焊点可靠性研究
无铅焊点的可靠性及其验证试验

无铅焊点的可靠性及其验证试验编辑: panda-liu无铅焊点的可靠性及其验证试验by John H. Lau Agilent Technologies, Inc. EMA摘要本研究中对RoHS符合产品的可靠性进行了研究,重点是无铅焊点的可靠性。
焊料在电子组装中是一个电的和机械的―胶水‖。
无铅焊料提供的特性是否会让业界在未来一直依赖它?本文无法给出结论!然而,我们试图帮助所有从事这项工作的人更好地理解为什么或应该如何去做,以便他们在未来能够找出答案。
引言R oHS中规定禁止使用铅(Pb),汞(Hg),镉(Cd),六价铬(Cr6+),PBB(多溴联苯),PBDE(多溴二苯醚)等6 种有害物质,实施日期是2006年7月1日。
这意味着,从这天起,所有的EEE(电气、电子设备),除那些豁免的之外[1,2,3],如果他们含有这6种禁用物质,都不能在欧盟市场上销售。
无-X (如无- 铅)的定义是什么?这6种禁用物质在任何一个EEE的均匀材质中所允许的最大浓度值(MCV)已在EU公报上公布,并在2005 年8月18日立法[4]。
它陈述:条款5(1)(a)规定,铅、汞、六价铬、多溴联苯(PBB),多溴二苯醚(PBDE)均匀材质的MCV 为0.1%重量百分比,镉的MCV为0.01%。
简单地讲,以无铅为例,定义为任何一个EEE在所有的(单个的)均匀材质中,铅含量小于0.1wt%。
什么是均匀材料?它定义为不能进一步分解成不同材料的单一材料。
更多的―均匀材料‖解释,请参看[5]。
本文重点仅讨论Pb有害物质。
当今,焊料合金多半使用的是63Sn37Pb,熔点183℃。
不久前,多于1 0 0种无铅焊料合金存在于世,如[6]中表3.1 所示。
然而,今天电子业界主要的无铅焊料是Sn(3-4)wt%Ag(0.5-0.7)wt%Cu (或简称SAC),熔点217 ℃,比铅锡焊料合金的熔点高34℃。
印制电路板组装采用SAC焊料(替代SnPb)时,元件和PCB将承受更高的焊接温度,且他们在成本、性能和可靠性方面有很大的不同[10]。
应用电阻法进行锡基无铅焊点可靠性的研究的开题报告
应用电阻法进行锡基无铅焊点可靠性的研究的开题报告一、研究背景和意义随着电子设备的快速发展,无铅焊接已成为电子工业的趋势。
锡基无铅焊点在电子封装中得到了广泛应用,但由于其介质层的复杂性,焊点可靠性问题一直存在,成为制约无铅焊接技术推广的重要瓶颈之一。
因此,针对锡基无铅焊点的可靠性问题进行研究,具有重要的理论和实际意义。
目前,对锡基无铅焊点的可靠性研究主要采用了脉冲电流法和剪切测试法。
但这两种方法都存在一定的局限性,例如脉冲电流法只适用于表面可靠性的评估,而剪切测试法受样品尺寸的影响较大。
因此,本研究考虑采用电阻法进行锡基无铅焊点可靠性的研究。
电阻法是一种简单、直观、有效的测试方法,广泛应用于材料的力学性能评估和非均匀性分析。
该方法基于欧姆定律,通过测量材料电阻来评估其力学性能和非均匀性。
在锡基无铅焊点的研究中,电阻法可以通过测量焊点电阻的变化,来评估焊点在加热冷却过程中的变形和应力分布,从而对焊点的可靠性进行研究。
二、研究内容和方法本研究将通过应用电阻法,研究锡基无铅焊点在加热冷却过程中的变化和应力分布,进而评估焊点的可靠性。
具体内容和方法如下:1. 锡基无铅焊点样品的制备选取常用的QFN封装作为研究对象,在PCB基板上制备焊盘,并使用无铅焊料进行焊接,制备出焊点样品。
2. 电阻测试装置的构建构建电阻测试装置,包括电压源、电流源、万用表等设备,以及用于焊点加热的恒温箱和温度控制器。
3. 焊点电阻的测量和分析将焊点样品放置在恒温箱中,通过调节温度控制器控制恒温箱的温度变化,测量焊点电阻的变化,并分析其在加热冷却过程中的变形和应力分布。
4. 结果分析根据测量结果,分析焊点在加热冷却过程中的变形和应力分布,并评估焊点的可靠性。
同时,与其他测试方法进行比较,验证电阻法在评估焊点可靠性方面的有效性。
三、研究预期成果本研究旨在通过应用电阻法,研究锡基无铅焊点在加热冷却过程中的变化和应力分布,进而评估焊点的可靠性。
QFN器件封装技术及焊点可靠性研究进展

QFN 器件封装技术及焊点可靠性研究进展随着电子设备的不断发展和更新,对器件的封装方式也提出了更高的要求。
传统的DIP(Dual in-line Package)和SOP(Small Outline Package)封装已经不能满足高密度、小体积的产品设计要求,QFN (Quad Flat No-leads)封装因其小尺寸、易于制造和高可靠性的特点受到了广泛的关注和应用。
本文将综述QFN 器件封装技术及其焊点可靠性研究进展。
一、QFN 封装技术的发展QFN 是一种新型的小封装器件,其与SOP 封装相比较,具有尺寸更小,耐机械应力和环境温度变化的能力更强,并且因其无引线封装技术,可以减少因引线老化、断裂导致的坏点率。
随着QFN 应用的不断推进,越来越多的生产厂家开始研究和开发QFN 封装技术。
目前基于QFN 封装技术已经发展出了多种类型,常用的有QFN、DFN、SON 封装。
QFN 封装结构特点QFN 封装结构示意图如下图所示:QFN 封装通常会有金属片和封装耳两个部分。
金属片是做为引子追踪结构,充当芯片和基板的连接。
封装耳的设计旨在增加由于温度差异及机械应力的变化而可能导致的应力释放功能。
同时,又因为QFN 封装表面积小,增加封装耳的数量没有大尺寸封装那么容易。
因此,在QFN 封装中,采用封装耳的技术,但是数量要限制,大约在周边6 个位置左右。
QFN 封装工艺步骤QFN 封装工艺主要包括芯片焊接、烤合、粘接和切割等步骤。
该流程包括如下工艺步骤:Step1:基板清洗基板的清洗是为了去除表面的污垢,确保焊接质量。
Step2:芯片焊接将芯片银浆点焊到基板下面,然后将芯片与基板烤合在一起。
Step3:烤合在热板上,加热芯片和基板,使之彼此结合。
Step4:粘接在芯片上部涂上粘接剂,将芯片贴到基板上。
Step5:切割采用拉丝式切割,即先在芯片上把一定深度的切缝拉开,再用剪刀或切割机进行切割。
以上这些步骤构成了QFN 器件封装过程中的主要流程,总体来说相比传统的SOP 封装方式而言,QFN 封装流程更加的严格,也更加复杂。
LCCC封装器件焊点可靠性研究
LCCC封装器件焊点可靠性研究摘要:LCCC封装器件具有体积小和电性能好的特点,因此应用越来越广泛。
但是,由于其无引线特点,以及本体材料与基板FR-4材料的热膨胀系数不匹配,在温度变化过程中焊点应力集中,容易导致疲劳失效。
在分析LCCC封装器件高可靠焊接要求和影响焊点可靠性寿命因素的基础上,分别选择28引脚、44引脚和64引脚三种LCCC封装器件进行焊接试验,并通过温度循环试验验证焊点的可靠性,最终得出验证结果。
关键词:LCCC;焊点;可靠性Abstract: The LCCC package has the advantages of small volume and goodelectric properties, so it is widely used. However, the stress concentration ofsolder joint of LCCC package easily causes the creep-fatigue damage as thetemperature change, because of LCCC package characteristics of no leads, theco efficient of thermal expansion doesn’t match with FR-4. Select 28 pin, 44 pinand 64 pin package for soldering experiments, and verify the reliability ofsolder joints through the temperature cycling test, according to therequirements of high-reliablility soldering and the factors which affectrelialility of solder joint. And get the guidance to improve soldering qualityof LCCC packag.Key Words: LCCC; Solderjoint; ReliabilityLCCC(Leadless Ceramic Chip Carrier,无引线陶瓷芯片载体)封装器件作为有代表性的无引线封装器件,因其具有小型化、高密度与高可靠性的特点而在军品中广泛应用。
QFP焊点可靠性研究

Vo1 1 0
.
