等离子弧焊接和切割——原理
15 第十五章 等离子弧

6
3 4
1—钨极,2—喷嘴,3—转移弧,4—工件,5—离子气,6—冷却水
3 联合型等离子弧 工作时,非转移型弧和转移型弧同时存在。
7
用于微束等 离子弧焊和 粉末堆焊等
1—钨极,2—喷嘴,3—转移弧,4—非转移弧,5—工件 6—冷却水,7—离子气。
第二节 等离子弧焊的适用范围
一 二 操作方式
手工和自动
2 割枪:一般由电极、电极夹头、喷嘴、冷却水 套、中间绝缘体、气室、水路、馈电体组成。
第六节 等离子弧切割工艺参数的选择
一 气体选择
各种工作气体在等离子弧切割中的适用性
气体 Ar、Ar+H2 Ar+N2、Ar+H2+N2
主要用途 切割不锈钢、有色 金属及其合金。
备注 Ar仅用于切割薄金 属。
N2、N2+H2
1 6 2 3
4
5
用于非金属材料切割,也 可用于金属材料切割,但 由于工件不接电源,弧度 挺度差,故能切割金属材 料较薄。
1—钨极,2—喷嘴,3—非转移弧,4—冷却水, 5—弧焰,6—离子气。
2
转移型等离子弧 钨极接电源负极,工件接电源正极,等离子弧 体产生于钨极与工件之间。
55 5 1
2
用于金属焊接、 切割
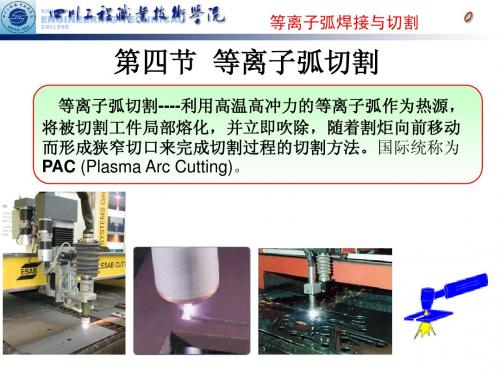
一 等离子切割时一种常用的金属和非金属材料 切割工艺方法。它利用高速、高温、高能的等离 子气流来加热和熔化被切割材料,并借助内部的 或者外部的高速气流或水流将熔化材料排开直至 等离子气流束穿透背面而形成割口。
单—空气式
复合式
二 切割设备组成 1 切割电源:一般采用陡降外特性电源,但空 载电压一般大于150V,水再压缩空气等离子切割 电源空载电压可高达600V。根据采用不同电流等 级和工件气体而选定空载电压。电流等级越大, 选用空载电压越高。
等离子切割与焊接工艺

等离子切割与焊接工艺一、等离子弧的产生及特点1.等离子弧的产生原理1)等离子体等离子体是一种特殊的物质,现代物理学中把它列于物质三态(固态、液态、气态)之后,称物质第四态。
在电弧的产生中提到所有物体的电离问题,即气体在获得足够能量的时候,便会使中性的气体分子或原子电离成带正电的离子和带负电的电子,较充分电离的气体就是等离子体。
由于等离子体具有较好的导电能力、极高的温度(15000℃~30000℃)和导热性,能量又是高度集中,因而对于熔化一些难熔的金属或非金属非常有利。
普通焊接电弧的弧柱中心实际上就是等离子体,而等离子弧焊接与切割所使用的等离子体是经过“压缩”的电弧。
电弧经过压缩,弧柱横截面缩小,电流密度增大,电离程度提高,故等离子体又称为“压缩电弧"或通常所称的等离子弧。
2)等离子弧的产生以前所说的电弧,由于未受到外界的约束,故称为自由电弧。
在电弧区内的气体是未被充分电离的,能量不能高度集中。
为了提高弧柱的温度,可以增大电弧电流和电压,但是由于弧柱直径与电弧电流和电压成正比,因而弧柱中的电流密度近乎等于常数,其温度也就被限制在5000℃~6000℃左右。
若对自由电弧的弧柱进行强迫“压缩”,就能获得导电截面收缩比较小而能量更加集中的电弧即等离子孤。
这种强迫压缩的作用,称为“压缩效应”,使弧柱产生“压缩效应”有如下3种形式:(1)机械压缩效应如图9-1(a)所示,在电极(负极)和工件(正极)之间加上一个较高电压,通过激发使气体电离形成电弧。
此时,若弧柱通过具有特殊孔形的喷嘴,并同时送入一定压力的工作气体时,使弧柱强迫通过细孔道。
弧柱便受到了机械压缩,弧柱截面积缩小,这就称为机械压缩效应。
(2)热收缩效应当电弧通过水冷却的喷嘴,同时又受到外部不断送来的高速冷却气流(如氮气、氩气等)的冷却作用,使弧柱外围受到强烈冷却。
其外围电离度大大减弱,电孤电流只能从弧柱中心通过,即导电截面进一步缩小,这时电流急剧增加,这种作用称为热收缩效应,如图91(b)所示。
第十一章 第十一章 等离子弧焊接与切割

第十一章等离子弧焊接与切割第一节等离子弧概述一、等离子弧原理等离子弧是自由电弧压缩而成的。
