通舱件形式
管系生产设计要领

管系生产设计要领1综合布置图1.1机舱综合布置图的概念在机舱内装有主机和各种功能的辅机。
油水箱柜和电气设备。
因而要相应的敷设必要的管路,电路导线和通风管,为了将这些管路,电路,通风之间的,以及与地板,格栅,梯子,设备基座,机电设备,船体结构等之间的相互位置关系很好地协调起来。
保证施工现场有条不紊地顺利实施。
必须站在把机舱内所有东西都包括在内的综合的立场上进行计划。
并以图示之。
这就是机舱综合布置图。
1.2居住舱室综合布置图的概念在居住舱室内,装有各种电气设备,卫生设备,厨房设备和救生消防装置。
因而要敷设必要的管路,电路导线和通风空调管。
为了将这些管路,电路,通风空调管之间的,以及与船体结构,木舾装件,门窗,梯子等之间的相互位置关系很好地协调起来。
保证施工现场有条不紊地顺利实施。
必须站在所有这些东西都包括在内的综合的立场上进行计划,并以图示之。
就是居住舱室综合布置图。
1.3 甲板综合布置图的概念在除机舱区域之外的主甲板上下部位,装有各种交通装置,系泊装置,救生装置,消防装置,装卸货装置,检测装置等等。
因而要相应地敷设必要的管路,电路和通风管,为了将这些以及与上述的各种装置和船体结构之间的相互位置关系很好地协调起来。
保证施工现场有条不紊地顺利实施。
必须站在将所有舾装件都包括在内的综合的立场上进行计划。
并以图示之,这就是甲板综合布置图。
2综合布置图设计2.1 作业顺序a.绘制船体结构背景图,供综合布置使用。
b. 将主辅机,锅炉,轴系,各种油水箱柜,梯子栏杆,格栅走台,排烟管道,卫生设备和厨房设备等铁木舾装件按同一比例布置到背景图上。
c. 周密考虑管路,电气,通风之间。
以及与船体结构,机电设备,铁木舾装等相互间的位置关系。
同时根据系统性能要求进行配置管路,最后形成完整的区域综合布置图。
3 绘制综合布置图所需材料3.1 绘制综合布置图之前,要全面了解统筹考虑周围环境和系统性能要求及“规范”规定。
同时要考虑其操作性,维修性,经济性,安全性。
管路基础知识
• 减振橡胶接管:安装在与动力机械设备相连接的 管路上,起到减振、隔音和防冲击的作用。
• 金属波纹管:用于高温蒸汽,柴油机排气管路。
a
28
a
29
a
30
a
31
二、调节、控制附件
• 1、截止阀 • 功能:截止或接通管路中的工作介质,调
•压扁试验:测定管子压扁到一定尺寸时管子变形的 能力。
•铜管的氢病试验:将铜管放进钢制容器内,不断充 进高温氢气并保温40分钟,再将试样进行压扁 试验。
a
9
a
10
第二章、船舶管路附件
a
11
管路附件
• 定义:管路附件是指安装在系统、管路及 锅炉、仪器、机械设备上的各种截止装置 的总称。 作用:用来控制工作介质的流量、 压力、温度、流向等参数。
a
2
•双金属管:由两层不同的金属组合而成的管子, 较高的机械强度和耐腐蚀能力,但加工困难。 •铝管:重量轻,机械强度低。 •塑料管:重量轻,耐腐蚀性能强,摩阻小,绝缘 隔音,吸振,耐磨,绝热,不需要油漆,加工与 装工艺简便,但强度低,耐热和防火性能差,膨 系数大,易老化,破损不易修补,焊接温度不易 制。 •钛合金管:优于无缝钢管和紫铜管所具备的特性 又克服了无缝钢管耐腐蚀性差,紫铜管强度低的 问题,但价格昂贵,规格较少。
n焊接座板:分单面和双面焊接座板,用于公称通径 较大的管子或附件的连接。
n螺纹通舱管件:与螺纹接头配套使用的一种附件。 n法兰通舱管件。
a
24
a
25
a
26
a
27
5、挠性接管
• 目的:减振、隔音、抗冲击、保护动力设备的正 常运转、防止管路连接的紧密性被破坏。
造船生产设计概述

是
是
是
第二节 管子零件图 非铁 否
铝铜 否
弯曲 否
是 弯曲 否
是 大径 否
小径
中径
系列A
系列B
是
弯曲
否
是 组立管
否
是 A类附件
否
是 弯曲 否
是 组立管
否
否 有附件 是
是 A类附件 否
否 先装配附件
是 是
可先装配 否
是 长度≥700
否
是 25A以下
否 是
25A以下 否 是
100A以下 否 是
100A以下 否
安装位置
(11)
水压
检
6K
0 1696 2016
通径 150 150
螺孔角 0( ) 0( )
Z Z 距离 300
弯管法兰 螺孔角
长度 方向
174
26
镀锌标记
水压验收
查
绝缘
端距 6.0 6.0
复板材料
L1= 300
CO= -135
定长切割 0.84
说
明
弯管 0.00
复板外径
复板板厚
边
L2= 305
(D= 216 )
连接件材料 连接件型式 连接件压力
拉/送 转角 弯角
ST25
