002/G16-14006
每天
4个月
9
剃齿刀
G16-14003
每天
4个月
10
剃齿刀
G16-731/G16-14005
每天
4个月
11
滚轧刀
640025928
3个月
1年
12
滚轧刀
640025929
3个月
1年
13
枪钻
Φ12
每天
冲压模具价格估算方法

汽车钣金件模具按照所针对市场 的不同,模具承制商按维修件模 具和主机件模具两种结构设计, 制造。两者主要的差别在模架 和结构。维修件模具结构简单, 模架强度低;主机件模具则结 构相对复杂,模架强度高。
维修件模具与主机件模具
两种结构的模架强度明显有差别
维修件模具
主机件模具
模具工序内容名称
• 四,简易的模具报价 • 下面再提供一个简易的模具报价方法 • 这里我们以模面尺寸的大小直接推算出整套模具制作成本,这种报价方法适应
于零件不复杂及孔位不太多,模具无特殊要求的,模面的尺寸大小和模具成本有 较大关系,可以直接转换成报价。 • 1,连续模尺寸报价 • =下模板模面尺寸,长*宽*0.25 • 如400W*1000L的连续模计算,400*1000*0.25=100000元 • 这是一套一米长的普通钣金零件连续模的成本价 • 同样大小的汽车模具报价加20%,100000*1.2=120000元 • 2,单工程模报价 • 把0.25的系数相应调整,改成近似值0.11即可。 • 例如: • =下模板模面尺寸,长*宽*0.11 • =1000*400*0.11=44000元,汽车零件模具再加20%。 • 汽车零件普通冲压模具加价20%
二、模具价格的地区差与时间差
,模具的估价及价格,在各个企业、各个地 区、国家;在不同的时期,不同的环境,其内涵是不同的,也 就是存在着地区差和时间差。为什么会产生价格差呢,这 是因为:一方面各企业、各地区、国家的模具制造条件不 一样,设备工艺、技术、人员观念、消费水准等各个方面 的不同,产生在对模具的成本、利润目标等估算不同,因而 产生了不同的模具价格差。一般是较发达的地区、或科技 含量高、设备投入较先进,比较规范大型的模具企业,他们 的目标是质优而价高,而在一些消费水平较低的地区,或科 技含量较低,设备投入较少的中小型模具企业,其相对估算 的模具价格要低一些。另一方面,模具价格还存在着时间 差,即时效差。不同的时间要求,产生不同的模具价格。这 种时效差有两方面的内容:一是一付模具在不同的时间有 不同的价格;二是不同的模具制造周期,其价格也不同。
设备模具检具清单
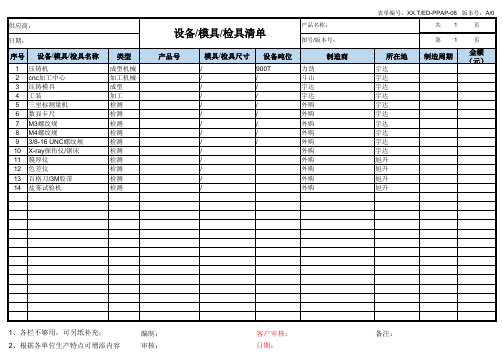
设备/模具/检具清单
产品名称; 图号/版本号:
产品号
模具/检具尺寸 设备吨位
/
900T
力劲
/
/
斗山
/
/
宇达
/
/
宇达
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
外购
/
外购
/
外购
表单编号:XX.T/ED-PPAP-08 版本号:A/0
共1
页
所在地
宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 旭升 旭升 旭升 旭升
供应商:
日期:
序号 设备/模具/检具名称
1 压铸机 2 cnc加工中心 3 压铸模具 4 工装 5 三坐标测量机 6 数显卡尺 7 M3螺纹规 8 M4螺纹规 9 3/8-16 UNC螺纹规 10 X-ray探伤仪/锯床 11 膜厚仪 12 色差仪 13 百格刀/3M胶带 14 盐雾试验机
类型