电弧通过水冷喷嘴、限制其直径,称机械压缩。
水冷内壁温度较低,紧贴喷嘴内壁的气体温度也极低,形成了一定厚度的冷气膜,冷气膜进一步迫使弧柱截面减小,称热压缩。
弧柱截面的缩小,使电流密度大为提高,增强了磁收缩效应,称磁压缩。
在三种压缩的作用下,等离子弧的能量集中(能量密度可达105~106W/cm2),温度高(弧柱中心温度18000~24000K),焰流速度大(可达300m/s)。
这些特性使得等离子弧广泛应用于焊接、喷涂、堆焊及切割。
二、等离子弧的特点由于等离子弧的特性,与钨极氩弧焊相比,有以下特点:(1)等离子弧能量集中、温度高,对于大多数金属在一定厚度范围内都能获得小孔效应,可以得到充分熔透、反面成形均匀的焊缝。
(2)电弧挺度好,等离子弧的扩散角仅5°左右,基本上是圆柱形,弧长变化对工件上的加热面积和电流密度影响比较小。
所以,等离子弧焊弧长变化对焊缝成形的影响不明显。
(3)焊接速度比钨极氩弧焊快。
(4)能够焊接更细、更薄加工件。
(5)其设备比较复杂、费用较高,工艺参数调节匹配也比较复杂。
三、等离子弧的类型按电源连接方式,等离子弧有非转移型、转移型和联合型三种形式。
(一)联合型等离子弧工作时,非转移型弧和转移弧同时存在,称为联合型等离子弧。
主要用于微束等离子弧焊和粉末堆焊等。
(二)非转移型等离子弧钨极接电源负极,喷嘴接电源正极,等离子弧体产生在钨极和喷嘴之间,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子焰。
(三)转移型等离子弧钨极接电源负极,工件接电源正极,等离子弧体产生于钨极与工件之间。
转移弧难以直接形成,必须先引燃非转移弧,然后才能过渡到转移弧。
金属焊接、切割几乎均采用转移型弧。
四、适用范围1、操作方式等离子弧焊适于手工和自动两种操作,可以焊接连续或断续的焊缝。
焊接时可添加或不添加填充金属。
2、被焊金属一般TIG能焊的大多数金属,均可用等离子弧焊接,如碳钢、不锈钢、铜合金、镍及其合金、钛及其合金等。
等离子切割的原理及特点

等离子切割的原理及特点(1)原理及特点1)原理等离子弧切割是利用等离子弧的热实现切割的方法,切割时等离子弧将件熔化,并借等离子流的神击力将熔化金属排除,从而形成割缝。
2)特点(A)可切割任何黑色金属、有色金属,(B)采用非转移型弧,可割非金属材料及混凝土,耐火码等(C)由于等离子弧量高度集中,所以切制速度快,生产率高,(D)切口光洁,平整,并且切口,热影响区小,变形小,切测质量好(2)电源工作气体及电极1)电源要求具有陡降外特性的直流电源,并且空载电压在150400V之间2)工作气体主要有氮气,及混合气体(氮气+氢气、氩气+氢气及氩气,氮气等),其中氩气与氮气的混合气体切割效果最佳3)电极材料当等离子气为氩气或其他情性气体时,可采用钍钨极或铈钨极;等离子气为氮或氧化性强的气体时,可采用锆电极,(3)工艺参数1切割电流及电压切割电流和电压决定着等离子弧的功率,等离子弧功率大,所以切割厚度也大,用增加切割电压来提高切割厚度,效果比增加切割电流要好。
2)等离子气种类与流量主要根据切割厚度来选择,见表6-6编辑搜图请点击输入图片描述(最多18字)适当增加等离子气流量,可提高切割厚度和质量,但流量过大,冷却气流会带走大量的热量,使切割能力下降,等离子弧不稳定,3)切割速度在功率不变的情况下,适当提高切割速度可使切口变窄,热影响区减小,切割速度过快,会造成割不透4)喷嘴距焊件的距离一般距离为7-10mm,距离过大会降低切能力,过小则易烧坏喷嘴4)“双弧”现象所谓“双弧”,是在使用转移型等离子弧时出现的一种破坏电弧燃烧稳定性的现象。
这时除已存在的等离子弧外,又在工件和喷嘴之间产生电弧,如图6-19所示,出现双弧时会破坏切割或焊接工艺的正常进行,严重时会造成喷嘴烧损,产生双弧的原因除与喷嘴的结构尺寸有关外,还与切割工艺参数的选择是否正确有关。
等离子弧焊与切割及其他焊接技术
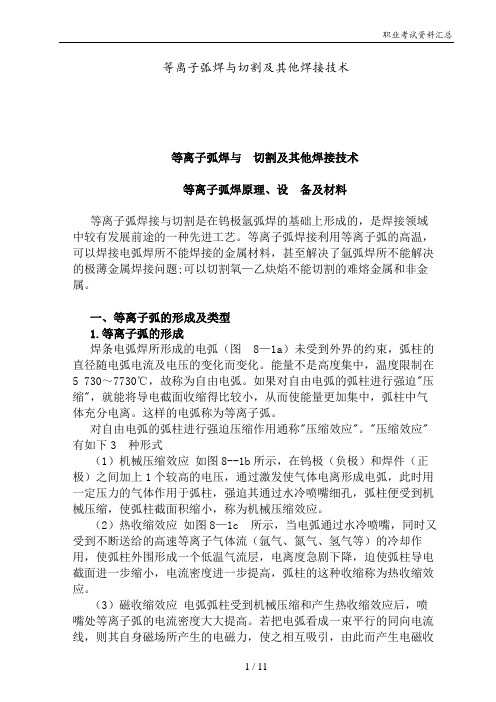