SLIP
10K
弯管数据
&
外径
通径 壁厚,壁厚等级 首端 末端 法兰转角 工时 工位 设计
沪东中华
426.0 400
造船(集团)有限公司 备注
10.0
B
自动焊信息
船级社认可 验收 刻印 处理 绝缘 涂装
N
LLBN
日期
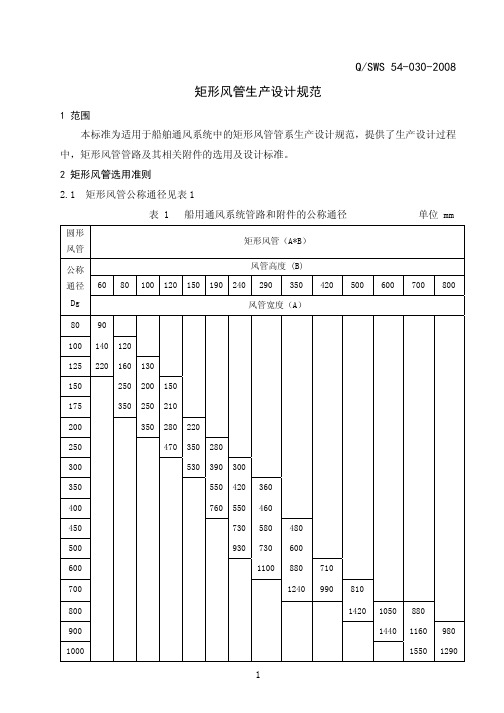
矩形风管生产设计规范
1
Q/SWS 54-030-2008
2.2 矩形风管本体材料的适用区域 镀锌钢板风管一般用于生活区域舱室和功能性舱室的通风,普通钢板风管一般用于机
械区域舱室的通风和经过露天甲板的风管。 2.3 矩形风管本体材料厚度的选用
矩形风管材料厚度的选用见下表 2。
序号 矩形风管长边 L
1
L≤500
2 500<L≤1000
W
Wm
导流板 支管
图 8 矩形风管支管部件的一般制作形式 其中:
Wm,Wb 分别为主管、支管宽度, L 为导流板宽度, L 一般取值:L=1/2*Wb, 导流板的厚度一般取 3~5mm 6.3 矩形风管弯头部件的一般制作形式见图 9。
R1
R0
W
图 9 矩形风管弯头部件的一般制作形式 其中:
R0 的取值范围一般为不小于 100,如遇特殊情况,可适当取大或取小。 R1=R0+W
2、螺孔数量n及孔间距K1(或K2)计算方法:
a. 螺孔均匀分布
b. 在孔间距不大于150的前提下,
保证K1(或K2)最大
3、当风管需镀锌处理时,法兰焊接后
再镀锌;
4、焊角高度 F T(板厚) F
单位:mm T(板厚) F
4
3
5
4
6
4
8
5
δ n-ΦD 螺栓孔
10
F C15
图 1 矩形风管连接法兰的制作形式 3.2.2 矩形风管连接法兰的螺栓孔钻孔要求见下表 4。
单位:mm 备注
法兰油漆 法兰油漆 法兰油漆
3.2 矩形风管连接法兰的制作形式及钻孔要求 3.2.1 矩形风管连接法兰的制作形式见下图 1。
2
Q/SWS 54-030-2008
建造船舶(货船)防火结构的基本要求和特点

现场检验要求和注意事项3
– 查明起居和服务处所采用下列保护方法之一: • IC法——应装有认可型的固定式探火和失火报警系统,
其安装和布置应在起居处所走廊,梯道和脱险通道内提 供感烟式探测保护和手动报警按钮。在起居处所和服务 处所内,以不燃的“B”级或“C”级作内部分隔舱壁。 IIC法——应装有认可型的自动喷水器、探火和失火报警 系统,其安装和布置应在起居处所、厨房和其它服务处 所,但实质上没有失火危险的处所除外。此外还要设有 认可型的固定式探火和失火报警系统,其安装和布置应 在起居处所的所有走廊、梯道和脱险通道内提供感烟式 探测保护和手动报警按钮。一般内部舱壁分隔的形式不 予限制。供起居处所、服务处所和控制站使用的走廊和 梯道环围中的天花板、衬板、风档以及相连的地板,均 应为不燃材料。
现场检验要求和注意事项5
– 检查耐火分隔的布置与敷设正确性 1. 根据批准的图纸检查耐火分隔的布置,并确认舱 壁及甲板的耐火完整性不得低于规范中所列货船 耐火分隔的表格中的要求。 在应用分隔相邻处所甲板的耐火完整性的表格 时, 应注意有甲板上处所和甲板下处所的区别。 2. 查核耐火甲板的结构形式及选用的耐火材料是否 与型式认可证书相符,并检查甲板敷料敷设的正 确性。 – 耐火甲板可分为复合型耐火甲板和浮动地板, 其典型的结构形式参见下列图示
现场检验要求和注意事项7
--耐火甲板的施工检查 5.浮动地板芯材敷设时块与块之间, 及层与层之间应紧凑地交叉铺设 于钢甲板上,不同层的接缝应错 开约100mm,芯材上面铺设的防 水纸或防水薄膜及钢板网接缝搭 接宽度应不小于100mm。 6.甲板敷料敷设完工后,表面应 光洁,无明显缺陷。
现场检验要求和注意事项8
建造船舶防火结构的数码照片
----上层建筑内穿过A-0舱壁风管
船舶管系生产设计规范讲诉

船舶管系生产设计规范目次前言 (Ⅲ)1 范围 (1)2 规范性引用文件 (1)3 技术依据 (1)4 技术准则 (2)5 技术内容 (3)6 技术程序 (3)7 技术方法 (6)图1 管系布置的间距 (6)图2 管子与电缆、风管的相对位置 (6)图3 空气管在主甲板上的高度尺寸 (7)图4 测深管底端安装位置 (8)图5 测深管末端安装位置 (8)图6 两阀间距 (10)图7 卫生设备安装高度 (10)图8 区域划分图 (12)图9 通过水密甲板,非水密隔舱的几种结构形式 (13)图10 平行管路法兰布置方法 (14)图11 FBU钢管支架 (14)图12 U型螺纹支架 (14)图13 扁铁支架 (14)图14 BRC铜管多路支架 (15)图15 BRC铜管单路支架 (15)图16 塑料支架 (15)图17 支架焊接形式 (15)图18 支架焊接形式 (16)图19 支架焊接形式 (16)1图20 支架固定形式 (16)图21 支架固定形式 (17)表1 测深管底端防击板尺寸及安装要求 (7)表2 支架最大间距规定 (17)说明本规范是根据区域舾装技术的要求、遵照国内外主要船级社的有关规范,在管系综合放样技术的基础上,并结合本公司生产技术的实际情况而编制的。
