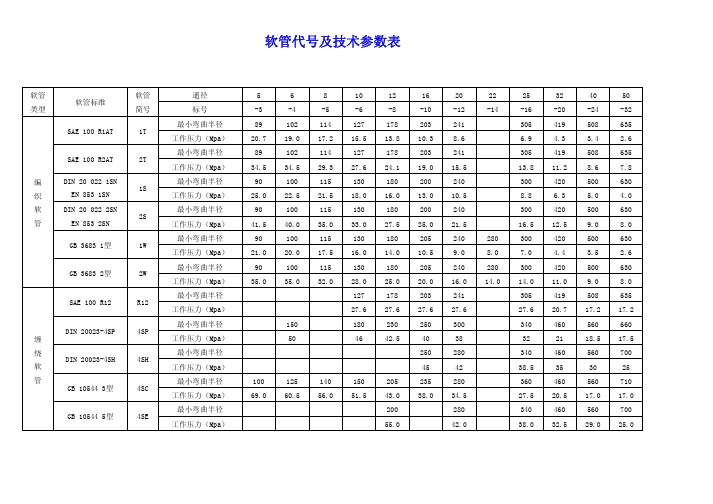
CBT204—99船用通风管路通舱管件精品(20210125151525)
阀门标准汇编
中国阀门产品标准↓中国阀门标准标准名称GB 12232-2005 通用阀门法兰连接铁制闸阀GB 12233-89 通用阀门铁制截止阀与升降式止回阀GB/T 12234-2007 石油、天然气工业用螺柱连接阀盖的钢制闸阀GB/T 12235-2007 石油、石化及相关工业用钢制截止阀和升降式止回阀GB/T 12236-2008 石油、化工及相关工业用的钢制旋启式止回阀GB/T 12237-2007 石油、石化及相关工业用的钢制球阀GB 12238-89 通用阀门法兰和对夹连接蝶阀GB 12239-89 通用阀门隔膜阀GB 12240-89 通用阀门铁制旋塞阀GB 12241-2005 安全阀一般要求GB 12242-2005 压力释放装置性能试验规范GB/T 12243-2005 弹簧直接载荷式安全阀GB 12244-89 减压阀一般要求GB 12245-89 减压阀性能试验方法GB 12246-89 先导式减压阀GB 12247-89 蒸汽疏水阀分类GB 12248-89 蒸汽疏水阀术语GB 12249-89 蒸汽疏水阀标志GB 12250-2005 蒸汽疏水阀术语、标志、结构长度GB 12251-2005 蒸汽疏水阀试验方法GB/T 13932-1992 通用阀门铁制旋启式止回阀GB/T 15185-1994 铁制和铜制球阀GB/T 21385-2008 金属密封球阀JB/T 8527-1997 金属密封蝶阀JB/T 5298-1991管线用钢制平板闸阀JB/T 5299-1991 通用阀门液控蝶式止回阀JB 3328-83 气瓶阀和管路阀JB/T 6441-92 压缩机用安全阀JB/T 6900-93 排污阀JB/T 6901-93 封闭式眼睛阀JB/T 7745-95 管线球阀JB/T 7746-95 缩径锻钢阀门JB/T 7747-95 针形截止阀JB/T 8473-96 仪表阀组中国阀门技术条件标准↓GB12220-89 通用阀门标志GB/T 12221-2005 金属阀门结构长度GB12222-2005 多回转阀门驱动装置的连接GB12223-2005 部分回转阀门驱动装置的连接GB12224-2005 钢制阀门一般要求GB12225-89 通用阀门铜合金铸件技术条件GB12226-2005 通用阀门灰铸铁件技术条件GB12227-2005 通用阀门球墨铸铁件技术条件GB12228-89 通用阀门碳素钢锻件技术条件GB12229-2005 通用阀门碳素钢铸件技术条件GB12230-2005 通用阀门不锈钢铸件技术条件GB13927-92 通用阀门压力试验JB106-78 阀门标志和识别涂漆JB308-75 阀门型号编制方法JB309-75 闸阀参数JB311-75 止回阀参数JB312-75 旋塞阀参数JB/T450-92 PN16.0~32.0Mpa锻造角式高压阀门,管件,紧固件,技术条件JB451-64 杠杆式安全阀技术条件JB610-79 疏水阀参数JB1308-73 Pg(2500kgf/cm2)阀门型式与基本参数JB1309-73 pg(2500kgf/cm2)阀门管件和紧固件技术要求JB1681-75 截止阀参数JB1682-75 节流阀参数JB1683-75 球阀参数JB1684-75 蝶阀参数JB1685-75 隔膜阀参数JB2202-77 弹簧式安全阀参数JB2203-77 弹簧式安全阀结构长度JB2205-77 减压阀结构长度JB2206-77 减压阀技术条件JB2311-78 球阀技术条件JB2765-81 阀门名词术语JB2766-92 PN16.0~32.0MPA锻造高压阀门结构长度JB/T2768-92 PN16.0~32.0MPA管子、管件、阀门端部尺寸JB2986-81 旋塞阀技术条件JB3339-83 小型医用气瓶框式阀的连接尺寸JB/T 5296-91 通用阀门流量系数和流阻系数的试验方法JB/T 5300-1991 通用阀门材料JB/T 6438-92 阀门密封面等离子弧堆焊技术要求JB/T 9092-1999 阀门的检验与试验中国阀门零件&配件标准↓JB93-91 手柄JB94-91 扳手JB/T1691-92 阀门结构要素阀杆头部尺寸JB1692-91 伞行手轮JB1693-91 平行手轮JB1694-91 阀杆螺母(一)JB1695-91 阀杆螺母(二)JB1696-91 阀杆螺母(三)JB1698-91 阀杆螺母(五)JB1699-91 阀杆螺母(四)JB1700.1-91 锁紧螺母(一)JB1700.2-91 锁紧螺母(二)JB1701-91 阀杆螺母(六)JB1702.1-91 轴承压盖(一)JB1702.2-91 轴承压盖(二)JB1703-91 衬套JB1706-91 压套螺母JB1708-91 填料压盖JB1709-91 T型螺栓JB1712-91 石棉填料JB1713-91 填料垫(一)JB1716-91 填料垫(二)JB/T1717-92 阀门结构要素上密封座尺寸JB1718-91 垫片(一)JB1719-91 垫片(二)JB1720-91 垫片(三)JB1721-91 垫片(四)JB1726-91 阀瓣盖JB1727-91 对开圆环JB1728-91 止退垫圈JB/T1732-92 阀门结构要素锥形密封面尺寸JB/T1733-92 阀门结构要素阀体铜密封面尺寸JB/T1734-92 阀门结构要素闸板和阀瓣铜密封面尺寸JB1735-91 底阀阀瓣密封圈JB1736-91 旋启式止回阀阀瓣密封圈JB1737-91 旋启式止回阀阀瓣密封圈压板JB/T1738-92 阀门结构要素式闸阀阀体闸板导轨和导轨槽尺寸JB/T1739-92 阀门结构要素式闸阀阀体密封面间距和角尺寸JB/T1740-92 阀门结构要素式闸板密封面尺寸JB1741-91 顶心JB1742-91 调整垫JB1747-91 填料压环JB1749-91 氨阀阀瓣JB/T1750-92 阀门结构要素氨阀阀体密封面尺寸JB/T1751-92 阀门结构要素承插焊连接和配管端部尺寸JB/T1752-92 阀门结构要素外螺纹连接端部尺寸JB1753-91 接头垫JB1754-91 接头JB1755-91 接头螺母JB/T1756-92 阀门结构要素卡套连接端部尺寸JB1757-91 卡套JB1758-91 卡套螺母JB1759-91 轴套JB1760-91 六角螺塞JB1761-91 螺塞垫JB/T1762-92 阀门结构要素板体尺寸JB/T2769-92 PN16.0~32.0MPA螺纹法兰JB/T2770-92 PN16.0~32.0MPA接头螺母JB/T2771-92 PN16.0~32.0MPA接头JB/T2772-92 PN16.0~32.0MPA盲板JB/T2773-92 PN16.0~32.0MPA双头螺柱JB/T2774-92 PN16.0~32.0MPA阶端双头螺柱及螺孔尺寸JB/T2775-92 PN16.0~32.0MPA螺母JB/T2776-92 PN16.0~32.0MPA透镜垫JB/T2777-92 PN16.0~32.0MPA无孔透镜垫JB/T2778-92 PN16.0~32.0MPA管件和紧固件温度标记JB2920-81 阀门电动装置型式、基本参数和连接尺寸JB5206.1-91 填料压套(一)JB5206.2-91 填料压套(二)JB5206.3-91 填料压套(三)JB5207-91 填料压板JB5208-91 隔环JB5209-91 塑料填料JB5210-91 上密封座JB5211-91 闸阀阀座JB/T6439-92 阀门受压铸钢件磁粉探伤检验JB/T6440-92 阀门受压铸钢件射线照相检验JB/T6495-92 阀门结构要素闸板(或阀瓣)T型槽尺寸JB/T6496-92 阀门结构要素填料函尺寸JB/T6497-92 阀门结构要素阀杆端部尺寸JB/T6498-92 阀门结构要素阀瓣与阀杆连接槽尺寸JB/T6899-93 阀门的耐火试验JB/T6902-93 阀门铸钢件液体渗透检查方法JB/T6903-93 阀门锻钢件超声波检查方法JB/T6904-93 气瓶阀的检验与试验JB/T7248-94 阀门用低温钢铸件技术条件JB/T7744-95 阀门密封面等离子弧堆焊用合金粉末JB/T7748-95 阀门清洁度和测定方法JB/T7749-95 低温阀门技术条件JB/T7927-95 阀门铸钢件外观质量要求JB/T7928-95 通用阀门供货要求JB/Z243-85 闸阀静压寿命试验规程JB/Z244-85 截止阀静压寿命试验规程JB/Z245-85 旋塞阀静压寿命试验规程JB/Z246-85 球阀静压寿命试验规程JB/Z247-85 阀门电动装置寿命试验规程JB/Z248-85 蝶阀静压寿命试验规程ZBJ16002-87 阀门电动装置技术条件ZBJ16004-88 减压阀型式与基本参数ZBJ16006-90 阀门的试验与检验ZBJ16007-90 蒸汽疏水阀技术条件ZBJ16008-90 液化石油气设备紧急切断阀技术条件ZBJ16009-90 阀门气动装置技术条件JB/T8528-97 普通型阀门电动装置技术条件JB/T8529-97 隔爆型阀门电动装置技术条件JB/T8530-97 阀门电动装置型号编制方法JB/T8531-97 阀门手动装置技术条件JB/T8670-97 YBDF2系列阀门电动装置用隔爆型三相异步电动机技术条件我国主要标准代号及名称标准代号名称GB国家标准GB/T 国家推荐标准GBn 国家标准(内部发行)GJB 国家军用标准ZB 行业标准(专业标准)ZBn 行业标准(内部发行)ZJB 专业军用标准JB 机械行业标准(原)机械工业部标准JB/Z (原)机械工业部指导性文件EJ (原)核工业部标准YB 冶金部标准HG 化学工业部标准SY (原)石油部标准SD 水力电力部标准MT 煤炭工业部标准HB 航空工业部标准QJ 航天工业部标准QB、SG 轻工业部标准JZ、JG 城乡环境保护部标准CB 中国造船总公司标准LD 劳动人事部标准JC 国家建材局标准JJC 国家计量局标准CAS 中国标准化协会标准CVA 中国阀门行业标准(原)机械工业部化工通用机械专业标Q/TH准JB/TQ 机械电子工业部通用机械行业内部标准H 高压管、管件及紧固件通用设计标准国外主要标准代号及名称标准代号名称ISO国际标准ANSI 美国国家标准BS英国国家标准DIN 德国国家标准NF 法国国家标准JIS 日本工业标准API美国石油学会标准ASME 美国机械工程师学会标准ASTM美国材料试验协会标准AISI 美国钢铁学会标准美国阀门和管件制造厂标准MSS化协会标准AWS 美国焊接协会标准ASI 美国规格学会标准MIL 美国军用标准JPI 日本石油学会标准API美国石油学会阀门标准,API标准↓API标准代号API标准名称API SPEC 6D API 6D (第16版)管路阀门规范附录1API STD 6D 管路用钢制闸阀,旋塞阀,球阀和止回阀API STD 6D 钻采用法兰连接的钢制闸阀和旋塞阀API SPE 14D 海上平台用安全阀API 526 法兰连接钢制安全阀API 527 金属--金属密封安全阀的密封性ANSI/API 527-1991 安全阀的阀座紧密性 Seat Tightness of Safety Relief ValvesAPI 528 安全阀的铭牌API 529 法兰连接可锻铸铁制旋塞阀ANSI/API 589-1993 阀门包装材料的防火试验 Fire Test for Evaluation of Valve Stem PackingAPI 594 对夹式止回阀API 595 法兰连接铸铁制闸阀API 597 法兰或对焊连接钢制缩口闸阀API 598 阀门的检查与试验API 599 法兰或对焊连接钢制旋塞阀API 600炼油厂用法兰或对焊接钢制闸阀和旋塞阀API 600-2009 石油和天然气工业用阀盖螺栓连接的钢制闸阀Steel gate valves - flanged and butt welded ends , bolted bonnetAPI 602 炼油厂用小型碳钢制闸阀API 603 炼油厂用150磅薄壁耐腐蚀闸阀ANSI/API 603-2001 150级,铸铁,耐腐蚀,法兰端阀门 Class 150, Cast, Corrosion-Resistant, Flanged-End Gate ValvesAPI 604 法兰连接球墨铸铁制闸阀API 607 软密封面球阀的耐火试验ANSI/API 607-1993 软座式直角回转阀的防火实验 Fire Test for Soft-Seated Quarter-Turn ValvesANSI / API 608-2002 对焊和法兰端金属球阀 Metal Ball Valves - Flanged and Butt-Welding EndsAPI 609 蝶阀(<=150磅, <=150oF)ANSI/API RP 11V 7-1990 气体提升阀门的修理,试验和安装Repair, Testing and Setting Gas Lift Valves ANSI/API 621-2001 金属球形检验阀门的重新调整 Reconditioning of Metallic Gate valves, Globe valves,and Check ValvesAPI是美国石油学会(American Petroleum Institute)的英文缩写,建于1919年,是美国第一家国家级的商业协会。
国际上常用的管道、管法兰标准体系

国际上常用的管道、管法兰标准体系4.1国际上常用的标准体系随着我国对外改革开放和加入WTO,各行业与国际上联系越来越多,为了更好地与国际接轨,就要求从事压力管道设计的人员对国际上通用的和先进的相关标准体系有所了解。
下面介绍几个主要的应用标准体系。
4.1.1德国及前苏联应用标准体系a.德国(DIN)管子:大外径系列管法兰:欧式法兰压力等级:PN 0.1、0.25、0.6、1.0、1.6、2.5、4.0、6.4、10.0、16.0、25.0、32.0、40.0 13个等级公称直径:DN6~4000mm法兰密封面:平面、凸台面、凹凸面、榫槽面、橡胶环连接面、透镜面及膜片焊接面7种法兰型式:平焊板式、平焊松套式、翻边松套式、对焊翻边松套式、对焊环翻边松套式、对焊式、螺纹连接式、整体式及法兰盖9种常用的标准DIN2410.T.1DIN2448DIN2458DIN2500DIN2501.T.1DIN2519DIN2980管子及钢管标准概述无缝钢管尺寸及单位长度质量焊接钢管尺寸及单位长度质量法兰一般说明法兰连接尺寸钢法兰交货技术条件带螺纹的钢管配件b. 前苏联(ΓOCT)管子:小外径系列外径尺寸同我国的JB 系列管法兰:欧式法兰压力等级:PN 0.1、0.25、0.6、1.0、1.6、2.5、4.0、6.4、10.0、16.0、20.0 11个等级公称直径:DN6~3000mm法兰密封面:全平面、凸台面、凹凸面、聚四氟乙烯用榫槽面、透镜面及椭圆型环连接面7种法兰型式:平焊板式、平焊松套式、翻边松套式、对焊式、螺纹连接式、整体式及法兰7种※德国管法兰标准DIN和前苏联管法兰标准ΓOCT在PN≤16.0的等级中可以配对使用,但已不能互换(因为接管尺寸系列不同)。
随着前苏联解体,其应用标准体系ΓOCT目前在国际工程上已很少用。
4.1.2美国应用标准体系(ANSI)美国国家标准ANSI B16.5《钢制管法兰及法兰管件》是一个比较完整、比较成熟同时也是国际上比较流行、比较通用的先进标准。
船舶修理单(中文)
序号项目编号工程内容报价一般服务1 G-001 船舶进/出坞次,2 G-002 船舶在坞费,头二天,G-003 船舶在坞费,共天,G-004 船舶进/出坞附加费- 坞外正常工作时间天,- 周末和/或- 公共假日天,G-005 船舶载货进坞时的附加费- 共带吨货,- 添加/移动支撑边墩个,- 添加/移动龙骨撑墩个,G-006 拖轮费(进/出坞/厂内移动)为船舶进/出坞(厂)提供拖轮,需条拖轮,G-007 引水费船舶进/出坞(厂)所需引水费G-008 带缆费提供船舶进坞带缆、舷梯/出坞解缆、移走舷梯服务,G-009 码头费G-010 移船序号项目编号工程内容报价船舶“死船”从坞内移到修理码头需条拖轮、引水和解带缆,G-011 供岸电:440V,60Hz接/解电缆费,G-012 供岸电修理期间电费,G-013 供应淡水接/解水管费,G-014 供应淡水修理期间供应淡水M3,G-015 供应海水(压载水)接/解水管费,G-016 供应海水(压载水)供应海水M3,G-017 供应冰机冷却水(海水)接/解水管费,G-018 供应冰机冷却水(海水)供应海水M3,G-019 消防水龙接/解水管费,G-020 消防水龙序号项目编号工程内容报价看护费,G-021 需要时,厂方派人临时看火,(注:具体修理工程中的看火,已包括在修理项目报价中)G-022 垃圾清除废料及厨房垃圾,G-023 租借坞吊供船舶内部使用,G-024 提供、接装电话供船使用G-025 清退废油(油渣)清退废油(油渣),到合法接受装置,G-026 移动式吊臂车提供移动式吊臂车进行大舱内总体检查,坞修工程注:平底面积:M2轻重载水线间面积:M2干舷面积:M2具体施工面积由船舶机务监督、大副及施工方现场决定.序号项目编号工程内容报价工程说明:坞修工程报价应包括(1)坞壁车、坞底升降平台和移动式吊臂车等的使用,(2)安装排水孔护罩(3)拉接临时照明(4)提供船体极板、测深仪及船速仪护罩水下及干舷部分防护面漆的涂装工程包括以下项目- 水线标志- 艏艉船名- 船籍港- 载重线标志- 艏/艏侧推标志- 船体干舷两面“COSCO”字母- 集装箱行(BAY)数码- 船舶提供油漆D-010 船体表面处理D-010-1 提供临时排水孔护罩只D-010-2 提供船体极板、测深仪及船速仪护罩D-010-3 处理油漆空桶序号项目编号工程内容报价淡水冲洗,驱除污物D-010-4 - 平底部分,施工面积M2,D-010-5 - 轻重载水线间部分,施工面积M2,D-010-6 - 干舷部分,施工面积M2,高压淡水冲洗最低__________MpaD-010-7 - 平底部分,施工面积M2,D-010-8 - 轻重载水线间部分,施工面积M2,D-010-9 - 干舷部分,施工面积M2,D-010-10 对船体损坏/ 锈蚀处实施________Mpa的水喷处理,施工面积M2,动力磨轮清洁D-010-11 - 平底部分,施工面积M2,D-010-12 - 轻重载水线间部分,施工面积M2,D-010-13 - 干舷部分,施工面积M2,人工手铲,去除污物D-010-14 - 平底部分,施工面积M2,D-010-15 - 轻重载水线间部分,施工面积M2,D-010-16 - 干舷部分,施工面积M2,对船壳板进行颗粒喷沙,达到SA 2.5 标准D-010-17 - 平底部分,施工面积M2,序号项目编号工程内容报价D-010-18 - 轻重载水线间部分,施工面积M2,D-010-19 - 干舷部分,施工面积M2,对船壳板进行颗粒喷沙,达到SA 2.0 标准D-010-20 - 平底部分,施工面积M2,D-010-21 - 轻重载水线间部分,施工面积M2,D-010-22 - 干舷部分,施工面积M2,对船壳板进行颗粒喷沙,达到SA 1.5 标准D-010-23 - 平底部分,施工面积M2,D-010-24 - 轻重载水线间部分,施工面积M2,D-010-25 - 干舷部分,施工面积M2,D-020 船壳油漆平底部分(请填写底、面漆牌号、型号)D-020-1 第一度补涂,底漆,厚度μm,施工面积M2,D-020-2 第二度补涂,底漆,厚度μm ,施工面积M2,D-020-3 第三度统涂,底漆,厚度μm,施工面积M2,D-020-4 第一度统涂,面漆,厚度μm,序号项目编号工程内容报价施工面积M2,D-020-5 第二度统涂,面漆,厚度μm,悽工面积M2,轻重载水线间部分(请填写底、面漆牌号、型号)D-020-6 第一度补涂,底漆,厚度μm,施工面积M2,D-020-7 第二度补涂,底漆,厚度μm,施工面积M2,D-020-8 第三度统涂,底漆,厚度μm,施工面积M2,D-020-9 第一度统/补涂,面漆,厚度μm,施工面积M2,D-020-10 第二度统涂,面漆,厚度μm,施工面积M2,干舷部分(请填写底、面漆牌号、型号)D-020-11 第一度补涂,防护底漆,厚度μm,施工面积M2,D-020-12 第二度补涂,防护底漆,厚度μm,序号项目编号工程内容报价施工面积M2,D-020-13 第三度统涂,防护底漆,厚度μm,施工面积M2,D-020-14 第一度统/补涂,面漆,厚度μm,施工面积M2,D-020-15 第二度统涂,面漆,厚度μm,施工面积M2,甲板油漆D-020-16 施工面积M2, 统/补涂防护底漆度,统/补涂防护面漆度,D-020-17 重描- 艏/艉船名,D-020-18 - 船籍港,D-020-19 - 船体两边油漆“COSCO”字母,D-020-20 - 烟囱/烟囱马克,包括搭制脚手架M- 船舶供漆D-030 锚和锚链二只艏锚:千克/只序号项目编号工程内容报价锚链:左M,右M,直径mmD-030-1 将左右锚和锚链松出、摆放坞底检查,包括冲洗、测量、做标记(油漆/不锈钢丝),然后收回。
ASTM标准材质对照