等离子弧焊与切割及其他焊接技术等离子弧焊与切割及其他焊接技术等离子弧焊原理、设备及材料等离子弧焊接与切割是在钨极氩弧焊的基础上形成的,是焊接领域中较有发展前途的一种先进工艺。
等离子弧焊接利用等离子弧的高温,可以焊接电弧焊所不能焊接的金属材料,甚至解决了氩弧焊所不能解决的极薄金属焊接问题;可以切割氧—乙炔焰不能切割的难熔金属和非金属。
一、等离子弧的形成及类型1.等离子弧的形成焊条电弧焊所形成的电弧(图8—1a)未受到外界的约束,弧柱的直径随电弧电流及电压的变化而变化。
能量不是高度集中,温度限制在5 730~7730℃,故称为自由电弧。
如果对自由电弧的弧柱进行强迫"压缩",就能将导电截面收缩得比较小,从而使能量更加集中,弧柱中气体充分电离。
这样的电弧称为等离子弧。
对自由电弧的弧柱进行强迫压缩作用通称"压缩效应"。
"压缩效应"有如下3 种形式(1)机械压缩效应如图8--1b所示,在钨极(负极)和焊件(正极)之间加上1个较高的电压,通过激发使气体电离形成电弧,此时用一定压力的气体作用于弧柱,强迫其通过水冷喷嘴细孔,弧柱便受到机械压缩,使弧柱截面积缩小,称为机械压缩效应。
(2)热收缩效应如图8—1c 所示,当电弧通过水冷喷嘴,同时又受到不断送给的高速等离子气体流(氩气、氮气、氢气等)的冷却作用,使弧柱外围形成一个低温气流层,电离度急剧下降,迫使弧柱导电截面进一步缩小,电流密度进一步提高,弧柱的这种收缩称为热收缩效应。
(3)磁收缩效应电弧弧柱受到机械压缩和产生热收缩效应后,喷嘴处等离子弧的电流密度大大提高。
若把电弧看成一束平行的同向电流线,则其自身磁场所产生的电磁力,使之相互吸引,由此而产生电磁收缩力,这种磁收缩作用迫使电弧更进一步的受到压缩,如图8—1d所示。
在以上3 种效应的作用下,弧柱被压缩到很细的程度,弧柱内气体也得到了高度的电离,温度高达16000~33000℃,能量密度剧增,而且电弧挺度好,具有很强的机械冲刷力,形成高能束的等离子弧。
第5讲 等离子弧焊及切割简介

第5讲等离子弧焊及切割等离子弧是利用等离子枪将阴极(如钨极)和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧。
等离子弧可用于焊接、喷涂、堆焊及切割。
本章只介绍焊接及切割。
1 等离子弧工作原理1.1等离子弧的形式等离子枪按用途可分为焊枪及割枪,枪的主要组成部分及术语如图1所示。
切割用枪无保护气体2及保护气罩6。
压缩喷嘴5是等离子枪的关键部件,一般需用水冷。
喷嘴孔径dn及孔道长度l0是压缩喷嘴的两个主要尺寸。
喷嘴内通的气体称离子气。
中性的离子气在喷嘴内电离后使喷嘴内压力增加,所以喷嘴内壁与电极4之间的空间称增压室。
电离了的离子气从喷嘴流出时受到孔径限制,使弧柱截面变小,该孔径对弧柱的压缩作用称机械压缩。
水冷喷嘴内壁表面有一层冷气膜,电弧经过孔道时,冷气膜一方面使喷嘴与弧柱绝缘,另一方面使弧柱有效截面进一步收缩,这种收缩称热收缩。
弧柱电流自身磁场对弧柱的压缩作用称磁收缩。
在机械压缩与热收缩的作用下,弧柱电流密度增加,磁收缩随之增强,如电流不变,弧柱电场强度及弧压降都随电流密度增加而增加,所以等离子弧(也称压缩电弧)的电弧功率及温度明显高于自由电弧。
图2a所示的对比中,等离子弧的电弧温度比自由电弧高30%,电弧功率高100%。
由于电离后的离子气仍具有流体的性质,受到压缩从喷嘴孔径喷射出的电弧带电质点的运动速度明显提高(可达300m/s),所以等离子弧具有较小的扩散角及较大的电弧挺度(图2b),这也是等离子弧最突出的优点。
电弧挺度是指电弧沿电极轴线的挺直程度。
等离子弧具有的电弧力、能量密度及电弧挺度等与加工有关的物理性能取决于下列五个参数:1)电流;2)喷嘴孔径的几何尺寸;3)离子气种类;4)离子气流量;5)保护气种类;调整以上五个参数可使等离子弧适应不同的加工工艺。
如在切割工艺中,应选择大电流、小喷嘴孔径、大离子气量及导热好的离子气,以便使等离子弧具有高度集中的热量及高的焰流速度。
