专用转塔车床转塔刀架部件设计
c616卧式车床八工位数控回转刀架毕业设计(全套图纸)[管理资料]
![c616卧式车床八工位数控回转刀架毕业设计(全套图纸)[管理资料]](https://img.taocdn.com/s3/m/86f442d12f60ddccdb38a092.png)
C616卧式车床八工位数控回转刀架设计【摘要】数控加工的加工精度高,生产率高,能减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代化以及经济效益的提高,它的发展和运用,影响着制造业水平高低,实现生产过程的数控化,已经成为当今制造业的发展方向,所以非常值得我们去研究。
本设计通过对八工位卧式电动控制刀架的工作原理的分析,确定了多种方案,综合考虑各种方案的优缺点、性价比后,采用电动回转刀架。
其刀架机构的主要部件包括减速传动机构、刀架的抬起机构、锁紧与转位精定位机构等,控制系统软件包括控制系统的选择,控制系统软硬件的设计,收发信电路的设计等,设计中所采用螺杆抬起机构、端齿盘定位机构和单片机控制系统都计较经济实用,适合我们我国现阶段数控机床的发展需要。
【关键词】八工位,电动刀架,自动化,8051单片机[Abstract]The machining precision of NC machining high, high productivity, reduces the labor intensity of operator, improve working conditions, is conducive to the modernization of production management and improving economic benefit, its development and use, affect the manufacturing industry level, realizes the numerical control of the production process, has become the development direction of manufacturing industry, it is worth we are going to study.This design through the analysis of the work principle of the eight station horizontal electric control tool, to determine the various schemes, considering the advantages and disadvantages of various schemes, cost-effective, with electric rotary cutter. The tool holder mechanism consists of a deceleration transmission mechanism, cutter lifting mechanism, locking and indexing precision positioning mechanism, control system software includes the choice of the control system, the design of hardware and software of control system, transceiver circuit design, the screw lifting mechanism, the tooth disk positioning mechanism and a microcomputer control system all care about the economic and practical design, need to develop suitable for our country at thepresent stage of CNC machine tools.Key word.Eight station, electric tool, automation, 8051 single chip microcomputer目录1 绪论 (5)引言 (5)国内外研究现状 (5)存在的问题 (6)解决的方法 (7)2 方案设计 (8)自动刀架的基本要求和类型 (8) (8) (8)方案的拟定和确定 (9)3 总体结构设计 (11)减速传动机构方案设计 (11)刀架抬起机构设计 (12)上刀体锁紧与精定位机构设计 (13)4 主要部件的设计计算 (15)减速传动机构的设计计算 (15) (15) (15) (15) (19) (19)螺杆的设计计算 (20) (20) (21) (21)端齿盘设计 (21)端齿盘的特点 (22)端齿盘主要参数的设计计算 (22)5 电气控制部分设计 (26)控制系统的选择 (26)控制方式的选择 (27)硬件电路设计 (27) (27) (29)控制软件设计 (31)6 致谢 (37)7 参考文献 (38)1 绪论引言电动刀架是数控车床重要的传统结构,应用了自动控制、微电子、传感测量等方面的最新成就,是典型的机电一体化产品。