ASTM钢管标准对照:l.r5?+f4d,n8]1f(Q$QA323-93(2000)硼铁规格A324-73(2000)钛铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa)D4u:|-_&m!B7p#?!T/|A325-00经热处理最小抗拉强度为120/105ksi的钢结构螺栓三维网技术论坛5z(F#f9I3F9M&Q9E"tA325M-00结构钢连接件用高强度螺栓(米制)A327-91(1997)铸铁冲击试验方法三维网技术论坛6^0N+Y;f:P+d*I;^5])c!w0L3E+P:dA327M-91(1997)铸铁冲击试验方法(米制)三维网技术论坛9|)e!y9u#?3C2lA328/A328M-00薄钢板桩三维网技术论坛;V(P(~%s8U:J!D:_A331-95(2000)冷加工合金钢棒+n-h+G#Pj-W9r三维网技术论坛8L0p,Z+`;v.z6NA333/A333M-99低温用无缝与焊接钢管规格A334/A334M-99低温设备用无缝与焊接碳素和合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江3P4B;l$_'L0J3r6@7z"q8\4H;`+N9\A335/A335M-01高温用无缝铁素体合金钢管A336/A336M-99e1压力与高温部件用合金钢锻件规格A338-84(1998)铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件三维网技术论坛8j&q7p$[9`*Z+PA34/A34M-96磁性材料的抽样和采购试验的标准惯例3I:c&v,~+hP%]4i0z'S)G*U&i6L8R.S,H)q3u+UA340-99a有关磁性试验用符号和定义的术语2b"@8F7O:vh/n6O9A341/A341M-00用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法三维网技术论坛#]6ZQ"~1w4Z三维网技术论坛*~6Z+~,|5o7K/P,O%BA342/A342M-99磁铁材料导磁率的试验方法&z-Op&g-o7T6c*KA343-97在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25厘米艾普斯亭(EPSTEIN)机架测定材料的交流电磁性能的试验方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B&B:e&Z;[:k6@A345-98磁设备用平轧电炉钢A348/A348M-00用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-00c要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范0c%E+{:G/yA351/A351M-00容压零件用奥氏体及奥氏体铁素体铸铁的技术规范三维网技术论坛7Q;N2^3q+e/{5@/@3VA352/A352M-93(1998)低温受压零件用铁素体和马氏体钢铸件规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2z/Z6C*I/z4X2T!~A353/A353M-93(1999)压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-01淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格三维网技术论坛8A:A4n!A7S6H0HA355-89(2000)渗氮用合金钢棒"J5j_3q1{+x*@+J(Y6U6E4^6`'L;T%gA356/A356M-98e1蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江;z:E2}5b,vfA358/A358M-01高温用电熔焊奥氏体铬镍合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxasm'a8E.E8H6z#[A36/A36M-00a碳素结构钢技术规范三维网技术论坛)^6X:m*j'I)x0f$NA363-98地面架空线用镀锌钢丝绳&T6S:n!@3K5X:_:A}J三维网技术论坛4l2|2K2s9t4R4\$MA367-60(1999)铸铁的激冷试验方法1G/z/e;K9s0g:YA368-95a(2000)不锈钢和耐热钢丝绳的标准-s7R+I2H3N$d2A369/A369M-01高温用锻制和镗孔碳素钢管和铁素体合金钢管三维网技术论坛2O6N4}"{-f!lA370-97a钢制品机械测试的标准试验方法和定义A372/A372M-99薄壁压力容器用碳素钢及合金钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9{3Y3]0^,c1B)f#@1L'l9It5a&WA376/A376M-01高温中心站用无缝奥氏钢管A377-99球墨铸铁压力管规范索引三维网技术论坛0G6i7,w!dA380-99e1不锈钢零件、设备和系统的清洗和除垢三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa,m4T.`3g$c三维网技术论坛0I(e2x2E+r/y I:`,G+N^/vA381-96高压输送用金属弧焊钢管9P#N*l(w)J*ec5H,p$vRA384-76(1996)防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-00提供高质量镀锌覆层(热浸)三维网技术论坛"G4,g-^.h(O2EA3-01低、中、高碳素钢鱼尾(连接)板三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or s,caxa,时空镇江-t(F0F4W8T1O[:k%d(].{3JA387/A387M-99e1压力容器用铬钼合金钢板6K"s,~%P7b三维网技术论坛#D-n:R7_#L,m#hA388/A388M-95(2000)e1重型钢锻件超声波检测A389/A389M-93(1998)适合高温受压部件用经特殊热处理的合金钢铸件规格三维网技术论坛2s3D/H*~'R6h9n7Z8s4nA390-95(2001)饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-9880号合金钢链条三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江9V7R.N't#|4t,ax三维网技术论坛F%q0n:A)IA392-96镀锌钢丝链环栏栅网三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa2[K2WZ.G#a9C8d三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa9Z'A8a7L-i&@#F,h#xA394-00传动塔架用镀锌和裸露钢螺栓A395/A395M-99高温用铁素体球墨铸铁受压铸件三维网技术论坛4Z'~+M#b%U%B:RA400-69(2000)钢棒的成分及机械性能选择指南三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江*c4n!z4g$F8|1a)|&t*^三维网技术论坛6p0s3\T-i0u5N0zA401/A401M-98铬硅合金钢丝!t!v(s'{+^*j/YA403/A403M-00b锻制奥氏体不锈钢管配件A407-93(1998)盘簧用冷拉钢丝三维网技术论坛;[9O;^7K8k4GA409/A409M-01腐蚀场所或高温下使用的焊接大口径奥氏体钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa2G4L/w%o&N1QA411-98镀锌低碳钢铠装线9A4i;n.j/f7A'Q(~A413/A413M-00碳素钢链A414/A414M-00压力容器用碳素薄钢板A416/A416M-99预应力混凝土用无涂层七股钢铰线A417-93(1998)之字型、方型和正弦型装垫弹簧元件用冷拉钢丝A418-99涡轮机及发电机钢转子锻件的超声波检查方法三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江&V6v-MP-[$l'^5v7o1L#y三维网技术论坛%y/Z5[2tm0~.t:XA420/A420M-00b低温下用锻制碳素钢和合金钢管配件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"t&Z.k%o,h$P6p$V2K/i*m2v8E)w"S;U/e!P5])kA421/A421M-98a预应力混凝土用无涂层消除应力钢丝的技术规范三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江)J;@.V/f9~2y8vA423/A423M-95(2000)无缝和电焊低合金钢管A424-00搪瓷用钢薄板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|s olidedge|solidwor s|caxa%r(G1R$O6s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江'~,}{#a(CP3?;~A426-92(1997)高温用离心铸造的铁素体合金钢管8I5M.c:Z;~-k,V2iA427-74(1996)e1冷轧和热轧用锻制合金钢辊三维网技术论坛/B2v)n#C7j1n(I-RA428/A428M-01钢铁制品上铝覆层重量的测试方法三维网技术论坛-Z:m6\2z-G6v$[7\9C:e)v;^3dA434-90a(2000)热轧与冷精轧经回火及淬火的合金钢棒三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江1N+a#y2\:_三维网技术论坛+J`-`,]!h1W$B5m+c!F*aA435/A435M-90(2001)钢板的直射束纵向超声波检验三维网技术论坛#w1A0w!E5M2_A436-84(1997)e1奥氏体灰口铁铸件A437/A437M-01高温用经特殊处理的涡轮型合金钢螺栓材料A438-80(1997)灰铸铁横向弯曲试验A439-83(1999)奥氏体可锻铸铁铸件A447/A447M-93(1998)高温用镍铬铁合金钢铸件(25-12级)三维网技术论坛/B:r#f1@2M8XLA449-00经淬火和回火的钢螺栓和螺柱三维网技术论坛4r"\/f0U2m;l2c8p三维网技术论坛"s2r2h([,a$e2LA450/A450M-96a碳素钢管、铁素体合金钢管及奥氏体合金钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江(r"Z&c-t-Y:v)H%_0{/R:`A451-93(1997)高温用离心铸造的奥氏体钢管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江B'd"`/m$B1^7FA453/A453M-00具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料三维网技术论坛"W0g&v9~-e!^'R3D;L)G/]A455/A455M-90(2001)压力容器用高强度碳锰钢板A456/A456M-99大型曲轴锻件的磁粉检查,x?+P0].GA459-97镀锌平轧扁钢铠装带A460-94(1999)包铜钢丝绳标准;C&{;a4R4]8p7x.J&M三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江R:Be3\;gA463/A463M-00热浸镀铝薄钢板(R#N:b6f8L3K*?0B#yA466/A466M-98非焊接碳素钢链A467/A467M-98机器链和盘旋链A469-94a(1999)用于发电机转子的真空处理钢锻件A470-01涡轮机转子和轴用经真空处理的碳素钢和合金锻件三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江0y"\4q9[,n#C/y6h;XA471-94(1999)涡轮转子转盘和转轮用真空处理合金钢锻件技术规范三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa$b,X$z8e'H.r6W A472-98蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01不锈和耐热钢锻件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江+R1f*N/F7U9t+}:Q1wA474-98包铝钢丝绳标准三维网技术论坛;^8eb0Q/_'y1c/M4\三维网技术论坛0j(y?.p-g"F#H4[A475-98镀锌钢丝绳三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa7H0Q.6d4A476/A476M-00造纸厂干燥辊用球墨可锻铸铁件:|8O7Z6W"z4OA478-97铬镍不锈钢和耐热钢制编织钢丝三维网技术论坛2c1B!{3h'C*@)U,n9nA479/A479M-00锅炉及压力容器用不锈钢和耐热钢棒与型材三维网技术论坛M#t;G6l(h'u三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa:l)?6b&V'B%wA47/A47M-99铁素体可锻铁铸件三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw orks,caxa,时空镇江7{+a0U1`"b/J!}$n9f8uz6h.Z,gA480/A480M-01扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-94(2000)金属铬三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solid work s,caxa,时空镇江9U5H!^4gC5w/{,\7P*oA482-93(2000)铬铁硅三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江s+}l8H4z0q)LA483-64(2000)硅锰合金三维|cad|机械汽车技术|catia|pro/e|u g|inventor|solided ge|solidwor s|caxa(H9b6y0n1e4U3q.y:_A484/A484M-00不锈及耐热锻钢棒,钢坯及锻件的规格三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%R"L5e,[-l%V)K.n9V"Q9@dA485-00高淬透性耐磨轴承钢的技术规范7D-S4El,F)LA487/A487M-93(1998)受压钢铸件三维网技术论坛)d1n9cn&W7R$j"n9x7qA488/A488M-01钢铸件焊接规程和工作人员的合格鉴定A48-94ae1灰铁铸件三维网技术论坛)U+|$@*{(n/j4V/M5J!A3?'FA489-00碳素钢吊耳m/K.}&H6|#W)|%B,D0~"j*|A490-00最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓0?+W$V4t,H3A.W(wA491-96镀铝钢链环栏栅结构三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"{(`4w']9J3}:R.q8zA492-95(2000)耐热不锈钢丝绳)n'T1m%y+l+z8v1A:p)A493-95(2000)冷镦和冷锻不锈钢和耐热钢丝3Lh6u#_8B0@*VA494/A494M-00镍和镍合金铸件&}8C&g*K)F%f!\2V"f6bA495-94(2000)硅钙合金钢技术规范三维网技术论坛.I2a7N/w&{2T6U9w7e/sA496-97ae1钢筋混凝土用变形钢丝三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9j0~!K1F2f!s0W/J7`,S/x)VA497-99e1钢筋混凝土用焊接变形钢丝网A498-98无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管三维网技术论坛3U3E"L32H#X 三维网技术论坛(f+?x*]:A$J!S5PA49-01经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板三维网技术论坛*x*}(_!T/r+{A499-89(1997)e1轧制丁字钢轨用的碳素钢棒材及型材的技术规范三维网技术论坛1A.h6[*E9k7C&e:R,J$q01}!QA500-01圆形与异型焊接与无缝碳素钢结构管三维,cad,机械技术汽车,catia,pro/e,u g,inventor,solidedge,solidw or ks,caxa,时空镇江i6f7v2H4e-[三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江8OY2_!q$B:x%v4A501-01热成型焊接与无缝碳素钢结构管三维网技术论坛&?:D(Y5j5A;P:@/c*[A503/A503M-01锻制大型曲轴的超声波检验三维网技术论坛k8[#w4T0i-h5Y1a,d三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:?&T54@%p"z8`3_8A504-93(1999)锻制碳素钢轮三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:g7x-B.o8U3SA505-00热轧和冷轧合金钢薄板和带材三维网技术论坛8q4v:G+`.I7E+}u-x+.X%r*aj;o4q1tA506-00正规质量及优质结构的热轧和冷轧合金钢薄板与带材*C"B$H5Q6vA507-00优质拉拔,热轧和冷轧合金钢薄板与带材A508/A508M-95(1999)压力容器用经回火和淬火真空处理的碳素钢与合金钢锻件3Z9s-IM.r)E.j'c A510-00碳素钢盘条和粗圆钢丝通用要求A510M-00碳素钢盘条和粗圆钢丝(米制)三维,cad,机械技术汽车,catia,pro/e,ug,in ventor,solidedge,solidwor s,caxa,时空镇江3o5C+C%y)@;s-w-tA511-96无缝不锈钢机械管三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江4T8O7@%n-~%w)qA512-96冷拉对缝焊碳素钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa)h7t+`/u/e)o"vA513-00电阻焊碳素钢与合金钢机械钢管A514/A514M-00a焊接用经回火与淬火的高屈服强度合金钢板三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江%y$P5I!];g8R!}A515/A515M-92(1997)中温及高温压力容器用碳素钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa3Y%t2?*g;r0Z三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江$c6Y8F#T"\3VA516/A516M-90(2001)中温及低温压力容器用碳素钢板A517/A517M-93(1999)压力容器用经回火与淬火的高强度合金钢板A518/A518M-99耐蚀高硅铁铸件三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa5X/v#]*e/c/w#I2E2W;n0b2p8VA519-96无缝碳素钢与合金钢机械管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa"Q*G+^%gls7qA521-96一般工业用闭式模钢锻件A522/A522M-95b(2000)低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格:K#o;f3?}:f;T#aA523-96高压管型电缆线路用平端无缝与电阻焊钢管A524-96常温和低温用无缝碳素钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa:B.A.h"H7o&J"r1Y4_6j三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江9p X:D(Q&i%z$A529/A529M-00高强度碳锰结构钢质量-I9g;G0G"e.L)r*J;B5C&|.b9VZA530/A530M-99e1特种碳素钢和合金钢管三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa%w1{3_+K+@:]三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江M2p.V2_:b,aA531/A531M-91(1996)涡轮发电机钢定位环的超声波检验A532/A532M-93a(1999)e1耐磨铸铁三维网技术论坛!X9p)U9P/@'Z-a三维网技术论坛3l-J-g#}!'v$f&GA533/A533M-93(1999)压力容器用经回火和淬火的锰钼及锰钼镍合金钢板I%N&U1B1@$v'Z/s三维,cad,机械技术汽车,catia,pro/e,ug,inventor,solidedge,solidwor s,caxa,时空镇江:H,U0_7@-b3`5x$R2NA534-94用于耐摩擦轴承的渗碳钢'D%S'e&D(U.g1`*S#p,B7KA536-84(1999)e1球墨铸铁件A537/A537M-95(2000)压力容器用经热处理的碳锰硅钢板三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|solidwor s|caxa&O8O'e9R(R%J"A#C8X0z9KA53/A53M-01无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范#L(S0t#B%b/@A539-99天然气和燃料油管线用电阻焊钢盘管三维网技术论坛"_F#c-y-t3C"rA540/A540M-00特殊用途的合金钢螺栓材料三维网技术论坛;i%g4t!d8\-A(_&WA541/A541M-95(1999)压力容器部件用经淬火和回火的碳素钢及合金钢锻件.e*\0d-m,a#C'H7k3三维网技术论坛7X&n:X"b3["[A542/A542M-99e1压力容器用经回火和淬火的铬钼、铬钼钒及铬钼钒钛硼合金钢板A543/A543M-93(1999)压力容器用经回火和淬火的镍铬钼合金钢板三维网技术论坛S-e(l3`'R三维网技术论坛8J!E6T;U;X"?,y)e)V8G*QA550-78(2000)铌铁合金三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa/K+^$n(_4N&xA551-94(1999)钢轮箍。
船舶建造工艺手册
《船体结构建造原则工艺规范》选用标准:Q/ 42-031-20031 范围本规范规定了船体建造过程中船体结构建造的工艺要求及过程。
本规范适用于散货船及油轮的船体结构建造,其他船舶也可参考执行。
2 基本要求2.1要求2.1.1船体理论线:船体构件安装基准线。
2.1.2船体检验线:以分段为基本单位设计全船统一的肋骨检验线、中心线、直剖线、水线对合线等。
2.2船体建造精度原则2.2.1从设计、放样开始,零件加工应为无余量、少余量。
2.2.2以加放补偿量逐步取代各组立阶段零部件的余量。
2.2.3线形复杂涉及冷热加工的零件,加工时必须加放余量。
加工结束后按要求进行二次划线切割工作。
2.2.4施工单位需对精度造船中的余量、补偿量实施结果、板材收缩值等及时向精度管理小组反馈。
2.3分段作业图具备的主要资料与文件的信息:常规信息、纵、横、平、侧视图、节点详图、主要结构型值、胎架图、组立图、装焊工艺顺序、焊接工艺、吊环加强图、重心重量坐标、完工测量图表(包括补偿量、收缩原始测量记录表)、零件明细表、零件流程编码等等。
2.4分段建造实施密性舱室角焊缝气密检测试验。
2.5船体焊接工艺按Q/ 42-027-2003《船舶焊接原则工艺规范》,分段完工主尺度应符合Q/ 60-001.2-2003《船舶建造质量标准建造精度》。
2.6尾轴管等的制作需经内场加工、装焊、再机加工等多道工序,设计部对该零件单独绘制加工、装焊、机加工图。
2.7对大型铸件,设计部按计划安时出图、编制工艺文件。
2.8切割要求2.8.1钢材材质的控制2.8.1.1 钢材进入喷丸流水线前,须按设计要求核对供货钢材所标签的材料信息表。
2.8.1.2切割中心将有关钢材信息:材质、规格、船级社钢级、数量、以及检验合格编号、生产炉批号等输入计算机系统以备跟踪、抽查。
2.8.1.3钢材的质量标准按Q/ 60-001.2-2003《船舶建造质量标准建造精度》,生产中发现不符合质量标准的钢材不得流入下道工序。
宁波永华接头样本
41.3
24
38.8
27
48
27
53
27
45.5
30
46
32
54
32
63.5
36
60
41
61
41
67.5
46
82.5
50
78.5
55
92
60
106.5 70
113.3 75
扣压式软管接头HOSE FITTING
E E
24°
S2
20411
代号 PART NO. 20411-12-04 20411-14-04 20411-16-05 20411-18-06 20411-22-08 20411-26-08T 20411-26-10 20411-27-10 20411-30-12 20411-36-16 20411-45-16T 20411-45-20T 20411-52-20T 20411-52-24T
21.5
41
20
41
23
41
23.5
46
26
46
23.5
50
26
50
24
55
25
55
25
60
25
60
26
70
26
70
26
75
扣压式软管接头HOSE FITTING
H H
E
A C
S2
20241
A
C
E S2
20241-T
45°国标公制内螺纹平面 45° GB METRIC FEMALE FLAT SEAT
22 -14
280 8.0 280 14.0
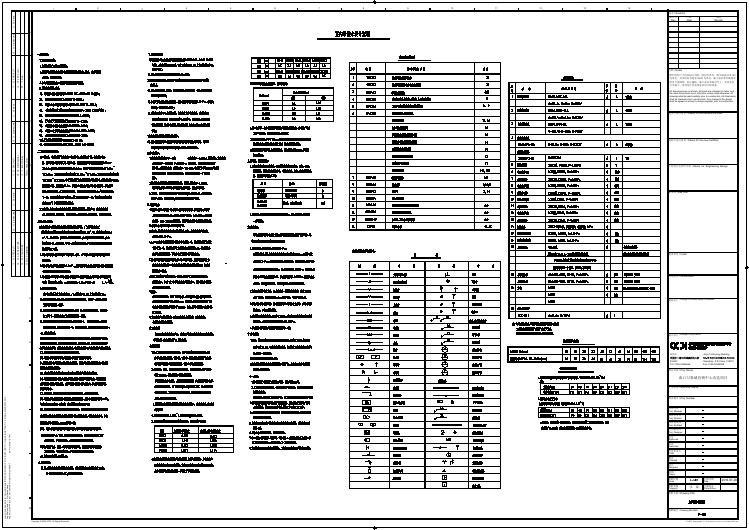
P-001 室内给排水设计说明.dwg
SAE_J2044-2002标准_油管、油泵、燃油滤清器、油轨等管接头的执行标准