等离子切割机的工作原理和使用方法

等离子切割机的工作原理和使用方法
等离子切割机是一种常用的分子加工工具,它的工作原理是低压的电离,通过产生的等离子体来对材料进行切削、焊接和各种其他金属加工。
等离子可以被分解成电子、离子和原子,这些离子和原子可以穿透材料,使料加工能够大大缩短切割时间,提高产品精度和质量。
使用等离子切割机的时候,需要考虑安排一些基本的工具,比如:
•切割气体:主要切割材料所需的气体。
•电弧和切割电源:用于为等离子切割机提供充足的电能。
•切割钳:用于将材料固定在工作架上。
•分子探头:用于精确控制切割和焊接。
使用等离子切割机时,需要熟悉一些基础操作:
•气体处理:在进行切割前,应检查气体流量、压力和混合比例是否达到标准;
•调节焦点:在切割开始前,应检查分子探头的焦点和空气噪声,确保其正确的调节;
•控制电力:通过控制输入电源的电压和电流,使电弧能够准确的割断材料;
•电解切割:在切割开始前,应打开电解开关,使等离子体能够来及孔洞,以便切断材料;
•冷却机检查:为保证切削安全,应定期检查冷却机,防止过热。
正确的使用等离子切割机,可以提高分子加工的效率,减少生产成本,实现高质量的产品制作。
等离子切割机工作原理
等离子切割机工作原理介绍:等离子切割机是一种常用于金属切割和焊接的工业设备。
它利用等离子体产生的高温和高能量来实现材料的切割和焊接,具有高效、精确和可靠的特点。
本文将详细介绍等离子切割机的工作原理。
一、等离子体的产生等离子切割机的工作原理基于等离子体的产生。
等离子体是一种高度激发的气体状态,由电离的气体分子和自由电子组成。
等离子体的产生需要通过电弧放电或射频电源来提供足够的能量。
在等离子切割机中,常用的方法是通过电弧放电来产生等离子体。
二、等离子切割的过程1. 气体供应:等离子切割机中需要使用惰性气体,如氮气、氩气或氢气。
这些气体在切割过程中起到冷却和保护的作用,防止切割区域过热和氧化。
2. 弧光放电:通过电弧放电产生高温和高能量的等离子体。
在等离子切割机中,通常使用直流电源或射频电源来提供电能。
电弧放电时,电流通过两个电极之间的气体产生弧光,使气体电离形成等离子体。
3. 等离子体切割:产生的等离子体被引导到切割区域,与材料表面接触并产生高温。
高温使材料表面融化和汽化,形成熔池和喷射物。
等离子切割机通过控制等离子体的能量和速度来实现材料的切割。
4. 气体喷射:切割过程中,惰性气体通过喷嘴喷射到切割区域,起到冷却和保护的作用。
气体喷射可以稀释熔池中的氧气,减少氧化反应,同时也可以冷却切割区域,防止过热。
5. 清理和控制:切割过程中产生的熔渣和喷射物需要及时清理,以保持切割质量。
等离子切割机通常配备了吸尘设备或喷气装置,用于清理切割区域。
同时,通过控制电弧放电的参数,如电流、电压和气体流量等,可以实现切割的精确控制。
三、等离子切割机的应用等离子切割机广泛应用于金属加工和焊接领域。
它可以用于切割各种金属材料,如钢铁、不锈钢、铝合金等。
等离子切割机还可以用于焊接金属材料,通过控制等离子体的能量和速度,实现金属的熔合和连接。
等离子切割机具有高效、精确和可靠的特点,适用于大规模生产和定制加工。
它在汽车制造、航空航天、金属结构、管道工程等领域得到广泛应用。
等离子弧切割
既可用于非金属材料切割,也 可用于金属材料切割,但由于 工件不接电源。电弧挺度差, 故能切割的金属材料厚度较小。
等离子弧焊接与切割
2. 特点
切割速度快 切口质量好
是目前常用的切割方法中切割速度最快的。 等离子弧切割切口窄而平整,产生的热影响区和变 形都比较小,所以切割边可直接用于装配焊接。
由于等离子弧的温度高、能量集中,所以能切割大
等离子弧焊接与切割
15
水射流等离子弧切割:
以高速水流射向电弧,使电 弧再次受到强烈压缩,温度 随之可升达30000 ℃。离子 气通常用N2。具有切口质量 高、喷嘴损耗少、可提高切 割速度、双弧倾向小等优点。
等离子弧焊接与切割
16
氧流等离子弧切割:
氧的燃烧作用,可以增 加切割速度。
