印刷机曲线校正测试图
温度校正曲线

温度校正曲线
温度校正曲线是一种用于校正温度测量设备的曲线。
在实际应用中,温度测量设备的精度往往受到环境温度的影响,因此需要进行校正。
温度校正曲线是一种将测量值与实际温度之间的关系进行描述的曲线,通过对该曲线的分析,可以得出温度测量设备的误差大小,从而进行校正。
温度校正曲线通常由两个部分组成:实际温度和测量值。
实际温度是指在实验室中通过标准温度计测量得到的温度值,而测量值则是指通过待校正的温度测量设备测量得到的温度值。
在进行校正时,需要将测量值与实际温度进行比较,从而得出温度测量设备的误差大小。
温度校正曲线的绘制需要进行多次实验,每次实验都需要测量实际温度和测量值,并将数据记录下来。
通过对多组数据进行分析,可以得出温度校正曲线的形状和参数。
通常情况下,温度校正曲线是一条曲线,其形状可以是线性的、非线性的或者是多项式的。
温度校正曲线的应用非常广泛,可以用于校正各种类型的温度测量设备,包括温度计、热电偶、红外线温度计等。
在实际应用中,温度校正曲线可以帮助用户准确地测量温度,从而提高实验的精度和可靠性。
温度校正曲线是一种非常重要的工具,可以帮助用户准确地测量温
度,从而提高实验的精度和可靠性。
在进行校正时,需要注意实验条件的稳定性和数据的准确性,从而得出准确的校正结果。
正确使用热敏型CTP设备全面提升印刷质量(三)——标准印刷网点增大曲线的确立及校准

殷幼并
i
,
‘
i
正确使 用热敏 型C P T 设备
1 l 【
’’
全面提 升 印刷质 量 ( ) 三
标准 印刷 网点增大 曲线 的确立及校准
文 l 浙江影天印业有限公司 陈啸谷
髓
鐾
在 笔者 的 前 两 篇 文 章 中 ,重 点讲 于 印 刷 设备 完成 的 ,是 保 证 我们 建 立 程 度 的增 大 。光 学 网 点 增大 是 由折 射 述 了C P T 版材 与设 备 的 配 合 及调 整 和 好 自己的标 准T 曲线 的前提 。本 文介 光 引起 的 ,主 要 与 人 的视 觉 有 关 ,因 VI
CTP ̄ 版成 像 网点 的 线 性化 调 整 及 校 绍的 内容都 基于 已经建立 了稳定 的C P 而 很难 控 制 。机 械 网点 增 大 则 受很 多 I [ ] T
准 。至 此 大 家 对 应 用 C P 备 的 前 期 制版 工艺 和 环 境 的 前提 下 ,所 以 对 于 因素 影 响 ,印刷 材 料 方 面 如 油 墨 、润 T设
程方面如印刷压 力、水墨平衡等,以 上这些 因素都可 以人为控制 ,我们的
T 曲 线就 是 为 了控 制 这 一 部 分 的 网 VI 点增 大 。 目前 ,市场上有很 多种类 的密度计 印 刷技术 ・ 数字印艺 21 0 41 02 2 /
刷 厂 自己的标 准 印刷 网点增大 曲线
立 目标 TVI 线 时 ,可 以测 量 本 厂 使 油墨在 不同密 度下 的实地 L b 曲 a 色度 值 ,
1 0
U
j
பைடு நூலகம்
j I
0 2 3 4 5 6 7 8 9 1 0 1 0 0 0 0 0 0 0 0 0 0
如何得到准确的印刷ICC
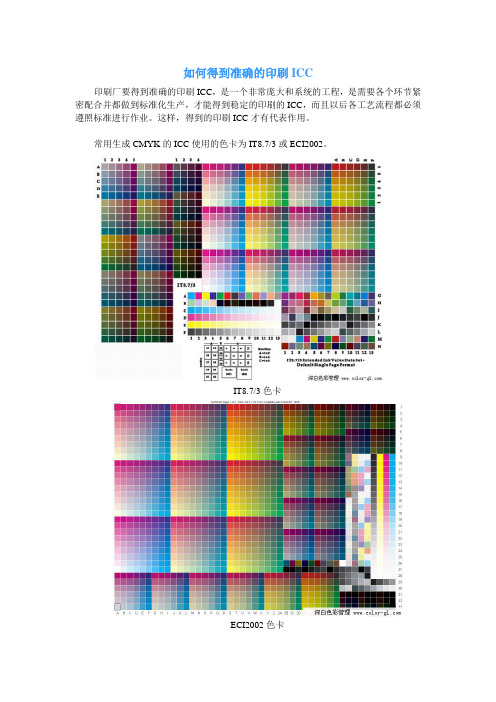
如何得到准确的印刷ICC印刷厂要得到准确的印刷ICC,是一个非常庞大和系统的工程,是需要各个环节紧密配合并都做到标准化生产,才能得到稳定的印刷的ICC,而且以后各工艺流程都必须遵照标准进行作业。
这样,得到的印刷ICC才有代表作用。
常用生成CMYK的ICC使用的色卡为IT8.7/3或ECI2002。
IT8.7/3色卡ECI2002色卡1、在输出IT8.73文件时一定要测试照排机的最大密度,必需让照排机输出菲林的最大密度保证在3.8以上!同时要求在IT8.73的图表范围里,左右密度差小于0.05,接下来校正照排机线性,保证输出菲林线性误差小于1%,最后严格控制菲林的底灰,要求底灰值小于0.04以下。
