X-Y Table数值控制平台
计算机控制技术-实验2 X-Y运动平台数控实验

四 实验用主要设备
系统设备主要由工控机、PCI-1220运动控制卡、 步进电机驱动器及XY工作平台构成。
工控机:
工业控制机也称为工业计算机IPC,主要用于工业 工程测量、控制、数据处理等工作。常用的是PC总线 工控机( X86 CPU )。
工控机特点: (1)可靠性高和可维护性好 (2)环境适应性强 (3)控制的实时性 (4)完善的输入输出通道 (5)丰富的软件
5 Visual C++软件开发平台
Visual C++是一个在Windows环境下的程序开发工具,是 一种广谱性编程语言,覆盖从低级到高级的整个编程语 言范围。它是可视化的、面向对象的,采用事件驱动的。 它屏蔽了Windows环境下程序设计的复杂性,使Windows 应用程序设计变得简单、方便、快捷。
实验二 X-Y运动平台数控实验
一 实验目的
1.了解步进电机的工作原理与步进电机驱动器的使用。 2.掌握二轴运动控制卡的应用。 3.掌握逐点比较法插补的计算原理
4.掌握用VC++进行插补程序设计的方法。
二 实验仪器
1.研华工控机。 2.X-Y运动平台(含步进电机驱动器)。 3.PCI-1220U二轴运动控制板卡。 4.24V直流稳压电源。
3 逐点比较法直线插补和圆弧插补的计算原理:
插补计算就是数控系统根据输入的基本数据,通过计算,将工 件的轮廓或运动轨迹描述出来,边计算边根据计算结果向各 坐标发出进给指令。
数控系统常用的插补计算方法有:逐点比较法,数字积分法, 时间分割法,样条插补法等。本实验采用逐点比较法。
逐点比较法插补,就是刀具或绘图笔每走一步都要和给定轨迹 上的坐标值进行比较一次,决定下一步的进给方向。
X-Y双坐标联动数控工作台课程设计说明书

目录1。
课程设计目的 (1)2。
课程设计任务 (1)2.1设计题目: (1)2。
2技术数据 (1)2。
3技术要求 (1)3。
总体结构设计 (1)3.1滚珠丝杠设计 (2)3.2滚珠丝杠副的选取 (3)3。
3稳定性运算 (4)3。
4压杆稳定性计算 (5)4.滚动导轨 (6)4。
1计算行程长度寿命 Ts (6)4。
2计算动载荷 (6)5。
步进电机的选择 (8)5.1步距角的确定 (9)5.2步进电机转矩校核 (10)5.3频率校核 (12)6.总结 (12)7。
参考文献 (13)1。
课程设计目的本课程设计的目的在于培养学生对典型机电一体化产品机械结构的设计能力和对机电伺服系统的设计能力,在学习有关专业课程设计的基础上,进行机电系统设计的初等训练,掌握手册、标准、规范等资料的使用方法,培养分析问题和解决问题的能力,为以后的毕业设计打下良好的基础.2.课程设计任务2。
1设计题目:X—Y双坐标联动数控工作台设计2。
2技术数据工作台长×宽(mm):450×310工作台重量(N):3300行程(mm):ΔX=60-100;ΔY=50-100脉冲当量:0。
05-0。
08mm/p2。
3技术要求(1)工作台进给运动采用滚珠丝杠螺旋结构(2)滚珠丝杠支撑方式:双锥-简支型(3)驱动电机为反应式步进电机(4)步进电机与滚珠丝杠间采用齿轮降速要求消除齿轮间隙3.总体结构设计数控工作台采用由步进电机驱动的开环控制结构,其单向驱动系统结构简图如图所示:实际设计的工作台为X、Y双坐标联动工作台,工作台是由上拖板、中拖板、下拖板及导轨、滚珠丝杠等组成.其中下拖板与床身固联,它上面固定X向导轨,中拖板在下拖板的导轨上横向运动,其上固定Y向导轨,上拖板与工作台固联,在Y向导轨上移动。
X、Y导轨方向互相垂直。
3。
1滚珠丝杠设计滚珠螺旋传动按滚动体循环方式分为外循环和内循环两类,其中应用较广的是插管式和螺旋槽式,它们各有特点,其轴向间隙的调整方法主要有垫片调隙式和螺纹调隙式。
X-Y型数控铣床工作台的设计
优秀设计图书分类号:密级:毕业设计(论文)数控铣床X-Y工作台的设计THE DESIGN OF X-Y TABLE IN MILLING学生姓名学院名称专业名称指导教师20**年05月19日摘要X-Y数控工作台是是指能分别沿着X 向和Y向移动的工作台,是许多机电一体化设备的基本部件,如数控车床的纵—横向进刀机构、数控铣床和数控钻床的X-Y工作台、激光加工设备的工作台、电子元件表面贴装设备等。
模块化的X-Y数控工作台,通常由导轨座、移动滑块、工作、滚珠丝杠螺母副,以及伺服电动机等部件构成。
其中伺服电动机做执行元件用来驱动滚珠丝杠,滚珠丝杠螺母带动滑块和工作平台在导轨上运动,完成工作台在X、Y方向的直线移动。
导轨副、滚珠丝杠螺母副和伺服电动机等均以标准化,由专门厂家生产,设计时只需根据工作载荷选取即可。
控制系统根据需要,可以选取用标准的工作控制计算机,也可以设计专用的微机控制系统。
关键词X-Y数控工作台;伺服电动机;数控车床AbstractCNC XY table are mean to each along X and Y to move to the table, electromechanical integration equipment, many basic components, such as vertical CNC lathe - lateral feed body,CNC milling and CNC drilling machine XY work Taiwan, laser processing equipment, workstations, electronic components surface mount equipment. Modular CNC XY table, usually by rail seat, move the slider, work, ball screw pair, and the servo motor and other component parts. One servo motor to drive the ball screw actuator to do, the ball screw drive and work platform slide rail movement, complete table in the X, Y direction of the straight line