成型机械 加工机械 成型 加工 检测 检测 检测 检测 检测 检测 检测 检测 检测 检测
第1
制造周期
页
金额 (元)
1、各栏不够用,可另纸补充; 2、根据各单位生产特点可增添内容
编制: 审核:
客户审核: 日期:
备注:
工装模具制造报价单
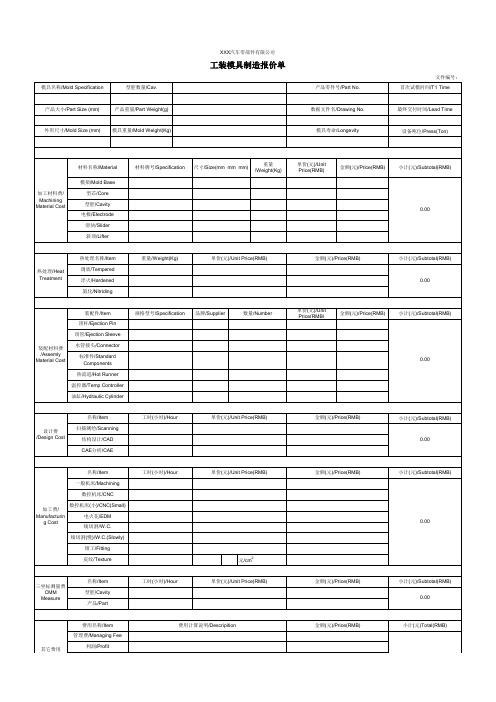
型腔数量/Cav.
产品大小/Part Size (mm)
产品重量/Part Weight(g)
外形尺寸/Mold Size (mm) 模具重量/Mold Weight(Kg)
XXX汽车零部件有限公司
工装模具制造报价单
产品零件号/Part No. 数据文件名/Drawing No.
温控器/Temp Controller
油缸/Hydraulic Cylinder
规格型号/Specification
品牌/Supplier
数量/Number
金额(元)/Price(RMB)
小计(元)/Subtotal(RMB) 0.00
单价(元)/Unit Price(RMB)
Hale Waihona Puke 金额(元)/Price(RMB)
金额(元)/Price(RMB)
小计(元)/Subtotal(RMB)
0.00
三坐标测量费 CMM
Measure
名称/Item 型腔/Cavity 产品/Part
工时(小时)/Hour
单价(元)/Unit Price(RMB)
金额(元)/Price(RMB)
小计(元)/Subtotal(RMB) 0.00
名称/Item
一般机床/Machining
数控机床/CNC
数控机床(小)/CNC(Small) 加工费/
Manufacturin
电火花/EDM
g Cost
线切割/W.C.
线切割(慢)/W.C.(Slowly)
钳工/Fitting
皮纹/Texture
工时(小时)/Hour
单价(元)/Unit Price(RMB) 元/cm2
新产品设备工装模具夹具检查清单
新产品设备工装模具夹具检查清单新产品设备工装模具夹具是生产制造中使用频率较高的工具和设备,它们对产品加工质量和生产效率有着至关重要的作用。
在使用过程中,若出现故障或质量问题,可能导致不良品率增加或生产延误,给企业带来不良的影响。
因此,对新产品设备工装模具夹具的检查工作显得尤为重要。
针对这一需求,建立一份专门的检查清单,可以帮助企业更好地进行管理。
一、设备检查设备检查是检查清单中的首要内容。
对新设备进行全面的检查可以及时发现潜在的问题并避免后续的损失。
设备检查工作可以包括以下方面:1.设备松动检查设备的日常使用会产生松动的现象,引起设备不稳定性,进而影响正常的工作。
因此,需要检查设备各个部位是否存在松动现象。
一旦发现,即要采取相应的措施加以处理。
2.设备清洁检查设备使用时可能会产生灰尘和污垢等污染。
因此,需要定期对设备进行清洗和保护。
可以采用刷子、吸尘器等清洁工具进行清理工作,确保设备干净整洁。
3.设备润滑检查设备在使用中需要定期润滑以确保其正常工作。
因此,需要检查设备润滑情况并及时添加润滑剂。
4.设备维护检查设备使用寿命是有限的,需要定期进行维护。
因此,需要对设备进行检查,确保设备的操作和性能等不受影响。
二、工装模具检查工装模具是生产工艺中必不可少的一部分。
其质量对产品的制造精度和加工效率具有重要影响。
因此,工装模具的检查是非常重要的。
工装模具检查可以包括以下方面:1.工装模具损坏检查工装模具在使用中会出现损坏比如磨损或断裂等现象。
因此,需要对工装模具的状况进行检查,及时更换或处理。