本规范由营口首一船舶修造有限公司提出。
本规范由技术部归口。
本规范起草部门:技术部。
本规范主要起草(编制):南书明审核:徐虹潮1 范围本规范规定了船舶管系生产技术的技术依据、技术准则、技术内容、技术程序和技术方法。
本规范适用于小型船舶及特种船舶的管系生产技术,其它柴油机动力大、中型钢质海船的管系生产技术。
也可参照执行。
2 规范性引用文件GB/T11693-1994 船用法兰焊接单面座板2GB/T11694-1994 船用法兰焊接双面座板Q/YKSY 34-001-2003 测深管末端Q/YKSY 34-010-2003 船用焊接套管Q/YKSY 34-011-2003 法兰式通舱管件Q/YKSY 34-012-2003 螺纹接头通舱件Q/YKSY 34-013-2003 船用法兰密封垫片及选用规定Q/YKSY 52-014-2003 船体强力构件开孔及补强Q/YKSY 54-001-2003 船舶管子零件技术规范Q/YKSY 60-001.2-2003 船舶建造质量标准建造精度3 技术依据3.1 管系生产技术必须依据船舶建造规格书及船东与公司所签合同的有关条款规定。
航空货物运输方式
第二节航空货物运输方式航空货物运输是一种现代化的运输方式,其优点是运输速度快、安全性能高、货物破损少,包装、保险和储存费用少,不受地面条件限制。
其缺点是运输成本高,运量相对较少。
航空货物运输的方式有很多,具体包括以下几种组织形式:一、班机运输班机运输是指根据班期时刻表,按照规定的航线、定机型、定日期、定时刻的客、货、邮航空运输。
1、班机运输特点:(1)迅速准确(2)方便货主(3)舱位有限2、适用对象二、包机运输包机运输是指包机人为一定的目的包用航空公司的飞机运载货物的形式。
包机运输可分为整架包机和部分包机两种形式。
1、整架包机(1)即包租整架飞机,指航空公司按照与租机人事先约定的条件及费用,将整架飞机租给包机人,从一个或几个航空港装运货物至目的地。
(2)包机人一般要在货物装运前一个月与航空公司联系,以便航空公司安排运载和向起降机场及有关政府部门申请、办理过境或入境的有关手续。
(3)包机的费用:一次一议,随国际市场供求情况变化。
2、部分包机由几家航空货运公司或发货人联合包租一架飞机或者由航空公司把一架飞机的舱位分别卖给几家航空货运公司装载货物。
就是部分包机。
运用于托运不足一架整飞机舱仿。
但货量又较重的货物运输。
3.包机的特点①解决班机舱位不足的矛盾。
②货物全部由包机运出,节省时间和多次发货的手续。
③弥补没有直达航班的不足,且不用中转。
④减少货损、货差或丢失的现象。
⑤在空运旺季缓解航班紧张状况。
三、包机与班机的比较①时间比班机长②各国政府为了保护本国航空公司利益常对从事包机业务的外国航空公司实行各种限制。
四、集中托运1、集中托运是将若干票单独发运的、发往同一方向的货物集中起来作为一票货,填写一份总运单发运到同一到站的做法2、集中托运的特点⑴节省运费。
⑵提供方便。
⑶提早结汇。
3、集中托运的具体做法①将每一票货物分别制定航空运输分运单,即出具货运代理的运单HAWB(House Airway Bill)。
船用管子加工通用工艺要点
管系制作安装工艺(一)船用管子制作工艺本文件合用于各种船舶以下规格管子的加工:外径在500mm 以下的无缝钢管和合金钢管、 250mm 以下的铜管和铜合金管 (包含铜镍管)、6 英寸以下的水煤气管及其余金属管。
本文件可供船舶管系施工设计时采纳。
关于特别要求的管子应按设计要求加工。
1、资料1.1 管子资料应切合我国造船规范要乞降相关国家标准的规定。
出口船舶用管材须切合该船舶入级相应的船级社要求。
1.2 各样管材,一定拥有制造厂的炉罐号和合格证书,如缺乏证明时,应依据相关规定或订货要求补做试验,合格后方可使用。
1.3 管子加工前,一定查对管子资料能否切合图纸要求。
1.4 管子加工前,应付管材内表面面质量进行检查。
1.4.1 无缝钢管和合金钢管,其内表面面不得有裂痕、折叠、分层、结疮、轧折、发纹等缺点存在。
若有上述缺点应予除去,除去部位壁厚的减薄不得超出该资料标准赞同的负误差。
