F1510紧密纺细纱机结构特点与生产实践
紧密纺纱的原理性能特点及产品开发
紧密纺纱的原理性能特点及产品开发摘要:紧密纺纱技术成功地解决了环锭纺纱产生的毛羽及飞花,提高了纱线的强力和耐磨强度,纱线外观及物理性能都有很大提高和改善,与普通环锭纺纱相比,在纱的质量和产量方面都具有明显优势,为提高后续织造等工序的效率,改善面料的强度、手感、外观质量等方面提供了可靠保证。
瑞士立达公司、德国绪森公司、青泽公司、日本丰田公司等都相继推出了紧密环锭纺纱机。
关键词:紧密纺纱结构原理成纱特点价值问题应用引言:紧密纺纱是近几年发展起来的纺纱新技术,它代表当今世界环锭纺纱最先进的技术。
由于能有效地消除环锭纺纱毛羽的危害和随之而带来的对后续工序的好处以及对新的纺织品特有的开发潜力,使紧密纺纱技术受到普遍关注。
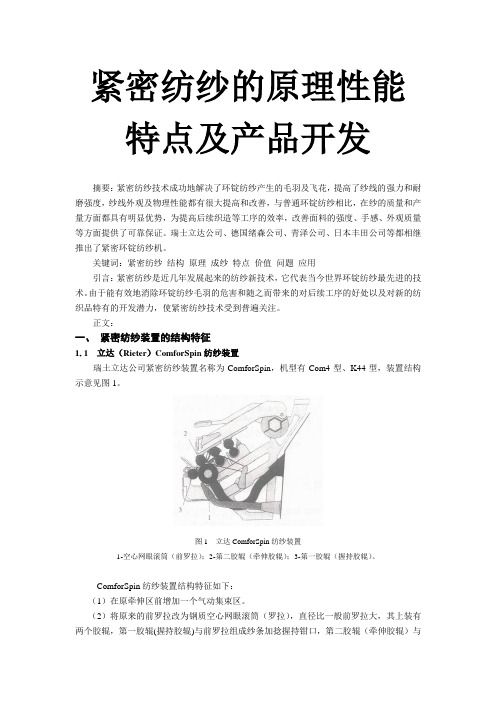
正文:一、紧密纺纱装置的结构特征1.1 立达(Rieter)ComforSpin纺纱装置瑞土立达公司紧密纺纱装置名称为ComforSpin,机型有Com4型、K44型,装置结构示意见图1。
图1 立达ComforSpin纺纱装置1-空心网眼滚筒(前罗拉);2-第二胶辊(牵伸胶辊);3-第一胶辊(握持胶辊)。
ComforSpin纺纱装置结构特征如下:(1)在原牵伸区前增加一个气动集束区。
(2)将原来的前罗拉改为钢质空心网眼滚筒(罗拉),直径比一般前罗拉大,其上装有两个胶辊,第一胶辊(握持胶辊)与前罗拉组成纱条加捻握持钳口,第二胶辊(牵伸胶辊)与前罗拉组成牵伸区的前牵伸钳口。
第一胶辊与第二胶辊间为须条的集聚区。
(3)前罗拉为钢质网眼滚筒,形似一个小尘笼,内有圆形截面吸聚管(负压)与吸风风机等组成吸聚罗拉,即有负压的前罗拉。
圆形截面吸聚管上装有一块开了一个由后向前逐渐变窄的V形狭槽的工程塑料部件组成的吸气槽,V形槽长度跟须条与前罗拉接触长度相适应,并与输出方向有一定偏斜度,当在主牵伸区须条离开牵伸钳口时,因负压的吸附作用,须条由V形槽控制在网眼前罗拉上,并向前输送到第一胶辊处,即握持钳口处。
1.2 绪森(Suessen)Elite纺纱装置德国绪森公司紧密纺纱装置名称为Elite,机型有Fiomax E1型、Fiomax E2型,装置结构示意见图2。
浅谈对环锭纺细纱机紧密纺改造过程中应用实践

工业技术科技创新导报 Science and Technology Innovation Herald76DOI:10.16660/ki.1674-098X.2020.12.076浅谈对环锭纺细纱机紧密纺改造过程中应用实践①赵强1 郭沁生2 刘文2(1.经纬智能纺织机械有限公司技术质量部 山西晋中 030600;2.经纬智能纺织机械有限公司技术中心 山西晋中 030600)摘 要:紧密纺技术是传统纺纱技术的进步,它的主要特点减少成纱3mm毛羽,提高成纱强力和耐磨性,在同等配棉条件下,与普通环锭纺成纱相比具明显的质量优势,我公司紧密纺改造技术水平是国内先进水平,为不同机型环锭纺细纱机进行改造升级,经回访客户评价改造后设备运行可靠,成纱质量指标稳定,能满足后工序质量要求,达到紧密纺装置目标。
关键词:改造过程 专用工具 关键部件维护保养 紧密纺中图分类号:TS103.2 文献标识码:A 文章编号:1674-098X(2020)04(c)-0076-02①作者简介:赵强(1983,6—),男,汉族,山西晋中人,本科,助理工程师,研究方向:纺织机械装配与安装。
郭沁生(1965,11—),男,汉族,山西沁源人,本科,高级工程师,研究方向:纺织机械设计与开发。
刘文(1971,7—),女,汉族,山西河南人,本科,高级工程师,研究方向:纺织机械设计与开发。
1 环锭纺细纱机主要部件改造过程1.1 改造车头部件原车为带集体落纱的细纱机故车头需增高50mm,首先将原车车头门、两侧板、左右两车门、链轮托脚及顶板及相关联零件、电器元器件拆除,同时放置定点位置,改造完成后恢复使用,其次使用专用工具将车头油浴箱体平稳抬高50mm,其底部嵌入4块增高垫块,再将短机梁头罗拉座抬高50mm,其底部分别嵌入2块增高垫块,然后安装双头螺柱轻轻紧固,以防发生安全事故,最后按主机安装说明进行操作调试,达到设计要求。
1.2 改造车中部件首先,更换紧密纺专用带齿前罗拉和专用罗拉座。
紧密纺特点
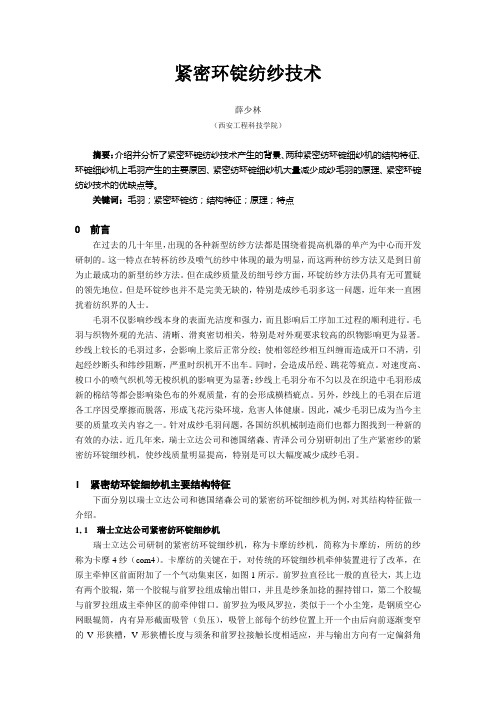
紧密环锭纺纱技术薛少林(西安工程科技学院)摘要:介绍并分析了紧密环锭纺纱技术产生的背景、两种紧密纺环锭细纱机的结构特征、环锭细纱机上毛羽产生的主要原因、紧密纺环锭细纱机大量减少成纱毛羽的原理、紧密环锭纺纱技术的优缺点等。
关键词;毛羽;紧密环锭纺;结构特征;原理;特点0 前言在过去的几十年里,出现的各种新型纺纱方法都是围绕着提高机器的单产为中心而开发研制的。
这一特点在转杯纺纱及喷气纺纱中体现的最为明显,而这两种纺纱方法又是到日前为止最成功的新型纺纱方法。
但在成纱质量及纺细号纱方面,环锭纺纱方法仍具有无可置疑的领先地位。
但是环锭纱也并不是完美无缺的,特别是成纱毛羽多这一问题,近年来一直困扰着纺织界的人士。
毛羽不仅影响纱线本身的表面光洁度和强力,而且影响后工序加工过程的顺利进行。
毛羽与织物外观的光洁、清晰、滑爽密切相关,特别是对外观要求较高的织物影响更为显著。
纱线上较长的毛羽过多,会影响上浆后正常分绞;使相邻经纱相互纠缠而造成开口不清,引起经纱断头和纬纱阻断,严重时织机开不出车。
同时,会造成吊经、跳花等疵点。
对速度高、梭口小的喷气织机等无梭织机的影响更为显著;纱线上毛羽分布不匀以及在织造中毛羽形成新的棉结等都会影响染色布的外观质量,有的会形成横档疵点。