多工位数控转塔动力刀架设计
高精度鼠 牙盘进行精确定位。它能有效搭栽 1 2把动 力刀具 , 搭载的刀具 由伺服 电机提供动力 , 根据刀具类型
的不 同, 可以实现车、 铣等 多种加 工。其特点是刀具转位速度快, 分位精度 高, 重复精度 高, 可靠性强 。
c u e o e dfee ttp so l ,i c n a he e mi i g u i g a d oh rp o e sn .I fa u e a tto h g st n, a s t i rn e t s t a c iv l n ,tr n n te r c si g t e t r sfs l a e p i o f h y f o l n o cn o i s b—btl g r cso ig p aa i t d rl i t . u i l h p e iin.h h r e t bl y a ei h y i e i n b a K e r s u r t o t o p ig;h d a l y t m y wo d :t r ;t h e u l e n y r ui s s c e
r q r me t fd sg i n CNC ur n e t r o i ain o lcr e uie ns o e i nnga t nig c n e ,ac mb n t fee to— h d a lc c n rlo na c mu t p sto t re o y r u i o to dy mi l i— o iin u r t f
( ei frai i c n cnl yu i rt, ei 10 9 ,C i ) B in i om t ns e e dt h o g nv sy B in jg n o cn a e o ei j g 0 12 hn a
AK31系列刀台工作原理及维修实例解析
55一、前言A K 31 系列刀架是引进于世界著名的数控转塔刀架生产企业—意大利 Baruffaldi 公司的先进技术,由烟台环球机床附件集团有限公司获得生产许可证而生产制造的。
该系列转塔刀架是普及型及高级系数控车床的核心配套附件,可保证零件通过一次装夹自动完成车削外圆、断面、螺纹和镗孔、切槽、切断等加工工序。
我公司有数十台数控车床配备了该系列数控刀架,数控车床刀架的维修量在数控车床故障维修中占 50%以上,成为数控车床维修中的重要工作。
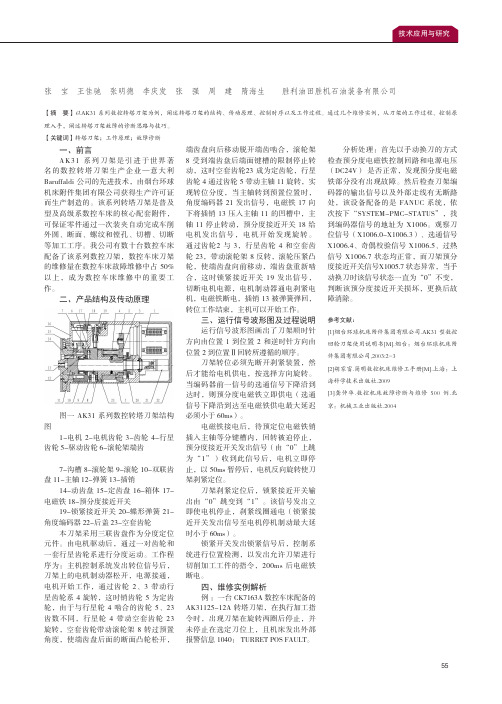
二、产品结构及传动原理图一 AK31 系列数控转塔刀架结构图1-电机 2-电机齿轮 3-齿轮 4-行星齿轮 5-驱动齿轮 6-滚轮架端齿7-沟槽 8-滚轮架 9-滚轮 10-双联齿盘 11-主轴 12-弹簧 13-插销14-动齿盘 15-定齿盘 16-箱体 17-电磁铁 18-预分度接近开关19-锁紧接近开关 20-蝶形弹簧 21-角度编码器 22-后盖 23-空套齿轮本刀架采用三联齿盘作为分度定位元件。
由电机驱动后,通过一对齿轮和一套行星齿轮系进行分度运动。
工作程序为:主机控制系统发出转位信号后,刀架上的电机制动器松开,电源接通,电机开始工作,通过齿轮 2、3 带动行星齿轮系 4 旋转,这时销齿轮 5 为定齿轮,由于与行星轮 4 啮合的齿轮 5、23 齿数不同,行星轮 4 带动空套齿轮 23旋转,空套齿轮带动滚轮架 8 转过预置角度,使端齿盘后面的断面凸轮松开,端齿盘向后移动脱开端齿啮合,滚轮架 8 受到端齿盘后端面键槽的限制停止转动,这时空套齿轮23 成为定齿轮,行星齿轮 4 通过齿轮 5 带动主轴 11 旋转,实现转位分度,当主轴转到预置位置时,角度编码器 21 发出信号,电磁铁 17 向下将插销 13 压入主轴 11 的凹槽中,主轴 11 停止转动,预分度接近开关 18 给电机发出信号,电机开始发现旋转。
通过齿轮2 与 3,行星齿轮 4 和空套齿轮 23,带动滚轮架 8 反转,滚轮压紧凸轮,使端齿盘向前移动,端齿盘重新啮合,这时锁紧接近开关 19 发出信号,切断电机电源,电机制动器通电刹紧电机,电磁铁断电,插销 13 被弹簧弹回,转位工作结束,主机可以开始工作。
CA6140车床刀架转盘零件的工艺工装及钻Φ30孔夹具设计
摘要本设计CA6140刀架转盘零件加工过程的基础设计的夹具设计。
主要加工部位是平面和孔加工。
在一般情况下,确保比保证精密加工孔很容易。
因此,设计遵循的原则是先加工面后加工孔表面。
在零件的夹具设计中,主要是根据零件加工工序要求,分析应限的自由度数,进而根据零件的表面特征选定定位元件,再分析所选定位元件能否限定应限自由度。
确定了定位元件后还需要选择夹紧元件,最后就是确定专用夹具的结构形式。
