FANUC-0系统信号名称及地址
FANUC系统信号名称及地址
G142.0,G142.1,G142.2,G142.3,G142.4,G142.5,
G142.6,G142.7
*ABSM
手动绝对信号
O
O
G127.2
*AOV16,*AOV32,*AOV64,*AOV128
进给速度倍率信号
O
G116.4,G116.5,G116.6,G117.6
*AOVR16,*AOVR32,
信号名称
T
M
地址
ALMA,ALMB
主轴报警信号
O
F281.0,F285.0
AR0~AR15
实际主轴转速信号
O
F158.0~F159.7
ARSTA,ARSTB
报警复位信号
O
O
G230.0,G234.0
B
B0~B31
第二辅助功能代码信号
O
F276.0~F279.7
B11~B38
O
F155.0~F154.3
坐标轴控制指令信号(PMC轴控制)
O
O
G211.0~G211.6,G219.0~G219.6
ECKZA,ECKZB
跟踪零检查信号(PMC轴控制)
O
O
F270.1,F273.1
ECLRA,ECLRB
复位信号(PMC轴控制)
O
O
G210.6,G218.6
ED0~ED15
数据信号(外部数据输入)
O
O
G100.0~G101.7
*+LX,*+LY,*+LZ,*-LX,*-LY,*-LZ
超程信号
O
X020.0,X020.1,X020.2,X020.3,X020.4,X020.5
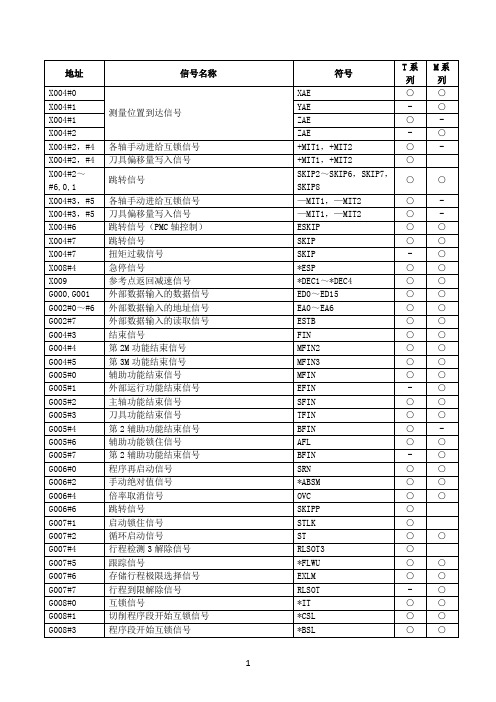
FANUC_信号地址表资料
○
X004#3,#5
各轴手动进给互锁信号
—MIT1,—MIT2
○
-
X004#3,#5
刀具偏移量写入信号
—MIT1,—MIT2
○
-
X004#6
跳转信号(PMC轴控制)
ESKIP
○
○
X004#7
跳转信号
SKIP
○
○
X004#7
扭矩过载信号
SKIP
-
○
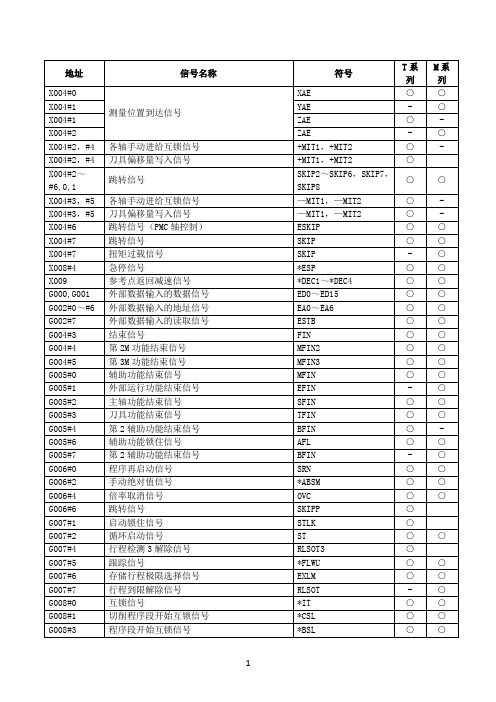
X008#4
急停信号
*ESP
○
○
X009
参考点返回减速信号
○
G036#0~G037#3
主轴电机速度指令信号
RO1I3~R12I3
○
○
G037#5
主轴电机指令极性选择信号
SGN3
○
○
G037#6
主轴电机指令极性选择信号
SSIN3
○
○
G037#7
主轴电机速度选择信号
SIND3
○
○
G038#2
主轴同步控制信号
SPSYC
○
○
G038#3
主轴相位同步控制信号
SPPHS
○
○
G046#7
空运行信号
DRN
○
○
G047#0~#6
刀具组号选择信号
TL01~TL64
○
G047#0~G048#0
TL01~TL256
—
○
G048#5
刀具跳过信号
TLSKP
○
○
G048#6
每把刀具的更换复位信号
TLRSTI
—
○
G048#7
刀具更换复位信号
FANUC_信号地址表
FANUC 信号地址表FANUC 信号地址表是用于描述 FANUC 控制器中各个信号的地址及其所代表的含义的文档。
在 FANUC 控制器中,信号地址是用于与外部设备进行通信和控制的标识符。
了解和熟悉信号地址表可以帮助用户更好地了解和操作 FANUC 控制器。
本文档将介绍 FANUC 信号地址表的基本结构和常用信号地址的含义,以供使用者参考和使用。
1. 信号地址表的结构FANUC 信号地址表通常按照功能和类型进行分类,以方便查找和使用。
以下是一个典型的 FANUC 信号地址表的结构示例:1.1 通用输入信号地址信号地址含义I0输入信号 0I1输入信号 1……I100输入信号 1001.2 通用输出信号地址信号地址含义O0输出信号 0O1输出信号 1……O100输出信号 1001.3 特殊输入信号地址信号地址含义SI0特殊输入信号 0 SI1特殊输入信号 1……SI100特殊输入信号 1001.4 特殊输出信号地址信号地址含义SO0特殊输出信号 0 SO1特殊输出信号 1……SO100特殊输出信号 1001.5 字符串地址信号地址含义R0字符串地址 0R1字符串地址 1……R100字符串地址 100注:以上仅为示例,实际的信号地址表内容可能因机型和配置而有所不同。
2. 常用信号地址和含义下面将介绍一些常用的 FANUC 信号地址及其对应的含义,供使用者参考和使用。
2.1 通用输入信号地址•I0: 急停按钮信号•I1: 启动按钮信号•I2: 停止按钮信号•I3: 循环开始按钮信号•I4: 暂停按钮信号•I5: 模具插入检测信号2.2 通用输出信号地址•O0: 机床运行指示灯•O1: 机床停止指示灯•O2: 刀具自动换刀指示灯•O3: 加工结束指示灯2.3 特殊输入信号地址•SI0: 主轴负载过载检测信号•SI1: 冷却液液位报警信号•SI2: 安全门状态检测信号•SI3: 机床震动检测信号2.4 特殊输出信号地址•SO0: 排液泵控制信号•SO1: 加工液循环泵控制信号•SO2: 冷却液循环泵控制信号•SO3: 升降平台控制信号2.5 字符串地址•R0: 机床加工进度字符•R1: 刀具1剩余使用寿命字符•R2: 刀具2剩余使用寿命字符•R3: 刀具3剩余使用寿命字符以上仅为常用信号地址和含义的部分示例,具体的信号地址和含义请参考实际的 FANUC 信号地址表。
FANUC 0i常用参数及pmc诊断信号地址
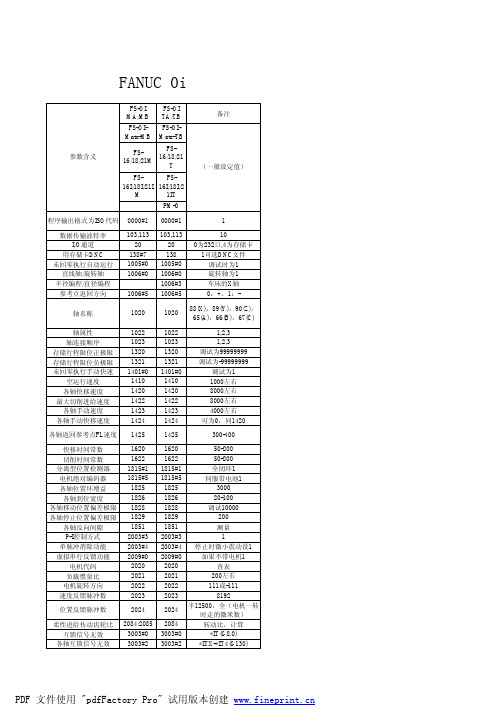
1020
1022 1023 1320 1321 1401#0 1410 1420 1422
PM-O
0000#1
1
103,113
10
20 0为232口,4为存储卡
138
1可选DNC文件
1005#0
调试时为1
1006#0
旋转轴为1
1006#3
车床的X轴
1006#5 1020
0:+,1:88(X),89(Y), 90(Z),65(A),
工件号检: PN1,PN2,PN4,PN8,PN16
16/18/21/0i/PM
T
M
G4/3
G4/3
G5/6
G5/6
G6/2
G6/2
G6/4
G6/4
G7/1
/
G7/2
G7/2
G7/5
G7/5
G8/0
G8/0
G8/4
G8/4
G8/5
G8/5
G8/7
G8/7
G9/0-4 G9/0-4
进给倍率: *OV1,*OV2,*OV4,*OV8
快移时间常数 切削时间常数 分离型位置检测器 电机绝对编码器 各轴位置环增益 各轴到位宽度 各轴移动位置偏差极限 各轴停止位置偏差极限 各轴反向间隙 P-I控制方式 单脉冲消除功能 虚拟串行反馈功能
电机代码 负载惯量比 电机旋转方向 速度反馈脉冲数
1620 1622 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023
电机最大值/减速比
使用1
CNC控制轴数
FANUC系统信号名称及地址
HIX,HIY,HIZ,HI4
手轮中断坐标轴选择信号
O
G126.0,G126.1,G126.2,G126.3
HIX,HIZ,HI3,HI4
O
HX,HZ,H3,H4
手轮进给轴选择信号
O
F116.7,F117.7,F118.7,F119.7
HX,HY,HZ,H4
O
HXO,HYO,HZO,HZ4
手摇脉冲发生器进给轴选择信号(软操作面板信号)
坐标轴控制进给速度信号(PMC轴控制)
O
O
G212.0~G213.7,G220.0~G221.7
EINPA,EINPB
在位信号(PMC轴控制)
O
O
F270.0,F273.0
EM11A~EM28A,EM11B~EM28B
辅助功能代码信号(PMC轴控制)
O
O
F272.0~F272.7,F275.0~F275.7
O
O
G134.3
F
F1D
F1数位进给选择信号
O
G140.7
FIN
结束信号
O
O
G120.3
FSCSL
主轴轮廓控制变换完成信号
O
F178.1
FSPPH
主轴相位同步控制完成信号
O
O
F178.3
FSPSY
主轴速度同步控制完成信号
O
O
F178.2
FXST
固定循环启动信号
O
F161.4
G
GOQSM
写刀具偏置模式选择信号
F180.5
CUT
切削进给信号
O
O
F188.6
CTH1ACTH2A
FANUC 0系统参数

0系统参数1.SETTING 参数0-M 参数号符号意义 0-TO 0000 PWE 参数写入 OO 0000 TVON 代码竖向校验 OO 0000 ISO EIA/ISO代码 OO 0000 INCH MDI方式公/英制 O0000 I/O RS-232C口 OOO 0000 SEQ 自动加顺序号 O2.RS232C口参数O2/0 STP2 通道0停止位 OO552 通道0波特率 OO12/0 STP2 通道1停止位 OO553 通道1波特率 OO50/0 STP2 通道2停止位 OO250 通道2波特率 OO51/0 STP2 通道3停止位 OO251 通道3 波特率 OO口RS232/422 O55/3 RS42 RemoteBufferO 390/7 NODC3 缓冲区满 O3.伺服控制轴参数O1/0 SCW 公/英制丝杠 OO3/0.1.2.4 ZM 回零方向 O8/2.3.4 ADW 轴名称O 30/0.4 ADW 轴名称 O32/2.3 LIN 3,4轴,回转轴/直线轴 O388/1 ROAX 回转轴循环功能 O388/2 RODRC 绝对指令近距离回转 O388/3 ROCNT 相对指令规算 O788 回转轴每转回转角度 O11/2 ADLN 第4轴,回转轴/直线轴O398/1 ROAX 回转轴循环功能O398/2 RODRC 绝对指令近距离回转O398/3 ROCNT 相对指令规算O788 回转轴每转回转角度 O860 回转轴每转回转角度OO 500-503 INPX,Y,Z,4 到位宽度 OO504-507 SERRX,Y,Z,4 运动时误差极限 O508-511 GRDSX.Y,Z,4 栅格偏移量 OOO 512-515 LPGIN 位置伺服增益 OO517 LPGIN 位置伺服增益(各轴增益) OO 518-521 RPDFX,Y,X,4 G00速度 OO522-525 LINTX,Y,Z,4 直线加/减速时间常数 O526 THRDT G92时间常数 O528 THDFL G92X轴的最低速度 OO 527 FEDMX F的极限值 OO 529 FEEDT F的时间常数 OO530 FEDFL 指数函数加减速时间常数 OO533 RPDFL 手动快速移动倍率的最低值 OO 534 ZRNFL 回零点的低速 OO 535-538 BKLX,Y,Z,4 反向间隙 O593-596 STPEX,Y,Z,4 伺服轴停止时的位置误差极限 OOO393/5 快速倍率为零时机床移动 O4.