汽车涂装磷化渣的成因与防控
浅谈涂装车间前处理磷化生锈解析_赵思强

综上所述,建议改善前处理的排风送风设备。在添 加排风送风设备后,会使整个前处理形成一种低压状 态,即车体进入线体的方向和表调 2 个方向的气体从 脱脂的排风处抽出。另外一个从车体进入的反方向(磷 化后)和表调 2 个方向的气体从磷化的排风处抽出。一 般情况下表调处的送风为自然送风,也可安装送风设 备。但是安装的送风设备功率要小于脱脂处和磷化处 排风设备的功率,这样才会使前处理整个系统成为一 种低压的状态,使前处理的高温、高压、高湿的情况减 少,从而减少了车体在高温、高湿、高压的环境中发生 返锈的情况。槽体循环改善可以通过定期倒槽及酸清 洗磷化渣处理来完成,使得槽体内部循环保持良好的 效果。 1.2.3 槽液参数方面
根据生锈情况及现场观察,从人、机、料、法、环境 5 个方面对原因进行了解析。 1.2.1 人员方面
前处理工序处理均为自动化,本线体仅日常加料
Modern Finishing‖现代涂装
为人工作业。现场操作工若对磷化药剂浓度及槽体温 度检测频次不到位,可能会造成参数异常,引起磷化生 锈现象。经过现场排查点检记录,此项问题排除。 1.2.2 设备方面
但是车体内腔就不容易被加湿喷淋喷到特别是在脱脂表调之后磷化之前此工序最易产生内腔返锈因为磷化前没有喷淋如果磷化抽风系统不好加之磷化液为38左右会使磷化液挥发且磷化后喷淋会使磷化液形成雾状同时向车体行驶的反方向移动如果没有排送风设备从整体来看脱脂为高温表调为常温磷化为高温就会产生一种高压向低压处流动的情况即脱脂槽形成的高温高压气体向车体行驶的方向和表调的方向移动
⑷
总酸
phosphophyllite
3Zn(H2PO4)2 → Zn(3 PO4)·2 4H2O+4H3PO4
⑸
Hopeite
在磷化槽内,钢板与磷化液接触,首先发生的是反 应⑴,钢板表面腐蚀,车身表面及附近的游离酸减少, 促进⑷、⑸发生;同时由勒夏特列原理可知,当游离酸 过高及总酸低时,不利于成膜,会导致车体局部产生黄 锈。磷化剂中各种离子含量对磷化反应成膜影响也很 大,尤其是锌离子的含量对磷化膜的影响较大。一般来 说,锌离子的含量高,可以形成更多的结晶核心,加速 磷化反应,使磷化膜致密,光泽度好。但是锌离子含量 过高,磷化膜结晶粗大,膜脆,挂灰,影响涂膜附着力。 锌离子含量过低时,磷化膜薄,不利于磷化膜的形成。 出现生锈情况时,联合厂家对槽液进行化验检查,槽液 参数如表 1 所列。
汽车涂装前处理磷化结晶粗厚缺陷研究
汽车涂装前处理磷化结晶粗厚缺陷研究发布时间:2021-05-07T10:32:03.950Z 来源:《基层建设》2020年第34期作者:张倩[导读] 摘要:涂装新线出现车身磷化膜结晶疏松、粗大的异常现象,通过对钢板表面状态、表调槽液参数、表调性质、表调水质、表调温度、磷化槽液参数等的分析,得出表调温度高、磷化总酸低是磷化结晶异常的主要原因。
沈阳新世纪贸易有限公司辽宁沈阳 110000 摘要:涂装新线出现车身磷化膜结晶疏松、粗大的异常现象,通过对钢板表面状态、表调槽液参数、表调性质、表调水质、表调温度、磷化槽液参数等的分析,得出表调温度高、磷化总酸低是磷化结晶异常的主要原因。
实验一方面通过降低脱脂温度、新增表调前新鲜工水喷淋、增大风阀开度等措施降低表调温度;另一方面通过更换故障的磷化循环泵提高磷化总酸,最终解决了磷化结晶异常的问题,保证了现场生产的顺畅与车身品质的稳定。
关键词:磷化;结晶;表调;缺陷引言磷化膜是车身优质漆面质量的基础,不仅可以降低基材表面的粗糙度,还能提高钢铁的耐腐蚀性和电泳涂层的附着力。
在磷化涂装前处理工艺中,表调是磷化的前工序,为磷化反应提供结晶的活性位点。
优质的表调工艺不仅可以缩短磷化成膜的反应时间,还有助于形成细密均匀的磷化结晶。
车身基材表面活性位点分布对磷化成膜影响的原理。
