PA66窗用异型材挤出成型模具设计
PA66罩壳注塑模具设计说明书
PA66罩壳注塑模具设计说明书1前⾔随着社会的经济技术不断地在向前发展,对注塑成型的制品质量和精度要求都有不同程度的提⾼。
塑料制品的造型和精度直接与模具设计和制造有关,对塑料制品的要求就是对模具的要求。
⽽我作为⼀名机械系材料成型与控制⼯程的学⽣,本⾝的学习和研究⽅向就是模具设计及其制造,这个PA66罩壳注塑模具的设计不仅仅能够把我⼤学四年所学的知识⽤到实处,也对我们进⼊岗位研究创新有⾮常巨⼤的意义。
注塑成型制品在整个塑料制品所占的数量最多,模具结构也多样、复杂,根据⽼师给我们的相关资料参考⽂献和专业⽼师的指导以及对塑料形状和材料特性的分析,我们还是很顺利的进⼊了完成了注射机的选择、分型⾯的选择、浇⼝的选择、型芯的设计、型腔的设计、模架的选择、冷却系统地设计等⼀系列⼯作。
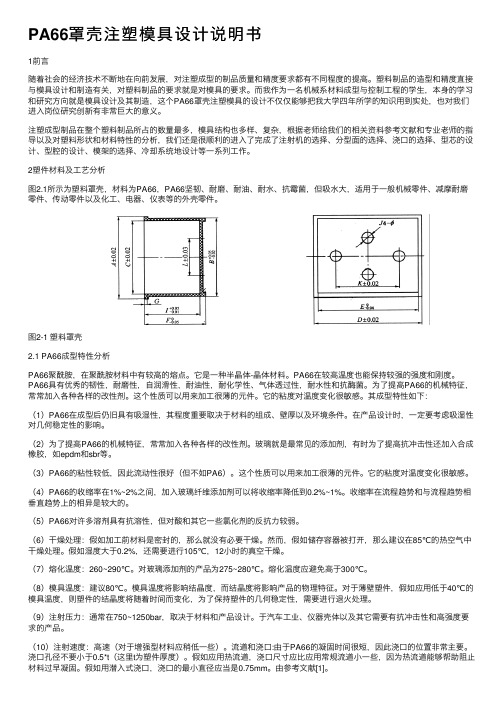
2塑件材料及⼯艺分析图2.1所⽰为塑料罩壳,材料为PA66,PA66坚韧、耐磨、耐油、耐⽔、抗霉菌,但吸⽔⼤,适⽤于⼀般机械零件、减摩耐磨零件、传动零件以及化⼯、电器、仪表等的外壳零件。
图2-1 塑料罩壳2.1 PA66成型特性分析PA66聚酰胺,在聚酰胺材料中有较⾼的熔点。
它是⼀种半晶体-晶体材料。
PA66在较⾼温度也能保持较强的强度和刚度。
PA66具有优秀的韧性,耐磨性,⾃润滑性,耐油性,耐化学性、⽓体透过性,耐⽔性和抗酶菌。
为了提⾼PA66的机械特征,常常加⼊各种各样的改性剂。
这个性质可以⽤来加⼯很薄的元件。
它的粘度对温度变化很敏感。
其成型特性如下:(1)PA66在成型后仍旧具有吸湿性,其程度重要取决于材料的组成、壁厚以及环境条件。
在产品设计时,⼀定要考虑吸湿性对⼏何稳定性的影响。
(2)为了提⾼PA66的机械特征,常常加⼊各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提⾼抗冲击性还加⼊合成橡胶,如epdm和sbr等。
(3)PA66的粘性较低,因此流动性很好(但不如PA6)。
这个性质可以⽤来加⼯很薄的元件。
它的粘度对温度变化很敏感。
塑料异型材挤出模具设计分析

·产品与市场·收稿日期:2010-11-23基金项目:高等学校博士学科点专项科研基金(2009);东北林业大学研究生论文资助项目(gram09)作者简介:王培剑(1986-),男,浙江人,硕士研究生;徐凯宏(1969-),男,哈尔滨人,教授,硕士生导师。
0引言挤出成型是聚合物加工中的一种重要的成型工艺,迄今已发展到用塑料与橡胶、钢材、木材、纤维、无机材料等复合挤出成型技术,是塑料成型加工的重要成型方法之一。
1挤出成型设计过程挤出成型时将塑料在旋转的螺杆与料筒之间进行传送、压缩、熔融塑化、定量地通过处于挤塑机头部的口模和定型装置、生产出连续型材,如图1所示。
2塑料异型材截面设计原则塑料异型材是指具有不规则截面形状的塑料挤出成型制品。
塑料型材种类繁多,型材截面较为复杂。
在设计异型材挤出模具之前,首先要对型材进行设计,设计原则有一下几点:(1)异型材结构简单为宜、壁厚尽量相等、呈对称布置。
(2)塑料异型材断面转角处圆弧过渡。
外侧转角圆弧至少为0.4mm 或壁厚的1/2。
同一部位的内处侧转角圆弧,以取同心圆弧过渡为好。
(3)塑料异型材表面很难达到高精度。
在满足使用要求的前提下,以选用低精度为宜。
具体可选用国家标准GB/T-14486-93中的MT5或MT6级,最低为MT7级。
(4)塑料异型材表面粗糙度,主要取决于模具流道机电产品开发与创新Development &Innovation of M achinery &E lectrical P roductsVol.24,No.1Jan .,2011第24卷第1期2011年1月The Design and Analysis of the Plastics Extrusion DieWANG Pei-Jian ,JIAO Guo-Chang ,XU Kai-Hong(Northeast Forestry University ,Harbin Heilongjiang 150040,China )Abstract:This article summarizes the design method of the plastics extrusion molding.Analyzing the three