坐标系参数O10/7 APRS 回零点后自动设定工件坐标系 O2/1 PPD 自动设坐标系相对坐标值清零 O24/6 CLCL 手动回零后清除局部坐标系O28/5 EX10D 坐标系外部偏移时刀偏量的值(×10) O708-711 自动设定工件坐标系的坐标值OO 735-738 第二参考点 OO 780-783 第三参考点 OO 784-787 第四参考点 O5.行程限位8/6 OTZN Z轴行程限位检查否O15/4 LM2 第二行程限位O24/4 INOUT 第三行程限位O57/5 HOT3 硬超程-LMX--+LMZ有效OO65/3 PSOT 回零点前是否检查行程限位 OO 700-703 各轴正向行程 OO 704-707 各轴反向行程 O15/2 COTZ 硬超程-LMX--+LMZ有效 O20/4 LM2 第二行程限位 O24/4 INOUT 第三行程限位 O743-746 第二行程正向限位O747-750 第二行程反向限位O804-806 第三行程正向限位O807-809 第三行程反向限位O770-773 第二行程正向限位 O774-777 第二行程反向限位 O747-750 第三行程正向限位 O751-754 第三行程反向限位 O760-763 第四行程正向限位 O764-767 第四行程反向限位 O6.进给与伺服电机参数O1/6 RDRN 空运行时,快速移动指令是否有效 O8/5 ROVE 快速倍率信号ROV2(G117/7)有效O49/6 NPRV 不用位置编码器实现主轴每转进给 O OO20/5 NCIPS 是否进行到位检查 OO4--7 参考计数器容量 OO 4--7 检测倍比 OO21/0.1.2.3 APC 绝对位置编码器 OO 35/7 ACMR 任意CMR OO37/0.1.2.3 SPTP 用分离型编码器 OO100-103 指令倍比CMR O7.DI/DO参数O8/7 EILK Z轴/各轴互锁 OO9/0.1.2.3 TFIN FIN信号时间 OO9/4.5.6.7 TMF M,S,T读信号时间 O12/1 ZILK Z轴/所有轴互锁O地址 O31/5 ADDCF GR1,GR2,DRNO252 复位信号扩展时间 O8.显示和编辑O1/1 PROD 相对坐标显示是否包括刀补量 OO2/1 PPD 自动设坐标系相对坐标清零 OO15/1 NWCH 刀具磨损补偿显示W O18/5 PROAD 绝对坐标系显示是否包括刀补量OO 23/3 CHI 汉字显示 OO28/2 DACTF 显示实际速度 O29/0.1 DSP 第3,4轴位置显示 O35/3 NDSP 第4轴位置显示OO 38/3 FLKY 用全键盘 OO 48/7 SFFDSP 显示软按键 OO60/0 DADRDP 诊断画面上显示地址字 OO 60/2 LDDSPG 显示梯形图 OO60/5 显示操作监控画面 OO64/0 SETREL 自动设坐标系时相对坐标清零 OO77/2 伺服波形显示 OO389/0 SRVSET 显示伺服设定画面 OO389/1 WKNMDI 显示主轴调整画面 O9.编程参数10/4 PRG9 O9000-O9999号程序保护 OO15/7 CPRD 小数点的含义 OO28/4 EXTS 外部程序号检索 OO29/5 MABS MDI-B中,指令取决于G90/G91设定O389/2 PRG8 O8000-O8999号程序保护 OO394/6 WKZRST 自动设工件坐标系时设为G54O10.螺距误差补偿11/0.1 PML 螺补倍率 OO 712-715 螺补间隔O 756-759 螺补间隔 O1000, 2000 3000, 4000 补偿基准点O O1001-1128 2001-2128 3001-3128 4001-4128 补偿值O O11.刀具补偿1/3 TOC 复位时清除刀长补偿矢量O1/4 ORC 刀具补偿值(半径/直径输入) O8/6 NOFC 刀补量计数器输入 O10/5 DOFSI 刀偏量直接输入 O13/1 GOFU2 几何补偿号由刀号末位数值指定 O14/0 T2D T代码位数 O 14/1 GMCL 复位时是否清几何补偿值 O14/5 WIGA 刀补量的限制 O 15/4 MORB 直接输入刀补测量值的按钮 O24/6 QNI 刀补测量B时补偿号的选择 O75/3 WNPT 刀尖补偿号的指定 O122 刀补测量B时的补偿号 O728 最大的刀具磨损补偿增量值 O729 最大的刀具磨损补偿值 O78/0 NOINOW 用MDI键输入磨损补偿量 O78/1 NOINOG 用MDI键输入几何补偿量 O78/2 NOINMV 用MDI键输入宏程序变量 O78/3 NOINMZ 用MDI键输入工件坐标偏移量 O393/2 MKNMDI 在自动方式的停止时,用MDI键输入工件坐标偏移量O12.主轴参数13/5 ORCM 定向时,S模拟输出的极性13/6.7 TCW,CWM S模拟M03,M04的方向 OO24/2 SCTO 是否检查SAR(G120/4) OO49/0 EVSF SF的输出 OO 71/0 ISRLPC 串行主轴时编码器信号的接法 O71/4 SRL2SP 用1或2个串行主轴 O71/7 FSRSP 是否用串行主轴 O108 G96或换挡(#3/5:GST=1)或模拟主轴定向SOR:G120/5:M)=1速度OO110 检查SAR(G120/4)的延时时间 O516 模拟主轴的增益(G96) O539 模拟主轴电机的偏移补偿电压(G96) O551 G96的主轴最的转速 O556 G96的主轴最高转速 O540-543 各挡主轴的最高转速 O3/5 GST 用SOR(G120/5)定向/换挡O14/0 SCTA 加工启动时检查SAR信号O20/7 SFOUT 换挡时输出SFO29/4 FSOB G96时输出SFO35/6 LGCM 各挡最高速的参数号O539,541,555 各挡的主轴最高转速O542 主轴最高转速O543 主轴最低转速O 585,586 主轴换挡速度(B型)O577 模拟主轴电机的偏移补偿电压O6501/2 POSC2 用位置编码器 OO 6501/5-7 CAXIS1-3 用高分辨率编码器 OO6503/0 PCMGSL 定向方法(编码器/磁传感器) OO6501/1 PCCNCT 内装传感器 OO 6501/4.6.7 位置编码器信号 OO6504/1 HRPC 高分辨率编码器 OO13.其它24/0 IGNPMC 用PMC OO 71/6 DPCRAM 显示PMC操作菜单 OO123 图形显示的绘图坐标系 O。
任务一 了解FANUC 0i系列数控系统PMC地址
1.内部继电器(R) 2.信息继电器(A) 3.定时器(T) 4.保持型继电器(K) 5.数据表地址(D)
六、输入/输出信号(X信号和Y信号)
以FANUC 0i-D系统来讲,都是外置 I/O模块,对典型数控机床来讲,输入/输 出信号主要有以下3方面内容。
1.数控机床操作面板开关输入和状态指示 2.数控机床本体输入信号 3.数控机床本体输出信号
模块七 数控系统PMC程序
任务一 了解FANUC 0i系列数控系 统PMC地址
一、地址定义
地址用来区分信号,不同的地址分别对应 机床侧的输入/输出信号、CNC侧的输入/输出 信号、内部继电器、计数器、定时器、保持型 继电器和数据表。
PMC程序中主要使用4种类型的地 址,如图7.1所示。
图7.1 FANUC数控系统的接口与地址关系
七、G信号和F信号
G信号和F信号的地址是由FANUC 公司规定的,需要CNC实现某一个逻辑 功能必须编制PMC程序,结果输出G信 号,由CNC实现对进给电动机和主轴电 动机等的控制;CNC当前运行状态需要 参与PMC程序控制,必须读取F信号地 址。
续表
0i-D/0i Mate-D PMC/L
F0~F767
G0~G767
R0~R1499 C0~C79 C5000~C5039 T0~T79 T9000~TT079 K0~K19 K900~K999 D0~D2999 E0~E9999 A0~A249 A9000~A9294 L1~L9999 P1~P5129
二、绝对地址与符号地址
图7.2 FANUC数控系统PMC程序
三、G、F信号名称定义说明
名称 n
表7.1 G、F信号名称定义说明
意义 CNC系统路径号
FANUC信号地址

FANUC信号地址G118外部减速信号G114超程信号G120外部减速信号G116超程信号G006#2手动绝对值信号G038#7B轴夹紧完成信号G038#6B轴松开完成信号G008#3程序段启动锁住G062#1CRT显示自动清屏取消信号GOO8#1切削进给程序段启动锁住信号X0009返回参考点用减速信号F129#7控制轴选择状态信号(PMC轴控制)X0008#4 G008#4紧急停止信号G071#1信号(串行主轴)G075#1紧急停止信号G012进给速度倍率信号G151进给速度倍率信号(PMC轴控制)F078软操作面板信号G096#0-#61%快速进给倍率信号G008#0全轴互锁信号G130各轴互锁信号G010,G011手动进给速度倍率信号F079,F080软操作面板信号(JV0--JV15)G038#0多边形主轴停止信号G028#5主轴夹紧完成信号G008#5G029#6G027#3-#5各主轴停止信号G028#4主轴松开完成信号G049#0--G050#1刀具寿命计数倍率信号G060#7尾座屏障选择信号G104依据存储行程限位开关的轴方向信号G100进给轴和方向选择信号F081#0,#2#4 #6软操作面板信号(+J1---+J4)G110行程限位外部设定信号X004#2#4各轴各方向手动进给互锁信号刀具偏移量写入信号G132#0-#3各轴各方向互锁信号F124行程限位到达信号G105各轴各向存储行程限位开关切换信号G102进给轴和方向选择信号F081#1#3#5,#7软操作面板信号(-J1--- -J4)G112行程限位外部设定信号X004#3#5各轴各手动进给互锁信号刀具偏移量写入信号G134#0-#3各轴各方向互锁信号F126行程限位到达信号F090#0伺服轴异常负载检测信号F090#1第1主轴异常负载检测信号F090#2第2主轴异常负载检测信号G005#6辅助功能锁住信号F062#0AI先行控制方式中信号F001#0报警中信号F045#0报警信号F049#0(串行主轴)F040F041实际主轴速度信号G071#0报警复位信号G075#0(串行主轴)F030--F033第2辅助功能代码信号F001#2电池报警信号F061#1B轴夹紧信号G044#0G045跳过任选程序段信号F075#2软操作面板信号(BDT)F007#4F007#7第2辅助功能选通信号G005#4G005#7第2辅助功能完成信号F053#4后台忙信号G092#4Power