1.4.2 焊接钢管内表面面不一样意存在因为焊接惹起的裂痕、咬口、飞溅、凹陷等缺点。
1.4.3 有色金属管子,其表面应圆滑洁净,不该有针孔、裂痕、气泡、分层、锈蚀等缺点。
1.5 碳素钢管、不锈钢管在订货时,应向制造厂提出退火办理要求。
1.6 法兰、套管、螺纹接头、异径接头、定型弯优等连结件,一定拥有材质报告证件,方可使用。
2、管子曲折加工2.1 弯管设施2.1.1 弯管机须经过设施管理部门检查查收,才能正式投入使用。
2.1.2 弯管模型、滑块或滑轮槽道和塞芯头部光洁温顺,切口处必须倒圆。
2.1.3 弯管模型和滑块的圆槽直径按表1。
表 1mm管子外径D圆槽直径D≤50D+0~0.250<D≤76D+0~0.2576<D≤114D+0.2~0.5114<D≤219D+0.5~1.0219<D≤325D+1~22.1.4 有芯弯管机、芯棒头部的外径和长度按表2。
表 2mm管子内径 d塞芯外径 D1塞芯长度 1 d≤50d-0.5~1.0 5.0D1 50< d≤100d-1.0~3.0 4.5D1100<d≤200d-2.0~3.0 3.5D1200<d≤300d-3.0~5.0 3.0D12.1.5 弯管机的工夹具 / 模具和隶属设施应该按期检查和维修 ,以保证优秀状态。
船舶空调通风管系综合布置设计规范

船舶空调通风管系综合布置设计规范1 范围本规范规定了船舶空调通风管系综合布置设计依据、设计准则、设计内容、设计程序和方法、设计验证要求。
本规范适用于船舶空调通风管系综合布置的设计。
2 2 规范性引用文件GB/T 1560-1979 船用通风系统管路和附件的公称通径GB/T 3029-1996 船用通风附件技术条件CB/T 204-1999 船用通风管路通舱管件CB/T 210-1995 风管吊架Q/SWS 52-014-2003 船体强力构件开孔及补强3 设计依据3.1 船舶建造合同及其技术文件。
3.2 相关的国家标准及行业标准要求。
3.3 空调通风系统详细设计图纸资料。
3.4 全船总布置图、舱室布置图、防火分割图、绝缘和甲板敷料图及相关区域的船体结构图、管系原理图、主干电缆走向图等有关资料。
3.6 空调通风设备资料。
3 3 设计准则4.1 空调通风管系综合布置应符合该船入级的船级社及挂旗国的规范要求。
4.2 空调通风管系应用不燃材料制造。
4.3 空调通风管系穿过A级舱壁或甲板时,若风管净截面超过0.02 m2,则风管壁厚至少为3 mm跨越长度至少900 mn,该长度最好分成在舱壁或甲板的两侧各为450 mm且此根风管应具有与舱壁或甲板同样的耐火隔热性。
4.4 空调通风管系穿过A级舱壁或甲板时,若风管净截面超过0.075 m2,除应满足上述 4.3 条外,还应设置挡火闸,挡火闸应自动动作,也能在舱壁或甲板的两侧人工关闭。
4.5 空调通风管系服务于A级分隔包围的处所、厨房、驾控室等区域,风管进出该区域的限界时,风管壁厚至少 3 mm跨越长度至少900 mm且风管接近穿过限界处设有自动挡火闸。
4.6 空调通风管系穿过B级舱壁时,若风管净截面积超过0.02m2,应装有长度为900 mm的钢质套管,该套管最好分成在舱壁两侧各为450 mm4.7 空调通风管系的主要进风口应能在被通风处所的外部加以关闭。
4.8 风管穿过桁材的通舱件应满足规范要求。
企业标准分类和编号规定

上海外高桥造船有限公司企业标准Q/SWS10-004-2001企业标准分类和编号规定2001-09-15发布 2001-10-08实施上海外高桥造船有限公司发布前言本企业标准为公司新编标准,在编制过程中,参阅1989年版《工业企业标准化升级指导》一书有关内容,并结合本公司的实际情况编制而成。
本标准由上海外高桥造船有限公司提出;本标准由公司技术中心归口;本标准起草部门:技术中心综合技术室;本标准主要起草人:周德兴;本标准由总工程师陶颖批准;本标准首次发布:2001年9 月15 日。
1 范围本标准规定了公司企业标准(以下简称企标)的分类、编号的构成、分类号的编写、编号方法示例、施工图号的编制、编号和施工图号的修改与管理。
本标准适用于本公司企标的分类和编号。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
CB/T370-84 标准产品施工图样编号(2001)07-02-002 船舶产品图样和技术文件修改规定3 企标的分类企标由管理标准、工作标准和技术标准三部分组成。