aspects :the design principle of the profile sectiont ,he design of the extrusion die head ,the design of the shaper.Elaborated the design process should be noticed,in order to better improve the design of the plastics extrusion die.Key words:plastic profile ;die orifice ;shaper塑料异型材挤出模具设计分析王培剑,焦国昌,徐凯宏(东北林业大学,黑龙江哈尔滨150040)摘要:概述了塑料异型材挤出成型设计方法。
pa66成型参数

pa66成型参数PA66是一种聚酰胺塑料(Polyamide 66),具有优异的力学性能、耐热性、耐磨性和耐化学腐蚀性。
它广泛用于汽车、电子电器、工程塑料等领域,具有很高的市场需求。
PA66成型参数是指在注塑成型过程中,对PA66材料和成型工艺所进行的调节和优化。
合理的成型参数能够保证产品质量、提高生产效率和降低成本。
下面将从材料选择、干燥处理、注塑成型工艺参数等方面介绍PA66的成型参数。
首先是材料选择。
在选择PA66材料时,需要考虑产品的使用环境和要求。
常见的PA66材料有加强改性、耐热改性、抗冲击改性等,可以根据需要选择不同的材料。
此外,还需要考虑材料的批次和供应商的可靠性。
其次是干燥处理。
PA66吸湿性较强,如果不进行干燥处理,加工过程中会产生气泡、缩短成型周期甚至导致产品质量下降。
干燥处理参数可以根据材料供应商提供的建议进行调整,通常干燥温度为70-80摄氏度,时间为4-6小时。
注塑成型过程中的温度参数也非常重要。
PA66的熔融温度一般在250-280摄氏度之间,一般来说,注射压力越大,成型温度应适当降低,以防止热分解。
成型温度参数的选择需要考虑材料的熔点、壁厚、产品尺寸等因素,可通过试模来优化调整。
此外,注塑成型过程中的冷却时间和压力也需要合理调整。
冷却时间通常根据产品的尺寸和壁厚来确定,过短会导致产品收缩变形,过长会降低生产效率。
压力参数的选择需要考虑产品的形状复杂性和壁厚,以保证产品充填性和密度。
成型模具的设计和加工也是影响成型参数的重要因素。
模具结构的合理设计可以减少注塑成型中的缺陷,如气泡、短冲、缺料等。
模具的表面光洁度和粗糙度也会对产品的外观质量产生影响。
此外,模具温度的控制也非常重要,可以通过加热油循环系统或水冷系统来控制模具温度。
最后是注塑机的选择和调节。
注塑机的锁模力和背压等参数需根据产品要求和模具设计来确定。
锁模力过大会造成模具开启困难,过小会导致产品开模时发生变形。
塑料异型材挤出模具ppt课件

精品
7
⑤要让型材坯料在离开模头之 前有足够的纯剪切流动过程
➢让料流在纯剪切流动的过程中尽可能充分地实 现弹性松弛,这也就是说,模头流道出口前都 要有一段足够长的平直段(或称成型段)。
➢平直段长度也绝不是越长越好。平直段长, 会增大背压,增加功耗;
➢会延长模塑料在高温段的停留时间,这尤其 对PVC塑料是十分不利的;
应的壁厚中心线之间的距离分别为Ao和Bo 设该 型材口模图形外形的长和宽分别为A’和B’,其
相应的口模缝隙中心线之间的距离分别为A0’ 和 B0’。
由于平缝口模的离模膨胀只发生在型坯壁厚
方向,所以可以认为该型材型坯的离模膨胀,以
口模缝隙中心线为中心对称发生,即型材壁厚中
心线之间的距离不受离模膨胀作用的影响,但仍
精品
精品
22
选择异型材的挤出中心——方法二
➢ 对于横截面形状较分散的异型材,这样的选择 会较有利于实现整个模头流道均衡地分流,对 提高模头的出料稳定性是大有好处的(图c)
精品
23
选择异型材的挤出中心——方法三
➢选择异型材横截面的主要型腔的中心,作为挤 出中心
➢或根据前两种选择方法作适当调整
精品
24
➢选择异型材的挤出中心,也就是在确定模头的 料流开始分流前的流道中心,与挤出生产线上 异型材截面的位置关系,这对实现均衡分流是 有影响的。
精品
27
口模截面图设计 P279
➢口模截面图(简称为口模图形)是挤出模头流 道出口的截面形状,是由挤出模头的型芯(包 括型芯镶件)和口模板(亦称成型板)两种零 件构成的。
➢口模图形确定了型芯(包括内筋)的外形和口 模板的内腔尺寸,是挤出模头上最关键的尺寸。 正确的口模图形是挤出模头设计的基本要求之 一。