关键词:CA6140刀架转盘零件;工艺;夹具;AbstractThe design of CA6140 cutter turntable parts machining process based design of fixture design. The main processing parts processing plane and holes. In general, ensure easy to guarantee precision machining holes than. Therefore, the design principle is first machined surface after machining hole surface. In the fixture design of parts, mainly according to the requirement of machining process, the number of degrees of freedom analysis should limit, then according to the surface characteristics of components selected location element, then analyze the selected location components can be qualified shall be limited degrees of freedom. Determine the location element also need to select the clamping element, the last is to determine the structure of the special fixture.Keywords: CA6140 cutter turntable parts; technology; fixture;目录摘要 (I)Abstract (II)第1章零件的结构分析 (2)1. 1 刀架转盘的用途 (1)1. 2 刀架转盘的技术要求 (1)1. 3 刀架转盘的工艺性 (1)1. 4 刀架转盘的生产类型确定 (1)第2章刀架转盘机械加工工艺规程设计 (3)2.1 分析零件图 (3)2.1.1 零件的作用 (3)2.1.2 零件的工艺分析 (3)2.2 选择毛坯制造形式 (3)2.3 拟定工艺路线 (4)2.3.1 划分加工阶段 (4)2.3.2 选择基准 (4)2.3.3 确定加工方案 (4)2.4 确定切削用量及工时定额 (6)2.4.1 铣上端面 (6)2.4.2 铣燕尾面和空刀槽 (8)2.4.3 铣尺寸铣尺寸206两端面 (12)2.4.4车Φ70外圆面、端面,Φ120端面外圆面 (13)2.4.5 钻、扩、铰Φ35H7孔,钻4×Φ11孔 (20)2.4.6 磨燕尾面,空刀面 (23)第3章钻Φ30孔夹具设计 (25)3.1设计要求 (25)3.2夹具设计 (27)3.2.1 定位基准的选择 (27)3.2.2 切削力及夹紧力的计算 (27)3.3定位误差的分析 (28)3.4 钻套、衬套、钻模板设计与选用 (29)3.5夹具设计及操作的简要说明 (30)结论 (31)致谢 (32)参考文献 (33)第1章 零件的结构分析1. 1 刀架转盘的用途CA6140车床“刀架刀架转盘”零件它位于刀架部件的上刀架与下刀架之间,它是上刀架的导向件,当需要用小刀架车锥面时,可以通过刀架转盘相对于刀架的转动来调整锥角。
机床六工位转塔动力刀架的设计

( )行程限位机构 行程限位机构给动力刀架提供 4 下一个动作信号 ,使其按照既定 的动作流程做出反应 。
( )液压系统 5 两个液压缸和相应的阀组 成了动力
下刀架问齿 盘啮合 ,从而实现精确定位要求 。 ( )传感器定位 由于机械式行程开关 的灵敏度较 1 差 ,且 大部分是接触式的行程 开关 ,长时间使用 ,会 因 为摩擦损耗而使 其失灵 。采用 传感器 可避 免上述 问题 , 本例使用两个传感器来 限制上刀架 的抬起位 置和上刀架 的转位角度 ,保证 动作 的准 确性 。由于是初定 位 阶段 ,
铰等加工 ,在提高被加工零件加工精度 的同时 ,还可提
高生产效率和工人操作的安全性 ,继而为企业节 约了生 产成本和机械维修维护的费用。
/ 1 『 / 4 J \_ L l /
/j
由呻 —
一
1 设计要求 .
转塔动力刀架要求动作平稳 ,转位准确 ,回转分 度
刀架 的液压系统 ,提供抬起 和转位的动力。 ()密封系统 保证液压油的压力 ,并 防止外 界污 6
染物进入。
由这六个部分和电动机及传动件组成 的转塔动力刀
对传感器的定位精度也不需要很高 ,只要保证从 动齿轮
磊 工 ~ 。
—
脱离啮合并滑出导 向齿轮即可 。
已知输 入 的转矩 2 N・ 6 m,主动轮转 速 n=14 0/ i 4 rm n 传动 比 i ,工作寿命假定 9 6 :】 .
误差 ≤ ± ” 3 ,刀架 能根 据需要 自动转 位 ,并 在转位后 提
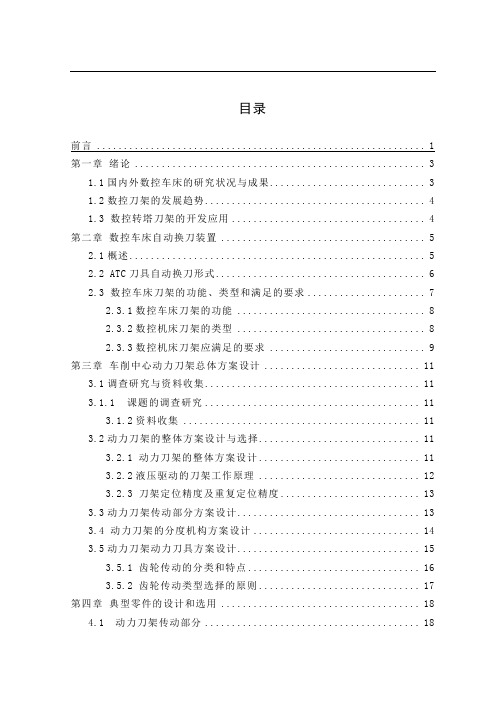
图 l 转塔动 力刀架布局
1 .主轴 2 .上 刀架 3 .下刀架 4 底架 5 带 传动箱 6 电动 机 .
