汽车外板件常见面品问题及解决方法
门外板隐藏式门把手面品缺陷调试方法
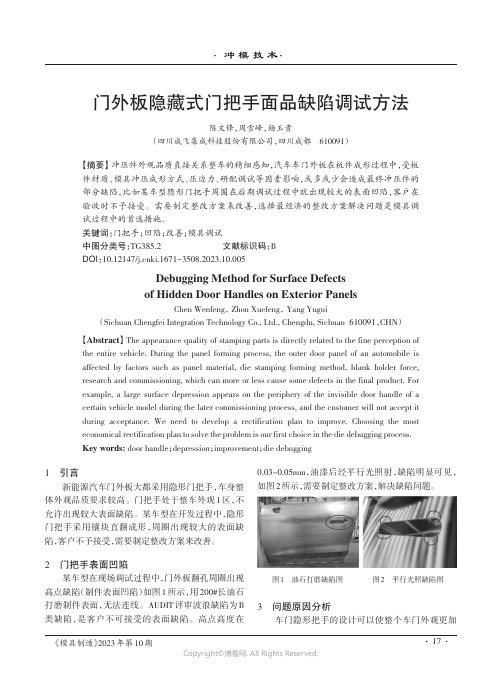
门外板隐藏式门把手面品缺陷调试方法陈文锋,周雪峰,杨玉贵(四川成飞集成科技股份有限公司,四川成都610091)【摘要】冲压件外观品质直接关系整车的精细感知,汽车车门外板在板件成形过程中,受板件材质、模具冲压成形方式、压边力、研配调试等因素影响,或多或少会造成最终冲压件的部分缺陷,比如某车型隐形门把手周圈在后期调试过程中就出现较大的表面凹陷,客户在验收时不予接受。
需要制定整改方案来改善,选择最经济的整改方案解决问题是模具调试过程中的首选措施。
关键词:门把手;凹陷;改善;模具调试中图分类号:TG385.2文献标识码:BDOI:10.12147/ki.1671-3508.2023.10.005Debugging Method for Surface Defectsof Hidden Door Handles on Exterior PanelsChen Wenfeng,Zhou Xuefeng,Yang Yugui(Sichuan Chengfei Integration Technology Co.,Ltd.,Chengdu,Sichuan610091,CHN)【Abstract】The appearance quality of stamping parts is directly related to the fine perception of the entire vehicle.During the panel forming process,the outer door panel of an automobile is affected by factors such as panel material,die stamping forming method,blank holder force, research and commissioning,which can more or less cause some defects in the final product.For example,a large surface depression appears on the periphery of the invisible door handle of a certain vehicle model during the later commissioning process,and the customer will not accept it during acceptance.We need to develop a rectification plan to improve.Choosing the most economical rectification plan to solve the problem is our first choice in the die debugging process. Key words:door handle;depression;improvement;die debugging1引言新能源汽车门外板大都采用隐形门把手,车身整体外观品质要求较高。
汽车涂膜外观不良的影响因素及防治方法

汽车涂膜外观不良的影响因素及防治方法摘要:介绍了汽车涂层外观不良的各种原因、分析判断方法、预防措施以及补救方法。
关键词:涂层;质量;涂装管理1 引言涂膜缺陷常产生于汽车涂装过程中和涂装后不久或使用初期,造成返修和重大经济损失。
涂膜缺陷系指涂膜的质量与规定的涂层质量标准相比所存在的毛病、差异及不完整性;或未达到产品的保质期就产生漆膜损坏现象( 如产生起泡、失光、锈蚀等漆膜弊病) 。
涂膜缺陷包括颜色缺陷、针孔、气泡、锈蚀等,具体可以细分为二十多大类。
其中外观不良是最普遍的涂膜缺陷.,也是最容易引起注意的缺陷之一,有必要对产生涂膜外观不良的原因进行深入分析,并有正确的防治与补救措施,做到防患于未然。
这对涂膜质量要求越来越高的汽车行业尤为重要目前汽车行业竞争日益激烈,各厂商为了给客户留下良好的第一印象,对涂装质量也愈加重视。
涂膜外观是评价涂装表面质量的一个重要指标,涂膜外观不良将严重影响人们的视觉效果。
由于影响因素众多,控制难度大,因而如何降低涂膜外观不良率是一个颇让厂家头痛的问题。