挤出成型模具结构设计方案

挤出成型模具结构设计方案挤出成型模具在塑料加工中扮演着至关重要的角色,其结构设计直接影响着制品的质量和生产效率。
本文将探讨挤出成型模具的结构设计方案,旨在帮助提高生产效率和制品质量。
主要结构组成挤出成型模具主要由进料系统、螺杆、模腔和冷却系统组成。
进料系统负责将塑料颗粒送入螺杆,螺杆通过旋转和推进实现塑料的压缩和加热,而模腔则决定了最终制品的形状和尺寸。
冷却系统则用于快速降温和固化塑料制品。
结构设计要点1.螺杆设计:螺杆的设计直接关系到塑料在挤出过程中的压缩、混合和进料能力。
合理设计螺杆的螺距、螺槽深度和压力比可以有效提高生产效率和塑料的均匀性。
2.模腔设计:模腔的结构应考虑到制品的形状、尺寸和壁厚,以确保最终产品符合设计要求。
同时,必须考虑模腔的冷却系统,以避免制品变形和缺陷。
3.冷却系统设计:冷却系统的设计影响着挤出过程中塑料的温度控制和降温速度。
为了提高生产效率和制品质量,冷却系统应布局合理,确保塑料均匀、迅速地冷却固化。
4.材料选择:挤出成型模具的材料选择应考虑到耐磨性、耐腐蚀性和热传导性。
通常情况下,选择高强度、耐磨损的合金钢作为模具材料,以确保模具的寿命和稳定性。
结构优化建议1.流道优化:合理设计流道结构,减少塑料的流动阻力和压力损失,提高进料效率。
2.增加冷却通道:在模腔周围增加冷却通道,提高冷却效率,减少制品变形和翘曲。
3.模具光洁度:保持模具表面的光洁度,减少制品表面缺陷的产生。
4.辅助装置:考虑在模具中增加辅助装置,如拉伸机构或气动系统,以实现特定制品的形状和结构。
结语挤出成型模具结构设计是塑料加工生产中至关重要的环节,合理的设计方案可以提高生产效率、降低成本并保证制品质量。
通过本文的介绍,希望能对挤出成型模具的设计提供一定的指导和参考,以满足不同生产需求的要求。
挤压模-建筑铝合金型材(窗用)的模具设计

建筑铝合金型材(窗用)的模具设计摘要为了适应不同的地区、不同系列、不同用途的门窗结构以及其他的建筑结构需要,建筑铝合金型材的品种繁多,规格的范围也是十分的宽广。
据不完全的统计,世界上已经出现了上万种建筑型材。
建筑铝合金型材一般采用挤压的方法得到,而挤压工模具对于实现整个的挤压过程是有着十分重要意义的。
工具和模具结构的合理性是实现任何挤压的工艺过程的基础。
因为工模具结构是传递挤压力以及使金属产生挤压变形的关键部件;模具是使产品成形,并保证正确的形状、尺寸以及精度的基本部分;同时模具是保证挤压产品的内外表面质量中最重要因素之一;并且在一定程度上,模具可以控制产品的力学性能和内部组织。
因此,合理的挤压模具设计可以说是实现挤压生产中高产、低耗、优质的最重要保证之一。
本文论述了铝合金挤压模具设计的现状与发展趋势,介绍了挤压模具设计的步骤和关键点。
结合型材的特点设计了模具的分流孔、分流桥、模芯、焊合室、模孔、工作带和空刀的结构与尺寸。
关键词:建筑铝合金型材;挤压模具设计;平面分流模Design of extrusion die for aluminum alloy section forwindows of buildingsAbstractIn order to adapt to different regions, different series and different uses of doors ,windows and other architectural structures’ needs, architectural aluminum profiles and the range of specifications is very wide. According to incomplete statistics, the world has been out of the tens of thousands kind of building profiles. Architectural aluminum profiles generally are used by extrusion, and extrusion tooling is great significance to the whole of extrusion process.The consistency of tool and die structure is the basis of achieving any