movement. Guideways, ball screw pair and servo motors etc., shall be standardized by the specialized manufacturers, design can be selected only according to work load. Control system as needed, you can select a computer using a standard job control, you can design a dedicated computer control system.Keywords XY table servo system CNC machine tools目录1绪论 (1)1.1课题的选择背景 (1)1.2设计目的及意义 (1)1.3总体方案的设计 (2)2交流伺服电动机的选型 (4)2.1交流伺服电动机的选型 (3)2.1.1电机的选择依据 (4)2.1.2电机的负载力矩和惯量的计算 (5)2.2交流伺服电动机概述 (6)2.2.1选择伺服电动机 (7)3丝杠的选型 (7)3.1丝杠的介绍 (7)3.1.1丝杠螺母机构基本传动形式 (8)3.1.2滚珠丝杠副的组成及特点 (8)3.1.3滚珠丝杠副的典型结构形式 (8)3.1.4滚珠丝杠副轴向间隙的调整和预紧 (9)3.1.5滚珠丝杠副的密封与润滑 (10)3.2丝杠螺母副的选择 (10)3.3丝杠的校核 (11)3.4滚珠丝杠支承的选择 (13)3.4.1支承方式的选择 (13)3.4.2轴承的选择 (13)3.5设计滚珠丝杠应注意的问题 (16)4联轴器的选型 (17)4.1联轴器的介绍 (17)4.2选择联轴器的类型 (18)4.2.1初选联轴器的类型 (18)4.2.2初选联轴器 (19)4.3联轴器的校核 (20)4.3.1转矩的校核 (20)4.3.2销的抗剪强度的校核 (21)5导轨的选型及计算 (21)5.1 导轨的组成种类及其应满足的要求 (21)5.2导轨材料的选择及热处理 (21)5.2.1导轨材料的选择 (21)5.2.3导轨的热处理 (22)5.3导轨的选型及长度估算 (22)5.4导轨副的额定寿命计算 (23)5.5滚动导轨副的技术要求 (25)5.6导轨防护罩的设计 (26)5.6.1导轨防护罩的介绍 (26)6.6.2导轨防护罩的选择 (26)5.7导轨的注意事项 (27)6机座的设计 (27)6.1机座的作用及基本要求 (27)6.2机座的设计 (28)6.2.1机座自身刚度 (28)6.2.2提高机座连接处的接触刚度 (28)6.3机座材料的选择 (28)结论 (29)致谢 (30)参考文献 (31)附录 ..................................................................................... 错误!未定义书签。
X-Y数控工作平台设计

X-Y数控工作平台设计摘要机电一体化系统以微电子装置取代人对机械的绝大部分的控制功能的特点,以及节省能源和降低材料消耗的特点,实现了机电一体化系统的高附加值化:性能更高、价格更低、可靠性高、智能化、省能化、短小轻薄化。
本设计研究的课题是X-Y数控工作平台。
CNC二维工作平台结构简单,利用微机控制系统对机床进行控制,扩大了机床的加工范围,提高了加工精度以及可靠性。
CNC 二维工作平台的设计主要分为机械系统的设计和控制系统的设计。
机械系统包括工作台的结构尺寸设计,导轨的选择与参数确定,滚珠丝杠副的选择计算,轴承的选用与计算,机架的设计等;控制系统的设计包括步进电机的选用,计算机的选用,控制电路的设计,软件的设计等。
本设计侧重于机械系统的设计以及步进电机的选择。
根据工作平台的参数:行程,X、Y丝杠的转速,理论定位精度,X、Y方向的轴向载荷等,完成整个产品的设计计算。
按照输入的加工程序进行插补运算,由软件或硬件实现脉冲分配,输出一系列的脉冲,经功率放大驱动纵轴,横轴运动的步进电机来实现对机床的控制,使工作台实现在水平面内的工件切割。
关键词: X-Y数控工作平台;机械系统;步进电机;计算机X-Y CNC Worktable DesignAbstractThe mechanical and electrical integration system takes the micro electronic device to replace the human to machine the majority control function characteristic,saves the energy and reduces the material consumption.These characteristic make parts processing realizing the mechanical and electrical integration system's high added value including the higher performance, the lower price, the intelligence, the province energy.The design and research of the subject is the X-Y numerical control platform. CNC two dimensional work platform is simple. Using of computer control system to control the machine tool expanding the range of machine tools improve the machining accuracy. The design of CNC two dimensional work platform is mainly divided into mechanical system design and control system design. The mechanical system includes the design of the structure size