供动力驱动 主轴转动。根据这些情况设计 的六工位转塔 动力刀架 ,可安装在组合机床及卧式 车床上使用。
数控车床六角旋转刀架三维设计设计word版

毕业设计(论 文) G RADUATE D ESIGN (T HESIS ) 设计(论文)题目 数控车床六角旋转刀架三维设计 学 生 宋超 学习中心 黑龙江双鸭山学习中心 专 业 机械工程及自动化 指导教师 温泉二〇一四年 八 月 五 日东北大学毕业设计(论文)东北大学继续教育学院摘要国际上数控机床的发展日新月异,我国数控转塔刀架行业亦发生了根本性的改变,但是,产能只是满足量的一面,低档次产品价格低廉、功能不齐、适应性差,其生命力亦不会太强。
只有满足质的方面、满足数控机床性能要求方面的产品才是最重要的。
我国的数控机床行业与世界先进制造行业相比,存在很大的差距,而重要的原因是功能部件行业赶不上数控机床的发展。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几年来受到世界各国的普遍重视并得到了迅速的发展。
本课题研究的是数控车床最重要的部件之一:旋转刀架。
数控车床的刀架是机床的重要组成部分。
刀架用于夹持切削用的刀具,因此其结构直接影响机床的切削性能和切削效率。
在某种程度上,刀架的结构和性能体现了机床的设计和制造技术水平。
关键词:数控机床数控车床旋转刀架目录1.绪论 (4)1.1 选题的目的和意义 (4)1.2 数控刀架的发展现状及发展趋势 (4)1.3 我国数控刀架的发展现状 (6)1.4 本文主要研究内容 (6)2.总体结构设计 (5)2.1 机床刀架的基本要求与功用 (7)2.2 总体方案的确定 (8)2.3 刀架基本结构、工作原理及动作顺序 (10)2.4 刀架转位机构设计 (12)2.5 刀架定位机构设计 (14)2.6 电动机选择及安装形式的确定 (17)2.7 本章小结 (19)3.运动设计及刀架主参数确定 (20)3.1 运动设计 (20)3.2 刀架主参数确定 (21)3.3 本章小结 (21)4.刀架零件设计、计算及校核 (23)4.1 蜗杆蜗轮选用及校核 (22)4.2 蜗杆轴结构设计及校核 (28)4.2.1 蜗杆轴材料选择 (28)4.2.2 初算轴径 (28)4.2.3 蜗杆轴结构设计 (29)4.2.4 轴的受力分析 (31)4.2.5 校核轴的强度 (36)4.2.6 校核见链接的强度 (37)4.3 齿盘结构设计 (38)4.4 本章小结 (43)结论 (47)1. 绪论1.1 选题的目的和意义数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。
机械机床毕业设计17CK6130车削中心动力转塔刀架设计
目录前言 (1)第一章绪论 (3)1.1国内外数控车床的研究状况与成果 (3)1.2数控刀架的发展趋势 (4)1.3 数控转塔刀架的开发应用 (4)第二章数控车床自动换刀装置 (5)2.1概述 (5)2.2 ATC刀具自动换刀形式 (6)2.3 数控车床刀架的功能、类型和满足的要求 (7)2.3.1数控车床刀架的功能 (8)2.3.2数控机床刀架的类型 (8)2.3.3数控机床刀架应满足的要求 (9)第三章车削中心动力刀架总体方案设计 (11)3.1调查研究与资料收集 (11)3.1.1 课题的调查研究 (11)3.1.2资料收集 (11)3.2动力刀架的整体方案设计与选择 (11)3.2.1 动力刀架的整体方案设计 (11)3.2.2液压驱动的刀架工作原理 (12)3.2.3 刀架定位精度及重复定位精度 (13)3.3动力刀架传动部分方案设计 (13)3.4 动力刀架的分度机构方案设计 (14)3.5动力刀架动力刀具方案设计 (15)3.5.1 齿轮传动的分类和特点 (16)3.5.2 齿轮传动类型选择的原则 (17)第四章典型零件的设计和选用 (18)4.1 动力刀架传动部分 (18)4.1.1 刀架轴的结构设计及计算 (18)4.1.2 液压缸的设计 (19)4.1.2.1 选择液压缸类型 (19)4.1.2.2 液压缸内径D和活塞直径d的计算 (20)4.1.3 碟形弹簧的计算及选用 (21)4.1.4 轴承的选用 (22)4.1.5 端齿盘的选用 (23)4.1.5.1端齿盘的应用 (23)4.1.5.2端齿盘的特点 (24)4.1.5.3 端齿盘的设计 (24)4.2 动力刀架的分度机构部分 (25)4.2.1伺服电机的选用 (25)4.2.1.1伺服电机的分类 (26)4.2.1.2 伺服电机的一般选择原则 (26)4.2.1.3伺服电机的选用 (26)4.2.2凸轮机构的选用及计算 (30)4.2.2.1凸轮式间歇运动机构的特点及应用 (30)4.2.2.2圆柱凸轮分度机构参数确定 (31)4.3 动力刀架动力刀具部分 (31)4.3.1交流伺服电动机的选择 (32)4.3.1.1概述 (32)4.3.1.2 伺服电机的性能 (32)4.3.2 齿轮设计计算及选用 (33)4.3.3 轴承的选用 (35)第五章 CK6130车削中心动力转塔刀架三维制作 (36)5.1 典型零部件实体制作 (36)5.1.1刀架轴的实体制作 (36)5.1.2刀盘的制作 (36)5.1.3齿轮制作 (37)5.1.4圆柱凸轮制作 (37)5.2 装配图、剖视图、爆炸图 (39)第六章总结 (42)致谢 (43)参考文献: (44)前言制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国或地区经济的实力,科技水平,生活水准和国防实力。