2.工装模具清洁检查工装模具在使用和加工过程中可能会附着有灰尘、污垢等污染物。
因此需要对工装模具进行清洗工作,保持器具干净整洁。
3.工装模具保养检查工装模具需要定期维护和保养,以确保其正常工作。
因此,需要对工装模具进行保养检查,定期进行刷洗、润滑等保养工作。
三、夹具检查夹具是新产品加工过程中的必需品,其质量和性能直接影响新产品加工的品质和效率。
工装模具管理程序

程序文件文件名称:工装模具管理程序文件编号:_________________________文件版本:_________________________编制审核核准发行章1.目的:明确工装模具管理过程的各项要求,确保工装模具设计/制造/采购/验收/日常管理的过程均能受控。
2.范围:适用于各类工装/模具的设计、采购、制作、保管、保养等管理工作。
3.职责:3.1技术部:负责新工装模具的策划、设计、验收、修改等工作。
3.2生产部:负责部份工装模具的制作和所有工装模具的保管/保养工作。
3.3使用部门:负责工装模具的日常管理/保养工作。
4.定义:4.1工艺装备:指制造过程中所用的各种工具的总称。
包括刀具、夹具、模具、量具、检具、辅具、钳工工具、工位器具等。
4.2工装:制造过程中涉及到的夹具、工位器具。
4.3模具:产品成型过程中的冷冲模、注塑模等。
4.4易损工装:价值不高使用寿命短的如刀具/工具等。
5.流程图:见下附图6.作业内容与补充说明:6.1新工装模具需求的提出:6.1.1新产品研发时,技术部制定【新工装/模具申请表】,技术部主管审核,总经理批准。
6.1.2为提高生产效率降低制造成本,需开发新工装模具时,由需求部门制定【新工装/模具申请表】,并提供新工装模具的草图或方案,经部门经理审核,技术部经理批准后执行。
6.1.3设计变更过程中涉及新工装模具需求时,由项目组制定【新工装/模具申请表】,技术部主管批准后执行.6.1.4当旧工装模具报废或原工装模具产能不足,需制作新工装模具时,由生产部制定【新工装/模具申请表】,经生产部经理批准执行。
6.2工装模具的设计:6.2.1新工装模具设计是应考虑以下要求:6.2.1.1应考虑产品要求,确定新工装模具数量、结构、装夹、出模及制作方式等。
6.2.1.2必要时,技术部应绘制工装模具图纸,明确工装模具要求。
6.2.1.3评估工装模具的适宜性、符合性与有效性。
6.3工装模具的采购:6.3.1刀具、标准辅具等市场上可买到的工装,由需求部门提出,部门经理审批,交采购部执行采购作业。
模具开发管理程序
Mould development management procedures模具开发管理程序1.目的:提高模具开发效率,降低开发成本,满足客户需求。
2.范围:适用于所有的模具、夹具、检具。
3.定义3.1工装:指模具.夹具.治具.检具等的统称3.2 模具:用来成型产品的工具。
3.3 DFM: 制造前设计分析4.权责:4.1 模具设计CAD:负责模具设计.DFM.ECN模具3D&2D图档管理及后期模具维修优化。
4.2 模具装配:负责模具组立.维修.保养及进度跟踪,参与前期评审开发异常分析解决及量产前的维护。
4.3 模具工程师TPE:负责委外模具开发,确保质量成本交期满足客户需求4.4 项目经理(工程师)PM:主导项目进度,产品先期策划.组织.协调作用,带领APQP小组顺利完成任务。
.4.5 质量工程师QE:负责产品质量分析,保管样品,衡量满足客户需求程度,提出质量要求,制定检验标准。
4.6 工艺工程师PE:负责评估策划试模所需的设备(如:机台、模温机、干燥机.等)试模定工艺,模具问题反馈分析。
