美国船级社(ABS)无损检测标准
ABS船规中文
美国船级社规范ABS Rules船体用结构钢(ABS)1 适用范围(1)本规范适用于厚度不超过100毫米的船体用结构钢(以下简称钢板)。
(2)对于厚度超出表1规定的钢板,其技术要求由船级社另行规定。
2 分类及代号钢板按表1的规定分类。
表1 船体结构用钢材的等级3 化学成分及脱氧工艺4. 交货状态不同等级钢的交货状态按照表4和表5执行。
表4 一般强度船体结构钢交货状态::表5 高强度船体结构钢供货条件:5 机械性能(2)如果追加的同样厚度的两块钢板的冲击试验结果都合格,作为炉次中拒绝的钢板,则可以接受取自炉次的剩余材料。
或者,制造厂商可以通过对每块钢板进行冲击试验来证明同样厚度的材料的合格性。
如果取自比拒绝的钢板更薄的钢板冲击样品的试验结果合格,则可以接受同样炉次的较薄厚度的钢板。
9 表面检验和规格验证(1) 对于钢材,最大允许的厚度负公差是0.3毫米。
(2) 从距离纵向边缘至少是10毫米的任意位置测量厚度。
10 钢板标记(1)钢印本船级社标记“AB”与符合表2列出的实用的等级应该由制造厂商在各个成品钢板、型钢与棒钢清晰的打上钢印以说明材料是符合所述试验并且证明材料将提供给验船师。
仅证明化学材料分析的卷钢需要标记上“AB”,不用标记的等级名称。
(2)折边质量鉴别所有打算进行冷折边的材料根据专门认可,需要附加标志“F”,以表示此类质量。
(3)特殊钢印及标记除表2中列出的等级材料外,其他材料上应标记上缩写AB/S与任何一个适用的规格号,或者是此类其他待鉴别的标记来说明材料生产合格且根据规格,试验合格。
当规格书上未特殊要求对材料进行正火,但是材料已经订购且生产,那么此钢板也应该标记上缩写字母“N”来说明此材料已经进行过正火处理。
进行正火热处理的船厂或者是制造厂商也应该在此类材料上标记上缩写字母“N”.(4)专用冲击试验当钢材不是在表7制订的温度下进行冲击试验时,等级标记标记在试验温度-摄氏度的后面。
试验温度的前缀“O”表示低于摄氏零度。
美国船级社船板规范(ABS)2006
美国船级社船板规范(ABS:2006)第二部分第一章造船用材料第一节通则1试验和检查1.1一般要求用于造船及容器设备入级的材料的检验和试验,必须经过验船师的认可并符合以下相关要求。
材料、试验试样、机械性能试验程序如和本节的要求不同,可以通过申请获得批准,对材料生产国的生产工艺应定期认可,包括材料的用途,例如材料用于哪一部分,容器的类型、用途、容器的制造特性等。
1.2制造商认可(2003)(略)1.7对以前认可材料的拒收如果在使用中证明材料不能满足要求,尽管有以前经过检查合格证明,它将被拒收。
1.9试验机校核(2005)试验机应保持良好而准确的状态,达到验船师满意,并对试验机进行校对检查。
所有试验应由合格的人员按认可的国家或国际标准进行。
3缺陷所有材料不得有裂纹,有害的表面裂缝,有害的分层及类似缺陷。
除指明的特殊材料外,除非验船师批准,不得将焊接或修磨用于修补缺陷。
在批准对材料如此处理的情况下,验船师可规定进一步的探测及必需的热处理,然后如果认为满意,经处理的部分应打印上验船师的识别标记并用漆画一个圆圈。
5材料识别制造商应采用一种钢锭、板坯、成品板、型材、铸件的识别系统,以使材料可以追溯到原始炉次,并应给验船师提供便利以对材料进行这种追踪。
7生产厂的证书7.1证书格式除非另有要求,应将所有被接受材料的四份已经过证明的钢厂试验报告及装船资料(可以是分开的或组合的单据)提供给验船师,上面标明材料的级别、炉次识别号、试验结果及装船重量。
其中一份钢厂试验报告由验船师备签后提交给买方,三份由船级社保存使用。
在将经证明的钢厂试验报告及装船资料发送给当地船级社办事处之前,生产厂应向验船师提交一份证书,说明材料已按照批准的工艺生产并且材料满意的经受住了规定的试验,如果在每份经证明的钢厂试验报告上打印上厂名并由授权的生产厂代表签字,则下面的证书格式可以被接受:“我们特此证明,这里所述材料已根据相应规范按工艺生产并根据美国船级社规范的要求进行了试验并取得了满意的结果。
美国船级社(ABS)无损检测标准
3.4射线探伤位置 在选择探伤部位时应着重强调下列区域: 高应力区的焊缝、其它重要的结构、使用中无法接近或难以检验的焊缝、合拢焊缝、怀疑有问题的区
域。 a) 水面船舶,船舯0.6L范围内的射线检验应主要在舷顶列板、舭列板、甲板纵桁、龙骨板的对接焊缝
ABS 无损检测指南
一. 概述
1. 检验准备 一个直观的检验操作要使验船师满意;清理焊缝的方法和无损检测程序也要使验船师满意。
3.监测方法 要用认可的无损检测方法去检查焊缝,例如射线检测(RT)、超声波检测(UT)、磁粉检测(MT)、 着色检测(PT)。射线和超声波检测均可用于内部(表层下)检测。磁粉和着色检测或其它等效 认可的方法一般用于焊缝的表层检测。检测的范围、位置和检测方法的选择主要根据入级规范、 焊接所用的材料和程序以及质量控制程序。检测结果要是验船师满意。
5.9 无损检验证书 3 级 5.9.1 具有 3 级证书的无损检测人员可以指导下列任何无损检测方法的操作: I)对所有检测工具和人员负责 II)确定检测技术和程序 III)解释无损检测规则、标准、技术说明书和程序 IV)为特殊的无损检测选定特定的检测技术和程序 V)根据现有无损检测规则、标准、技术说明书对检测结果进行解释和评估 VI) 管理资格证书的考试(假如认证机构赋予此项权利) VII)执行或指导所有 1 级和 2 级人员的职责 5.9.2 3 级无损检测人员应该: I) 在应用材料、装配、生产工艺方面具有深厚的造诣,以利于选择检测方法、创立 和帮助创立可接受的检测技术 II) 总体上通晓其它检测方法 III) 具有培训和指导低于 3 级人员的能力