专用转塔车床转塔刀架部件设计

1.1选题的背景
数控机床的上的转塔刀架是机床安放刀架提高机床工作效率的重要部分。数控机床的出现和发展已经有五十多年的时间了,这段时间中数控机床的取得了长足的发展。进入到21世纪后,随着科技的发展,尤其是微电子和计算机技术的进步,对数控机床提出的要求也越来越高。转塔刀架作为数控机床上的重要部件之一,也随着数控机床的发展一直处于更新换代中。美国、德国和日本等发达国家,一直对数控机床和转塔刀架等重要部件的发展作为其工业发展的战略地位[1]。世界上比较先进的数控机床的转塔刀架都是由欧美等工业强国设计生产的,比如德国的西门子,日本的FANUC公司开发了市场上所需的各种低、中、高档次的转塔刀架,其技术领先,产量居世界第一,同时占有国际市场的很大份额。我国正在从工业大国向工业强国的方向发展,对数控机床转塔刀架的需求也越来越迫切。然而我国对转塔刀架的设计生产主要都是依赖于先进国家的,国内自己生产的刀架在质量和性能上都与国际上同类产品有着一定的差距[2]。
数控转塔冲床结构设计
数控转塔冲床结构设计
1.整体结构设计:数控转塔冲床采用了坚固耐用的底座结构,可以确保工作时的稳定性和精度。
底座采用整体铸造工艺,具有较高的刚性和稳定性。
在底座上安装数控台车,通过电机传动和螺杆传动实现台车的前后移动。
2.转塔结构设计:数控转塔冲床的转塔是其核心部件之一,用于存放和切换各种冲头。
转塔采用分体结构,由主轴和转台组成。
主轴通过电机传动实现旋转,而转台则可以上下移动。
转塔上配备了多个孔位,用于安装冲头。
通过转动主轴和旋转转台,可以实现冲头的快速切换。
3.冲头结构设计:冲头是数控转塔冲床的工作部件,用于对金属材料进行冲压加工。
冲床的冲头一般由上模座、冲头座和冲头组成。
上模座固定在转塔上,冲头座和冲头通过销钉连接。
冲头座可以上下移动,通过气动或液压系统实现。
冲头座上安装有不同类型和规格的冲头,可以根据需要进行更换。
4.控制系统设计:数控转塔冲床的控制系统是其核心部分,用于控制转塔和台车的运动。
控制系统采用了PLC和伺服电机,具有高精度、高速度和高可靠性的特点。
通过编程控制,可以实现各种复杂的冲床动作,提高生产效率和产品质量。
5.安全设备设计:数控转塔冲床在设计过程中必须考虑到安全因素。
在机床上设置了各种安全设备,如急停开关、防护罩、安全光幕等,以确保操作人员的人身安全。
数控转塔冲床的结构设计需要考虑转塔的稳定性、冲头的切换速度和精度、控制系统的稳定性和可靠性,以及安全性等因素。
只有在各个方面
的综合考虑下,才能设计出高效、可靠、安全的数控转塔冲床,满足不同行业对金属加工的需求。
专用转塔车床转塔刀架部件设计开题报告
专用转塔车床转塔刀架部件设计开题报告学生姓名专业学号开题报告内容:(调研资料的准备,设计/论文的目的、要求、思路与预期成果;任务完成的阶段内容及时间安排;完成设计(论文)所具备的条件因素等。
)1、调研资料的准备和课题研究的背景转塔刀架是数控车床的关键功能部件,其可靠性水平直接影响到整机的可靠性水平,转塔刀架可靠性的深入研究对整机可靠性的提高有着重要的意义。
该专用转塔车床用于加工煤电钻端盖上的三组孔和有关的外圆及端面,采用多刀、多工位的加工方法,实现自动循环。
工件在一次安装内可完成三组孔的加工,并可借助于转位机构和回转盘,使工件自动变换加工位置。
车床转塔刀架,是一种步进式凸轮分度数控车床转塔刀架,属于机床附件。
车床转塔刀架由刀盘、端面齿盘,中心轴,回转盘,柱销,凸轮,凸轮轴,,油缸,活塞,花键套,行程开关,开关凸轮,液压马达所组成。
本实用新型具有结构简单,成本低廉,分度定位平稳可靠,无刚性和柔性冲击,重复定位精度高,刚性好,并可双向任意转位节省换刀辅助时间等特点。
数控转塔刀架是数控车床上的核心功能部件之一。
通过专用转塔车床转塔刀架的设计,减少加工误差,操作方便简单,容易操作,提高生产效率。
2、设计/论文的目的、要求在各类金属切削机床中,车床是应用最广泛的一类,约占机床总数的50%。
车床既可用车刀对工件进行车削加工,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。
按工艺特点、布局形式和结构特性等的不同,车床可以分为卧式车床、落地车床、立式车床、转塔车床、仿形车床、单轴自动车床、多轴自动和半自动车床及各种专用车床,其中大部分为卧式车床。
专用车床是加工某类工件的特定表面的车床,如曲轴车床、凸轮轴车床、车轮车床、车轴车床、轧辊车床和钢锭车床等。
本课题所研究的盘丝车床即属于专用车床。
专用车床的生产效率比通用车床高几倍至几十倍。
由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期,因此专用车床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用。
WNC490数控车床转塔刀架PLC程序设计
制造技术与机床 2005 年第 1 期
・ 47 ・
O O O ) R R Q Q 108. 5 116. 5 / / X 轴使能控制位 / / Z 轴使能控制位
・ 45 ・
F F F
76. 0 76. 1 76. 2 / / NC 向 PL C 发出的刀号
编码
制造技术与机床 2005 年第 1 期
设计与研究 Design and Research