4.7 模具加工:负责模具所有零件的机械加工(如:C.WEDM.EDM等),确保质量交期满足设计需求。
4.8 测量工程师QC:负责模具来料测量检验符合设计要求4.9 模具采购:负责模具半成品.成品.模架.热流道.标准件及其他工件采购议价。
4.10 模具抛光:负责模具零件.电极等抛光处理。
4.11 APQP小组:由项目负责人定义成员,团队应该包括更不局限于模具.工程.生产.质量.供应链.项目.商务等组成APQP小组。
5.流程:.6.内容:(无)7.相关文件7.1《顾客要求管理程序》7.2《采购管理程序》7.3《工程变更管理程序》7.4<模具零部件采购与委外作业规范>7.5<模具装配规范>7.6<模具抛光规范>7.7<样品承认书>8.相关表单8.1[顾客要求清单]8.2[新项目启动通知单]8.3[项目成本预算表]8.4[项目进度表]8.5[模具零件备品备件清单]8.6[请购单]8.7[修模记录表]8.8[工程变更申请和通知及填写说明]8.9[模具验收检查]8.10[模具维护保养和维修申请及记录表]8.11[模具保养点检表]8.12[模具验收检查表]8.13[模具状态检查评估表]8.1附件:无Document revision record:文件制/修订履历表:。
压铸模具分解报价表
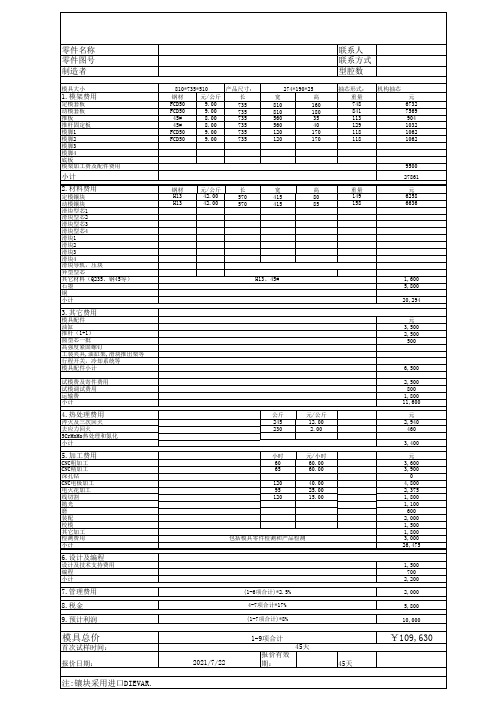
模具大小
1.模架费用
定模套板 动模套板 推板 推杆固定板 模脚1 模脚2 模脚3 模脚4 底板 模架加工费及配件费用
小计
2.材料费用
定模镶块 动模镶块 滑块型芯1 滑块型芯2 滑块型芯3 滑块型芯4 滑块1 滑块2 滑块3 滑块4 滑块导轨,压块 异型型芯 其它材料(Q235、钢45等) 石墨 铜 小计
600 2,000 1,500 1,800 3,000 26,475
1,500 700
2,200
2,000
5,800
10,000
¥109,630
415
80
149
H13
42.00
570
415
85
158
9500
27861
元 6258 6636
H13、45#
公斤 245 230
元/公斤 12.00 2.00
小时 60 65
120 95 120
元/小时 60.00 60.00
40.00 25.00 15.00
包括模具零件检测和产品检测
2021/7/22
3.其它费用
模具配件 油缸 推杆(1+1) 圆型芯一批 高强度紧固螺钉 工装夹具,油缸架,滑块推出架等 行程开关,冷却系统等 模具配件小计
试模费及寄件费用 试模调试费用 运输费 小计
4.热处理费用
淬火及三次回火 去应力回火 5CrMnMo热处理和氮化 小计
5.加工费用
CNC粗加工 CNC精加工 深孔钻 CNC电极加工 电火花加工 线切割 抛光 磨 装配 校模 其它加工 检测费用 小计
9.00
735
274*190*25
宽
工装模具台帐管理表

德信诚培训网工装、模具台帐序工装、模具名称工装、模具编号数量制作日期领用部门领用日期校验日期状态价值使用工序号1.2.3.4.5.6.7.8.9.10.