当活性位点在基材表面分布密集时,单个磷化晶体生长空间较小,容易相互连接形成磷化膜,随后磷化晶体的生长被相互抑制,磷化结晶细密、皮膜质量轻,是理想的磷化状态;而当活性位点在基材表面分布稀疏时,单个磷化晶体生长的空间较大,生成的磷化结晶粗厚、稀疏,是不理想的磷化状态。
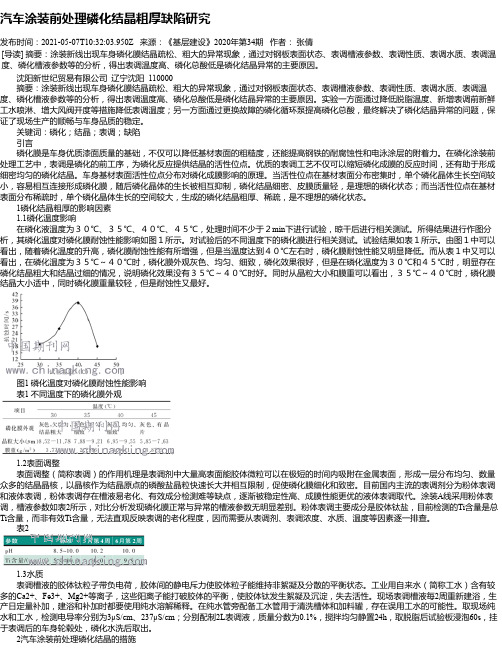
1磷化结晶粗厚的影响因素1.1磷化温度影响在磷化液温度为30℃、35℃、40℃、45℃,处理时间不少于2min下进行试验,晾干后进行相关测试。
所得结果进行作图分析,其磷化温度对磷化膜耐蚀性能影响如图1所示。
对试验后的不同温度下的磷化膜进行相关测试。
(完整word)磷化渣的控制与清除概要

现代涂料与涂装!"”"#”$!"%&’(*!+,—&。
-$(/+!-&.0!*+!+!(/+!—&。
0!—$!(—&。
.*!+,—&。
*+!&磷化渣#!12/+!—&。
0!*(/+!—&。
0!*.+!&—$磷化膜12!(/—&。
0!・。
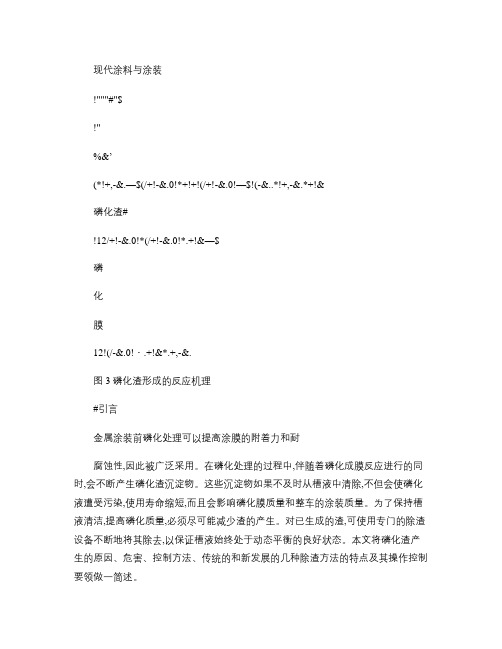
+!&*.+,-&.图3磷化渣形成的反应机理#引言金属涂装前磷化处理可以提高涂膜的附着力和耐腐蚀性,因此被广泛采用.在磷化处理的过程中,伴随着磷化成膜反应进行的同时,会不断产生磷化渣沉淀物.这些沉淀物如果不及时从槽液中清除,不但会使磷化液遭受污染,使用寿命缩短,而且会影响磷化膜质量和整车的涂装质量。
为了保持槽液清洁,提高磷化质量,必须尽可能减少渣的产生。
对已生成的渣,可使用专门的除渣设备不断地将其除去,以保证槽液始终处于动态平衡的良好状态。
本文将磷化渣产生的原因、危害、控制方法、传统的和新发展的几种除渣方法的特点及其操作控制要领做一简述。
!磷化渣的产生磷化渣的主要成分是磷酸锌和磷酸铁的混合物,它是磷化液与金属表面发生化学反应时的必然产物之一.其反应机理如图3所示。
由式!4#可知,当钢铁件与磷化液接触时,首先铁被酸溶解,溶解下来的铁离子一部分参与成膜反应形成12!(/-&。
0!・。
+!&磷化膜成分,而另一部分铁离子则被氧化成(-&。
沉淀,从溶液中析出形成磷化渣。
另外,如果反应过程控制不当,就会造成过中和现象,导致过量的磷酸锌沉析出来,形成富锌磷化渣。
$磷化渣的危害”当磷化液中的渣含量逐渐增多时,容易吸附在车身上,这些渣容易引起涂层早期起泡和脱落,并且降低了整车涂层的附着力和抗腐蚀能力。
”磷化渣被带入电泳槽后会污染电泳槽液,造成超滤膜的阻塞,降低超滤膜的使用寿命。
"阻塞喷咀及循环管道,造成不必要的翻槽.”易阻塞热交换器,过多的硝酸清洗不但会缩短热交换器的寿命,而且会有硝酸漏入磷化液中的危险."磷化渣的控制”%#磷化液类型的选择磷化渣的产生量与磷化液的类型有密切关系,不同的磷化液所产生的渣量有很大的区别.因此,选择合适的磷化液可以降低磷化渣的产生量.一般高锌磷化液产渣量为543"678!;低锌磷化液产渣量小于,678!;加入柠檬酸、酒石酸或其他络合剂的低渣磷化液一般为!#”4!#9678!。
汽车涂装线常用的磷化除渣系统简介
还会 附 着 在车 身 表面 ,影 响磷 化 膜 流 过斜 板 区域 ,磷 化 渣 在 重 力沉 降 能进 一 步提 高 除 渣效 率 。不 足之 处
质量 和 整车 涂 装 质量 。对于 喷射 系 和 斜板 挡 压 双 重 作 用下 .快速 沉 入 是 .滤 纸 消耗 量 过 大 、得 到 的磷 化 统 而言 ,磷化 渣 过 多 .容 易 造成 喷 锥 底 ,上部 形 成 的 清液 通 过 溢流 管 渣含 水 量较 高 、磷 化 液损 失 大 。此
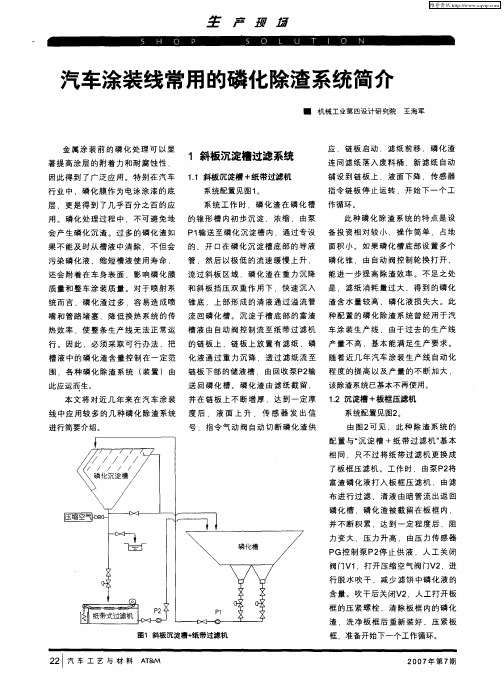
系统配置见 图3 。
由 图3 见 .此种 除渣 系统 与前 可
两 种相 比也 是 除 渣机 发 生 了 变化 .