5.7 无损检验证书 2 级 具有 2 级证书的无损检测人员可以根据既定的检测程序执行或指导无损检测,包括: I) 确认 2 级人员所选用检测方法的限度 II) 根据实际工作情况,把无损检测规则、标准、技术说明书和程序翻译成检验指导书 III) 装配和教验检测设备 IV) 执行和指导检测 V) 根据可用的无损检测规则、标准、技术说明书对结果进行解释和评估 VI) 准备无损检测指导书 VII) 执行或指导所有 1 级人员的职责 VIII) 培训和指导低于 2 级证书的人员 IX) 组织和报告无损检测结果
中国船级社CCS美国船级社ABS法国船级社BV挪威船级社
中国船级社CCS、美国船级社 A.B.S. 、法国船级社 B.V. 、挪威船级社 D.N.V. 、德国船级社G.L. 、韩国船级社KR 、英国船级社LR、日本船级社N.K.K.、意大利船级社R.I.N.A 、希腊船级社HRS 。
现阶段各国船级社的钢种和质量要求都趋于统一,只有部分规定存在较小区别。
船板常见钢种(简写,与具体钢种写法存在一定区别),普通船板:A、B、D、E,上屈服强度大于235N/mm^2。
B、D、E表示在20℃、-20℃、-40℃耐低温的冲击性能。
船板中的A级船板比较接近Q235A船板中的B级船板比较接近Q235B船板中的D级船板比较接近Q235D船板中的E级船板比较接近Q235E高级船板:A32、D32、E32、A36、D36、E36,A40、D40、E40。
其中32、36、40表示上屈服强度大于315N/mm^2、355N/mm^2、390N/mm^2;A、D、E、F表示在0°、-20°、-40°、-60°的耐低温的性能。
船板中的32级船板应该介于Q275和Q345之间,Q275下屈服275,Q345下屈服345,32级船板上屈服315(更接近于已经取消的Q295)。
对应关系与下述36和40级船板类似。
36级船板对应Q345,船板中的A36级船板比较接近Q345C船板中的D36级船板比较接近Q345D船板中的E36级船板比较接近Q345E40级船板对应Q390船板中的A40级船板比较接近Q390C船板中的D40级船板比较接近Q390D船板中的E40级船板比较接近Q390E一般强度船体结构用钢分为A、B、C、D4个等级,这4个等级的钢材的屈服强度(不小于235N/mm^2)和抗拉强度(400~520N/mm^2)一样,只是不同温度下的冲击功不一样而已;。
ABS船规中文

美国船级社规范ABS Rules船体用结构钢(ABS)1 适用范围(1)本规范适用于厚度不超过100毫米的船体用结构钢(以下简称钢板)。
(2)对于厚度超出表1规定的钢板,其技术要求由船级社另行规定。
2 分类及代号钢板按表1的规定分类。
表1 船体结构用钢材的等级3 化学成分及脱氧工艺4. 交货状态不同等级钢的交货状态按照表4和表5执行。
表4 一般强度船体结构钢交货状态::表5 高强度船体结构钢供货条件:5 机械性能(2)如果追加的同样厚度的两块钢板的冲击试验结果都合格,作为炉次中拒绝的钢板,则可以接受取自炉次的剩余材料。
或者,制造厂商可以通过对每块钢板进行冲击试验来证明同样厚度的材料的合格性。
如果取自比拒绝的钢板更薄的钢板冲击样品的试验结果合格,则可以接受同样炉次的较薄厚度的钢板。
9 表面检验和规格验证(1) 对于钢材,最大允许的厚度负公差是0.3毫米。
(2) 从距离纵向边缘至少是10毫米的任意位置测量厚度。
10 钢板标记(1)钢印本船级社标记“AB”与符合表2列出的实用的等级应该由制造厂商在各个成品钢板、型钢与棒钢清晰的打上钢印以说明材料是符合所述试验并且证明材料将提供给验船师。
仅证明化学材料分析的卷钢需要标记上“AB”,不用标记的等级名称。
(2)折边质量鉴别所有打算进行冷折边的材料根据专门认可,需要附加标志“F”,以表示此类质量。
(3)特殊钢印及标记除表2中列出的等级材料外,其他材料上应标记上缩写AB/S与任何一个适用的规格号,或者是此类其他待鉴别的标记来说明材料生产合格且根据规格,试验合格。
当规格书上未特殊要求对材料进行正火,但是材料已经订购且生产,那么此钢板也应该标记上缩写字母“N”来说明此材料已经进行过正火处理。
进行正火热处理的船厂或者是制造厂商也应该在此类材料上标记上缩写字母“N”.(4)专用冲击试验当钢材不是在表7制订的温度下进行冲击试验时,等级标记标记在试验温度-摄氏度的后面。
试验温度的前缀“O”表示低于摄氏零度。
abs船舶检验证书
abs船舶检验证书【最新版】目录1.ABS 船舶检验证书概述2.ABS 船舶检验证书的申请流程3.ABS 船舶检验证书的作用4.ABS 船舶检验证书的有效期和检验周期5.ABS 船舶检验证书的注意事项正文【ABS 船舶检验证书概述】ABS 船舶检验证书,全称为美国船级社(American Bureau of Shipping)船舶检验证书,是由美国船级社颁发给船舶的一种检验合格证书。
美国船级社成立于 1862 年,是一家全球领先的船舶和海洋设施的检验和认证机构。