foundation extrusion process. Because the die structure is the key components of passing extrusion pressure and producing metal extrusion; Mold is the essential part of ensuring product’s correct shape, size and precision; The same time, mold is the most important factors to ensure the surface quality of the inner and outer of extrusion product ; The mold can control the mechanical properties and internal organization. Therefore, reasonable extrusion die design is one of the most important assurance of achieving extrusion production high yield, low cost and high quality.This paper discusses the situation and development trend of aluminum extrusion die design, and introduces the steps and key points of extrusion die design. The paper design the structure and size of mold sections’ diversion hole, split bridge, mold cores, welding chamber, the die hole, working part and empty knife.Key Words: Architectural aluminum profile;Design of extrusion die;Planar porthole die目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 概述 (1)1.2 模具在铝合金挤压生产中的重要作用与特殊地位 (1)1.3 国内外铝合金挤压模具技术的现状与发展趋势 (2)1.3.1铝合金挤压模具设计的现状 (2)1.3.2铝合金挤压模具技术的发展与趋势 ............................... 错误!未定义书签。
塑料门窗用胶条后共挤模具的设计

塑料门窗用胶条后共挤模具的设计
杨宁
【期刊名称】《中国塑料》
【年(卷),期】2012(000)005
【摘要】介绍了塑料门窗用胶条后共挤模具的设计过程,并提出了渐变增压式流道、增设预热块、螺钉点定位等设计思路。
采用渐变增压式流道有效保证了挤出压力;增设预热块延长了与塑料异型材复合位置的加热时间,进而提高了胶条与塑料异型材的黏结强度;采用螺钉对塑料异型材进行点定位,使得挤出阻力减小,有效提高了挤出速度。
生产实践证明,此后共挤模具定位准确、操作简单,有效解决了塑料异型材定位不准、胶条黏结不牢等问题。
【总页数】4页(P112-115)
【作者】杨宁
【作者单位】连云港杰瑞模具技术有限公司江苏连云港222006
【正文语种】中文
【中图分类】TQ320.663
【相关文献】
1.PVC-U塑料异型材后共挤模具设计 [J], 汪云生;孙红玉
2.提高塑料异型材后共挤胶条粘结强度的研究 [J], 曾总结;常波
3.塑料异型材后共挤模具的设计 [J], 段方高
4.青岛中科推出新型彩塑共挤机和PVC胶条共挤机 [J],
5.钢塑共挤模具过渡拖动段成型分析与模具结构优化设计 [J], 张华;陈丰
因版权原因,仅展示原文概要,查看原文内容请购买。
隔热条异型材挤出模具设计
隔热条异型材挤出模具设计
付秀娟;刘长生;周爱军
【期刊名称】《工程塑料应用》
【年(卷),期】2004(32)8
【摘要】通过对隔热条异型材截面形状及原材料挤出成型性能的分析,设计了异型材挤出口模形状、流线形流道及挤出模具结构.经实践证明,该模具口模形状及尺寸设计正确,流线形流道设计合理,能生产出满足尺寸精度要求的隔热条异型材.