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright ©2002 Society of Automotive Engineers, Inc.All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)Fax: 724-776-0790Email: custsvc@6.4.3Test Requirement (Side Load Fracture Test) (9)6.4.4Acceptance Criteria (9)6.5Resistance to Evaporative Emissions (10)6.5.1Test Procedure (10)6.5.2Acceptance Criteria (10)6.6Electrical Resistance (10)6.6.1Test Procedure (10)6.6.2Acceptance Criteria (10)7.Design Verification/Validation Testing (11)7.1Corrosion (11)7.1.1Test Procedure (11)7.1.2Acceptance Criteria (11)7.2Zinc Chloride Resistance (11)7.2.1Test Procedure (11)7.2.2Acceptance Criteria (11)7.3External Chemical and Environmental Resistance (11)7.3.1Test Procedure (11)7.3.2Fluid or Medium (12)7.3.3Acceptance Criteria (12)7.4Fuel Compatibility (12)7.4.1Test Procedure (12)7.4.2Test Fuels (12)7.4.3Test Requirement (12)7.4.4Acceptance Criteria (12)7.5Life Cycle (13)7.5.1Test Procedure (13)7.5.2Vibration Frequency (13)7.5.3Acceleration (13)7.5.4Vibration Duration (13)7.5.5Fluid Pressure (13)7.5.6Fluid Flow (Liquid Fuel Quick Connectors Only) (13)7.5.7Test Duration (13)7.5.8Test Cycle (14)7.5.9Acceptance Criteria (15)7.6Flow Restriction (16)7.7Elevated Temperature Burst (16)7.7.1Test Procedure (16)7.7.2Acceptance Criteria (17)8.Design Verification/Validation and In-Process Testing Matrix (17)9.Notes (17)9.1Marginal Indicia (17)Appendix A Mating Tube End Template Examples (18)1.Scope—This SAE Recommended Practice defines standard tube end form dimensions so as to guaranteeinterchangeability between all connector designs of the same size and the standard end form. This document also defines the minimum functional requirements for quick connect couplings between flexible tubing or hose and rigid tubing or tubular fittings used in supply, return, and vapor/emissions in fuel systems. This document applies to automotive and light truck applications under the following conditions:a.Gasoline and diesel fuel delivery systems or their vapor venting or evaporative emission controlsystems.b.Operating pressure up to 500 kPa, 5 bar, (72 psig).c.Operating vacuum down to –50 kPa, –0.5 bar (–7.2 psi).d.Operating temperatures from –40 °C (–40 °F) to 115 °C (239 °F).Quick connect couplings function by joining the connector to a mating tube end form then pulling back to assure a complete connection. The requirements stated in this document apply to new connectors in assembly operations unless otherwise indicated. For service operations, the mating tube should be lubricated with SAE 30-weight oil before re-connecting.NOTE—New connector designs using the same materials as previously tested connectors may use the original results as surrogate data for 7.1, 7.2, 7.3, and 7.4.Vehicle OEM fuel system specifications may impose additional requirements beyond the scope of this general SAE document. In those cases, the OEM specification takes precedence over this document.2.References2.1Applicable Publications—The following publications form a part of this specification to the extent specifiedherein. Unless otherwise specified, the latest issue of SAE publications shall apply.2.1.1SAE P UBLICATIO NS—Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE J1645—Fuel System—Electrostatic ChargeSAE J1681—Gasoline, Alcohol, and Diesel Fuel Surrogates for Materials TestingSAEJ1737—Test Procedure to Determine the Hydrocarbon Losses from Fuel Tubes, Hoses, Fittings, and Fuel Line Assemblies by RecirculationSAE J2045—Performance Requirements for Fuel System Tubing Assemblies2.1.2ASTM P UBLICATION—Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.ASTM B 117—Method of Salt Spray (Fog) Testing2.2Related Publication—The following publication is provided for information purposes only and is not a requiredpart of this specification.2.2.1SAE P UBLICATIO N—Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE J30—Fuel and Oil Hoses3.Definitions3.1Unexposed coupling—One that has not been used or deteriorated since manufacture.3.2Lot—A group of couplings that can be traced to a single assembly set-up or material lot. No more than oneweek production in a lot.4.Size Designation—The following system of size designations apply to the tube end and connector portions ofquick connect couplings. The connector size designation consists of two numbers. The first number designates the OD of the mating tube end. The second number designates the tubing size suited for the stem.EXAMPLE—9.5 mm x 8 mm connector fits a 9.5 mm male and 8 mm flexible tubing or hose. The mating tube end size designations refers to the nominal OD of the sealing surface. Refer to Figure 1 for anillustration of this Coupling Nomenclature.FIGURE 1—CONNECTOR NOMENCLATUREDetails for standard coupling sizes and dimensions for standard tube end forms are shown on Figure 2.NOTE—On metal or nonmetallic tubing, the OD is used to designate size and on flexible hose and tubing, the ID is used to designate size.5.Test Temperatures—Unless otherwise specified, all tests will be performed at room temperature 23 °C ± 2 °C(73.4 °F ± 4 °F).6.Functional Requirements—This section defines the minimum functional requirements for quick connectorcouplings used in flexible tubing fuel systems.6.1Leak Test—In order to provide a production compatible process, all leak testing should be performed usingcompressed air in a manner that insures the connectors will not leak liquid fuel or vapor.6.1.1T EST P ROCEDURE (L OW P RESSURE)a.Insert leak test pin, shown in Figure 3, into the connector.b.Pressurize between the seals with suitable air leak test equipment to 69 kPa ± 7 kPa, 0.69 bar ±0.07bar (10 psig ± 1 psig).NOTE—For single seal connectors, the stem must be capped or sealed.6.1.2A CCEP TANCE C RITERIA (L OW P RESS URE)—Maximum leak rate 2 cc/min at stabilization.6.1.3T EST P ROCEDURE (H IGH P RE SSURE)a.Insert leak test pin, shown in Figure 3, into the connector.b.For liquid fuel quick connector couplings, pressurize between the seals with suitable air leak testequipment to 1034 kPa ± 35 kPa, 10.34 bar ± 0.35 bar (150 psig ± 5 psig).c.For vapor/emission quick connector couplings, pressurize between the seals with suitable air leak testequipment to 138 kPa ± 10 kPa, 1.38 bar ± 0.10 bar (20 psig ± 2 psig).FIGURE 2—MATING TUBE FORM6.1.4A CCEP TANCE C RITERIA (H IGH P RESSURE)—Maximum leak rate 5 cc/min at stabilization.NOTE 1—For single seal connectors, the stem must be capped or sealed.NOTE 2—Appropriate safety precautions should be taken when testing with high-pressure air.6.1.5T EST P ROCEDURE (V ACUUM)a.Insert leak test pin shown in Figure 3 into connector.b.Apply a vacuum of 7 kPa with suitable vacuum leak test equipment.6.1.6A CCEP TANCE C RITERIA (V ACUUM)—Maximum leak rate 2 cc/min at stabilization.FIGURE 3—LEAK TEST PIN6.2Assembly Effort—Quick connect coupling assembly effort is the peak force required to fully assemble (latchor retain) the mating tube end into the connector. Use a suitable tensile/compression tester to verify conformance to this document.6.2.1T EST P ROCEDURE (N EW P ARTS)a.Test a minimum of 10 couplings.b.Test the quick connect coupling as supplied. Do not add additional lubrication to the quick connectcoupling or test pin.c.Attach quick connect coupling to a suitable test fixture.d.Wipe the test pins, before each test, with a clean lint-free cloth to prevent an accumulation oflubrication.e.Insert assembly test pin, shown in Figure 4, into the quick connect coupling at a rate of 51 mm/min ± 5mm/min (2 in/min ± 0.2 in/min) and measure assembly effort. (Simulated maximum tube end form)6.2.2T EST P ROCEDURE—Connectors after Section 7 exposure.a.Allow samples to dry 48 h before insertion testing.b.Lubricate test pin with SAE 30-weight oil by dipping the end in oil up to the retaining bead.c.Insert assembly test pin, shown in Figure 4, into the quick connector at a rate of 51 mm/min ± 5 mm/min (2 in/min ± 0.2 in/min) and measure assembly effort.6.2.3A CCEP TANCE C RITERIAa.Maximum first time assembly effort must not exceed 67 N (15 lb) for sizes <11 mm male tubes, and111 N (25 lb) for sizes ≥11 mm male tubes.b.Maximum assembly effort after Section 7 exposures must not exceed 111 N (25 lb) for <11 mm maletubes and 156 N (35 lb) for ≥11 mm male tubes.FIGURE 4—ASSEMBLY TEST PIN6.3Pull-Apart Effort—Quick connect coupling pull-apart effort is the peak force required to pull the mating tubeend out of the quick connect coupling. Use a suitable tensile tester to verify conformance to this document.For hose pull-off, see SAE J2045.6.3.1T EST P ROCEDUREa.Attach the quick connector body stem to a fixture suitable for pulling axially through the centerline ofthe quick connector.e the pull-apart test pin shown in Figure 5. (Simulated minimum mating end form)c.Apply a tensile load, at a rate of 51 mm/min ± 5 mm/min (2 in/min ± 0.2 in/min), until completeseparation occurs.6.3.2A CCEP TANCE C RITERIAa.Minimum Force P required to separate the test pin from the fuel quick connector should be, P = 56d upto a maximum of 600 N (135 lb) or for unexposed connectors and P = 37d up to a maximum of 400 N(90 lb) after Section 7 exposure where P = Force in Newtons and d = Nominal Tube Diameter inmillimeters.b.Minimum Force P required to separate the test pin from the vapor/emissions quick connector shouldbe P = 16d up to a maximum of 400 N (90 lb) for unexposed connectors, P = 12d up to a maximum of300 N (67 lb) after Section 7 exposure.FIGURE 5—PULL APART PIN6.4Side Load Capability—Quick connect couplings must be able to withstand side loads typical of what might beimposed by hose routing in a vehicle application as well as from having the hose pushed aside to reach other objects on the vehicle during service procedures. The connector side load capability is measured using a side load leak test and a side load fracture test. All connector designs and all tube end forms on metal or plastic molded parts must meet the requirements of this procedure.6.4.1T EST P ROCEDUREa.Insert quick connector into a length of design intent flexible tubing or hose with the opposite endsealed.b.Attach the quick connector to a suitable side load leak fixture or the plastic molded part, shown inFigure 6. (Simulated minimum end form)c.For liquid fuel quick connect couplings, pressurize the assembly with 1034 kPa ± 35 kPa, 10.34 bar ±0.35 bar (150 psig ± 5 psig) air pressure.d.For vapor/emission quick connect couplings, pressurize the assembly with 69 kPa ± 14 kPa, 0.69 bar± 0.14 bar (10 psig ± 2 psig) air pressure.e.Side load the hose or tube center point with the required load specified and perform the leak test.f.Mount a sample in the fracture fixture or plastic molded part, side load quick connector, at a rate of12.7 mm/min ± 5 mm/min (0.5 in/min ± 0.2 in/min), until the specified force is applied or fracture of thequick connector occurs. Kinking of design intent hose is permitted.6.4.2A CCEP TANCE C RITERIA (S IDE L OAD L EAK T ES T)a.No leaks, fracture, or rupture of the quick connector or its components or the plastic molded tube endpermitted below the minimum F = 19d up to maximum of 225 N (50 lb), where F = Side Load inNewtons and d = nominal tube diameter in millimeters.b.Maximum leak rate is 8 cc/min at stabilization with 10.34 