2、正确调整晒版时间和冲版条件,通过晒版测试条:要求2%的网点能显现,3%网点完整无缺,冲版则保证3级灰梯变白,4级灰保留,有条件的可以用印板密度仪测量晒版后的损失,最好保证50%的网点在印板上不小于45%3、确定印刷纸张和油墨,一般一个印刷厂会有不同的纸张类型和油墨种类,不同的纸张和油墨都会有不同的印刷效果,可以分别做,也可以选择最有代表的铜板纸和最常用的油墨来做。
4、确定正确的印刷色序,通常印刷色序的排列是根据油墨的粘性排的,最粘的的油墨最先印刷,它和纸张的附着力最强,可以防止后面的油墨把它从纸张剥离,现代四色胶印油墨的粘性由强到弱的排列分别是K-C-M-Y,所以我们首选的色序也是如此的,但既然我们知道油墨在纸张上的附着力不光是油墨本身的问题,纸张也是一个决定因数,纸张的酸碱性也直接关系到油墨的干燥和附着力问题,而油墨由于C和M的粘性比较接近,纸张对它的影响就会大了,如果发生CM两个色的叠印故障,那么你必须考虑更换更适应这种纸的印刷色序,比如K-M-C-Y排列。
印刷的首要任务是网点的还原,那么一个好的印刷品就应该从以下几个方面来判断:1,最好的网点形状,2,纸张最大的受墨量,3,四个颜色实地最大的密度,4,最小网点扩大,5,最佳的灰平衡表现,6,精确的套印精度要判断这些要点光*印刷机长和你说没有用,所以一般做标准化印刷之前我们会让机台先印刷一张测试图(如下)借此来判断印刷机的状态:这张测试图上有上面所说到的6个要点的判断标准,接下来会根据此图来分别说明怎么样判断印刷机是否处于标准状态,以及最重要的一点:建立一个印刷机的颜色印制标准!第一,网点形状,印刷的过程归根揭底就是一个网点复制的过程,所有的色彩都是通过网点得以还原的,那么保证菲林上的网点最准确的在纸张上得于还原是印刷的终极目标,当然我们必须知道油墨是通过橡皮布和压力完成转移的,在压力的作用下网点上的油墨必然发生挤压导致在纸张上的油墨网点形状发生扩大和变形,这点是胶印印刷的客观存在,我们在认识这个客观事实的同时最大努力控制和稳定这种变化才是我们在印刷机标准化的根本目的。
柔性版印刷测试文件包含内容及其含义

当今在柔性版印刷中经常使用的印刷测试文件有许多不同的名称和用途,比如测试文件、Fingerprint、特性文件等。
无论哪一种文件,通常包括很多相似的测试内容,通过印刷测试可以获得此印刷条件下的相关性能。
本文旨在介绍测试文件包含的这些内容,解释其文件内容设计目的,印刷评估方法以及信息所表达的含义。
德国柔印技术协会(D F T A)技术中心目前使用不同的柔性版印刷柔性版印刷测试文件包含内容及其含义本文原文版权属于德国柔印技术协会(DFTA),受中国印刷技术协会柔印分会委托,富林特集团XSYS事业部经授权翻译后发表于本杂志。
编者按测试文件,从单色印刷到5色印刷均有,涵盖了包装印刷的整个范围。
印刷测试文件包含各种测试要素,明确侧重于印刷结果的各个细节,能够独立于其他细节进行独立的评估。
下文将以DFTA的4色柔性版印刷测试文件(图1)为例,对其中最重要的内容进行说明,进而了解其在质量评估和应用方面的意义。
常用的测试元素:实地区域和灰梯尺如果测试文件不包含实地区域和灰梯尺,印刷测试则会变得毫无意义。
印刷者需要通过实地来评估印刷油墨密度及油墨覆盖性能,就像喷一些东西在材料上,不平整的材料会导致针孔出Martin Dreher教授/博士李玉山 译图1 DFTA印刷测试文件PRINTING FIELD 2021.03现(针孔即白色的区域,没有任何颜色覆盖),但是通常只能通过放大镜才能看到它们。
测试文件有几个不同的实地方块和实地条,其中一些主要用于对印刷重影的研究,如果印刷重影发生,在下一幅上会很容易发现。