本文从车身板材、涂料、涂装工艺及喷涂设备等方面对涂膜外观不良的产生和防治方法进行分析与讨论。
目前汽车行业竞争日益激烈,各厂商为了给客户留下良好的第一印象,对涂装质量也愈加重视。
涂膜外观是评价涂装表面质量的一个重要指标,涂膜外观不良将严重影响人们的视觉效果。
由于影响因素众多,控制难度大,因而如何降低涂膜外观不良率是一个颇让厂家头痛的问题。
本文从车身板材、涂料、涂装工艺及喷涂设备等方面对涂膜外观不良的产生和防治方法进行分析与讨论。
2 涂膜缺陷分类外观不良的涂膜缺陷系涂膜的光泽、鲜映性、丰满度和平整光滑度等外观性能与标准有差异3 常见的涂膜外观不良原因及预防措施3 .1 橘皮橘皮是指在喷涂时涂膜出现类似橘皮、柚子皮那样的皱纹,皱纹的凹凸度约为 3 μ m 。
3 .1 .1 病因(1) 涂料的黏度太高,流平性差,稀释剂选用不当。
(2) 喷涂技术不良,喷涂距离太远或太近;涂层喷得过厚或过薄。
汽车覆盖件翻边交刀常见缺陷的改善对策
汽车覆盖件翻边交刀常见缺陷的改善对策吴金华【摘要】在冲压开发过程中,对于机盖外板、背门外板、侧围、翼子板等车身覆盖件,均存在多个角度翻边的特性,就必然存在交刀翻边,制件在翻边交刀位置易产生面品缺陷,如R不顺、A面凹陷、双棱线等,交刀面品缺陷属于外板缺陷中发生概率高,返修难度大,很难彻底消除的问题,直接影响整车外观视感.通过前期工艺分析、工法结构设计进行充分的审查,做出相应的预判,通过工艺改善措施减少交刀问题点遗留到现场,通过对现场钳工的操作指导,减少钳工的返修工时.对外板件翻边交刀问题点进行原因剖析,针对性提出问题点的改善措施,解决翻边交刀面品缺陷并做出相应的预防.%In the process of stamping development, for conventional automobile body covering parts such as cover skin plate, back outer panel, side wall, fender and so on, because the existence of flange cookie bite in flange cookie bite position tend to produce defects, with high probability in the outer panel defect, difficult to rework in manual repairing, unable to eliminate the problem completely, can cause the vehicle part R angle flare and influence the vehicle plate visual sense.Therefore, it is necessary for us to fully review at the preliminary process analysis, construction method and structural design, and make a full preliminary judgment, so as to reduce the problem points left over to the site through the early process.The rework time can be reduced by guiding the toolmen on site.This article analyzes the reason of the problem points of flange cookie bite of the outer panel, carries out the improvement measures of thecorresponding problem points, solves the problem of cookie bite thoroughly and makes the corresponding precaution.【期刊名称】《模具制造》【年(卷),期】2019(019)002【总页数】4页(P79-82)【关键词】覆盖件;翻边交刀缺陷;原因剖析;改善对策【作者】吴金华【作者单位】广西方盛实业股份有限公司,广西柳州 545000【正文语种】中文【中图分类】TG385.2;TG6591 引言外覆盖件表面质量,虽然不影响汽车的使用性能,却直接影响整车的外观视感,在如今的汽车市场上,消费者对汽车的外观造型及表面质量有更高要求,如何精准地预防及高效的解决覆盖件表面缺陷,满足客户对整车外观质量的需求,是模具制造企业必须攻克的难题。