电
பைடு நூலகம்
子
与
封
装
,
No 1 2
.
ELECTRONI CS & PACKAGI NG
总 第9 2期 21 0 0年 1 2月
封0; 装
组 装 与 测{ 试
QF 点可 靠性 研 究 P焊
邓 小 军
( 锡 创立 达 科 技 有 限 公 司 ,江 苏 无锡 2 4 4 ) 无 1 12
中图分类号 :T 3 59 文献标 识码 : N 0. 4 A
文章编号 :18 .0 0 (0 0 20 0 .4 6 117 2 1 )1.0 80
Ree rho l blyo PS le on sa c nRe a it f i i QF od r it J
DN E GXi - n aj ou
然而铅 对人 体存 在神 经毒性 等 危害 ,对环境 存 在重
金属污染【,使得无铅化的 I ” c引脚焊点研究早在 17 0 9
年 代就 已受到业 界的重视 。
2 Q P焊 点 的 A YS模 型 F NS
塑性 应变 是引起 焊 点材料 失效的 主要原 因 。 由 于 QF P引脚厚度较 大及焊 点对其有 约束性 ,故将其 简化 为平 面应 变 问题 。
rsace o la—e le . h l t riite i fc r hc f tte ea i y fh lejit eerhs fedf e odr T e a i sa n at i a e sh lbl te o ron r s s p sc t n sh ma o w h f c r i i o t sd i et nc p caig acrig osles i f rn e met (n bAg u n t , l l e ne c o i akgn ,cod dr w t d f e tl ns S , , , )ad a owe a ua l r s nt o h ie e P C ri cc t te l t ri o t F l r i i nte met to dr lp mprt e yl g od in, h a is a f e P o ej nw t f i e nme d n emut lt ea r cn n io s p sc t n h Q s d o t h i el h u i ee u c i c t
焊点可靠性研究详解

SMT焊点可靠性研究前言近几年﹐随着支配电子产品飞速发展的高新型微电子组装技术--表面组装技术(SMT)的飞速发展﹐SMT焊点可靠性问题成为普遍关注的焦点问题。
与通孔组装技术THT(Through Hole Technology)相比﹐SMT在焊点结构特征上存在着很大的差异。
THT焊点因为镀通孔内引线和导体铅焊后﹐填缝铅料为焊点提供了主要的机械强度和可靠性﹐镀通孔外缘的铅焊圆角形态不是影响焊点可靠性的主要因素﹐一般只需具有润湿良好的特征就可以被接受。
但在表面组装技术中﹐铅料的填缝尺寸相对较小﹐铅料的圆角(或称边堡)部分在焊点的电气和机械连接中起主要作用﹐焊点的可靠性与THT焊点相比要低得多﹐铅料圆角的凹凸形态将对焊点的可靠性产生重要影响。
另外﹐表面组装技术中大尺寸组件(如陶瓷芯片载体)与印制线路板的热膨胀系数相差较大﹐当温度升高时﹐这种热膨胀差必须全部由焊点来吸收。
如果温度超过铅料的使用温度范围﹐则在焊点处会产生很大的应力最终导致产品失效。
对于小尺寸组件﹐虽然因材料的CTE 失配而引起的焊点应力水平较低﹐但由于SnPb铅料在热循环条件下的粘性行为(蠕变和应力松弛)存在着蠕变损伤失效。
因此﹐焊点可靠性问题尤其是焊点的热循环失效问题是表面组装技术中丞待解决的重大课题。
80年代以来﹐随着电子产品集成水平的提高,各种形式﹑各种尺寸的电子封装器件不断推出﹐使得电子封装产品在设计﹑生产过程中,面临如何合理地选择焊盘图形﹑焊点铅料量以及如何保证焊点质量等问题。
同时﹐迅速变化的市场需求要求封装工艺的设计者们能快速对新产品的性能做出判断﹑对工艺参数的设置做出决策。
目前﹐在表面组装组件的封装和引线设计﹑焊盘图形设计﹑焊点铅料量的选择﹑焊点形态评定等方面尚未能形成合理统一的标准或规则﹐对工艺参数的选择﹑焊点性能的评价局限于通过大量的实验估测。
因此﹐迫切需要寻找一条方便有效的分析焊点可靠性的途径﹐有效地提高表面组装技术的设计﹑工艺水平。
微电子组装焊点可靠性及其铅污染问题的研究的开题报告
微电子组装焊点可靠性及其铅污染问题的研究的开题报告一、选题背景和意义随着微电子技术和电子产品的不断发展,微电子组装技术和焊接工艺的可靠性日益成为人们关注的焦点。
焊点可靠性主要指的是焊接连接在整个制品寿命期内不会出现断裂、失效或损坏等问题。
焊点质量的好坏对电子器件的稳定性、可靠性、寿命和性能都具有很大的影响。
同时,由于一些特定材料(如含铅材料)可能会造成环境的污染和危害,这也引发了人们对铅污染问题的高度关注。
因此,对微电子组装焊点可靠性及其铅污染问题进行深入研究,对提高电子器件的可靠性,保护环境具有重要意义。
二、研究目的本研究的主要目的是研究微电子组装焊点可靠性及其铅污染问题,明确焊接工艺中焊点可靠性的影响因素,探究焊接过程中铅的分布和对环境的危害,并提出相关的预防措施和解决方案,以提高电子器件的可靠性,保护环境。
三、研究内容1. 焊接工艺与焊点可靠性研究:探究焊接工艺参数对焊点可靠性的影响因素,比较不同焊接方式和工艺的优缺点,分析并探讨微电子组装中的焊点可靠性问题。
2. 铅污染问题研究:研究焊接过程中铅的分布与铅污染对环境和人体的危害,探究环保焊接工艺和环保材料的应用,提出对铅污染问题的解决方案。
3. 实验研究:设计焊接实验并对实验结果进行分析,验证理论研究的可行性和有效性,为实际生产提供参考。
四、研究方法本研究主要采用文献调研、实验研究、数据分析等方法,通过对现有研究成果的综合分析和实验室实践,探究焊接工艺和铅污染问题的关联,提出相关的预防措施和解决方案,为提高电子器件的可靠性,保护环境做出努力。
五、研究预期成果通过本研究,预期能够得出以下结论:1. 研究固定的焊接工艺参数对焊点可靠性的影响;2. 比较不同焊接方式和工艺的优缺点,提出改进焊接工艺的建议;3. 探究焊接过程中铅污染的分布;4. 分析铅污染对环境和人体的危害;5. 探究环保焊接工艺和环保材料的应用,提出对铅污染问题的解决方案。
六、论文框架1. 绪论2. 焊接工艺与焊点可靠性研究3. 铅污染问题研究4. 实验研究5. 结论与展望参考文献。