虽然也有 自动压 紧、 自动排渣的 自动 F 系 列压 滤 机 的基本 工 作流 程见 图 K
-图6 。 型板 框压滤机 ,但 因可靠性不高 .限 4
制 了大范 围的使 用 。“ 淀 槽 +板框 沉
线 中应 用 较 多 的几 种 磷化 除 渣 系统 度 后 .液 面 上 升 .传 感 器 发 出信 进行简 要介 绍。 号 .指 令 气动 阀 自动 切 断磷 化 渣 供
系统 配置见 图2 。
由 图2可见 ,此种 除 渣 系 统 的 配 置 与 “ 淀槽 +纸 带 过 滤机 ” 本 沉 基 相 同 ,只 不 过 将纸 带 过 滤机 更 换 成 了板 框 压滤 机 。工 作 时 ,由泵 P 将 2 富渣 磷化 液 打 入板 框 压 滤 机 .由滤
F K系列 压 滤机 是全 自动 的压 滤
P2
压 滤机 ” 的除渣 系统 由于 自动化程 度 机 .加 压过 滤 、通 气 脱 水 、 渣饼 排
L 低 ,处理 能力受到 了很 大限制 .在大 出等 全 部 工作 过 程 采 用 P C自动 控
车身面漆涂装颗粒产生原因分析与防治

涂装工技师毕业论文题目:【目录】摘要1关键词1引言1第一章、颗粒分析方法 2第二章、颗粒的分类31、空气中的尘埃32、铁锈33、金属颗粒34、磷化渣45、打磨灰尘46、PVC密封胶飞溅47、纤维 58、涂料本身的颗粒59、杂色颗粒5第三章、颗粒的防治61、灰尘的防治62、铁锈的防治63、金属颗粒的防治64、磷化渣的防治65、打磨灰的防治76、飞溅的PVC密封胶防治77、纤维的防治78、涂料本身的颗粒79、杂色颗粒的防治7第四章、结束语8参考文献8【摘要】通过对车身面漆涂装颗粒的种类、来源进行汇总统计,分析颗粒缺陷产生的原因,采取相应的防治、改善措施,预防和解决异常问题,提高车身面漆的涂装质量。
在实际工作中,涂膜不良因素常产生于机床涂装过程中和涂装后不久或使用初期,造成返修和经济损失。
【关键词】车身面漆涂装颗粒质量【引言】涂装的主要作用是实现产品的防腐性能和装饰性能。
在车身面漆涂装过程中,颗粒是最常见的影响装饰性能的缺陷之一,它直接影响车身面漆涂装的一次交验合格率,增加返修成本。
本公司涂装车间引进专业颗粒分析技术人员,对车身面漆涂层中的颗粒进行分析、识别,编制日报、周报、月报、各种临时测试报告和异常情况报告,判断颗粒来源,从而达到控制车身面漆涂装质量、降低成本的目的。
涂装技术是高度发展的科学技术领域中一门不可缺少的技术,利用涂料的特有的多种多样的性能按照一定的涂装方法将其涂在产品的表面,涂在建筑、船舶、车辆、桥梁、机械、电器玩具等等方面起着保护和装饰的作用。
车身面漆涂装颗粒产生原因分析与防治【正文】第一章、颗粒分析方法涂膜颗粒形成原因复杂多样,既可能是各种灰粒、渣粒,也可能是各种细小的纤维,他们来源于各种生产辅料,劳防用品,设备的滤料、滤袋、脱落的金属氧化物和涂料以及生产过程中的产物等,例如烘干炉的冷凝物、打磨灰、飞散的胶粒、作业环境中的污染物、预处理和电泳过程中因工艺参数偏离等所造成的颗粒等。
我们把由于各种灰粒、纤维等所引起的涂膜缺陷统称为颗粒。
磷化渣的控制与清除概要
现代涂料与涂装!"""#"$!"%&’(*!+,-&.—$(/+!-&.0!*+!+!(/+!-&.0!—$!(-&..*!+,-&.*+!&磷化渣#!12/+!-&.0!*(/+!-&.0!*.+!&—$磷化膜12!(/-&.0!・.+!&*.+,-&.图3磷化渣形成的反应机理#引言金属涂装前磷化处理可以提高涂膜的附着力和耐腐蚀性,因此被广泛采用。
在磷化处理的过程中,伴随着磷化成膜反应进行的同时,会不断产生磷化渣沉淀物。
这些沉淀物如果不及时从槽液中清除,不但会使磷化液遭受污染,使用寿命缩短,而且会影响磷化膜质量和整车的涂装质量。
为了保持槽液清洁,提高磷化质量,必须尽可能减少渣的产生。
对已生成的渣,可使用专门的除渣设备不断地将其除去,以保证槽液始终处于动态平衡的良好状态。
本文将磷化渣产生的原因、危害、控制方法、传统的和新发展的几种除渣方法的特点及其操作控制要领做一简述。
!磷化渣的产生磷化渣的主要成分是磷酸锌和磷酸铁的混合物,它是磷化液与金属表面发生化学反应时的必然产物之一。
其反应机理如图3所示。
由式!4#可知,当钢铁件与磷化液接触时,首先铁被酸溶解,溶解下来的铁离子一部分参与成膜反应形成12!(/-&.0!・.+!&磷化膜成分,而另一部分铁离子则被氧化成(-&.沉淀,从溶液中析出形成磷化渣。
另外,如果反应过程控制不当,就会造成过中和现象,导致过量的磷酸锌沉析出来,形成富锌磷化渣。
$磷化渣的危害"当磷化液中的渣含量逐渐增多时,容易吸附在车身上,这些渣容易引起涂层早期起泡和脱落,并且降低了整车涂层的附着力和抗腐蚀能力。
"磷化渣被带入电泳槽后会污染电泳槽液,造成超滤膜的阻塞,降低超滤膜的使用寿命。
"阻塞喷咀及循环管道,造成不必要的翻槽。
汽车生产涂装车间前处理磷化工艺全

汽车生产涂装车间前处理磷化工艺磷化所谓磷化处理是指金属表面与含磷酸二氢盐的酸性溶液接触,发生化学反应而在金属表面生成稳定的不溶性的无机化合物膜层的一种表面化学处理方法,所生成的膜称为磷化膜。
具有微孔结构,在通常大气条件下比较稳定,具有一定的防锈能力,用作漆膜的底层,可以显著地提高涂层的附着力和耐蚀性能。
磷化膜作为电泳涂漆之底层,在汽车行业中得到几乎百分之百的应用。
磷化处理分类磷化处理有很多分类方法,工业上较通用的有如下几种:(1) .根据组成磷化液的磷酸盐分类,有磷酸锌系、磷酸镒系、磷酸铁系。
此外,还有在磷酸锌盐中加钙的锌钙系,在磷酸锌系中加银、加镒的所谓〃三元体系〃磷化等。
(2) .根据磷化温度分类,有高温磷化(80。
C以上)、中温磷化(50~70℃)和低温磷化(40。
C以下)。
(3) .按磷化施工方法分类,有喷淋式磷化、浸渍式磷化、喷浸结合式磷化、涂刷型磷化。
(3).按磷化膜的质量分类,有重量型(7.5g∕m2以上)、中量型(4.3g∕m2〜7.5g∕m2)、轻量型(1.1g∕m2~4.3g∕m2)和特轻量型(0.3g∕m2〜1.1g∕m2)o磷酸锌系,磷酸锌钙系,磷酸铁系磷化膜适用于涂装底层,其中以磷酸锌系磷化膜应用最为广泛。