of the working table, selection of the guide rail, the choice of the ball screw pair, the selection and calculation of the bearing, the design of the frame. And the control systemincluding the selection of the stepping motor and the computer, the design of the control circuit and the software. This design focuses on the design of mechanical system and the selection of stepping motor. According to the parameters of the working platform, the speed of the stroke, the Y, the X screw speed, the accuracy of the theoretical position, the axial load of the X and the Y direction, we can complete the design calculation of the whole product. In accordance with the processing procedure of the input of interpolation,software or hardware implement pulse distribution driving vertical axis and horizontal movement of the stepper motor to realize the control of machine tool. Finally, cutting in the horizontal plane can be achieved on the two-dimensional numerical control platform.Keywords:X-Y CNC Worktable;Mechanical system; Stepping motor; Computer目录X-Y数控工作平台设计 (I)摘要 (I)Abstract (I)1 绪论 (1)1.1 论文研究背景与意义 (1)1.2 设计任务 (1)2 总体方案设计 (1)2.1 总体方案设计 (1)2.2 设计方案的对比分析与确定 (2)2.3 总体设计方案系统组成 (2)3 机械系统的设计 (2)3.1 工作台结构尺寸设计 (2)3.2 导轨的选择与参数确定 (3)3.3 滚珠丝杠副的选择与计算及其步进电机的选用 (3)3.3.1 设计Y方向的丝杠螺母副及其步进电机 (3)3.3.2 设计X方向的丝杠螺母副 (6)3.3.2 设计X方向的丝杠螺母副............................................. 错误!未定义书签。
数控车床XY轴工作台和自动控制系统设计
数控车床XY轴⼯作台和⾃动控制系统设计(此⽂档为word格式,下载后您可任意编辑修改!)⽬录第⼀章前⾔ (3)第⼆章课程设计的⽬的、意义及要求 (4)第⼀节课程设计的⽬的、意义 (4)第⼆节课程设计的要求 (4)第三章课程设计的内容 (5)第⼀节课程设计题⽬ (5)第⼆节课程设计的内容 (5)第四章数控系统总体⽅案的确定 (6)第五章机械部分设计 (8)第⼀节确定系统脉冲当量 (8)第⼆节⼯作台外形尺⼨及重量初步估算 (8)第三节滚动导轨副的计算、选择 (9)第四节滚珠丝杠计算、选择 (10)第五节齿轮计算、设计 (13)第六节步进电机惯性负载的计算 (14)第七节步进电机的计算选择 (15)第六章机床数控系统硬件电路设计 (18)第⼀节设计内容 (18)第⼆节设计步骤 (18)第三节机床数控系统硬件电路设计 (23)第七章系统控制软件设计 (24)第⼋章致谢 (27)第九章参考⽂献 (28)第⼀章前⾔现代科学技术的不断发展,极⼤地推动了不同学科的交叉与渗透。
在机械⼯程领域,由于微电⼦技术和计算机技术的迅速发展及其向机械⼯程⼯业的渗透,从⽽使机械⼯业的技术结构、产品、功能与构成、⽣产⽅式及管理体系发⽣了巨⼤的变化,⼯业⽣产已由“机械电⽓化”迈出了“机电⼀体化”时代的发展阶段。
机电⼀体化是指从系统的观点出发,综合运⽤机械技术、微电⼦技术、⾃动控制技术、计算机技术、信息技术、传感测控技术、电⼒电⼦技术、信息变换技术以及软件编程技术等群体技术,根据系统功能⽬标和优化组织⽬标,合理配置与布局各功能单元,在多功能、⾼质量、⾼可靠性、低能耗的意义上实现特定功能的价值,并使整个系统最优化的系统⼯程技术。
由此⽽产⽣的功能系统则成为⼀个机电⼀体化系统或机电⼀体化产品。
⼀个较完整的机电⼀体化系统应该包括以下⼏个要素:机械本体、动⼒与驱动部分、执⾏机构、传感测试部分、控制及信息处理部分。
机电⼀体化是系统技术、计算机与信息处理技术、⾃动控制技术、检测传感技术、伺服传动技术和机械技术等多学科技术领域综合交叉的技术密集型系统⼯程。
数控车床XY轴工作台和控制系统设计说明书 毕业设计

数控车床XY轴工作台和控制系统设计说明书毕业设计数控车床XY轴工作台和控制系统设计摘要我设计的是车床XY轴工作台和控制系统,采用单片机控制步进电动机驱动工作台。
首先确定设计的总体方案,然后对车床的机械部分进行设计,其中包括工作台、滚动导轨、滚珠丝杠、步进电动机的设计和选用,最后对数控系统硬件和软件设计。
新一代的CNC系统这类典型机电一体化产品正朝着高性能、智能化、系统化以及轻量、微型化方向发展。
关键词:数控车床 XY工作台控制系统前言一、当今世界数控技术及装备发展的趋势及我国数控装备技术发展和产业化的现状在我国对外开放进一步深化的新环境下 ,发展我国数控技术及装备、提高我国制造业信息化水平和国际竞争能力的重要性 ,并从战略和策略两个层面提出了发展我国数控技术及装备的几点看法。