另外,纱线上的毛羽在后道各工序因受摩擦而脱落,形成飞花污染环境,危害人体健康。
因此,减少毛羽巳成为当今主要的质量攻关内容之一。
针对成纱毛羽问题,各国纺织机械制造商们也都力图找到一种新的有效的办法。
近几年来,瑞士立达公司和德国绪森、青泽公司分别研制出了生产紧密纱的紧密纺环锭细纱机,使纱线质量明显提高,特别是可以大幅度减少成纱毛羽。
l 紧密纺环锭细纱机主要结构特征下面分别以瑞士立达公司和德国绪森公司的紧密纺环锭细纱机为例,对其结构特征做一介绍。
1.1 瑞士立达公司紧密纺环锭细纱机瑞士立达公司研制的紧密纺环锭细纱机,称为卡摩纺纱机,简称为卡摩纺,所纺的纱称为卡摩4纱(com4)。
紧密纺纱的原理性能特点及产品开发
紧密纺纱的原理、性能特点及产品开发院系:班级:姓名:学号:指导教师:紧密纺纱的原理、性能特点及产品开发【摘要】:紧密纺纱技术成功地解决了环锭纺纱产生的毛羽及飞花,提高了纱线的强力和耐磨强度,纱线外观及物理性能都有很大提高和改善,与普通环锭纺纱相比,在纱的质量和产量方面都具有明显优势,为提高后续织造等工序的效率,改善面料的强度、手感、外观质量等方面提供了可靠保证。
瑞士立达公司、德国绪森公司、青泽公司、日本丰田公司等都相继推出了紧密环锭纺纱机。
文章对紧密环锭纺纱技术和紧密纺纱在色织、针织方面的使用情况作了介绍。
【关键词】:紧密纺纱、成纱机理、性能特点、产品开发 1 导言紧密纺纱是近几年发展起来的利用多种形式的纱线凝聚区使加捻三角区减小或消除的纺纱技术。
是优化纱线结构的重要有效的纺纱装置。
这些装置利用钳口位置的改变,并辅以各种凝聚作用,使纱线在形成过程中的加捻三角区尽量减小或消失。
另外还可以减少纱线形成时由于位置不同而形成的张力差异,从而提高纱线强力、均匀度和减少毛羽。
这种纱线完全可以进行单纱织造,有利于轻薄均匀的高档织物的开发。
目前所生产的紧密纺纱系统有Rieter公司生产的Comforspin纺纱设备,现已从COMl 发展到COM4型。
Suessen公司生产的Fiomax特色Elite纺纱设备,有分别适合长短纤维的El型和E2型。
还有MAL公司生产的Oifil纺纱设备以及Zinser公司生产的air-com-tex 700纺纱设备。
其中在Comforspin纺纱设备和Elite纺纱设备中,是由多孔滚筒或网格胶圈表面由于负压造成的凝聚区对纤维进行凝聚,从而减小加捻三角区。
而Oifil纺纱设备以及air-com-tex 700纺纱设备则采用胶圈在受负压作用的中空体上转动,形成凝聚区使纤维凝聚。
以下就针对Comforspin和Elite两种紧密纺纱设备的机理作初步探讨。
2 紧密纺纱成纱机理卡摩纺纱是英文Compact yarn的简译音,意思是紧密纺纱。
紧密纺的不同工艺技术_ReetiPalSingh
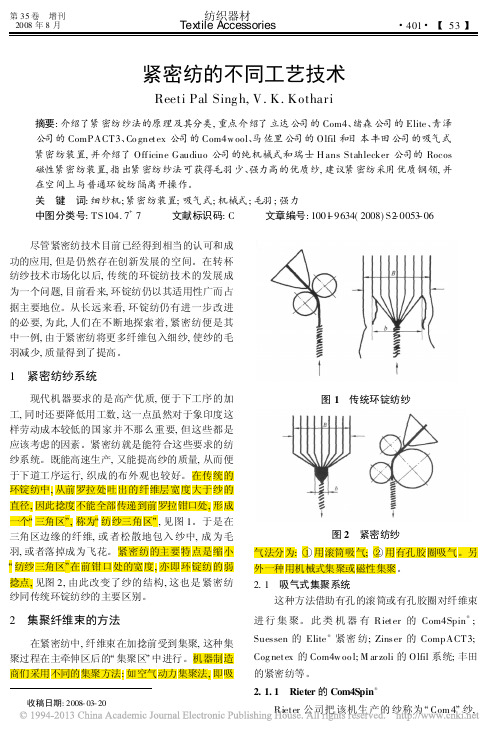
图 16 CompACT3 纱的质量 ( 19. 4 t ex~ 11. 7 t ex 普梳纱) 2. 1. 7 图 14 Zinser CompACT3 紧密纺装置 胶圈上的圈形小孔径以不会将单根纤维吸入为宜 , 而圆孔间的距离以能使纤维的全长均贴在胶圈上为 宜( 见图 15) 。胶圈上的孔径也要根据纺纱的号数 而变化, 如果需要扩大其集聚区, 可将小孔改为椭圆 形, 这样可使边缘纤维也得到气流的控制。胶圈的 设计还要保证纤维束的正常输 送和良好的滑 行状 态, 并在运转中不需经常维修保养。不同的纤维其 可集聚性也各不相同, 故利用超喂的方法使纤维被 顺利地抓取。十分柔顺的纤维超喂值可以是 0 , 而 对于某些刚性强的纤维, 则超喂可高达 4% , 才能顺 Cognetex 公司的 Com4 wool Com4 w ool 是 Cognet ex 公司专为加工长纤维 设计的经注册的紧密纺纱机。 Cognetex 是一家意 大利公司, 它同 Rieter 公司合作制造 了 IDEA 细 纱机。 Co m4 w o ol 紧密纺使纤维平行排列, 并压缩 了 纺纱三角区 , 生产的纱十分紧密光洁 , 且因所有 纤维被捻度的扭矩包入纱条, 故强力也提高了。紧 密纱的特殊结构和均匀度比普通环锭纱具有很多特 点。细纱机的前罗拉被一有孔的滚筒所代替 ( 见图 17) 。纤维在滚筒上被直接集聚。制造商称在纺制 羊毛产品时 , 有一个专门设计的带有斜轴的弹性控 制罗拉 , 以防止纤维穿出。 Com4 w o ol 紧密纺纱机
EliT e Compact Set -S ( 用于短纤维、 棉、 合纤及其混纺物 ) EliT e Compact Set -S EliCor e S EliT wist S EliCor eT w ist S 纱的类别 EliT e CompactSet -L ( 用于长纤维、 羊毛、 合 纤及 其混纺) EliT e Co mpactSet -L EliCor e L EliT w ist L EliCor eT w ist L
100%国产化全流程自动化纺纱车间构建与生产实践
Focus特别关注作者简介:卫 江,男,1963年生,高级工程师,主要从事纺织企业管理和纺织智能制造领域的研究工作。
作者单位:卫 江、田 青、付孝军,武汉裕大华纺织有限公司;夏治刚,武汉纺织大学。