3.1 管理标准管理标准是企标的重要组成部分,是对公司组织管理、生产活动等所作的规定,按其业务管理标准主要内容为:a)公司组织、行政管理、党群工作、人力资源、教育培训、劳动工资、劳动定额、考核、奖惩、治安、消防、卫生、福利、后勤保障;b)经营计划、财务成本、统计信息、电脑、设备、工具、能源、基建、技改;c)生产、技术;d)物资供应、保管;e)质量管理;f)安全生产、环保;g)资料、档案。
3.2 工作标准工作标准是对公司人员和部门的工作范围、任务、内容、要求及考核等所作的规定,主要是指人(各类人员—领导层、管理层、执行层等)和部门(各组织—部、中心、室、业务班组、作业班组等)为对象。
按其对象工作标准主要内容为:a)a)各类人员—领导层、管理层、执行层职级和岗位;b)b)各部门—部、室、中心、业务班组、作业班组;c)c)专项通用,其他。
SOLAS公约对船舶生活区通风系统要求及实船设计要点

中国修船CHINASHIPREPAIR第34卷增刊120215Vcd 34 Nc.SlMay 2021SOLAS 公约对船舶生活区 通风系统要求及实船设计要点商成亮(中船澄西船舶修造有限公司,江苏江阴214433)摘要:通风系统作为船舶正常航行和生活所必需的系统,风管遍布于船舶各类房间及处所。
文章叙述SOLAS 公约对船舶通风系统的要求,从防火、安全角度,对船舶生活区通风系统设计 要求以及实船风管设计过程中的注意事项进行说明。
关键词:船舶生活区;通风系统;防火风闸;风管布置中图分类号:U672 文献标志码:A doi :10. 13352/j. issn. 1001 -8328. 2021. Sl. 017Abstract : As a necessare system for the normal navigation and life of the ship , the ventilation system is dis-ttbuted in ll kinds of rooms and places of tte ship. Tha paper describes the requirement of the SOLAS Conven tion for the ventilation system of the ship , from the point of view of fire prevention and safety.Key words : ship living area ; ventilation system ; fire - proof air gate ; air duct layout船舶生活区通风系统主要由空调通风系统、机 械通风系统及自然通风系统组成。
船舶生活区通风管选型主要参考居住区空调风管布置图、舱室通风 布置图以及其他特种房间通风布置图等;风管生产 设计时除需结合各专业间协调布置走向外,还要结合防火分隔图及防火结构典型节点图对各通舱件的节点型式及风管进行壁厚选型设计。
船舶中间产品完整性策划及建造

船舶中间产品完整性策划及建造作者:吴佩来源:《广东造船》2020年第05期摘要:船舶中间产品完整性是船舶建造的基本组成单位,也是公司建模2.0重点推进项目。
通过对中间产品的生产组织管理提高船舶建造的生产效益,是现代化总装船企的标志。
以提高单元模块、分段和总段为主的中间产品完整性为目标,通过建造策划、生产设计模式、组织管理调整等措施,实现中间产品完整性,提升船舶整体制造水平。
关键词:单元模块;分段;总段;中间产品完整性中图分类号:U673.2 文献标识码:AIntegrity Planning and Construction of Ship Intermediate ProductsWU Pei( Hudong-Zhonghua Shipbuilding (Group) Co., Ltd., Shanghai 201100 )Abstract: The integrity of ship intermediate products is not only the key project of CSSC modeling 2.0, but also a basic unit of shipbuilding. It is the symbol of modern general assembly shipbuilding enterprises to improve the production efficiency of shipbuilding through the production organization and management of intermediate products. Aiming