焊点可靠性分析技术要点
焊点可靠性分析技术要点1. 可焊性的评估和测试可焊性一般指金属表面被熔融焊料润湿的能力,润湿的过程如上所述,在电子行业中,可焊性评估的目的是验证元器件引脚或焊端的可焊性是否满足规定的要求和判断存储对元器件焊接到单板上的能力是否产生了不良影响,可焊性测试主要是测试镀层可润湿能力的稳健性(robustness)。
可焊性测试通常用于判断元器件和PCB在组装前的可焊性是否满足要求。
焊料润湿性能的试验方法有很多种,包括静滴法(Sessile drop)、润湿称量法(Wetting balance也称润湿平衡法)、浸锡法等。
图1为静滴法的示意图,该法是将液体滴落在洁净光滑的试样表面上,待达到平衡稳定状态后,拍照放大,直接测出润湿角θ,并可通过θ角计算相应的液—固界面张力。
该法中接触角θ可用于表征润湿合格与否,θ≤90°,称为润湿,θ>90°,称为不润湿,θ=0°,称为完全润湿,θ=180°,为完全不润湿。
润湿称量法则是将试样浸入焊锡中,测量提升时的荷重曲线,然后根据该荷重曲线,得出对润湿时间以及浮力进行修正后的润湿力。
以上两种方法为定量的方法,浸锡法则是定性的方法,是将试样浸入熔融焊料炉,观察焊料在镀层上的爬锡情况,凭经验定性评估镀层对焊料润湿情况,从而得出可焊性结论。
这种方法具有快捷、方便和费用少等特点,但是它的重复性和再现性Gauge R&R差,两个人在不同时间进行同一测试可能会得出不同的结论。
可焊性的测试方法,代表性的标准为“IPC/EIA J-STD-003B印制板可焊性试验”和“IPC/EIA/JEDEC J-STD-002C元件引线、焊接端头、接线片及导线的可焊性测试”。
润湿称量法由于其具有良好的重复性和再现性,受到多个标准的推荐使用。
影响可焊性的因素很多,主要有:焊料的合金组成、表面镀层(或者表面处理)、温度、助焊剂和时间等。
目前用于电子装配的焊料合金,主要以锡添加其它金属组成,添加的金属类型和量的比例,对润湿性能有很大影响。
SMT焊点的可靠性研究及CBGA焊点有限元分析

I
SMT 焊点的可靠性研究及 CBGA 焊点有限元分析
ABSTRACT
The reliability of soldered joints of electronic devices in surface mount technology is a key factor for the extensive application of electronic products. Therefore, aimed at meeting the needs of the components and devices for some type military products, the reliability of soldered joints of QFP, PBGA and CBGA have been studied in considerable detail. The tensile strengths of QFP joints were tested by means of STR-1000 Micro-joints Tester and the effects of pitch numbers, solder paste composition (SnPb paste and SnAgCu paste) on the mechanical properties of QFP joints were studied and the fracture micrograph of joints was also analyzed by means of SEM. The results indicate that under the condition of same pitch numbers, the tensile strength of the QFP joints soldered with SnAgCu solder paste is higher than that with SnPb solder paste; under the condition of same solder paste composition, the tensile strength of the QFP joints soldered with 48 pitches is lower than that with 100 pitches. Though PBGA packaging overcame the defect of QFP joints which the pitch is too fine, the detection method for the soldered joints of PBGA needs to be perfected. A series of PBGA soldered joints were detected by X-ray method, the shear strengths of soldered joints were detected by means of Micro-joints Tester, and the analysis and evaluation on shear strengths of PBGA balls with different diameters were also carried out. The results indicate that under the same conditions, the bigger the diameter is, the smaller the unit shear strength is, and the shear strength of PBGA joints soldered with eutectic solder is larger than that of tin- lead solder itself. Although CBGA packaging overcame the defect of PBGA packaging which it is easy to absorb moisture, the reliability of CBGA soldered joints still