ABS 船舶检验证书是船舶在建造、改装或维修后,经过检验合格后所获得的一种重要证明文件。
【ABS 船舶检验证书的申请流程】申请 ABS 船舶检验证书的过程分为以下几个步骤:1.提交申请:首先,船舶所有人或其代理人需要向美国船级社提交申请,同时提供船舶的相关资料,包括设计图纸、建造过程、设备清单等。
2.检验审核:美国船级社将对提交的申请资料进行审核,并派遣检验师对船舶进行现场检验。
检验师将对船舶的结构、设备、安全设施等进行详细检查,确保其符合美国船级社的相关标准和规定。
3.颁发证书:若船舶通过检验合格,美国船级社将颁发 ABS 船舶检验证书。
证书上会列明船舶的基本信息、检验结果和有效期等。
【ABS 船舶检验证书的作用】ABS 船舶检验证书对于船舶来说具有重要意义,主要表现在以下几个方面:1.安全保障:ABS 船舶检验证书的获得,意味着船舶的结构、设备和安全设施等经过专业检验,符合国际安全标准,为船舶安全航行提供了有力保障。
2.提高船舶市场竞争力:拥有 ABS 船舶检验证书的船舶,在租赁、购买、保险等方面具有更高的信誉和市场竞争力。
3.满足国际法规要求:许多国家和地区的海事管理部门要求船舶在运营过程中必须持有有效的 ABS 船舶检验证书,以满足国际法规的要求。
【ABS 船舶检验证书的有效期和检验周期】ABS 船舶检验证书的有效期通常为 5 年。
船用油管标准

船用油管是指在船舶工业领域中使用的输送液体燃料、润滑油和其他化学品的管道系统。
为了确保船用油管的安全性和可靠性,国际上制定了一系列标准和规范,以保证其质量和性能达到要求。
下面将介绍一些常见的船用油管标准。
一、国际海事组织(IMO)标准国际海事组织是联合国下属的专门机构,负责制定和推广国际航海安全、环境保护等方面的标准。
IMO通过国际海事危险货物规则(IMDG Code)对船用油管进行了规范。
IMDG Code包括了油管的设计、材料、安装、使用和维护等方面的要求,确保了油管在船舶运输过程中的安全性。
二、国际标准化组织(ISO)标准ISO是一个全球性的标准化组织,致力于制定国际标准。
ISO 对船用油管的标准主要包括以下几个方面:1. ISO 9001:质量管理体系标准,要求油管生产商建立和实施质量管理体系,确保产品符合质量要求。
2. ISO 4427:聚乙烯(PE)管道系统的标准,包括了PE材料的要求、管道尺寸、连接方式等内容。
3. ISO 4437:燃气管道系统的标准,主要适用于船舶燃气管道系统,规定了管道材料、设计、安装和测试等方面的要求。
三、国际船级社(船级社)规范船级社是对船舶和海洋设施进行认证和检验的机构,其规范对船用油管进行了详细的技术要求。
常见的船级社规范包括以下几种:1. DNV规范:由挪威船级社制定的规范,涵盖了油管的材料、制造工艺、性能要求等内容。
2. ABS规范:由美国船级社制定的规范,对油管的设计、制造、安装和检验等方面进行了规定。
3. BV规范:由法国船级社制定的规范,对油管的材料、生产、控制和检验等方面进行了详细规定。
四、中国船级社(CCS)标准中国船级社是中国船舶工业中权威的认证机构,制定了一系列适用于中国船舶工业的标准和规范。
其中,CCS对船用油管的标准主要包括以下几个方面:1. GB/T 3091:焊接钢管标准,适用于直缝焊接的普通碳素结构钢管,包括了材料、尺寸、质量要求等内容。
ABS规范(船体材料)

美国船级社船舶入级与建造规范(ABS:2010)第二部分第一章船体材料第一节一般规定1试验和检验1.1 通则所有用于船体及船上设备入级的材料的检验和试验,必须经过验船师的认可并符合以下相关或同等的要求。
材料、试验试样、机械性能试验程序如和本节的要求不同,可以通过申请获得批准,对材料生产国的生产工艺应定期认可,包括材料的用途,例如材料用于哪一部分,船舶的类型、用途、船舶的制造特性等。
1.2制造商认可(2003)1.2.1 (2010)船体建造所用全部钢质材料要在本社认可的制造厂家生产,钢厂经试验表明该材料适合焊接成型。
钢厂的轧制产品的审批要符合第二部分附录41.2.2 (2006)制造厂应负责确保在运行中坚持有效的工艺规程和生产控制。
如发生偏离控制或出现劣质产品时,制造厂应确定原因并建立对策以防止偏离再次发生。
同时,制造厂应向本会验船师提交全面的调查报告。
在这种情况下,每个受影响的制品应根据本会验船师的指示进行试验和检验。
另外,随后的试验和检验的频率可以增加对产品的信任。
1.2.3如果不是在轧钢厂生产的钢,要符合2-1-1/7.3的规定。
1.3 试验及试验数据1.3.1 目视检查验船师要确认工厂及产品是按照本社的质量保证方案建造的。
1.3.2 制造商的数据要确认制造商提供的数据并经验船师核查。
1.3.3 其他试验确认供应商提供的数据,安程序进行抽样检查,并经验船师审核。
各种测试的详细清单见第二部分附录一。
1.5 ABS质量保证方案对轧制品的认证板材和型材要由验船师验证通过机械性能测试,并符合本社质量保证方案。
1.7对以前认可材料的拒收如果在使用中证明材料不能满足要求,尽管有以前经过检查合格证明,它将被拒收。
1.9试验机校核(2005)试验机应保持良好而准确的状态,达到验船师满意,并对试验机进行校对检查。
所有试验应由合格的人员按认可的国家或国际标准进行。
1.11 结构管如果管子要用在结构上,则需进行2-3-12中的物理试验。