装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度 ,数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备 ,又是当今先进制造技术和装备最核心的技术。
数控技术是用数字信息对机械运动和工作过程进行控制的技术 ,而数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品 ,其技术范围覆盖很多领域。
(一)、数控技术的发展趋势。
数控技术的应用不但给传统制造业带来了革命性的变化 ,使制造业成为工业化的象征 ,而且随着数控技术的不断发展和应用领域的扩大 ,他对国计民生的一些重要行业 IT、汽车、轻工、医疗等的发展起着越来越重要的作用。
从目前世界上数控技术及其装备发展的趋势来看 ,其主要研究热点有以下几个方面:(1) 高速、高精加工技术及装备的新趋势(2) 5 轴联动加工和复合加工机床快速发展(3) 智能化、开放式、网络化成为当代数控系统发展的主要趋势(二)、对我国数控技术及其产业发展的基本估计我国数控技术起步于 1958 年 ,近 50 年的发展历程大致可分为三个阶段:第一阶段从 1958 年到 1979 年 ,即封闭式发展阶段。
机械毕业设计301X-Y数控工作台及其控制系统设计
学士学位毕业论文(设计)X-Y数控工作台机电系统设计学生姓名学号专业械设计制造及其自动化班级指导教师学部机电工程学部答辩日期X-Y数控工作台机电系统设计摘要X-Y数控工作台机电系统设计是一个开环控制系统,其结构简单。
实现方便而且能够保证一定的精度。
降低成本,是微机控制技术的最简单的应用。
它充分的利用了危机的软件硬件功能以实现对机床的控制;使机床的加工范围扩大,精度和可靠性进一步得到提高。
X-Y数控工作台机电系统设计是利用8031单片机,及2764,6264存储器及8155芯片等硬件组成,在控制系统的硬件上编写一定的程序以实现一定的加工功能。
其基本思想是:通过圆弧或者直线插补程序以实现对零件进行几何加工,每进行一段加工都要产生一定的脉冲以驱动电机正反转,同时通过8155(1)将相应的加工进刀信息送至刀架库中以实现以之相应的走刀,电机和刀具的相对运动所以实现了刀具对工件的加工。
该控制系统采用软件中断控制系统结构及子程序结构简单,条件明确在经济型数控中应用较多。
中断结构采用模块化结构设计因为这种结构便于修改和扩充,编制较为方便,便于向多处理方向发展。
X-Y数控工作台机电系统设计采用步进电机作为驱动装置。
步进电机是一个将脉冲信号转移成角位移的机电式数模转换器装置。
其工作原理是:每给一个脉冲便在定子电路中产生一定的空间旋转磁场;由于步进电机通的是三相交流电所以输入的脉冲数目及时间间隔不同,转子的旋转快慢及旋转时间的长短也是不同的。
由于旋转磁场对放入其中的通电导体既转子切割磁力线时具有力的作用,从实现了旋转磁场的转动迫使转子作相应的转动,所以转子才可以实现转子带动丝杠作相应的运动。
本题目是步进电机,微型计算机,插补原理,汇编语言的综合应用,本题目设计得到了老师的帮助和支持,最后由董玉红老师审定,在此表示感谢。
本题目由方世龙完成,共分六章,第一章主要设计总体方案设计第二章主要设计了机械系统设计;第三章主要设计了控制系统硬件设计;第四章主要设计控制系统软件设计;第五章主要是本设计的附录。
立式插件机操作规范讲解

0.00
0
3
1
0 21 801
0
+56.21
+70.47
27
4
1
0 21 802
0
+94.63
+68.39
28
5
1
0 21 802
0
+135.26
+36.25
28
6
1
0 1 601
0
+142.28
+40.26
33
7
1
0 1 601
0
+15.49
+37.86
34
8
1
0 1 602
0
+40.44
+33.85
长(W):4,146mm
设备规格
器
宽(D):1,860mm 高(H):1,650mm
设备重量
2,700kg
可用程序数量
最多32条程序(最多2,000步/程序)
使用电源
3相 200 ± 10V, 50/60Hz, 3.4KVA(最大5KVA)
适合的主板规格
最大 330×250mm 最小 150×80mm
7)其它键
*REPLACEMENT :资材交替后将资材供料器移动到插入位置。
*ORG
:NC轴原点复位(仅限手动状态下使用)。
*L STOP
:PCB供给停止。
*BRAKE-RELEASE :用手转动凸轮轴时用于启动刹车功能(灯亮时设备无法运转)。
*BS
:删除光标左侧的一个字符。
沈阳东海电子产业股份有限公司
动力开关
在MANU 1BLK状态下按ORG按钮,使M/C X、Y、Z轴回归 原点,确认后按下STOP,再将POWER拨至OFF处.关闭气阀
数据采集1+x中级模拟习题+参考答案
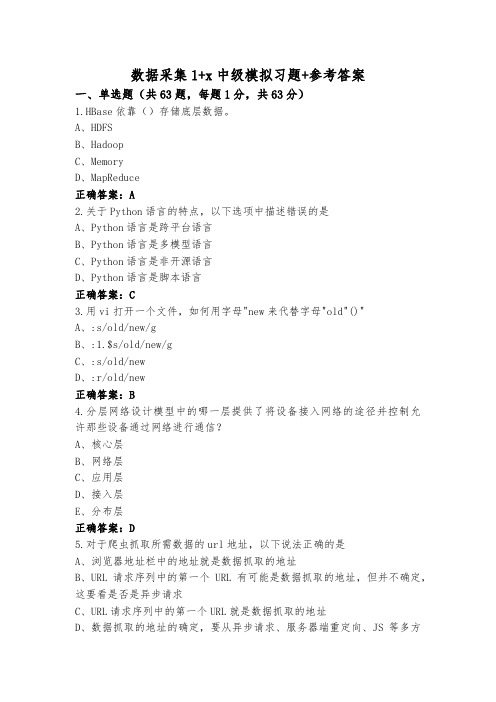
数据采集1+x中级模拟习题+参考答案一、单选题(共63题,每题1分,共63分)1.HBase依靠()存储底层数据。
A、HDFSB、HadoopC、MemoryD、MapReduce正确答案:A2.关于Python语言的特点,以下选项中描述错误的是A、Python语言是跨平台语言B、Python语言是多模型语言C、Python语言是非开源语言D、Python语言是脚本语言正确答案:C3.用vi打开一个文件,如何用字母"new来代替字母"old"()"A、:s/old/new/gB、:1.$s/old/new/gC、:s/old/newD、:r/old/new正确答案:B4.分层网络设计模型中的哪一层提供了将设备接入网络的途径并控制允许那些设备通过网络进行通信?A、核心层B、网络层C、应用层D、接入层E、分布层正确答案:D5.对于爬虫抓取所需数据的url地址,以下说法正确的是A、浏览器地址栏中的地址就是数据抓取的地址B、URL请求序列中的第一个URL有可能是数据抓取的地址,但并不确定,这要看是否是异步请求C、URL请求序列中的第一个URL就是数据抓取的地址D、数据抓取的地址的确定,要从异步请求、服务器端重定向、JS等多方面分析正确答案:D6.在Windows中,对文件夹进行复制时,()A、只复制文件夹名,不复制其内容B、只复制文件夹名和其下的文件,不复制其下的文件夹C、复制文件夹名的其下所有的文件和子文件夹D、复制文件夹名和其下所有的文件和子文件夹,但不复制子文件夹下的文件正确答案:C7.从后台启动进程,应在命令的结尾加上符号()A、@B、#C、&D、$正确答案:C8.与Apache网络和系统相关的选项中,设置监听端口号为80代码为()A、Listener80B、Listen80C、Lis80D、Listene80正确答案:B9.关键信息基础设施的运营者在中华人民共和国境内运营中收集和产生的个人信息和重要数据应当在()存储。