mate后台忙信号G092#3Power mate读写报警信号G092#2Power mate读些进行中信号F061#0B-轴松开信号G053#7倒角信号F046#1主轴切换结束信号F050#1(串行主轴)F046#0动力线切换信号F050#0(串行主轴)F180撞块式设定参考点用扭矩限制到达信号G027#7Cs轮廓控制切换信号F002#2恒表面切削速度中信号G070#3#2离合器齿轮信号G074#3#2(串行主轴)F002#6切削进给信号G072#3差速方式指令信号G076#3(串行主轴)F001#3分配结束信号F009#4-#7M译码信号G042#7直接运行选择信号G043#5DNC运行选择信号G150#7空运行信号(PMC轴控制)G046#7空运行信号F075#5软操作面板信号(DRN)G073#4禁止断线检测信号G077#4(串行主轴)Y(n+1)#0,#2主轴电机速度检测信号Y(n+0)伺服电机速度检测信号G002#0-#6用于外部数据输入的地址信号F131#1F134#1缓冲器满信号F137#1(PMC轴控制)F140#1F182控制中信号(PMC轴控制)F112分配结束信号(PMC轴控制)G136控制轴选择信号(PMC轴控制)G200轴控制重叠指令信号F130#71F133#7轴控制指令读取完成信号(PMC轴控制)F136#71 F139#71G142#7轴控制指令读取信号G154#7(PMC轴控制)G166#71G178#71G143#0-#6轴控制指令信号G155#0-#6(PMC轴控制)G179#0-#61G167#0-#61F130#1零跟随误差检测中信号F133#1(PMC轴控制)F136#11F139#11G142#6复位信号G154#6(PMC轴控制)G166#61G178#61G000G001用于外部数据输入的数据信号F130#3辅助功能执行中信号F133#3(PMC轴控制)F136#31F139#31F177#7从属诊断选择信号F008#0外部运行信号F007#1用于高速接口的外部运行信号G005#1外部运行功能结束信号G142#0辅助功能结束信号G154#0(PMC轴控制)G166#01G178#01F130#4轴移动中信号F133#4(PMC轴控制)F136#41F139#41F130#2报警中信号F133#2(PMC轴控制)F136#21F139#21G146-G149轴控制数据信号G158-G161(PMC轴控制)G170-G1731G182-G1851G144G145轴控制进给速度信号G156G157(PMC轴控制)G168G1691G180G1811F130#0到位信号F133#0(PMC轴控制)F136#01F139#01G098键代码信号F053#7键代码读取结束信号G066#7键代码读取信号G142#1累计零点检查信号G154#1(PMC轴控制)G166#11G178#11F132F142辅助功能代码信号F135F145(PMC轴控制)F138F1481F141F1511G142#2禁止缓冲信号G154#2(PMC轴控制)G166#21G178#21F131#0辅助功能存储信号F134#0(PMC轴控制)F137#01F140#01G143#7禁止程序段停止信号G155#7(PMC轴控制)G167#71G179#71F001#4主轴使能信号F038#21F038#31G066#1外部键输入方式选择信号F130#6负方向超程信号F133#6(PMC轴控制)F136#61F139#61F130#5正方向超程信号F133#5(PMC轴控制)F136#51F139#51F129#50%倍率信号(PMC轴控制)F177#6从属NC参数选择信号G024#0-#7扩展工件号检索信号G025#0-#51G025#7扩展工件号检索启动信号F177#4从属NC程序选择信号F177#1从属NC外部读信号F060#0用于外部数据输入的读取结束信号G008#7外部复位信号G142#3程序段停止信号G154#3(PMC轴控制)G166#31G178#31F060#1用于外部数据输入的检索结束信号G142#4伺服OFF信号G154#4(PMC轴控制)G166#41G178#41读取信号G002#7用于外部数据输入的读F060#2外部数据输入检索取消信号G142#5轴控制暂时停止信号G154#5(PMC轴控制)G166#51G178#51F177#2从属NC读写停止信号F177#5从属NC宏变量选择信号F177#3从属NC外部写启动信号G007#6行程限位3释放信号F047#4电机激活关断状态信号F051#4(串行主轴)G058#1外部阅读开始信号G058#2外部阅读、穿孔停止信号G058#3外部穿孔开始信号3F1位数进给选择信号G004#3完成信号F044#1CS轮廓控制切换结束信号F044#3主轴相位同步控制结束信号F044#2主轴同步速度控制结束信号F066#0先行控制方式中信号G039#7刀具偏置值写入方式选择信号G028#1#2齿轮选择信号(输入)F034#0-#2齿轮选择信号(输出)G029#0齿轮选择信号(输入)F122#0高速跳转状态信号G096#71%快速进给倍率选择信号G018#0-#3手轮进给轴选择信号F077#0软操作面板信号(HS1A)F077#1软操作面板信号(HA1B)F077#2软操作面板信号(HS1C)F077#3软操作面板信号(HS1D)G041#0-#3手轮中断轴选择信号G018#4-#7手轮进给轴选择信号G041#4-#7手轮中断轴选择信号G019#0-#3手轮进给轴选择信号GO42#0-#3手轮中断轴选择信号G066#0全轴VRDY OFF报警忽视信号G192各轴VRDY OFF报警忽视信号F002#0英制输出信号G072#5增量指令外部设定式定向G076#5(串行主轴)F047#1增量方式定向信号F051#1(串行主轴)G072#0定向停止位置变更指令信号G076#0(串行主轴)F053#0键输入禁止信号F104到位信号G071#5速度积分控制信号G075#5(串行主轴)G092#0I/OLink确认信号G199#0#1手脉选择信号F177#0从属NC I/O Link选择信号G092#1I/O Link指定信号G125异常负载检测无效信号G046#3-#6存储器保护信号F075#6软操作面板信号(KEY1-KEY4) F045#4负载检测信号F049#4(串行主轴)F045#5负载检测信号F049#5(串行主轴)F010-F013辅助功能代码信号F014-F015第2M功能代码信号F016-F017第3M功能代码信号F001#7准备结束信号F004#2手动绝对值确认信号F004#4辅助功能锁住确认信号F004#0跳过任选程序段检测信号F0051G071#3动力线切换结束信号G075#3(串行主轴)G067#3检查方式手轮有效信号G043#0-#2方式选择信号F073#0软操作面板信号(MD1)F073#1软操作面板信号(MD2)F073#2软操作面板信号(MD4)F002#7空运行检测信号F003#6存储器编辑选择确认信号F007#0辅助功能选通信号F008#4第2M功能选择信号F008#5第3M功能选择信号G005#0辅助功能结束信号G004#4第2M功能结束信号G072#6主轴切换时主主轴MCC接点状态信号G076#6(串行主轴)F003#1手轮进给选择确认信号G106镜像信号F003#0增量进给选择确认信号G058#0程序输入外部启动信号F003#2手轮连续进给选择确认信号G044#1全轴机床锁住信号G108各轴机床锁住信号F075#4软操作面板信号(MLK)F003#3选择手动数据输入确认信号F003#5选择自动运行确认信号F038#2#3镜像确认信号F040F041全轴机床锁住确认信号G067#2检查方式信号F091#1反转禁止中信号F046#6磁传感器方式定向结束信号F050#6(PMC轴控制)F046#7磁传感方式定向接近信号F050#7(串行主轴)G073#0磁传感方式定向指令信号G077#0(串行主轴)G019#4#5手轮进给移动量选择信号(增量进给信号)F076#0软操作面板信号(MP1)F076#1软操作面板信号(MP2)G073#2电机动力关断指令信号F046#0(串行主轴)G070#7机床准备结束信号G074#7(串行主轴)F004#5选择手动返回参考点确认信号F003#4选择DNC运转确认信号G067#1检查方式向后运动禁止信号F091#0检查方式向后运动信号F091#2禁止向后运动信号F004#3单程序段确认信号G016#0电机速度检测功能许可信号F003#7选择TEACHIN(示教)确认信号F049#0磁传感方式定向接近信号F049#1(串行主轴)F049#2磁传感方式定向指令信号F049#3(串行主轴)F049#4手轮进给移动量选择信号(增量进给信号)F049#5软操作面板信号(MP1)F049#6软操作面板信号(MP2)F049#7电机动力关断指令信号F050#0(串行主轴)F050#1机床准备结束信号F050#2(串行主轴)F050#3选择手动返回参考点确认信号F050#4选择DNC运转确认信号F050#5检查方式向后运动禁止信号F050#6检查方式向后运动信号F050#7禁止向后运动信号F051#0单程序段确认信号F051#1电机速度检测功能许可信号F051#4选择TEACHIN(示教)确认信号F172#6绝对位置检测器电池零电压报警信号F047#0位置编码器1转信号的检测状态信号F051#0(串行主轴)G028#7第2位置编码器选择信号F066#5小深孔加工钻削循环执行信号G009#0-#4工件号检索信号F046#5位置编码器方式定位接近信号F050#5…………….G040#6位置记录信号F053#1程序画面显示中信号F062#7到达所需零件数信号F063#2主轴多速到达信号F063#0多轴中主要轴没有到达信号F063#1多同步轴没有到达信号F070#0--位置开关信号F071#71F063#7多边形同步中信号G032#0--主轴电机速度指令信号G033#311G034#0--11G035#311G036#0--11S12位代码信号G037#311F046#3输出切换结束信号F050#3(串行主轴)F065#0#1动力线状态确认信号G075#7(串行主轴)G072#7主轴切换HIGH侧MCC接点状态信号G076#7(串行主轴)F070#0-输出切换信号F071#7………………….F065#1主轴旋转方向信号F065#011G061#0刚性攻丝信号G061#4#5刚性攻丝主轴选择信号G007#7行程限位释放信号G007#4行程限位3释放信号G072#1定向停止位置变更时回转方向指令信号G076#1(串行主轴)G014#0#1快速进给倍率信号G150#0#1快速进给倍率信号(PMC轴控制)F076#0软操作面板信号(ROV1)F076#1软操作面板信号(ROV2)F053#3阅读/穿孔报警信号F053#2阅读/穿孔进行中信号F002#1快速进给中信号G008#6复位&倒带信号G071#6输出切换请求信号G075#6(串行主轴)F001#1复位中的信号G019#7手动快速进给选择信号F076#3刚性攻丝进行中信号G150#6手动快速进给选择信号(PMC轴控制)F077#6软操作面板信号(RT)#4 #6………………….F066#1刚性攻丝回退完成信号G007#0………………….F082#2反后退进行中信号F000#0倒带进行中信号F022-F025主轴功能代码信号F062#3主轴1处在测量中信号F062#4主轴2处在测量中信号G040#5主轴测量选择信号G040#5主轴测量选择信号G029#4主轴速度到达信号F045#3速度到达信号F049#3(串行主轴)G046#1单程序段信号F075#3软操作面板信号(SBK)F038#0主轴夹紧信号F045#2速度检测信号F049#2(串行主轴)F007#2主轴速度选通信号G005#2主轴功能结束信号G070#5正转指令信号G074#5(串行主轴)G033#5主轴电机指令极性选择信号G035#511(PMC轴控制)G037#511(PMC轴控制)G078#0--主轴定向外部停止位置指令信号(PMC轴控制)G079#311(PMC轴控制)G080#0--11(PMC轴控制)G081#311(PMC轴控制)G033#7主轴电机速度指令选择信号(PMC轴控制)GO35#711G037#711(PMC轴控制)X0004#7跳转信号(PMC轴控制)过负载扭矩信号(PMC轴控制)F133#011(PMC轴控制)F133#111(PMC轴控制)F133#2主轴定向外部停止位置指令信号(PMC轴控制)F133#311(PMC轴控制)F133#411(PMC轴控制)F133#511(PMC轴控制)F133#6主轴电机速度指令选择信号(PMC轴控制)F133#711G071#4软启动/停止取消信号(PMC轴控制)G075#4(串行主轴)(PMC轴控制)G029#5过负载扭矩信号(PMC轴控制)F136#011(PMC轴控制)F136#111(PMC轴控制)F136#2主轴定向外部停止位置指令信号(PMC轴控制)F136#311(PMC轴控制)F136#411(PMC轴控制)F136#511(PMC轴控制)F136#6主轴电机速度指令选择信号(PMC轴控制)F136#711G038#2主轴同步控制信号(PMC轴控制)G091#0-#3组号指定信号(PMC轴控制)F178#0-#3组号输出信号(PMC轴控制)F139#011(PMC轴控制)F139#111(PMC轴控制)F139#2主轴定向外部停止位置指令信号(PMC轴控制)F139#311(PMC轴控制)F139#411(PMC轴控制)F139#511(PMC轴控制)F139#6主轴电机速度指令选择信号(PMC轴控制)F139#711F049#1主轴同步控制信号(PMC轴控制)G007#1组号指定信号(PMC轴控制)F000#5组号输出信号(PMC轴控制)G007#2自动运行启动信号G058#5同时输入和运行方式选择信号G058#6同时输出和运行方式选择信号F038#1主轴松开信号G126伺服OFF信号………..G027#0………………G027#1………………G027#211F044#4相位误差监视信号G138简易同步轴选择信号G140简易同步手动进给轴选择信号F026-F029刀具功能代码信号F001#5攻丝中的信号F007#3刀具功能选通信号G005#3刀具功能结束信号F002#3G047#0--刀具组号选择信号G048#0……………………F064#0换刀信号F064#3刀具寿命到达预告信号F064#2每把到换刀信号F045#6扭矩限制中信号F049#6(串行主轴)G070#1扭矩限制指令HIGH信号G074#1(串行主轴)G070#0扭矩限制指令LOW信号G074#0(串行主轴)F064#1新刀具选择信号G048#7换刀复位信号G048#6每把刀具换刀复位信号G048#5刀具跳转信号G053#0通用累计计数器启动信号F114扭矩极限到达信号G054G055宏程序用输入信号G053#3宏程序用中断信号F054F055用于用户宏程序的输入信号F056-F059G039#6工件坐标系偏移量写入方式选择信号G040#7工件坐标系偏移量写入信号X0004#0测量位置到达信号X0004#111X0004#211F094返回参考点结束信号F096返回第2参考点结束信号F098返回第3参考点结束信号F100返回第4参考点结束信号F120参考点建立信号G043#7手动返回参考点选择信号F073#4软操作面板信号(ZRN)GG000G001用于外部数据输入的数据信号G002#0-#6用于外部数据输入的地址信号读取信号G002#7用于外部数据输入的读G004#3完成信号G004#4第2M功能结束信号G004#5第3M功能结束信号G005#0辅助功能结束信号G005#1外部运行功能结束信号G005#2主轴功能结束信号G005#3刀具功能结束信号G005#4第2辅助功能完成信号G005#6辅助功能锁住信号G005#7第2辅助功能完成信号G006#0程序再启动信号G006#2手动绝对值信号G006#4倍率取消信号G006#6跳转信号G007#0后退信号G007#1起动锁住信号G007#2自动运行启动信号G007#4行程限位3释放信号G007#6行程限位3释放信号G007#7行程限位释放信号G008#0全轴互锁信号G008#3程序段启动锁住G008#4紧急停止信号G008#5进给暂停信号G008#6复位&倒带信号G008#7外部复位信号G009#0-#4工件号检索信号G010,G011手动进给速度倍率信号G012进给速度倍率信号G014#0#1快速进给倍率信号G016#0电机速度检测功能许可信号G016#7F1位数进给选择信号G018#0-#3手轮进给轴选择信号#4 #6手轮进给轴选择信号G019#0-#3手轮进给轴选择信号G019#4#5手轮进给移动量选择信号(增量进给信号)G019#7手动快速进给选择信号G024#0-#7扩展工件号检索信号G025#0-#5扩展工件号检索信号G025#7扩展工件号检索启动信号G027#0-#2主轴选择信号G027#3-#5各主轴停止信号G027#7Cs轮廓控制切换信号G028#1#2齿轮选择信号(输入)G028#4主轴松开完成信号G028#5主轴夹紧完成信号G028#6主轴停止结束信号G028#7第2位置编码器选择信号G029#0齿轮选择信号(输入)G029#4主轴速度到达信号G029#5主轴定向信号G029#6主轴夹紧完成信号G030主轴速度倍率信号G032#0--主轴电机速度指令信号G033#311G033#5主轴电机指令极性选择信号G033#6主轴电机指令极性选择信号G033#7主轴电机速度指令选择信号G034#0--主轴电机速度指令信号G035#311G035#5主轴电机指令极性选择信号G035#6主轴电机指令极性选择信号G036#0--11S12位代码信号G037#311G038#0多边形主轴停止信号G038#2主轴同步控制信号G038#3主轴相位同步控制信号G038#6B轴松开完成信号G038#7B轴夹紧完成信号G039#0-#5刀具补偿号选择信号G039#6工件坐标系偏移量写入方式选择信号G039#7刀具偏置值写入方式选择信号G040#0刀具补偿号选择信号G040#5主轴测量选择信号G040#6位置记录信号G041#0-#7手轮中断轴选择信号G042#7直接运行选择信号G043#0-#2方式选择信号F050#1DNC运行选择信号G043#7手动返回参考点选择信号G044#0跳过任选程序段信号G044#1全轴机床锁住信号G045跳过任选程序段信号G046#1单程序段信号G046#3-#6存储器保护信号G046#7空运行信号G047#0--刀具组号选择信号G048#011G049#0--刀具寿命计数倍率信号G050#111G053#0通用累计计数器启动信号G053#3宏程序用中断信号G053#6错误测试信号G053#7倒角信号G054G055宏程序用输入信号G058#0程序输入外部启动信号G058#1外部阅读开始信号G058#2外部阅读、穿孔停止信号G058#3外部穿孔开始信号G058#5同时输入和运行方式选择信号G058#6同时输出和运行方式选择信号G060#7尾座屏障选择信号G061#0刚性攻丝信号G061#4#5刚性攻丝主轴选择信号G062#1CRT显示自动清屏取消信号G062#6刚性攻丝回退启动信号G063#5禁止垂直/夹角轴控制信号G066#0全轴VRDY OFF报警忽视信号G066#1外部键输入方式选择信号G066#7键代码读取信号G067#1检查方式向后运动禁止信号F133#7检查方式信号F136#7检查方式手轮有效信号G070#0扭矩限制指令LOW信号(串行主轴)G070#1扭矩限制指令HIGH信号(串行主轴)G070#3#2离合器齿轮信号(串行主轴)G070#4方向回转指令信号(串行主轴)G070#5正转指令信号(串行主轴)G070#6定向指令信号(串行主轴)G070#7机床准备结束信号(串行主轴)G071#0报警复位信号信号(串行主轴)G071#1紧急停止信号G071#2主轴选择信号(串行主轴)G071#3动力线切换结束信号(串行主轴)G071#4软启动/停止取消信号(串行主轴)G071#5速度积分控制信号(串行主轴)G071#6输出切换请求信号(串行主轴)G071#7动力线状态确认信号(串行主轴)G072#0定向停止位置变更指令信号(串行主轴)G072#1定向停止位置变更时回转方向指令信号(串行主轴)G072#2定向停止位置变更时返回近点指令信号(串行主轴)G072#3差速方式指令信号(串行主轴)G072#4模拟倍率信号(串行主轴)G072#5增量指令外部设定式定向(串行主轴)G072#6主轴切换时主主轴MCC接点状态信号(串行主轴)(串行主轴)(串行主轴)G072#7主轴切换HIGH侧MCC接点G073#0磁传感方式定向指令信号(串行主轴)G073#1从动运行方式指令信号(串行主轴)G073#2电机动力关断指令信号(串行主轴)G073#4禁止断线检测信号(串行主轴)G074#0扭矩限制指令LOW信号(串行主轴)G074#1扭矩限制指令HIGH信号(串行主轴)G074#3#2离合器齿轮信号(串行主轴)G074#4方向回转指令信号(串行主轴)G074#5正转指令信号(串行主轴)G074#6定向指令信号(串行主轴)G074#7机床准备结束信号(串行主轴)G075#0报警复位信号信号(串行主轴)G075#1紧急停止信号G075#2主轴选择信号(串行主轴)G075#3动力线切换结束信号(串行主轴)G075#4软启动/停止取消信号(串行主轴)G075#5速度积分控制信号(串行主轴)G075#6输出切换请求信号(串行主轴)G075#7动力线状态确认信号(串行主轴)G076#0定向停止位置变更指令信号(串行主轴)G076#1定向停止位置变更时回转方向指令信号(串行主轴)G076#2定向停止位置变更时返回近点指令信号(串行主轴)G076#3差速方式指令信号(串行主轴)G076#4模拟倍率信号(串行主轴)G076#5增量指令外部设定式定向(串行主轴)G076#6主轴切换时主主轴MCC接点状态信号(串行主轴)(串行主轴)(串行主轴)G076#7主轴切换HIGH侧MCC接点G077#0G073#0磁传感方式定向指令信号(串行主轴)G077#1G073#1从动运行方式指令信号(串行主轴)G077#2G073#2电机动力关断指令信号(串行主轴)G077#4G073#4禁止断线检测信号(串行主轴)G078#0--主轴定向外部停止位置指令信号G079#311G080#0--11G081#311G091#0-#3组号指定信号G092#0I/OLink确认信号G092#1I/O