【总页数】3页(P55-57)
【作者】付秀娟;刘长生;周爱军
【作者单位】武汉化工学院材料科学与工程学院,武汉,430073;武汉化工学院材料科学与工程学院,武汉,430073;武汉化工学院材料科学与工程学院,武汉,430073【正文语种】中文
【中图分类】TQ320.52
【相关文献】
1.塑料异型材挤出模具设计分析 [J], 王培剑;焦国昌;徐凯宏
2.硬质PVC异型材挤出模具设计方法 [J], 张广芬
3.异型材挤出生产中整体直通串联式定型模具设计 [J], 冯志新;刘华刚;郝瑞参
4.PA66窗用异型材挤出成型模具设计 [J], 付秀娟;刘红霞;唐少兵
5.PA66窗用隔热异型材挤出模具设计 [J], 付秀娟;刘红霞;沈学
因版权原因,仅展示原文概要,查看原文内容请购买。
尼龙66挤出成型工艺条件

尼龙66挤出成型工艺条件一、引言尼龙66是一种热塑性高分子材料,具有良好的物理性能和热稳定性,被广泛应用于各个领域。
挤出成型是尼龙66加工的一种常用工艺,本文将详细介绍尼龙66挤出成型的工艺条件。
二、挤出成型原理挤出成型是通过将塑料熔融后挤出成型口,然后通过模具冷却固化得到所需形状的工艺。
尼龙66的挤出成型过程主要包括塑料熔融、挤出、冷却和固化四个阶段。
三、工艺条件1. 温度控制:尼龙66的熔融温度一般在250℃-280℃之间,具体的熔融温度需要根据材料的牌号和厂家提供的工艺参数进行调整。
熔融温度过低会导致熔体流动性不佳,熔融温度过高则容易引起材料分解和气泡等缺陷。
2. 挤出速度:挤出速度是指塑料在挤出机进料段的进料速度,一般控制在10-30mm/s之间。
挤出速度过快会导致熔体温度下降过快,挤出速度过慢则会导致熔体在挤出机内停留时间过长,容易引起熔体分解和降解。
3. 模具温度:模具温度是指模具表面的温度,一般控制在80℃-100℃之间。
模具温度过低会导致产品冷却速度过快,容易引起产品表面缩孔和收缩不均匀;模具温度过高则容易引起产品收缩不足和变形。
4. 冷却方式:常用的冷却方式有自然冷却和水冷却两种。
自然冷却速度较慢,适用于产品尺寸较小、精度要求较高的情况;水冷却速度较快,适用于产品尺寸较大、生产效率要求较高的情况。
5. 挤出压力:挤出压力是指挤出机内塑料的压力,一般控制在50-100MPa之间。
挤出压力过低会导致挤出速度不稳定,产品表面光洁度差;挤出压力过高则容易引起产品收缩不均匀和内部应力过大。
6. 挤出机参数:挤出机的螺杆直径、螺杆长径比、螺杆转速等参数也会对挤出成型的工艺条件产生影响。
一般来说,螺杆直径较大、螺杆长径比较小、螺杆转速较低的挤出机适用于尼龙66的挤出成型。
四、注意事项1. 要保证挤出机的清洁,避免杂质和污染物的混入,以免对挤出成型的产品质量产生影响。
2. 挤出过程中应定期检查模具和挤出机的磨损情况,及时更换损坏的部件,以确保挤出成型的稳定性和产品的质量。
PA66窗用异型材挤出成型模具设计

PA66窗用异型材挤出成型模具设计某窗用隔热异型材制品如图1所示,其主要用于塑料门窗玻璃之间的连接、密封及其它的工程领域。
所用原材料为25%玻纤增强尼龙66 ( PA66) 。
由图1可知,该制品的主要装配尺寸有公差要求,制品截面较复杂且截面壁厚不同,外壁壁厚为1.4mm,内筋壁厚为1.0mm。
由于该制品是具有一定截面形状的连续型材,故采用挤出成型工艺。
异型材复杂的形状及尺寸精度要求对挤出成型模具的设计也提出了较高的要求,在多次试模的基础上,笔者最终完成了口模、流道及定型模的设计,所加工的挤出成型模具能成型出符合要求的制品。
1 成型模设计1. 1 口模截面形状设计模具口模设计正确与否,直接影响到从机头中成型出的半成品的截面形状。
该制品各处壁厚有差异,在厚度不同的异型模中,较厚的部分因阻力小而流速快,较薄的部分则流速慢。