汽车外覆盖件冲压表面缺陷的产生原因及预防措施

万方数据
Die and Mould Technology No.5 2012
度不一致,造成压边圈的压料力不均匀,局部位 置的压料力大,拉深时零件局部出现变薄、拉裂。 ’:j■‘二4
+:4
造成模具的压料力不均匀,零件成形时压料紧 的部位材料流人模具型腔困难造成变薄、拉裂, 压料松的部位因压不住材料造成起皱。(5)落
预防冲压生产中汽车外覆盖件表面产生凹 坑的措施如下。(1)拉深时保证压机滑块的成 形力大小稳定。(2)拉深时保证压机的气垫压 力大小稳定。(3)拉深时托杆的顶起高度要相 同,且顶起高度的大小要保持定值。(4)模具使 用一段时间后要根据氮气弹簧的压力指示表中 指示值的大小变化或零件外观的质量判断向氮 气弹簧中充氮气。(5)要保证落料毛坯的尺寸 大小。
图1 一款SI TX’车型的右侧围外板
表面擦干净。(4)在模具表面及材料表面干净 的情况下,如果拉深时零件表面仍出现严重星 目,则这种材料不能用于外覆盖件的生产,需要
2.1星目产生的原因及预防措施 表面星目是指汽车外覆盖件在冲压生产中 表面出现的微小凸包,用油石检查冲压件的外 观质量时可以看到表面的微小亮点。这些微小 的缺陷会在涂装后引起光的杂乱不规则反射而 影响外观质量。 产生表面星目的主要原因如下。(1)材料 表面清洗不干净或清洗油不干净导致的原材料 表面脏。(2)开卷落料后的材料清洗后保存不 善或长期存放导致的原材料表面脏。(3)模具 清洗不干净或模具没有及时清洗导致的模具表 面脏。(4)原材料在热镀锌前母材表面脏。(5) 模具长期生产后表面镀铬层破坏,拉深时模具 与材料表面摩擦导致的材料表面脱锌。(6)生 产车间的防尘条件不好,生产现场有灰尘进入 材料表面和模具表面。(7)在人工线进行搬运 生产时,工人戴普通的防护手套作业时,普通防 护手套与板料摩擦产生的毛屑掉人材料表面和 模具表面。(8)修边冲孔工序中产生的切粉进 入模具中。 零件在冲压生产过程中出现表面星目的位 置点一般不固定,表面星目问题是冲压生产中 的难点问题。我公司委托外加工加工的几种外 覆盖件在人工线进行生产,车间的防尘条件不 好,加上曾因原材料脏,在冲压生产过程中出现 表面星目最严重的情况是1个零件表面出现20
汽车侧围外板面品问题的解决方法
汽车侧围外板面品问题的解决方法
变形需要钣金使用外形修复机把凹陷地方修复。
让后漆工做漆就可以了:
1、侧围一般由侧围外板、侧围内板、A柱内板、A柱加强板、B柱加强板、加油口盖、后减震器安装座等组成;
2、钢件如果变形,钣金还原往往很麻烦,于是切割焊接新件也是正常的做法。
只要按照相应工艺质量要求去做,也能保证安全。
高质量的焊接也能保证强度,必要时也可以局部补强达到要求;
3、没有伤害到油漆,只是凹陷修复的话一般在150左右,但也根据不同地方和凹陷面积有所出入。
轿车前车门局部表面缺陷分析与改善建议
素:外板表面变形自身就在缺陷;由于内板回弹情况,致使 够均匀。
外板与内板扣合的贴合度很难实现,内板压合边根部 R
外板 OP10 模具的工作:其一,将补充拉延工艺有效
顶着外板有表面变形产生;压合模具表面质量问题不存 地改变,外移切点 0.5 毫米,致使硬化拉延板材减轻;其
在,必须根据制定的实际情况,决定是否更改压料。
表 1 滚边压合材料和热处理要求
名称
滚边压合材料
热处理
压料板 压合模具
滚头
橡胶制品 球墨铸铁 GGG70L
钢 Cr2MoV
无 局部激光淬火+退火
表面的淬火
2.2 分析滚边的压合模具 生产准备的过程中,组装滚边压合模具结束以后,必 须检测三坐标的数据,如果三天加工的过程中,操作和数 据都没有出现错语,控制模具精度为依0.17 毫米的公差范 围就能够得以保证。运用油石打磨模具的表面,能够对其 的平整程度认真地观察。从量产 5 年的压合模具来看,模具 边缘出现有一些磨损,表面比较平整,前门的总成制件棱线 没有出现问题,棱线位置磨损可以忽视。针对于滚边压合模 具而言,从以上的情况看,表面没有质量上的问题[3]。 在滚边压合模具中,对压合表面质量具有影响的一个 辅助因素就是压料板,非压合边缘压料就是压料板的位 置,在提高压合质量方面没有帮助。如果增加压合边的压