磷酸镒系磷化膜,主要用于满足润滑性和耐磨性的要求。
磷化膜的组成和成膜机理磷化膜的组成钢铁在不同磷化液中形成的膜层的组成如表所示。
钢铁磷化膜的组成及外观类型溶液主要成分膜层主要成分膜层外观锌磷酸Zn2+,磷酸锌浅灰,深灰,黑灰色系锌系磷酸Zn2+,磷酸锌钙锌钙Ca2+,系磷酸Zn2+,磷酸锌镒锌锦Mn2+,系磷酸锦系Mn2+,磷酸锌浅灰,深灰,黑灰色磷酸铁系Fe2+,磷酸铁深灰色Me①,磷酸铁及铁的氧化物膜层为(0.1~1)g∕m2时呈彩虹色,大于1g∕m2时呈深灰色13.2.2磷化膜成膜的机理比如我们锌系磷化为例来说明磷化膜成膜机理,磷酸锌系处理溶液,通常含有磷酸、磷酸二氢锌、氧化剂和促进剂等成分,其磷化基本反应如下:Fe+2H3PO4——>Fe(H2PO4)2+2H+(基体)(磷化液)2H++02——>H20(氧化剂)Fe(H2PO4)2+02——»FeP04+H3PO4+H20(氧化剂)(沉淀)当铁与磷化液接触时,铁不断溶解,H3PO4不断消耗,并放出氢,这时铁与磷化液接触的界面处的酸度下降,PH值上升,处理液中成分发生下列反应:3Zn(H2PO4)2+4H2O——>Zn3(PO4)2∙4H20+4H3PO4(磷化液)(膜的成分)Fe+2Zn(H2PO4)2+4H2O+02——>Z∩2Fe(PO4)2∙4H20+2H3PO4+H20 (磷化液)(膜的成分)生成的不溶于水的Zn3(PO4)2∙4H20及Zn2Fe(PO4)2∙4H20覆盖在金属表面上即形成了磷化膜。
磷化渣产生的原因是什么
磷化渣产生的原因是什么
磷化渣是一种在金属制造和处理过程中产生的废弃物,它主要由磷化物和残余金属碎片组成。
磷化渣产生的主要原因可以归结为以下几个方面:
1.磷化处理工艺:磷化渣的产生往往与金属表面的磷化处理工艺密切相关。
在进行
金属磷化处理时,常常需要将金属零件浸入含有磷化剂的处理液中,经过一定时间的处理后形成磷化膜。
在这个过程中,部分磷化剂可能残留在金属表面或处理液中,随着金属零件的取出形成磷化渣。
2.金属表面残余:金属加工过程中会产生大量金属屑和碎片,这些残余的金属碎片
在与磷化液接触后也会被包裹在磷化膜内,形成磷化渣。
因此,金属表面的残余金属是磷化渣产生的重要因素之一。
3.磷化液成分:磷化液的成分也会影响磷化渣的生成。
一些磷化液中可能含有其他
化学物质,这些物质在与金属作用后会加速金属的氧化和磷化反应,从而产生更多的磷化渣。
4.工艺参数不当:在金属磷化处理的过程中,工艺参数的控制非常关键。
如果处理
温度、时间、浓度等参数设置不当,可能导致金属表面磷化不均匀,甚至出现过量的磷化渣。
5.设备和操作不当:金属磷化过程中使用的设备和操作也会对磷化渣的产生产生影
响。
例如,设备老化、操作不规范、清洗不彻底等因素都可能导致磷化渣的生成增加。
总的来说,磷化渣的产生是一个综合因素作用的结果。
为了减少磷化渣的产生,可以从优化磷化工艺、控制磷化液成分、提高设备和操作水平等方面入手,确保金属磷化处理过程高效、环保、经济。
1。
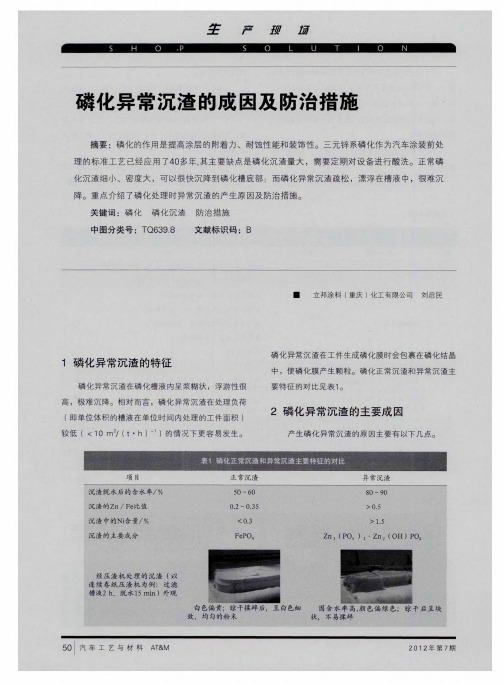
磷化异常沉渣的成因及防治措施
F P 生成初期为水合离子 ,一段时间后直接 eO
脱水 沉 积 。处理 负荷低 时 ,F P e O 的生 成量 少 ,但 磷 化槽 液 中絮状 的 中和沉 渣 多 ,影 响 了F P 合离 子 eO 水 的正 常沉 积 ,使之 也转 变 为凝胶状 异常沉 渣。 ( 补 加 磷 化 槽 液 面 时 , 添 加 了 过 多 的 磷 4)
物具 有g Na n OHtI E ! 同的作 用 。 ( 3)处理 负荷 低 时 ,易使 少量正 常 沉渣凝 胶化
温 时 ,应 将磷 化 槽液 循环 量 降到最 低 限 ,以减 少促进 剂 的分解 ; 化 时 ,槽液 的温 度和 游离 酸度 控 制在 工 磷 艺 规范下 限。 e配制磷 化槽 液后 ,尽 量 不再加 入 中和剂 。 . f 化温 度 不 能超 过工 艺 规范 上 限。 另外 ,要注 . 磷 意控 制热 交换 器 用 的热水 温度 ( 高 不超过 槽液 要 求 最 上 限温 度 2 ℃ ), 因为磷 化 槽 液局 部 温度 过 高 也容 0
生
产 侵 场
( 配 制磷 化槽 液 时中和 沉渣 的残 留 1)
配制磷化槽 液时 ,目前通 常以N OH a 中和游离
酸 ,反 应 方程式如 下 。
H P 4+N OH=N 2 O4 3O a aH P +H2 0 ( 1)
3 磷化异 常沉渣 的防治措施
为尽 量减 少 磷 化 异 常 沉 渣 的产 生 ,应 注 意 以下
易 导致沉 渣增 加 。
正 常磷化 反 应产 生 的沉 渣 的主要 成 分是 F P eO ,
反应 过程 如 下。
F e+H P 4 e ( 2O 2 2 3 O =F H P 4) +H T
磷化沉渣形成的原因分析及预防
磷化沉渣形成的原因分析及预防王恩生,杨波,陈鹏,王宇(中化化工科学技术研究总院,北京100011)摘要:详细分析了磷化沉渣形成的原因及危害,指出大量的磷化沉渣对磷化产生不利影响。
磷化沉渣形成的主要原因是磷化液配比不合理、工作负荷偏大、工作温度偏高、促进剂偏高和Fe2+浓度偏高等。
通过控制磷化液中的Fe2+的浓度可以有效减少沉渣的生成。
严格按照工艺参数操作可以有效防止磷化沉渣的生成。