bar ± 0.34 bar (150 psig ± 5 psig) appliedpressure for liquid connectors or 69 kPa ± 14 kPa, 0.69 bar ± 0.14 bar (10 psig ± 2 psig) appliedpressure for vapor connectors.6.4.3T EST R EQ UIREMENT (S IDE L OA D F RACTURE T EST)—Push above the end of the stem.6.4.4A CCEP TANCE C RITERIA—No fracture, rupture, or yield of the quick connector or its components or the plasticmolded tube end permitted, below the minimum of F = 28d up to a maximum of 400 N (90 lb), where F = Side Load in Newtons and d = nominal tube diameter in millimetersFIGURE 6—SIDE LOAD TEST FIXTURE6.5Resistance to Evaporative Emissions—Fuel line couplings are an integral part of the fuel system barrier toevaporative emissions. They are viewed as potential leak sites in the system. This method is to be used to determine hydrocarbon losses from permeation or micro leaks that are characteristic of each connector design.6.5.1T EST P ROCEDUREa.Because the losses from a single coupling are normally too small to measure accurately, it isrecommended that a test specimen be created consisting of 10 couplings. The value measured isthen divided by the number of connectors in the test specimen to arrive at the per connector value.b.Connector stem is to be inserted into the design intent flexible tubing or hose and a design intent tubeend inserted into the connector. The flexible tubing or hose should have its permeation propertiesmeasured independently using the same test fluid, preconditioning time and temperature, testtemperature and measurement technique. The value measure in this test is then corrected bysubtracting the permeation contribution from the flexible tubing.c.For the purpose of making the correction described in b. (previously) measure the length of flexibletubing in the test specimen that will be exposed to fuel during the test. For each section of flexibletubing this should be measured from a point half way up the stem on one connector to the same pointon the next connector in line.d.Precondition the test specimen per SAE J1737 until steady state permeation/leak measurements areobtained. Use Test Fluid C per SAE J1681. Precondition at 40 °C and 60 °C for separate tests ateach of those temperatures.e.Measure the hydrocarbon losses using a suitable SAE test method (i.e., SAE J1737, Mini-SHED,weight loss, etc) providing it is sufficiently accurate and the flexible tubing has been permeation testedusing the same method. Test at steady state temperatures of 40 °C and 60 °C.f.Correct the measured value for the multi-coupling test specimen by first subtracting the permeationvalue attributed to the flexible tubing then dividing that value by the number of couplings in the testspecimen.6.5.2A CCEP TANCE C RITERIA—None. Report value for each size and material combination only.6.6Electrical Resistance—If required by the OEM, all connectors used in fuel system applications involvingflowing liquid fuel must be sufficiently conductive and capable of creating an electrical connection with the flexible tubing into which they are inserted and with the tube end form that is inserted into them in order to prevent the buildup of harmful electrostatic charges.6.6.1T EST P ROCEDUREa.Test specimen is to consist of a coupling representative of the design as it will be installed in a vehicleapplication. The coupling is to be in the middle of the specimen. The length of both the flexible tubingor hose and rigid tubing must be 250 mm.b.Expose the specimens in accordance with 7.4 of this document then dry the exterior thoroughly.c.Measure electrical resistance per SAE J1645 between the inner surfaces at each end of the specimen.CAUTION—Measurement device may produce hazardous electrical charge, handle components with insulated means.d.With the measurement system in place and recording, using insulated tongs or grasping device, movethe connector both axially and tangentially with respect to the installed tube end.6.6.2A CCEP TANCE C RITERIAa.Measured resistance must be less than 106Ω (at 500 V).b.Electrical continuity must be maintained in all orientations of the connector relative to the tube end.c.Maintain material certification log to show in-process capability.7.Design Verification/Validation Testing7.1Corrosion—The corrosion test is performed to assure that the quick connector components will meet thefunctional requirements of the fuel system after exposure to the corrosion test.7.1.1T EST P ROCEDUREa.Insert design intent mating tube ends, shown in Figure 2, into the quick connect couplings.b.Cap the mating tube ends and the stem ends of the quick connect couplings, so internal surfacesremain free of water and corrosion.c.Perform salt spray test per ASTM B 117.7.1.2A CCEP TANCE C RITERIA—The quick connect couplings shall be capable of meeting the functionalrequirements of 6.1, 6.2, and 6.3 after 500 h salt spray. Appearance is not a functional requirement.7.2Zinc Chloride Resistance—Zinc chloride is an environmental stress-cracking agent to which somehygroscopic polymers are sensitive. This test is performed to assure that the quick connect couplings meets their functional requirements after exposure to zinc chloride.7.2.1T EST P ROCEDUREa.Insert mating tube ends, shown in Figure 2, into the quick connect couplings.b.Cap the mating tube ends and stem ends of the quick connect couplings, so internal surfaces remainfree of water and corrosion.c.Immerse the couplings in a 50% aqueous solution (by weight) of zinc chloride for 200 h at 23°C (roomtemperature). Cover or cap the container to prevent the solution from changing concentrationsignificantly during the exposure. When in doubt, measure the concentration of ZnCl at the completionof the test.d.When the exposure is complete, remove the quick connect couplings from the zinc chloride solution,do not rinse or clean.e.The quick connect couplings must then be held at room temperature for 24 h.f.Quick connect couplings are to be inspected after each exposure sequence for any evidence ofcracking.7.2.2A CCEP TANCE C RITERIAa.No cracks or fractures of the quick connector or its components permitted.b.The quick connect couplings shall be capable of meeting the functional requirements of 6.1, 6.2, and6.3 after exposure to zinc chloride.7.3External Chemical and Environmental Resistance—Quick connect couplings may be exposed to a range ofchemicals typical of the automotive environment. This chemical resistance test is performed to assure that the quick connect couplings will meet their functional after exposure to typical automotive fluids.7.3.1T EST P ROCEDUREa.Insert mating tube ends, shown in Figure 2, into the quick connect couplings.b.Cap mating tube ends and stem ends of the quick connect couplings.c.Submerge the quick connect coupling assemblies completely.d.At the end of 60 days, dry connectors at room temperature for 48 h.7.3.2F LUID OR M EDIUM—See Table 1.7.3.3A CCEP TANCE C RITERIA—The quick connect couplings shall be capable of meeting the functionalrequirements of 6.1, 6.2, and 6.3 upon completion of the external chemical and environmental testing.NOTE—New connector sizes using the same materials and architectural design as previously tested connectors may use the original results as surrogate data.TABLE 1—FLUID OR MEDIUM(1)Fluid or Medium Exposure Time ProcedureAutomatic Transmission Fluid60 Days Soak @ room tempMotor Oil60 Days Soak @ room tempBrake Fluid (Dot 3)60 Days Soak @ room tempEthylene Glycol (50% Water)60 Days Soak @ room tempPropylene Glycol (50% Water)60 Days Soak @ room tempDiesel Fuel60 Days Soak @ room tempEngine Degreaser60 Days Soak @ room temp1.The fluids in Table 2 shall be considered generic or those that are common to the industry.7.4Fuel Compatibility—The fuel compatibility test is performed to assure that the quick connector will meet thefunctional requirements of the fuel system after exposure to specific fuel blends.NOTE—The intention of the document is that all couplings be fully interchangeable. As such couplings must be qualified to operate with all available fuels. Connectors made of materials that are not suitable foruse in some fuels must be clearly labeled to identify their limitations.7.4.1T EST P ROCEDUREa.Insert mating tube ends, shown in Figure 2, into the connectors.b.The samples shall have fuel contact surfaces exposed to the fuels specified in 7.4.2, see Table 2.c.Replace the fuel every 7 days.d.New samples must be used for each test.7.4.2T EST F UE LS—Reference SAE J1681 and Table 2.7.4.3T EST R EQ UIREMENT—One-half the samples shall be tested immediately after removal from the test fuel andthe remaining samples shall be tested after a 48-h dry-out period.7.4.4A CCEP TANCE C RITERIA—The quick connect coupling shall meet the functional requirements of 6.1, 6.2, and6.3 after the completion of the fuel compatibility test.NOTE—New connector sizes using the same materials and architectural design as previously tested connectors may use the original results as surrogate data.TABLE 2—TEST FLUIDSTest Fluid (Per SAE J1681)Exposure Time ProcedureASTM Reference Fuel C60 Days Soak @ 40 °CSAE CE10 (Fuel C Plus 10% Ethyl Alcohol)60 Days Soak @ 40 °CSAE CM30 (Fuel C Plus 30% Methyl Alcohol)60 Days Soak @ 40 °CSAE CME15 (Fuel C Plus 15% MTBE)60 Days Soak @ 40 °CSAE CP (Auto-Oxidized Fuel)60 Days Soak @ 40 °C7.5Life Cycle—The life cycle test is performed to assure that the quick connector will meet the functionalrequirements of the fuel system when exposed to pressure, vibration, and temperature cycles typical of severe duty in automotive applications.7.5.1T EST P ROCEDUREa.Insert a connector in each end of a 500 mm (19.69 in) length of suitable flexible tubing.b.Leak test the assembly per 6.1, except use mating tube end shown in Figure 2.c.Connect the assembly to a test fixture, shown in Figure 7 using production intent tubes.d.Test fluid (liquid fuel quick connect couplings)—Mobil Arctic 155 refrigerant oil or equivalent.e.Test fluid (vapor/emission quick connect couplings)—Air.NOTE—Use of flammable materials is not recommended. However, tests in fuel or fuel surrogates can produce better results at low temperatures.7.5.2V IBRATIO N F REQUENCY—Continuously sweep the frequency from 7 Hz to 200 Hz, with 3 sweeps per hour. 7.5.3A CCELERATION—See Table 3.TABLE 3—ACCELERATION(1)Maintain Acceleration Load From To18 m/s2 (2 G)7 Hz25 Hz90 (10 G)2550182 (20 G) 5075163 (18 G) 75100145 (16 G)100125127 (14 G)125150109 (12 G)15017590 (10 G)1752001.This test may be interrupted or shut down for weekends at the end of anysection.7.5.4V IBRATIO N D URATION—Maintain vibration as specified in 7.5.8 (Test Cycles).7.5.5F LUID P RESSUREa.For liquid fuel quick connect couplings during pressure portions of the test, alternate pressure between0 and 