责任人:德信诚培训网年度工装模具保养计划表序号工装模具名称编号保养周期计划保养时间负责人备注1月2月3月4月5月6月7月8月9月10月11月12月制表/日期:审核/日期:批准/日期:德信诚培训网工装模具领用单序号工装模具名称工装模具编号领用人领用时间管理员归还时间管理员备注德信诚培训网工装模具维修/保养记录表提交人:提交时间:工装/模具名称工装/模具型号工装/模具编号工装/模具位置生产日期维修/保养维修/保养机械操作工维修/保养实际修理/保养维修保养原因维修/保养项目更换配件名称规格数量配件来源备注维修/保养后设备状况实际误工时间报修/保养时间:生产时间:误工时间:维修/保养负责人日期:设备操作工日期:组长日期:德信诚培训网工装模具验收单工装模具名称工装模具代号产品名称制造部门日期价格合同号模具外观及尺寸工装夹具设计要求工装/模具图号技术部首件产品主要尺寸检查及运行序号尺寸允差实测序号尺寸允差实测1 72 83 94 105 116 12其他检测检验人员检验日期检验结果检验结论□合格□不合格生产质量管理部使用车间技术部注:本表一式四份,各持一份。
技术部生产质量管理部制造车间使用车间德信诚培训网工装模具履历表工装名称产品型号工装编号工序名称顾客名称使用计划次数维修保养日期使用时间或次数维修保养记录维修保养人验收结果使用时间模具状态使用次数领用人使用时间模具状态使用次数领用人使用时间模具状态使用次数领用人使用时间模具状态使用次数领用人使用时间模具状态使用次数领用人使用时间模具状态使用次数领用人填写模具状态时,正常划√,非正常划×,即填写模具维修通知单找班长送至模具维修班即可。
(正面)德信诚培训网工装/模具更改申请单(正面)适用产品模具或工装编号图纸编号原制造商申请人申请日期模具工装类型:□生产用模具工装□试验检验用工装夹具□更改理由:更改风险评估:对于生产用模具工装,在项目中由制造工程师(工艺)组织项目团队填写,量产后由制造部工程师(质量)组织相关跨功能团队填写。
模具工装清单
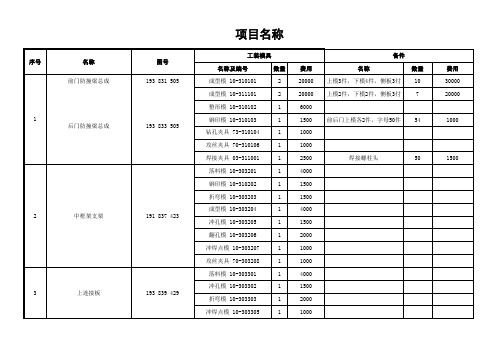
12
左右前门防撞杆总成
S11-6101910/20
焊接夹具 JH-1820L/R-03 点焊模 03-315003 落料模 ML-1821L/R-01
1 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4000 6000 6000 8000 3000 10000 3000 6000 4000 6000 10000 3000 15000 4000 5000 6000 3000 8000 4000 6000 3000 8000 4000
1 1 1 2 3 1 1 4 2 4 2 2 1 2 1 2 2 1 1 1 1 1 1
20000 15000 2500 6000 7500 3000 3000 6000 4000 6000 2000 3000 10000 20000 8000 12000 5000 1500 4000 2000 1500 5000 1500 下电极 9 1800 上电极5件,下电极4件 上模1件,下模1件 上模26件,下模1件 上模 大小钢印各2件 9 2 27 6 4 900 1000 2000 1800 500 上模2件,下模2件 4 3000 上模1件,下模1付 2000
13
左右前门防撞杆前连接内板
S11-6101911/12
成型模 ML-1821L/R-02 冲孔切断模 ML-1821L/R-03 落料冲孔模 ML-1822L/R-01 压筋模 ML-1822L/R-02
14
左右前门防撞杆前连接外板
S11-6101913/14
弯曲模 ML-1822L/R-03 切断冲孔模 ML-1822L/R-04 弯曲模 ML-1822L/R-05 落料冲孔模 ML-1823L/R-01 压筋模 ML-1823L/R-02
APQP新产品设计开发全套表格模板(含部分范本)