水幕等离子弧切割:可将等离子弧
11
等离子弧焊接与切割
12
☆等离子弧的焊接与切割的安全问题:
等离子弧切割过程中会产生噪音、烟尘、弧光及 金属蒸气等公害,对环境造成严重的污染,在大电流 切割或切割有色金属时情况尤为严重。除水再压缩等 离子弧切割外,水面上切割及水面下切割也是抑制污 染的方法。 (1)等离子弧焊接和切割用电源的空载电压较高, 有电击的危险。电源在使用时必须可靠接地,焊枪枪 体或割枪枪体与手触摸部分必须可靠绝缘。 (2)等离子弧较其它电弧的光辐射强度更大,尤其是 紫外线强度,除罩黑色目镜外,最好加上吸收紫外线的 专门镜片。
氧化切割 氧气切割
氧气切割不能切割熔点高、导热性好、 氧化物熔点高和粘滞性大的材料。
熔化切割 等离子弧切割
等离子弧的温度高(可达50000K), 目前所有金属材料及非金属材料都 能被等离子弧熔化切割。
等离子弧焊接与切割
等离子弧焊接和切割
等离子弧焊接和切割等离子弧切割是一种常用的金属和非金属材料切割工艺方法。
它利用高速、高温和高能的等离子气流来加热和熔化被切割材料,并借助内部的或者外部的高速气流或水流将熔化材料排开直至等离子气流束穿透背面而形成割口。
等离子弧焊接和切割:1.1 等离子弧的产生:(1)等离子弧的概念:自由电弧:未受到外界约束的电弧,如一般电弧焊产生的电弧。
等离子弧:受外部拘束条件的影响使孤柱受到压缩的电弧。
自由电弧弧区内的气体尚未完全电离,能量未高度集中,而等离子弧弧区内的气体完全电离,能量高度集中,能量密度很大,可达10~10W/cm2,电弧温度可高达24000~50000K(一般自由状态的钨极氩弧焊最高温度为10000~20000K,能量密度在10W/cm2以下)能迅速熔化金属材料,可用来焊接和切割。
(2)等离子弧的产生在钨极与喷嘴之间或钨极与工件之间加一较高电压,经高频振荡使气体电离形成自由电弧,该电弧受下列三个压缩作用形成等离子弧。
①机械压缩效应(作用)——电弧经过有一定孔径的水冷喷嘴通道,使电弧截面受到拘束,不能自由扩展。
②热压缩效应——当通入一定压力和流量的氩气或氮气时,冷气流均匀地包围着电弧,使电弧外围受到强烈冷却,迫使带电粒子流(离子和电子)往弧柱中心集中,弧柱被进一步压缩。
③电磁收缩效应——定向运动的电子、离子流就是相互平行的载流导体,在弧柱电流本身产生的磁场作用下,产生的电磁力使孤柱进一步收缩。
电弧经过以上三种压缩效应后,能量高度集中在直径很小的弧柱中,弧柱中的气体被充分电离成等离子体,故称为等离子弧。
当小直径喷嘴,大的气体流量和增大电流时,等离子焰自喷嘴喷出的速度很高,具有很大的冲击力,这种等离子弧称为“刚性弧”,主要用于切割金属。
反之,若将等离子弧调节成温度较低、冲击力较小时,该等离子弧称为“柔性弧”,主要用于焊接。
1.2 等离子弧焊接1.2.1 基本知识用等离子弧作为热源进行焊接的方法称为等离子孤焊接。
等离子弧
基本上是圆柱形,弧长变化对工件上的加热面积 和电流密度影响比较小。所以,等离子弧焊弧长 变化对焊缝成形的影响不明显。
3 焊接速度比钨极氩弧焊快。
4 能够焊接更细、更薄的加工件。
5 气设备比较复杂、费用较高、工艺参数调节 匹配较复杂。
三 等离子弧的类型(按电源连接方式不同分)
2 转移型等离子弧
钨极接电源负极,工件接电源正极,等离子弧 体产生于钨极与工件之间。
55
5
1
用于金属焊接、
2
切割
6
3
4
1—钨极,2—喷嘴,3—转移弧,4—工件,5—离子气,6—冷却水
3 联合型等离子弧 工作时,非转移型弧和转移型弧同时存在。
7 用于微束等 离子弧焊和 粉末堆焊等
1—钨极,2—喷嘴,3—转移弧,4—非转移弧,5—工件 6—冷却水,7—离子气。
O2等离子弧
常用等离子弧切割的适用材料和切割厚度
不锈钢 好
好 好 一般 一般
一般
适用性 铝及铝合金
好 一般 好 差(一般不选 用) 一般
一般
碳素钢、低合 金钢 差(一般不选 用) 差(一般不选 用)
一般
好
好
好
实用切割厚度/mm
不锈钢:4~150 铝及铝合金:5~80 0.5~100