基于PLC的X-Y工作台控制系统设计

序块 下载 到 PLC中。
3 上 位 机 监 控 功 能 的 实 现
图 4为系 统组 态 画面 。上 位 机选 用北 京亚 控公 司 的 组 态 王 软件 ,打 开 组 态 王 工程 浏 览 器 .双 击 左 边 部 分
Fig.2 PLC program 000脉 冲 /S。STEP7一 Micro/WIN
200 programm able controller,toget h er with t h e posit ion control m odule of t3/ ̄O—dim ensional XY t able mot ion cont rol,a n d focuses on t he
design of hardware and software structure,gives the 1"nan—machine interface for easy control a nd monitoring.Throug h this research,Ca n pro-
运动 到坐 标点 B,可 以将 两个 坐 标轴 方 向 的距离 分别 填
入一POS,X轴 方 向 的 速 度 为— 兰: v,Y轴 方 向 的速 、/xz+y
wiring d ̄ ram 络 表 和 位 控 指 令 ;② 测 试 位 控 模 块 操 作 。在 STEP 7一 Micro/WIN 提供 中 一 个 EM253控 制 面 板 ,用 以测 试 输
“设备一 COM1”设 置与 PLC的 串 口通 信设 置 。设 置 波 特 率 为 9600,无 校 验 ,8位 数 据 ,停止 位 为第 1位 。通信 方 式为 RS232电缆 通信 ,在设 备配 置 向导 中选 择西 门子 PLC和 PPI通信 方式 。双 击左 边部 分 (下转 第 120页)
X-Y双坐标数控工作台设计

目录绪论 (4)第一章:总体方案设计 (4)1.1 设计任务 (4)1.2 总体方案确定 (6)第二章:机械系统设计 (6)2.1 工作台外形尺寸及重量估算 (7)2.2滚动导轨的参数确定 (8)2.3 滚珠丝杠的设计计算 (11)2.4 电机的选用 (14)2.5 伺服电机惯性负载的计算 (15)2.6 轴承的选用 (15)2.7 轴承的类型 (15)2.8 轴承调隙、配合及润滑 (15)2.9 滚动轴承的密封装置 (16)2.10 本章小结 (16)第三章控制系统硬件设计 (16)3.1 CPU板 (16)3.2 驱动系统 (19)3.3 传感器及软硬件设计 (20)第四章控制系统软件设计 (25)4.1 总体方案 (25)4.2 主流程图 (25)4.3 INT0中断服务流程图 (26)4.4 INT1中断服务流程图 (27)第五章参考文献 (20)任务书班级:学号:姓名:题目:双坐标数控工作台设计(200×200)时间:2009年11月6日至2009年12月25日共6周要求:设计一台双坐标数控工作台并开发其控制、驱动系统,工作台行程200×200mm,台面尺寸160×320,俩坐标分辨率分别为δ=0.001mm/step,承受最大轴向载荷Fxmax=600N,Fymax=850N,最大移动速度Vxmax=Vmax=1m/min。
(要求采用滚珠丝杠和滚动导轨,必要时增加减速机)具体任务:1、确定总体方案,绘制系统组成框图1张(A2);2、进行必要的匹配计算,选择适当的元器件;3、机械部分装配图1张(A0);4、数控系统控制电路设计,绘制电气原理图1张(A1或A0);5、编写设计说明书1份(不少于8000字)。
班级:学生:指导教师:第一章、总体方案设计1.1 设计任务设计一台双坐标数控工作台并开发其控制、驱动系统,工作台行程200×200mm,台面尺寸160×320,俩坐标分辨率分别为δ=0.001mm/step,承受最大轴向载荷Fxmax=600N,Fymax=850N,最大移动速度Vxmax=Vmax=1m/min。
数控机床X-Y平台伺服系统设计
数控机床X-Y平台伺服系统设计摘要X-Y 工作平台是实现平面 X、Y 坐标运动的典型关键部件,广泛用于机械制造和加工过程中,对其伺服的控制研究,不仅要考虑几何学和运动学问题,更要考虑机械结构的动力学特性,而伺服系统中的摩擦也是不可避免要考虑的因素。
围绕工作台伺服系统展开的建模与仿真研究,对于提高工作台伺服系统的动、静态特性及跟踪精度,具有重要的意义。
本文以 X-Y 平台的伺服系统为基础,针对 X-Y 平台伺服系统采用三环调节控制的特点,对位置环、速度环、电流环进行了三环整定计算,建立了机械部分的数学模型,整定与辨识了电气参数与机械参数,建立了伺服系统中各个环节的传递函数,进而推导出了整个系统的传递函数。
在Simulink 中分别建立了不考虑摩擦力和考虑摩擦力的伺服系统的仿真模型,采用单因素分析法分析了速度环增益、电流环增益和阻尼系数对伺服速度的影响。
初步建立了 X-Y平台伺服的仿真系统。