= A = A = L L ! =F = F 255. 0 / / 如果实际位置与指令要 F I F I F FY QB 251. 1 10. 2 251. 2 10. 3 251. 3 251 10 / / 转存后的位置指令
∫
θ 1
θ 2
) dθ = f (θ
∫Iωdω
ω1
ω2
上式中 , 刀具到达换刀点的速度 ω2 近似为常数 , 刀架正向转动结束时 ω1 = 0 , 所以在相同的制动条件 下 θ= θ 1 - θ 2 的值总是一个常数 。由此可以论证 , 在 刀具数量型号不变的情况下 , 换刀的制动行程总是相 等的 。根据这一结论 , 如果换刀时发生制动超程 , 可以 对电动机正转停止/ 反转启动指令的发出点进行修正 , 从而实现正确换刀 。 当然 , 在特殊的情况下 , 比如出现机械故障或者用 于检测刀具到位信息的霍尔元件失效使换刀无法正确 完成 , 此时 , PL C 将向 NC 发出紧急停止指令 , 要求机 床急停 ,同时发出报警 。 2 . 6 手动换刀 当自动换刀/ 手动换刀方式选择开关选择手动方 式时 , PL C 程序只要实现换刀控制按钮按下 , 电动机 立即开始正转 ,手动按钮弹起 ,电动机正转结束 。同时 启动电动机反转 ,延时 2 s 将刀具夹紧即可 。 作者 : 周朔鹏 ,江苏常州戚墅堰机车车辆厂配件分 厂机关 ,邮编 :213011 ( 编辑 徐洁兰)
数控车床的六角回转刀架的机构设计结构设计
数控车床的六角回转刀架的机构设计结构设计第一章绪论1.1前言数控技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。
它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。
数控的产生依赖于数据载体和二进制形式数据运算的出现。
1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。
数控技术是与机床控制密切结合发展起来的。
1952年,第一台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。
数控技术也叫计算机数控技术,它是采用计算机实现数字程序控制的技术。
这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。
由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入操作指令的存储、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成,处理生成的微观指令传送给伺服驱动装置驱动电机或液压执行元件带动设备运行。
传统的机械加工都是用手工操作普通机床作业的,加工时用手摇动机械刀具切削金属,靠眼睛用卡尺等工具测量产品的精度的。
现代工业早已使用电脑数字化控制的机床进行作业了,数控机床可以按照技术人员事先编好的程序自动对任何产品和零部件直接进行加工了。
这就是我们说的数控加工。
数控加工广泛应用在所有机械加工的任何领域,更是模具加工的发展趋势和重要和必要的技术手段。
由于数控机床要按照程序来加工零件,编程人员编制好程序以后,输入到数控装置中来指挥机床工作。
程序的输入是通过控制介质来的。
目前,制造业已经进入了数控化时代。
数控技术诞生于上世纪的后期,但是,数控技术的智能化、自动化发展的开端正是现在。
提高数控技术和生产力成为了各个各家、地区、企业使自己处于竞争中的有利地位的重要手段。
CK3225转塔刀架结构设计学士学位论文
摘要数控机床集计算机技术,电子技术,自动控制技术,传感测量,机械制造,是典型的机电一体化产品。
它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理方式,使世界制造业的格局发生了巨大的变化。
传统的普通车床换刀的速度慢、精度不高,导致生产效率低,不能适宜现代化生产的需要。
因此对数控车床的刀架系统相关内容进行研究,探索数控车床转塔刀架的组成和工作原理。
本课题为CK3225转塔刀架结构设计,该刀架能够在一次装夹中完成多道工序,使加工范围扩大,大大提高了加工精度和生产效率。
液压系统以及凸轮设计部分是这次设计中的重点内容,同时也是难点。
关键字:转塔刀架;液压系统;凸轮AbstractThe numerical control engine bed collection computer technology, the electronic technology, the automatic control technology, the sensing survey, the machine manufacture, is the typical integrat ion of machinery product. It’s development and the application founded the manufacturing industry new times, changed the manufacturing industry production method, the industrial structure, manages the way, caused the world manufacturing industry the pattern to have changed .Conventional