文 | 卫 江 田 青 夏治刚 付孝军Abstract: The increasing labor costs promote automation and intelligence the important path for transformation and upgrading for spinning enterprises. Wuhan Yudahua Textile and Garment Group have invested in a full-process automatic spinning workshop with 100,000 spindles capacity of 100% domestic spinning machines, equipping with a complete set of domestic automatic, continuous and digital cotton spinning equipment. With the help of the “e” system, quality management system, intelligent environmental control system of Jingwei Textile Machinery Co., Ltd, the workshop established a new intelligent manufacturing model with high quality, high efficiency, independent control, remote operation and maintenance. In doing so, the demonstration application of the whole process of intelligent spinning can be realized, including fully intelligent spinning equipment, uninterrupted logistics, intelligent recycling of reusable cotton waste, and full information connection. The defective rate of products was reduced by 61.54%; the production efficiency was increased by 24.4%; the cost of operation was reduced by 32.67%; the cycle of product upgrading was shortened by 40%; the labor per ten thousand spindles was reduced by 72%; the energy consumption per unit output value was reduced by 17.5%. It broke the monopoly of foreign top-level intelligent spinning technology, solved the industry pain points such as high employee cost, high operation cost, high energy consumption per unit, and poor product consistency.Key words: intelligent spinning workshop; full process; new pattern; demonstration application100%国产化全流程自动化纺纱车间构建与生产实践纺织行业是劳动密集型产业,传统的资源消耗以及劳动力持续投入发展模式已经难以为继,机械化、自动化、智能化成为改造传统纺织产业、推进产业转型升Construction and Production Practice of 100% Domestic Full-process Automatic Spinning Workshop摘要:随着劳动力成本的日益增长,自动化、智能化已成为纺纱企业实现转型升级的重要途径。
sf纺纱技术

纺织科技—SF新型牵伸系统性能及使用效果由晋中市四方科技有限公司自主研制开发的应用于环锭细纱机上的最新专利产品----SF新型牵伸系统,自2008年下半年投放市场以来,经一年多的实践证明,SF新型牵伸系统的设计理念及纺纱方式是非常成功的,其最大特点是不论纺普梳纱还是精梳纱、纯棉或是纤维长度在38mm以内的纯化纤,在同机、同锭、同等配棉、同等纺纱条件下,成纱质量的各项综合指标均有不同程度的提高,尤其针对纤维短、整齐度差、短绒含量多的纯棉纺、涤棉混纺纱等,效果更为显著,根据2007乌斯特公报,其成纱条干CV一般均可提高一个档次以上,细节可减少70%以上,粗节50%以上,棉结30%以上。
牵伸形式明显优于原来的三罗拉平面直线牵伸或V型牵伸形式。
1 SF牵伸系统结构特点及功能SF新型牵伸系统是将细纱机车面上的牵伸结构经重新设计编排后,能将原细纱机的前中罗拉隔距由原来最小只能缩到18mm再不能缩小的基础上,现可缩小到13.5 mm,能缩小前区隔距,意味着缩小了纺纱浮游区。
生产中根据所纺品种和纤维长度,在一定范围内能根据需要调整前中罗拉隔距。
在硬件上首先做到缩小浮游区,使成纱质量得到最佳保障,同时在中后罗拉间根据现代纺纱理论又增设了一套新颖独特的能适应和满足高效工艺需求的后区集聚曲线牵伸装置,使纤维须条在纺纱时一经喂入喇叭口,进入后罗拉便受到控制,在后区的牵伸过程中,粗纱须条在两个带V形槽的压力棒上形成纵向摩擦力界并较好地集聚,运行由原直线运动改变为双V形曲线运动,提高了纤维的伸直度和集束度,进一步加强了对纤维变速点的控制、稳定牵伸力,使后区浮游纤维及短纤维处于握持状态,有效改善了后区牵伸条件。