关键词:磷化液;脱脂剂;沉渣;酸度;表面处理中图分类号:TQ639文献标识码:A文章编号:1007-9548(2013)01-0056-05Analysis and Prevention of Phosphating Dregs FormationWANG En-sheng,YANG Bo,CHEN Peng,WANG Yu(SinochemChemicalScienceandTechnologyResearchInstitute,Beijing100011,China)Abstract:Thephosphatingdregsformingreasonsandharmfulnesswereanalyzedindetailandindicatedthatthevastofdregshadtheadverseeffectonphosphating.Themaincauseinducedphosphatingdregsformationistheunreasonableratioofphosphatingsolution,largeworkload,andhigherworktemperature,highamountofacceleratorandhigherconcentrationofFe2+.ThedregsamountcaneffectivelyreducebycontrollingtheconcentrationofFe2+inphosphatingsolution.InThegenerationofphosphatingdregscanbeeffectivelypreventwithstrictcontroloftheoperationprocessparameters.Key words:phosphatingsolution;degreasingagent;sediment;acidity;surfacetreatment0引言磷化沉渣分正常沉渣和非正常沉渣[1]。
电镀锌板在汽车涂装线上磷化异常的原因分析
(%)
!"#$%&&’ !() *++, 降低脱脂液温度、 关闭预脱脂 ( 缩短了脱脂 艺恢复正常, 电泳后的表面粗糙和条印问题得到 解决。 #" 结论 通过上述调查分析及验证结果, 可以得出如 下结论: (% ) 电镀锌基板的锌层结晶完全正常, 没有 露铁点。 (& ) 电泳后表面的粗糙和条印缺陷是由于零 件表面局部区域的磷化膜结晶异常引起。 (’) 脱脂过程中, 脱脂液中的强碱对锌层表 面的过度腐蚀, 影响了磷化结晶过程的正常进行, 导致结晶异常。 (() 调整脱脂工艺, 加强脱脂后的漂洗能力, 降低脱脂液对零件表面锌层的腐蚀, 能够很好地 解决磷化异常这个问题, 最终保证电泳的质量。
时间) , 或者白车身脱脂后立即对流挂部分进行 从而使 水的冲洗, 使 !"#$ 跟锌之间的作用减弱, 得这些斑迹消失。因此, 从根本上来说, 造成电泳 后零件表面异常粗糙的根源是脱脂工艺的异常。 !" 改进措施 (%) 脱脂剂供应商对其产品的成分 ( 碱性物 质、 表面活性剂等) 进行适当的调整, 在确保脱脂 能力的前提下, 减轻脱脂液中碱性物质对锌层的 过度腐蚀。 (& ) 适当加强脱脂后水清洗的喷淋流量, 使 得残留在车身上的脱脂液得到及时、 足够的稀释, 进一步减轻碱性物质的腐蚀。 (’) 在条件允许的情况下, 脱脂液采用去离 子水进行配制和补充, 减少水中杂质的影响。 在采取了上述措施后, 该汽车厂的涂装线工
!"#$%&&’ !() *++,
4’3
" " 从锌层的结晶形貌看, 结晶为典型的电镀纯 锌结晶, 无任何异常, 因此, 车身用的电镀锌基板 没有异常。 ! ) "# 分析讨论 从试验分析的结果来看, 这些磷化样板存在 明显的磷化结晶异常现象, 和正常、 典型的汽车厂 图 !" 样板 # 黑点处 “#” 的电子探针图谱 磷化处理结晶形貌有天壤之别, 正常的磷化结晶 形貌呈致密的针状分布 ( 图 ’( 、 ’’ ) 。可以认为, 该汽车涂装线的磷化 ( 包括磷化前的脱脂处理) 工艺发生异常, 磷化时, 磷化结晶异常生长。在磷 化工艺参数 ( 包括表面调整、 磷化浓度、 温度) 都 正常的情况下发现磷化结晶的异常, 其最大的可 能是锌层表面附着一层物质, 降低了锌的表面活 性, 从而导致结晶的紊乱和粗大。
磷化渣产生的原因是

磷化渣产生的原因是
在工业生产中,磷化渣是一种常见的废弃物产物,通常是由金属加工过程中的磷化反应所产生的。
磷化渣的产生原因有以下几个方面:
原材料中含磷
首先,制备金属制品时所使用的原材料中含有磷元素是导致磷化渣产生的主要原因之一。
在金属生产和加工过程中,磷元素往往会与金属发生反应,形成磷化物。
这些磷化物难以溶解或分解,通常会以固体形式存在于生产过程中,最终形成磷化渣。
高温条件下的化学反应
其次,高温条件下金属表面与含磷溶剂或气体的接触也是产生磷化渣的原因之一。
在一些工业生产过程中,金属表面会受到高温处理,而同时与含磷的化合物接触,导致磷原子逸出并与金属发生反应,生成磷化物。
这些磷化物在高温条件下不易分解,往往会残留在金属表面形成磷化渣。
工艺条件不当
另外,工业生产中操作不当也会导致磷化渣的产生。
例如,加工过程中的温度控制不当、反应时间过长或过短、氧气和湿气等因素的存在,都可能促进磷化反应的发生,最终形成磷化渣。
因此,严格控制生产工艺参数和操作流程,是减少磷化渣产生的有效途径之一。
不合理的废弃物处理
最后,处理废弃物时缺乏科学合理的方法也是磷化渣产生的原因之一。
如果在处理废弃物时没有进行有效的分离和处理,磷化渣很可能会与其他废弃物混在一起,随之被转运到垃圾填埋场或焚烧处理,从而进一步加大环境污染的风险。
综上所述,磷化渣的产生是由磷元素在工业生产过程中的化学反应所致。
在实际生产中,通过选择低磷含量原料、优化工艺条件、科学合理地处理废弃物等措施,可以有效减少磷化渣的产生,降低对环境的不良影响。
车身磷化工艺的降渣措施和除渣技术
磷化膜 , 膜的耐酸碱性、附着力和抗石击瞄 虽, 与后续的 释放 P 的速度, O 降低富锌磷化渣的措施也是从这三个方
电泳配套性 好。该 工艺具 有以上优点的 同时 , 也不可避免 面入手 。 地 会产生磷化沉 渣 ,危害磷化及后续的工艺过程 。如何采
去 ,是工艺 设计 和工艺管理 的重要 内容 。
成挂灰 ,影响后续工序的涂膜质量 。
() 2 磷化渣随工件被带入 电泳槽 ,会破坏 电泳槽液的
维普资讯
SUtace eat ent r Tr m
n P 生成速度却是一定的,从而导致富锌磷化渣 ( 稳定} 生,降低槽液寿命和电泳质量,同时也会堵塞超滤系 定的 Z 0) 统的滤膜 ,影响透过量,降低滤膜的使用寿命。 ( 磷化渣沉积在槽液的循环管道 ,降低管道流量 , 3 )