lathe tool change is too slow,the accuracy is not high,low productivity,can not meet the need of modern production. Therefore,make a research on the tool system of CNC.Explore the composition and working principle of the turret system.This subject is the structural design of turret on CK3225,turret can complete the process in one time chucking,Make the range of processing expand,improve machining accuracy substantially and the production efficiency. Hydraulic system and cam mechanism is the emphasis and difficulty of this design.Keywords: turret;Hydraulic system;cam目录摘要 (I)ABSTRACT (II)前言 (1)第一章绪论 (3)1.1数控机床发展过程 (3)1.2机床发展趋势 (4)1.3研究实际社会意义 (5)1.4CK3225系列数控机床 (5)1.4.1 机床组成与主要功能 (5)1.4.2 本机床结构分析 (6)1.4.3 机床参数 (7)第二章转塔刀架的工作原理 (8)2.1设计本转塔刀架的指导思想 (8)2.2刀架应该满足的要求 (8)2.3液压驱动转塔刀架的工作原理 (9)2.4步进式凸轮的工作原理 (10)第三章液压驱动转塔刀架的零件选用与计算 (12)3.1鼠牙盘的选用 (12)3.2转塔夹紧力的计算 (13)3.3油缸尺寸的计算 (15)3.4油杠盖螺栓的计算 (16)3.5凸轮尺寸计算 (17)3.6柱销强度的校核 (19)3.7刀架的液压控制部分 (28)3.8滚动轴承的选用 (29)总结 (30)致谢 (31)参考文献 (32)附录A (33)附录B (39)数控机床液压驱动转塔刀架设计前言制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国或地区经济的实力,科技水平,生活水准和国防实力。
机床六工位转塔动力刀架的设计

( u a a w yS h o o l tcl n c a i lF zo 5 0 3 C N) F j nR i a c ol f e r a a dMehnc ,uh u3 0 1 , H i l E ci a
Ab t a t: mprv h fiin y o o ep o e sn s r c To i o e t ee f e c fh l r c si g,sx t to u r tto c i e i e in d,usn e s r n c i —sain t re o lma h n sd sg e ig s n o si e ry p sto i g a d c ne-g a r cso o i o n p r a h t c iv h o iin n c u a y r — a l o i n n n o i e r p e iin p st nig a p o c o a h e e t e p sto i g a c r c e i q ie n s u r me t .Th s -o in e e rt pnde he d a d t e s atfo t e g a s i g wih t e p r o e e u e re t d g a o s i l a n h h f r m h e rme h n t h u p s o sn h p i fto are y r u i s a h e e t h r n l c t n f ncin. fu i g te u l to o lc rirh d a lc i c i v d wi te ta so ai u to f h o
12 3 夹 紧机构 ..
上 刀架 靠碟形 弹簧 的预 紧力 和 自重分 力作用 在上
转塔车床
主轴箱
进给箱
床身
前刀架溜板箱
转塔刀架溜板箱
§2-5
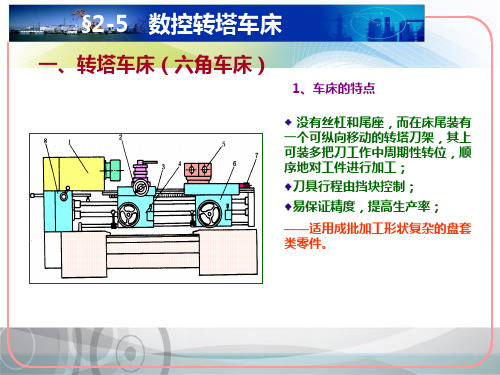
数控转塔车床
3、转塔车床上零件加工的过程
前刀架
转塔刀架
1.挡块限送料长度; 4.打中心孔;
2.双刀同时车外圆; 6.套车外螺纹;
3.车圆及倒角; 7.前刀架刀切槽; 10.切断刀切下工件
5.钻孔;
8.前刀架切倒角;
9.前刀架压滚花;
§2-5
数控转塔车床
四、机床的传动系统
§2-5
数控转塔车床
• (一)主运动传动链: • 功用:把动力源的运动机动力传给主轴,使主轴带 动工件旋转,并满足数控车床变速和换向的要求。 • 1、传动路线 • 交流或直流电动机额定功率37KW,额定转速 1150r/min,转速范围(252—2660r/min)
§2-5
数控转塔车床
• • • • • •
小结: 1、转塔车床的结构 2、CK3263B型计算机转塔车床 1)机床的运动 2)机床的传动系统 3)机床主要部件的结构
§2-5
数控转塔车床