不锈钢、铝合金 1~100,低碳钢6~50 6~25.4
3 氢气是易燃气体,使用时要严格遵守安全规则。
二 切割电流
切割电流过大,易烧损电极和喷嘴、易产生双弧、 易使弧柱变粗、易形成V字形割口。
等离子弧切割电流与割口宽度的关系
切割电流/A
一 等离子切割时一种常用的金属和非金属材料 切割工艺方法。它利用高速、高温、高能的等离 子气流来加热和熔化被切割材料,并借助内部的 或者外部的高速气流或水流将熔化材料排开直至 等离子气流束穿透背面而形成割口。
等离子切割机的原理及维修

等离子切割机的原理及维修
等离子切割机(Plasma cutter)是一种利用高温等离子体切割金属材料的设备。
其原理主要包括两个部分:等离子弧原理和切割原理。
1. 等离子弧原理:在等离子切割机中,通过直流电弧作为能量源,产生高温的等离子体。
“等离子体”是指当气体中的电子从原子或分子中释放出来,形成带有电荷的气体。
在等离子体中,正电荷的离子和自由电子共存,形成高温的等离子弧。
2. 切割原理:当等离子弧接触到金属工件时,由于弧温极高,金属迅速融化和汽化,形成金属熔池。
弧束同时喷出氧化氮、氧化碳和其他气体,将金属融池中的熔化金属吹散,实现切割。
维修等离子切割机时应注意以下几点:
1. 确保安全:在进行维修操作前,切断电源并等待机器完全冷却。
注意使用个人防护装备,如手套和护目镜,以防止受伤。
2. 清洁和清理:定期清洁等离子切割机,清除尘土、油脂和金属屑等杂物。
特别注意喷嘴和电极是否干净,如有必要,更换损坏或磨损的零件。
3. 观察和调整:检查等离子切割机的电弧稳定性和气体流量。
如果发现电弧不稳定或气体流量异常,可能需要更换电极、喷嘴或调整气体流量。
4. 检查电源:检查电源供应是否正常,包括输入电压和电源电缆的连接情况。
如果发现电源故障,应尽快修复或更换。
5. 养护维护:定期更换滤清器和气动元件,保持等离子切割机的正常工作状态。
注意保持润滑部件的润滑状态和检查气体管道是否有漏气。
请注意,在进行维修等离子切割机时,最好遵循制造商的操作手册,并在需要的情况下寻求专业人员的帮助。
等离子焊接切割一体机工作原理

等离子焊接切割一体机工作原理
等离子焊接切割一体机是一种集焊接和切割功能于一体的设备,利用等离子弧作为热源进行焊接和切割。
它的工作原理主要包括等离子弧的产生、焊接和切割过程。
等离子焊接切割一体机通过高频电流产生等离子弧。
当电源通电后,电极之间形成高电压区域,通过电离气体产生等离子体。
等离子体是一种高能量的状态,具有良好的导电性和热传导性。
等离子弧的产生是等离子焊接切割一体机的基础。
等离子焊接是利用等离子弧的高温作用将被焊接的工件加热至熔化或半熔化状态,再通过填充材料的熔化填充和凝固形成焊缝。
等离子焊接具有热输入大、焊缝质量高、焊接速度快等优点。
在等离子焊接过程中,一般需要使用辅助气体,如氩气、氧气等,来对焊接区域进行保护和冷却。
等离子切割是利用等离子弧的高温和高能量将被切割的工件局部加热至熔化或半熔化状态,然后通过等离子弧的冲击力和气体喷射将熔化的材料吹散,从而实现切割目的。
等离子切割具有切割速度快、切口平整等优点,适用于各种金属材料的切割。
等离子焊接切割一体机工作原理是利用等离子弧产生高温和高能量,通过加热和冷却等过程实现焊接和切割功能。
它在实际应用中具有广泛的用途,可以用于焊接和切割各种金属材料,如钢铁、铝合金
等。
与传统的焊接和切割方法相比,等离子焊接切割一体机具有效率高、质量好、操作简便等优点,因此在制造业、建筑业等领域得到了广泛应用。
等离子切割机工作原理

等离子切割机工作原理等离子切割机是一种常用于金属加工的设备,它利用等离子体的高温和高能量来进行切割和焊接。
下面将详细介绍等离子切割机的工作原理。
1. 等离子体的生成等离子切割机通过电弧放电来产生等离子体。
当电流通过两个电极之间的气体时,气体被电离并形成等离子体。
这个过程中,电弧放电产生的高温和高能量将气体份子激发,使其电离并产生等离子体。