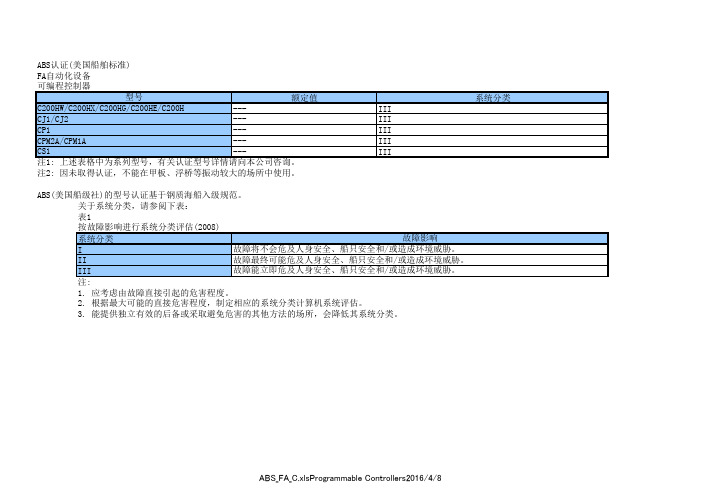
ABS认证(美国船舶标准)FA自动化设备可编程控制器
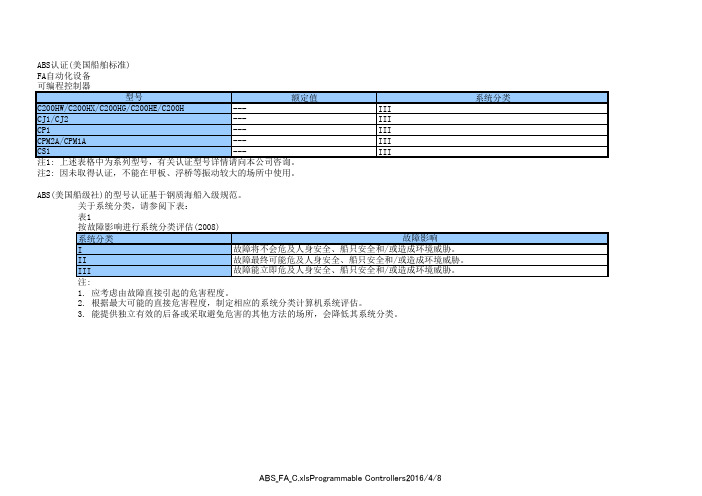
系统分类
故障影响
I
故障将不会危及人身安全、船只安全和/或造成环境威胁。
II
故障最终可能危及人身安全、船只安全和/或造成环境威胁。
III
故障能立即危及人身安全、船只安全和/或造成环境威胁。
注:
1. 应考虑由故障直接引起的危害程度。
2. 根据最大可能的直接危害程度,制定相应的系统分类计算机系统评估。
3. 能提供独立有效的后备或采取避免危害的其他方法的场所,会降低其系统分类。
注:
1. 应考虑由故障直接引起的危害程度。
2. 根据最大可能的直接危害程度,制定相应的系统分类计算机系统评估。
3. 能提供独立有效的后备或采取避免危害的其他方法的场所,会降低其系统分类。
ABS_FA_C.xlsMachine Automation Controllers2016/8/22
BV认证(法国船舶标准)
额定值
BV_FA_C.xlsProgrammable Terminals2018/5/17
CSA认证
FA自动化设备
可编程控制器
型号
额定值
标准号
3G8F7-DRM21
---
CS1W/CS1H/CS1G
---
CSA C22.2
SRM1-C01-V2 SRM1-C02-V2
---
No.142
注1: 上述表格中均为系列型号,有关认证型号详情请向本公司咨询。
FA自动化设备
可编程终端
型号
额定值
NS5/NS8/NS10/NS12
---
注1: 上述表格中为系列型号,有关认证型号详情请向本公司咨询。
注2: 因未取得认证,不能在甲板、浮桥等振动较大的场所中使用。
ABS起重机认证标准

1991
美国船级社
根据纽约州立法机构的法规,创建于 1862 年
版权 1991 美国船级社 邮政信箱 B0910 美国 Paramus, New Jersey 07653-0910 U.S.A.
1
目
起重机认证指南
第1节
1.1 1.3 1.5 1.7 1.9 1.10 1.11 1.13 1.15 1.17 1.19 1.21 1.23 1.25 1.27 1.29 1.31 1.33 1.35
钢丝绳
概述 安全系数 钢丝绳试验 钢丝绳接头
第5节
5.1 5.3
起重机测试
活动吊具试验 把起重机作为一个整体进行测试
第6节
6.1 6.3 6.5 6.7 6.9 6.11 6.13 6.15
起重机的机械装置、管道系统和电气系统的制造标准
概述 设计验收标准 检查和材料测试 操纵装置 低温操作 旋转机械 危险区域 失效保险装置、安全装置和制动装置
1.23.2 要提交的资料
提交下面可适用的设计图纸、设计数据和辅助数据进行审查和批准。 a. 起重机 结构 1. 总布置图、装配图、操作方法的说明和设计工作温度。 2. 静 载 荷 、活 载 荷 和 动态 载 荷 。 风、 雪 和 冰 载荷 以 及 环 境影 响 。 非 垂直 提 升 引 起的 载 荷 波 动 。 由于船舶或装置的倾侧和 / 或纵倾引起的载荷。 3. 主结构零件和起重机支承结构的详细资料。 4. 应 力 图 、应 力 分 析 和其 他 辅 助 计算 、 合 适 的引 用 资 料 。包 括 用 计 算机 分 析 来 确定 草 图 时 , 描 述程序类型、数据和方法的程序的详细资料以及基本的设计原理。 5. 钢丝绳规格。 6. 材料规格和喷涂方法。 7. 焊 接 详 细资 料 和 方 法, 以 及 指 明起 重 机 结 构、 支 座 和 底座 焊 接 件 无损 检 测 的 范围 和 位 置 的 设 计图。 8. 起重机额定起重能力图。 9. 起重机支座和基座(按照 2.5.11 的要求)图以及指明最大反作用力和倾覆力矩、识别被提升 载荷和配重(如果安装的话)的各个部分。 10. 回 转 支 承装 置 、 压 紧螺 栓 的 尺 寸和 计 算 、 螺栓 的 布 置 、材 料 、 等 级和 预 拉 伸 ,以 及 预 拉 伸 使 用的方法。 b. 起重机 的机械装 置 、管道系 统 和电气系 统 1. “ 失效保险 ” 布置的说明和总的详细资料。 2. 管道系统的详细设计图连同材料清单、 给出所有管道的尺寸、 壁厚、 最大工作压力和材料 (包 括机械性能),以及泵、软管、歧管、阀和配件的类型、尺寸、额定压力和材料。 3. 电气线路系统的详细设计图,包括全部的馈电线清单、电线或电缆的类型、断路器的额定值 和设定值、保险丝和开关的额定值、断路器和保险丝的分断能力。 4. 蓄能器、热交换器、提升和伸缩油缸的详细资料,包括:油缸壳体、油缸盖、活塞、活塞杆、 短角钢连接件、活塞杆尺寸和车螺纹的详细资料,以及合适的材料规格(包括机械性能 )。 * 5. 回转系统和提升绞车的详细资料,包括所有的扭矩传输部件,例如:卷筒、制动器、离合器 、
ABS认证(美国船舶标准)FA自动化设备可编程控制器
等级号 3211 07 3211 87
2252 01
文件号 LR51460 LR51460
LR59623
CSA_FA_C.xlsNetworks2019/3/25
DNV认证(挪威船舶标准)
FA自动化设备
机械自动化控制器
型号
额定值
温度
湿度
振动
NJ
---
B
B
A