缘,在外板内扣合,再在压合模具中放置,然后夹紧压料再
3.2 反向补偿滚边压合模具
打开,对外板内侧着色的状况进行观察,外板与内板贴合
外板回弹和内板回弹,致使实际的状态很难实现理论
的情况便可以了解到。
的状态,并且对于奥迪特评审装车的要求也很难满足,必
二,增加翻边区域的强压;其三,增加工艺补充处局部的工
关于SUV车型后背门外板变形缺陷问题解决
关于SUV车型后背门外板变形缺陷问题解决田前程;谷龙;温达【摘要】介绍了SUV后部钣金车身件变形缺陷的影响,通过鱼骨刺图的分析方法,确定主要影响因素,并提出了解决方案,取得了满意效果.【期刊名称】《模具制造》【年(卷),期】2015(015)010【总页数】4页(P25-28)【关键词】钣金件;变形;缺陷;解决方法【作者】田前程;谷龙;温达【作者单位】河北省汽车工程技术研究中心,长城汽车股份有限公司技术中心,河北保定071000;河北省汽车工程技术研究中心,长城汽车股份有限公司技术中心,河北保定071000;河北省汽车工程技术研究中心,长城汽车股份有限公司技术中心,河北保定071000【正文语种】中文【中图分类】TG385.21 问题现状介绍1.1 问题描述我公司小型SUV项目的后背门外板生产过程中上沿变形起皱,存在面品缺陷。
严重的面品问题使制件报废,轻微的面品问题需手修。
具体的缺陷图如图1、图2所示。
图1 变形起皱严重的制件图2 变形轻微的制件1.2 问题产生的影响此面品缺陷主要给冲压车间及其后续车间生产有3方面影响:(1)生产稳定情况下存在制件面不平问题,需钣金100%返修后再需涂装进行刮灰弥补。
(2)生产状态不稳定情况下,每次生产均需调试,平均报废率为20%。
(3)制件状态不稳定,频繁出现不良品掺杂问题,造成检验困难,易出现不良品流出。
图3 鱼骨刺分析图2要因分析及其真因确定2.1 要因分析针对此变形问题,需要确定产生的要因是什么,有几方面要素,分步去分析,去调查,对调查的结果再进行分析确定方向。
现在采用鱼骨刺图对人、机、料、法、环进行分析,确定了以下几方面的影响因素,如图3所示。
针对此些要因进行了重要度分类,如表1所示。
表1 各因素分析注:影响度:◎(大);○(中)。
项目/序号调查方向影响度材料方法①②③④材料特性是否满足制件成形需求工艺参数是否满足生产要求模具压边圈压料力是否满足拉伸生产要求机床气垫顶起力过程是否稳定◎○○◎2.2 要因调查(1)对材料性能进行分析调查。
关于车门外板面品质量问题的研讨
关于车门外板面品质量问题的研讨张波;王玉峰;谢朋飞【摘要】汽车外覆盖件质量要求高,制造难度大,特别是汽车四门总成形状复杂且影响因素多,如果四门总成表面出现面品问题,将返工到冲压车间进行手修、打磨、抛光处理,涂装车间还需对问题点进行刮灰处理,不仅影响两个车间的生产节拍还会造成成本的增加.本文针对车门总成面品问题从外板单件、内板单件、内板焊合总成及包合总成逐步排查分析问题真因,梳理排查及整改思路.【期刊名称】《模具制造》【年(卷),期】2016(016)008【总页数】5页(P16-20)【关键词】外板;研合率;符型;车门【作者】张波;王玉峰;谢朋飞【作者单位】长城汽车股份有限公司生产技术中心河北保定071000;长城汽车股份有限公司生产技术中心河北保定071000;长城汽车股份有限公司生产技术中心河北保定071000【正文语种】中文【中图分类】TG385.2车门总成面品问题整改的关键在于理清外板单件、车门内板、内板总成焊合及内板总成焊合与外板单件包合之间的影响因素,然后有的放矢的对各个影响因素进行整改。
本文主要针对门总成比较典型的面品问题进行分析。
A车型外板水切处变形,此问题为涂装固定刮灰点,刮灰点不仅影响涂装车间生产效率及生产成本的增加,此位置刮灰后漆膜容易脱落严重影响整车品质,如图1所示。
目标设定:解决前门外板水切处面品缺陷,消除固定刮灰点,降低生产成本,提高整车外观品质。
出现面品问题首先要分析在哪一工位最先出现的问题,应先排查拉伸件。
如果拉伸件出现面品问题且问题发生的位置及严重度与全工序后的制件一致,可以先将拉伸模进行更改,更改完成后出全工序件效果确认。
如果全工序件出现面品问题区域没有在拉伸件对应区域出现或者是出现面品问题但是没有全工序件后的问题严重,需要对后工序进行排查。