2 牵伸形式及技术特点SF新型牵伸系统分为两种牵伸形式,一种为双短胶圈形式,直接由中罗拉驱动下胶圈,取消了涨力架和长胶圈,浮游区为最小,用于纺纯棉效果最佳。
另一种为长短胶圈牵伸,操作方便简捷,两种牵伸形式的前中罗拉中心距最小均为38.5 mm。
超细旦纤维高支纱的生产实践及质量控制

超细旦纤维高支纱的生产实践及质量控制作者:李洋来源:《纺织导报》2014年第01期摘要:对超细旦兰精木代尔AIR 120S赛络紧密纺纱线,从工艺路线、纺纱技术及各个工序生产过程中的注意点进行了试验及技术要点的把关,总结出一套完整的生产经验。
关键词:超细旦纤维;高支纱;工艺及质量控制;赛络紧密纺中图分类号:TS154 文献标志码:BProduction and Quality Control of High-count Yarn with Superfine-denier FiberAbstract: In this paper, the process route, the compact Siro spinning technology and the key technical points to be noticed for producing 120S yarn with superfine MicroModal? AIR were introduced in details and the production experiences were summed up.Key words: superfine-denier fiber; high-count yarn; process and quality control; compact Siro spinning1 纺纱工艺流程根据该纱线品质要求及纤维特性确定了以下生产工艺流程:FA002A圆盘抓棉机→FA022-6多仓混棉机→ZF1102A梳针开棉机→FA046A振动棉箱给棉机→FA141A单打手成卷机→FA224D梳棉机→JWF1310并条机(一并)→JWF1310并条机(二并)→立达D22C自调匀整并条机(三并)→FA497粗纱机→JWF1510细纱机→Polar L萨维奥自动络筒机。
2 主要技术参数及技术措施2.1 开清棉工序(1)根据超细旦木代尔纤维的特性,采用“短流程、多分梳、少打击、轻定量、低速度、薄喂入”的工艺原则;(2)流程中去掉了ZFA036混开棉机,ZF1102A开棉机配备梳针打手,降低各部打手的速度;(3)提高FA141风扇的速度,使筵棉均匀地输出。
技术发挥紧密细纱机高速潜能的实践

技术发挥紧密细纱机高速潜能的实践提高细纱机锭速对提高企业自身效益有很大的意义。
在不增加断头和能耗的前提下,增速就意味着增效。
但事实上在人、机、料、法、环都不变的情况下,提速势必会带来断头增加、管理难度增加、能耗增加、质量恶化等问题。
而提速一方面是检验设备、器材是否适合在高速下生产的方法,另一方面也在一定程度上考验企业自身的管理水平。
所以,提速对促进设备和专件器材的研发以及提升纺织企业自身管理水平有着积极的推动作用。
一、基本情况一家纱厂拥有三条立达公司全流程生产线,其中两条为立达紧密纺生产线,一条为配绪森公司紧密纺装置生产线。
所纺品种主要为精梳纯棉9.7 tex~7.3 tex机织用纱。
为了充分发挥立达K 42型细纱机设备的优势,我们有计划地挖掘该设备的最高产能,并详细记录了纱线质量、生产情况、耗能和后期的维护成本等。
二、原料指标AFIS总棉结数121粒/g,上四分位长度(UQL)38.86 mm,5%纤维长度44.45 mm,重量短绒SFC(W)3.6%,根数短绒SFC(n)15.4%,纤维细度1.48 dtex。
三、工艺流程A 11型抓棉机→B 11型预清棉机→B 70型多仓混棉机→B 60型精开棉机→C 51型梳棉机→SB 2型预并条机→E 32型条并卷→E 62型精梳机→RSB-D30型并条机→F 33型粗纱机→K 42型细纱机→Savio络筒机四、提速前的设备准备众所周知,设备状态的优劣不仅影响着纺纱质量和生产情况,在一定程度上也影响着吨纱能耗。
为了提高K 42型细纱机锭速并保证成纱质量的稳定,提速前首先需要对设备的基础状态做全面的检查和校准。
主要项目包括机架水平、钢领板和叶子板水平(以及钢领的水平)、喇叭口位置和吸风鼓状态。
喇叭口横动范围应严格控制在4 mm以内,且横动的中心与吸风鼓内的负压吸风槽中心对正,以减少因横动过大或横动偏向一侧造成纱线须条阶段性的偏离吸风负压槽,这在一定程度上会影响纱线的集聚效果,从而造成纱线质量和断头的波动。
不同类型紧密纺的纺纱效果及经济效益

不同类型紧密纺的纺纱效果及经济效益杨志清【摘要】近年来,由于紧密纺纱技术使成纱的毛羽显著减少、强力大幅提升、成纱的品质也得到了极大的改善.因而受到国内纺织界高度重视,并在生产实践中推广应用.为了使人们对紧密纺纱技术有更多更深入的了解,本文就不同类型紧密纺的纺纱效果及其经济效益和存在的问题作以简要的分析研究与探讨.1 紧密纺纱的类型目前,根据控制纤维的形式,紧密纺纱可分为负压集聚式和机械集聚式两大类.【期刊名称】《纺织导报》【年(卷),期】2012(000)001【总页数】3页(P71-73)【作者】杨志清【作者单位】山西省纺织科学研究所【正文语种】中文近年来,由于紧密纺纱技术使成纱的毛羽显著减少、强力大幅提升、成纱的品质也得到了极大的改善。
因而受到国内纺织界高度重视,并在生产实践中推广应用。
为了使人们对紧密纺纱技术有更多更深入的了解,本文就不同类型紧密纺的纺纱效果及其经济效益和存在的问题作以简要的分析研究与探讨。
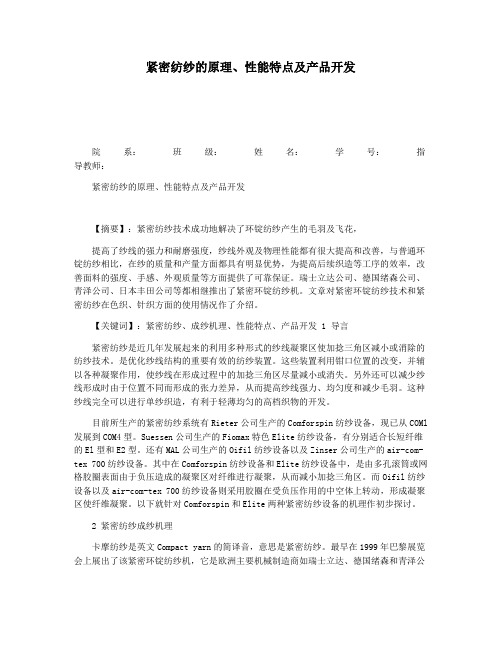