NX
---
B
B
A
* 对本公司该型号产品,没有附属设施要求事项。根据装有该型号的面板的安装场所而对DNV的附属设施另有要求事项时,请遵照其要求事项。
BV(必维国际检验集团)的型号认证基于钢质海船入级的必维规范。
BV_FA_C.xlsMachine Automation Controllers2019/3/25
BV认证(法国船舶标准)
FA自动化设备
可编程控制器
型号
C200HW/C200HX/C200HG/C200HE/C200H
---
CJ1
---
nxsih400nxsl3300nxsl3500型号组合hmcsd291nj101301501enfacxlsmachineautomationcontroll20151013ce标志fa自动化设备可编程控制器emc指令低电压指令机械指令不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用型号组合3g2a5ia1213g2a5ia2223g2a5id2163g2a5id2183g2a5id501cn3g2a5im2123g2a5md211cn3g2a5oc2213g2a5oc2233g2a5oc2243g2a5od2123g2a5od2153g2a5od2183g2a5od4113g2a5od4123g2a5od501cn3g8f7clk133g8f7clk13e3g8f7clk233g8f7clk23e3g8f7clk533g8f7clk53e3g8f7drm213g8f7drm21e3g8f7slk113g8f7slk11e3g8f7slk213g8f7slk21eenfacxlsprogrammablecontrollers2015615不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用不适用c200had002c200had003c200hasc02c200hasc11c200hasc21c200hasc31c200hb7a02c200hb7a21c200hb7a22c200hb7ai1c200hb7ao1c200hbc031v2c200hbc051v2c200hbc081v2c200hbc101v2c200hcn131c200hcn221c200hcn222c200hcn311c200hcn422c200hcn521c200hcn711c200hct001v1c200hct002c200hct02
美国船级社钢材规范ABS
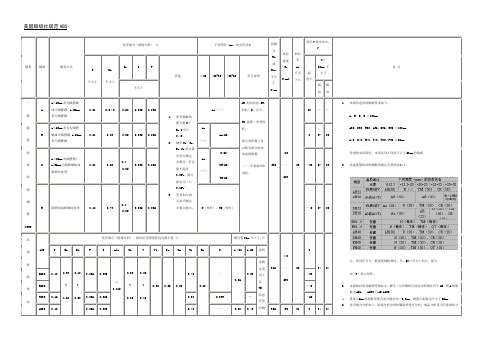
2.高强度船体结构钢板的规定交货状态如下:
注:表用符号与一般强度钢板相同,另:QT=淬火+回火;括号
内(P)表示每件。
3.本船级社的各钢种等级标志(牌号)为在钢级号前冠以船级社代号AB,例A级船板为ABA、;AH32为AB/AH32。
4.厚度≥5mm的船板厚度负允许偏差为-0.3mm,测量点距板边不小于25mm。
8.高强度钢碳当量的计算公式为:
,以TM状态交货的钢板碳当量规定值见表列,其他钢板的碳当量最大允许数值可由供需双方商定。高强度钢的脱氧方式为镇静加细化晶粒处理。
厚度mm
≤5
>5~10
>10~15
>15~20
>20~25
>25~30
>30~40
>40~50
一般强度钢板
14
16
17
18
19
20
21
22
高强度钢
船
体
结
构
钢
板
(1999)
A
t≤50mm者为镇静钢或半镇静钢,t>50mm者为镇静钢
0.21
2.5×C
0.50
0.035
0.035
1.所有钢板的碳当量C+Mn/6应≤0.40。
2.钢中Ni、Cr、Mo、Cu的含量应进行测定并报告。若含量不超过0.02%,则可报告为“≤0.02%”。
3.有意加入的元素应测定含量并报告。
美国船级社规范ABS
钢类
钢级
脱氧方式
化学成分(熔炼分析)%
下列厚度(mm)的交货状态
屈服点ReH或Rp0.2不小于N/mm
抗拉强度Rm
英文原文(带翻译备份)ABS 无损探伤的
船体焊缝无损检测规范20022002年9月1863年纽约立法成立美国航运局船体焊缝无损检测规则规范在1975年最初完成,1986年经再版完善,这个规则是第三版。
本指南旨在介绍更多细节的检查标准和额外的检测技术,它被视为普遍公认的水面舰艇,海洋结构物和其他相关海洋结构建设中的焊缝检查行业作为一种可靠的手段.这个新的标准被作为规范而不是规则的目的是,为了从使用这个规范的工业中收集更多的反馈并且能够及时的对这些反馈在规范中做出修改。
在完成进一步校准期间,这个标准将被作为船体焊缝无损检测规则出版。
ABS 欢迎使用者的问题意见和反馈。
完成日期2002年9月1日第一部分概要1检测准备对焊缝的目测检查必须符合焊接要求,焊缝的准备和清理方法和无损检测产品必须符合要求。
3检测方法放射线,超声波,磁性粒子,液体渗透等被核准的无损检测方法用来对焊缝进行检测。
放射线和超声波用来对内部(表面以下)进行检测。
磁性粒子或液体渗透或者其他符合标准的检测方法一般用来对焊接表面进行检测。
检测的范围和位置和检测方法的选择必须与适用的规则相一致,焊接程序和材料有关,产品的质量管理必须符合要求。
5 人员工作人员使用熟悉的检测设备并且技术和设备需符合要求。