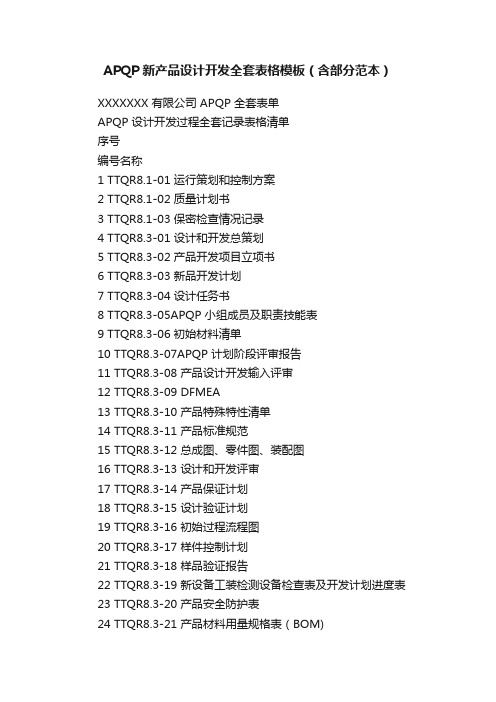
APQP新产品设计开发全套表格模板(含部分范本)XXXXXXX 有限公司 APQP 全套表单APQP 设计开发过程全套记录表格清单序号编号名称1 TTQR8.1-01 运行策划和控制方案2 TTQR8.1-02 质量计划书3 TTQR8.1-03 保密检查情况记录4 TTQR8.3-01 设计和开发总策划5 TTQR8.3-02 产品开发项目立项书6 TTQR8.3-03 新品开发计划7 TTQR8.3-04 设计任务书8 TTQR8.3-05APQP 小组成员及职责技能表9 TTQR8.3-06 初始材料清单10 TTQR8.3-07APQP 计划阶段评审报告11 TTQR8.3-08 产品设计开发输入评审12 TTQR8.3-09 DFMEA13 TTQR8.3-10 产品特殊特性清单14 TTQR8.3-11 产品标准规范15 TTQR8.3-12 总成图、零件图、装配图16 TTQR8.3-13 设计和开发评审17 TTQR8.3-14 产品保证计划18 TTQR8.3-15 设计验证计划19 TTQR8.3-16 初始过程流程图20 TTQR8.3-17 样件控制计划21 TTQR8.3-18 样品验证报告22 TTQR8.3-19 新设备工装检测设备检查表及开发计划进度表23 TTQR8.3-20 产品安全防护表24 TTQR8.3-21 产品材料用量规格表(BOM)25 TTQR8.3-22 工程规范审查确认26 TTQR8.3-23 产品防错一览表27 TTQR8.3-24 可制造性和装配性设计28 TTQR8.3-25 模具配置申请表29 TTQR8.3-26 模具设计任务书30 TTQR8.3-27 模具制造报价单31 TTQR8.3-28 模具供方评定表32 TTQR8.3-29 模具加工合同33 TTQR8.3-30 模具跟踪评审验收记录34 TTQR8.3-31 设计和开发验证记录35 TTQR8.3-32 小组可行性承诺36 TTQR8.3-33 产品设计和开发输出评审XXXXXXX 有限公司 APQP 全套表单序号编号名称37 TTQR8.3-34 APQP 产品设计阶段评审报告38 TTQR8.3-35 产品/过程质量体系评审39 TTQR8.3-36 过程设计和开发输入评审40 TTQR8.3-37 产品特性重要度分级表41 TTQR8.3-38 产品和过程特殊特性清单42 TTQR8.3-39 特性矩阵图43 TTQR8.3-40 过程流程图44 TTQR8.3-41 车间平面定置管理图及检查表45 TTQR8.3-42 PFMEA 表46 TTQR8.3-43 试生产控制计划47 TTQR8.3-44 生产设备清单48 TTQR8.3-45 检测设备清单49 TTQR8.3-46 工艺规范及评审报告50 TTQR8.3-47 过程作业指导书51 TTQR8.3-48 测量系统分析计划52 TTQR8.3-49 初始过程能力研究计划53 TTQR8.3-50 包装作业指导书(包装规范)54 TTQR8.3-51 OTS 样件全尺寸报告55 TTQR8.3-52 OTS 样件材质试验结果56 TTQR8.3-53 OTS 样件性能试验结果57 TTQR8.3-54 过程设计开发输出评审58 TTQR8.3-55 APQP 设计阶段评审报告59 TTQR8.3-56 试生产计划60 TTQR8.3-57 试生产准备检查表(确认设备、工装、人员)61 