以上 三个 影 响磷化 渣生 成量 的操 作 因素是 相互 作用
实践表明把总酸控 制在 ( 土 )t 游离 酸控 制在(. 2 2P, 0 10 化为沉渣排出,造成磷化液的不必要消耗 , 增大了生产成 的 , ± . p, 0 )t 促进剂 的浓度控 制在 15 . P,成膜速度满 2 . ~3 t 0 本。
1 磷化渣的形成途径和危害
可见 ,磷化渣主要是磷化机理带来的,随着车身磷化
锌系磷化液是 由磷化二氢 锌、磷酸 、促进 剂、络 合剂 过 程的进 行不断地生成 ,或者混合在磷化液 中 ,或者沉积 等 组成的复杂缓 体 系 ,当金属工件浸入 后 , 生如 下的 中 发 在磷化槽、管路和工件表面,对车身的涂装和设备都有不
化学反应,生成的磷酸二锌铁和磷酸锌沉降在工件表面,
结 晶形成磷化膜 :
F+ 2 + e 十 e H+F H1 ,
涂装用磷化膜锈蚀的原因及预防
0引言磷化膜锈蚀是涂装磷化发生的比较严重的问题之一。
在锈蚀的磷化膜上涂装,会导致漆膜附着力、抗冲击性、耐腐蚀性等不合格,甚至造成漆膜鼓泡、脱落。
我国相当数量的中小涂装企业为了节省占地和生产线投资,不了解工件的材质及表面状态,照搬照抄或想当然地制定工艺流程,再加上这些企业管理混乱或基本无管理,致使磷化膜质量几乎处于失控状态,为涂装质量埋下了无穷的隐患。
原则上,对于已经锈蚀的磷化膜应重新酸洗后再磷化,而不能带锈涂装。
磷化膜的缺陷有很多,如发黄、发蓝、挂灰、粗糙等[1-2],人们已经进行了讨论,但不系统也不详细。
本文在调查国内数家涂装企业的基础上,结合作者的亲身实践,详细分析了涂装用磷化膜发生锈蚀的原因,指出工艺设计不合理是主因,其次是工艺操作和管理,再次是前处理药剂质量差。
1磷化膜锈蚀机理在高温、中温、低温、常温磷化处理中,磷化膜发生锈蚀的直接原因是空气通过水膜接触到铁基体,发生电化学反应,生成黄色的Fe2O3·n H2O。
质量合格的磷化膜很致密,在水分烘干或自然晾干时,空气无法接触到铁基体,因而不会出现锈蚀现象,但是如果无磷化膜、磷化膜不连续、疏松、粗糙等就会出现锈蚀现象。
钢铁是铁和碳(石墨或Fe3C)的合金,当空气和水接触到基材时,就相当于铁和碳浸在一个有电解质的溶液中,形成了很多微小的原电池,这些微小的原电池叫微电池。
在微电池中,铁作为阳极,石墨或Fe3C作为阴极。
阴极和阳极是直接接触的,电子可在其中自由流涂装用磷化膜锈蚀的原因及预防张洪波1,王恩生2,杨波2,王宇2(1.江苏建筑职业技术学院建筑工程技术学院,江苏徐州221000;2.中化化工科学技术研究总院,北京100043)摘要:分析了涂装用磷化膜锈蚀的原因,指出工艺流程设计不合理、工装不合理、磷化液配比不合理、现场操作混乱、工艺用水不合格等都可能导致磷化膜发生锈蚀。
为了获得良好的磷化膜,合理的生产线设计、规范的现场操作、使用质量上乘的前处理药剂等是关键。
电镀锌板在汽车涂装线上磷化异常的原因分析

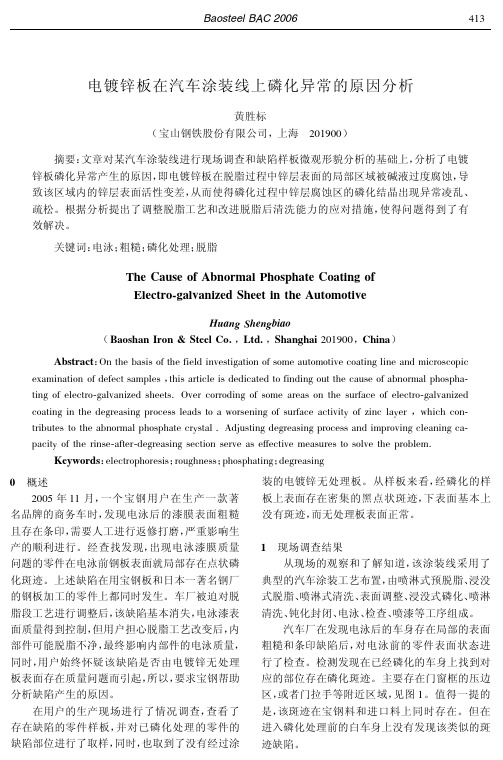
414Baostee,BAC2006图1车身上的磷化斑迹为了验证脱脂对该缺陷的影响,对易出现斑迹的区域在出脱脂后槽后用水管进行纯水冲洗,结果发现该部位缺陷消失。
关闭预脱脂处理槽,缩短脱脂时间,该缺陷减轻,再进一步降低浸没式脱脂的温度,缺陷消失。
2样板的分析及结果2.1试样制备和试验将车厂零件上取下的样板切成10mm×10mm的小样,共4块,磷化3块(其中2块磷化样用于分析上表面,1块用于分析下表面),纯锌无处理1块。
小样用无水乙醇进行超声波清洗后干燥,再进行扫描电镜和电子探针分析。
分析前磷化斑迹的黑点处用划痕圈出以便区分。
2.2分析结果磷化样板1扫描电镜(SEM)和探针分析的照片和图谱分别见图2~4。
图2样板1黑点处的磷化结晶形貌从SEM的形貌看,黑点处形貌完全异常,不是正常的针(片)状结晶,结晶中存在异常的Ca杂质元素,但未见Fe元素。
“正常”处的结晶形貌呈现针状,但还是较凌乱,局部区域形貌和黑点处类似,该处结晶相对于正常的磷化形貌来说,不是很理想。
图3样板l黑点处电子探针的分析图谱图4样板1“正常”处的磷化结晶形貌磷化样板2扫描电镜(SEM)和探针分析的照片和图谱分别见图5~8。
图5样板2黑点处的磷化结晶形貌图6样板2黑点处“1”的电子探针图谱从SEM的形貌看,黑点处形貌完全异常,不是正常的针(片)状结晶,结晶中存在异常的ca、si、Al、s等杂质元素,但未见Fe元素。
“正常”处BaosteelBAc2006415图7样板2黑点处“2”的电子探针图谱图8样板2“正常”处的磷化结晶形貌的结晶形貌略呈针状,但很凌乱,比黑点处的结晶略好,该处结晶相对于正常的磷化形貌来说,应属于异常结晶形貌。
样板3(下表面)磷化膜的扫描分析照片见图9。
图9下表面磷化结晶形貌从下表面的磷化结晶形貌来看,结晶凌乱、疏松,属于异常结晶,但要比黑点处有改善。
无处理锌层电镜扫描分析照片见图10。
图10无处理锌层结晶形貌从锌层的结晶形貌看,结晶为典型的电镀纯锌结晶,无任何异常,因此,车身用的电镀锌基板没有异常。
汽车涂装磷化工艺原理

汽车涂装磷化工艺原理嘿,朋友们!今天咱来聊聊汽车涂装磷化工艺原理,这可真是个有意思的事儿呢!你想想看,一辆汽车那光鲜亮丽的外表,可不仅仅是涂了一层漆那么简单。
这其中的磷化工艺啊,就像是给汽车穿上了一层特别的“保护衣”。
磷化,简单来说呢,就是在金属表面形成一层磷酸盐保护膜。
这就好比是给汽车的表面打造了一个坚固的小城堡,让它能够抵御各种外界的侵蚀。
就像我们人要穿衣服保暖、挡风雨一样,汽车也需要这样一层保护。
为什么要这么做呢?哎呀,你想想啊,如果没有这层磷化膜,那汽车的金属表面直接暴露在空气中,时间长了,不得生锈、腐蚀啊!那多难看,多影响汽车的使用寿命啊!有了磷化膜,就像是给汽车打了一针“预防针”,让它能够更长久地保持良好的状态。
那这磷化膜是怎么形成的呢?其实啊,就是通过一系列的化学反应。