at improving the integrity of the intermediate products mainly including unit modules, sections and blocks, the integrity of the intermediate products can be realized through construction planning, production design mode,organization and management adjustment, reflecting the improvement of the overall manufacturing level in shipbuilding.Key words: Unit module; Section; Block; Intermediate product integrity1 前言隨着成组技术的出现,以专业化为导向的造船组织原则逐渐被以船舶中间产品为导向的建造策略所取代。
SB3DS管路数据输入格式说明

SB3DS管路数据输入格式说明1节点管路的数据由若干个节点数据表示。
由于各节点在描述管子(附件)相互关系时的作用不同, 各节点要求输入的数据个数也不同。
管子(总管)的第一点以及附件的第一点, 需要九个数据, 其他节点分别为五个, 四个或三个数据。
1). 管子第一点的九个数据九个数据依次为:①管子编号—是字符组成的数据,表示该管子零件的编号。
格式如下:□□□□─□□┯┯┯││└数字,作为管子序号│└───数字,作为管路号└─────两位字母,作为系统代号②管子外径—若是公制管,直接填入公制外径,例如:89或114等。
若是英制管, 可将英寸化为小数后填入,例如, 1 1”2可填入1.5,1 3”4可填1.7。
若本管的外径与上一根管子的总管外径相同, 且中间无附件, 可填入1。
③管子壁厚—若是公制管, 直接填入壁厚, 例如:3.5, 4.5等。
若是英制管, 应该填入0。
系统根据输入的寸数能自动查找出正确的壁厚值。
若本管子的壁厚与上一根管子的总管壁厚相同, 且中间无附件, 可填入1。
④校管形式和材料代号—该数据的整数部分表示校管形式:1表示内场;2表示船校3表示测校小数部分表示材料代号,例如:1。
20表示材料代号为20(20#钢),1。
03表示材料代号为3(紫铜)。
如果该管子的材料与上一根管子相同,则可以省略不写。
⑤托盘代号—这是一个数字代号, 它表示该根管子所处的托盘代号。
⑥连接件—在管子的首点、末点或某些中间节点, 都要安装某种连接件, 如法兰、螺纹接头、套筒等。
由于管子的首点一定要装配连接件(包括”无连接件”, 这也是”连接件”中的一种), 因此这里的”连接件”是一定要填入的。
连接件的品种,型号非常多, CAPDS系统定义了一个连接件数据库。
连接件代号是个实型数,其整数部份一般表示连接件的型号规格。
例如, 12是船用搭焊钢法兰(GB573-65), 公称压力10KG/CM2的双眼法兰。
祥见管路标准数据库的PN.表。
(工艺技术)船舶管系制作安装工艺

(工艺技术)船舶管系制作安装工艺东海船舶修造有限公司船舶管系制作安装工艺技术科编制Lenovo User2008-9-1船舶管系制作安装工艺为现代造船的发展,规范管系制作及安装,保证管系制作和安装质量,使船舶建造更加规范化、正规化所编制。
本工艺参照各种相关船舶建造标准、规范及本公司实际而编制。
管系布置、预制及安装流程原则、规则。
一.管系布置原则1.管系布置要层次分明,顺序为先大口径管,后小口径管。
管子的排列应尽可能平直,成组成束并列,整齐和美观,以最短的距离连接,达到最佳目的,避免不必要的迂回和斜交叉。
2.管系的布置间距(1) 并行管或交叉管,邻近两根管子(包括管子附件),间距应在20mm 以上。
(2) 对于需要包扎绝缘的管子,包好绝缘后,其外缘与相邻管子、管系附件或船体结构件的间距在30mm以上。
(3) 下列管子与电缆的间距应在100mm以上。
a.蒸汽管子绝缘层外表。
b.非水隔层绝缘的排气管外表。
c.工作压力9.8MPa(100kg/cm2)以上的高压空气管。
3.位置应便于安装和操作,各种管子应尽量沿准船体结构或箱柜的附近布置。
4在通道拆装维修及检查等必要的空间内,不应设置管路,对机械拆装、维修、检查等必要的空间应根据设备详图,经阅校核后再做最后决定。
5.当电缆、管子和通风管道在同一位置时,最好由上至下,按照电缆-管子-通风管的顺序布置。