Link指定信号G092#2Power mate读些进行中信号G092#3Power mate读写报警信号G092#4Power mate后台忙信号G096#0-#61%快速进给倍率信号G096#71%快速进给倍率选择信号G098键代码信号G100进给轴和方向选择信号G102进给轴和方向选择信号G104依据存储行程限位开关的轴方向信号G105各轴各向存储行程限位开关切换信号G106镜像信号G108各轴机床锁住信号G110行程限位外部设定信号G112行程限位外部设定信号G114超程信号G116超程信号G118外部减速信号G120外部减速信号G125异常负载检测无效信号G126伺服OFF信号G130各轴互锁信号G132#0-#3各轴各方向互锁信号G134#0-#3各轴各方向互锁信号G136控制轴选择信号(PMC轴控制)G138简易同步轴选择信号G140简易同步手动进给轴选择信号G142#0辅助功能结束信号G142#1累计零点检查信号G142#2禁止缓冲信号G142#3程序段停止信号G142#4伺服OFF信号G142#5轴控制暂时停止信号G142#6复位信号G142#7轴控制指令读取信号G143#0-#6轴控制指令信号G143#7禁止程序段停止信号G144G145轴控制进给速度信号G146-G149轴控制数据信号G150#0#1快速进给倍率信号(PMC轴控制)G150#5倍率取消信号(PMC轴控制)G150#6手动快速进给选择信号(PMC轴控制)G150#7空运行信号(PMC轴控制)G151进给速度倍率信号(PMC轴控制)G154#0辅助功能结束信号(PMC轴控制)G154#1累计零点检查信号(PMC轴控制)G154#2禁止缓冲信号(PMC轴控制)G154#3程序段停止信号(PMC轴控制)G154#4伺服OFF信号(PMC轴控制)G154#5轴控制暂时停止信号(PMC轴控制)G154#6复位信号(PMC轴控制)G154#7轴控制指令读取信号(PMC轴控制)G155#0-#6轴控制指令信号(PMC轴控制)G155#7禁止程序段停止信号(PMC轴控制)G156G157轴控制进给速度信号(PMC轴控制)G158-G161轴控制数据信号(PMC轴控制)G166#0辅助功能结束信号(PMC轴控制)G166#1累计零点检查信号(PMC轴控制)G166#2禁止缓冲信号(PMC轴控制)G166#3程序段停止信号(PMC轴控制)G166#4伺服OFF信号(PMC轴控制)G166#5轴控制暂时停止信号(PMC轴控制)G166#6复位信号(PMC轴控制)G166#7轴控制指令读取信号(PMC轴控制)G167#0-#6轴控制指令信号(PMC轴控制)G167#7禁止程序段停止信号(PMC轴控制)G168G169轴控制进给速度信号(PMC轴控制)G170-G173轴控制数据信号(PMC轴控制)G178#0辅助功能结束信号(PMC轴控制)G178#1累计零点检查信号(PMC轴控制)G178#2禁止缓冲信号(PMC轴控制)G178#3程序段停止信号(PMC轴控制)G178#4伺服OFF信号(PMC轴控制)G178#5轴控制暂时停止信号(PMC轴控制)G178#6复位信号(PMC轴控制)G178#7轴控制指令读取信号(PMC轴控制)G179#0-#6轴控制指令信号(PMC轴控制)G179#7禁止程序段停止信号(PMC轴控制)G180G181轴控制进给速度信号(PMC轴控制)G182-G185轴控制数据信号(PMC轴控制)G192各轴VRDY OFF报警忽视信号G198位置现实忽视信号G199#0#1手脉选择信号G200轴控制重叠指令信号F000#0倒带进行中信号F000#4自动运行暂停中信号起动中信号F000#5自动运行启动F000#6伺服准备好信号F000#7自动运行中信号F001#0报警中信号F001#1复位中的信号F001#2电池报警信号F001#3分配结束信号F001#4主轴使能信号F001#5攻丝中的信号F001#7准备结束信号F002#0英制输出信号F002#1快速进给中信号F045#4恒表面切削速度中信号F049#4螺纹切削中信号F002#4程序再启动进行中信号F002#6切削进给信号F002#7空运行检测信号F003#0增量进给选择确认信号F003#1手轮进给选择确认信号F003#2手轮连续进给选择确认信号F003#3选择手动数据输入确认信号F003#4选择DNC运转确认信号F003#5选择自动运行确认信号F003#6存储器编辑选择确认信号F003#7选择TEACHIN(示教)确认信号F004#0跳过任选程序段检测信号F004#1全轴机床锁住确认信号F004#2手动绝对值确认信号F004#3单程序段确认信号F004#4辅助功能锁住确认信号F004#5选择手动返回参考点确认信号F005跳过任选程序段检测信号F007#0辅助功能选通信号F007#1用于高速接口的外部运行信号F007#2主轴速度选通信号F007#3刀具功能选通信号F007#4软操作面板信号(BDT)F007#7第2辅助功能选通信号F008#0外部运行信号F008#4第2M功能选择信号F008#5第3M功能选择信号F009#4-#7M译码信号F010-F013辅助功能代码信号F014-F015第2M功能代码信号F022-F025主轴功能代码信号F026-F029刀具功能代码信号F030-F033第2辅助功能代码信号F034#0-#2齿轮选择信号(输出)F035#0主轴波动检测报警信号F038#0主轴夹紧信号F038#1主轴松开信号F038#2#3主轴使能信号F040F041实际主轴速度信号F044#1CS轮廓控制切换结束信号F044#2主轴同步速度控制结束信号F044#3主轴相位同步控制结束信号F044#4相位误差监视信号F045#0报警信号(串行主轴)F045#1速度零信号(串行主轴)F045#2速度检测信号(串行主轴)F045#3速度到达信号(串行主轴)F045#4负载检测信号(串行主轴)F045#5负载检测信号(串行主轴)F045#6扭矩限制中信号(串行主轴)F045#7定向结束信号(串行主轴)。
FANUC_信号地址表
位置记录信号
PRC
○
G040#7
工件坐标系偏移量写入信号
WOSET
○
G041#0~#3
手轮中断轴选择信号
HS1IA~HS1ID
○
○
G041#4~#7
HS2IA~HS2ID
○
○
G042#0~#3
HS3IA~HS3ID
—
○
G042#7
直接运行选择信号
DMMC
○
○
G043#0~#2
方式选择信号
地址
信号名称
符号
T系列
M系列
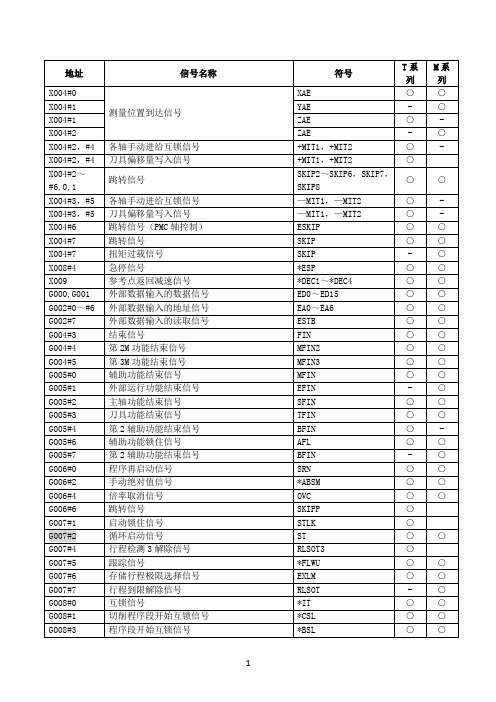
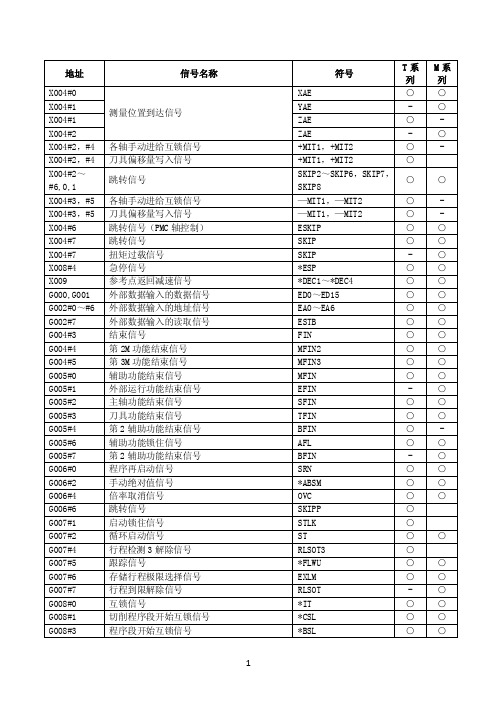
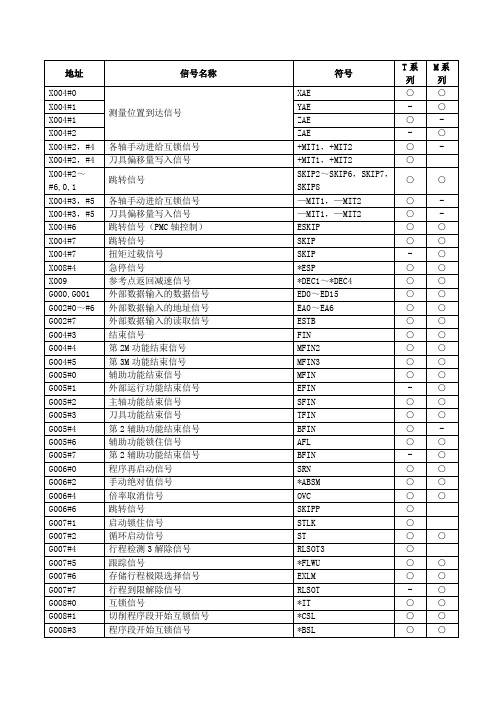
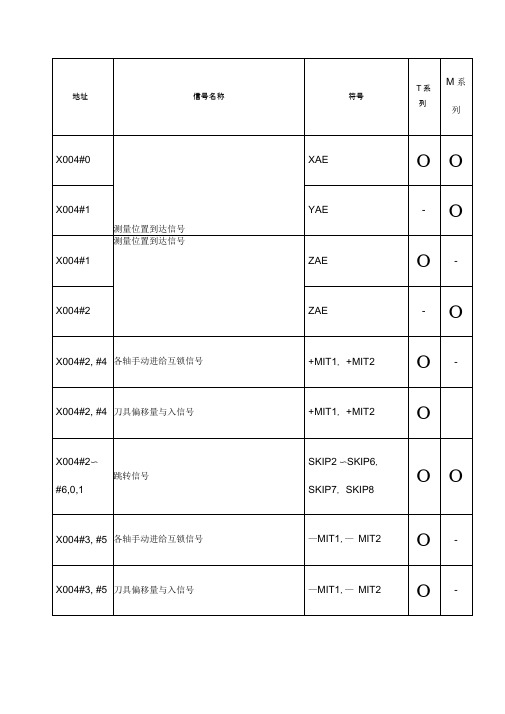
X004#0
测量位置到达信号
XAE
○
○
X004#1
YAE
-
○
X004#1
ZAE
○
-
X004#2
ZAE
-
○
X004#2,#4
各轴手动进给互锁信号
+MIT1,+MIT2
○
-
X004#2,#4
刀具偏移量写入信号
+MIT1,+MIT2
○
X004#2~#6,0,1
跳转信号
SKIP2~SKIP6,SKIP7,SKIP8
○
○
G038#6
B-轴松开完成信号
*BECUP
—
○
G038#7
B-轴夹紧完成信号
*BECLP
—
○
G039#0~#5
刀具偏移号选择信号
OFN0~OFN5
○
—
G039#6
工件坐标系偏移值写入方式选择信号
WOQSM
○
G039#7
刀具偏移量写入方式选择信号
FANUC 0i系统的输入输出信号控制有两种形式
FANUC 0i系统的输入输出信号控制有两种形式FANUC 0i系统的输入/输出信号控制有两种形式,一种是来自系统内装I/O卡的输入/输出信号,其地址是固定的;另一种是来自外装I/O卡(I/O Link)的输入/输出信号,其地址是有数控厂家在编制顺序程序时设定的,连同顺序程序存储到系统的FROM中,写入FROM中的地址是不能更改的。
如果内装I/O卡控制信号与I/O Link控制信号同时作用,内装I/O卡信号有效。
FANUC 0iA系统的PMC多采用SA3型。
1、机床到PMC的输入信号地址(MT?PMC)如果采用I/O Link时机床到PMC的输入信号的地址号为X0~X127;如果采用内装I/O卡时FANUC 0iA系统的信号输入地址为X1000~X1011(96点输入)。
有些输入信号不需要通过PMC而直接由CNC监控。
这些信号的输入地址是固定的,CNC运行时直接引用这些地址信号。
FANUC 0i系统的固定输入地址及信号功能见表4-4。
2、 PMC到机床的输出信号地址(PMC?MT)如果采用I/O Link时PMC到机床的输出信号地址号为Y0~Y127,如果采用内装I/O卡时FANUC 0iA系统的输出信号地址为Y1000~Y1008(72点输出)。
3、 PMC到CNC的信号地址(PMC?CNC)PMC到CNC的信号的地址号为G0~G255这些信号的功能是固定的,用户通过程序(梯形图)实现CNC各种功能的控制。
如系统急停控制信号为G8.4启动信号为G7.2暂停信号为G8.5、空运转信号为G46.7、外部复位信号为G8.7、程序保钥匙信号为G46.3~G46.6、CNC系统状态信号为G43.0、G43.1、G43.2 G43.5、G43.7等。
4、 CNC到PMC的信号地址(CNC?PMC)CNC到PMC的信号的地址号为F0~F255,些信号的功能也是固定的,用户通过顺序程序(梯形图)确定CNC系统的状态。