就好像是一场奇妙的魔法,把一些化学物质放在一起,然后就变出了这层神奇的保护膜。
在这个过程中,各种化学物质就像是一群小精灵,它们相互作用,共同为汽车打造出这层坚实的防线。
而且啊,这磷化工艺可不能马虎。
就跟咱做饭一样,调料放多了放少了,味道可就不一样了。
磷化工艺也是如此,如果哪个环节出了问题,那这层保护膜可就不完美了,汽车的质量也会受到影响呢!你说这汽车厂的工人们得多细心啊,他们就像是一群神奇的魔法师,精心地为每一辆汽车施展着这个磷化魔法。
他们要严格控制各种参数,温度啊、浓度啊、时间啊等等,稍有偏差都不行。
这可不是闹着玩的,这可是关系到汽车质量的大事儿呢!再想想看,我们在路上看到的那些漂亮的汽车,它们那光滑亮丽的外表下,可都有着这层磷化膜的功劳呢!这层膜虽然我们看不见,但它却默默地守护着汽车。
所以啊,可别小看了这汽车涂装磷化工艺原理,它可是汽车制造中非常重要的一环呢!它让我们的汽车不仅好看,还更耐用。
下次你再看到一辆漂亮的汽车时,不妨想想它背后的这个磷化工艺,是不是觉得很神奇呢?总之,磷化工艺就像是汽车的隐形守护者,虽然不显眼,但却至关重要。
降低汽车车身磷化异常沉渣的措施
降低汽车车身磷化异常沉渣的措施
朱建军
【期刊名称】《电镀与涂饰》
【年(卷),期】2007(26)7
【摘要】分析了Fe3+、Zn2+和PO3-4浓度,c(NO-3)/c(PO3-4)比值、促进剂浓度、成膜速度以及温度等因素对汽车车身磷化工艺中磷化渣的形成的影响.提出了降低磷化异常沉渣的工艺管理措施.
【总页数】3页(P32-34)
【作者】朱建军
【作者单位】湖南长丰汽制股份有限公司,湖南,长沙,410000
【正文语种】中文
【中图分类】TG176
【相关文献】
1.磷化异常沉渣的成因及防治措施 [J], 刘启民
2.消除汽车车身磷化气阻提高磷化质量 [J], 周中林
3.常温磷化工艺及减少磷化沉渣的措施 [J], 崔阳丹
4.消除汽车车身磷化气阻提高磷化质量 [J], 周中林
5.车身磷化膜异常原因分析及措施探讨 [J], 蓝荣福
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车涂装磷化渣的成因与防控黄祖宁浙江***。
2011【摘要】本文简述了汽车涂装磷化渣形成的一般原因及危害,并从工艺配方、温度管控、酸比管理,日常操作等方面介绍了磷化渣的防治措施。
【关键词】汽车涂装磷化渣酸比Causes and Preventive Measures Of Automobile CoatingPhosphate ResiduesHuang ZuningZHEJIANG HAOQING AUTOMOBILL MANUFACTURING CO.,LTD. LinHai 317000 Abstract: This paper introduces the general formation reasons and harm of automobile coating phosphate residues.It also introduces the preventive measures of phosphate residues from the technological formula, temperature control,acidity rate control and daily operation .Key words : automobile coatings, Phosphate Residues, acidity rate1 前言磷化是经过化学反应与电化学反应在金属表面形成磷酸盐覆盖膜的过程。
磷化过程产生的磷化膜能够提高金属表面的涂装性,增强涂层的附着力,能提供工序间保护,避免引起二次生锈,减缓腐蚀在涂层下的扩散速度,提高整个涂层体系的耐蚀性和产品寿命[1]。
按磷化成膜体系不同,将磷化主要分为:锌系、锌钙系、锌锰系、锰系、铁系、非晶相铁系等六大类。
目前,汽车车身磷化普遍采用全浸式常、低温锌系或锌锰系,辅助碱性脱脂、表调工艺,能够获得致密完整、耐碱性良好、与阴极电泳配套性良好的磷化膜[2-3]。
磷化膜的形成过程必然伴随磷化渣的产生,正常情况下不影响磷化效果。
但异常磷化渣的生成会危害磷化过程及后续工艺。
认识磷化渣的产生原因、影响因素,及如何控制和有效去除,是磷化工艺设计、管理的重要内容,本文将从这些方面进行浅析。
2 磷化渣的成因与危害所有的磷化液都是由磷酸、碱金属或重金属的磷酸二氢盐及氧化性促进剂组成的酸性溶液[4]。
因此,整个磷化过程都包含有基体的溶解反应,难溶磷酸盐结晶沉积的成膜过程及氧化性促进剂的去极化作用。
2.1 磷化成膜机理[2,4]一般认为,金属的磷化反应是一电化学腐蚀过程。
即在酸性磷酸盐的作用下,微阳极区金属被氧化:Fe-2e→Fe2+;在金属的微阴极区有氢气放出:2H ++2e→H2↑;阴极去极化(促进剂加速):[O]+[H] →[R](还原产物)+H2O ;Fe2++[O] →Fe3+ + [R]以普遍运用的锌系磷化为例。
由于金属表面H+浓度减少,在金属表面发生下列反应:2H2PO4- +3Zn2+→Zn3(PO4)2↓+4H+;2H2PO4- +2 Zn2++Fe2+→Zn2Fe(PO4)2↓+4H+其总反应可以下式表达:8Fe+5Zn(H2PO4)2+8H2O+H3PO4→7FeHPO4+Zn2Fe(PO4)2·4H2O + Zn3(PO4)2·4H2O+8H2↑2.2 磷化渣形成原因结合磷化成膜机理,磷化渣产生一般有四种原因[4]:一是铁离子的氧化作用,产生磷酸铁。
钢铁磷化时溶解下来的Fe2+,除一部分参与成膜外,另一部分则被氧化成Fe3+,与磷酸根结合形成不溶性磷酸铁,并从溶液中析出;二是投槽时加入碱性物质降低酸度,短期内被沉渣化,形成碱性磷酸锌沉渣;三是促进剂的补给,具有双面性,能增加磷化渣量;四是槽液酸比失调(FA 过低),槽液整体过饱和,磷酸锌盐大量析出变成沉渣(3Zn(H2PO4)2→Zn3(PO4)2↓+4H3PO4)。
2.3 磷化渣的危害在工艺控制条件下产生的磷化渣是正常的,并不影响磷化效果及其他方面。