TTQR8.3-58 试过程工艺参数检测记录62 TTQR8.3-59 试生产验证测试报告63 TTQR8.3-60 试生产总结报告64 TTQR8.3-61 节拍产能分析报告65 TTQR8.3-62 初始过程能力研究报告66 TTQR8.3-63 生产控制计划67 TTQR8.3-64 设计开发确认表68 TTQR8.3-65 零件提交保证书69 TTQR8.3-66 产品质量策划总结和认定70 TTQR8.3-67 APQP 试生产阶段评审报告71 TTQR8.3-68 工程变更申请单72 TTQR8.3-69 工程变更通知单73 TTQR8.3-70 嵌入式软件开发评估表XXXXXXX 有限公司 APQP 全套表单嵌入式软件开发评估表项目名称:一、推进流程应用工作量TQR8.3-70NO.序号阶段1 项目准备2 系统配置3 流程调研4 设定流程5 模拟调试6 管理员培训7 用户培训8 系统启用工作内容现有系统配置情况检查系统相关模块的基本数据情况检查制定实施阶段计划,约定每个阶段的时长,准确划分各阶段时间节点预定培训实施期间培训日期安排建立相关组织结构, 建立相关角色调整全局配置项建立权限分配方案落实需要上线的流程列表,这些流程主要包括:党委发文流程、纪委发文流程、公司发文流程、部门发文流程(报告、函、请示、通知)、公司收文流程,以及:用印申请流程、出差申请流程、会议管理流程等培训流程图的标准画法收集流程图,交流流程信息、修改流程图、流程图定稿建立流程,谁提交,谁批准,谁执行建立流程表单,及相应说明, 建立流程处理签建立存档管理,配置相关归档目录建立权限管理对所有流程进行模拟测试,特别是各个重要公文流程,必须进行遍历测试根据模拟测试发现的情况,对流程设置进行检讨和调整对流程管理员进行培训,使其掌握流程异常情况处理、流程微调技巧根据项目实际整理培训资料落实培训人员、场地、时间安排三场用户培训,需用户积极配合协调建立起与系统运行相适应的管理规章制度发布正式启用系统的通知系统检查与实施补充问题收集、反馈、调整阶段评估验证9 项目收尾项目回顾、权限收回总评XXXXXXX 有限公司 APQP 全套表单二、新功能开发流程序号 1 2 3 4 5 67阶段工作内容需求调研、分析需求确认了解用户业务,获取用户对功能、性能等方面的需求用户方、开发方对需求进行审核确认这些功能包括:安全认证、电子印章、规章制度管理、业务整合总体设计系统初步设计总体设计评审详细设计详细设计评审用户方、开发方对总体设计审核确认对系统功能、操作界面、处理逻辑、数据库、代码体系等进行详细设计开发组对详细设计方案审核确认编写程序、单元测试系统管理(设置,备份还原)操作人员管理及权限管理编程、单元测试安全认证电子印章规章制度管理业务整合(初步)业务整合(深入)8集成测试系统集成测试、系统测试,编程与测试可以交叉进行到用户现场安装调试开发好的系 9 安装调试统,并与用户一起试走业务流程,对系统进行功能确认测试10系统初始化将系统初始化;准备业务基础数据并录入系统;11 用户培训对用户操作人员、系统管理人员进行详细培训12项目跟踪与总结系统 bug 控制,操作指导合计阶段评估验证XXXXXXX 有限公司 APQP 全套表单设计评审报告产品名称:研制单位:产品负责人:拟制日期:XXXXXXX 有限公司 APQP 全套表单设计评审申请表部门评审项目名称评审日期设计所 XXXxx 年 xx 月 xx 