因此制品的牵引速率与薄的部分相吻合时,则在厚的部分出现弯折,产生波纹;而当牵引速率与厚的部分相吻合时,则薄的部分变得更薄,易在边缘产生锯齿状开裂。
因此在模具设计中应保证熔体在流道每一截面的均衡流动,流道设计是否合理直接影响口模出口处的制品截面形状。
笔者根据原材料的收缩率为0.3% ~1.4%,成型后尺寸收缩较小,并考虑到材料离模膨胀及随后的冷却收缩、牵引及异型材本身非对称形状对离模膨胀及收缩的综合影响,所设计的口模形状如图2所示。
1. 2 流道设计流道形状设计是异型材挤出模具设计的要点。
该制品截面形状复杂,只有正确设计流道的截面形状,才能保证物料根据制品的截面形状均匀分配、充满口模,得到需要的制品截面形状。
制品截面形状复杂,口模各处对物料的流动阻力不同,只有设计成流线形流道,才能保证口模各处的料流速率一致,保证制品正确的截面形状。
笔者设计的流道为流线形,主要几何设计参数见图3中的标注。
(1)压缩比ε模具压缩比是流道设计的重要参数,合理的压缩比可得到致密的具有较高力学性能的异型材,由于25%玻纤增强PA66的流动性较好,在挤出过程中不易选用过大的压缩比,故选取ε=4。
塑料异型材挤出模具设计分析

文献标识 码 :A d i 0 9 9j sn10 — 6 32 1 .1 2 o: . 6 /. s. 2 6 7 .0 1 . 1 13 i 0 O0
The De i n a sg nd Ana y i ft asis Ex r i i l sso he Pl tc t uson D e
型制 品 。塑 料型材 种类 繁多 ,型材 截 面较为 复杂 。在设
收稿 日期 :2 0 1 2 01 —1 — 3
基金 项 目: 高等 学校 博 士 学科 点 专 项科 研 基  ̄ ( 0 ) 东 北林 , 2 9; 0 业 大 学研 究 生论 文 资 助 项 目f rm0 ) a 9 g 作者简介: 王培 剑 ( 8 一 , 男 ,浙 江人 ,硕 士研 究 生 ;徐 1 6) 9
K e r s lsi r fe; de o f e;s a e y wo d :pat p o l c i i ri i c h pr
0 引言
挤 出成 型 是聚 合 物加 工 中的 一种 重 要 的成 型工 艺 , 迄 今 已 发 展 到 用 塑 料 与 橡 胶 、 钢 材 、木 材 、纤 维 、无 机 材 料 等 复 合 挤 出 成 型 技 术 ,是 塑 料 成 型 加 工 的重 要 成 型 方 法之 一。
分析 、异型 材定 型模设 计 三个 方面进 行 分析 。 阐述 了设 计过 程 应该 注 意的 事项 ,以便 更好 的完善
pa66挤出工艺

pa66挤出工艺
PA66挤出工艺是一种常见的塑料加工工艺,用于制造各种PA66制品。
以下是PA66挤出工艺的步骤:
1. 原材料准备:根据生产需要,准备好足够的PA66颗粒和辅助材料,如稳定剂、润滑剂等。
2. 干燥:将PA66颗粒干燥,去除其中的水分和其他挥发性物质,以防止成型时出现气泡等缺陷。
3. 配料:将PA66颗粒与其他辅助材料进行混合,制备成适合挤出成型的物料。
4. 挤出成型:将配制好的物料通过挤出机进行加热和熔融,然后通过模具口挤出,形成所需的形状。
5. 冷却定型:通过冷却水或空气等介质对挤出的制品进行冷却,使其保持稳定的形状。
6. 牵引收卷:将冷却后的制品牵引至收卷机上,进行收卷和包装。
7. 质量检测:对挤出的制品进行质量检测,如外观、尺寸、物理性能等,确保符合要求。
在PA66挤出工艺中,温度控制是关键因素之一。
温度过高可能导致物料降解或颜色变化,而温度过低则可能导致制品出现气泡或韧性不足等问题。