关键词 X-Y平台;伺服系统;仿真;Double Loop DC PWM Drive system Design AndSimulationAbstractMany production machinery in a certain range of requirements on speed, and the smooth adjustment with good steady, request dynamic performance. And dc speed control system speed range, static, good stability and rate of small good performance, in high-performance dragging technology areas, a quite long period of almost all adopts dc electric drive system. Double closed loop dc speed control system is dc speed control system development, most mature is widely applied power transmission system.Because the system structure is more complex, controller adjustable parameter is more, so the whole system design and calibration is more difficult, need to have a fully functional, analysis the simulation design platform convenience. The traditional design simulation platform is mainly VC and Delphi and other senior language environment, need to do a lot of underlying code work, very inconvenient, the efficiency is not high, the simulation results don't intuitive. Since the Matlab Simulink after the launch of dynamic system simulation became very easy. Because of its contain abundant dedicated to control engineering and system analysis function, has the formidable mathematics calculation function, and provide convenience function, as long as the graphics in Simulink draw system in dynamic structure model, write extremely simple program of the system simulation can be extremely high, environment friendly, efficiency, thus to the design of the system and correction great convenience. This subject mainly in Simulink environment dc speed control system of double loop simulation design, the concrete content for current regulator and speed regulator calibration design; On current loop and speed loop for time domain and frequency domain analysis; On the speed regulation systemperturbation resistance with sex and analyzed.Keywords direct current speed; Double closed loop speed regulation system; stablestate目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 课题背景 (1)1.2 X-Y 平台简介 (1)1.3系统实现所需要的支撑软件 (1)1.4本文研究主要内容 (2)第2章双闭环直流调速系统的工作原理 (3)2.1 双闭环直流调速系统的介绍 (3)2.2 双闭环直流调速系统的组成 (3)2.3双闭环直流调速系统的稳态结构图和静特性 (4)2.4双闭环直流调速系统的数学模型 (6)2.5双闭环直流调速系统的启动过程分析 (6)2.6双闭环直流调速系统的动态性能分析 (8)2.7双闭环直流调速系统的动态性能指标 (10)2.8双闭环直流调速系统的频域分析 (12)2.9双闭环直流调速系统的两个调节器的作用 (13)2.10 本章小结 (13)第3章调速系统的设计 (14)3.1 PWM的调速原理 (14)3.2 系统硬件电路设计 (14)3.3 电源电路的设计 (15)3.4 键盘显示电路的设计 (15)3.5 运动控制电路设计 (16)3.6 位置处理芯片LM629性能特点及资源简介 (16)3.7 单片机80C51对LM629的控制 (18)3.8 隔离保护电路 (19)3.9 电机驱动模块 (20)3.10 过电流保护 (21)3.11 反馈单元 (21)3.12 位置反馈 (21)3.13 速度反馈 (22)3.14 控制电路软件设计 (22)第4章Simulink环境中的系统仿真结果及分析 (24)4.1 电流环的MATLAB计算及仿真 (25)4.1.1电流环校正前后给定阶跃响应的计算及仿真 (25)4.1.2绘制单位阶跃扰动响应曲线并计算其性能指标 (26)4.1.3单位冲激信号扰动的响应曲线 (27)4.1.4电流环频域分析的MATLAB计算及仿真 (28)4.2转速环的MATLAB计算及仿真 (29)4.2.1转速环频域分析的MATLAB计算及仿真 (29)4.2.2绘制单位阶跃信号扰动响应曲线并计算其性能指标 (30)4.2.3单位冲激信号扰动的响应曲线 (31)4.2.4转速环频域分析的MATLAB计算及仿真 (32)4.3本章小结 (33)结论 (34)致谢 (35)参考文献 (36)附录A (37)附录B (53)第1章绪论1.1课题背景随着现代信息技术的发展,以提高产品加工的生产效率为主的高度自动化和以提高产品的质量为主的精密化成为现代机械加工技术发展的两个主要方向。
PLC控制XY平面工作台-机电综合实训
接线说明
8