needs to research deeply. According to American Military Standard (MIL-STD-883), the reliability of CBGA soldered joints was studied under thermal cycling. The results indicate that the cracks emerged at the down interface of soldered joints which thermal cycling is up to 170 times and been expanded along grain boundary, and when thermal cycling is up to 240 times, the soldered joints fail. With the increase of thermal cycling times, the cracks expanded to the up interface of the soldered joints, the grains grown coarse and
计算机系统的焊点可靠性试验
计算机系统的焊点可靠性试验简介在计算机系统的生产过程中,焊接是重要的步骤之一。
焊点的可靠性对于计算机系统的正常运行和使用寿命具有重要影响。
为了测试焊点的可靠性,采用焊点可靠性试验是一种常见的方法。
本文将介绍计算机系统的焊点可靠性试验的过程和一些常见的测试方法。
焊点可靠性试验的目的焊点可靠性试验的主要目的是评估焊点的质量和寿命。
通过对焊点进行试验,可以检测焊点的强度、稳定性和可靠性。
通过这些试验结果,可以判断焊点是否能够满足计算机系统的要求,从而采取相应的措施提高焊接质量和可靠性。
焊点可靠性试验的步骤焊点可靠性试验的步骤可以分为以下几个阶段:1. 焊接准备在进行焊点可靠性试验之前,需要对焊接过程进行准备。
这包括选择适当的焊接材料和焊接方法,准备焊接设备以及调试焊接参数。
2. 样品制备制备好焊接样品是进行焊点可靠性试验的关键步骤之一。
根据需要测试的焊接部件的类型和规格,选择合适的基材和焊料进行样品制备。
将焊接样品制备成相应的形状和尺寸,确保样品的一致性和代表性。
3. 焊接过程在焊接过程中,根据样品的要求进行焊接操作。
根据焊接方法的不同,可以采用手工焊接、自动化焊接或者半自动化焊接。
焊接过程中需要注意控制焊接温度、焊接时间和焊接速度等参数,确保焊接质量的稳定性和一致性。
4. 焊点可靠性测试焊接完成后,通过对焊点进行可靠性测试来评估焊点的质量和寿命。
常见的焊点可靠性测试方法包括静态拉力测试、冲击测试、热老化测试和震动测试等。
根据测试结果,可以评估焊点的可靠性,并鉴定焊接过程中存在的问题。
5. 结果分析和改进根据焊点可靠性试验的结果和分析,可以对焊接过程进行改进和优化。
通过调整焊接参数、改善焊接材料和改进焊接设备等方式,提高焊点的可靠性和稳定性。
常见的焊点可靠性试验方法在计算机系统的焊点可靠性试验中,常见的试验方法包括以下几种:1. 静态拉力测试静态拉力测试是一种常见的焊点强度测试方法。
通过施加拉力,测试焊点的强度和断裂负荷。
锡银系无铅焊点在电子封装中的可靠性研究的开题报告
锡银系无铅焊点在电子封装中的可靠性研究的开题报告一、研究背景随着电子封装技术的不断发展,无铅焊接技术已成为电子封装领域的重要研究方向。
锡银系无铅焊点由于具有低熔点、高可靠性等优点,被广泛应用于微电子、计算机、通讯、汽车电子等领域。
但是,锡银系无铅焊点在长时间高温环境下易发生变形、裂纹、减薄等问题,影响了其在实际应用中的可靠性。
因此,进一步研究锡银系无铅焊点在电子封装中的可靠性,对于提高电子产品的可靠性和长期稳定性具有重要意义。
二、研究目的本研究旨在探究锡银系无铅焊点在电子封装中的可靠性问题,分析其在高温环境下的物理和化学行为,提高锡银系无铅焊点的可靠性和稳定性,保障电子产品的性能和寿命。
三、研究内容本研究将围绕以下内容进行深入研究:1. 锡银系无铅焊点的制备方法研究,探究不同制备方法对焊点性能的影响。
2. 锡银系无铅焊点在高温环境下的物理和化学行为研究,深入分析其变形、裂纹、减薄等问题的机理及影响因素。
3. 锡银系无铅焊点可靠性测试研究,探究焊点的抗拉强度、疲劳强度等参数的测试方法和结果分析。
4. 锡银系无铅焊点在电子封装中的应用研究,分析其在不同电子产品中的应用情况及效果。
四、研究方法本研究将采用多种实验方法进行深入研究。
具体方法包括:1. 锡银系无铅焊点制备方法实验,探究不同制备方法对焊点性能的影响。
2. 焊点物理和化学行为实验,采用扫描电镜、能谱仪等分析仪器对焊点进行形态学和物化分析。
3. 锡银系无铅焊点可靠性测试,采用拉力测试、疲劳实验等研究方法,分析焊点的可靠性和耐久性。
4. 应用研究,采用实际电子产品进行测评,分析锡银系无铅焊点在不同电子产品中的应用情况和效果。
五、研究意义本研究的成果将为锡银系无铅焊点在电子封装中的应用提供技术支持和理论指导。
同时,本研究成果将有助于提高电子产品的可靠性和稳定性,保障电子产品的性能和寿命。
此外,研究结果还可能为未来的电子封装技术提供宝贵的经验和启发。
计算机系统的焊点可靠性试验-
焊点可靠性试验的计算机模拟本文介绍,与实际的温度循环试验相比,计算机模拟提供速度与本钱节约。
在微电子工业中,一个封装的可靠性一般是通过其焊点的完整性来评估的。
锡铅共晶与近共晶焊锡合金是在电子封装中最常用的接合材料,提供电气与温度的互联,以及机械的支持。
由于元件内部散热和环境温度的变化而产生的温度波动,加上焊锡与封装材料之间热膨胀系统(CTE)的不匹配,造成焊接点的热机疲劳。
不断的损坏最终导致元件的失效。
在工业中,决定失效循环次数的标准方法是在一个温室内进行高度加速的应力试验。
温度循环过程是昂贵和费时的,但是计算机模拟是这些问题的很好的替代方案。
模拟可能对新的封装设计甚至更为有利,因为原型试验载体的制造本钱非常高。
本文的目的是要显示,通过在一个商业有限单元(finite element)代码中使用一种新的插入式专门用途的材料子程序,试验可以在计算机屏幕上模拟。
建模与试验宁可通过计算程序试验来决定焊点可靠性的其中一个理由是缺乏已验证的专用材料模型和软件包。