6淡水管不得通过油舱,油管不得通过淡水舱,如不能避免时,应在油密隧道或套管内通过,海水管也尽量避免通过淡水舱,其它管子通过燃油舱时,管壁按规范要求加厚,且不得有可拆接头。
7.燃油舱柜的空气管、溢流管、测量管和注入管应避免通过居住舱室,如必须通过时,则通过该类舱室的管子不得有可拆接头。
8.配电板及重要仪器上方及后面不得设置蒸汽管、油管、水管、排气管、油柜和水柜。
特殊情况下必须布置时,则不得设置管接头,并采取有效的防护措施。
9.锅炉、烟道、蒸汽管、排气管及消音器的上方应避免设置油管及油柜,如无法避免时,油管不得有接头,且应装设滴油盘或其他防护设备。
船舶管件加工工艺知识学习
船舶管件加工工艺前言目前造船行业里管加工工艺越来越倾向于自动化制造,所以,我们非常有必要对管加工工艺进行总结和研究,将现代科技运用到造船中来。
目录第一章:绪论 (1)1.1 管加工技术研究背景 (1)1.2 本课题主要研究内容 (1)第二章:管子加工工艺 (2)2.1 各种管子的性能特点 (2)2.2管件连接形式 (7)2.3通舱管件的制作工艺 (10)2.4管子截面积计算 (11)2.5 选材 (12)2.6下料 (12)2.7弯管工艺 (16)2.8校管、试验和清理 (20)第三章:实例 (25)3.1 沪东船厂管子单件加工流水线 (25)3.2 蒸汽系统锅炉管子制作实例 (25)结束语 (28)致谢 (29)参考文献 (30)摘要随着造船科技的不断进步,管加工工艺越来越倾向于自动化制造,所以,我们有必要对管加工工艺进行总结和研究。
目前存在的问题:国内管子生产工艺仍和国外有一定的差距,加工方面,本身材料的强度和管材有关,也有后期的制造加工工艺有关,弯管的制造工艺以及支管仍然是比较难控制的。
本论文主要总结了现在各大船厂的管加工工艺,并且按照船舶管加工工艺的流程:下料——弯制——校管——焊接——泵磨——清洗,针对各种管子的性能特点,分析研究了几种管加工工艺中出现的问题和新技术,比如:弯管,焊接,切割,强度试验,弯管回弹问题的解决等等。
用了三种不同的方法确定了支管马鞍线和相贯线的方法:传统计算法,CAD作图分析法,PROE作图分析法。
基本确定了船舶管加工整个的工艺流程。
关键词:加工工艺流程管材特性新工艺方法管件连接计算放样第一章绪论1.1 管加工技术研究背景国内:武昌造船厂采取先焊后弯等新工艺,逐步建立全船关系计算机三维放样和管子加工流水线及自动化管子加工车间,减少了弯管废品率和各种消耗等。
国外:管子加工趋向于自动化流水线技术,自上世界70年代初开始,国内外船厂开始使用管子加工流水线,德国的奥斯得力公司已为世界各有关行业建造了50多条管子加工流水线,应用范围适合所有管子制造行业,其自动化程度可视客户的实际需要而定。
通舱件标准选型

通舱件标准选型定义贯穿水密舱、甲板、舱柜、双层底等并能保持各自密封的管件。
分类通舱管件主要用于液舱、甲板和船舱隔壁及轻型隔壁上管子的相互连接,以保证船室的水密性。
通舱管件与甲板等的连接有可拆式和不可拆式(将通舱管件焊在甲板或隔壁上)两种形式。
根据工作介质的参数和管子的公称通径的大小及施工情况,按通舱管件的结构可分为焊接座板通舱管件、螺纹通舱管件和法兰通舱管件三种类型。
①焊接座板焊接座板分为双面焊接座板和单面焊接座板两种类型,主要用于公称通径较大的管子或附件的连接。
(a)所示为双面焊接座板,当甲板或隔壁的两面的同一位置均有管子连接时就采用这种双面焊接座板,它如图1.13(a)所示为双面焊接座板,当甲板或隔壁的两面的同一位置均有管子连接时就采用这种双面焊接座板,它的的DN为20~350mm, PN为0.6~2.5MPa,公称通径越大,则公称压力应越小,材料为碳钢。
(b)则为单面焊接座板,主要在液舱舱壁的内侧不接管而外侧需接管子或附件时采用,它的DN为20~500mm,PN为0.5~2.5MPa,材料为碳钢。
②螺纹通舱管件螺纹通舱管件是与螺纹接头配套使用的一种附件,DN为32mm 以下的管子大多采用螺纹接头连接,当这类公称通径比较小的管子穿越甲板、船舱隔壁等其他船体结构时,就需要用螺纹通舱管件进行连接。
它的公称压力与螺纹接头类似,也分为高压、中压和低压三种,由碳钢、青铜、镍铬钛钢制成,如图1.14所示,其中A型与舱壁连接采用螺纹紧固,而B型则焊在舱壁上。
由于甲板或隔壁厚度不同,因此,即使是同一压力档次的螺纹通舱管件,它们的长度也有长短之分。
③法兰通舱管件法兰通舱管件是由标准的钢法兰与一段钢管焊接而成的,同时,附加了一块焊接衬板。
法兰通舱管件的公称压力由其采用的法兰来决定,图示属于PN<1.6MPa的一种,实际上还有2.5MPa和6.4MPa的法兰通舱管件。