• 作业: • 1、回轮转塔车床与卧式车床在布局和用途 上有哪些区别?回轮转塔车床的生产率是 否一定比卧式车床高?为什么? • 2、CK3263B型转塔车床,转塔刀架的工作 原理。
29 51 170 交流或直流电动机— — — 22 — — 27 — (主轴) 375 53 64
46 40
(二)进给传动链 功用:实现刀架纵向或横向移动;
§2-5
数控转塔车床
79 V,脉冲发生器P发出脉冲 79
§2-5
数控转塔车床
§2-5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.转塔头式Βιβλιοθήκη 刀装置带有旋转刀具的数控机床常采用转塔头式换刀装置,转塔是由若干与主轴箱相连接的主轴组成,如数控钻镗床的多轴转塔头等。其转塔头上装有几个主轴,每个主轴上均装有一把刀具,加工过程中转塔头可自动转位实现自动换刀。主轴转塔头就相当于一个转塔刀库,其优点是结构简单,换刀时间短,仅为2s左右。由于受空间位置的限制,主轴数目不能太多,主轴不见结构不能设计得十分坚实,影响了主轴系统的刚度,通常只适用于工序较少、精度要求不高的机床,如数控钻床,数控铣床等。
摘
专用转塔车床是采用液压控制,采用多刀、可以多工位加工方法的数控机床。本文主要是设计一种可以用于大批量零件加工和专用零件加工的专用转塔车床。
机床的设计主要是在原有的普通机床上进行改进,对其液压系统、转塔刀架以及机床床身进行改进设计。其优点是降低了机床的设计成本,更加便于维修,同时能够更好的适用于生产实践,对一些比较复杂的专业零件也可以加工,满足其加工精度的要求。本文主要设计的内容不要包括转塔机床的机械部分和液压系统传动部分。机床的机械部分主要是对其转塔刀架的结构设计,其主要由转塔头、转塔滑座、转塔导轨以及其他辅助元件组成。在设计过程中运用了类比的设计方法和大胆组合设计创新方法,改善了转塔车床加工零件的精度。
国内很多企业引进国外先进技术,利用国内优秀创新人才,开发一些适合国内数控机床需求,质量优秀价格低廉,在市场上有竞争力的转塔刀架,来代替那些老旧的不能满足生产需求的刀架。数控机床附件产业的发展,对我国数控机床产业的发展显得尤为重要。
1.2数控机床常用的换刀装置
数控机床为了能够在工件一次装夹中完成多种甚至所有加工工序,缩短辅助时间,减少多次安装工件所引起的误差,必须带有自动换刀装置。数控机床的的类型、工艺范围、适用刀具种类、加工对象和数量等,决定了数控机床对自动换刀装置的选用。自动换刀装置具有缩短换刀时间、足够的刀具容量、刀具重复定位精度高等特点。数控机床的自动换刀装置种类很多,一般常用的以一下几种:
该机床的传动方式采用机械传动与液压传动相结合的方式实现了加工过程的自动化,提高了机床的工作效率。
关键词:专用转塔车床;转位机构;回转盘;转塔刀架
Abstract
Special turret lathe is a adopts hydraulic control, using many knives, multistage processing method semi-automatic machine tools. This paper mainly content that is design of such a turret lathe lot processing required for spare parts.
This machine adopts mechanical drive transmission mode of combined with hydraulic drive means to realize the processing procedure automation, improve the working efficiency of machine.
1.1选题的背景
数控机床的上的转塔刀架是机床安放刀架提高机床工作效率的重要部分。数控机床的出现和发展已经有五十多年的时间了,这段时间中数控机床的取得了长足的发展。进入到21世纪后,随着科技的发展,尤其是微电子和计算机技术的进步,对数控机床提出的要求也越来越高。转塔刀架作为数控机床上的重要部件之一,也随着数控机床的发展一直处于更新换代中。美国、德国和日本等发达国家,一直对数控机床和转塔刀架等重要部件的发展作为其工业发展的战略地位[1]。世界上比较先进的数控机床的转塔刀架都是由欧美等工业强国设计生产的,比如德国的西门子,日本的FANUC公司开发了市场上所需的各种低、中、高档次的转塔刀架,其技术领先,产量居世界第一,同时占有国际市场的很大份额。我国正在从工业大国向工业强国的方向发展,对数控机床转塔刀架的需求也越来越迫切。然而我国对转塔刀架的设计生产主要都是依赖于先进国家的,国内自己生产的刀架在质量和性能上都与国际上同类产品有着一定的差距[2]。
Keyword:Special turret lathe;Turning mechanism; Rotary disk;Revolving tool
第1章 引言
专用转塔车床是一台可以对复杂零件进行一次性多工位多工序加工的自动化数控车床。本机床可以为某种零件的一个或多个固定加工工序服务的,因此它可以有更多的加工对象、可以针对个别复杂零件,也可以对简单的零件进行加工,同时也适合零件的大批量生产。本机床的加工对象主要针对盘盖类、轴套类零件,在加工过程中可以根据转塔头的转动自动更替刀具,对零件进行钻、镗、扩、铰孔、攻丝等加工,提高了工作效率和自动化程度,更适应生产的需求。