例如,市场上现有的所有主要的商业有限单元分析代码都对应力分析有效,但是都缺乏对焊点以统一的方式进行循环失效分析的能力。
该过程要求一个基于损伤机制理论的专门材料模型和在实际焊点水平上的验证。
可以肯定的是,所有主要的有限单元分析代码都允许用户实施其自己的用户定义的插入式材料子程序。
直到现在,还不可能测量疲劳试验期间在焊点内的应力场,这对确认材料模型是必须的。
在Buffalo大学的电子封装实验室(UB-EPL)开发的一个Moiré干预测量系统允许在疲劳试验到失效期间的应力场测试。
基于热力学原理的疲劳寿命预测模型也已经在UB-EPL开发出来,并用于实际的BGA封装可靠性试验的计算机模拟。
在焊点内的损伤,相当于在循环热机负载下材料的退化,用一个热力学构架来量化。
损伤,作为一个内部状态变量,结合一个基于懦变的构造模型,用于描述焊点的反映。
该模型通过其用户定义的子程序实施到一个商业有限单元包中。
微电子组装焊点可靠性的研究现状

现代 电子信 息 技 术 依 赖 于 微 电子 技 术 的发 展 , 而
电子技术发 展 同样 受 微 电子 封 装 技 术 的 影 响 , 逐 渐 并 发展 成为一 种 多学 科 交 叉 的热 门技 术 , 时微 电子 技 同 术 的发展 , 极 大 地 推 动 了 封 装 形 式 的 不 断 出新 。近 又
效 机 理与 可靠 性 问题 给 予 分 析 与 讨 论 , 微 电子 连 接 为
技 术 的研究 提供 一定 的理论 依 据 。
1 钎料及 工 艺特点
电子组装 中焊 点可 靠性 是 决 定 产 品质 量 关键 的一 环, 焊点 的最 主要作 用是 实 现 芯 片与 外 电路 、 器 件 之 元 间的 电气 连 接 。一 般 最 常 选 用 的 焊 接 材 料 为 锡 铅 合 金, 主要 因其 熔 点低 (8 13℃ ) 润湿 性 高 、 、 抗腐 蚀 性 佳 , 加 上成本 低廉 而 被 广 泛 使 用 于 半 导 体 、 电子 、 讯 、 通 汽 车工业 中。虽 然 锡 铅 钎料 具 有 很 好 的 实 用 性 , 由 于 但 其含铅 成分 对 于人类 的健 康 存 在潜 在 威 胁及 对 环 境 的 危害, 欧盟 于 20 03年颁 布 WE E指令 和 R l E o S法令 , 限
基金项 目: 0 8年南京航空航天大学大学生创新基 金资助项 目; 20 江苏省 普通 高校研究生科技创 新计划 资助项 目;0 6年 江苏省 “ 20 六 大人才高峰 ” 资助项 目
中, 焊接工艺不但影响正常生产还影响产品的最终质 量与可靠性 。因此 , 回流焊工艺是 电子组装技术关键
2 0世 纪 8 0年 代 以 前 , 装 的 主 体 技 术 是 针 脚 插 装 封 H, 特点 是插 孑 安 装 到 P B上 ; 二 阶段 从 2 其 L C 第 O世 纪8 0年代 中期 开始 , S 以 MT技 术 衍生 出的 S P P C 、 O 、L C
焊点可靠性分析
• ①A-B-C线——液相线 • ②A-D、C-E线——固相线 • ③D-F、E-G线——溶解度曲线 • ④D-B-E线——共晶点 • ⑤L区——液体状态 • ⑥L+、L+区——二相混合状态 • ⑦ +区——凝固状态
有铅、无铅都应选择共晶或近共晶焊料合金
Sn-Ag-Cu三元系焊料金相图
(3)与焊料量有关
拉伸力 (千lbl/in2)
*>4μm时,由于金属间合金层 金属间合金层厚度与抗拉强度的关系 太厚,使连接处失去弹性,由于
金属间结合层的结构疏松、发脆,
也会使强度小。
金属间结合层的质量与厚度与以下因素有关:
(a)焊料的合金成份和氧化程度 (要求焊膏的合金组分尽量达到共晶或近共晶; 含氧量应小于0.5%,最好控制在80ppm以下)
四. 焊接质量
合格的焊点
焊接缺陷(IPC标准)
IPC标准(分三级)
IPC焊点检验标准举例
SOP、QFP焊点检验标准 •
•
可接受二级
可接受三级
•
F=T/2+G
F=T+G
•
(F—焊点高度 T—引脚厚度 G—引脚底面焊料厚度)
• 产品质量是企业的生命线。SMT是 一项复杂的综合的系统工程技术。必须 从PCB设计、元器件、材料、以及工艺、 设备、规章制度等多方面进行控制,才 能保证SMT加工质量。
(b) 助焊剂质量(净化表面,提高浸润性) (c) 被焊接金属表面的氧化程度(只有在净化表面,才能发
生化学扩散反应) (d) 焊接温度和焊接时间
焊接热量是温度和时间的函数
• 焊点和元件受热的热量随温度和时间的增加而增加。
•
金属间结合层的厚度与焊接温度和时间成正比。
焊点可靠性研究总结

焊点可靠性研究总结(先艺电子科技)1、Sn能Au反应,生成IMC脆性组织,对焊点强度不利,Sn含量越多度Au的侵蚀越严重2、Sn能与Ag形成针状IMC脆性组织3、Sn-Pb对Au、Ag均有侵蚀作用,所以可靠性应用场合不适宜用Sn-Pb焊料焊接Au层、Ag层4、富Pb化合物的润湿性差,如果焊头中出现富Pb层,则焊接强度会大大降低5、通常镀金或镀银,将Au、Ag层机械打磨,然后使用Sn-Pb焊料焊接,焊接效果好,焊接接头强度高6、无铅焊料,Sn仍是主要成分,仍然存在蚀Au、蚀Ag现象,存在质量隐患。
7、焊料与最外层的焊接性最重要,其次是与次外层的润湿性。
8、如果液相能与母材相互作用,则可以很好地润湿母材(相互溶解、形成化合物)9、Sn 基无铅钎料与Ni 基板钎焊时,Ni 原子能快速扩散进入钎料中与Sn 反应形成Ni-Sn IMC层,从而达到焊接的效果。
Ni/Au-Sn/Ni焊点在330 ℃钎焊时形成良好的层状ζ-(Au,Ni)5Sn+δ-(Au,Ni)Sn共晶组织;钎焊时,Au-Sn/Ni界面产生薄而平直的(Ni,Au)3Sn2金属间化合物(IMC) 层和针状(Ni,Au)3Sn2化合物;随着钎焊时间继续延长,(Ni,Au)3Sn2 IMC 层厚度明显增加,针状(Ni,Au)3Sn2化合物异常长大。
10、在焊接界面上,我们一般会有一层薄的金层(<50密耳)用来防止基层金属的氧化,并且在焊接时会被焊料去除。
含铟合金容易形成一种金铟金属间化合物,Au/In 金属间化合物很脆,对焊接质量非常不利。
所以我们建议在使用含铟合金时使用较薄的金层,一般来说10密耳或者以下。
11、含银的焊料SnAg,易于与镀层含银的端面接合,含金、含铟的合金焊料易于与镀层含金的端面接合。
12、合金选择应当基于材料强度等物理属性要求,并考虑适用的焊接温度以及成品的工作温度。