FANUC信号地址表
○○
地址
信号名称
G008#4 G008#5 G008#6 G008#7
急停信号 进给暂停信号 复位和倒回信号 外部复位信号
G009#0~4 工件号检索信号
G010,G011 G012 G014#0,#1 G016#7 G018#0~#3 G018#4~#7 G019#0~#3 G019#4,#5 G019#7 G023#5 G024#0~ G025#5 G025#7 G027#0 G027#1 G027#2 G027#3 G027#4 G027#5 G027#7 G028#1,#2 G028#4 G028#5 G028#6 G028#7 G029#0 G029#4 G029#5 G029#6 G030 G32#0~ G033#3 G033#5 G033#6 G033#7
○○
MP1,MP2
○○
RT
○○
NOINPS
○○
EPNO~EPN13
○○
EPNS SWS1 SWS2 SWS3 *SSTP1 *SSTP2 *SSTP3 CON GR1,GR2 *SUCPF *SCPF SPSTP PC2SLC GR21 SAR SOR *SSTP SOV0~SOV7
○○
○○
○○
○○
通用累计计数器启动信号 用户宏程序中断信号 误差检测信号 倒角信号 用户宏程序输入信号 程序输入外部外部启动信号 外部读开始信号 外部阅读/传出停止信号 外部传出启动信号
G060#7 G061#0 G061#4,#5 G062#1 G062#6 G063#5 G066#0 G066#1 G066#4 G066#7 G067#6 G067#7 G070#0 G070#1 G070#2,#3 G070#4 G070#5 G070#6 G070#7 G071#0 G071#1 G071#2 G071#3 G071#4 G071#5 G071#6 G071#7 G072#0 GO72#1 G072#2 G072#3
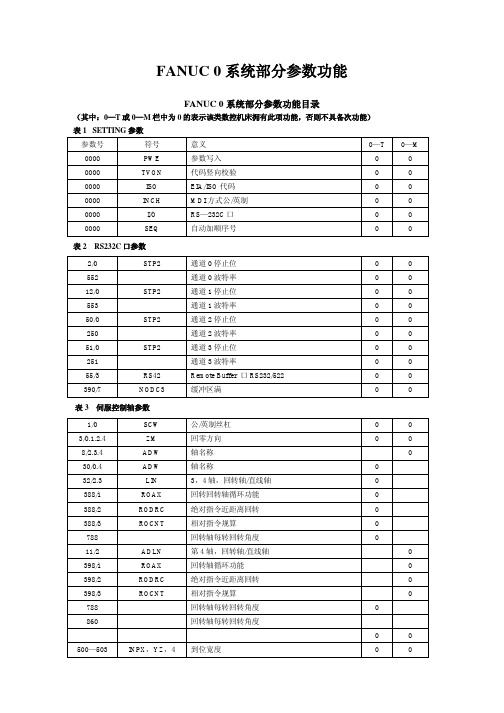
FANUC0系统部分参数功能说明(精)

FANUC 0系统部分参数功能FANUC 0系统部分参数功能目录(其中:0—T或0—M栏中为0的表示该类数控机床拥有此项功能,否则不具备次功能表1 SETTING参数参数号符号意义0—T0—M 0000PWE参数写入00 0000TVON代码竖向校验00 0000ISO EIA/ISO 代码00 0000INCH MDI 方式公/英制00 0000I/O RS—232C 口00 0000SEQ自动加顺序号00表2 RS232C 口参数2/0STP2通道0停止位00 552通道0波特率00 12/0STP2通道1停止位00 553 通道1波特率00 50/0STP2通道2停止位00 250通道2波特率00 51/0STP2通道3 停止位00 251 通道3 波特率00 55/3RS42Remote Buffer口RS232/52200 390/7NODC3缓冲区满00表3伺服控制轴参数1/0SCW公/英制丝杠00 3/0.1.2.4ZM回零方向00 8/2.3.4ADW轴名称0 30/0.4ADW 轴名称032/2.3LIN3,4轴,回转轴/直线轴0388/1ROAX回转回转轴循环功能0388/2RODRC绝对指令近距离回转0388/3ROCNT相对指令规算0788回转轴每转回转角度011/2ADLN第4轴,回转轴/直线轴0 398/1ROAX回转轴循环功能0 398/2RODRC绝对指令近距离回转0 398/3ROCNT相对指令规算0 788回转轴每转回转角度0 860回转轴每转回转角度00 500-503INPX,YZ,4 到位宽度00504—507SERRX,Y,Z,4 运动时误差极限00 508—511GRDSX,Y,Z,4 栅格偏移量00 512—515LPGIN位置伺服增益00 517LPGIN位置伺服增益(各轴增益00 518—521RPDFX,Y,X,4G00 速度00 522—525LINTX,Y,Z,4 直线加/减速时间常数0526THRDT G92时间常数0528THKFL G92X 轴的最低速度00 527FEDMX F 的极限值00 529FEEDT F 的时间常数00 530FEDFL指数函数加减速时间常数00 533RPDFL手动快速成移动倍率的最低值00 534ZRNFL回零点的低速00 535—538BKLX,Y,Z,4反向间隙00 593—596STPEX,Y,Z,4伺服轴停止时的位置误差极限00 393/5快速倍率为零时机床移动00表4坐标系参数10/7APRS回零点后自动设定坐标系00 2/1PPD自动设坐标系相对坐标值清零24/6CLCL手动回零后清除局部坐标系0 28/5EX10D坐标系外部偏移时刀偏量的值(>100 708- 711自动设定工件坐标系的坐标值0 735—728第二参考点00 780—783第三参考点00 784— 787第四参考点00表5行程限位8/6OTZN Z轴行程限位检查否0 15/4LM2第二行行程限位0 24/4INOUT第三行行程限位0 57/5HOT3超行程一LMX —+LMZ有效0 65/3PSOT回零点前是否检查行程限位00 700—703各轴正向行程00 704— 707各轴负向行程00 15/2COTZ超行程一LMX —+LMZ有效020/4LM2第二行行程限位024/4INOUT第三行行程限位0 743— 746第二行行程正向限位0 747—750第二行行程反向限位0 804—806第三行行程正向限位0 807—809第三行行程反向限位0 770— 773第二行行程正向限位0 774—777第二行行程反向限位0747—750第三行行程正向限位0 751—754第三行行程反向限位0 760—763第四行行程正向限位0 764—767第四行行程反向限位0表6进给与伺服电机参数1/6RDRN空运行时,快速移动指令是否有效00 8/5ROVE快速倍率信号ROV2(G117/7有效0 49/6NPRV不用位置编码器实现主轴每转进给00 20/5NCIPS 是不进行到位检查00 4—7参考计数器容量00 4—7检测倍比00 21/0.1.2.3APC绝对位置编码器00 35/7ACMR任意CMR00 37/0.1.2.3SPTP用分离型编码器00 100—103指令倍比CMR00表7 DI/DO参数8/7EILK Z 轴/各轴互锁00 9/0.1.2.3TFIN FIN 信号时间00 9/4.5.6.7TMF M,S,T 读信号时间00 12/1ZILK Z轴/所有轴互锁0 31/5ADDCF GR1,GR2,DRN地址0252复位信号扩展时间00表8显示和编辑1/1PROD相对坐标显示是否包括刀补量00 2/1PPD自动设坐标系相对坐标清零00 15/1NWCH刀具磨损补偿显示W00 18/5PROAD绝对坐标系显示是否包括刀补量0 23/3CHI汉字显示00 28/2DACTF显示实际速度00 29/0.1DSP第3,4轴位置显示035/3NDSP第4轴位置显示0 38/3FLKY用全键盘00 48/7SFFDSP显示软按键00 60/0DADRDP诊断画面上显示地址字00 60/2LDDSPG显示梯形图00 60/5显示操作监控画面00 64/0SETREL自动设坐标系时相对坐标清零00 77/2伺服波形显示00389/0SRVSET显示伺服设定画面00 389/1WKNMDI显示主轴调整画面00 表9编程参数10/4PRG9O9000-O9999号程序保护00 15/7CPRD 小数点的含义00 28/4EXTS 外部程序号检索00 29/5MABS MDI —B中,指令取决于G90/G91设定0389/2PRG8O8000-O8999号程序保护00 394/6WKZRST自动设工件坐标系时设为G540表10螺距误差补偿11/0.1PML螺补倍率00 712—715螺补间隔0 756— 759螺补间隔01000,2000 3000,4000补偿基准点001001-1128 2001-2128 3001-3128 4001-412补偿值00表11刀具补偿1/3TOC复位时清除刀长补偿矢量00 1/4ORC刀具补偿值(半径/直径输入0 8/6NOFC刀补量计数器输入010/5DOFSI刀偏量直接输入013/1GOFU2几何补偿号(由刀补号或刀号指定013/2GMOFS加几何补偿值(运动/变坐标014/0T2D T代码位数014/1GMCL复位时是否清几何补偿值014/5WIGA刀补量的限制015/4MORB直接输入刀补测量值的按钮024/6QNI刀补测量B时补偿号的选择075/3WNPT刀尖补偿号的指定(在几何还是在磨损中0122刀补偿量B时的补偿号0728最大的刀具磨损补偿增量值0729最大的刀具磨损补偿值078/ONOINOW用MDI键输入磨损补偿量00 78/1NOINOG用MDI键输入几何补偿量00 78/2NOINMV用MDI键输入宏程序变量00 78/3NOINMZ用MDI键输入工件坐标偏移量00393/2MKNMDI在自动方式的停止时,用MDI键输入工件坐标偏移量00表12主轴参数13/5ORCM定向时,S模拟输出的极性13/6.7TCW,CWM S 模拟M03,M04 的方向00 14/2主轴转速显示00 24/2SCTO 是否检查SAR(G120/400 49/0EVSF SF的输出00 71/0ISRLPC串行主轴时编码器信号的接法071/4SRL2SP用1或2个串行主轴071/7FSRSP是否用串行主轴0108G96或换档倂3/5:GST=1或模拟主轴定向(SOR:G120/5:M=1 速度00110检查SAR(G120/4的延时时间0516模拟主轴的增益(G960539模拟主轴电动机的偏移补偿电压(G960551G96的主轴最高转速0556G96的主轴最高转速0 540-543各档主轴的最高转速0 3/5GST用SOR(G120/5定向/换档0 14/0SCTA加工启动时检查SAR信号0 20/7SFOUT换档时输出SF0 29/4FSOB G96时输出SF0 35/6LGCM各档最高速的参数号0 539,541,555 各档的主轴最高转速0 542主轴最高转速0 543主轴最低转速0 585,586主轴换档速度(B 型0 577模拟主轴电动机的偏移补偿电压0 6519/7主轴电动机初始化00 6633 主轴电动机代码006501/2POSC2用位置编码器00 6501/5-7CAXIS1 —3用高分辩率编码器00 6503/0PCMGSL定向方法(编码器/磁传感器00 6501/1PCCNCT内装传感器006501/4.6.7位置编码器信号00 6504/1HRPC高分辩率编码器00表13其它24/0JGNPMC用PMC00 71/6DPCRAM显示PMC操作菜单00 123图形显示的绘图坐标系0参数功能00017 6 5 4 3 2 1 0ADFT RDRN DECI ORC TOC DCS PROD DCS ADFT 1:进行自动漂移补偿。