2. 等离子体切割等离子切割机利用产生的等离子体来进行切割。
切割时,等离子体从切割枪中喷射出来,形成一个高温、高速的等离子体火焰。
这个等离子体火焰可以达到几千摄氏度的温度,足以将金属材料加热至熔点并融化。
3. 气体保护在等离子切割过程中,气体保护是必不可少的。
通常使用的气体有氮气、氧气和氩气等。
气体保护的作用是将切割区域周围的氧气隔离,防止金属氧化和燃烧。
同时,气体还可以冷却切割区域,防止过热。
4. 切割控制等离子切割机通常配备了切割控制系统,用于控制切割过程的参数。
切割控制系统可以调节等离子体的功率、气体流量和切割速度等参数,以实现不同材料的切割要求。
5. 应用领域等离子切割机广泛应用于金属加工行业。
它可以切割各种金属材料,包括钢铁、铝、铜等。
由于等离子切割机具有切割速度快、精度高、适合于各种材料等优点,因此在汽车创造、船舶创造、金属结构加工等领域得到了广泛应用。
总结:等离子切割机利用电弧放电产生高温高能量的等离子体,通过喷射等离子体火焰来对金属材料进行切割。
气体保护和切割控制是等离子切割机工作的重要环节。
等离子切割机具有切割速度快、精度高等优点,被广泛应用于金属加工行业。
等离子焊接机工作原理

等离子焊接机工作原理
等离子焊接机工作原理是利用高温等离子电弧的热量,将焊件局部熔化形成熔池,随后冷却凝固形成焊缝,从而使被接合的金属部件连接在一起。
该过程主要包括四个步骤:
1. 形成等离子弧。
利用压缩的空气流将电极与工件间的空气电离,产生高温的等离子弧。
2. 送丝过程。
焊接过程需要从焊丝中不断输入金属。
3. 切割过程。
当等离子弧的强度足够大时,可以用来切割材料。
4. 焊后处理。
包括去除毛刺,磨平和加工等,具体处理方式取决于工件的特性和需要。
此外,等离子焊接机的送丝速度可以进行调节,以适应不同厚度的板材,从而保证焊接质量。
同时,机器的控制系统也会自动调节电压和电流,使得等离子弧的能量输出符合要求。
这些因素共同保证了等离子焊接机的焊接过程能够稳定进行,且焊接质量较高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
等离子弧焊接和切割——原理(一)
————武汉金嘉数控技术篇:
1.1等离子弧的产生:
(1)等离子弧的概念:
自由电弧:未受到外界约束的电弧,如一般电弧焊产生的电弧。
等离子弧:受外部拘束条件的影响使孤柱受到压缩的电弧。
商界狂人史玉柱的传奇故事
周鸿祎:成功是创新者能够胜利
刘文-中国创新领导力第一人
平板运输车厂家故事(一):故乡明月亮又圆
力王--水电无尘开槽王
SOHU中国首席执行官张欣个人经历
互联网一颗闪耀的星宿:马云
餐饮行业在我国显示六大趋势
如何做人-怎样做人
如何做人-怎样做人
“天下无敌”营销方式
1.2等离子弧焊接
1.2.1基本知识
用等离子弧作为热源进行焊接的方法称为等离子孤焊接。
焊接时离子气(形成离子弧)和保护气(保护熔池和焊缝不受空气的有害作用)均为氩气。
等离子弧焊所用电极一般为钨极(与钨极氩弧焊相同,国内主要采用钍钨极和铈钨极,国外还采用锆钨极和锆极),有时还需填充金属(焊丝)。一般均采用直流正接法(钨棒接负极)。故等离子弧焊接实质上是一种具有压缩效应的钨极气体保护焊。
·16岁男孩凭借炒股单被剑桥录取 显现金...
财富:苹果平台应警惕病毒 安全体系外强中...
淘宝联盟称日交易额已突破3600万 今年...
金山WPS推出Office Androi...
半百华侨陈田忠再回罗马感慨岁月流逝心情很...
温商人物之陈晟刚:“螺蛳壳里做道场”
乡村基董事长李红等入围商界女领军人物
“天下无敌”营销方式(二)
“天下无敌”营销方式(一)
什么叫亚克力
从“企业主人翁”走向“岗位将军”
B2B平台怎么样事半功倍?
LED路灯照明市场分析
丰台区看丹桥(“空调加氟=空调移机”)8...
搅拌机变频调速装置的功能及优点
北京钢材回收北京回收钢材价格北京废旧钢材...
丰台区岳各庄(“空调加氟!!检测维修”)...