无损检测人员将进行合格的训练并具备检测经验,检测人员必须履行必要的校准规格,认证人员按照国际标准ISO9712 ,培训和认证无损检测人员,应分为下列三个层次的任何一种。
尚未达到认证的人员可能会被列为学员。
5.1 其他公认的国家认证程序必须特别考虑其他公认的国家认证程序的需要。
5.3 无损检测实习生实习生在经过认证人员的监督下单独作业,工作过程中不单独进行任何考核,不用解释测试结果,不用写测试报告,此人可能在注册的过程中得到适当的经验进入1级或直接进入第2级。
5.5 无损检测1级个人认证到无损检测1级可授权:i)装配设备;ii)完成无损检测操作须与二级或三级的书面指导相一致;iii)完成测试;iv)记录测试情况和日期;v) 分类,与事先书面批准的第3级,结果按照标准记录在案,并报告结果。
船用钢板标准

船用钢板标准
船用钢板的标准可以根据不同国家或地区的规范和要求而有所不同。
一些国际通用的船用钢板标准包括以下几种:
1. ASTM A131/A131M:美国ASTM国际标准,用于船舶和海
洋工程结构用碳素素钢板和低合金钢板。
2. ABS规范:美国船级社(American Bureau of Shipping)制
定的船用钢板标准,包括ABS规范斯蒂尔号(ABS grade steel)和ABS船舶结构规范(ABS Ship Structures Specification)等。
3. DNV规范:挪威船级社(Det Norske Veritas)制定的船用
钢板标准,包括DNV规范斯蒂尔号(DNV grade steel)和
DNV船舶结构规范(DNV Ship Structures Specification)等。
4. LR规范:劳埃德船级社(Lloyd's Register)制定的船用钢
板标准,包括LR规范斯蒂尔号(LR grade steel)和LR船舶
结构规范(LR Ship Structures Specification)等。
除了以上国际通用的标准外,一些国家或地区也会有自己的船用钢板标准,如中国的船用钢板标准可以参考GB/T 712-2017《海洋船舶结构用钢板》。
ABS关于美国海岸警卫队“美国海域排放的船舶压载水中活生物的标准”总结

ABS关于美国海岸警卫队“美国海域排放的船舶压载水中活生物的标准”总结主题:美国海岸警卫队“美国海域排放的船舶压载水中活生物的标准”总结1 美国海岸警卫队(USCG)关于“美国海域排放的船舶压载水中活生物的标准”(BWDS:Ballast Water Discharged in US Waters)的最终规则发布于2012.3.23的美国联邦公报(77 Fed. Reg. 17254)中。
规则将于2012.6.21开始生效2 最终规则适用于两类向美国水域排放压载水的船舶。
i. 第一类是指目前需要进行压载水置换(BWE: ballast water exchange)的船舶,即安装了在美国水域操作的压载舱的所有船舶,包括美国的和国外的(除了从事沿岸交易的原油船,国防部或海岸警卫队的船舶或适用于“武装部队船舶国家统一排放标准”的武装部队的其他船舶,只在一个港务主任(COTP:Captain of the Port)管辖区域内操作的或者无害通过的船舶)。
ii. 第二类先前不需要进行压载水置换,包括不在美国专属经济区外运营的海船(EEZ:Exclusive Economic Zone),在多于一个港务主任管辖区域内装载和排载压载水并且大于1600总注册吨位(3000 GT ITC)的船舶。
3. 导则包含于33美国联邦法规第151部分(33 CFR Part 151)(C子部分:为控制外来物种五大湖地区和哈德逊河的压载水管理和D子部分:为控制外来物种美国水域的压载水管理)和33美国联邦法规第162部分(33 CFR Part 162)(压载水管理系统)。
所有适用于33 CFR Part 151C子部分的船舶也适用于D分部分。
4. 适用于导则的船舶需要安装和运行符合船舶压载水及沉积物控制和管理国际公约,2004,(IMO BWM Convention) D-2导则中处理标准的压载水管理系统,该导则已经通过USCG批准,和46美国联邦法规第162部分(46 CFR 162)是一致的。
ABS 2008 船级社标准第一篇 分级范围及条件
American Bureau of Shipping Incorporated by Act of Legislature of the State of New York 1862
美国航运局1862年经由纽约立法机关通过成立
Copyright © 2008 American Bureau of Shipping ABS Plaza 16855 Northchase Drive Houston, TX 77060 USA
第一章 分类的范围及条件
SECTION 3
Rules for Classification (1 January
2008)
第三节
分类的规章(2008.01.01)
1 Application of Rules
规章应用 1.1 General
These Rules are applicable to Mobile Offshore Drilling Units intended for unrestricted ocean service, except where specifically mentioned otherwise.