FANUC-信号地址表
SRN
○
○
G006#2
手动绝对值信号
*ABSM
○
○
G006#4
倍率取消信号
OVC
○
○
G006#6
跳转信号
SKIPP
○
G007#1
启动锁住信号
STLK
○
G007#2
循环启动信号
ST
○
○
G007#4
行程检测3解除信号
RLSOT3
○
G007#5
跟踪信号
*FLWU
○
○
G007#6
存储行程极限选择信号
○
G024#0~G025#5
扩展工件号检索信号
EPNO~EPN13
○
○
G025#7
扩展工件号检索开始信号
EPNS
○
○
G027#0
主轴选择信号
SWS1
○
○
G027#1
SWS2
○
○
G027#2
SWS3
○
○
G027#3
各主轴停止信号
*SSTP1
○
○
G027#4
*SSTP2
○
○
G027#5
*SSTP3
○
○
G027#7
○
○
G005#0
辅助功能结束信号
MFIN
○
○
G005#1
外部运行功能结束信号
EFIN
-
○
G005#2
主轴功能结束信号
SFIN
○
○
G005#3
刀具功能结束信号
TFIN
○
○
FANUC信地址表
信号名称
符号
T系
列
M系
列
X004#0
测量位置到达信号
XAE
O
O
X004#1
YAE
-
O
X004#1
测量位置到达信号
ZAE
O
-
X004#2
ZAE
-
O
X004#2, #4
各轴手动进给互锁信号
+MIT1,+MIT2
O
-
X004#2, #4
刀具偏移量与入信号
+MIT1,+MIT2
O
X004#2〜
#6,0,1
SSIN2
O
O
G035#7
PMC空制主轴速度输出控制信号
SIND2
o
o
G036#A
G037#3
主轴电机速度指令信号
R01I3〜R12I3
o
o
G037#5
主轴电机指令极性选择信号
SGN3
o
o
G037#6
主轴电机指令极性选择信号
SSIN3
o
o
G037#7
主轴电机速度选择信号
SIND3
o
o
G038#2
主轴冋步控制信号
O
O
G033#5
主轴电机指令输出极性选择信号
SGN
O
O
G033#6
SSIN
O
O
G033#7
PMC空制主轴速度输出控制信号
SIND
O
O
地址
信号名称
符号
T系
列
M系
列
G034/H
G035#3
主轴电机速度指令信号
FANUC-0系统信号名称及地址
+MIT1,-MIT1, +MIT2, -MIT2
各坐标轴和方向的互锁信号
O
X008.2, X008.3, X008.4, X008.5,
+X, -X, +Y, -Y, +Z, -Z, +4, -4
进给坐标轴和方向选择信号
手轮中断坐标轴选择信号
O
G126.0, G126.1, G126.2, G126.3
HIX, HIZ, HI3, HI4
O
HX, HZ, H3, H4
手轮进给轴选择信号
O
F116.7, F117.7, F118.7, F119.7
HX, HY, HZ, H4
O
HXO, HYO, HZO, HZ4
手摇脉冲发生器进给轴选择信号(软操作面板信号)
fanuc系统控制信号名称及地址18drn空运行信号g1187dst手动数据输入启动信号ea0ea6地址信号外部数据输入g1020g1026eax1eax8pmc控制轴选择信号g1440g1445ebsyaebsyb坐标轴控制指令读取完成信号pmc轴控制f2707f2737ebufaebufb坐标轴控制指令读取信号pmc轴控制g2107g2187ec0aec6aec0bec6b坐标轴控制指令信号pmcg2110g2116g2190g2196eckzaeckzb跟踪零检查信号pmc轴控制f2701f2731eclraeclrb复位信号pmc轴控制g2106g2186ed0ed15数据信号外部数据输入g1000g1017edenaedenb辅助功能执行信号pmcf2703f2733ef外部操作信号f1501ef高速接口的外部操作信号f1501efin外部操作功能完成信号g1151efinaefinb辅助功能完成信号pmc轴控g2100g2180egenaegenb轴移动信号pmc轴控制f2704f2734eialaeialb报警信号pmc轴控制f2702f2732eid0aeid31aeid0beid31b轴控制数据信号pmc轴控制g2140g2177g2220g2257eif0aeif15aeif0beif15b坐标轴控制进给速度信号pmc轴控制g2120g2137g2200g2217einpaeinpb在位信号pmc轴控制f2700f2730em11aem28aem11bem28b辅助功能代码信号pmcf2720f2727f2750f2757emfaemfb辅助功能选通信号f2710f2740emsbkaemsbkb程序段停止停用信号pmcf2110g2190enb主轴启用信号f1494enb主轴启用信号f1494enb2enb3f1494f1642f1643enbky外部键输入方式选择信号g1340eotnaeotnb负向超程信号pmc轴控制f2706f2736eotpaeotpb正向超程信号pmc轴控制f2705f2735eov0倍率0信号pmc轴控制f1885erend读取完成信号对于外部数据输入f1600ers外部复位信号g1217esbkaesbkb程序段停止信号pmc轴控制g2103g2183esend搜索完成信号对于外部数据输入f1601eskip跳跃信号pmc轴控制x0086esofaesofb伺
fanuc_0_系统参数说明
STP2
通道 3 停止位
0
251
通道 3 波特率
0
55/3
RS42
Remote Buffer 口 RS232/522
0
390/7
NODC3
缓冲区满
0
表 3 伺服控制轴参数
1/0
SCW
公/英制丝杠
0
3/0.1.2.4
ZM
回零方向
0
8/2.3.4
ADW
轴名称
30/0.4
ADW
轴名称
0
32/2.3
LIN
3,4 轴,回转轴/直线轴
13/6.7
TCW,CWM
S 模拟 M03,M04 的方向
0
0
14/2
主轴转速显示
0
0
24/2
SCTO
是否检查 SAR(G120/4)
0
0
49/0
EVSF
SF 的输出
0
0
71/0
ISRLPC
串行主轴时编码器信号的接法
0
71/4
SRL2SP
用 1 或 2 个串行主轴
0
71/7
FSRSP
是否用串行主轴
0
0
0
0
0
0
0
0
0
0
表 10 螺距误差补偿
11/0.1 712—715 756—759 1000,2000 3000,4000 1001-1128 2001-2128 3001-3128 4001-4128
PML
螺补倍率 螺补间隔 螺补间隔 补偿基准点
补偿值
0
0
0
0
0
FANUC_信号地址表资料
各主轴停止信号 Cs 轮廓控制切换信号 齿轮选择信号(输入) 主轴松开完成信号 主轴夹紧完成信号 主轴停止完成信号 第 2 位置编码器选择信号 齿轮档选择信号(输入) 主轴速度到达信号 主轴定向信号 主轴停信号 主轴速度倍率信号 主轴电机速度指令信号 主轴电机指令输出极性选择信号 PMC 控制主轴速度输出控制信号
信号名称
符号 *ESP *SP RRW ERS PN1,PN2,PN4,PN8, PN16 *JV0~*JV15 *FV0~*FV7 ROV1,ROV2 F1D HS1A~HS1D HS2A~HS2D HS3A~HS3D MP1,MP2 RT NOINPS EPNO~EPN13 EPNS SWS1 SWS2 SWS3 *SSTP1 *SSTP2 *SSTP3 CON GR1,GR2 *SUCPF *SCPF SPSTP PC2SLC GR21 SAR SOR *SSTP SOV0~SOV7 R01I~R12I SGN SSIN SIND
测量位置到达信号
各轴手动进给互锁信号 刀具偏移量写入信号 跳转信号 各轴手动进给互锁信号 刀具偏移量写入信号 跳转信号(PMC 轴控制) 跳转信号 扭矩过载信号 急停信号 参考点返回减速信号 外部数据输入的数据信号 外部数据输入的地址信号 外部数据输入的读取信号 结束信号 第 2M 功能结束信号 第 3M 功能结束信号 辅助功能结束信号 外部运行功能结束信号 主轴功能结束信号 刀具功能结束信号 第 2 辅助功能结束信号 辅助功能锁住信号 第 2 辅助功能结束信号 程序再启动信号 手动绝对值信号 倍率取消信号 跳转信号 启动锁住信号 循环启动信号 行程检测 3 解除信号 跟踪信号 存储行程极限选择信号 行程到限解除信号 互锁信号 切削程序段开始互锁信号 程序段开始互锁信号
FANUC 0系列参数说明

7 6 54 32 1 0T2T4 1:T代码用二位数指定时,被认为是高二位与低二位相同的四位数。
0:T代码用二位数指定时,被认为是高二位为“00”的四位数。
(仅在T2D=0时有效)WIGA 1:刀具磨损补偿量的设定限制为增量输入,而刀具形状补偿的设定只能是绝对值输入。
0:刀具磨损补偿量与刀具形状补偿量均可共用增量输入和绝对值输入。
(※此项功能在OT—Mate中无效)OFSB 1:刀具补偿与轴移动一起进行。
0:刀具补偿在T代码的程序段中进行。
(用坐标系偏移进行的刀具形状补偿与本参数无关,在T代码的程序段中进行补偿)4 32 1 0CPRD 1:可以使用小数点的地址中省略了小数点时,以mm,inch,s为单位。
0:可以使用小数点的地址中省略了小数点时,为最小设定单位。
REP 1:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时不报警,而由新输入的程序置换。
0:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时报警。
PRWD 1:用便携式纸带阅读器时,有倒带信号输出。
0:用便携式纸带阅读器时,没有倒带信号输出。
MORB 1:刀具位置补偿量、工件坐标系偏移量的测量直接输入时,选择如下方式:设置RECORD键、切削测定面,按住RECORD 键后两轴共同回退。
(需要FANUC PMCMODEL L或M)0:选择没有RECORD键的方式。
SKPF 1:在G31跳过功能中,空运转、速度修调、自动加减速有效。
0:在G31跳过功能中,空运转、速度修调、自动加减速无效。
(※此项功能仅0—TC才有)COTZ 1:超程极限信号(*LZ)有效。
0:超程极限信号(*LZ)无效。