当然,每个灰梯尺均从顶部的实地块开始,其油墨密度为计算网目调区域的油墨覆盖率提供参考,有以下三点需要注意。
第一,灰梯尺通常包括两份。
眼睛对颜色的敏感性稍有不同,青色和品红色要用于更进一步的评估,而黄色和黑色通常仅在视觉上进行评估即可。
两份灰梯尺可以同时检查两个不同的网目调网线,还可以是特定筛选的两个不同的加网线型或字体,或者是相同加网线数但是两种不同的加网系统。
印刷测控条与测试版ppt课件

——《GB9851.3-88 印刷技术术语图像制版图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
1、网点面积的增大与网点边缘的总长度成正比
❖ 网目线数增加,网点边缘的总长度也增加。 ❖ 方形、圆形、椭圆形、链形网点虽状不同,但规律
相同。 ❖ 在正态压力下,网点沿边缘向外增大,网线越细,
网点增大值越大,积分密度值越高,印刷难度大。
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
GATF数码信号条
1、结构
1965年,GATF研制出一种定量的GATF网点 扩大信号条,又称GATF网点扩大信号条,不 用密度计,凭视觉可对网点面积与密度变化检 验,信号条有阴图型和阳图型,由网点增大、 变形范围、星标三部分组成。
量指标数据,故称为信号条。
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
测试条
❖ 由若干区、段测试单元(块)和少量的信号块组成, 它不仅具有某些信号条的功能,还能通过仪器进行 测量,再由专用公式计算出印刷质量的一些指标数 值,供评判、调节和存贮之用。它适用于高档次产 品印刷质量的控制、测定和评价。
CTP设备校正及状态测试方法(日照昆城)

日照昆城印业有限公司设备校正测试印前设备1.1 CTP制版系统1.1.1 设备描述1.1.1.1 CTPCTP是高速双激光头CTP直接制版机,该设备采用(内/外)鼓式设计和多激光技术,在2400dpi的分辨率下输出B1尺寸版材可达到版/小时,在1200dpi的分辨率下输出B1尺寸版材可达版/小时。
光源使用405nm波长60mW的紫激光,激光使用寿命可达5年之久,降低了激光维护成本。
特点:(1)操作者手动上版。
(2)版材直接输出至冲版机,然后收版机自动收版。
(3)采用60mW的紫激光头,激光寿命可达5000小时(曝光时间)。
(4)使用黄色安全光,工作方便。
(5)药水的使用寿命可达2个月或3000m2。
(6)MMI操作(Man Machine Interface人机界面)可以对机器发布指令和确认机器运行状况。
(7)MMI操作(Man Machine Interface人机界面)以图标方式操作简单、容易。
(8)具有“自动光量校准功能”,能保证稳定的光量。
(9)支持多种幅面印版输出,见表1。
表 1 最大印版幅面1.1.1.2 CTP光敏版自动沖版机CTP光敏版自动沖版机用于紫激光光聚合版材的显影,其主要功能有:(1)可连接各品牌的CTP制版设备,进行连线或离线作业。
(2)适合各种品牌CTP版材的显影要求。
(3)适用于0.15~0.4mm厚度的CTP版材。
(4)显影液温控系统精确稳定、平均度好,温控系统误差低于±0.5℃。
(5)特殊显影液循环过滤及涡流控制,显影稳定。
(6)精确的自动显影液耗损及氧化补偿系统。
(7)自动滚筒润湿控制及清洗提示功能。
(8)机型的显影水洗双毛刷系统,显影稳定清洁。
(9)显影液油渍残渣过滤系统,确保版面清洁。
(10)卡版退版功能。
(11)可选配如下配件:①.自动补充水洗循环过滤节水设备。
②.连线过桥及同步自动收版机。