目前,根据控制纤维的形式,紧密纺纱可分为负压集聚式和机械集聚式两大类。
1.1 负压集聚式负压集聚式是利用负压气流使纤维须条收缩宽度的。
根据吸附、凝聚纤维须条的位置,又可分为A型、B型、C型和D型等 4 种。
A型是一种下凝聚、抽吸辊式;B型是上凝聚、带孔皮卷加罗拉式;C型是下凝聚、网格圈或织物圈加吸管式;D 型是下凝聚、网格圈或织物圈吸管、罗拉式。
这 4 种紧密纺纱装置,虽然结构和形式不同,都能获得较好的凝聚效果和纺纱效果。
只是在设备投资成本、运行成本、凝聚效能、品质影响、运行稳定性、维护特性和对原机牵伸机构的影响等方面各有侧重。
但从我国的国情、适用性和国产化方面考虑,其中C型装置的结构和形式特别适用于我国。
其原因如下:(1)使用C型紧密纺装置在原有环锭纺纱机上进行安装改造,其牵伸装置的尺寸和工艺部件基本上保持不变,只是在前罗拉的前方增加一套由异形截面吸管、网格状多孔网圈(33 000 目/cm2)和输出胶辊组成的装置,即成为一套结构性能完整的紧密纺纱装置。
紧密纺的特点、经济效益及存在问题的分析与探讨
l、紧密纺的特点
紧密纺纱技术特点概括的讲有两点:
1.1牵伸不集聚,集聚不牵伸
紧密纺是在传统环锭细纱机的牵伸装置前,加装了一个纤维集聚装置,以增加在纺纱三角区内对纤维 的控制,使牵伸后的纤维束在进入加捻区前向纱身的中心集聚。以缩小钳口处纤维须条宽度,进而消除纺 纱三角区,使成纱的毛羽显著减少。这种方法可以使牵伸和集聚分离,在牵伸区无集聚作用,在集聚区为 牵伸作用,从而避免了过去在牵伸区加集合器而影响摩擦力界的分布和稳定。在牵伸后的须条再经集聚过 程的效果就会使成纱毛羽大幅度减少,单纱强力和断裂伸长得以显著改善,成纱的常发性疵点也有明显的 减少。可以说紧密纺实现了牵伸而不集聚,集聚而不牵伸。
棉的话,纱线的品质指标可提高15%~20%。
③由于纺紧密纺时断头率低、纱线的强力高,所以在保持传统环锭纱线同等强力的情况下,可适当降
低紧密纱的捻度。因此,纺紧密纱可降捻提速,增加产量,同时还有利于降低机件的消耗,降低生产成本。 ④在利用紧密纺纱装置,纺紧密纺精梳纱时,可降低精梳落棉6%~12%,而不影响精梳的质量。
⑤由于紧密纺纱消除了纺纱三角区,细纱生产区域内飞花减少了85%,因而相应地提高了纺纱制成率,
降低了生产成本,改善了细纱生产环境。
⑥生产实践表明,在某种程度上,紧密纺粗梳纱可代替环锭纺精梳纱,这样经验降低生产成本。在利
用紧密纺纺毛纱时,纱线截面上纤维根数在最小值可以减少,还可利用具有较高的马克隆值的毛条直接纺 纱。
一样。因此企业在选择投资紧密纺纱时,一定要慎重,且不可盲目投资,应按照企业的实际情况和市场的
需求情况来定,一定要选好市场需要的紧密纺纱支数,防止为企业带来不必要的损失。
参考文献
【l】刘娜杨建忠.紧密纺纱技术发展现状简析(A),“德昌杯”2006年全国紧密纺纱技术研讨会论文集,
JWF1581型细纱机的结构特点及使用

Co tton Textile Techno logy
1 15
47
JW F1581型细纱机的结构特点及使用
刘志峰 管锦文 王彦增
(经纬纺织机械股份有限公司 )
摘要: 探讨 JW F1581型细纱机的结构特点及使用性能。阐述了 JW F1581型细纱 机的主要 技术规格、机
细纱是纺纱工程中的最后一道工序, 它将前 道工序纺成的粗纱, 通过牵伸、加捻, 纺制成符合 一定号数 (或支数 ) 和品质要求的细纱, 供后道工 序使用。根据棉纺织工艺学的原理, 细纱工艺参 数遵循适度加压、较小的后区牵伸、适当的钳口隔 距和罗拉中心距配置的原则。通过试纺试验, 选 择了较适宜的工艺组合。 C J 11 7 tex纱细纱机主 要 工 艺 参 数: 粗 纱 定 量 5 2 g /10 m, 锭 速 16 000 r /m in, 总牵伸 50 5倍, 后区牵伸 1 21倍, 罗拉隔距 18 mm 33mm, 钳口隔距 3 0 mm, 胶辊 加压 137 N 98 N 137 N, 捻系数 396, 配置绪森 H P-A3010型摇架, 胶辊加压 137 N 98 N 137 N, WRC965型胶辊, 瑞士 bracker 38 mm 钢领, C1 UL udr 8 /0号钢丝圈。 4. 3 成纱质量
自动化程度 高。全机由 PLC 自动控制纺纱 过程, 用户通过人机界面任意设定纺纱长度, 并根 据工艺要求设定十段变速曲线, 有效控制纺纱张 力, 减少细纱断头及毛羽。控制面板上设有工艺 参数 显示、故障提示及操作 调整菜单显示、留言 板; 人机对话操作菜单既简单、直观, 又易掌握、易 操作; 电气控制程序的设计更加完善、精确、可靠, 多处 设有限位保护, 使安全 性、可靠性进一步提 高。纺纱过程中随时关机, 都能自动适位停机; 需 要时, 可使钢领板提前自动下降及自动适位停机; 纺纱至规定长度时, 可使钢领板自动下降及自动 适位停机; 开机前能使钢领板自动复位; 在纺纱过 程中, 卷绕速度可自动设定十段变速; 机器运转中 能显示输出罗拉线速度、锭子转速、纺纱长度和捻 度; 中途落纱、满管落纱能自动接通供落纱机的电 源, 并在纺纱开始时能自动断开此电源; 开启车头 门, 机器自动停止。
JCF 14.5K(50%长绒棉)紧密纺纱工艺的设计毕业设计论文
JCF 14.5K(50%长绒棉)紧密纺纱工艺设计内容摘要本设计按客户要求、从纱线用途、原料及紧密纺的纺纱特性,进行合理的配棉和选择工艺流程以及各工序工艺参数设计,较详细阐述了JCF14.5K(50%长绒棉)紧密纺纱线纺纱各工序的技术要点、技术改进措施以及质量控制,确保JCF14.5K(50%长绒棉)精梳纯棉紧密针织纱能够顺利生产。