一般的选择原则是选择一种熔点超过成品工作温度至少50℃的材料。
LED焊点可靠性试验报告
LED焊点可靠性试验报告随着近年来LED光效的不断提升,LED的寿命和可靠性越来越受到业界的重视,它是LED产品最重要的性能之一。
LED产品制造中的每一个元件和环节都会对其可靠性和寿命产生影响,其中LED器件与印刷电路板(PCB)之间焊点的可靠性对于确保LED灯具的整体可靠性至关重要。
本文阐述如何了使用热冲击测试来分析科锐XLamp® 大功率LED器件的焊点可靠性,旨在帮助科锐的用户掌握科锐LED器件的应用和设计的注意事项,提高产品研发效率和质量。
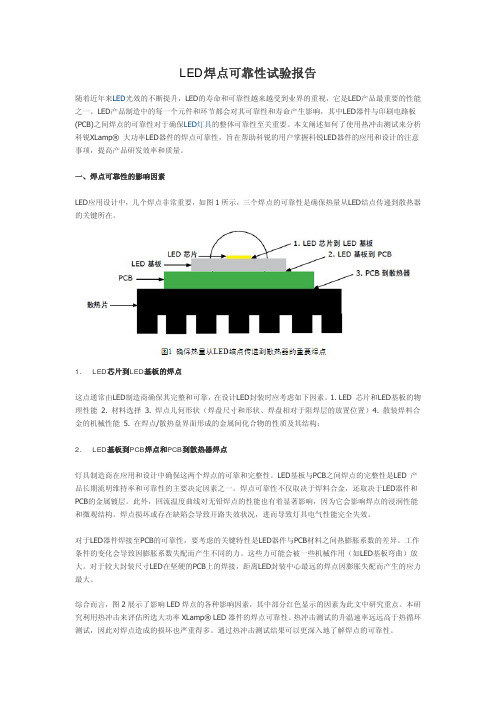
一、焊点可靠性的影响因素LED应用设计中,几个焊点非常重要,如图1所示,三个焊点的可靠性是确保热量从LED结点传递到散热器的关键所在。
1. LED芯片到LED基板的焊点这点通常由LED制造商确保其完整和可靠,在设计LED封装时应考虑如下因素。
1. LED 芯片和LED基板的物理性能 2. 材料选择 3. 焊点几何形状(焊盘尺寸和形状、焊盘相对于阻焊层的放置位置)4. 散装焊料合金的机械性能 5. 在焊点/散热盘界面形成的金属间化合物的性质及其结构;2. LED基板到PCB焊点和PCB到散热器焊点灯具制造商在应用和设计中确保这两个焊点的可靠和完整性。
LED基板与PCB之间焊点的完整性是LED 产品长期流明维持率和可靠性的主要决定因素之一。
焊点可靠性不仅取决于焊料合金,还取决于LED器件和PCB的金属镀层。
此外,回流温度曲线对无铅焊点的性能也有着显著影响,因为它会影响焊点的浸润性能和微观结构。
焊点损坏或存在缺陷会导致开路失效状况,进而导致灯具电气性能完全失效。
对于LED器件焊接至PCB的可靠性,要考虑的关键特性是LED器件与PCB材料之间热膨胀系数的差异。
工作条件的变化会导致因膨胀系数失配而产生不同的力。
这些力可能会被一些机械作用(如LED基板弯曲)放大。
对于较大封装尺寸LED在坚硬的PCB上的焊接,距离LED封装中心最远的焊点因膨胀失配而产生的应力最大。
焊点可靠性研究
SMT焊點可靠性研究東莞新進電子有限公司SMT焊點可靠性研究前言近几年﹐隨著支配電子產品飛速發展的高新型微電子組裝技術--表面組裝技術(SMT)的飛速發展﹐SMT焊點可靠性問題成為普遍關注的焦點問題。
為通孔組裝技THT(Through Hole Technology)相比﹐SMT在焊點結構特征上存在著很大的差異。
THT焊點因為鍍通孔內引線和導體犴焊后﹐填縫犴料為焊點提供了主要的機械強度和可靠性﹐鍍通孔外緣的犴焊圓角形態不是影響焊點可靠性的主要因素﹐一般只需具有潤濕良好的特征就可以被接受。
但在表面組裝技術中﹐犴料的填縫尺寸相對較小﹐犴料的圓角(或稱邊堡)部分在焊點的電氣和機械連接中起主要作用﹐焊點的可靠性與THT焊點相比要低得多﹐犴料圓角的凹凸形態將對焊點的可靠性產生重要影響。
另外﹐表面組裝技術中大尺寸元件(如陶瓷芯片載體)與印制線路板的熱膨脹系數相差較大﹐當溫度升高時﹐這種熱膨脹差必須全部由焊點來吸收。
如果溫度超過犴料的使用溫度范圍﹐則在焊點處會產生很在的應力最終導致產品失效。
對于小尺寸元件﹐雖然因材料的CTE 失配而引起的焊點應力水平較低﹐但由于SnPb犴料在熱循環條件下的粘性行為(蠕變和應力松弛)存在著蠕變損傷失效。
因此﹐焊點可靠性問題尤其是焊點的熱循環失效問題是表面組裝技術中丞待解決的重大課題。
80年氏以來﹐隨著電子產品集成水平的提高,各種形式﹑各種尺寸的電子封裝器件不斷推出﹐使得電子封裝產品在設計﹑生產過程中,面臨如何合理地選擇焊盤圖形﹑焊點犴料量以及如何保証焊點質量等問題。
同時﹐迅速變化的市場需求要求封裝工藝的設計者們能快速對新產品的性能做出判斷﹑對工藝參數的設置做出決策。
目前﹐在表面組裝元件的封裝和引線設計﹑焊盤圖形設計﹑焊點犴焊量的選擇﹑焊點形態評定等方面尚未能形成合理統一的標准或規則﹐對工藝參數的選擇﹑焊點性能的評價局限于通過大量的實驗估測。
因此﹐迫切需要尋找一條方便有效的分析焊點可靠性的途徑﹐有效地提高表面組裝技術的設計﹑工藝水平。
《电子封装中金属间化合物力学性能的研究及焊点可靠性分析》范文

《电子封装中金属间化合物力学性能的研究及焊点可靠性分析》篇一一、引言随着微电子技术的快速发展,电子封装技术在提升元器件性能、增强系统稳定性及可靠性方面起着至关重要的作用。
在电子封装过程中,金属间化合物的形成及其力学性能对于焊点可靠性和整体系统性能具有重大影响。
本文将深入探讨电子封装中金属间化合物的力学性能及其对焊点可靠性的影响,为电子封装技术的发展提供理论支持和实践指导。
二、金属间化合物的力学性能研究1. 金属间化合物的形成与性质金属间化合物是指在两种或多种金属之间通过化学反应形成的化合物。
在电子封装过程中,金属间化合物的形成受到温度、压力、时间等多种因素的影响。
这些化合物具有独特的物理和化学性质,如高硬度、高熔点、良好的导电性和热稳定性等。
2. 力学性能研究金属间化合物的力学性能主要包括硬度、弹性模量、韧性等。
通过实验和理论分析,研究金属间化合物的力学性能对于提高焊点强度和系统稳定性具有重要意义。
例如,某些金属间化合物具有较高的硬度,可以提高焊点的耐磨性和抗冲击性;而某些化合物则具有良好的韧性,能够吸收应力,减少裂纹的产生。
三、焊点可靠性分析1. 焊点结构与性能焊点是电子封装中的重要组成部分,其结构与性能直接影响到整个系统的可靠性。
焊点的形成过程中,金属间化合物的生成对焊点的强度和稳定性具有重要影响。
因此,研究焊点的结构、成分及性能对于提高焊点可靠性具有重要意义。
2. 可靠性分析方法为了评估焊点的可靠性,需要采用多种分析方法,包括实验测试、数值模拟和理论分析等。
实验测试可以通过对焊点进行拉伸、弯曲、冲击等实验,观察其性能变化;数值模拟则可以通过建立焊点的有限元模型,分析其在不同条件下的应力分布和变形情况;理论分析则可以从材料科学的角度,研究金属间化合物的形成机理和性质对焊点可靠性的影响。
四、电子封装中金属间化合物对焊点可靠性的影响金属间化合物在电子封装中扮演着重要角色,其力学性能对焊点可靠性具有显著影响。
BGA封装焊点可靠性及疲劳寿命分析
BGA封装焊点可靠性及疲惫寿命分析随着电子产品的不息进步,电子元件的集成化和微小化趋势愈创造显。