但异常磷化渣不仅影响磷化膜的形成和促进剂的去极化作用,还会吸附于磷化膜,不容易被水洗掉,易导致磷化膜挂灰、泛黄等弊病,影响涂层的耐腐蚀性和装饰性,同时将会消耗更多的磷化槽液有效成分,缩短磷化槽液使用寿命,增加生产成本。
另外一方面,过多磷化渣会堵塞喷淋管路和喷嘴,增加磷化除渣机工作量,影响磷化的正常进行。
3 影响磷化渣形成的因素[5-8]3.1 温度温度升高,会降低FePO4和Zn3(PO4)2的溶度积,促进H3PO4²H2PO4和HPO42-离解为PO43-,加速沉渣的形成,另外,温度高,铁的溶解加速,界面处pH急剧上升,加剧了Zn3(PO4)2与FePO4沉渣。
可见,温度越高,沉渣越多。
这也是是中高温磷化工艺磷化渣量高于常(低)温磷化渣量的原因。
3.2 PO43-浓度PO43-浓度由总酸(TA)和游离酸(FA)等因素决定。
根据槽液中磷酸的离解平衡反应:H3PO4H+ + H2PO4-HPO42-+ H+PO43- + H+FA(游离酸)指10.0mL磷化液,用甲基橙指示剂、0.1mol/L NaOH标准溶液滴定至终点所消耗的体积(mL),以点表示。
TA(总酸)指10.0mL磷化液,用酚酞指示剂、0.1mol/L NaOH 标准溶液滴定至终点所消耗的体积(mL),以点表示。
当FA一定时,TA过大,PO43-浓度高,成膜速度快,相应磷化渣就多(Zn3(PO4)2沉渣);反之,TA降低,则沉渣减少。
当TA一定时,FA小,PO43-浓度高,成膜速度快,相应成渣较多;反之,FA大,PO43-浓度低,沉渣少。
但FA过大时,工件与H+的置换反应加快,成膜反应相对慢,则大量的Fe2+来不及形成磷化膜,就被促进剂氧化成Fe3+,接着转化为富铁磷化渣(FePO4)。
3.3 NO3- / PO43-比值当NO3- / PO43-比值升高,由于盐效应相当于降低了PO43-得浓度,从而减少沉渣的生成量,同时对成膜无影响。
3.4 促进剂的浓度促进剂浓度过高,因阴极去极化作用,导致阳极上铁的溶解加快,将大量的Fe2+氧化为Fe3+,加速沉渣形成;反之促进剂浓度低,Zn2+来不及成膜,容易形成富锌磷化渣Zn3(PO4)2。
综上,影响磷化渣量的因素非常复杂,有的因素具有两面性,实际生产中需要结合经验,使得工艺设计及工艺管理均能得到优化。
4 磷化渣生成控制在确保磷化成膜良好的情况下,尽可能减少磷化渣的产生,对节约磷化生产成本,降低磷化渣对后工序的危害,提高磷化膜质量,保证磷化系统正常生产运作,都具有重要意义。
4.1 择优工艺配方通常高、中温磷化液的金属离子浓度高达10~30g/L,不仅导致药剂、能源消耗大,而且磷化渣多。
冷轧钢板的常温、低温锌系磷化液大多采用金属离子浓度为1~3g/L的低浓度。
选择改性的锌系磷化(例如含Ca2+,Mg2+)、或锌锰系磷化(选含Ni2+)比普通无改性的磷化配方不仅成膜好,而且磷化渣少[5]。
此外,对于汽车车身磷化而言,选择全浸渍机械作用方式,不仅有利于整车形成良好的完整磷化膜,而且能够减少磷化渣的生成。
4.2 降低温度降低温度能够减少磷化渣的生成量,体现在两个方面:一是使氧化反应速率变慢(6Fe2++ 2NO2- +8H+→6Fe3++N2+4H2O),Fe3+减少,能显著减少磷化渣生成量;二是槽液温度升高会降低FePO4和Zn3(PO4)2的溶度积,促进H3PO4、H2PO4- 和HPO42-离解为PO43-,加速磷化渣的形成。
因此,磷化温度要严格控制在工艺范围内。
笔者公司采用低温磷化技术,磷化温度控制在(40±3)℃。
4.3调整酸度比磷化渣的生产过程较为复杂,单独的FA或TA调整具有两面性。
因此,在保证磷化膜质量的前提下,要适当提高FA与TA比值,以及硝酸根与磷酸根比值。
一般而言,槽液TA稳定下,FA小时,PO43-离子浓度高,成膜速度加快,但磷化渣也较多。
笔者公司采用低温磷化技术,总酸控制在(19±2) Pt,游离酸控制在(0.9±0.3)Pt,促进剂浓度控制在1.5-3.0Pt,成膜速度满足工艺要求,且磷化膜的质量较好,磷化渣生成量较少且稳定。
4.4 添加剂磷化液中加入少量苯并三氮唑做缓蚀剂,能够活化金属表面,不仅能使磷化膜结晶致密良好,而且能减少磷化渣。
加入较好的络合剂(柠檬酸,酒石酸、EDTA等),可与Fe3+形成稳定的络合物,控制Fe2+、Fe3+的增加量,可以减少磷化渣的形成[4,9]。
4.5 操作管理酸、碱处理后的工件必须水系干净方能流入磷化槽。
清洗不净,脱脂液会随车身、吊架进入后槽,甚至会严重污染磷化槽。
对碱性脱脂方式而言,碱液会消耗H+,导致溶液原有水解平衡破坏,PO43-显著增加;对酸性脱脂方式而言,会引起FA升高,底材反应加剧,金属离子增加,这都会导致磷化渣生成增多。
一般而言,脱脂后水洗采用喷淋-浸渍-喷淋的方式,最少应配置一个水洗槽。
槽水要定期更换,工作时必须保持溢流。
同时,对有表调磷化而言,表调工序可减少脱脂槽液污染磷化槽风险。
为了保证磷化槽液的搅拌均一性,最好在离槽两侧增加气动搅拌装置或增加固定压缩空气管。
此外,要严格管控脱脂槽,防止热蒸汽散漫到磷化槽,磷化槽出槽部位排放设施要合理布局;防止磷化膜返锈[10]。
4.6 药剂补加磷化槽用药剂补加要定时定量,根据生产计划及当日化验结果,在当天生产结束之后进行,且最好加在有搅拌装置的地方,利于迅速分散;同时要缓慢、少量多次加入,防止局部浓度过高,使成膜反应、氧化促进反应过快。
最好能将促进剂进行稀释,以减少局部大量磷化渣生成。
4.7 加热方式一般而言,采用比磷化工艺温度高20°的热水进行热交换加热方式是当前主流。
不仅操作简单,而且能够保证槽液均匀、缓和升温。
采用蒸汽或蒸汽加热管、电热管等直接加热方式,以免加热不均,局部过热,破坏原有反应平衡,诱发局部大量电泳渣[11]。
5 小结鉴于环保和节能考虑,常温、低温是今后磷化技术的发展方向;在实际操作中,应从磷化渣形成的机理入手,结合生产实际经验,从磷化工艺温度、槽液酸比、pH值、日常操作等多方面进行综合分析和控制,确保磷化膜质量,同时减少磷化渣生成。