日产品研发工程师产品内部代号评审地点技术中心三楼会议室一、建议参加评审单位及人员设计所:模具中心:工艺技术部:技术管理部:品质中心:检测中心:企划部:车载事业部:营销中心:物流部:财务部:设备部:其它:二、申请评审内容三、室主任审批意见四、总工程师审批意见XXXXXXX 有限公司 APQP 全套表单提供评审的文件、资料清单序号1 2 3 4 5 6 7 8 9 10文件资料名称产品立项书新品开发计划产品设计任务书初始材料清单初始过程流程图初始特殊特性清单产品三维草图DFMEA 试验计划其它(如:顾客要求)编审人或资料来源营销中心企划部研发工程师研发工程师研发工程师研发工程师研发工程师研发工程师研发工程师备注评审意见汇总及问题解决措施一、评审意见汇总(请研发工程师根据评审意见表上所列各项建议和意见进行汇总,未列入的评审意见视为不采纳)==由于设计评审意见太过随意,此处对其进行汇总,未列入里头的意见视为不采纳XXXXXXX 有限公司 APQP 全套表单二、存在问题及解决措施一览表序号问题内容1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16措施建议要求完成追踪负责人日期结论XXXXXXX 有限公司 APQP 全套表单评审结果1、评审结论:2、研制单位意见:评审组组长:3、主管领导复审决定:主管:签字:年月日年月日年月日XXXXXXX 有限公司 APQP 全套表单评审组名单姓名职务/职称XXX 设计室主任高工XXX 工艺技术部经理高工XXX 模具副主任工程师单位设计所工艺技术部模具中心签名是否有评审意见是否√√√备注:未提交《设计评审意见表》视为“同意该产品的所有设计”XXXXXXX 有限公司 APQP 全套表单附件 1设计评审意见表评审项目名称产品内部代号序号存在问题描述评审日期措施建议评审者/单位:XXXXXXX 有限公司 APQP 全套表单产品开发项目立项书项目名称: (例如:XXXXX) 项目类别: (例如:汽车继电器)XXXXXXX 有限公司 APQP 全套表单项目来源及概况项目名称项目来源申请部门申请人承办部门承办人一、市场调研与分析、顾客输入(公司决策的会议纪要等文件或销售人员市场调查、出差报告可作为附件): 1. 开发背景(基于何种目的):2. 市场需求情况(产品的年预计需求量、主要针对怎样的客户或市场等):3. 特定的客户需求(希望的目标价格、开发进度等):4.市场竞争情况:5.竞争对手样品、样本、安全认证或专利等资料的提供(可作为附件)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
规格
mm2
元/mm2
小计: 2 辅 助 材 料 1、成本(以上1+2+3+4项小计之和) 2、管理费用(按成本的(4) %计算) 3、销售费用(按成本的(3) %计算) 4、利润(按成本的(13)%计算) 5、税金(直接材料+辅助材料+直接加工费+制造费用+管理费用+销售费用+利润)*税率17% 6、含税价(直接材料+辅助材料+制造成本+管理费用+销售费用+利润+税金) 采购部签字 确认栏 技术部签字 财务部签字 反馈说明: 4 制 造 费 用 热处理费 调试费 运费
小计:
小计:
小计:
确认价格
模 具 报 价 清 单
3直接加工费 加工费
确认价格表ຫໍສະໝຸດ 编号:工 装、模 具 报 价 清 单
适用范围:模具,工装,夹具等
供应商名称 1直接材料费 联系人 联系电话 产品名称 3直接加工费 用量或数量 单价 (元/Kg) 材料金额 下料 工时 元/工时 线切割 普通机加工 工时 元/工时 数控加工 工时 元/工时 工时 磨削 元/工时 图号
序号 工装模具部件 材料名称