BGA(Ball Grid Array)封装作为一种先进的表面贴装技术,因其在空间利用率、导热性能和可靠性等方面的优势而被广泛应用于现代电子产品的制造中。
然而,由于BGA封装焊点的结构和工作环境的特殊性,焊点可靠性和疲惫寿命成为影响产品质量和可靠性的重要因素。
BGA封装的焊点可靠性主要受到以下几个因素的影响:焊点结构设计、焊接工艺和材料的选择以及使用环境条件。
起首,焊点结构设计是保证焊点可靠性的基础。
焊点的规划、尺寸和间距的设计需要思量到应力分布、热应力和热膨胀等因素,以防止焊点疲惫和断裂。
其次,焊接工艺和材料的选择是影响焊点可靠性的重要因素。
适当的焊接工艺参数和合适的焊接材料能够确保焊点的高度可靠性。
最后,使用环境条件也会对焊点可靠性产生重要影响。
温度变化、机械应力和震动等环境因素都可能导致焊点的疲惫、裂纹和失效。
疲惫寿命是衡量焊点可靠性的重要指标之一。
焊点在使用过程中会受到屡次热、机械应力的作用,从而导致疲惫断裂。
焊点疲惫寿命将受到多种因素的影响,包括焊点材料的物理、化学性质、腐蚀环境、应力水平宁加载方式等。
通常,焊点的疲惫寿命可以通过试验、数值模拟和寿命猜测模型等方法来进行评估。
通过对焊点疲惫寿命的分析,可以指导焊接工艺的优化,提高焊点的可靠性。
在BGA封装的焊点可靠性和疲惫寿命分析中,试验是一种重要的手段。
通过对不同焊点结构和工艺参数的试验探究,可以评估焊点在不同条件下的失效模式和寿命。
另外,数值模拟方法也是一种有效的手段。
通过建立焊点结构和材料的有限元模型,可以模拟焊点在实际工作条件下的应力和应变分布,从而评估焊点的可靠性和疲惫寿命。
此外,寿命猜测模型也是一种常用的手段。
通过建立适当的数学模型,可以依据焊点的工作条件和材料性质,猜测焊点的寿命,从而指导焊接工艺和材料的选择。
总的来说,BGA封装焊点的可靠性和疲惫寿命是一个复杂而重要的问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT焊点可靠性研究近几年,随着支配电子产品飞速发展的高新型微电子组装技术--表面组装技术(SMT)的飞速发展,SMT焊点可靠性问题成为普遍关注的焦点问题。
与通孔组装技术THT(Through Hole Technology)相比,SMT在焊点结构特征上存在着很大的差异。
THT焊点因为镀通孔内引线和导体铅焊后,填缝铅料为焊点提供了主要的机械强度和可靠性,镀通孔外缘的铅焊圆角形态不是影响焊点可靠性的主要因素,一般只需具有润湿良好的特征就可以被接受。
但在表面组装技术中,铅料的填缝尺寸相对较小,铅料的圆角(或称边堡)部分在焊点的电气和机械连接中起主要作用,焊点的可靠性与THT焊点相比要低得多,铅料圆角的凹凸形态将对焊点的可靠性产生重要影响。
另外,表面组装技术中大尺寸组件(如陶瓷芯片载体)与印制线路板的热膨胀系数相差较大,当温度升高时,这种热膨胀差必须全部由焊点来吸收。
如果温度超过铅料的使用温度范围,则在焊点处会产生很大的应力最终导致产品失效。
对于小尺寸组件,虽然因材料的CTE 失配而引起的焊点应力水平较低,但由于SnPb铅料在热循环条件下的粘性行为(蠕变和应力松弛)存在着蠕变损伤失效。
因此,焊点可靠性问题尤其是焊点的热循环失效问题是表面组装技术中丞待解决的重大课题。
80年代以来,随着电子产品集成水平的提高,各种形式、各种尺寸的电子封装器件不断推出,使得电子封装产品在设计、生产过程中,面临如何合理地选择焊盘图形、焊点铅料量以及如何保证焊点质量等问题。
同时,迅速变化的市场需求要求封装工艺的设计者们能快速对新产品的性能做出判断、对工艺参数的设置做出决策。
目前,在表面组装组件的封装和引线设计、焊盘图形设计、焊点铅料量的选择、焊点形态评定等方面尚未能形成合理统一的标准或规则,对工艺参数的选择、焊点性能的评价局限于通过大量的实验估测。
因此,迫切需要寻找一条方便有效的分析焊点可靠性的途径,有效地提高表面组装技术的设计、工艺水平。
研究表明,改善焊点形态是提高SMT焊点可靠性的重要途径。
90年代以来,关于焊点形成及焊点可靠性分析理论有大量文献报导。
然而,这些研究工作都是专业学者们针对焊点可靠性分析中的局部问题进行的,尚未形成系统的可靠性分析方法,使其在工程实践中的具体应用受到限制。
因此,基于设计和控制SMT焊点形态是提高SMT焊点可靠性的重要途径的思想,在进一步完善焊点形成及焊点可靠性分析理论基础上,实现了焊点工艺参数设计到焊点形态预测,直至焊点可靠性分析的集成过程,实现SMT焊点形态优化系统,并建立实用化SMT焊点形态优化设计系统,对于减少SMT产品决策实验工作量,提高决策效率和工艺设计水平,保证SMT焊点的可靠性具有重要的技术、经济意义。
1.1SMT及其焊点失效表面组装技术(Surface Mount Technology)简称SMT是通过再流焊、气相焊或波峰焊等软铅焊方法将电子组件贴装在印制板表面或基板上的微电子组装技术。
与传统封装形式相比,SMT具有体积小、重要轻、集成度高、可双面封装、易于实现自动化以及抗电磁干扰能力强等优点。
组装包括芯片内组装(如将芯片封装在基板上成为一个完整的表面组装组件)和芯片外组装(将表面组装组件或单一组件器件封装在印制板上)。
按照封装组件的类型,SMT包括无引线陶瓷芯片载体LCCC,方型扁平封装QFP以及球栅数组BGA等组装形式,如图1所示。
可见,在SMT封装产品中,焊点是关键的组成部分,既要承载电气畅通、又要承载机械连接,因此,提高焊点可靠性是保证SMT产品质量的关键。
SMT可靠性问题主要来自于生产组装过程和服役过程中。
在生产组装过程中,由于焊前准备,焊接过程及焊后检测等设备条件的限制,以及焊接规范选择的人为误差,常造成焊接故障,如虚焊、焊锡短路及曼哈顿现象等,约占SMT产品常见故障的85%,远高于其它故障如器件或印制板故障。
在实际工作中,SMT产品经常处于温度波动的服役环境中,如计算器内电子组装件经常经历通断电,电子组件和PCB板不断被加热和冷却,由于材料间热膨胀系数的差异,在焊点上必然产生热应力,应力的大小和方向会随着温度的变化而变化,而造成焊点的疲劳损伤,SnPb铅料的熔点较低,焊点会产生明显的粘性行为,即蠕变和应力松弛现象,Attarwala等人通过研究SnPb铅料断口形貌得出,失效焊点断口表面主要有表征疲劳断裂的疲劳裂纹和表征蠕变断裂的沿晶裂纹,说明焊点失效为蠕变--疲劳作用的结果。