四、增量编码器
参数表:
类别 电源电压 消耗电流 输出方式 起动转矩 允许最高转速
参数 DC12V-24V 100mA Max 集电极电路输出 9.8mN.m以下 500rpm
它的特点是: (1)可以直接读出角度坐标的绝对值; (2)没有累积误差; (3)电源切除后位置信息不会丢失。但是分辨率是由二进制的 位数来决定的,也就是说精度取决于位数,目前有 10 位、14 位 等多种。
(1)PLC I/O 地址分配表:
PLC 输入
X00
高速计数器 A 相
X01
高速计数器 B 相
X11-PX1
X 轴左侧限位开关
X12-PX2
X 轴近点
X13-PX3
X 轴右侧限位开关
X14-PX4
Y 轴下方限位开关
X15-PX5
Y 轴近点
X16-PX6
Y 轴上方限位开关
绝对编码器 I+ FX3U-4AD1V+
目录
1. 《机电控制综合实践》任务书 ………………………… 3
2. 系统设计方案 …………………………………………… 4 3. 硬件分析 ………………………………………………… 5 4. 主要元器件明细表 ………………………………………12 5. 电路原理图 ………………………………………………13 6. 端子排安装与接线 ………………………………………14 7. I/O 地址分配表、PLC 程序 ……………………………15 8. 调试流程并按流程工作 …………………………………24 9. 参考资料 …………………………………………………26 10.实训心得与建 ……………………………………………27
步进电机 ( 2S56Q-0 30B5)
基于plc的x-y数控工作台的梯形图

工作台的自动循环往返移动。
1、PLC的I/O分配:
(1)2、PLC接线图:
2、梯形图设计:
采用PLC控制的体形图如图。
点控制和自动控制由CJ指令实现。
自动循环控制程序中,采用传送指令,控制工作前进和后退及限位,6次循环控制采用加1指令和比较指令配合实现。
将S1、S2打开,实现自动循环控制过程如下:当S1打开时,X0动断触点闭合,程序跳到标号P0处。
按下前进按钮SB2,则X2闭合,将二进制数0传送给M0、M1、M2、M3,于是,M1动断触点闭合,Y2动断触点是闭合的,MOV指令将十进制数2自动转换成二进制数0010传送给Y3、Y2、Y1、Y0,于是Y1闭合,电动机正转,工作台前进,当碰到由前进转后退的行程开关SQ1时,X5闭合,MOV(P)将K0(0000)传送给K1Y0,则Y1断开,Y1动断触点闭合,继而MOV(P)将K4(0100)传送给K1Y0,则Y2闭合,电动机反转,工作台后退,当碰到由后退转前进的行程开关SQ2时,X6闭合,INC(P)指令使D0加1,
MOV(P)将K0(0000)传送给K1Y0,则Y2断开,Y2动断触点闭合,继而MOV(P)将K2(0010) )传送给K1Y0,则Y1闭合,电动机正转,如此循环。
当循环6次以后,CMP指令将M1接通,M1动合触点闭合,MOV指令使Y1、Y2置0,Y1、Y2闭合,使M1置1导电,使D0清0。
将S1闭合,实现电动。
X0动断触点断开,执行点动操作。
XYDB简介
本项目源自笛卡尔XY坐标系的解析几何、线性代数和集合论提出的新型数据库形式的存储机制。
采用全新的(x,y)算法库,用几何公式取代传统数据库多步的where、if和for算法,性能极大提升,而且XY坐标系多出的三个逻辑象限能自由存储更多的大数据和元数据集合,解决了传统数据库很多瓶颈问题。
XYDB使用跨平台的TML语言开发,因此可变身成网络、嵌入式及移动环境中的跨平台大型数据库,是未来大数据时代非常急需的产品。
项目现有技术基础(包括开发语言、数据库和技术工具)均为本公司独创,开发过程不使用JAVA、.Net、C++、Oracle等任何国外技术,拥有“异次元级”完全独立自主知识产权(XYDB数据库系统,软著登字第0592674号,2013SR086912)。
XYDB能以文件形式内置在TML语言开发的软件中,也能使用网址直接访问和读写。
同时XYDB把二维表映射为笛卡尔坐标系,使用X轴和Y轴的整数系来定位数据。
淘汰传统数据库中没有实际意义的字段名和行号,在TML语言中使用(x,y)存取。
在开发传输和计算数组的数据库程序时XYDB有绝对先天优势。
XYDB还提供一种非编译版本,可与应用程序紧密集成,使开发人员可以自主控制索引、视图、空间数据、排序统计的代码逻辑。
优化系统时可从用户UI事件一直优化到数据库IO操作。
XYDB依靠TML语言开发的多平台数据管理代码包,可变身成网络、嵌入式以及移动环境中的跨平台大型数据库。
无论从PC到手机,还是从远程到移动环境中开发,都能提供各种其他设备的数据平台。
XYDB的各种机制和与代码的强融合性使之具备高效的速度,今后的发展方向仍然定位在快速存取和多平台方面,争取成为存取速度最快的多平台数据库,无论是在培育发展现代服务业还是在政府应用上的产业化前景都是很好的。
在我国,国外软件产品占据了2/3的国内市场,其中在基础软件方面国外软件占据几乎100%的市场,系统软件市场几乎没有我国自主版权软件的立足之地。
立式插件机操作规范

3)FEEDER CARRIAGE(供料器) *向供料器箭头方向传送元件(仅在全自动或半自动状态下可行)。
4)OP插件机操 作规范
设备名称
适用范围 版本
日期
制成 确认
立式自动插件机
自插工程
A
2009.6.15
金红凯
1.适用范围 此操作规范适用于在(沈阳)东海电子公司生产的基板插件工程,在基板自插工程上使用
的自动操作方法及其步骤。 2.目的
本造作规范的目的在于(沈阳)东海电子公司生产的的产品即基板自动插入而使用的自动 操作的操作方法及维持管理的运营基准及方法使其标准化,极大的提高品质及生产效率。 3.参考资料
手轮
集屑瓶 控制器(PANADAC-791)
副控制面板 伺服电机(H轴) X-Y 工作台 打印机
置件部分:实现插件元件的放置功能——包括凸轮箱、主驱动装置和置件工作 部件供应:供应所需的元件——包括供料器、供料平台和纸带切刀 基板搬运:实现基板的搬运——包括XY-TABLE、IN-CONVEYOR、和OUT-CONVEYOR 电气控制:控制操作过程——包括控制面板和控制箱 空压部分:提供正常工作所需的气压
——NC轴移动检查
——手动识别确认