SECTION 4 Plans and Design Data to be Submitted..............................9
第四节
1 Hull and Design Data.............................................................9
这类补充指定只是适用海上移动钻孔设备独特的必须品。这类补充经常同上述海上设备及结构 (第一部分)分类条件原则一起运用。
美国船级社(ABS)发布《集装箱安全系统认证指南》(2022)
美国船级社(ABS)发布《集装箱安全系统认证指南》(2022)佚名
【期刊名称】《船舶标准化工程师》
【年(卷),期】2022(55)6
【摘要】近日,美国船级社(ABS)发布了《集装箱系固系统认证指南》(2022)(简称:《指南》)。
ABS表示,ABS在听取了业界的意见和建议后发布了《指南》。
当船东提出要求时,ABS将为按《指南》要求建造和安装的集装箱系固系统颁发证书。
对于没有按照《指南》要求建造和安装的现有集装箱系固系统,在船东的要求下,ABS 可以对其进行检验审查,以确定是否符合或等同于《指南》的要求。
【总页数】1页(P4-4)
【正文语种】中文
【中图分类】F55
【相关文献】
1.美国船级社(ABS)发布2021版《海洋系泊系统纤维缆绳应用指南》
2.美国船级社(ABS)发布《锂离子电池在船舶及海工行业应用指南(2022)》
3.美国船级社(ABS)发布《船舶及海工混合电力系统指南》2022年2月版
4.中国船级社(CCS)发布《锂电池冷藏集装箱检验指南》(2022)
5.美国船级社(ABS)发布《船舶与海工设施智能功能指南》(2022)
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板材提出了2-2T的灵敏度级别,对厚度等于或小于32mm(1.25英寸)的板材提出了2-4T的灵敏度级别, 该灵敏度级别通过使用一个合适的透度计来得以证明。例如该透度计的厚度小于被透照的焊接金属(母 材金属厚度加上焊缝加强高)厚度2%(1/50)。透度计的材料在射线性质方面应与焊接金属相似,并应钻 有一系列孔(通常3个)。其中一个孔的直径为透度计厚度的2倍(2T),而另一个孔的直径为透度计厚度 的4倍。透度计的轮廓以及2T和4T的孔(对应于所要求的灵敏度)应在胶片上清晰可见。透度计要放在母 材上靠近射线源一侧时可把相同灵敏度的透度计放在胶片的一侧并与被检测的部分相接触。要将一个铅 字母“F”(至少与透度计标志数字一样高)放在靠近透度计或透度计上,但不要把孔挡住。如果能够具 有相同的透度计,则可使用其它类型的透度计。 2.6胶片黑度
ABS 无损检测指南
一. 概述
1. 检验准备 一个直观的检验操作要使验船师满意;清理焊缝的方法和无损检测程序也要使验船师满意。
3.监测方法 要用认可的无损检测方法去检查焊缝,例如射线检测(RT)、超声波检测(UT)、磁粉检测(MT)、 着色检测(PT)。射线和超声波检测均可用于内部(表层下)检测。磁粉和着色检测或其它等效 认可的方法一般用于焊缝的表层检测。检测的范围、位置和检测方法的选择主要根据入级规范、 焊接所用的材料和程序以及质量控制程序。检测结果要是验船师满意。
舯0.6L范围以外的焊缝,如果没有按3.5a所指定的A级标准来检验,则射线探伤结果要达到B级要求。 3.5.2其它海洋工程
除非按相应的规范有具体规定外,所有熔透焊的射线检验要符合A级标准。 3.5.3 适用范围
3.6条的评定标准适用于按照规范或应验船师要求,而进行的对全焊透对接焊缝所做的射线检验
并不用于超过规范要求之外进行的补充检验。
船师允许,不合格焊缝的范围可由气刨刨开来确定。 c) 追加探伤:当射线胶片上观察到一系列不合格缺陷,且其分布方式表明可能向远处延伸时,需要进
行追加探伤以达到验船师满意。 3.8参考文件
美国机械工程师学会ASME:射线检验,第五章第二条。 美国检验与材料学会ASTM:E142_射线探伤的质量控制标准方法。 美国焊接学会AWS D1.1_B部分_对接坡口焊缝的射线探伤。 美国无损检测学会:射线探伤方法 SNT-TC-1A-1=A推荐条例。
其它海洋工程结构的射线检验范围应根据相应的规范要求来决定。
3.4射线探伤位置 在选择探伤部位时应着重强调下列区域: 高应力区的焊缝、其它重要的结构、使用中无法接近或难以检验的焊缝、合拢焊缝、怀疑有问题的区
域。 a) 水面船舶,船舯0.6L范围内的射线检验应主要在舷顶列板、舭列板、甲板纵桁、龙骨板的对接焊缝
5.1 其它经过检测的证明体系 其它经过检测的证明体系的需要将被特殊考虑。
5.3 无损检测实习生 无损检测实习生应在持证人员的指导下进行工作,没有资格进行任何独立的检测、不能对检测结
果做解释,也不能撰写检测报告。实习生在积累经验 以获得 1 级或者直接获得 2 级资质的过程中 应登记在册。 5.5 无损检验证书 1 级
2.2 技术 采用在ASTM出版物 E142的或其它认可标准中提到的可接收脉冲回波超声技术。
2.3表面状态 被检测的焊缝其内外表面不应存有可能阻挡或影响质量评定的不规则物体。
2.4胶片标记 射线胶片上应有适当的标记以清楚地区分船号或其它相应的可追查的辨认标记以确认被透照部位的
确切位置。 2.5灵敏度及透度计 该规范所包含的验收标准是以一项射线检验规程为基础的。该规程对厚度超过32mm(1.25英寸)的
显示,并且用清晰的扫描图加以归类。
3.7 基本的设备校正
基本的设备校正要每三个月进行一次或者在有影响到设备功能的保养时进行。校正包括检查垂直线
性、水平线性和分辨率。一个直径12.5 mm (0.5 英寸)、2.25Mhz的压缩换能器最为主要的换能器进行校
正。此换能器主要用于设备校正而不能用于一般检验。
3. 超声波探伤程序
3.1 人员 验船师有责任确认无损检测人员的培训经历和资质证书与他的责任级别相适应。
3.3 技术 采用在ASTM出版物 E164的或其它认可标准中提到的可接收脉冲回波超声技术。
3.5 超声波探伤设备 超声波检测工具是脉冲回波类型或者可以产生频率在1-5 MHz的设备。原子扫描整流图像将在荧光屏
5.7 无损检验证书 2 级 具有 2 级证书的无损检测人员可以根据既定的检测程序执行或指导无损检测,包括: I) 确认 2 级人员所选用检测方法的限度 II) 根据实际工作情况,把无损检测规则、标准、技术说明书和程序翻译成检验指导书 III) 装配和教验检测设备 IV) 执行和指导检测 V) 根据可用的无损检测规则、标准、技术说明书对结果进行解释和评估 VI) 准备无损检测指导书 VII) 执行或指导所有 1 级人员的职责 VIII) 培训和指导低于 2 级证书的人员 IX) 组织和报告无损检测结果
具有 1 级证书的无损检测人员可以: I) 装配机器 II) 在 2 级或 3 级无损检测人员的指导下,根据书面指示执行无损检测操作 III) 执行检测 IV) 记录情况和检测数据 V) 在 3 级人员的书面认可下,根据书面文件对检测结果归类,并撰写检测报告 1 级无损检测人员不负责检测设备和检测技术的选择。
损探伤的要求。
15.参考 ISO9712 国际标准,关于无损检测人员的培训、资格鉴定和颁发证书。
第二章
射线检测
1. 概述
本规范所包括的要求主要用于水面船舶的船体结构焊缝的射线探伤,该要求使用于钢及铝合金的全 焊透焊缝。
2 射线探伤规程
2.1 人员 验船师有责任确认无损检测人员的培训经历和资质证书与他的责任级别相适应。
对于透度计和要观察区域的胶片的透照黑度应适于观察缺陷和透度计的显示,与所认可的标准如 AWS D1.1或相当的标准相一致者则可认为达到了此项要求.