SMT 焊点在服役条件下的可靠性问题,即在热循环或功率循环中,由于芯片载体与基板之间的热膨胀失配所导致的焊点的蠕变疲劳失效问题,是SMT 领域丞待解决的重要问题,下文所指的SMT焊点可靠性即为SMT焊点在服役条件下的可靠性。
1.2SMT焊点可靠性的影响因素研究表明,SMT焊点可靠性的影响因素主要有以下几个方面:1.材料因素裂纹的起裂与扩展是焊点失效的直接原因。
铅料的微观结构即铅料的组织结构、晶粒尺寸决定着铅料的变形机制、疲劳裂纹扩展机制,从而对焊点的可靠性有决定性影响。
如图2是改变铅料中Sn、Pb的配比所对应的不同铅料中含Sn量的增加,焊点疲劳寿命增加。
适当添加合金元素,如Ag、Sb、Re等可在保证铅料的熔点低、润湿性好,接头强度高等优点的前提下,提高铅料的抗蠕变一疲劳性能,改善焊点可靠性。
另外,由于组件与基板材料CTE不匹配导致焊点在热循环过程中产生应力集中,是导致焊点裂纹的萌生与扩展的本质因素,因此,研制开发展适当的基板材料,减小电子组件与基板的热膨胀系数差异,可抑制焊点的失效。
2.内部缺陷SMT 软铅焊接头因其微小的尺寸,复杂的焊接材料,产生缺陷的几率较大,主要有外观缺陷,如接头外型不良、引线间的桥接、芯吸等,以及内部缺陷,如气孔、有害金属间化合物、虚焊等。
这些缺陷的存在都对焊点的可靠性有致命的影响。
目前存在的焊点缺陷检测方法,很难检测尺寸本来就十分微小的SMT 焊点内部的更加微小的缺陷,因此,关于缺陷对SMT 焊点可靠性影响的理论研究少有文献报导。
哈工大微连接实验室初步研究了不同尺寸球状气孔对接头机械性能的影响,如图3,曲线 1 表示接头外边缘在线的最大应力峰值的变化,曲线2表示气孔周围主应力值的变化,可见,由于气孔的存在,SMT软铅焊接头的机械载强度明显下降。
3.服役条件SMT 产品的可靠性很大程度上决定于服役条件如,环境温度、周期性加载频率等。
Gregory等人模拟焊点热循环的疲劳过程,考察了温度、加载频率对焊点疲劳寿命的影响,结果表明,随着温度的增加,焊点应变范围增加,失效周期数降低。
随着加载频率增加,焊点疲劳寿命降低。
Tien等人的研究表明,焊点高温保温时间短,焊点内的应变恢复的多,将延长焊点疲劳寿命。
保持时间长,由于蠕变的作用,可恢复应变少,增加了焊点内部应变,寿命降低。
4•焊点形态SMT焊点形态即铅料受热熔化以后,沿金属表面润湿铺展冷凝后形成的具有一定几何形状的外观形态,狭义上,即铅料圆角的凹凸形态,研究表明,SMT焊点形态影响焊点机械性能、应力应变及蠕变疲劳寿命等。
如图4是W.M.Sherry等人对841/0非城堡型LCCC焊点的剪切性能在25C进行实验研究的结果。
表明,焊点形态不同,焊点的室温剪切性能不同, B 型焊点的室温剪切性能最好。
M.K.Shah等人假设焊点铅料圆角形态为直线,采用线弹性FEM分析了片式电容焊点在(T=100C)时的热应力。
结果表明,改变铅料圆角的高度、组件与基板的间隙高度以及组件在焊盘上的贴片位置,焊点的应力水平和分布状态不同。
E.Nicewarner对城堡型焊点热循环寿命的试验研究表明,焊点铅料圆角的差异可使焊点热循环寿命的差异达 6 . 5倍。
铅料圆角呈凸形时,焊点热循环寿命较高。
哈尔滨工业大学王国忠等人对同种类型焊点的研究结果为平直型焊点可靠性较好。
而R.W.Korb等人的研究指出,城堡型焊点铅料圆角的高度和长度大致相近时,焊点可靠性最好。
目前,焊点形态对可靠性的影响规律尚不清楚,有待于进一步完善。
1.3SMT焊点形态优化设计在上述影响SMT 焊点可靠性的因素中,焊点的服役条件一般是难以改变的,提高SMT 焊点可靠性主要从减少缺陷,开发新材料,改善焊点形态方面考虑。
其中,减少缺陷的研究因为焊点尺寸非常微小,需要高精度的检测设备,焊点分析的处理工艺复杂,按目前高精密检测仪器发展水平很难进行。
开发新材料即进行新型基板、材料的开发或新的铅料合金的设计,制造工艺复杂、价格昂贵,其实用性受到很大的限制。
而通过合理设计焊点结构参数、改善焊点形态可有效改善焊点的力学性能,从而提高焊点的可靠性。
目前,基于SMT焊点形态的焊点可靠性研究正方兴未艾。
1990年,美国Marquette大学的S.M.Heinrich等人提出了SMT焊点形态优化的计算器辅助设计思想,如图5所示。
设计者首先输入影响焊点形态的有关参数(如铅料量、组件尺寸、焊盘伸出长度以及组件与焊盘的间隙高度等),通过焊点形态预测模型计算出焊点形态,然后利用所得结果进行可靠性(如热循环下的应力、应变等)分析,获得焊点的疲劳寿命,再以焊点疲劳寿命为判断标准,反馈推出最佳的焊点形态,最佳的设计参数。
进行SMT焊点形态优化的计算器辅助设计,可以把关于焊点形成的数值仿真、焊点力学性能的有限元分析以及焊点疲劳寿命预测集成起来,形成一完整的SMT焊点形态优化体系。
应用于SMT工艺生产实践中,可以在产品投入组装前给予合理化建议,大大减少决策过程中的实验工作量,有效提高SMT焊点的可靠性能。
在国内外的有关文献中,尚未见关于SMT焊点形态优化的计算器辅助设计研究的完整报导。
2.1SMT焊点形态预测研究2.1.1SMT焊点形态建模基本方法精确预测焊点形态是SMT组装工艺的一项关键技术。
因为(1)可焊性测试(如润湿平衡实验)与焊点的几何形态密切相关;(2)导致低焊接生产率的接头缺陷,如桥连、断路等决定于焊点的形态;(3)焊点形态对服役条件下焊点的可靠性有重要影响。
焊点形态的研究开始于80年代,主要建模方法为求解边界值问题解法(简BVP,Boundary Volume Problem和数值分析方法。
其中,BVP法通过给定边界值约束条件,建立焊点成形的微分方程,求解出焊点形态。
BVP法预测结果精确,易于考察有关参数对焊点形态的影响规律。
但一般用于焊点形态简单,易于描述为数学微分方程的焊点类型。
数值分析方法,即通过有限元法(简称FEM,Finite Elements Method)求解满足相关约束条件的焊点三相系统能量的最小值,给出焊点形态。
FEM法预测结果是近似解,通过单元类型的选择和数目的增加逐渐精确。
FEM法可用于复杂焊点形态的求解中。
近些年来,随着SMT新型焊点的不断增加,焊点形态预测的研究取得了许多新的进展,BVP法和FEM法广泛应用于焊点二维形态模型、轴对称焊点形态模型及焊点三维形态模型中2.1.2焊点二维形态预测许多关于焊点二维形态的研究文献出现于1986~1993年间,其中,比较有代表性的是美国Marquette大学S.M.Heinrich等人的研究工作。