后工序排查主要对面品问题区域半工序件与凸模的符型率、凸凹模之间的研合率,防止半工序件符型率低导致制件压伤,翻边、整形因局部研合不足导致受力不均匀产生制件变形等。
翼子板典型缺陷分析及改进方案
4翼子板典型缺陷的改进方案
针对以上翼子板的典型缺陷,冲压工艺工程师立 即组织冲压车间以及钳工开会讨论,并成立专项改进 小组,制定了以下模具维修方案并验证了整改效果, 具体如下。
4.1波浪改进方案
(1) OP30压料面研合,该区域做强压,减小整形 量,经过反复上机提高研合率至95%以上,减少该区 域的金属不规则流动。
(2) 提高OP40该区域上下模的着色率,通过在翼
•2•
《模具制造》2019年第10期
子板上均匀涂上蓝油,不断对该区域 上下模接触高点进行打磨抛光,使着 色均匀,最终该区域研合率提高至 95%以上。
经过模具整改后的制件,5和6 区域凹陷比以前有较大改善,电泳喷 漆后,目视合格,未发现缺陷。
5
2'
3 •£
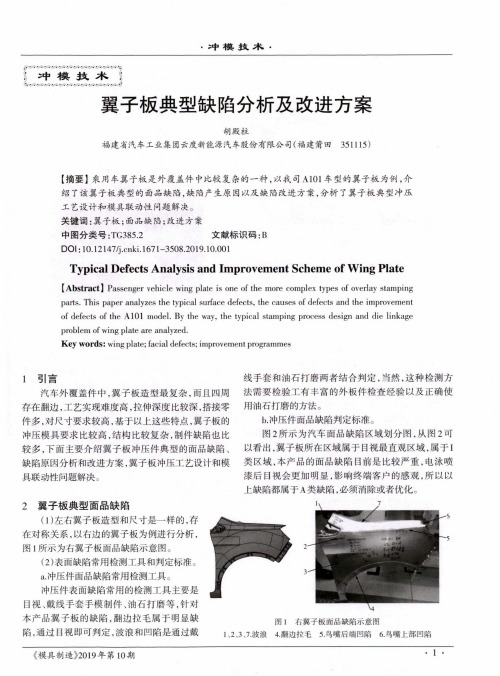
本产品翼子板的缺陷,翻边拉毛属于明显缺 陷,通过目视即可判定,波浪和凹陷是通过戴
图1右翼子板面品缺陷示意图 1、2、3、7.波浪4•翻边拉毛5.鸟嘴后端凹陷6.鸟嘴上部凹陷
《模具制造》2019年第10期
・1・
•冲模技术•
冲压件拉毛是指翻边或者拉伸时制件直接与模 具接触的地方产生拉伤而导致制件变薄有开裂风险 (见图3),拉毛的危害性有一方面降低了生产过程的 稳定性和生产效率,制件报废率上升,另一方面会使 模具发生更严重的磨损,降低模具寿命和冲压件精 度,增加修模次数和生产停机时间。所以,制件是不 允许有拉毛的,翼子板该区域拉毛的原因是翻边拉 毛,主要是由于翻边间隙过紧。
图2所示为汽车面品缺陷区域划分图,从图2可
较多,下面主要介绍翼子板冲压件典型的面品缺陷、 以看出,翼子板所在区域属于目视最直观区域,属于I
缺陷原因分析和改进方案,翼子板冲压工艺设计和模 具联动性问较严重,电泳喷 漆后目视会更加明显,影响终端客户的感观,所以以
汽车内外饰件常用工艺方法简介

表面热处理 只加热工件表层,以变化其表层力学性能
火焰淬火和感应加热
• 退常化用火学热热:处处是理理工把艺钢:经加过热变到化临工界件温表度层Ac化1学或成Ac份3线、以组上织,和保性温能一段时间后渗碳,、缓渗慢氮地、渗随金炉属冷却,使
奥氏体在高温区发生分解,得到比较接近平衡状态旳组织。可降低硬度,消除残余应力
层压机
合旳合旳合品用产用产用于品于品于有有有相相相同同同截截截面面面旳产挤挤出出机机挤出机
适适适合合合中中中空空空旳旳旳产产产品品品
吹吹瓶瓶机机 吹瓶机
合类合类合用用用于于于不不不饱饱饱和和和聚聚聚脂脂脂类
发发泡泡机机 发泡机
适适适合合合于于于较较较薄薄薄旳旳旳片片片状状状产品吸吸塑塑机机吸塑机
产产适品品合于对外观要求较高 搪塑生产线
优缺陷: • 表面光泽度高,有较高旳光吸收率和透明性 • 产品形状受限,只能在成型时变化产品旳拉伸程度和外廓形状,不能成型外型复杂旳制件 • 受中心区厚度旳限制,成型拉伸比较小 • 技术难度大,靠调整真空度来控制产品轮廓和尺寸
9
内外饰件常用工艺措施简介
4. 挤塑成型
工艺概述: 又称挤出成型,是指物料经过挤出机料筒和螺杆间旳作用,边受热塑化,边被螺杆向前推送,连续经 过机头而制成多种截面制品或半制品旳一种加工措施。
工艺原理图:
工艺优缺陷: • 优点:表面质感好,造型自由度大,手感好,表皮无应力,吸能性好,安全性高,耐老化性高 • 缺陷:工艺复杂,模具寿命低,生产效率低,制品旳厚度、重量精确性较差,构造设计难度大
15
内外饰件常用工艺措施简介
10. 喷涂成型工艺- PU SPRAY
工艺概述: 又称喷射成型,是将具有固化剂旳树脂体系和具有引起剂旳树脂体系在机器人旳自动控制下按一定旳百分比 从枪头均匀喷涂到模具上,经过一段塑化时间后,两种树脂体系完全反应生成旳一种新旳多孔性弹性体旳化 合物,经模具固化成型而得到所需旳产品
汽车车门外板金属表面质量缺陷控制简述
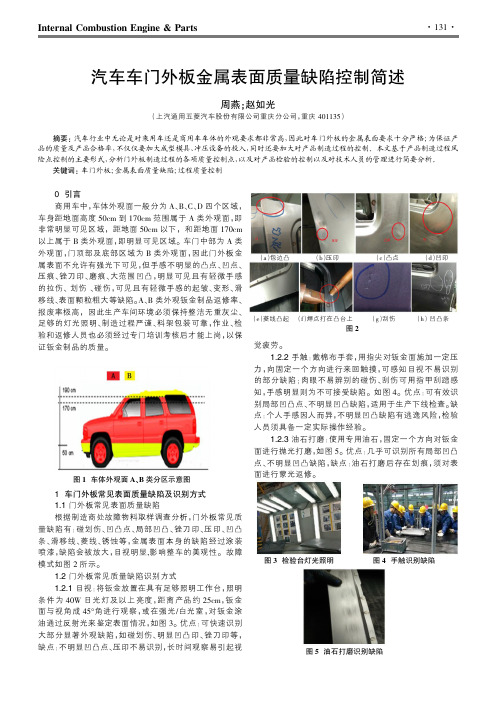
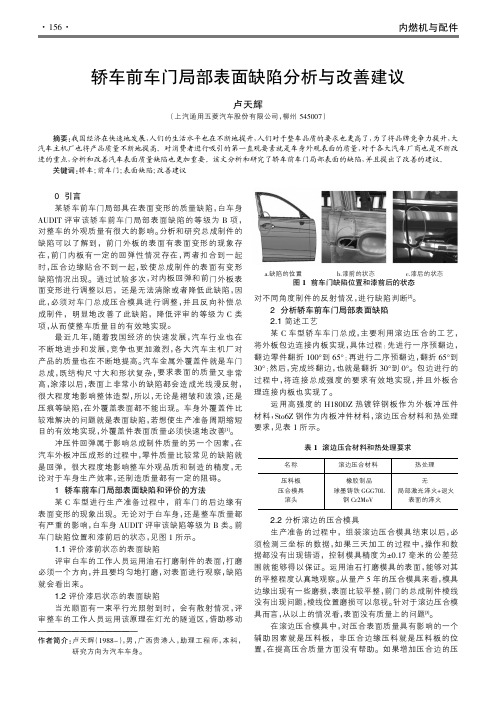
Internal Combustion Engine &Parts0引言商用车中,车体外观面一般分为A 、B 、C 、D 四个区域,车身距地面高度50cm 到170cm 范围属于A 类外观面,即非常明显可见区域,距地面50cm 以下,和距地面170cm 以上属于B 类外观面,即明显可见区域。