1034 kPa ± 35 kPa, 10.34 bar ± 0.35 bar (150 psig ± 5 psig). Alternate pressure one time perminute (i.e., 1 min at each pressure).b.For vapor/emission quick connect couplings during pressure portions of the test, alternate pressurebetween 0 and 69 kPa ± 2 kPa, 0.69 bar ± 0.02 bar (10 psig ± 0.3 psig). Alternate pressure one timeminute (i.e., 1 min at each pressure).NOTE—Pressure transition rate is to be as close to a square wave as practical but not so abrupt that pressure overshoot occurs. This may require up to 3 s.7.5.6F LUID F LOW (L IQUID F UEL Q UICK C ONNECT C OUP LINGS O NLY)—Flow rate during the specified test cycle is1.33 Lpm ± 0.2 Lpm (0.46 gpm ± 0.07 gpm) through each quick connect coupling.7.5.7T EST D URATION—336 h (14 test cycles) (14 days)7.5.8T EST C YCLES—The test cycle consists of five sections to simulate hot operation, hot soak, hot operation afterhot soak, cold soak, and cold operation. See Table 4.NOTE—Included at the beginning of the hot and cold test sections are temperature transitions times of 1h maximum.7.5.8.1Hot Operation Testa.Length of Time—7 hb.Chamber Temperature—125 °C ± 5 °C (257 °F ± 9 °F)c.Fluid Temperature (liquid fuel quick connect couplings only)—66 °C ± 5 °C (151 °F ± 9 °F)d.Fluid Pressure—yese.Fluid Flow—yesf.Vibration—yes7.5.8.2Hot Soaka.Length of Time—2 hb.Chamber Temperature—125 °C ± 5 °C (257 °F ± 9 °F)c.Fluid Temperature (liquid fuel quick connect couplings only)—Heat to chamber temperatured.Fluid Pressure—yese.Fluid Flow—nof.Vibration—no7.5.8.3Hot Operation after Hot Soaka.Length of Time—7 hb.Chamber Temperature—125 °C ± 5 °C (25 7°F ± 9 °F)c.Fluid Temperature (liquid fuel quick connect couplings only)—66 °C ± 5 °C (151 °F ± 9 °F)d.Fluid Pressure—yese.Fluid Flow—yesf.Vibration—yes7.5.8.4Cold Soaka.Length of Time—7 hb.Chamber Temperature— –40 °C (-40 °F)c.Fluid Temperature (liquid fuel quick connect couplings only)—Cool to chamber temperatured.Fluid Pressure—yese.Fluid Flow—nof.Vibration—no7.5.8.5Cold Operationa.Length of Time—1 hb.Chamber Temperature— –40 °C (–40 °F)c.Fluid Temperature (liquid fuel quick connect couplings only)—Cool to chamber temperatured.Fluid Pressure—yese.Fluid Flow—yesf.Vibration—yes7.5.9A CCEP TANCE C RITERIAa.No fluid leaks permitted during or at completion of test, for Vapor connector couplings, air leak test per6.1.b.The connector shall meet the functional requirements of 6.1, 6.2, and 6.3 after the completion of thelife cycle test.c.Perform visual inspection of connector and its components. No fractures, cracks, or unusual wearpermitted.FIGURE 7—LIFE CYCLE TEST SET UP7.6Flow Restriction—Quick connect couplings shall be designed to provide minimal flow restriction. 7.6.1T EST P ROCEDURE a.Insert connector into its intended flexible tubing.b.Connect the flexible tubing to a source for controlled flow of water.c.Measure the pressure required to create 120 L/h flow through each connector design.7.6.2A CCEP TANCE C RITERIA —None. Measure and report value.7.7Elevated Temperature Burst—The elevated temperature burst test is performed to assure that the quick connect coupling will withstand the pressure requirements of the fuel system at the maximum operating temperature. This test can be performed as part of the tube and hose assembly requirements of SAE J2045 or as follows.7.7.1T EST P ROCEDURE a.Insert a quick connector in each end of a 500 mm (19.69 in) length of tubing or reinforced fuel hose.Secure each end with a hose clamp if required, to prevent failure of the stem to hose interface.b.Insert male tube ends, shown in Figure 2, into the quick connect couplings.c.Attach assembly to a suitable, air or hydraulic, burst pressure source.d.Place the assembly in a suitable environmental chamber and soak at 115 °C (239 °F) for 1 h.e.Perform burst by pressurizing the hose assembly at a rate of 3450 kPa/min (500 psig/min) until burst or rupture occurs.TABLE 4—LIFE CYCLE TEST SCHEDULESection Hour Chamber TemperatureFluid TemperatureFluid PressureFluid FlowVibration 7.5.8.11 125 °C (1)1.Temperature may be in transition.125 °C (1)Yes Yes Yes 2125°66°Yes Yes Yes 3125°66°Yes Yes Yes 4125°66°Yes Yes Yes 5125°66°Yes Yes Yes 6125°66°Yes Yes Yes 7125°66°Yes Yes Yes 7.5.8.28125°125°(1)Yes No No 9 125°125°Yes No No 7.5.8.310125°66°(1)Yes Yes Yes 11125°66°Yes Yes Yes 12125°66°Yes Yes Yes 13125°66°Yes Yes Yes 14125°66°Yes Yes Yes 15125°66°Yes Yes Yes 16125°66°Yes Yes Yes 7.5.8.417–40 °C (1)–40°(1)Yes No No 18–40°–40°Yes No No 19–40°–40°Yes No No 20–40°–40°Yes No No 21–40°–40°Yes No No 22–40°–40°Yes No No 23–40°–40°Yes No No 7.5.8.524–40°–40°YesYesYes。
船舶空调通风管系综合布置设计规范

船舶空调通风管系综合布置设计规范1 范围本规范规定了船舶空调通风管系综合布置设计依据、设计准则、设计内容、设计程序和方法、设计验证要求。
本规范适用于船舶空调通风管系综合布置的设计与施工。
2规范性引用文件GB/T 1560-1979 船用通风系统管路和附件的公称通径GB/T 3029-1996 船用通风附件技术条件CB/T 204-1999 船用通风管路通舱管件CB/T 210-1995 风管吊架Q/SWS 52-014-2003 船体强力构件开孔及补强3 设计依据3.1 船舶建造合同及其技术文件。
3.2 相关的国家标准及行业标准要求。
3.3 公司的《船舶建造方针》中的有关要求。
3.4 空调通风系统详细设计图纸资料。
3.5 全船总布置图、舱室布置图、防火分割图、绝缘和甲板敷料图及相关区域的船体结构图、管系原理图、主干电缆走向图等有关资料。
3.6 空调通风设备资料。
33设计准则4.1 空调通风管系综合布置应符合该船入级的船级社及挂旗国的规范要求。
4.2 空调通风管系应用不燃材料制造。
4.3 空调通风管系穿过A级舱壁或甲板时,若风管净截面超过0.02 m2,则风管壁厚至少为3 mm,跨越长度至少900 mm,该长度最好分成在舱壁或甲板的两侧各为450 mm,且此根风管应具有与舱壁或甲板同样的耐火隔热性。
4.4 空调通风管系穿过A级舱壁或甲板时,若风管净截面超过0.075 m2,除应满足上述4.3条外,还应设置挡火闸,挡火闸应自动动作,也能在舱壁或甲板的两侧人工关闭。
4.5 空调通风管系服务于A级分隔包围的处所、厨房、驾控室等区域,风管进出该区域的限界时,风管壁厚至少3 mm,跨越长度至少900 mm,且风管接近穿过限界处设有自动挡火闸。
4.6 空调通风管系穿过B级舱壁时,若风管净截面积超过0.02m2,应装有长度为900 mm 的钢质套管,该套管最好分成在舱壁两侧各为450 mm。
4.7 空调通风管系的主要进风口应能在被通风处所的外部加以关闭。
ZH300-2009高压管、管件及紧固件标准

零件 名称
管子 管件
螺纹法兰 盲板
双头螺栓 螺母
牌号
20 15GrMo 16Mn 12Gr2Mo 10MoWVNb 12SiMoVNb
35 35CrMo 35CrMoA 30CrMoA
表3
抗拉强度σb MPa
410~550 440~640 490~670 450~600 470~670
≥470 ≥490 ≥620 ≥805 ≥660
高压管、管件及紧固件材料力学性能
力学性能
屈服点σS 断后伸长率δ5
MPa
%
冲击功 AKU2 J
≥245
≥24
≥39
≥235
≥21
≥47
≥320
≥21
≥47
≥280
≥20
≥38
≥295
≥19
≥62
≥315
≥19
≥47
≥255
≥20
≥24
≥440
≥15
≥34
≥685
≥13
≥50
≥500
≥15
≥61
硬度 HB
1
ZH300-2009
ZH300-2009
前言
浙江工业大学化工设备厂作为我国合成氨高压管件标准参编单位和高压管件主要提供商,早在 1993 年就等效采用原化工部高压管、管件及紧固件通用设计标准(简称 H 标准)制订了《高压管、管件及紧固 件 企业 标准 》(ZH100-93),该标准适用管道范围为公称压力 PN22.0、PN31.4 公称通径 DN6~DN150。1996 年 10 月我厂制订了《高压管、管件及紧固件企业标准》(ZH100-96),该标准适用管道范围为公称压力 PN22.0、PN31.4 公称通径 DN175~DN250。2005 年 11 月我厂制订了《PN31.4DN225 和 DN250 高压管、管件 及紧固件企业标准》(ZH200-2005),该标准适用管道范围为 PN31.4DN225 和 DN250 两种规格。2006 年 12 月我厂制订了《PN16.0、PN22.0、PN31.4 DN175~DN350 高压管、管件及紧固件企业标准》(ZH200-2006), 该标准适用管道范围为公称压力 PN16.0、PN22.0、PN31.4 公称通径 DN175~DN350。以上标准范围内管 道和管件已在工程中得到普遍应用,得到了用户和设计部门的好评。
帕克硬管接头说明书
派克硬管接头已经获得世界上各种不同机构的认证,如:德国劳氏(GL)英国劳氏(LR)挪威船级社(DNV)美国船级社(ABS)认证通常针对特定的产品、应用领域、工况条件、有效期或其他限制条件。
我们可为不同应用情况提供相应的资料文件。
派克的硬管接头同时也被世界上许多主机设备生产商或最终用户认可。
目 录技术信息认证证书 .................................................................................................................................... B -2简介 ........................................................................................................................................... B -5硬管接头产品及应用概览 ........................................................................................................... B -6PSR 卡套及特点 .........................................................................................................................B-8DPR 不锈钢卡套及特点 ...........................................................................................................B-10EO-2 型接头及特点..................................................................................................................B-11EO2-FORM 型接头及特点 .......................................................................................................B-13O-Lok ® 型接头及特点 ..............................................................................................................B-15如何选择合适的硬管接头产品..................................................................................................B-17硬管接头产品的国际标准 .........................................................................................................B-25推荐使用的钢管 .......................................................................................................................B-26温度的压降影响 .......................................................................................................................B-28表面处理 ..................................................................................................................................B-29介质兼容性表 ...........................................................................................................................B-30安全指南 ..................................................................................................................................B-32装配指南装配流程简介 ...........................................................................................................................B-33EO 卡套接头装配指南 .............................................................................................................B-34EO-2 卡套接头装配指南 ..........................................................................................................B-38EO 安装工具检查.....................................................................................................................B-42EO2-FORM 装配指南 ..............................................................................................................B-43EO2-FROM 安装工具检查 .......................................................................................................B-48O-Lok ® 装配指南 .....................................................................................................................B-49Parflange ® 工具检查及夹具调整..............................................................................................B-52油口端安装指导 .......................................................................................................................B-53目录可调向接头及旋转螺母安装指导 ..............................................................................................B-57法兰连接安装指导....................................................................................................................B-59硬管布管指导 ..........................................................................................................................B-60安装设备KONU 锥面规 ..........................................................................................................................B-62AKL 测距仪 .............................................................................................................................B-63EO-KARRYMAT.......................................................................................................................B-64EOMAT UNI ............................................................................................................................B-65EO2-FORM F3 ........................................................................................................................B-69KARRYFLARE .........................................................................................................................B-72Parflange ® 1025 ......................................................................................................................B-75Parflange ® 50 .........................................................................................................................B-76EO-NIROMINT ........................................................................................................................B-81手动去毛刺工具 .......................................................................................................................B-82电动去毛刺工具 .......................................................................................................................B-82螺纹识别包 ..............................................................................................................................B-82接头产品EO 接头产品目录.....................................................................................................................B-83如何订购EO 接头......................................................................................................................B-87阀 产品目录..............................................................................................................................B-163阀 技术信息 .............................................................................................................................B-165EO 旋转接头 ............................................................................................................................B-187旋转接头技术信息....................................................................................................................B-188O-Lok ® 产品目录 ...................................................................................................................B-200如何订购O-Lok ® 接头 ..............................................................................................................B-203公制钢管信息及订货 ..............................................................................................................B-236钢管管夹概览 ...........................................................................................................................B-240目录作为管路元件供应商,派克一直致力于为您提供一个更高压力,更易安装,无需维护的无泄漏液压系统。
四机厂高压管汇产品目录电子版

户满意产品”。BE 快移快装钻机被评为“国家重点新产品”。高级技术顾问赛兹、麦克先后获国务院颁发的外 国专家“友谊奖”。
四机厂管件分厂生产高压流体控制产品始于上世纪八十年代,在引进美国 SPM、FMC 公司设计制造技术的 基础上,经过 20 多年的消化、吸收和创新,积累了在国际国内处于领先水平的研发实力和比较优势,形成了 年产值 2 亿元的高压管汇件生产能力。可批量生产规格 1″~ 4″、压力 7 MPa~140 MPa 的各类旋塞阀、闸 阀、单流阀、紧急截断阀、由壬、直管、活动弯头、法兰、整体接头等高压流体元件,可设计生产井口测试 装置和地面测试管汇、成套固井压裂、钻井管汇、海洋修井机模块钻机所需的全套高压管汇等系列产品,还 可以根据用户需求,设计生产各种适应沙漠、海洋作业环境的钻井、固井、测井、试油作业、酸化压裂、连 续油管及砂控作业、海洋平台作业用高压流体管汇系统。高压流体控制产品多次荣获“湖北名牌产品”和“中 国石油石化装备名牌产品”称号;分厂职工权海峰先后取得全国第三届数控车工技能大赛第二名,中央企业 职工技能大赛数控车工决赛第一名,并被评为“全国技术能手”;吴吉高取得第三届全国职工职业技能大赛数 控车工决赛第三名,获“全国技术能手”称号。分厂喜获 2009 年度“湖北五一劳动奖状”及“工人先锋号” 称号。
使用工况
标准 标准 标准 标准 标准 标准 标准 标准 H2S H2S H2S H2S
30 型长半径活动弯头
30 型 F-M
采购号
K51200830001 K51300830001 K51201030003 K51301030001 K51401070001 K51201130002 K51301130001 K51301230001 K51200830901 K51300830901 K51201030901 K51301030902
SAE J2044-2009燃油管路快速接头中文版
4. 尺寸规格........................................................................................................................................................ 4
中国船舶工业集团公司物资部2009年合格供应商名单
M070062上海焊条焊剂有限公司船用焊条、不锈钢焊条、焊剂、焊丝M070063上海纪好旺造船科技发展有限公司焊剂、焊材(焊丝、燃结焊剂、埋弧焊丝)M070064上海斯米克焊材有限公司焊材M070066苏派特金属(昆山)有限公司药芯焊丝M070067泰州宇宙焊接材料有限公司电焊条(TH945等)M070068武汉铁锚焊接材料股份有限公司焊接材料(药芯、埋弧焊丝,铁粉焊条、普通焊条)M070069上海林肯电气有限公司焊材及焊接设备M070070上海泰昌焊接衬垫材料有限公司陶质焊接衬垫M070071天津冶金集团天材科技发展有限公司945钢CO2气体保护焊材等M070072天泰焊材(昆山)有限公司船用焊接材料、焊丝、焊条M070073武汉天高焊接有限公司陶瓷衬垫M070074象山焊接衬垫厂JN系列陶质焊接衬垫M070075上海申贝长风碳棒有限公司碳棒M070076上海弗森电影碳棒有限公司碳棒M070077浙江长征电影碳棒有限公司碳弧气刨碳棒M070078江苏亚星锚链有限公司锚链及附件M070079莱芜钢铁集团淄博锚链有限公司锚链及附件M070080青岛锚链股份有限公司锚链及附件M070081正茂集团有限责任公司销售中心锚链及附件M070082贵州钢绳股份有限公司上海销售分公司钢丝、钢丝绳M070084江苏法尔胜股份有限公司各种镀锌钢丝绳M070086上海益大湘钢钢绳有限公司园股、镀锌钢丝绳等M070087廊坊市科冠滤清器有限公司高分子滤板M070089江苏包罗铜材集团股份有限公司铜及铜合金管材、棒材等M070090上海申馨铜管件有限公司有色金属连接件(铜管接件、紫铜等异径三通、接头、弯头)M070091太仓永飞金属铸件厂铝、锌牺牲阳极M070092中国船舶重工集团公司第七二五研究所阴极保护产品、防腐防污产品M070093宁波市北仑航宇机有限公司不锈钢紧固件等M070095宁波群力紧固件制造有限公司高强度紧固件M070097上海长南五金机械厂镀铜碰钉、碰钉、螺栓M070098上海南市螺丝有限公司各类紧固件M070100常州船用电缆有限责任公司电缆M070101江苏上上电缆集团有限公司船用电缆、电缆附件M070102烙克赛克国际贸易(上海)有限公司电缆、模块M070103上海端翔机电有限公司船用电缆、CO2灭火装置M070104上海南洋电材有限公司船用电缆M070105上海浦虹电缆厂舰船用电缆M070106太仓市璜泾船用配件厂电缆膨胀堵料、电缆密封堵料M070107泰州市海川电器制造有限公司电气设备M070108扬州光明电缆有限公司船用电缆、电力电缆等M070109扬州市远扬船用电缆厂有限公司船用电缆M070110乐清市新兴电缆附件有限公司不锈钢、尼龙扎带,警灯、警铃等M070111乐清市耀辉玻塑有限公司船用雾笛M070112宝应帆洋船舶电器配件制造有限公司电缆托架等M070113上海光华电缆附件有限公司冷压电线电缆接头M070114扬中市新联机电设备制造有限公司电缆桥架、母线槽等M070115上海富缘船舶附件有限公司船舶附件、金属机构件M070116上海申宝丝网有限公司钢板网、丝网M070117上海江楠木业有限公司木材M070121宁波环宇耐火材料有限公司硅酸铝纤维和岩棉制品、陶瓷岩棉板、玻璃棉M070122上海市张桥保温材料制品厂玻璃棉制品、保温材料、绝缘材料M070123太仓市金锚化工有限公司厨房灭火箱、玻璃棉制品M070124无锡市明江保温材料有限公司矿棉复合板、耐火材料等、保温材料、阻燃白胶M070125宜兴市坤濠防火材料有限公司绝缘材料制品、陶瓷岩棉板、玻璃棉M070126浙江省德清县浦森耐火材料有限公司陶瓷棉、岩棉、玻璃棉等绝缘材料制品M070127上海北辰新型建材有限公司岩棉系列产品M070128德清县防火材料厂玻璃棉制品、硅酸盐制品、陶瓷棉管、切割氧乙炔设备、水处理剂、清洁化学品M070129常州市绝热材料厂有限公司陶瓷棉(硅酸铝纤维)制品M070131苏州诺锐克船舶设备有限公司防火门 舱室壁板 卫生单元 浮动地板M070132华南建材(深圳)有限公司复合岩棉、防火门、卫生单元、金属岩棉夹芯板等M070133江苏海陆装饰有限公司复合岩棉板、防火门、卫生单元M070134江阴市要塞海陆装饰材料有限公司复合岩棉板、吸音板M070135苏州市中天船舶配件制造有限公司金属蜂窝板、复合岩棉板、防火门M070136上海勤隆装饰材料有限公司装饰木夹板等M070137太仓派恩机械有限公司防火风闸、风栅、调风门等M070138江苏市润航要塞船用附件有限公司不锈钢冷库门、冷库板、异形构架、搁架、钢结构件M070139上海瑞爱舰船设备有限公司冷库门M070140上海势能船舶装饰有限公司船用卫生单元、家具、内装钣金M070141上海永鼎实业有限公司组合式冷库M070142上海宝罗机械厂阻燃防爆导风管、阻燃塑料风管等M070143无锡市港杨暖通设备厂螺旋风管及附件M070144无锡双羊暖通设备有限公司螺旋风管及附件M070146上海腾盈铁链制造有限公司镀锌链条M070148上海新蕾酒店设备有限公司船用不锈钢非标制品M070149苏州市木易船舶设备有限公司玻璃钢制品M070150湖州市汇诚船用敷料有限公司甲板敷料系列产品M070151太仓市兰燕甲板敷料涂料有限公司甲板敷料、无机锌底漆及涂料等M070152靖江市特种粘合剂有限公司各种船用胶粘剂、粘合剂M070153吴江市海云化工厂HY92胶M070154上海澳新化工产品有限公司清洗剂、润滑剂M070155上海东松化工科技发展有限公司防锈油、稀释剂M070156上海巨石实业有限公司化工、清洁剂M070157扬州甘棠化工有限公司溶剂、化工M070158靖江亚泰船用物资有限公司橡胶与PVC地板M070159上海华中橡胶五金厂橡胶制品M070160上海兴罗特种密封件有限公司橡胶制品、垫片(无毒硅橡胶、丁晴橡胶垫片、阻燃型密封垫片阻燃型橡胶地板)M070161江苏凯凯工业设备有限公司橡塑保温材料M070163江阴协统塑化材料有限公司汽车饰件(塑料件)M070164江阴市新舸船配材料有限公司B型材、顶角、踢脚线等M070165赫普(昆山)有限公司油漆M070166金刚化工(昆山)有限公司油漆M070167上海国际油漆有限公司船用油漆、涂料M070168庞贝捷涂料(昆山)有限公司油漆M070169中远佐敦船舶涂料(广州)有限公司油漆M070170深圳市群力新技术有限公司船用重防腐涂料M070172上海鑫纺篷帆制品有限公司三防布、防水涂腊布、罩套等M070174江苏南极机械有限责任公司热水柜、压力水柜、滤器、污水处理装置、中间轴承M070175上海赛龙船用轴承服务站船用轴承M070176东台船用配件有限公司轴承密封装置等M070177大连船用推进器有限公司螺旋浆M070178武汉川崎船用机械有限公司侧向推进器M070179欧堡工业(青岛)有限公司锅炉、压力容器M070180扎克(青岛)船用锅炉有限公司船用锅炉及配套产品、燃油废气组合锅炉M070181张家港格林沙洲锅炉有限公司锅炉 空气瓶M070182江苏振华泵业制造有限公司各类泵(离心泵、喷射泵、手摇泵、漩涡泵)M070185南通航海机械有限公司供油单元、自净滤器、伐门遥控装置、分油机模块、凸轮轴、填料环、液压顶推装置M070186阿法拉伐(上海)技术有限公司船用燃油离心分离机、分油机、制淡、冷却器、供油单元M070187上海船舶运输科学研究所油污水处理、阴极保护M070188江阴市澄江船舶设备配件有限公司机舱行车、水密门、窗、盖、升降机、防爆电动葫芦、各类箱柜、舾装件、锚机、绞盘、百叶窗、油管吊M070189南通中船机械制造有限公司船舶用舱室机械、甲板机械、热交换器、压力水柜、消音器、箱柜等机械设备、冷凝器、油水滤器、机舱行车等M070190上海天敏自动化仪表有限公司液位计、液位控制器M070191常熟市东海船舶设备厂单轨吊、小吊、单轨小车M070193南通欣业船舶机械有限公司船用多功能机床等、热交换器、空气瓶、压力水柜等M070195南通交通机械有限公司多功能机床等机修设备 空气瓶 热交换器 淡水压力柜、热水柜M070196南通市申通机械厂船用热交换器、柴油机空冷器等、压力水柜、消音器、冷却器、冷凝器、加热器、M070197上海华霞空调成套设备有限公司散热器、通风设备M070198江苏远望仪器有限公司浮球磁性液位计、船用压力表、温度计、液位计M070200深圳市西宝船舶电子有限公司船用海水系统防污防腐保护装置M070201上海一诺仪表有限公司流量计、流量自动控制装置M070204江苏永泰压力容器有限公司喷射泵 机舱喷淋装置 主机等排气管附件 主空气瓶 应急空气瓶控制空气瓶 压力水柜 热水柜 饮水压力柜M070205上海杨园压力容器有限公司压力容器M070206南通东方船用设备制造有限公司化学清洗模块、热井模块、滤器、遥控快关阀等M070207姜堰市宜川仪表厂压力表、温度计、液位显示器、液位控制器、平板液位计M070209南通沪航船舶机械制造有限公司船用管系附件、液位计、速关阀、滤器、M070210通州海狮船舶机械有限公司阀组、滤器、液位器M070211通州世发船舶机械有限公司快关阀及其控制箱、疏水阀组等、阀件、液位计、空气帽M070212南通华达船用设备有限公司空调附件、消音器M070214宁波凯荣船用机械有限公司液压螺母、伸缩接头等、甲板机械、舾装件、管接头、液位计、机加工件M070215上海东舟实业有限公司船舶配套件 设备和材料M070217康士伯控制系统(上海)有限公司自动化设备 通讯导航设备M070218南京航海低压电器有限责任公司船用主配电板、控制设备M070219上海恩艾思电气有限公司配电板M070222浙江永宏电器有限公司充电装置、配电板、转换箱M070223常熟市瑞特电器有限责任公司稳压电源、充放电装置等M070224常熟市中亚船用电器有限公司充放电板、报警系统、机舵组合报警灯柱系统、船用报警电笛M070225镇江船舶电器有限责任公司船用配电设备及控制设备(变压器、启动器、充放电板)M070226上海盛法电器仪表有限公司船用电器、轴系统接地装置等、控制箱、通用报警M070227上海强能蓄电池实业有限公司蓄电池M070230上海红旗机床电器厂有限公司船用变压器M070231泰州海田电气制造有限公司船用变压器M070232泰州宏达绳网有限公司船用变压器M070234高尔登船舶工程(上海)有限公司环氧树脂 CO2灭火装置 甲板泡沫灭火系统 惰性气体系统 液位遥测M070236海星海事电器集团有限公司船用灯具 船用阀门M070238乐清市沪乐船用电器有限公司船用灯具、接插件、开关、接线盒、箱、电缆网架等M070239上海沪乐电气设备制造有限公司船用航海灯具M070240深圳市海洋王照明工程有限公司防爆灯具M070244泰科消防保安系统国际贸易(上海)有限公司火灾报警系统、机舵水雾系统M070245嘉兴市科讯电子有限公司船用通讯、报警系列等M070246上海欧森船舶设备有限公司船舶电气设备等(轴系接地装置、接电箱、通用报警、组合、单个起动器)M070247上海智密技术工程研究所有限公司机舱喷淋装置 CO2灭火装置 甲板泡沫灭火系统 火灾报警装置 装载计算机 通用报警系统 通风设备M070249上海融德机电工程设备有限公司货舱进水报警装置M070252上海广电通信技术有限公司导航雷达M070254上海气象仪器厂有限公司风速仪、气象仪M070257南通航海仪表有限公司转速表M070258广州航海仪器厂有限公司雨雪清除器、风扇M070259安庆船用电器有限责任公司船用电热设备、厨房设备M070260南京兆友电器设备有限公司冷藏插座箱 、低压电器、非标船用电器M070261上海沪东造船电器有限公司电器设备、舾装件M070262上海华超电器科技有限公司船用电热电器等M070263寺崎(中国)电气设备有限公司低压成套开关设备等M070265温州航海通讯厂遥控按钮盒M070266浙江凯通电气有限公司电缆附件及电源接插件M070268中航光电科技股份有限公司船用岸电连接器、光纤连接器M070269无锡蓝海船舶舾装设备有限公司甲板舾装件 止链器 垃圾吊 舷梯及绞车 引水员梯及绞车 全船斜直梯 人孔盖 小舱盖 栏杆扶手平台 防火门M070270武汉船用机械有限责任公司锚绞机、可调桨、克林吊、舵机、焊条等M070271新加坡哈特拉帕(亚太)有限公司空压机 止链器 锚机 绞缆机 舵机M070272上海亨远船舶设备公司舷梯绞车、风闸、风帽、离心风机等、销声器、吊机M070273上海沪狄船舶工程设备有限公司船用绞车、自卸设备等M070274泰兴市船舶附件厂舰船用门、窗、盖、系泊设备等M070276江阴市兴澄船舶机械厂机舱行车 艉轴起重葫芦 克令吊 备品、伙食吊 软管吊 救助艇吊气动泵舱备件吊M070278上海申特机械制造有限公司耐火窗、贮藏柜等、手动、气动吊车、舾装设备、A-60耐火窗、物料架、梯、人孔盖M070280普莱格电子液压技术(上海)有限公司阀门遥控M070283大连船用阀门厂蝶阀、截止阀、止回阀等船用阀门M070284阜宁中自船舶配件有限责任公司闸阀、球阀、截止阀等、卡套接头M070286江阴市船用阀门有限公司截止阀、止回阀等阀件、空气管头、泥箱、滤器M070288姜堰市通达船用阀泵有限公司各种铁、钢、铜系列阀门、碟阀、截止阀、止回阀及附件M070290靖江市奥威船用阀门厂船用阀门及附件等、铸钢、铸铁、主铸铜球铁、不锈钢阀M070291上海海陆丰船用阀门有限公司船用阀门及铸件M070292上海沪东造船阀门有限公司各类船用阀门M070293上海金舟船用设备制造有限公司船用疏水阀、钢法兰M070294张家港沙洲船用阀门制造有限公司船用阀门M070295张家港市江南泵阀有限公司青铜消防阀、截止阀、截止止回阀、阀门M070296东台市远洋船舶配件有限公司管接头、法兰、阀门、密封装置、轴/舵承M070297南通沪联航海设备有限公司船舶管系附件及辅机、滤器、通风帽、表面阀M070298常州市汇丰船舶附件制造有限公司空气管头、恒温疏水阀、液流指示器等M070299江苏华阳金属管件有限公司各种金属管配件M070300江苏兴洋管业股份有限公司管道件、弯头、三通、异径管M070301江阴中南重工股份有限公司高压管件、套管、法兰M070303宁波市北仑欣鑫机械有限公司法兰、液位器M070304宁波市鄞洲顺达船舶机械有限公司柴油机随机工具、吸入口、直扶梯、管夹等M070305上海高桥管件有限公司管附件M070306上海鸿鑫船舶配件制造有限公司舾装件、管附件M070307上海骥鑫船舶机械设备有限公司甲板漏水口、菌形通风筒、水道零件M070308上海京荣机电设备有限公司船舶风管、管子套管、支架M070309上海康泥船舶电器设备有限公司RSV、omega系列泵M070310上海南汇船舶附件厂管系附件、人孔盖、餐具等M070311上海勇宏金属制品有限公司船用法兰M070312泰兴市航海机械厂通风筒、伸缩接头、金属弹簧吊架等M070313江苏省泰兴市海兴船舶机械有限公司空气管头、海水滤器、泥箱M070314泰州市天元管业有限公司伸缩接头、金属软管、波纹管、管道附件M070315无锡市金昶管阀附件有限公司伸缩接头、测量管头、电缆导架M070316盐城海特液压机械有限公司液压管路附件M070317慈溪市恒立密封材料有限公司密封件、金属缠绕垫片、垫片、密封材料M070319宁波良友密封件有限公司缠绕式垫片等密封件系列、石墨、橡胶、非石棉垫片M070320宁波天生密封件有限公司垫片、盘根、金属垫片、石墨填料等M070321上海成亿石化工程设备有限公司各种型式垫片M070325浙江国泰密封材料股份有限公司密封材料M070326东台市海涛船舶配件有限公司测深头、万向接头、小轴传动装置等、螺纹接头、滤器、水密装置M070327上海舶强船舶科技工程有限公司斯特劳勃管接头M070328无锡金波隔振科技有限公司不锈钢波形管膨胀节、金属软管等M070329余姚市浦润机械制造有限公司管道接头M070330浙江省武义县船舶附件厂贯通件M070331上海盛兴铜管件有限公司弯头、三通、异径接头、松套法兰M070332上海合庆标牌有限公司标牌M070333上海青浦林坚标牌厂船用铭牌M070334上海友善工艺制品厂标牌、铭牌M070335无锡市金盛标牌彩印厂船用铭牌及发光标志M070336无锡市文教玻璃钢厂玻璃钢窗斗、铭牌、水龙箱带M070339泰州康达机械制造有限公司丙纶、锦纶八股、多股绳网、化纤绳缆M070340盐城神力制绳有限公司丙纶、锦纶八股、多股绳网M070342江阴挪赛夫玻璃钢有限公司玻璃钢救生(助)艇及吊艇装置M070343江阴市玻璃钢船厂玻璃钢救生艇M070344江阴新江玻璃钢有限公司玻璃钢救生艇及吊艇装置、救生艇、救助艇M070345青岛北海船舶重工有限责任公司玻璃钢救生艇等M070346维京救生设备香港有限公司救生筏、救助艇M070347乌姆哈丁(青岛)船艇制造有限公司救生艇M070348无锡海鸿制艇有限公司救生艇、工作艇M070349上海星星橡胶制品有限公司可膨胀救生筏、橡胶零件、胶布胶板制品M070351常熟市船用配件厂有限公司船用索具附件、滑车、集装箱紧固件M070353江阴市滨江舰船设备有限公司舾装件M070356上海欧翔钢结构有限公司舾装件M070358南京溧水盛龙船舶配件有限公司船用门、窗、盖、梯M070359江阴市黄山船舶配件有限公司门、窗、盖、梯、缆桩、滚轮M070360江阴市船舶设备制造有限公司防火门 室内通道扶手 门窗及附件 门窗床帘及地毯 卫生单元 不锈钢配餐家具 木质家具 铁质家具 通风设备M070361姜堰市船舶舾装件有限公司门、窗、各类梯、码头梯、矩形窗、绞车、人孔盖等舾装件M070362上海瑞奇船舶设备有限公司主机扫气箱泄放柜M070363上海新实达防腐工程有限公司管子特涂、钢结构防腐、铁舾件制作M070364无锡市海联舰船附件有限公司舾装件M070365靖江市华东船舶机械制造有限公司船用通风防火设备M070366江阴市新城家具有限公司沙发椅、床垫M070368上海求新船舶附件厂船用家具、舾装件M070370上海家欣船舶五金附件厂装潢五金 小五金M070371上海丽慧船舶配套设备有限公司冷作钣金及船舶附件M070372上海江南富麟船用装饰有限公司船用家具、内舾装件M070373上海利用锁具有限公司船用锁M070374上海南杨家具厂船用家具、沙发、椅子、床垫M070375上海钰兰车船装潢有限公司船用家具、冷库等M070376上海洋艺船舶内装设备有限公司灯具 带灯警铃 消防杂件 水下检验装置 小五金 铁质家具M070377宁波市奥迪斯丹船舶设备制造有限公司不锈钢厨房用具设备M070378江南船舶配件厂铝质家具、物料架M070380上海芦航船舶附件有限公司不锈钢及钢质家具等M070381常州市精工厨具有限公司船用载货电梯及厨具M070382江苏兆胜空调有限公司船用空调、风机、舾装件、冷藏、冷水机组、橡塑保温材料M070383青岛风机厂有限公司船用风机M070384泰兴市丰源船舶工程有限公司通风管道、空调、冷库M070385无锡市制冷设备厂有限责任公司螺杆式、活塞式制冷机组、冷水机组M070386约克船舶冷冻(中国)有限公司空调冷藏M070387上海沃福移动通讯器件厂通风附件、通舱件M070388上海兴中开创船舶装备有限公司钢板预处理、风管通舱件M070389太仓傅氏机械设备有限公司舾装件M070390太仓海昌机械有限公司组合式电缆穿舱屏蔽装置、风闸、风栅M070391泰兴市鑫盛船用机械厂通风附件、通风筒(帽)、百叶窗M070392无锡市宝宏船舶机械有限公司通风设备及舾装件M070394泰兴市通风机械三厂防火风闸M070395常熟市海鑫船舶机械制造有限公司船舶通风附件、小型锅炉、百叶窗、通风筒、带缆桩、通风帽、盖等M070396上海骅胜传动科技有限公司抽风斗、通风筒M070397HEINEN & HOPMAN MARINE EQUIPMENT CO.,LTD.