(※此项功能仅0TC才有)NWCH 1:刀具磨损/形状补偿量显示量,不显示各号码左边的“W”字符。
0:刀具磨损/形状补偿量显示量,显示各号码左边的“W”字符。
4 37 65 4 32 1 0OPG7 1:软件操作面板上进给保持有效。
0:软件操作面板上进给保持无效。
fanuc 0系统PMC信号表
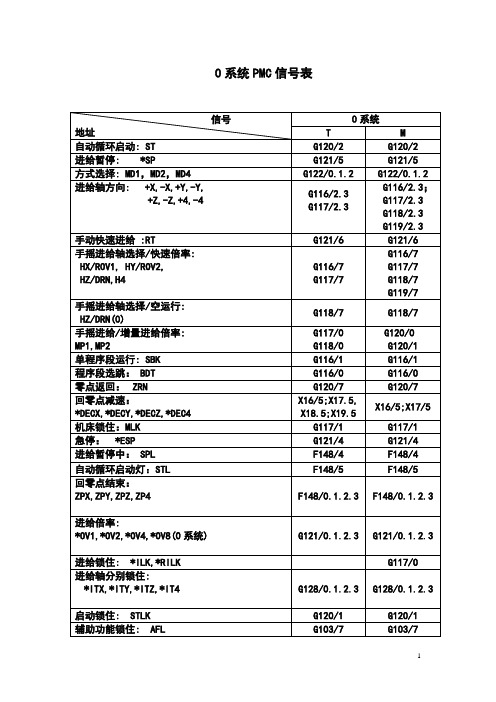
X20/0—5
伺服断开:
SVFX,SVFY,SVFZ,SVF4
G105/0.1.2.3
G105/0.1.2.3
位置跟踪: *FLWU
G104/5
G104/5
位置误差检测: SMZ
G126/6
手动绝对值: *ABSM
G127/2
G127/2
镜像: MIRX,MIRY,MIRZ,MIR4
G120/0;G127/1
机床锁住:MLK
G117/1
G117/1
急停: *ESP
G121/4
G121/4
进给暂停中: SPL
F148/4
F148/4
自动循环启动灯:STL
F148/5
F148/5
回零点结束:
ZPX,ZPY,ZPZ,ZP4
F148/0.1.2.3
F148/0.1.2.3
进给倍率:
*OV1,*OV2,*OV4,*OV8(0系统)
自动(存储器)方式运行: OP
F148/7
F148/7
程序保护: KEY
G122/3
G122/3
工件号检: PN1,PN2,PN4,PN8,PN16
G122/4—7
G122/4—7
外部动作指令: EF
F150/1
F150/1
进给轴硬超程:
*+LX,*+LY,*+LZ,*+L4;
*-LX,*-LY,*-LZ,*-L4
G229/7
G229/7
主轴急停: *ESPA
G230/1
2G30/1
定向指令: ORCMA
G229/6
G229/6
定向完成: ORARA
FANUC 0i系统的输入输出信号控制有两种形式
FANUC 0i系统的输入输出信号控制有两种形式FANUC 0i系统的输入/输出信号控制有两种形式,一种是来自系统内装I/O卡的输入/输出信号,其地址是固定的;另一种是来自外装I/O卡(I/O Link)的输入/输出信号,其地址是有数控厂家在编制顺序程序时设定的,连同顺序程序存储到系统的FROM中,写入FROM中的地址是不能更改的。
如果内装I/O卡控制信号与I/O Link控制信号同时作用,内装I/O卡信号有效。
FANUC 0iA系统的PMC多采用SA3型。
1、机床到PMC的输入信号地址(MT?PMC)如果采用I/O Link时机床到PMC的输入信号的地址号为X0~X127;如果采用内装I/O卡时FANUC 0iA系统的信号输入地址为X1000~X1011(96点输入)。
有些输入信号不需要通过PMC而直接由CNC监控。
这些信号的输入地址是固定的,CNC运行时直接引用这些地址信号。
FANUC 0i系统的固定输入地址及信号功能见表4-4。
2、 PMC到机床的输出信号地址(PMC?MT)如果采用I/O Link时PMC到机床的输出信号地址号为Y0~Y127,如果采用内装I/O卡时FANUC 0iA系统的输出信号地址为Y1000~Y1008(72点输出)。
3、 PMC到CNC的信号地址(PMC?CNC)PMC到CNC的信号的地址号为G0~G255这些信号的功能是固定的,用户通过程序(梯形图)实现CNC各种功能的控制。
如系统急停控制信号为G8.4启动信号为G7.2暂停信号为G8.5、空运转信号为G46.7、外部复位信号为G8.7、程序保钥匙信号为G46.3~G46.6、CNC系统状态信号为G43.0、G43.1、G43.2 G43.5、G43.7等。
4、 CNC到PMC的信号地址(CNC?PMC)CNC到PMC的信号的地址号为F0~F255,些信号的功能也是固定的,用户通过顺序程序(梯形图)确定CNC系统的状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
+MIT1,-MIT1, +MIT2, -MIT2
各坐标轴和方向的互锁信号
O
X008.2, X008.3, X008.4, X008.5,
+X, -X, +Y, -Y, +Z, -Z, +4, -4
进给坐标轴和方向选择信号
O
G116.2, G116.3, G117.2, G117.3, G117.4, G117.5, G117.6, G117.7,
+X, -X, +Z, -Z, +3, -3, +4, -4
O
+XO, -XO, +YO, -YO, +ZO, -ZO, +4O, -4O
点动进给轴选择信号
O
F177.0, F177.1, F177.2, F177.3, F177.4, F177.5, F177.6, F177.7
CHPA, CHPB
电源线切换信号
O
O
F282.0, F286.0
CKGRP
绘图信号
O
O
F164.5
COFF
C轴断开信号
O
G123.0
COFF
主轴轮廓控制变换信号
O
G123.0
CON
O
G123.7
COSP
主轴指令信号
F180.5
CUT
切削进给信号
O
O
F188.6
CTH1ACTH2A
齿轮选择信号
O
O
G229.3, G229.2
*DECX, *DECY, *DECZ, *DEC4
返回参考点减速信号
O
X016.5, X017.5, X018.5, X019.5,
*DECX, *DECZ, *DEC3, *DEC4
O
*EAXSL
PMC控制轴选择状态信号
O
O
F188.7
*ESP, *ESP
紧急停止信号
O
O
X021.4, G121.4
*+MIT4, *-MITX, *-MITY,
*-MITZ, *-MIT4
每个坐标轴和方向的
互锁信号
O
G142.0, G142.1, G142.2, G142.3, G142.4, G142.5,
G142.6, G142.7
*ABSM
手动绝对信号
O
O
G127.2
*AOV16, *AOV32, *AOV64, *AOV128
进给速度倍率信号
O
O
G121.0, G121.1, G121.2, G121.3
*OV1E, *OV2E, *OV4E, *OV8E
进给速度倍率信号(PMC轴控制)
O
O
G147.0, G147.1, G147.2, G147.3
*RILK
高速互锁信号
O
X008.5
*SCPF
主轴夹紧完成信号
O
G123.5
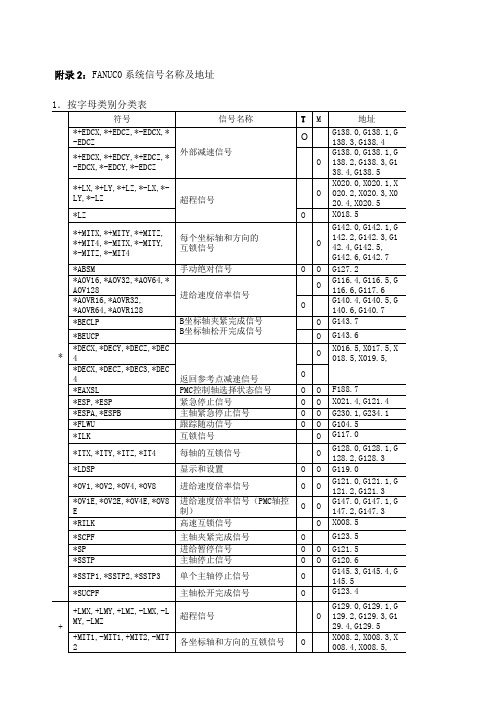
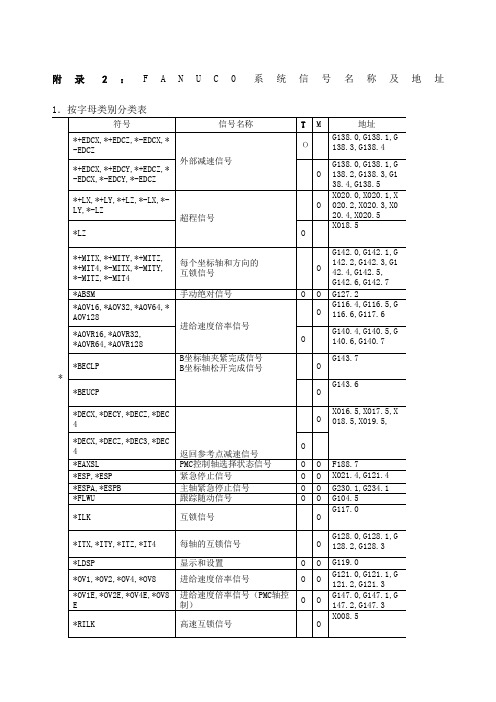
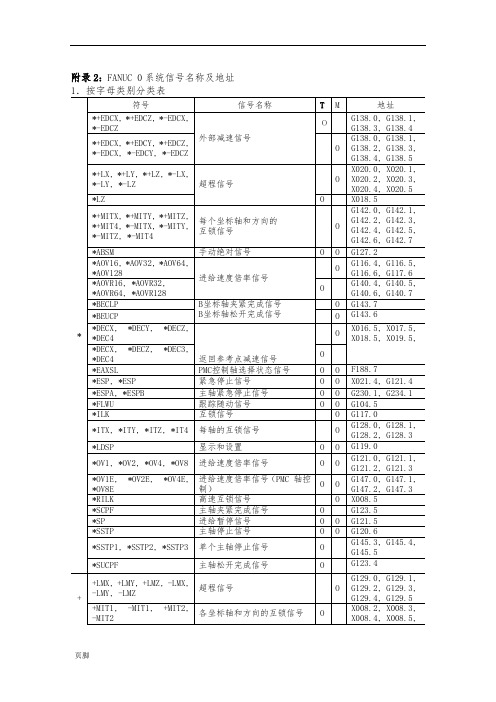
附录2:FANUC0系统信号名称及地址
1.按字母类别分类表
*
符号
信号名称
T
M
地址
*+EDCX, *+EDCZ, *-EDCX, *-EDCZ
外部减速信号
Ο
G138.0, G138.1, G138.3, G138.4
*+EDCX, *+EDCY, *+EDCZ, *-EDCX, *-EDCY, *-EDCZ
进给速度倍率信号
O
G116.4, G116.5, G116.6, G117.6
*AOVR16, *AOVR32,
*AOVR64, *AOVR128
O
G140.4, G140.5, G140.6, G140.7
*BECLP
B坐标轴夹紧完成信号
B坐标轴松开完成信号
O
G143.7
*BEUCP
O
G143.6
+XO, -XO, +ZO, -ZO, +YO, -YO, +4O, -4O
(软操作面板信号)
O
4
4NG
忽视第四轴信号
O
X004.7
A
AFL
辅助功能闭锁信号
O
O
G103.7
AL
报警信号
O
O
F149.0
符号
信号名称
T
M
地址
ALMA, ALMB
主轴报警信号
O
F281.0, F285.0
AR0~AR15
实际主轴转速信号
O
G138.0, G138.1, G13பைடு நூலகம்.2, G138.3, G138.4, G138.5
*+LX, *+LY, *+LZ, *-LX, *-LY, *-LZ
超程信号
O
X020.0, X020.1, X020.2, X020.3, X020.4, X020.5
*LZ
O
X018.5
*+MITX, *+MITY, *+MITZ,
*SP
进给暂停信号
O
O
G121.5
*SSTP
主轴停止信号
O
O
G120.6
*SSTP1, *SSTP2, *SSTP3
单个主轴停止信号
O
G145.3, G145.4, G145.5
*SUCPF
主轴松开完成信号
O
G123.4
+
+LMX, +LMY, +LMZ, -LMX, -LMY, -LMZ
超程信号
O
O
F158.0~F159.7
ARSTA, ARSTB
报警复位信号
O
O
G230.0, G234.0
B
B0~B31
第二辅助功能代码信号
O
F276.0~F279.7
B11~B38
O
F155.0~F154.3
BAL
电池报警信号
O
O
F149.2
BAL1~BAL4, BAL7, BAL8
绝对脉冲编码器电池
报警信号
O
F159.0~F159.5
O
F156.0~F156.5
BCLP
B轴夹紧信号
O
F188.3
BDT1, BDT2~BDT9
任选程序段跳越信号
O
O
G116.0,G141.0~G141.7
BDTO
任选程序段跳越信号(软操作面板信号)
O
O
F176.4
BF
第二辅助功能选通信号
O
F150.7
BF1, BF2
O
F150.7, F150.6
CTH1ACTH2A
离合器/齿轮信号(串行主轴)
O
O
G229.3, G229.2
D
DEN
分配结束信号
O
O
F149.3
DEN2
通过点信号
O
F149.6
DLK
相对坐标刷新无效信号
O
O
G127.6
*ESPA, *ESPB
主轴紧急停止信号
O
O
G230.1, G234.1
*FLWU
跟踪随动信号
O
O
G104.5
*ILK
互锁信号
O
G117.0
*ITX, *ITY, *ITZ, *IT4
每轴的互锁信号
O
G128.0, G128.1, G128.2, G128.3
*LDSP
显示和设置
O
O
G119.0
*OV1, *OV2, *OV4, *OV8
BFIN
第二辅助功能完成信号
O
F115.7
BFIN1, BFIN2
O
F115.7, F115.6
BGEACT
后台编辑信号
O
O
F180.4
BOFF
刀架干涉检查信号
F180.6
BUCLP
B轴松开信号
O
F188.2
C
CDZ
倒角信号
O
G126.7
CFINA, CFINB
主轴切换完成信号
O
O
F282.1, F286.1