③.加温水洗过滤循环装置。
④.显影液自动注入装置。
设备参数如下:表 2 冲版机设备参数1.1.2 的测试与校准方法1.1.2.1 焦距与光强设定CTP的焦距和光强必须由专业工程师根据版材特性设定,作业人员直接调用对应文件即可。
浅谈胶印机印刷复制曲线的建立

文 / 洪 小明
印 刷复 制 曲线 是描 述 原稿 到 印 刷品 各个 复制 环 节密 度 或网 点 之 间关 系 的 曲 线 。本 文 采 用 GATF 星 标 和 12 级 灰 度 尺 作 为 观 察印 刷 过 程 中 的 网 点 增 大 和 实 地 密 度 控 制 的 工 具 , 通 过 测 量 输 出 、制 版 、印 刷 三 个 主 要 工 艺 环 节 中 各 级 层 次 网 点 百 分 比 ,建 立 印 刷 复 制 曲 线 。
1 .实 验 材料 单 面 115g 铜 版 纸 ,快 干 型 洋 红 油 墨 ,显 影 液 ,阳 图 型 P S 版(规 格 460 × 395m m),P hoebe 照 排 机 ,PS 版 自 动 显 影 机 ,Win500 单 色 胶 印 机 ,SBK- B 碘 镓 灯 晒 版 机,T 6C R 彩 色 反 射 密 度 计 ,WYSK- 40 × 40 倍 带 光 源 读 书 显 微 镜。 2 .实 验 监控 对 象 的建 立 采 用 GATF 星 标 ,在 印 刷 过 程 中 便 于 直 观 观 测 油 墨 量 大 小 及 网 点 变 化 情 况 。 GAT F 星 标 是 36 根 黑 色 的 楔 形 线 条 以 相 等 的 间 隔 距 离 ,排 列 在 一 个 圆 周 之 内 组 成 的 ,这 样 的 排 列 特 性 ,其 对 印 刷 中 的 各 种 印 迹 缺 陷 如“ 网 点 扩 大 ”、“ 重 影 ”等 能 明 显 的 反 映 出 来 。 同 时 ,采 用 12 级 灰 梯 尺 ,用 密 度 计 直 接 测 试 晒 版 底 片 、印 版 、印 刷 品 上 各 级 层 次 的 网 点 数 据 ,并 以 此 数 据 建 立 印 刷 复 制 曲 线 。
数字印刷机色彩管理操作实践

PRINTING FIELD 2020.05数字印刷是将数字图文信息直接转移至承印物上的复制过程。
整个过程接近于打印,故其色彩管理一般是按照打印机色彩管理流程进行的。
一、操作方法色彩管理系统的工作过程通过所谓的“3C”进行控制,即设备校正(Calibration)、特征化(Characterization)和色彩转换(Conversion),代表了色彩管理技术实施的三个重要环节。
本文按照这三个步骤进行数字印刷机的色彩管理操作实践。
其中用到的相关设备、测试工具软件和色表如下。
1.数字印刷机:海德堡Versafire EV;2.测试设备:EFI ES 2000,爱色丽i1 isis2 XL;3.测试色表:IT8.7/4Randomisis(A3).pdf、CI_GrayConM_i1_FOGRA51_v3_15mm.pdf;4.对比参考文件:Fogra51Random.txt;5.打印和测试软件:PrinectCockpit,Color Toolbox。
二、操作过程1.设备校正数字印刷机的校正(线性化)是保障数字印刷机处于稳定状态的重要操作。
操作方法是利用数字印刷机打印内置的测试文件,利用分光光度计测试文件中不同色块的密度值,跟目标值比较,然后进行自动补偿和修正。
数字印刷机的校正实质上是在其他参数确定的前提下,对某类纸张进行校正。
海德堡印通DF E流程中定义了多种纸张,常用的有光面纸、磨砂纸和普通纸(非涂布纸)三种。
首先,将需要做校准的纸张放到纸盘中,在Prinect Cockpit屏幕右上角选择打印管理器,在打印管理器界面选择校准标签。