因此,需要精确控制挤出机和模具的温度,以确保制品的质量和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PA66窗用异型材挤出成型模具设计
作者:付秀娟
某窗用隔热异型材制品如图1所示,其主要用于塑料门窗玻璃之间的连接、密封及其它的工程领域。
所用原材料为25%玻纤增强尼龙66 ( PA66) 。
由图1可知,该制品的主要装配尺寸有公差要求,制品截面较复杂且截面壁厚不同,外壁壁厚为1.4mm,内筋壁厚为1.0mm。
由于该制品是具有一定截面形状的连续型材,故采用挤出成型工艺。
异型材复杂的形状及尺寸精度要求对挤出成型模具的设计也提出了较高的要求,在多次试模的基础上,笔者最终完成了口模、流道及定型模的设计,所加工的挤出成型模具能成型出符合要求的制品。
1 成型模设计
1. 1 口模截面形状设计
模具口模设计正确与否,直接影响到从机头中成型出的半成品的截面形状。
该制品各处壁厚有差异,在厚度不同的异型模中,较厚的部分因阻力小而流速快,较薄的部分则流速慢。
因此制品的牵引速率与薄的部分相吻合时,则在厚的部分出现弯折,产生波纹;而当牵引速率与厚的部分相吻合时,则薄的部分变得更薄,易在边缘产生锯齿状开裂。
因此在模具设计中
应保证熔体在流道每一截面的均衡流动,流道设计是否合理直接影响口模出口处的制品截面形状。
笔者根据原材料的收缩率为0.3% ~1.4%,成型后尺寸收缩较小,并考虑到材料离模膨胀及随后的冷却收缩、牵引及异型材本身非对称形状对离模膨胀及收缩的综合影响,所设计的口模形状如图2所示。
1. 2 流道设计
流道形状设计是异型材挤出模具设计的要点。
该制品截面形状复杂,只有正确设计流道的截面形状,才能保证物料根据制品的截面形状均匀分配、充满口模,得到需要的制品截面形状。
制品截面形状复杂,口模各处对物料的流动阻力不同,只有设计成流线形流道,才能保证口模各处的料流速率一致,保证制品正确的截面形状。
笔者设计的流道为流线形,主要几何设计参数见图3中的标注。
(1)压缩比ε模具压缩比是流道设计的重要参数,合理的压缩比可得到致密的具有较高力学性能的异型材,由于25%玻纤增强PA66的流动性较好,在挤出过程中不易选用过大的压缩比,
故选取ε=4。
(2)压缩角β熔料离开分流锥支架后,应能很好地融合形成异型材型胚,因此流道应有一定的压缩角β,通常取β= 25°~50°。
该玻纤增强PA66粘度适中,故取压缩角β=40°。
(3)扩张角(分流角)α异型材截面高度小于机筒内径而宽度大于机筒内径时,模具过渡体内腔的扩张角α应控制在70°以下。
对于热敏感的塑料应控制在60°左右。
本设计中取扩张角α= 53°。
(4)收缩角β′设计一定的收缩角可保证熔体受到一定的阻力时能得到致密的异型材。
取收缩角β′= 44°。
1. 3 成型模结构
在口模及流道形状设计的基础上,通过选用合理的几何参数设计的成型模如图4所示。
该模具整体结构简单,易于加工,流道内腔复杂,需采用整体加工。
1—螺钉; 2—压板; 3—凸块; 4—机筒; 5—法兰; 6—栅板;7—分流器及支架; 8—压缩体; 9—芯棒; 10—口模;
11—加热圈
图4 PA66窗用异型材成型模结构示意图
2 定型模设计
2. 1 定型模截面形状设计
制品的几何尺寸、形状和精度由定型模来控制,因此定型模的尺寸设计至关重要,考虑后续的冷却收缩及牵引的影响设计的定型模。
2. 2 定型模结构
根据制品使用要求及复杂截面形状的特点,笔者选用真空定型方式定型,对冷却传热面积及真空吸附面积均经过严格计算确定。
由于制品结构复杂,定型模需用组合结构,以易于加工装配。
3 结论
笔者设计的PA66窗用异型材挤出成型模具尺寸是在多次试模的基础上得到的最后设计结果。
经实践证明,该模具口模形状及尺寸设计正确,流线形流道设计合理,定型方式可靠,结构易于加工,生产出的异形材满足尺寸精度要求。