法兰通舱管件一般都是钢结构制品,但是,当海水系统的管路采用紫铜管时,钢结构的法兰通舱管件的内壁需要复合一层紫铜衬套,使它的抗海水腐蚀能力与管路相同,以提高法兰通舱管件的使用寿命。
内置式饱和潜水系统装船生产设计

广东造船2021年第1期(总第176期)作者简介:周于凯(1987-),男,高级工程师。
主要从事船舶轮机设计工作。
肖祖光(1987-),男,工程师。
主要从事船舶轮机设计工作。
收稿日期:2020-04-141 前言饱和潜水系统是一套专门为潜水员进行长时间的深水水下作业、考查、救捞服务的系统。
它是通过创造一个对应潜水作业深度的压力环境,让潜水员生活在这种压力环境下使体内各组织体液中所溶解的惰性气体(氦气)达到完全饱和,从而可以使潜水员直接暴露在深水压力环境下开展长时间水下作业的潜水方式;它能够防止氮麻醉,防止减压病,并且只需在作业完成后通过一次减压过程即可恢复到正常生活环境,提高水下作业效率。
本文借助一套300 m 水深、24人内置式饱和潜水系统的装船实践,讲述船厂生产设计过程中遇到和应该注意的一些问题,为建造相似船型和系统提供建造经验和解决方案。
2 内置式饱和潜水系统简介本套内置式饱和潜水系统的设计潜水深度为300m,由双潜水钟通过左/右两个潜水月池作业,四个甲板生活舱能同时容纳24名潜水员,配备2艘24人的高压逃生艇、60个2 887 L 的储存气瓶,具备潜水员气体回收功能。
该套潜水系统主要有两个核心配置:一是潜水钟;二是甲板生活舱。
其他设备的配置,均是服务于这两个核心设施的功能能够更加安全方便的实现。
该饱和潜水支持船和主要潜水设备的参数:船长/m 124船宽/m24设计吃水/m 6.5潜水钟/个 2加减压舱生活舱 6人×4个高压逃生艇 24人×2艘空气潜水A 架 2套空气潜水加压舱3人×1个3 饱和潜水系统装船生产设计3.1 饱和潜水系统与船舶界面设计内置式饱和潜水系统装船生产设计周于凯,肖祖光,伍常斌,马 可(中船黄埔文冲船舶有限公司,广州 510715)摘 要:本文借助一套300米水深、24人内置式饱和潜水系统的实际装船实践,阐述船厂生产设计过程中遇到和应该注意的一些问题,为建造相似船型和系统提供建造经验和解决方案。
开孔要求

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
固定复板式
通舱形式
表 7-2(续)
法兰
适用部位及管系
复板
套管
现场焊
法兰或套管
钢管
活络复板式 法兰
舱柜及机舱双层底、上甲板和首尾 部船体水密结构部位、海淡水燃滑 油液压等管系。
复板
单头法兰式 法兰或套管
上甲板及机舱油水箱柜、透气通风 注入等低压管系。
套管
上甲板、首尾甲板部位、机舱内底、 甲板部位及油水轮舱柜、透气注入 管系。
7 通舱管件
7.1 总则
7.1.1 管路通过甲板、舱壁、舱柜及强力构件时应设置通舱管件。
7.1.2 本章叙述了几种常用的通舱管件结构形式及适用部位与管系。
7.2 适用系统
各类通舱管件的主要适用系统见表 7-1表 7-1 Nhomakorabea型式
公称压力 PN MPa
公称通径 DN mm
固定复板式
200~600
适用系统
法兰 类
螺纹接头式 卡套接头 舱壁或甲板
卡套接头式
全船水密舱壁、甲板内底(机舱) 部位、液压系统、低中高压仪表管 系。
单头法兰套管混合式
钢管 复板 套管
复板套管式
箱柜及双层底内蒸汽加热管(机 舱)。
通舱形式
表 7-2(续)
适用部位及管系
钢管
箱柜或舱壁 套管式
单面焊座板
套管
双面焊座板
舱壁或甲板
舱壁或甲板
法兰座板式
螺纹接头
舱壁或甲板
舱柜蒸汽加热凝水管系(机舱)。
油水舱柜、甲板内底(机舱)、海淡 水供水、燃油管系
全船水密舱壁甲板部位、蒸汽燃滑 油、液压压缩空气供水等管系。
15~400
油管路、海淡水、压缩空 气等。 油管路、海淡水、压缩空 气等。 蒸汽燃滑油、海淡水透气 等开式管路。 冷藏弗利昂管仪表空气 等、液压遥控等管路。
非水密部位所有管路。
7.3 钢通舱管件型式及适用部位与管系见表 7-2 表 7-2
通舱形式
法兰
适用部位及管系
复板
法兰
舱内及穿越船体构件部位、上层建 筑部位、海淡水燃滑油等管系。
活络复板式 单头法兰式
单头法兰套管混合式
0.6~1.6
20~250 40~400
海水、淡水、燃油、滑油 透气、蒸汽凝水、压缩空 气、液压等开式管路。
其他 类
法兰座板式 螺纹接头式 卡套接头式
套管式 填料套管式
护圈式
1.0~4.0 1.0~40 0.6~1.6
-
20~250 3~25
10~600 6~65