在预定义的校准数据中选择接近要校准纸张的数据作为目标数据,用复制的方法建立一个新的校准数据。
在这里不能选择新建,否则就没有目标数据了。
另外不要复制结尾带有(日本纸)标记的预设数据,因为这些预设值仅针对日本纸设定。
接下来设定校准的名称,校数字印刷机色彩管理操作实践于士才则应循环上面的操作直至符合要求。
印刷补偿曲线保养指导书
印刷补偿曲线保养指导书印刷补偿曲线保养指导书1. 前言印刷补偿曲线是印刷过程中常用的重要概念之一。
作为一项关键的调整和校准工具,印刷补偿曲线在提升印刷品质、确保色彩准确性和增加打印效率方面起着至关重要的作用。
本文将详细探讨印刷补偿曲线的定义、作用以及保养指导,旨在帮助广大读者更好地理解和使用印刷补偿曲线。
2. 什么是印刷补偿曲线印刷补偿曲线,也称为印刷曝光曲线或曝光补偿曲线,是一种用于调整和校准印刷设备的工具。
它是根据印刷材料的特性而设计的一条曲线,用于控制光的强度和时间,从而确保输出图像的色彩准确性和品质。
印刷补偿曲线通常通过调整曝光量和对比度来实现。
3. 印刷补偿曲线的作用印刷补偿曲线在印刷过程中具有多重作用。
它可以帮助打印机校准色彩,确保输出图像的准确性和一致性。
通过使用印刷补偿曲线,可以有效减少印版和印刷材料之间的补偿量,提高印刷设备的效率和生产速度。
印刷补偿曲线还可以优化色彩层次和颜色平衡,使印刷品的视觉效果更加出色。
4. 印刷补偿曲线的保养指导为了保证印刷补偿曲线始终处于最佳状态,以下是一些基本的保养指导。
4.1 定期清洁印刷设备保持印刷设备的清洁是保持印刷补偿曲线质量的关键。
定期清洁所有相关部位,如印版、墨水系统和印刷机身,可以去除积尘和污垢,避免影响曝光和补偿效果。
4.2 经常校准和调整定期校准和调整印刷设备是确保印刷补偿曲线准确性和一致性的重要步骤。
校准曝光量和对比度,调整光线的强度和时间,以匹配所需的色彩输出和印刷效果。
4.3 使用合适的印刷补偿曲线根据实际需求和印刷材料的特性,选择合适的印刷补偿曲线。
不同的印刷材料和打印设备可能需要不同的曲线来达到最佳效果。
确保选择正确的曲线,以保证色彩准确性和印刷品质。
5. 我对印刷补偿曲线的个人观点和理解印刷补偿曲线作为印刷过程中的一项重要工具,对于提高印刷品质和确保色彩准确性起着不可忽视的作用。
通过使用印刷补偿曲线,可以调整和校准印刷设备,从而实现色彩修正、色彩层次优化和颜色平衡,使输出图像更加出色。
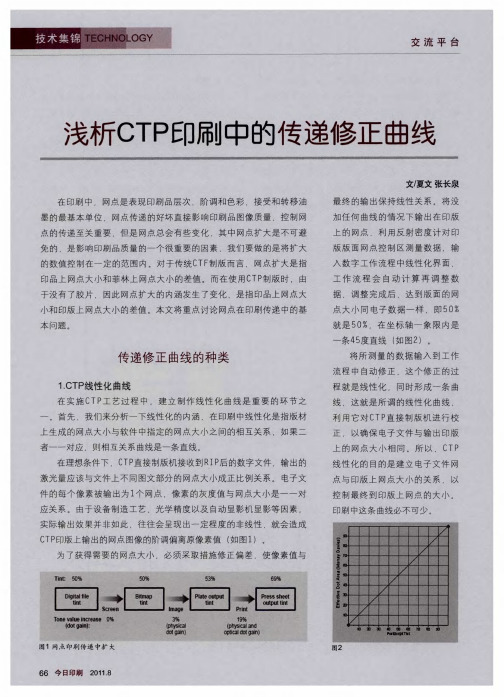
浅析CTP印刷中的传递修正曲线
.
在坐 标轴
象 限 内是
。
条 4 5 度 直 线 (如 图 2 )
传 递 修 正 曲线 的 种 类
1 CT P
.
将 所 测 量 的数 据 输 入 到 工 作
流 程 中 自动 修 正
.
这 个 修 正 的过
一
线性 化 曲线
.
程 就是线性化
.
同 时形 成
条曲
.
在 实施 CT P 工 艺 过 程 中
一
建 立 制 作 线 性 化 曲线 是 重 要 的环 节 之
在线性化 曲线 的制作 过程 中 ,首先用 I ] t a 0 图形处理软 u t 1 Sr r
件 制作 5 6 x 包含 2 块 0 0 的色块 图 ,高光 亮调部分 1 ~5 的5 O ~1 % 0 % % 块 ,1 % 一9 % 块 .每块 以 1 % 0 O 的9 递增 ,暗调 部分 9 % 1 0 的6 0 ~ % 0 0
.
因 此 网 点 扩 大 的 内 涵 发 生 了 变化
。
是 指 印品上 网 点大
,
据
调 整 完成后
,
达 到版 面 的 网
一
小 和 印版 上 网 点 大 小 的 差 值 本 问题
。
本 文 将 重 点 讨 论 网 点 在 EN$ J 传 递 中 的 基
点 大 小 同 电子 数 据
就是5 0 %
一
样
一
.