车门中部为A 类外观面,门顶部及底部区域为B 类外观面,因此门外板金属表面不允许有强光下可见,但手感不明显的凸点、凹点、压痕、锉刀印、磨痕、大范围凹凸,明显可见且有轻微手感的拉伤、划伤、碰伤,可见且有轻微手感的起皱、变形、滑移线、表面颗粒粗大等缺陷。
A 、B 类外观钣金制品返修率、报废率极高,因此生产车间环境必须保持整洁无重灰尘、足够的灯光照明、制造过程严谨、料架包装可靠,作业、检验和返修人员也必须经过专门培训考核后才能上岗,以保证钣金制品的质量。
1车门外板常见表面质量缺陷及识别方式1.1门外板常见表面质量缺陷根据制造商处故障物料取样调查分析,门外板常见质量缺陷有:碰划伤、凹凸点、局部凹凸、锉刀印、压印、凹凸条、滑移线、菱线、锈蚀等,金属表面本身的缺陷经过涂装喷漆,缺陷会被放大,目视明显,影响整车的美观性。
故障模式如图2所示。
1.2门外板常见质量缺陷识别方式1.2.1目视:将钣金放置在具有足够照明工作台,照明条件为40W 日光灯及以上亮度,距离产品约25cm ,钣金面与视角成45°角进行观察,或在强光/白光室,对钣金涂油通过反射光来鉴定表面情况,如图3。
优点:可快速识别大部分显著外观缺陷,如碰划伤、明显凹凸印、锉刀印等,缺点:不明显凹凸点、压印不易识别,长时间观察易引起视觉疲劳。
1.2.2手触:戴棉布手套,用指尖对钣金面施加一定压力,向固定一个方向进行来回触摸,可感知目视不易识别的部分缺陷;肉眼不易辨别的碰伤、刮伤可用指甲刮蹭感知,手感明显则为不可接受缺陷。
如图4。
优点:可有效识别局部凹凸点、不明显凹凸缺陷,适用于生产下线检查。
外板品质问题识别与一般解决方法-1
• 外观面波浪-起皱
先触料 先触料 后触料 后触料
件1
产生原因:
1、原理同一般起皱(见第一期培训材料) 2、右图二件仍属料流不均所致-图示两台阶尤 其对应R角先接触料片,与周围成形不同步, 件2 造成料流不均衡--如上图演示
解决方法:
1、右图1取消台阶-解决 2、右图2放大绿三角处R角-改善 3、如为前期,可做两次拉延
*提示: 1、相对平整部位一般不需设置排气孔---不是绝对; 2、外板件排气孔不得超过Ø4; 3、平整部位必要时可凸、凹模同时设置排气孔
解决办法 1、先加压调试,确认到底,看效果 2、查看变形处是否有排气孔----打Ø4排气孔, 排气孔数量是否足够----增加排气孔数量
R不顺的识别
产生原因: 1、凸R处符型度-凹模符型度 2、翻边刀是否有交刀,或翻边不同步 3、压料装置-压料效果差 4、翻边间隙是否均匀
原因:翻边凸模R角呈锯齿状,翻边造成.
解决办法:1、补焊--编程--加工--调试 ;2、复制翻边凸模
• R(棱线)凸起
理论 实际
产生原因: 1、 研合不到位(拉延、翻边) 2、 光顺R角(拉延、翻边) 3、 适当增加外围压边力 4、 翻边间隙紧,刀块回程时摩擦带变形 5、 翻边刀块型面光洁度不够 解决办法: 1、 研合 过拉延 2、 光顺R角 *提示: 3、 适当增加外围压边力 1、 拉延时部分R角根部有阻料作用,料增厚,CAE分析时可探索; 4、 适当调整翻边间隙 5、 提高翻边刀块工作面光洁度 2、 关键的R棱线,拉延不易控制该问题时,可以尝试做过拉延造型,
限拉延率) 不可消除的滑移线(受制于产品及拉 延率,该造型两侧滑移线能同时消除)
产品外 观面 理想的材料流向 产品外 观面
汽车用钢板面品质不良的调查和解析
i nv tg t d,t e cas ii a i n d c us s a l si esi a e h l sfc to an a e i nayze s we la w o co r d a l s ho t ntolbul e a g nd ola e f m i n he c lps or ng i t pr e sng a t m pi he see a e. e i fm e s e r utf r a d,i l ng pero c i pe ton an oc s i nd sa ng oft t lpl t A s res o a ur s a e p o w r nc udi i di ns c i d