关键词:工艺参数、精梳、紧密纺、质量控制目录第1章总论 (1)1.1引言 (1)1.2主要经济指标 (1)1.3本设计特点的综合评价 (2)第2章原棉的选配 (4)2.1原料选配的原则和依据 (4)2.2本设计产品成纱对原棉的要求 (5)2.3本品种选配及特点 (5)第3章工艺流程确定与设备选型 (6)3.1工艺流程确定与设备选型的原则 (6)3.2各主要设备的技术特征 (6)第4章纺纱上机工艺设计 (14)4.1开清棉工艺 (14)4.2梳棉工艺 (17)4.3精梳工艺 (20)4.4并条工艺 (27)4.5粗纱工艺 (31)4.6细纱工艺 (36)4.7后加工工艺 (39)第5章机器配台 (41)5.1各工序计划产量计算 (41)5.2各工序每台日产量计算 (42)5.3各工序总日产量计算 (42)5.4各工序配台计算 (43)5.5各工序的设备配台表 (43)第6章质量控制 (45)6.1该设计产品各项试验指标 (46)6.2棉卷的质量控制 (47)6.3生条的质量控制 (48)6.4粗纱的质量控制 (49)6.5细纱的质量控制 (49)第7章总结 (51)参考文献 (51)第1章总论1.1 引言我所设计的紧密纱线JCF14.5K,选用的长绒棉占50%,适用于高档针织T恤等产品,纱线品质优良。
该纱线产品价格比环锭纺同支纱的售价可提20%~30%。
是本车间主要生产的品种之一。
1.2 主要经济指标1、生产品种:JCF14.5K(混用50%长绒棉)2、生产规模: 5万锭3、产量要求:120吨/月4、主要用途:针织T恤等高档产品5、主要销售产地:上海申安针织6、纱线分析:本设计品种为精梳紧密纺纯棉细特针织纱,主要用于高档针织T恤用纱等。
纱线结构特点及概述应用详述

六、不同纺纱型式纱线的应用
(一)环锭纱
历史悠久, 无可争辩的优势 ,占有主导地位 1. 产品应用广泛:适应所纺的品种繁多 2. 中高档纱线体现其价值 。 3. 缺点:流程长、毛羽多。卷装小、纺短、差纤维差,用工多 4. 低支纱6---32市场气流纺取代 ,中支纱20---60市场喷气涡流纺取
3. 随着技术的进步和高档转杯纺设备的引进,转杯纱在针织领 域的应用将会大大增强,其比例可望达到6∶4。
• 改善毛羽、强力,满足高档次面料和织造的要求 • 应用范围拓宽、应用理念在改变
色织——应用最多,紧密纱首先得到了讲究生活质量、钟爱 高档纯棉服饰的欧洲人追捧,据介绍欧洲80 %男衬衫用紧 密纱面料;
白织——高支高密织物(防羽布、斜纹、直贡、缎条) 针织——也有很强优势:经编、纬编等,如常常可以省去烧
图4 不同纺纱方法成纱的捻势对比
3. 涡流纱中由于有高比例的平 行纤维,捻回力小,同样具有 良好的后加工特性。
曲水流觞 生态 校 园 !
五、不同纺纱型式纱线特性比较
(四)抗起球性:弹力棉布氨纶汗布 粘胶 100% Ne30+ 氨纶 40d
线圈横列 线圈纵行
起球等级 3.5
起球等级 1.0
曲水流觞
生态 校 园 !
曲水流觞 生态 校 园 !
五、不同纺纱型式纱线特性比较
(六)耐磨性
1. 纱线的耐磨性与纱线的结构密切相关 2. 环锭纱由于纤维大多呈螺旋线形态,当反复摩擦时
,螺旋线纤维逐步变成轴向纤维,纱线易失捻解体 而很快磨断,因而耐磨性较差。 3. 转杯纱、喷气纱和涡流纱均由纱芯和外包纤维两部 分组成,纱线表面包有不规则的缠绕纤维,纱线不 易解体,同时纱线表面摩擦系数大,在织物中纱与 纱之间的抱合良好,不易产生相对滑移,故耐磨性 提高。 4. 相对于环锭纱,紧密纺纱的纤维排列整齐顺直,纱 线结构紧密,纤维不易脱散,因而纱线的耐磨性佳
JCF 14.5K50长绒棉紧密纺纱工艺毕业设计

JCF 14.5K50%长绒棉紧密纺纱工艺毕业设计目录第1章总论 (1)1.1引言 (1)1.2主要经济指标 (1)1.3本设计特点的综合评价 (2)第2章原棉的选配 (4)2.1原料选配的原则和依据 (4)2.2本设计产品成纱对原棉的要求 (5)2.3本品种选配及特点 (5)第3章工艺流程确定与设备选型 (6)3.1工艺流程确定与设备选型的原则 (6)3.2各主要设备的技术特征 (6)第4章纺纱上机工艺设计 (14)4.1开清棉工艺 (14)4.2梳棉工艺 (17)4.3精梳工艺 (20)4.4并条工艺 (27)4.5粗纱工艺 (31)4.6细纱工艺 (36)4.7后加工工艺 (39)第5章机器配台 (41)5.1各工序计划产量计算 (41)5.2各工序每台日产量计算 (42)5.3各工序总日产量计算 (42)5.4各工序配台计算 (43)5.5各工序的设备配台表 (43)第6章质量控制 (45)6.1该设计产品各项试验指标 (46)6.2棉卷的质量控制 (47)6.3生条的质量控制 (48)6.4粗纱的质量控制 (49)6.5细纱的质量控制 (49)第7章总结 (51)参考文献 (50)第1章总论1.1 引言我所设计的紧密纱线JCF14.5K,选用的长绒棉占50%,适用于高档针织T恤等产品,纱线品质优良。
该纱线产品价格比环锭纺同支纱的售价可提20%~30%。
是本车间主要生产的品种之一。
1.2 主要经济指标1、生产品种:JCF14.5K(混用50%长绒棉)2、生产规模: 5万锭3、产量要求:120吨/月4、主要用途:针织T恤等高档产品5、主要销售产地:上海申安针织6、纱线分析:本设计品种为精梳紧密纺纯棉细特针织纱,主要用于高档针织T恤用纱等。
为提高成纱质量,在原料选配中要选用原棉性能好,品级好,整齐度好,成熟度正常,线密度,强力较高,含杂率偏低的长绒棉,平均品级要达到2级以上,平均长度在33mm 左右,平均成熟度系数在1.8左右等。