即5 0 %
网 点 变 化 了 ,有 可 能 滑 移 、重 影 、扩大等 。当然我们现在 只分 析 网点扩 大 问题 ,在 印刷 中 网点 扩大是不可 避免的 .一是 因为印 刷 中存在压 力且油墨层有一定 的 厚 度 ,同时 网点转移时橡皮 布有
G7认证大拷问

G7认证大拷问自2005年开始,G7认证逐渐从美国传播到中国内地,起初主要在广东沿海地区的港资企业较为流行,2010年以后传播范围慢慢较广。
10年时间过去了,现在中国内地已陆续有200多家印刷企业获得G7认证(扫描下方二维码,可查询获得G7认证的印刷企业名单)。
若问这200多家印刷企业中,真正掌握并应用G7技术的有多少,恐怕结果就不乐观了。
某年拜访一家业内知名印刷企业时,笔者无意中问到:“贵公司是否通过G7认证?”这家企业老板答曰:“已有证书呀。
”然后其用手一指,证书赫然放在柜中角落处。
再问:“平时有没有使用Curve软件调整制版曲线?”答曰:“专家用过,我们自己没有,一直就使用之前专家调整好的印版补偿曲线进行制版,没有调过。
”再问:“你们进行G7认证时,G7认证服务商有没有给你们做过相关技术培训?”答曰:“没有,G7认证服务商帮我们拿到证书之后就走了。
”听到这里,笔者有些无言以对。
笔者在和另一家知名印刷企业的技术部负责人聊天时也谈到G7认证。
他告诉我,由于他们企业较早获得G7认证,所以当时G7的培训和认证均由来自香港的G7专家来完成。
G7专家首先对印前和印刷环节的相关人员进行了为期两天的详细的基础培训和实地指导,确认参与人员都掌握和理解了G7的方法,能够运用仪器和软件按照G7方法进行色彩校正。
之后确定了一个时间,对企业进行G7考核。
考核当天,G7专家对整个认证过程进行全程监控,但丝毫不予置评,从制版到印刷、改版再到印刷的整个过程均由印刷企业人员自行完成,G7专家只负责检验从印刷机台送来的被认为初步合格的G7样张。
如果检查发现G7样张不合格,G7专家会将G7样张退回去,指出问题在哪,但不说明应该怎么调整,直到所需要的G7样张全部合格后,印刷企业才能通过G7认证。
这样一来,该企业的G7证书就是真刀真枪考出来的,对于G7方法自然也了然于胸,后续将G7方法应用于生产也就更加胸有成竹。
这两家企业对G7认证的态度截然不同,在中国第一种情况更加普遍。
pressSIGN4测量结果解释

15. 解释测量结果如果你测量潮湿的印张并且有干燥信息,显示将会略有不同。
如果你测量湿的印张并且有干燥信息,那么 pressSIGN 将会显示湿密度、∆E & TVI 以及干燥密度、∆E & TVI 。
测量 pressSIGN 色条之后的主窗口15.1 调整实色油墨密度pressSIGN 显示了测量的密度以及和目标标准之间的∆Eab 数值。
也同时指示出油墨的密度是否被调整的过高、或者是过低了,并且以百分比来显示它。
没有干燥信息的实色油墨调整在如上图示中,青色 Cyan 密度需要提高 4%,品红 magenta 密度接近要求,黄色 Yellow 密度需要被提高 7%,黑色black 密度需要降低 5%。
尽管如此,所有的 CMYK 主色仍然在∆E 容差范围之内。
带有干燥信息的实色油墨调整当有可用的干背信息时,pressSIGN 显示当前潮湿的测量结果,并且在括号中显示干燥后的测量结果。
在如上图示中,品红在测量湿印刷印张时在容差范围内(∆E 2.3 – 密度 1.59),但是在干燥后就超出了容差范围(∆E 5.1 – 密度 1.59)。
实色油墨调整,以及评估目标密度此时使用此信息重新计算,赋予你更精确的干燥后的印刷成品。
目标中的评估密度指明了在标准中最接近的颜色应该达到的目标密度。
如果任意的∆Eab 数值大于容差范围,将会以红色显示。
如果∆Eab 以黑色显示的话,表示颜色在容差范围之内。
在进行任意的 TVI 调整之前保证CMYK 实色在容差范围之内很重要。
如果你不能将 CMYK 实色达到目标的 Lab 数值,那么检查你是否使用了正确的目标标准以及你是否使用了正确的衬底模式来测量印刷印品。
确保使用了适当的纸张,并且使用了 ISO 2846-1 的兼容油墨。
缺省情况下,显示的密度数值和纸张、Status T 有关系。
这些选项可以在 preferences优先设定窗口中更改。
pressSIGN 不能知道在印刷中所能达到的最大密度是多少,所以可能指出的密度高出了纸张的能力之外。
G7

33
!
技术的核心
G7对灰阶的定义
究竟什么是灰平衡?? ISO12647-2中并没有对灰做出完全明确的定义
传统灰平衡的解释: 传统灰平衡的问题:
• 可以匹配相同密度下的黑色墨印出的
颜色的CMY三色的百分比
• 黑墨印出的颜色本身往往是非中性的
• 用相同的CMY TVI值印出的东西 • 匹配纸张(承印物)的颜色(a*与b*值)
不同颜色的纸张上得到的是相对的灰阶,这种灰阶相对与纸张环境而言,让人眼感觉是中性的
35
!