冷藏、空调、风机M070398耐克森(中国)线缆有限公司电缆M070399上海联浦工贸有限公司铜法兰、不锈钢法兰M070400上海晓悦芝工贸有限公司船用法兰M070401上海井和海船用阀门有限公司船用阀门M070403寺崎电气集团有限公司配电板M070404瓦锡兰发动机(上海)有限公司船用柴油机M070405HAMWORTHY WATER SYSTEMS LTD.机舱泵、货舱泵M090001上海宏裕木业有限公司家具M090002上海江南船用电气设备厂配电板、电柜M090003上海船舶工艺研究所配载仪M090004南京中船绿洲环保有限公司焚烧炉M090005上海上船周西电器有限公司配电板、电柜M090006沪东船用配件厂阀门M090007上海沪东三造船舶配套有限公司舾装件M090008上海东欣软件工程有限公司软件M090009上海东运船舶工程有限公司货物运输M090010中国船舶电站设备公司配电板M090011上海东鼎钢结构有限公司钢结构M090012上海沪凯钢结构有限公司钢结构M090013上海沪旭设备工程有限公司舾装件M090014上海沪船横森钢结构有限公司钢结构M090015上海市沪东锻造厂锻造件M090016湖南华菱湘潭钢铁有限公司钢材M090017首钢总公司钢材M090018宝山钢铁股份有限公司钢材M090019秦皇岛市首钢板材有限公司钢材M090020Mecklenburger Metallguss GmbH铸锻件M090021宁波塞德利船舶配件有限公司管附件M090022青岛海德威船舶科技有限公司自动信号识别仪 航行数据记录器M090023同方江新造船有限公司玻璃钢制品 牺牲阳极M090024HYUNDAI HEAVY INDUSTRIES CO.,LTD.主机 螺旋桨 泵M090025上海齐恒船舶设备制造有限公司船舶铁舾件 液压顶升移动小车M090026上海丹凌机电设备有限公司船用不锈钢管、管附件M090027上海中船船舶设计技术国家工程中心有限公司装载计算机M090028镇江赛尔尼柯电器有限公司 配电板 电工试验板 充放电板 岸电箱 单个启动器 组合启动器变压器 自动化设备M090029浙江德传管业有限公司不锈钢管M090030上海顺煜管业有限公司船用加热盘管 船用预绝缘管 船用密封垫片 船用管附件支架M090031AURAMARINE供油单元M090032无锡市开源集团德胜机床有限公司船用机床 多功能机床 单能自动车床M090033诸暨市金桥实业有限公司电缆密封M090034无锡忠瑞金属制造有限公司球扁钢 不等边不等厚角钢 不等边角钢M090035上海徐浦标准件有限公司外六角双头、单头 地脚 U型 金属膨胀 丝杆 螺帽 平垫 弹垫M090036上海江南船艇制造有限公司救生艇 救助艇M090037上海天晟钢结构有限公司引水员梯及绞车 人孔盖 栏杆扶手平台M090038无锡佳邦船舶设备有限公司锅炉附件、空调附件M090039常熟市龙腾特种钢有限公司热轧船用球扁钢 热轧型材 热轧船用扁钢M090040WISKA Hoppmann & Mulsow GmbH冷藏集装箱插座M090041上海怡博船务有限公司电缆贯通件M090042MORIYA TRANSPORTATION ENGINEERING AND MANUFACTURING COMPANY船用电梯M090043大连百利普船用阀门有限公司阀门M090044上海海鸣贸易有限公司柴油发电机组 中间轴承 配电板、分电箱、 厨房设备、洗衣设备M090045上海岚鹰化工机械有限公司有色金属M090046廊坊市永春工业制品有限公司法兰 管件 螺栓/母 海管法兰、锚固件、绝缘接头、API管件M090047东和恩泰热能技术(上海)有限公司大气冷凝器 燃油加热器 中央冷却器 滑油冷却器 缸套水冷却器M090048上海新唯创电子设备有限公司计算机网络系统M090049天津市斯莱顿电子有限公司锅炉附件 矿化装置M090050江阴泓康机械制造有限公司机舱行车 手拉葫芦、单轨行车 备品、伙食吊 软管吊 救助艇吊手动型钢索卷车M090051张家港江南船用附件有限公司管附件 导缆孔、导缆滚轮 天线底座 格栅 全船斜直梯 人孔盖 小舱盖 搁架 门窗及附件 通风附件M090052上海江南船舶工程坦直焊装厂舾装件M090053NK CO., Ltd CO2灭火装置 甲板泡沫灭火系统 消防杂件 救生杂件M090054NOVENCO A/S船用空调机组 船用冷藏机组 船用空气处理单元 船用风机M090055VAF流量计 粘度计M090056German Lashing Robert Boeck Gmbh绑扎件M090057Minimax GmbH & CO.,KG 机舱喷淋装置 CO2灭火装置 泡沫灭火系统 惰性气体系统 充放电板 消防水龙带箱 厨房设备M090058SAACKE GMBH监控设备M090059HYGRAPHA SICHERHEIT AUF SEE GmbH消防杂件M090060PLEIGER MASCHINENBAV GMBH & CO.,KG阀门遥控系统 液位遥测系统 防倾侧系统 压载水管理系统M090061SANSHIN ELECTRIC CORPORATION 船用高低压配电板 控制箱 分电箱 控制台 船用监控报警系统,值班监控系统M090062依可凡真空系统有限公司污水处理装置 真空马桶M090063Utsuki Keiki Co. Ltd阴极保护 液位遥测系统M090064日本东京计器株式会社磁罗经 电罗经 自动舵 电子海图M090065上海振展金属工贸有限公司牺牲阳极M090066中铝洛阳铜业有限公司铜棒 铜板 铜镍合金管M090067艾默生船用过程控制系统(上海)有限公司阀门遥控 液位遥测 抗横倾系统 压载控制台M090068上海汇辰物资有限公司橡胶制品、化工产品 船舶配件、建材、五金交电 机电五金、塑料制品等M090069昆山市山合钢管有限公司无缝钢管 直缝钢管、异型钢管M090070泰兴市明牌船舶机械有限公司舱口盖及开启装置 甲板舾装件M090071上海智宽船舶管件有限公司钢管M090072姜堰市同泰机械有限公司引水员梯及绞车、舷窗及玻璃等、钢质门、水密门、人孔盖、小舱盖、铝质跳板、铝质跳板、门窗及附件M090073上海银海标牌制造有限公司铭牌M090074DREW AMEROID SINGAPORE PTE. LTD.电气焊设备 船用化学品M090075GITIESSE SRL.内部通讯 冷库误锁呼叫报警系统 报警灯柱系统 娱乐设备M090076赫科玛电缆(上海)有限公司电缆M090077IBUKI KOGYO CO.,LTD.内通包括电话、广播 子母钟 火警M090078J.P.SAUER & SOHN MASCHINENBAU GMBH 活塞式空冷、水冷启动空气压缩机、螺杆式工作空气、控制空气压缩机M090079KONGSBERG MARITIME AS 主机遥控系统 一人驾驶系统 机舱监测报警 油轮液位测量系统 主机工况监测装置 主机轴承磨损监测系统 各类液位,温度,压力传感器M090080NIPPON HAKUYO ELECTRONICS,LTD.气雾笛 通用报警等 声音接收装置M090081OMICRON油气回收、气体探测M090082SHENGAN MARINE CO., LTD.灯具M090083WARTSILA FINLAND OY 主机 发电机 燃柴油自动转换系统 中间轴承 艉轴密封 螺旋桨轴系 螺旋浆轴 监测报警装置 主机遥控装置M090084海普生(中国)有限公司通风设备 空调、冷藏设备。
SAEJ2044 SEP 2002
汽车工程师学会技术标准委员会的规定:搣本报告由汽车工程师学会发表,旨在推动技术与工程科学的发展。
本报告的应用是完全自愿的,使用者应对本报告任何特定用途的适用性及适合性(包括因本报告产生的任何侵犯专利权的行为)承担全部责任。
汽车工程师学会至少每五年对所有技术报告实施一次审查,并有可能在此时重新确认、修订或撤销技术报告。
汽车工程师学会欢迎您提出书面的意见及建议。
版权所有© 2002 SAE (汽车工程师学会)国际版权所有。
未经汽车工程师学会的书面许可,不得复制、在检索系统中保存或以任何形式或通过任何方式(包括电子、机械、影印、录制或其它方式)传输本出版物的任何内容。
如需订购资料,请联系:电话:877-606-7323(美国与加拿大境内)电话:724-776-4970(美国境外)传真:724-776-0790电邮:custsvc@汽车工程师学会网址:水陆交通工具车辆 建议 惯例 J2044 修订标号 2002年9月 发布日期:1992-06 修订日期:2002-09 代替 J2044 1997年12月液体燃料和蒸汽/排放物系统快连接头规范目 录1.范围 ............................................................................................................................................................... 4 2.参考文献 ....................................................................................................................................................... 4 2.1 适用出版物 (4)2.1.1 SAE (汽车工程师学会)出版物 (4)2.1.2 ASTM 出版物 (4)2.2 相关出版物 (4)2.2.1 SAE (汽车工程师学会)的出版物 ............................................................................................................ 53.定义 ............................................................................................................................................................... 5 4.尺寸的名称 ................................................................................................................................................... 5 5.试验温度 ....................................................................................................................................................... 5 6.功能要求 ....................................................................................................................................................... 6 6.1 泄漏测试 . (6)6.1.1 测试程序(低压) (6)6.1.2 验收标准(低压) (6)6.1.3 测试程序(高压) (6)6.1.4 验收标准(高压) (8)6.1.5 测试程序(真空) (8)6.1.6 验收标准(真空) (8)6.2 组装施力 (8)6.2.1 测试程序(新部件) (8)6.2.2 测试程序 (9)6.2.3 验收标准 (9)6.3 拉离的施力 (9)6.3.1 测试程序 (10)6.3.2 验收标准 (10)6.4 侧向载荷能力 (10)6.4.1 测试程序 (11)6.4.2 验收标准(侧向负载泄漏试验) (11)6.4.3 试验要求(侧向负载断裂试验) (11)6.4.4 验收标准 (11)6.5 防蒸发排放 (12)6.5.1 测试程序 (12)6.5.2 验收标准 (12)6.6 电阻 (12)6.6.1 测试程序 (12)6.6.2 验收标准 (13)7. 设计验证/验证测试 (13)7.1 腐蚀 (13)7.1.1 测试程序 (13)7.1.2 验收标准 (13)7.2 氯化锌耐受性 (13)7.2.1 测试程序 (13)7.2.2 验收标准 (13)7.3 外部化学和环境耐受性 (14)7.3.1 测试程序 (14)7.3.2 流体或介质 (14)7.3.3 验收标准 (14)7.4 燃料的兼容性 (14)7.4.1 测试程序 (14)7.4.2 测试燃料 (15)7.4.3 试验要求 (15)7.4.4 验收标准 (15)7.5 寿命周期 (15)7.5.1 测试程序 (15)7.5.2 振动频率 (15)7.5.3 加速度 (15)7.5.4 振动的持续时间 (16)7.5.5 流体压力 (16)7.5.6 流体流量(只对液体燃料的快速连接接头) (16)7.5.7 试验持续时间 (16)7.5.8 试验周期 (16)7.5.9 验收标准 (17)7.6 流量限制 (19)7.6.1 测试程序 (19)7.6.2 验收标准 (19)7.7 高温爆裂 (19)7.7.1 测试程序 (19)7.7.2 验收标准 (19)8. 设计检查/验证和进程内测试矩阵 (19)9. 注 (20)9.1 边栏符号 (20)附录A 匹配管端模板举例 (21)1. 范围本SAE(汽车工程师学会)推荐惯例定义标准的插入式管端尺寸,以保证所有相同尺寸和标准管端连接器设计之间的互换性。
航空液压管接头综述

P r o t r u s i o n F e a t u r ef o r F i n e D i a m o n d G r i n d i n g -w h e e lb y M e a n s o f E l e c t r o ‐c o n t a c t D i s c h a r ge D r e s s i n g [J ].J o u r n a l of M a t e r i a l s P r o c e s s i ng T e ch n o l o g y,2006,180(1/3):83‐90.[51] L u Y J ,X i eJ ,W u K K ,e ta l .E x pe r i m e n t a l S t u d y o nD r y E l e c t r i c a l C o n t a c tD i s c h a r g e (E C D )D r e s s i n g P a r a m e t e r s o fC o a r s eD i a m o n dG r i n d i n gW h e e l [C ]//16t h I n t e r n a t i o n a l S y m p o s i u mo nA d -v a n c e si n A b r a s i v e T e c h n o l o g y.Z u r i c h :T r a n s .T e c h .P u b l i c a t i o n sL t d .,2013:746‐750.(编辑 王艳丽)作者简介:余剑武,男,1968年生㊂湖南大学机械与运载工程学院教授㊁博士研究生导师㊂主要研究方向为特种加工技术㊁数字化设计与制造技术㊁先进材料复杂曲面精密加工技术及数控装备㊂何利华(通信作者),男,1987年生㊂湖南大学机械与运载工程学院博士研究生㊂黄 帅,男,1988年生㊂湖南大学机械与运载工程学院硕士研究生㊂尚振涛,男,1977年生㊂湖南大学国家高效磨削工程技术研究中心研究员㊂吴 耀,男,1965年生㊂湖南大学国家高效磨削工程技术研究中心高级工程师㊂段 文,男,1991年生㊂湖南大学机械与运载工程学院硕士研究生㊂航空液压管接头综述欧阳小平1 方 旭1 朱 莹2 王 锴3 杨华勇11.浙江大学流体动力与机电系统国家重点实验室,杭州,3100272.航空机电系统综合航空科技重点实验室,南京,2111003.中航工业机电系统股份有限公司,北京,100164摘要:航空液压管接头是直接影响飞机安全和可靠性的重要元件㊂为全面了解各类航空液压管接头性能,介绍了永久式㊁可分离式和柱端式三大类航空液压管接头的基本特点;从结构㊁原理㊁使用范围㊁设计标准和供应商等方面对主要液压管接头进行了详细阐述;从耐压能力㊁拉脱强度㊁质量和安装等方面对比分析了三大类管接头中每种管接头的性能和优缺点;针对不同压力级别系统给出了航空液压管接头的选择推荐,展望了航空液压管接头未来的发展方向,指出了我国在该领域与国际先进水平的差距㊂关键词:航空;液压管接头;永久式;可分离式;柱端式中图分类号:T H 137 D O I :10.3969/j.i s s n .1004132X.2015.16.023O v e r v i e wo fA v i a t i o nH y d r a u l i cF i t t i n gs O u y a n g X i a o p i n g 1F a n g X u 1 Z h uY i n g 2 W a n g K a i 3 Y a n g H u a y o n g11.S t a t eK e y L a b o r a t o r y o f F l u i dP o w e rT r a n s m i s s i o na n dC o n t r o l ,Z h e j i a n g U n i v e r s i t y ,H a n gz h o u ,3100272.A v i a t i o nK e y L a b o r a t o r y o f S c i e n c e a n dT e c h n o l o g y onA e r o E l e c t r o m e c h a n i c a l S y s t e mI n t e g r a t i o n ,N a n j i n g,2111003.C h i n aA v i a t i o n I n d u s t r y E l e c t r o m e c h a n i c a l S y s t e m sC o r p o r a t i o n ,B e i j i n g,100164A b s t r a c t :T h e a v i a t i o nh y d r a u l i c f i t t i n g i so n eo f t h em o s t i m p o r t a n t c o m p o n e n t sw h i c hd i r e c t l ya f f e c t s t h e s a f e t y a n d r e l i ab i l i t y o f a i rc r a f t s .Ac o m p r e h e n s i v eo v e r v i e w w a s i n t e nde d t o i n t r o d u c e t h e g e n e r a lf e a t u r e s o f t h e a v i a t i o nh y d r a u l i c f i t t i ng s .Th e p e r f o r m a n c e o f t h r e em ai n t y p e s o f a v i a t i o nh y -d r a u l i c f i t t i n g sw a sde m o n s t r a t e d ,i n c l u d i n gp e r m a n e n tf i t t i ng s ,s e p a r a b l e f i t t i n g sa n db o s s f i t t i n gs .T h es t r u c t u r e ,p r i n c i p l e s ,a p p l i c a t i o n s ,d e s i g ns t a n d a r d sa n ds u p p l i e r so fe a c ht y pew e r e i l l u s t r a t e d .T h e c h a r a c t e r i s t i c s o f e a c hm a i n t y p e f i t t i n g s u c ha s p r e s s u r e r e s i s t a n c e ,p u l l ‐o f f s t r e n g t h ,w e i gh t a n d i n s t a l l a t i o n ,w e r ea n a l y z e da n dc o m p a r e d .T h er e c o mm e n d e ds e l e c t i o n so fa v i a t i o nh y d r a u l i c f i t t i n gs f o r d i f f e r e n t p r e s s u r e l e v e l sw e r es u mm a r i z e d .F i n a l l y ,t h ed e v e l o p i n gp r o s p e c to fa v i a t i o nh yd r a u l i c f i t t i n g sw a s g i ve n ,a n d t h e l a r g e d i s t a n c e i n t h e a v i a t i o nh y d r a u l i cf i t t i ng sb e t w e e nChi n a a n d t h e i n -t e r n a t i o n a l a d v a n c e d l e v e lw a s p o i n t e do u t .K e y wo r d s :a v i a t i o n ;h y d r a u l i c f i t t i n g ;p e r m a n e n t ;s e p a r a b l e ;b o s s 0 引言随着国家航空事业的战略调整,我国在民用收稿日期:20150213基金项目:国家自然科学基金资助项目(51275450);国家重点基础研究发展计划(973计划)资助项目(2014C B 046403);浙江大学基本科研业务费专项基金资助项目(2013F Z A 4004)和军用飞机研制领域均取得了很大的进展,一系列新型军机(如歼‐20㊁歼‐31㊁运‐20)和国产客机(A R J 21和C 919)应运而生㊂这些飞机的成功研制,都需要高可靠的液压系统和元件为飞行控制提供安全保障㊂航空液压管接头作为一种最基础的液压附件,通过管路将液压泵㊁阀㊁缸㊁油箱等液㊃2622㊃中国机械工程第26卷第16期2015年8月下半月Copyright ©博看网. All Rights Reserved.