F1510型细纱机结构特点及使用效果
摘要 : 分析 F50型细纱机的性能特点及纺纱效果。介绍了F50型细纱机机架部分、 11 11 车头传动及控
制部分的结构改进 与性能特 点以及 牵伸 装置 的配置情 况。在 F50型细纱机 上优化 配置 工艺 , 11 纺制 了 c1. 54
t 、 J 17t 针 织纱, e C . x x 1 e 并与具有不 同牵伸装置的 F 5 6型 细纱机进行 了纺纱对比。 实践表 明 , 11 细纱机 A0 F 5 0型 机构设计合理 , 工艺调 整方便 , 能可靠 , 纱质量稳定 。 性 成
t 高档针织用纱 , e x 经过一段时间纺纱实践, 设备 运转稳 定 , 品质量 和产 量有 了大 幅度 提高 , 备 产 设
的优 良性能也得到 良好发挥。下面就 F5 0 11 型细 纱 机 的结构 、 能改 进及 纺纱 效果 介绍 如下 。 性
( ) 机 采 用 40锭 , 普 通 细 纱 机 多 6 1本 8 比 0
fm a aoa l m ca i cne i t rcsi dut rl b rpr n t l ym uly r ehs esnbe ehns a r m, o vne oes gajs, ei l poet a ds he a q at. np n ae y a i
Ke r s S i igFa e t c r , r et,Dii , rqe c rnf m r K ii an Q a t yWod pn n rm ,S t e Po r n u r u p y r n FeunyTa s r e , n t gY r , uly vg o tn i
y m r p n n o a e t A 0 p n i gfa f i ee t r f s t h r ci es o st a 1 p n i g a wee s u ,a d c mp r d wi F 5 6 s i n n r me o f r n at e ,T e p a t h w h t 5 0 s i n n h df d c F1
紧密纺环锭细纱机生产中的实用技术

紧密纺环锭细纱机生产中的实用技术周永刚;王洁【摘要】文章简要叙述紧密纺系统运行的环境要求及运行中经常出现的问题、注意事项及针对问题的处理方法.【期刊名称】《机械管理开发》【年(卷),期】2010(025)002【总页数】2页(P127-128)【关键词】紧密纺;负压;异型管;牵伸系统【作者】周永刚;王洁【作者单位】经纬纺机股份榆次分公司,山西,榆次,030601;经纬纺机股份榆次分公司,山西,榆次,030601【正文语种】中文【中图分类】TS103.23+1.10 引言我国自2001年开始引进紧密纺纱,至今已在国内不断普及,紧密纺细纱机的生产实践不断成熟,现就当前紧密纺系统在生产运转中常出现的几种问题及解决办法探讨如下。
1 环境紧密纺系统是根据“负压”原理来实现紧密效果的,正是这种负压的效果使得整个紧密纺系统具有“吸尘器”的功能,极易吸取环境飞花等杂物。
如果紧密纺车与普纺车同在一个车间,你会发现紧密纺车尤为“脏”,这种状况并不是由于紧密纺车产生的飞花特别多(因紧密纺系统显著降低了环境飞花量),而是车间环境中的飞花都被这台“吸尘器”吸取了。
这样,不仅会严重影响紧密纺系统的正常运行及运行效果,而且显著增加维护成本,加剧零部件的磨损,在下文个例中各部位的纤维堆积现象,环境条件差均是其中因素之一。
紧密纺系统对环境的清洁度要求较高。
建议将配备紧密纺系统的细纱机放置在单独的车间内,而且,车间内要具备完善的除尘系统,这点对于机器的正常运转非常必要。
在购进设备之前就应具备。
2 设备状态2.1 调整EliTop准40输出大皮辊(图1)与异型管摩擦片(白色)的摩擦位(图2)图1 紧密纺EliTop外形图图2 异型管摩擦片外形将摇架正确加压,使大皮辊正确压在异型管(EliTube管)摩擦片上,调整EliTop 的摇架握持爪,使得摩擦位居摩擦片中间位,这样,利于成纱质量、减少异型管的磨损、网格圈得到正确的摩擦系数[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序 工 纱 密 紧 梳
浆 上 低 降 替 代 纺
低 降 率 量 质 线 纱
本 成 相 果 效 及
.
.
.
,
。
,
,
。
紧 4
生 纺 密
织 针 产
的 纱 用
践 实
物 衣 纱 织 针 我
括 挺 求 要 根 和 验 经 产 生 司 公
洁 光 的 户 客 据 8 1 模 规
密 紧 而 要 量 质 锭 万
可 正 纱 纺 反 及 以 求 密 紧 中 其
”
,
。
,
,
。
规 常 正 机
不 持 握 绒 长 般 一
,
,
,
布 织 针 说 但 纱 纺
因 原 些 这
,
。
,
几 无 差
。
。
装 拆 上 爪 型
钳 拉 罗 前
直 口
3 羽 毛 纱
以 l n I
纱 了 善 改
的 线
小 减 当 适
线 纱
物 衣 内 因 纱 织 两 近 结 总
若 外 为 纺 年
上 面 样 同
外
的 定
良 品 棉
6 8 2
男 盆 7 0 2
痛 二 角 存
纷 猫 国 鉴
业 疗 或
拜 卒 泞 功
考 布 工 友
坛 触
c 中 程 过 ) b
圈 格 网 ) 现 出 叩 T i l E
用 使 的 现 顿 打 面 里 件 部
格 网 少 减 检 若 象 桥 过 的
E 与 圈 时 及 不 修 齿 小 料 塑
之 e b u T i l 对 会 将 专 设 要 轮
成 计 设 辊 细 纺 密 紧
组 凑 紧 集 的 机 纱
方 能 件 为 式 形 聚
摇 从 地 便 皮 圈 格 网
前 的 架 动 传 辊
.