技术的核心
不同灰平衡实施产生的不同效果对比
整个灰阶保持和纸张相同的色值
G7灰阶
绝对灰色(a*=b*=0)
暗调灰相对于纸张偏蓝
G7产生的灰阶相对与纸 张环境是视觉灰的
将灰阶强迫做成0色 值,导致暗灰色偏黄
36
!
24
!
Before
G7是GracoL与Swop这两个印刷规范的基础 这两个印刷规范中的数据,就是采用G7的方法得来的
25
!
的含义
G代表Gray Scale 灰阶
7代表ISO中规定的 CMYK及RGB这7个色块
26
!
印刷标准 & 规范 printing Standards & Specifications
• 相同的CMY TVI值通常是印不出中性灰的 • 将整个灰阶从白到黑都使用与纸张完全相
同的色值(a*与b*值)的话,得到的灰阶让 通常不能让人眼感受到“中性”
34
!
技术的核心
G7对灰阶(Gray scale)的定义
G7对灰的定义是基于纸张(承印物)色的,采用色度值来定义
如:纸张色值为2a* -5b* 则50%处的灰的色值为1a* -2.5b* 25%处的灰的色值为1.5a* -3.75b* 如果是在偏黄色的纸张上,灰阶 则是偏黄的; 如果是在偏蓝色的纸张上,灰阶 则是偏蓝的
通用印刷反补偿曲线设置
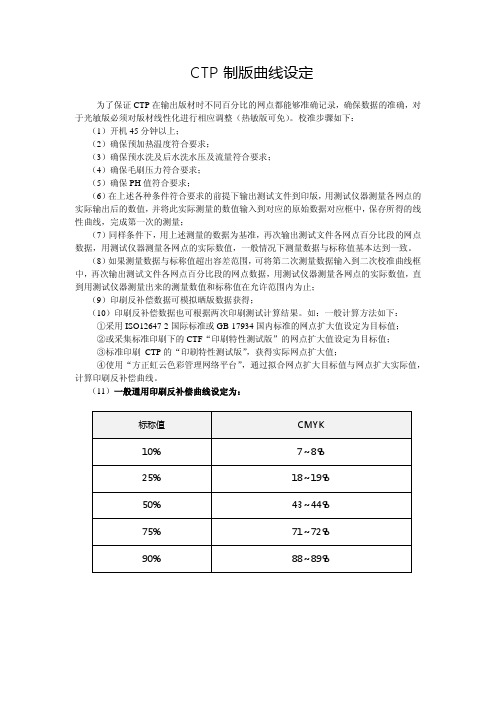
CTP制版曲线设定
为了保证CTP在输出版材时不同百分比的网点都能够准确记录,确保数据的准确,对于光敏版必须对版材线性化进行相应调整(热敏版可免)。
校准步骤如下:(1)开机45分钟以上;
(2)确保预加热温度符合要求;
(3)确保预水洗及后水洗水压及流量符合要求;
(4)确保毛刷压力符合要求;
(5)确保PH值符合要求;
(6)在上述各种条件符合要求的前提下输出测试文件到印版,用测试仪器测量各网点的实际输出后的数值,并将此实际测量的数值输入到对应的原始数据对应框中,保存所得的线性曲线,完成第一次的测量;
(7)同样条件下,用上述测量的数据为基准,再次输出测试文件各网点百分比段的网点数据,用测试仪器测量各网点的实际数值,一般情况下测量数据与标称值基本达到一致。
(8)如果测量数据与标称值超出容差范围,可将第二次测量数据输入到二次校准曲线框中,再次输出测试文件各网点百分比段的网点数据,用测试仪器测量各网点的实际数值,直到用测试仪器测量出来的测量数值和标称值在允许范围内为止;
(9)印刷反补偿数据可模拟晒版数据获得;
(10)印刷反补偿数据也可根据两次印刷测试计算结果。
如:一般计算方法如下:
①采用ISO12647-2国际标准或GB-17934国内标准的网点扩大值设定为目标值;
②或采集标准印刷下的CTF“印刷特性测试版”的网点扩大值设定为目标值;
③标准印刷CTP的“印刷特性测试版”,获得实际网点扩大值;
④使用“方正虹云色彩管理网络平台”,通过拟合网点扩大目标值与网点扩大实际值,计算印刷反补偿曲线。
(11)一般通用印刷反补偿曲线设定为:。
G7和PSO工艺 如何抉择

G7和PSO工艺如何抉择实现印刷生产过程的“标准化、数据化、规范化”一直是印刷行业提倡的目标。
由于我国印刷企业以中小型企业居多,印刷标准化执行起来存在一定难度。
近年来,特别是在沿海地区,随着来自国外印刷订单量的增多,受客户要求的影响,印刷企业逐渐对实施印刷生产过程的标准化和获得印刷标准化认证产生了兴趣。
目前印刷标准化认证主要有侧重于灰平衡控制的G7工艺认证和侧重于网点增大(TVI)控制的PSO工艺认证。
哪一种认证更合适,是印刷企业需要认真权衡的问题。
本文,笔者将根据自己的使用体会,主要从技术角度对两种认证工艺进行比较分析,与同行交流。
印刷过程标准化的必要性印刷质量控制的目标就是使印刷品的颜色尽可能地与原稿相同,利用色彩管理技术可以实现这个目标:先利用指定的纸张、油墨等印刷材料,采用相对反差或其他方法,获取最佳实地密度,检查该实地密度条件下的网点增大是否恰当,如不合适则通过印前RIP软件的补偿功能进行调整,直至网点增大符合本公司的规范要求,然后印刷包含有IT8.7-3等测试图的测试样张,利用测试样张制作印刷特性文件,以后印前过程中就使用该印刷特性文件进行彩色原稿的分色。
只要保持印刷工艺条件的稳定,理论上该方法就能较好地还原原稿的颜色。
然而由于Photoshop、InDesign等应用软件的普及,现在出版社、广告公司等客户往往会先自己做分色、排版等工作,再把数字文件提供给印刷企业,印刷企业主要从事制版、印刷和印后加工等工作。
客户在做分色时可能还没想好到哪家印刷企业印刷,也就无法采用反映某一具体印刷企业工艺特性的印刷特性文件来分色,原稿颜色的还原就没有保障。
因此,印刷生产过程的标准化、规范化很有必要,如果印刷企业的制版、印刷等生产过程控制符合某种国际标准或规范要求,印前分色不管是由印刷企业完成,还是由客户完成,只要采用标准或规范的印刷特性文件,就能实现良好的对接和颜色的正确还原。