3.射线检测的范围
3.1总则 对于射线探伤应向所负责的验船师提供报验以检查代表透照部位的胶片。如果不合格的缺陷知识比
例异常高,则应增加透照部位的数量。 3.2 水面船舶 水面船舶船舯部分0.6L长范围内的射线探伤范围最小值由下列等式来确定: n = L(B+D)/46.5 米制单位 n = L(B+D)/500 英寸制单位 n——检验点的最少数量 L——船的两柱间长(米或英尺) B——最大型宽(米或英尺) D——在舷侧1/2处的型深(米或英尺) 由于质量保证工艺表明自动焊质量一向令人满意,所以自动焊焊缝的检验次数可酌情减少。 3.3其它海洋工程结构
9.3 延时开裂事故 当生产中遇到延时开裂的事故时,先前完成的焊接应该重新进行检验以使验船师满意。验船师可以 根据判断,需要对检测程序重新进行或额外的生产控制程序以避免此类事故的发生。
11.验收标准 这里所谓的验收标准是指规范和验船师要求的检测标准。
13.文件 关于无损探伤的方法、范围、位置和检验结果的信息应被包含在检验记录和报告中,以证明符合无
部位,主甲板舱口角及周围的对接缝以及邻近上层建筑结构突变处的对接缝等部位,船舯0.6L范围 以外的射线探伤要由验船师自行决定在如上所列的重要部位上进行抽查。 b) 其它海洋工程结构:其射线探伤要在认可图上的指定部位并按相应的规范要求专进行。 3.5适用标准 3.5.1水面船舶 a) A级标准:所有等于或超过150m(500英尺)长的水面船舶的船舯0.6L范围内的全熔透焊缝射线探伤
3.6 评定标准(略) 3.7 不合格缺陷的焊缝处理
3.7.1总则
所有根据3.2条与3.3条进行焊缝射线探伤所显示的不合格缺陷都应通报验船师,焊缝应按验船师的要
求进行修理和检验。
3.7.2缺陷的范围
a) 缺陷集中:除非验船师另有要求,当不合格缺陷集中出现在一个位置并远离射线胶片的两端,则仅
此处需返修或处理使验船师满意为止,而不需要在附近焊缝区域增加探伤。 b) 在胶片的端头:当发现不合格缺陷位于射线胶片的端部时,通常要求追加探伤以确定其范围。经验
7.无损检测程序和技术 检测程序和技术应由 3 级检测人员根据可用的检测方法建立和认可。 检测技术应根据本指南的规定进行准备。 无损检测应由具有资质的 1、2 或 3 级无损检测人员进行。 解释和评判检测结果应由具有资质的 2 或 3 级无损检测人员根据适用的检测方法进行。
9.对延时(氢引起的)开裂的检测 9.1 检测时间 对焊接件的无损检测应在焊接结束、冷却到环境温度后的一个适当的时间间隔、屈服强度≥400 N/mm2 (41 kgf/mm2, 58,000 psi)的情况下进行。除非特别批准,时间间隔至少是保证屈服强度为 400 N/mm2 (41 kgf/mm2, 58,000 psi)的24小时和保证屈服强度大于400 N/mm2 (41 kgf/mm2, 58,000 psi)的72小时。验船师可以根据判断,需要一个更长的时间间隔和/或其后的一个额外检测。在焊接 结束、冷却到环境温度后72小时,在提供的一个完整、直观、随机的磁粉和着色检测使验船师满意 的情况下,验船师可以根据判断,将72小时的时间间隔减少为24小时的射线检测或超声波检测。
5.9 无损检验证书 3 级 5.9.1 具有 3 级证书的无损检测人员可以指导下列任何无损检测方法的操作: I)对所有检测工具和人员负责 II)确定检测技术和程序 III)解释无损检测规则、标准、技术说明书和程序 IV)为特殊的无损检测选定特定的检测技术和程序 V)根据现有无损检测规则、标准、技术说明书对检测结果进行解释和评估 VI) 管理资格证书的考试(假如认证机构赋予此项权利) VII)执行或指导所有 1 级和 2 级人员的职责 5.9.2 3 级无损检测人员应该: I) 在应用材料、装配、生产工艺方面具有深厚的造诣,以利于选择检测方法、创立 和帮助创立可接受的检测技术 II) 总体上通晓其它检测方法 III) 具有培训和指导低于 3 级人员的能力