,
,
出 输 到 ) 3
并 口 钳 凝 压 负
集 在 且 倾 槽 狭 聚
张 设 区 线 纱 于 斜
伸 牵 力 方 出 输
纤 使 向
拢 收 在 维
的 集 聚
生 产 时 同
。
,
更 锭 环 总 纱 针 纺 密
缺 的 出 突 说 来 体 质 纱 织
锭 一 点 质 项 各 析 分 t
大 异 差 间 标 指 量
差 间 锭 细 干 条 (
、
;
。
) 质
现 体 大 异 粗 节
质 项 各 羽 毛
的 标 指 量 明 要 ) 等
大 b V C 普 于 好 显
常 们 我 锭 环 通
.
,
。
、
、
、
。
要 别 特 影 阴
锭 各 意 注 横 起
维 纤 聚 集 象 现
密 紧 的 条 了 除
致 一 要 度 匀 不 干
有 要 只 粗 节 细
锭 个 一 度 捻 节
好 子 大 匀 不
大 就 那 钱 C 量 重
布 了 响 影 锭 大
量 质 面 大 异 差 间
“
”、“
,
”
、
,
、
、
,
、
、
揩 ( 平 发 紧 3 4
跨 接 联 的 机 且 并
小 缩 度 窄 变 身
。
.
整 了 加 增 地 占 锭 万
.
.
。
,
,
、
,
,
,
,
龙 4 1 定 稳 的
板 墙 与 筋 构 结 性
采 接 联 的 趋 更 计 设
位 定 用 理 合
取 栓 螺
定 统 传 代
定 销 位
确 准 位
不 且 并
动 走 宜
机 了 高 提
安 的 架
.
,
。
,
,
延 靠 车 5 1 并 度
有 到 不 得 维 纤 后
整 调 利 吸 斜 倾 在
明 力 强 位 的 槽
低 降 显 果 如 置
显 明 羽 毛 当 不 置 位
多 增 响 影 会
效 聚 集
,
.
,
,
,
。
。
,
g 质 项 各 f
纺 密 紧 标 指 皿 要 须 必 )
由 须 必 大 较 成 造 对 人 专 有
程 过 存 还 中 在 备 设
取 汲 断 少 不 着 在 纱 纺 多 许
丰 脸 经 像 题 问 使 泛 广 厂
善 完 和 富 护 维 备 设 来 开 用
技 项 该 养 保 紧 是 可
大 更 术 作 操 转 运 备 设 纺 密
。
挥 发 度 程 配 艺 工 纺 密 紧 和
,
力 潜 其 管 及 以 1 竟 毕 术 技
擦 摩 外 洗 清 常 圈 格 网 为
一 数 系 其 短 缩 回 不 动 转 的
稳 和 性 致 至 : 命 寿 影 而 活 灵
性 定 的 洗 清 于 质 纱 成 响
清 料 材 格 网 : 量
时 洗 清 的 圈
根 要 等 间 只 期 周 洗
的 己 自 据 质 品 产 要
,
定 来 况 情 的 可 许 量
空 真 供 提 置 装 伸 牵 结 纺 密 紧
置 的 装 密 紧 及 构
子 锭 在 伸 牵 置
置 装 动 驱 包 件 元
装 安 下 架 摇 括
机 全 穿 贯 叩 T i l E
。
轴 的 / e b u T i I E
,
平 扁 过 通 圈 格 网
传 和 带 皮
轮 带 皮 动
独 单 对
.
:
:
,
、
、
行 进 扇
,
,
n i m / r 0 中 上 以
,
0 7 距 锭 纤 化 长
数 锭 . n I 纱 纺 适
0 8 4 范 号
,
.
.
.
5
,
,
,
,
多 种 品 也 ( 锭
原 纺 适 锭 它 其 可
广 围 范 料 ) 制 配 数
利 即 长 器 机
又 棉 配 于 9 1 L 度
成 低 降 可 宽 m n I 0 9
本 n l u I 6 2 8
动 驱
。
,
。
,
,
纺 适 机
线 纱
身 机 个 减 积 面
接 连 少
精 装
可 稳
的 耗 要 艺
管 笛
风 的
7 田 2
第 存 男 盆
国 鉴 窟 二
夯 或 功 瀚
卒 着 功 业
布 工 瑟 烈
坛 触 者
5 8 2
尹
5 4 ) 3
纱 在 纺 密 紧 主 有 带
中 程 过 一 是 置 装 元 动 传 机
角 三 纱 纺 动 自 全 个 化 强 的 件
捻 的 定 一
。
从 度
,
。
,
紧 3 ) 4
纺 密 适 构 结
果 效 纱 改 机 老 合
造
少 减 上 3
既 7 毛 线 纱 1
。
减 显 明 羽
尤 少
及 n m I 3 其
・
,
羽 毛 上 以
少 更
数 号 同 与
锭 环 通 普
比 相 纱
管 般 一
。
.
,
,
C 量 重 3
时 同 钱 纺 密 紧 2
飞 了 少 减 有 具 术 技
面 方 理 个 一 是
问 等 较 比
,
,
,
,
,
。
、
,
询 位 关
纺 密 紧
羽 毛 ;
; 干 条
技 ; 力 强
; 构 结 术
践 实
稳 较 比 0 5 1 P 帛
:
面 下 定 机 纱 细 有 织 纺 方
我 将 装 纺 密 紧 使 司 公 限
使 E U S 置 是 的 用
细 密 紧 公 N E S 机 纺 纬 经
.
,
,
,
,
,
提 内 吸 7 1 的 目
断 了 高 桶 风 棉
率 入 吸 头 长 狭 成 计 设
了 少 减 斗 漏 的
拉 罗 缠 证 保 形
象 现 辊 皮 尾 头 车
生 产 的 压 负 棉 吸
一 定 稳
锭 各 致
头 断 条 纱
、
,
吸 被 易 后
棉 吸 入
,
.
。
,
,
紧 2
技 纺 密
构 结 术
点 特
) 1 2
0 3 2 高
机 主 l n I
8 1 率 功
,
该 W K S
,
,
。
二
,
。
,
,
在 3 台 备 设 本 2 1
头 车 近 靠 增 量 产 时 用 采 机
各 处 尾 车 加 长 锭 0 8 4
一 加 增 式 形 车
板 墙 中 细 通 普 比
筋 龙 使 多 机 纱
车 与 梁 机 长 锭 0 6
尾 车 头 长 加 度
。
,
、
。
F 1 绍
细 O 1 5
结 机 纱
点 特 构
。
广 围 F 1
~ 2 7 9 8 4 一 任 1 5
( 特 6 8 纱 细 型 0
) 0 2 一 ~ 6 于 用 适 机
2 度 捻 型 及 棉
捻 4 7 1 ~ 3 纯 的 纤 化
m e 0 1 / 混 和 纺
0 1 速 锭 可 还 纺