压元件联结起来,组成液压系统㊂在飞机液压系统中,液压管接头的数量多㊁分布广,任何一处管接头的泄漏都会造成飞机液压系统故障甚至重大飞行事故㊂国内飞机生产商及研究单位在飞机研制过程中,往往只注重泵㊁阀㊁缸等液压元件特性的研究,忽略液压管接头对飞机性能的影响,从而给飞机的安全性和可靠性带来了隐患㊂笔者通过调研大量的国内外文献,在本文中系统地阐述了航空液压管接头的种类㊁结构㊁原理㊁安装及其性能对比,为我国从事飞机液压科研工作的人员提供参考㊂1 航空液压管接头分类航空液压管接头一般分为永久式管接头㊁可分离式管接头和柱端式管接头三大类[1‐2],如表1所示㊂永久式管接头是一类永久连接㊁不可拆卸式的管接头,具有较强的耐压能力和可靠性,质量和体积均很小,在飞机液压系统中使用十分广泛㊂表1 航空管接头分类大类小类液压设计压力相关标准P d/M P a P d/p s i永久式径向挤压式20.7~27.63000~4000S A E A S4459轴向挤压式10.3~34.51500~5000S A E A S5958记忆合金式13.8~34.52000~5000S A E A S18280S A E A S85421S A E A S85720熔焊式20.7~34.53000~5000S A E A S1576S A E A S4510钎焊式20.73000S A E A R P573M I L‐B‐7883可分离式扩口式20.73000M I L‐F‐5509S A E A S4841无扩口式20.7~34.53000~5000S A E A S18280S A E A S4444唇密封式20.7~55.23000~8000S A E A S85421S A E A S85720柱端式直螺纹软密封式20.73000S A E A S4875直螺纹硬密封式20.73000S A E A S4875延长双密封式20.73000S A E A S4875螺栓式20.73000S A E A S4875锥管螺纹式20.73000S A E A S4842锁环式20.7~55.23000~8000S A E A S1301等其他旋转接头6.9~34.51000~5000M I L‐J‐5513柔性接头0.9125M I L‐C‐22263S A E A S1650S A E A S1710快速接头6.9~34.51000~5000S A E A S5440M I L‐D T L‐25427注:p s i为磅/平方英寸,1p s i=6895P a,下同㊂可分离式管接头是一类可以拆装维护的管接头,具有较好的可维护性,但是其质量和体积相对较大,接头零件数多,可靠性一般㊂柱端式管接头是一类连接管路与柱端端口的专用管接头,通常位于管路系统的终端,需要较高的机械连接强度㊂其他类型的管接头一般只针对特定的场合,如旋转接头和柔性接头用于元件或管路存在较大旋转㊁位移或振动的场合,快速接头用于元件需要频繁更换维护的场合等㊂由于篇幅有限,本文主要讨论更常用的永久式㊁可分离式和柱端式三类管接头㊂2 永久式管接头永久式管接头采用永久连接形式,耐压能力和机械强度都较高,用于不需要拆装的管路系统,主要有径向挤压式㊁轴向挤压式㊁记忆合金式㊁熔焊式和钎焊式五种㊂2.1 径向挤压式径向挤压式永久接头通过径向压接的方式使接头与管子机械相连,如图1所示㊂接头由接头体和接头端部组成,两部分通过薄壁结构连接,这种薄壁结构能很好地吸收振动和弯曲[3]㊂径向挤压接头与管子在受挤压变形后会有回弹力,通过管子和接头的变形和回弹力的作用形成可靠的永久性连接,该回弹力大小受接头和管子退火条件的影响[4]㊂(a)接头原理图(b)接头实物图图1 径向挤压式管接头为避免因管子表面缺陷而存在泄漏,接头体内部设计有两个密封槽,使用硅酮密封圈来实现接头备份密封㊂不同材料的接头,硅酮密封剂填充的个数也不同㊂钛合金和不锈钢的接头可以只填充外侧槽就能实现有效密封,而铝合金接头和管子由于回弹力相对较小,故需要同时填充两个槽,但是一般推荐所有接头包括不锈钢和钛合金接头都同时使用两条密封槽[3]㊂接头端内部涂有聚四氟乙烯干膜润滑剂,在㊃3622㊃航空液压管接头综述 欧阳小平 方 旭 朱 莹等Copyright©博看网. All Rights Reserved.弯曲或振动条件下,可以有效地减少应力集中㊂接头内部端面设计有一个最大为7.6mm (0.3i n)的管端间隙,避免管子在装配时和接头底部或者另一根管子端面直接接触,允许接头安装位置在管子上有少量轴向位移余量,提高了安装的灵活性[5]㊂这个间隙的设计也同样体现在轴向挤压式和记忆合金式永久接头上㊂径向挤压式永久接头广泛应用于各类飞机的液压㊁气动㊁环控和燃油等系统中,其设计压力可达20.7~27.6M P a (3000~4000p s i)[6],设计标准主要依据S A E 的A S 4459㊁B o e i n g 公司的27D 0001/27M 101/B P S F 142,公制标准采用I S O 7169㊂目前径向挤压式永久接头的主要供应商都集中在美国,包括P e r m a s w a ge ㊁A i r d r o m e ㊁E a t o n 等公司㊂2.2 轴向挤压式轴向挤压式永久管接头由接头体和挤压环组成,接头体端部内设计有齿槽结构,如图2所示[7]㊂使用挤压工具将挤压环沿着接头体轴向推进,挤压环挤压接头和管子,使接头体的齿槽结构嵌入到管子,形成机械连接和金属密封㊂安装时,管子的插入深度和挤压环的推入距离都需要根据事先在管子上的标记来判断[8]㊂(a)接头原理图(b)接头实物图图2 轴向挤压式管接头为减小接头质量,可以将挤压环分成内环和外环,内环为原金属材料,外环使用高强度低密度的复合材料,如碳纤维强化环氧树脂[9]㊂为使挤压环更易轴向推动,常在挤压环内表面和接头体外表面涂抹润滑剂以减小两者的摩擦力,更大程度减小挤压环和接头体接触面刮擦的概率,从而避免因刮擦造成的挤压环卡死甚至损坏挤压环或接头体[10]㊂为拓展轴向挤压式管接头在快速维修场合的应用,如快速修补有缺陷或者破损的管子,E a t o n 公司设计了一种仅用两把扳手就能快速简单完成安装的轴向挤压式管接头H ‐F i t t i n g [11]㊂轴向挤压接头可以应用于10.3~34.5M P a(1500~5000p s i )的系统[12],满足S A E A S 5958标准要求㊂应用机型有B o e i n g 的F/A ‐18E /F 和MV ‐22,B o m b a r d i e r 的L e a r je t 45公务机㊂轴向挤压接头的供应商和径向挤压接头类似,主要是P e r m a s w a ge 和E a t o n 公司㊂2.3 记忆合金式记忆合金管接头是利用形状记忆合金(镍钛合金)所制成的高性能航空管接头㊂加工记忆合金管接头时,在马氏体条件下将预加工好的管套(内径略小于管路外径)用相应形状的扩径芯棒使之内径稍稍大于管路的外径,并一直储存在液氮(-196℃)中㊂安装时,从液氮中取出管套,套在安装位置,当管套温度逐渐升高时,管套收缩产生的回复力箍紧管子,同时管套的内脊嵌入管子,使得该连接具有很高的连接强度和很好的密封性能,如图3所示㊂图3 记忆合金式管接头在不降低密封性能及强度的情况下,使用记忆合金接头,省去了管路端面加工设备㊁挤压设备及力矩扳手等工具,大大简化了管接头安装的工作量㊂但是记忆合金管套在安装前,必须储存在液氮中,这限制了其应用范围[13]㊂记忆合金接头可以应用于13.8~34.5M P a(2000~5000ps i )各级压力系统中,满足S A E 的A S 85421/A S 85720/A S 18280/A S 4459标准,美军标M I L ‐F ‐18280和M I L ‐F ‐85421,以及N o r t h r o p 的37A 050㊂记忆合金管接头已经广泛应用于A i r b u s 的A 320/A 340/A 350㊁B o e i n g 的B 747/B 787/C 17和N o r t h r o p 的B ‐2等机型中,目前市场上主要由A e r o f i t 和A i r d r o m e 公司提供㊂据报道,该永久密封形式已经保持39年无泄漏的记录[14]㊂2.4 熔焊式熔焊式管接头是指采用熔焊方式的永久式管接头㊂熔焊方法主要有电弧焊㊁等离子弧焊和激光焊等㊂熔焊式接头可分为直接对焊式㊁T 形环式和承插式等,航空领域较多采用T 形环式熔焊,而套筒连接则是T 形环的扩展形式,如图4所示㊂此类熔焊接头端设计成T 形轮廓,以便与管接头或管路端面在熔焊前配合,T 形环同时还可以用作熔焊时的填料㊂熔焊式管接头具有质量㊃4622㊃中国机械工程第26卷第16期2015年8月下半月Copyright ©博看网. All Rights Reserved.轻㊁体积小㊁管路封套面最短和连接强度高等特点㊂(a )T形环连接(b)套筒连接图4 熔焊式接头熔焊接头焊缝的质量直接关系到接头的机械强度和耐压密封性能,但是焊缝质量难以通过目视观察或者使用简单量具检测,必须采用X 射线或超声波检测整条焊缝内部质量[15‐16],给熔焊接头的现场安装应用带来了极大困难,从而限制了其在现代飞机上的使用㊂目前,航空用熔焊接头已广泛使用轨道式自动熔焊设备,这使得精确控制焊接轨迹成为可能,大大提高了焊接效率和焊接可靠性㊂熔焊接头的设计符合S A E 的A S 1576或A S 4510标准,B o e i n g 的27M 107和B P S ‐F ‐125,L o c k h e e d 的5P T V 5401,以及N o r t h r o p 的37A 050,能满足20.7~34.5M P a (3000~5000p s i )压力等级的要求[15‐16]㊂由于熔焊接头的低成本和高可靠性,被广泛应用于早期的军用和民用飞机㊂2.5 钎焊式钎焊接头连接形式是在接头管套和管子间添加钎料,通过加热熔化,依靠毛细作用或者附加声波振动,均匀地扩散并填充到接头管套与硬管之间,经低温冷却而形成的连接㊂由于是毛细作用,接头管套与管子之间的径向间隙一般要求在0.05~0.1mm 之间,间隙过小会加大制造装配工艺难度,间隙过大会使钎料分布不均匀[17]㊂钎焊分硬钎焊和软钎焊,主要以温度和钎料区分㊂硬钎焊加热温度高于450℃,使用铝基㊁银基和铜基等高熔点钎料,软钎焊加热温度低于450℃,使用锡基㊁铅基和锌基等低熔点钎料㊂硬钎焊的使用温度高㊁机械强度高,所以航空用钎焊式管接头一般采用硬钎焊形式㊂钎焊接头典型结构如图5所示㊂管套型钎焊接头的接头体内部加工有预置焊料的凹槽(用于直接连接两根管子),而接头型钎焊接头的底部与管端面接触的位置预置钎料环(用于连接管子和转接头),钎料环在通过高频感应加热熔化后均匀地填充在管路和接头管套间的缝隙,形成永久连接㊂(a)管套型(b)接头型图5 钎焊接头相比熔焊接头,钎焊接头的强度较低,耐热能力较差,对管路与接头的同轴度要求很高,钎焊后也需要用X 射线检测或超声波检测来观察焊料的铺展率㊂但是,钎焊对母材的理化性能影响小,焊接后应力和应变较小,可焊接性能差别较大的异种金属,能同时完成多条焊缝,密封性好,被广泛应用于各类型军用和民用飞机㊂钎焊式管接头需满足S A E A R P 573和M I L ‐B ‐7883㊁B o e i n g 的S 7928939和27D 0002的要求,其使用压力可达20.7M P a (3000ps i )[17‐18]㊂2.6 性能对比五种永久式管接头的性能对比如表2所示㊂径向挤压式㊁轴向挤压式和记忆合金式管接头,均依靠管路和接头体间的相互挤压作用力实现高强度机械连接㊂其中,轴向挤压式和记忆合金式管接头均有刃齿结构,安装后刃齿嵌入管壁,可以形成有效的线面金属接触密封,而径向挤压式管接头安装后是面面金属接触,密封不可靠,需要附加密封圈来实现可靠密封㊂同时,刃齿结构也使轴向挤压式和记忆合金式管接头的拉脱强度要高于径向挤压式管接头的拉脱强度㊂由于轴表2 永久式管接头性能对比性能径向挤压轴向挤压记忆合金熔焊钎焊耐压++++++++拉脱强度-+++++质量+---++-安装过程+++++---检测过程++++++---- 注: ++”代表性能很好, +”代表性能好, -”代表性能差, --”代表性能很差,下表同㊂㊃5622㊃航空液压管接头综述欧阳小平 方 旭 朱 莹等Copyright ©博看网. All Rights Reserved.向挤压式和记忆合金式管接头具有高效密封和高拉脱强度的特点,故其适用压力也高于径向挤压式管接头㊂熔焊式和钎焊式管接头通过热加工实现接头的安装,焊缝质量难以直观控制,必须使用X 射线或超声波检测,令安装工艺复杂化,通常需要在部装厂完成,这限制了熔焊式和钎焊式管接头的使用㊂即便如此,钎焊所采用的感应加热方法比熔焊更易保证焊接质量,也更简便㊂径向挤压式㊁轴向挤压式和记忆合金式管接头则可以简单地通过在管路外壁上作标记来判断接头是否安装到位,便于在总装厂现场安装㊂记忆合金式管接头需要在液氮中储存,使其便捷性又低于径向挤压式和轴向挤压式管接头㊂在接头零件数和质量方面,熔焊式管接头的优势最明显,所占空间也最小㊂轴向挤压式接头共有三个零件组成,增大了接头的质量和空间㊂3 可分离式管接头可分离式管接头是最常用的管接头,即接头连接常用螺纹紧固形式,可以反复拆装㊂可分离式管接头主要有扩口式㊁无扩口式和唇密封式三种㊂3.1 扩口式扩口式接头是液压系统里使用最广泛的接头之一,最常用的是37°扩口,其他还有45°㊁60°和双锥度扩口等㊂预先将管端冷挤压成喇叭口,配合使用相应的螺母和管套,使管子扩口锥面与接头锥面相互紧贴,形成金属接触面面密封,如图6a 所示㊂使用管套压紧管子能避免振动时应力集中在管子扩口交界处,分散扩口处的剪切应力,增大连接强度㊂扩口接头安装简单,容易对中,但安装时必须保证适当润滑㊂对于材料比较软且外径较小的管子,如铝合金管,可以将管子扩成双层扩口[19]㊂双层扩口能提高连接的强度,同时双层扩口表面更光洁,同轴度更高,所以密封效果要比单层扩口好㊂由于管端扩口法较难加工壁厚很大或者硬度很高的管子,可以采用机加工的37°内锥头[20],通过焊接或挤压等方式永久连接在管端上,从而取消了管套且管子不需要扩口㊂对于机加工的内锥头,如果直接设计成37°内锥面,加工误差会导致其与外锥面无法形成可靠的面密封,为了解决这个问题,将内锥头设计成双锥度形式,如图6b所示[21]㊂双锥度面的锥度分别为38°~39°和25°,这两个锥面的交线与扩口接头37°外锥面接触,在外锥面中线附近形成一条可靠的线密封,可以防止实际密封位置偏离锥面中间位置而处于外锥面过高或者过低的边缘位置,以致密封不可靠㊂(a)常规型(b)双锥度头图6 扩口式管接头扩口式管接头早在20世纪40年代就被应用于飞机液压系统,是航空工业中应用最早的刚性导管连接件,适应各种流体介质㊂但其耐压能力有限,最高设计压力为20.7M P a(3000p s i)[22],满足S A E的A S4841,美军标的M I L‐F‐5509㊂3.2 无扩口式无扩口式管接头不需要对管子扩口,最大的结构特点是接头端的24°内锥面㊂无扩口式连接主要有两种形式:图7a是管套形式,由无扩口接头㊁无扩口管套和螺母三部分组成[23];图7b是球头形式,由无扩口接头㊁无扩口球形端头和螺母三部分组成[24]㊂(a)管套形式(b)球头形式图7 无扩口式管接头无扩口式连接主要依靠24°内锥面与球形或近似球形曲面直接接触形成线密封,密封线位置处于零件的较厚部位,避免重复拆装后形成较大塑性变形使密封不可靠㊂管套前端面与管路端面之间留有一段直管,便于保证接头与管路的同轴关系,避免弯矩直接作用于管套上;直管段不能过长,需保证管端面与接头底部台阶有一定的间隙,避免两者直接接触而导致密封处接触不良㊂而一般工业用咬入式卡套接头需管端面直接顶住接头底部台阶以使卡套刃部受力嵌入管子㊂无扩口式接头耐压能力比传统扩口式接头的耐压能力高,常用于20.7~34.5M P a(3000~ 5000p s i)的系统[25‐26],设计标准主要依据S A E的A S18280和A S4444,美军标的M I L‐F‐18280,B o e i n g的B P S‐F‐125㊂此类接头具有较高的可靠性,能承受一定的振动和压力脉动㊂根据航空标准(A S18280)要求,接头在最大或最小扭矩情况下能重复拆装8次且不能有泄漏,所以适用于低㊃6622㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.频率重复拆装使用的场合[25]㊂3.3 唇密封式唇密封式管接头的密封原理与U 形唇形密封圈类似,密封结构主要包括密封唇和U 形截面结构,如图8所示[27‐28]㊂唇形密封接头与管路的连接一般采用永久式,如焊接㊁挤压等方式㊂唇形密封接头连接处会形成两处可靠的密封,一处是密封唇端部与接头端面接触的位置,密封唇类似于弹性悬臂梁,使其具有自紧特性,而U 形截面又使其具有自封特性;另一处密封唇底部与接头端面接触的位置,依靠螺母与接头对这个位置的压紧力实现密封㊂(a)拧紧前(b)拧紧后图8 唇密封式管接头安装唇形密封接头时,随着螺母扭矩增大,在密封唇端部首先形成第一处密封,然后在密封唇底部再形成第二处密封㊂第二处密封结构没有弹性,能防止因为螺母扭矩过大而造成第一处密封失效,在重复拆装使用的场合效果明显㊂航空管路连接处通常会受到较强振动和弯曲,第二处密封结构能很好地防止振动和弯曲传递到密封唇端部的第一处密封位置,保证密封的稳定可靠[29]㊂为了达到所需的弹性密封力,密封唇端通常使用高刚度弹性材料㊂唇形密封接头端面和螺纹接合面需要用干膜润滑剂抛光,即使经常拆装也不会破坏密封面㊂在对清洁度要求较高的地方,可以不用干膜润滑剂来抛光接头端面,而是直接处理成粗糙度为8μm 的金属面[30]㊂唇形密封接头具有极高的密封性能,其系统设计压力适用于20.7~55.2M P a (3000~8000p s i )[30‐31],满足美军标M I L ‐F ‐85421和M I L ‐F ‐85720㊁B o e i n g 的27M 102和27M 107㊁N o r t h r o p 的37A 050和R o c k w e l l 的T F D ‐82‐272㊂唇密封式管接头连接形式具有极高的可靠性,能承受剧烈振动和高压力脉动㊂根据A S 85421要求,接头在最大或最小扭矩的情况下能重复拆装25次且不能有泄漏,所以适用于低频率重复拆装使用的场合[30‐31]㊂目前,S A E 标准只对唇形密封接头公头端有详细尺寸要求,对密封唇只提出了基本技术要求,尺寸由各供应商自己设计决定㊂唇形密封接头主要由P a r k e r ㊁E a t o n ㊁A i r d r o m e ㊁A e r o f i t 和P e r -m a s w a ge 等公司提供㊂3.4 性能对比三种可分离式管接头性能对比如表3所示㊂扩口式管接头依靠管路内壁扩口面与接头外锥面形成面面接触密封,耐压能力较低;无扩口式管接头依靠管套球面与接头内锥面形成线-面接触密封,耐压程度较高;唇密封式管接头依靠密封唇与接头锥面形成两处线-面接触密封,且密封唇具有自紧效果,耐压能力最好㊂无扩口式和唇密封式连接依靠挤压或焊接等形式永久连接在管路上,拉脱强度显著高于依靠扩口套和接头将扩口端夹住的扩口式连接方式㊂表3 可分离式管接头性能对比性能扩口式无扩口式唇密封式耐压-+++拉脱强度-++++质量-++预装过程+--插入尺寸+-++可分离式管接头安装前都需要预装,扩口式管接头需要预先扩口,无扩口式管接头需要预先安装管套,唇密封式管接头需要预先连接唇形端头㊂三种预装方式中,扩口式的实现最简单,其次是无扩口式和唇密封式㊂在接头零件数和质量方面,三种接头的直通形式均为5个零件,包括2个螺母㊁1个接头体和2个管套,质量区别不大㊂但是,无扩口式和唇密封式可将接头体预装在管路上,比传统方式可减少近半个接头体㊁1个管套和1个螺母㊂对于现场安装,插入尺寸是衡量接头装配维护性能的一个指标㊂插入尺寸过长,拆装接头需要很大轴向位移,需要较大的空间才能拆装此处接头,如图9所示㊂可以看出,唇形密封接头的插入深度小,接头拆装基本不存在空间不够的问题,而无扩口式接头的插入深度大,需要在接头处留有足够的空间才能拆装接头㊂(a)扩口式(b )无扩口式(c)唇密封式图9 插入尺寸示意图4 柱端式管接头柱端式管接头常用来连接管路与内螺纹端面油口,主要有六种形式:直螺纹软密封式㊁直螺纹硬密封式㊁延长双密封式㊁螺栓式㊁锥管螺纹式和锁环式㊂㊃7622㊃航空液压管接头综述欧阳小平 方 旭 朱 莹等Copyright ©博看网. All Rights Reserved.4.1 直螺纹软密封式直螺纹连接配合软密封如O 形圈,是最常用的柱端接头形式,如图10所示[32]㊂直螺纹起联接紧固的作用,受挤压变形的O 形圈起密封作用㊂直螺纹软密封式柱端管接头又可分为两大类:不可调向型与可调向型㊂不可调向型一般有堵头和直通接头,如图10a 所示,这类接头安装时直接拧入油口,不存在接头转向对齐问题㊂可调向型一般有弯头㊁三通接头和四通接头等,如图10b 所示,这类接头通常需要精确定位几个端头的方向㊂(a)不可调向型 (b)可调向型图10 直螺纹软密封式柱端接头直螺纹软密封式柱端接头,其柱端设计标准主要有M S 33649和A S 5202,对应端口设计主要有A S 1859㊁A S 930和A S 756㊂除了以上专有的柱端形式外,常用的扩口接头和无扩口接头的标准端头形式也符合柱端形式的设计,可以直接作为柱端接头使用㊂4.2 直螺纹硬密封式直螺纹硬密封式柱端接头的六角螺母密封端面设计有凸缘结构,在接头装配时,凸缘嵌入到端口密封面形成金属直接接触密封,如图11所示[33]㊂这种接头形式不需要橡胶密封圈等复合材料零件,避免了密封圈等对油液的耐腐蚀性和自身使用温度的限制,适用于绝大部分流体介质,能适应很宽的温度范围㊂图11 直螺纹硬密封式柱端接头4.3 延长双密封式延长双密封式柱端接头是在传统直螺纹柱端接头基础上改进而来,延长了柱端端头,在突出端设计了密封结构,如图12所示[34]㊂延长双密封式柱端接头有两道密封,互为备份,提高了柱端接头的密封耐压性能和可靠性,常用于航空泵进出口与管路的连接㊂图12 延长双密封式柱端接头4.4 螺栓式螺栓式可调向柱端接头主要由螺栓接头㊁调向接头和密封垫圈组成,如图13所示[35]㊂与图图13 螺栓式可调向柱端接头10b 直螺纹的可调向型柱端接头相比,两者对应的柱端端口一致,但是螺栓式可调向柱端接头尺寸更小㊁质量更轻㊂螺栓式可调向柱端接头还可以设计成多段并联形式,延长螺栓接头长度并多开一个孔,将两个调向接头串在螺栓上,形成两个并联的流道,这种形式的特点是两个调向接头的方向都可以在平面上任意调整㊂螺栓式可调向柱端接头需要两处密封,增大了接头泄漏的风险,通常用在压力为20.7M P a (3000p s i)及以下的系统[34],设计要求要满足S A E 的A S 4875㊂常用的螺栓式可调向柱端接头形式标准主要有N A S 551与N A S 552,N A S 1236与N A S 1237,A N 775与A N 776㊂4.5 锥管螺纹式锥管螺纹式柱端接头的连接采用航空用锥管螺纹(A N P T ),具有结构简单㊁装配方便的特点㊂在不大于51mm (2i n )时,A N P T 螺纹与N P T 螺纹的尺寸完全相同;大于51mm (2i n )时,A N P T螺纹的装配余量为3个螺距,而N P T 螺纹为2个螺距㊂N P T F 螺纹为干密封式锥管螺纹,其连接密封的原理是,在没有润滑剂或密封填料情况下㊃8622㊃中国机械工程第26卷第16期2015年8月下半月Copyright ©博看网. All Rights Reserved.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
船用通风管路通舱管件CB/T 204-1999
本标准产品适用于船舫通风管路。
本标准由江南造船厂主编。
本标准由GB 3035 - 82降为行业标准。
1型式、參数和基本尺寸
1.1通舱管件的型式和参数见表1。
表1 mm
1.2 A型通舱管件的基本尺寸按图1和表2。
10
图1
表2 mm
1.3 B型通舱管件的基本尺寸按图2和表3。
11
2标记示例
P/V100.L = 200圆形通舱管件标记为:
通舱管件A100 - 200 CB/T 204-1999
D7V2OO( 100 x 350)、厶=280的矩形通舱管件标记为:
通舱管件B200( 100x350)-280 CB/T 204-1999
3技术要求
3.1通舱管件的材料均为Q235-A
3.2技术条件按GB/T 3029。
4生产厂
姜堰市船用阀门厂、姜堰市通达船用阀泵厂、泰州市海洋船用阀门厂、乐清市阀门厂。
11。