o e a l uaiy o e a t mo i . l ea d c la s x s e n se l lt u f c ft e f n a n a t ra f o y v r l q l f h u o b l Bu g n o l p e e it d i t e a e s r a e o u d me t l t t e p h ma e i l d o b
异 物压 入造 成不 良。而 对于 材料 鼓瘪 而言 ,可 以明显 洗 油采 取相 同 的管 理方 式进行 管理 。
发 现钢 板在镀 锌之 前 的基板 上存在 不 良,在冲 压 过程 的异物 发 生作用 ,导致 材料 的表面 出现 不 良。
汽车外饰件外观品质要求
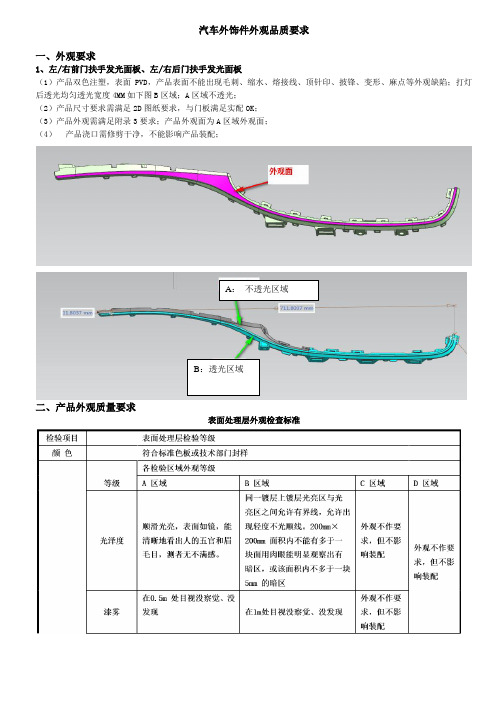
汽车外饰件外观品质要求一、外观要求1、左/右前门扶手发光面板、左/右后门扶手发光面板(1)产品双色注塑,表面PVD,产品表面不能出现毛刺、缩水、熔接线、顶针印、披锋、变形、麻点等外观缺陷;打灯后透光均匀透光宽度4MM如下图B区域;A区域不透光;(2)产品尺寸要求需满足2D图纸要求,与门板满足实配OK;(3)产品外观需满足附录3要求;产品外观面为A区域外观面;(4)产品浇口需修剪干净,不能影响产品装配;A:不透光区域B:透光区域二、产品外观质量要求表面处理层外观检查标准三、性能要求检测项目特殊特性分类样品编号/数量技术要求条款号检测方法条款号常规耐高温试验/ 3无裂纹、气泡、起皱、剥离、凹陷等不良现象附着力:0~1级Q/BYDQ-A1901.402.4中4.1.2.2的方法进行,将产品按照实际或接近使用状态的条件进行安装。
温度:90℃±2℃时间:168h试验结束后放置在室温下1h后进行检查。
交变湿热试验/ 3无裂纹、气泡、起皱、剥离、凹陷等不良现象附着力:0~1级Q/BYDQ-A1901.402.4中4.1.6的方法,将产品按照实际或接近使用状态的条件进行安装。
1)温度、湿度:高温:80℃±2℃,低温:-40℃±2℃高温高湿:55℃±2℃/95%RH2)循环次数:5个循环试验结束后放置在室温下1h后进行检查。
附着力/ 3 镀层与基材无剥离十字划痕试验法:单刃刀具手工交叉划格,夹角约60°,划痕需切透至样品底材,尺寸为20mm×20mm,确保3M898胶带与涂层接触良好,以接近90度角平稳撕离胶带进行观察。
(由于几何形状原因不能实施一般交叉切割试验的试样。
)CASS盐雾试验/ 3 外观达到9级Q/BYDQ-A1901.402.2中4.4.3的方法,试验时间:24h:耐候性/ 4 变色:≥4级失光:≤1级粉化:0级开裂:0(S0)a级起泡:10级生锈:10级剥落:0(S0)a级长霉:0(S0)a级斑点:0(S0)a级泛金:0级针孔:≤1级桔皮:无变化附着力:≤1级按 Q/BYDQ-A1901.800—2012 中4.2 的方法进行。
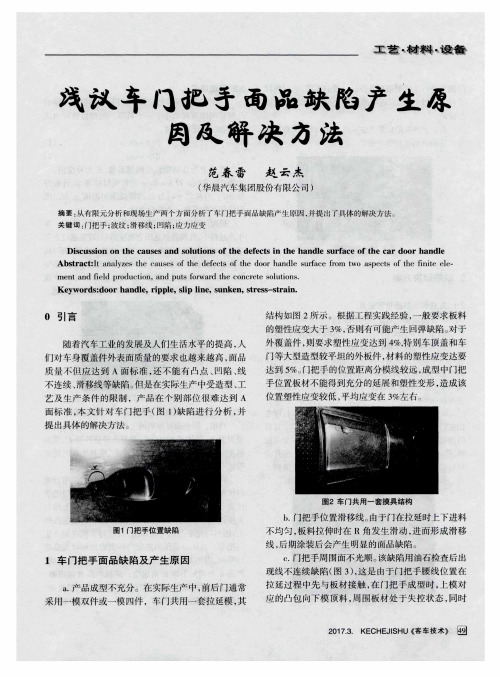
浅议车门把手面品缺陷产生原因及解决方法
Di s c us s i on o n t he c a us e s a nd s o l ut i on s o f t f a c e o f t he c a r do or ha nd l e
拉延过程 中先与板材接触 , 在 门把手成型时 , 上模对
应 的 凸 包 向下模 顶 料 , 周 围板 材 处 于 失控 状 态 , 同时
采用一模双件或一模四件 ,车门共用一套拉延模 , 其
2 0 1 7 . 3 .K E C H E J I S H U《 客车技术》 囫
工 艺 . 材 料 ・ 设 备
门把 手受 产 品造 型限制 及拉 延深 度 的不 同 , 造成 板 材
2 . 2 区域 强压
走料不一致 , 从而形成产 品表面波纹 、 局部凹陷等面
品缺 陷 。
强 压 既在 拉延 模数 控加 工 阶段 , 将 门把手 周 围 的
凸凹模间隙取其值小于一个料厚 ,间隙数值可由式 ( 1 ) 和式( 2 ) 计算得到。
可 以用增 加进 料阻 力方 法使 产 品成 型充 分 , 又 可 以用 调整 进 料 阻 力方 法 控 制 板 材不 同方 向 的流 人 速 度 和 流 入量 , 从 而减 少 板 材在 凸模 上 的滑 动 , 消 除或 减 轻
Ke y wo r d s : do or ha nd l e ,r i ppl e ,s l i p l i n e ,s unke n,s t r e s s —s t r a i n.