印刷过程标准化控制原理胶印是利用黄、品红、青、黑四色网点来复制丰富多彩的各种颜色。
平移校正下印刷图像缺陷检测优化仿真

第36卷第1期计算机仿真2019年1月文章编号:1006-9348(2019)01-0409-04平移校正下印刷图像缺陷检测优化仿真田亮I,张任2(1.塔里木大学后勤管理处,新疆阿拉尔843300;2,塔里木大学信息工程学院,新疆阿拉尔843300)摘要:对平移校正下印刷图像缺陷进行检测能够提高印刷图像质量,保证印刷图像信息提取的准确性和完整性。
针对当前平移校正下印刷图像缺陷检测方法存在的检测精确度不高,检测速度较慢问题,提出一种最近邻特征匹配的平移校正下印刷图像缺陷检测优化方法,利用局部对比度增强算法通过计算印刷图像的局部对比度,实现印刷图像增强。
并通过最大爛阈值分割的方法,通过计算增强后印刷图像的目标爛以及背景爛曲线,确定印刷图像缺陷的概率分布,实现印刷图像预处理。
利用最近邻方法对处理后的图像对印刷图像的特征点进行匹配,通过最小二乘优化算法确定平移校正下印刷图像的变换矩阵,实现印刷图像缺陷检测。
实验结果表明,所提方法进行印刷图像缺陷检测,检测的精确度较高,且检测的完成速度较快。
关键词:移校正;印刷图像;缺陷;检测优化中图分类号:TP391文献标识码:BPrint Image Defect Detection Optimization Simulationunder Panning CorrectionTIAN Liang1,ZHANG Ren2(1.Logistics Management Office,Tarim University,Alar Xinjiang8433CX),China;2.School of Information Engineering,Tarim University,Alar Xinjiang843300,China)ABSTRACT:Due to low detection accuracy and slow detection speed for current defect detection method of printed image,this article presents a method for optimizing defect detection of printed image under translation correction based on nearest neighbor feature matching.First of all,the local contrast enhancement algorithm was used to calculate the local contrast of printed image and thus to enhance the printed image.Meanwhile,the maximum entropy threshold segmentation was used to calculate the curve of target entropy and background entropy of the enhanced printed image and determine the probability distribution of defects in printed image,so as to preprocess the printed image.In addition,the nearest neighbor method was used to match the feature point in processed image.Finally,the least squares optimization algorithm was used to determine the transform matrix of printed image under translational correction.Thus,the defect detection of printed image was achieved.Simulation results show that the proposed method has high detection accuracy and fast completion speed during the defect detection of printed image.KEYWORDS:Translation correction;Printed image;Defect;Detection optimization1引言印刷技术的发展使得印刷品的数量逐渐增多。