·丰台区看丹桥(“空调加氟=空调移机”)80... 07月29日 7:19 · 搅拌机变频调速装置的功能及优点 07月29日 7:19
·北京钢材回收北京回收钢材价格北京废旧钢材回... 07月29日 7:19 ·丰台区岳各庄(“空调加氟!!检测维修”)8... 07月29日 7:18
需要了解购买数控切割机,数控火焰切割机,数控等离子切割机,火焰数控切割机,等离子数控切割机等产品及更多相关技术资料的用户朋友,可致电武汉金嘉数控全国24小时服务热线:18064001996;027-87734827;
也可登录武汉金嘉数控官网:;
如有异议,请及时与我们联系。联系方式:客服热线 0757-66609988 媒体QQ 562299192
③电磁收缩效应——定向运动的电子、离子流就是相互平行的载流导体,在弧柱电流本身产生的磁场作用下,产生的电磁力使孤柱进一步收缩。
电弧经过以上三种压缩效应后,能量高度集中在直径很小的弧柱中,弧柱中的气体被充分电离成等离子体,故称为等离子弧。
当小直径喷嘴,大的气体流量和增大电流时,等离子焰自喷嘴喷出的速度很高,具有很大的冲击力,这种等离子弧称为“刚性弧”,主要用于切割金属。反之,若将等离子弧调节成温度较低、冲击力较小时,该等离子弧称为“柔性弧”,主要用于焊接。
国家教育在线 | 168查询网 | 深圳新闻 | 世界网址大全 | 商虎中国 | 中青教育网 | 商讯网 | 知识博览报 | NBA直播导航 一呼百应旗下服务:
B2B搜索企业商铺供应商 赢销宝企业名录 企业通讯录 网经新闻巨搜网寻人网网站地图
© 2011 一呼百应
网经是全国第一家中小企业新闻资讯发布平台,本站所刊载的内容,不代表一呼百应观点。
等离子弧焊接和切割——原理(一)_产品资讯_中小企业网经新闻中小企业新闻资讯发布/投稿网经首页媒体聚焦商界人物生意经产品资讯科技财经互联网您的位置:网经新闻首页
> 产品资讯 > 武汉金嘉数控股份科技有限公司 > 等离子弧焊接和切割——原理(一)等离子弧焊接和切割——原理(一)来源:网经新闻 时间:2011-07-19
自由电弧弧区内的气体尚未完全电离,能量未高度集中,而等离子弧弧区内的气体完全电离,能量高度集中,能量密度很大,可达105~106W/cm2,电弧温度可高达24000~5000K(一般自由状态的钨极氩弧焊最高温度为10000~20000K,能量密度在104W/cm2以下)能迅速熔化金属材料,可用来焊接和切割。
武汉金嘉数控切割机网:来了解产品,选定产品;
“金牌品质,嘉誉全球”武汉金嘉数控竭诚为您服务
关键词:等离子数控切割机,数控切割机
【进入该公司商铺】 【了解该企业产品】 【查看更多该公司新闻】分享到 相关新闻:
浏览更多相关新闻>>返回顶部-
最新推荐媒体人物网经产品·三大紧箍束缚中国动漫产业进一步发展
·四川:单位发生安全事故最高罚负责人80...
·18岁少女创社交网站 成全球最年轻亿万...
·重点高校研招计划陆续出台 部分提供高额...
·上海市已派出660名优秀教师赴云南支教
·大学生创业:殡葬业行情看涨
(2)等离子弧的产生
在钨极与喷嘴之间或钨极与工件之间加一较高电压,经高频振荡使气体电离形成自由电弧,该电弧受下列三个压缩作用形成等离子弧。
①机械压缩效应(作用)——电弧经过有一定孔径的水冷喷嘴通道,使电弧截面受到拘束,不能自由扩展。
②热压缩效应——当通入一定压力和流量的氩气或氮气时,冷气流均匀地包围着电弧,使电弧外围受到强烈冷却,迫使带电粒子流(离子和电子)往弧柱中心集中,弧柱被进一步压缩。
河北多面空心球填料 秦皇岛多面空心球填料...
丰台区成寿寺(“空调维修=空调加氟”)8...
西门子HIPATH3800语音电话交换机...
广州佛山顺德中山珠海深圳江门肇庆到青铜峡...
丰台区西罗园空调加氟电话6 0 1 1 ...
“芳蓝尔内衣官方网站”“芳蓝尔内衣官网”...
◆来推广销售您的产品咨询热线:86-0757-66609988咨询QQ:835272542合作媒体战略合作伙伴金羊网 | 南方周末 | 中国新闻周刊 |
南方人物周刊 | 京报网 | 法制晚报 | 竞报 | 环球网 | 南方日报 | 羊城晚报 友 情 链 接中文商业新闻网 | 中国国际文化产业网 |
28商机网 | 苏州企业在线 | 免费杀毒软件 | 家电维修 | 中国财富网 | 中国驰名商标网 | 中国现代收藏网 | 勤加缘网 | 中国IDC评述网 |