0 引 言
随着汽车工业的发展及人们生活水平的提高, 人 们对车身覆盖件外表面质量的要求也越来越高 , 面品
线, 后期 涂装 后会 产生 明显 的 面品 缺陷 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车外板件常见面品问题及解决方法
摘要:汽车外板件的面品问题是影响其成形精度和表面质量的重要因素之一,本文结合现场分析了汽车外板件的各种常见的面品问题,并提出了相应的解决措施,为汽车外板件面品问题的工程控制提供了依据。
关键词:汽车外板件;面品问题;模具
Automotive outer panel parts problems and solutions
Surface product of Automotive outer panel parts problem influence the forming accuracy and surface quality is one of the important factors. The paper analyzes all kinds of common surface product of Automotive outer panel parts problem Combined with the scene, and proposed the corresponding solution measures, in order to automotive outer panels parts problem for engineering control provides a basis.
1引言
随着时代的发展,对汽车模具的要求也越来越高,面品问题的重要性也日渐突出。
如何解决面品问题,尤其是如何解决由回弹引起的面品问题已经成为当前模具制造业面临的一个重要课题。
现场存在的面品问题:模具表面的异物造成的面品问题,如麻点;模具表面的摩擦、光洁度等造成的面品问题;模具CAD设计不良造成的面品问题,如憋气、拉毛;上下模研合不充分造成的面品问题,如硬点、麻点;由于回弹严重不均造成的面品问题,制件通过模具的凹、凸角产生的冲击线、滑移线。
2面品问题的检查方法
面品问题的检查有很多种方法,但是在现场的最终检查还是靠钳工的官能检查。
这种检查主要靠目视(如图1所示)、触感和油石打磨来完成(如图2所示)。
这就需要现场人员具有丰富的经验,预判可能发生面品问题的区域,然后对感觉有问题的部位进行严格的打磨和判定。
图1 目视检查法示意图图2 油石法示意图
3面品问题分析及解决方法
3.1凹凸问题
汽车车门把手出处易产生凹凸现象,如图3所示。
凹凸的特征是成形时锁紧力不均匀,走料不平衡产生的制件表面凹陷或者凸起的现象,凹凸可能是由于门把手处曲率变化急剧、上下模研合不良、卸载后回弹造成的。
解决方法是计算隆起量、曲率,改善R角和压边力,使上下模研合充分,做回弹补偿等。
3.2麻点
如图4所示,汽车外板件的麻点问题,麻点的特征是冲压加工时,钢板的切屑、镀层掉下的碎屑、线状碎屑、灰尘等微小的异物进入模具内加工时,在制件表面产生的微小凹凸。
麻点产生的原因是模具研磨不良或清扫不良、板料脏等。
应认真研磨和清扫模具,将板料擦干净。
图3 车门把手处凹凸现象图4 汽车外板麻点
3.3硬点
如图5所示,硬点的特征是上下模研合不充分造成的制件表面出现的局部凹凸。
其产生的原因是模具研磨不良或清扫不良,导板不稳导致模具偏心等,应认真研磨和清扫模具,调稳导板。
3.4角部塌陷
塌角的特征:产品面局部有塌陷,拉延、翻边后凸模肩部材料由于塑性变形从棱线沿内侧下垂被折的现象。
产生的原因主要是流料太少、压料力较弱、翻边行程过大、模具和制件有间隙。
解决的措施是控制流料、加大压料力、尽量减少整形量、模具与制件间研合充分。
图5 汽车外板件硬点图6 汽车外板件的角部塌陷
3.5拉毛
如图7所示,拉毛是汽车外板件在拉延或翻边过程中,加工表面的挫伤现象。
产生的原因主要是压料面压的太死、板料脏、导板不稳导致模具偏心、模具研磨不良、模具硬度不够等。
解决的措施是使压料面和制件间的间隙适当、将板料擦干净、加垫片稳定导板、认真研磨模具、加强模具的硬度或更改模具材质。
3.6滑移线和冲击线:
如图8所示。
板料在模腔内与凸、凹模接触所产生的痕迹可分为第一冲击线和第二冲击线。
第一冲击线产生的原因是板料在凹模与压边圈闭合后,受凸模作用成形时,板料流经凹模口圆角,由摩擦及材料硬化,形成的痕迹。
如凹模口圆角R值较大,且光洁度较高,划痕会比较轻。
第二冲击线主要是板料在模腔内与上下模的凸R发生相对位移所产生的划痕,通常比第一冲击线要轻。
滑移线是板料在成形初期与凸模的最高点接触时,产品脊线区域已产生塑性变形,如前后两侧在成形后期得不到有效控制,非常容易使板料沿脊线向上部滑移,形成外脊滚线,严重影响外观质量。
主要解决方法是将滑移线设置在可切除的区域、通过调整压边力将滑移线移位到不可视的区域、将R角尺寸尽量做大、降低滑块行程速度以减小冲击力、人工打磨等。
图7 汽车外板件拉毛现象图8 汽车外板件的滑移线和冲击线
4结论
汽车外板件的面品问题是影响其成形性精度和表面质量的重要因素之一,其形成过程非常复杂并受多种因素的影响,通过分析现场汽车外板件的各种常见的面品问题,提出了面品问题的各种解决措施,为汽车外板件成形中面品问题的工程控制提供了依据。
参考文献
[1]任雪岩.汽车车身覆盖件表面质量控制[J].汽车工艺与材料.2001,(2):13~15.
[2]崔令江.汽车覆盖件冲压中的面形状精度不良及其分类[J].汽车技术,1996,(5):26~31
[3]孙振忠,杨玉英.柱面扁壳面畸变形成机理及控制[J].机械工程学报,2005,41:210~214.
[4]徐小清.浅谈汽车覆盖件的表面滑移线[J].模具技术,2005,(1):41~44.。