沈阳东海电子产业股份有限公司
立式插件机操 作规范
设备名称
立式自动插件机
适用范围
自插工程
版本
A
日期
2009.6.15
制成
金红凯
确认
承认
* CONT * EOP * 1 BLOCK * RECOV
课程设计数控立式铣床XY工作台机电系统设计说明书
《机电一体化》课程设计数控立式铣床XY工作台机电系统设计院系:汽车学院专业:机械设计制造及其自动化班级:机电一班组长:雷博文组员:金亮、黄明亮、夏佳、熊秀成指导教师:蒋强目录一、设计目的 (3)二、设计任务 (3)三.总体方案的确定 (4)1、机械传动部件的选择.......................................................................... . (3)(1) 导轨副的选用 (4)(2) 伺服电动机的选用 (4)(3) 工作台的选用 (4)2、控制系统的设计 (5)3、绘制总体方案图 (5)四、直线伺服电机的计算与选型 (5)1、导轨上移动部件的重量 (5)2、铣削力的计算 (5)3、载荷的计算 (7)4、初选型号 (7)5、直线伺服电机可用性验算 (8)五、直线滚动导轨副的计算与选型 (8)1、直线滚动导轨选择理由 (8)2、直线导轨额定寿命L的计算和选型 (10)3、光栅尺的选择 (11)4、工作台的选型 (12)六、PLC选型 (13)七、伺服放大器选型 (18)八、控制系统硬件电路设计 (20)结束语 (21)参考文献 (22)一、设计目的课程设计是一个很重要的实践性教学环节,要求学生综合运用所学的理论知识,独立进行设计训练,主要目的:1) 通过本设计,使学生全面地,系统地了解和掌握数控机床得基本组成及其相关基本知识,学习总体方案拟定、分析与比较的方法。
2) 通过对机械系统的设计,掌握几种典型传动元件与导向元件得工作原理、设计计算方法及选用原则。
3) 通过伺服系统得设计,掌握常用PLC 及电机的工作原理、计算选择方法与控制驱动方式。
4) 培养学生独立分析问题和解决问题的能力,学习并初步树立“系统设计”的思想。
5) 锻炼提高学生应用手册和标准、查阅文献资料以及撰写科技论文的能力。
二、设计任务任务:设计一种供立式数控铣床使用的数控工作台。
数控车床XY工作台与控制系统设计

数控车床XY工作台与控制系统设计数控车床是一种以数控技术为基础,通过程序控制工作台和刀具进行运动,完成加工工件的机床。
其中,XY工作台和控制系统是数控车床的核心部分,对于车床性能和加工精度有着重要的影响。
1.XY工作台设计XY工作台是数控车床上工件加工位置的平台,需要满足以下设计要求:-高刚性:为了保证加工过程中工件不发生振动或变形,工作台需要具备高刚性,以承受切削力和惯性力的作用。
-高精度:XY工作台需要有很高的加工精度,以满足工件的加工要求。
因此,在设计过程中需要考虑材料选择、结构设计以及精密加工工艺等因素。
-大载荷能力:由于加工过程中工作台需要承受工件和刀具的重量,因此需要考虑工作台的载荷能力。
-快速平稳运动:为了提高加工效率,工作台的运动速度需要快速稳定,可以通过选择合适的驱动方式来实现。
-多工位设计:在一台数控车床上,通常需要进行多个工序的加工,因此工作台上应设计多个工位,以满足不同工序的需求。
-自动换刀:为了实现多工序的连续加工,工作台上需要设计自动换刀装置,以实现快速换刀。
控制系统是数控车床上的大脑,负责接受加工程序的指令,并控制各个部件的运动。
一个优秀的控制系统需要具备以下特点:-高可靠性:数控车床上的加工过程通常需要长时间运行,因此控制系统需要具备高可靠性,以保证工作稳定。
-高精度:数控车床的加工精度与控制系统有着密切的关系,因此控制系统需要具备高精度的定位和控制能力。
-快速响应:为了满足不同加工需求,控制系统需要具备快速响应的能力,以实现快速平稳的运动控制。
-编程灵活:数控车床通常需要根据不同的工件进行加工,因此控制系统需要具备编程灵活性,可以方便地修改和调整加工程序。
-可视化界面:为了方便操作和监控加工过程,控制系统需要具备直观的可视化界面,以显示当前的加工状态和参数。
-通信功能:为了实现与其他设备的数据交互,控制系统需要具备通信功能,可以与上位机或其他设备进行数据传输。
总之,数控车床的XY工作台和控制系统设计是数控车床性能和加工精度的关键因素。
一沙框架ystable参数
一沙框架ystable参数
一沙框架ystable参数:
1. 数据存储稳定性参数:一沙框架ystable提供了多种参数来确保数据的存储稳定性。
通过设置合适的参数,可以避免数据丢失或损坏的风险。
2. 容错机制参数:一沙框架ystable具备强大的容错机制,可以在硬件故障或网络中断等异常情况下依然保持正常工作。
通过调整相关参数,可以进一步增加容错能力,提高系统的可靠性。
3. 数据压缩参数:一沙框架ystable支持数据的压缩功能,可以减少存储空间的占用,提高系统的性能和效率。
调整相关参数可以达到更好的压缩效果。
4. 数据加密参数:为了保护数据的安全性,一沙框架ystable提供了数据加密的功能。
通过设置相关参数,可以对数据进行加密处理,有效防止数据泄露的风险。
5. 数据同步参数:一沙框架ystable支持数据的实时同步,可以保持多节点的数据一致性。
通过设置合适的参数,可以控制数据同步的频率和方式,确保数据在多节点间的正确性和完整性。
以上是一沙框架ystable的一些参数介绍,通过设置这些参数可以根据实际需求来优化系统的性能和功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
實驗九X-Y Table數值控制平台一、實驗題目1.請使用麥克筆與紙在XY平台上繪出菱形2.請使用麥克筆與紙在XY平台上繪出橢圓形3.請使用麥克筆與紙在XY平台上繪出空心的英文字母v4.請使用麥克筆與紙在XY平台上繪出阿拉伯數字55.請使用麥克筆與紙在XY平台上繪出’十’字6.讓平台以快慢快的速度作直線運動7.請使用麥克筆與紙以30秒的時間在XY平台上繪出一條10公分的直線8.請使用麥克筆與紙以60秒的時間在XY平台上繪出一半徑3公分的圓二、實驗目的本實驗在於介紹如何使用NC CODE來控制XY TABLE。
使用NC CODE 來控制XY TABLE是目前常用的一種方式,也是非常簡單的一種方式。
過程中同學將學習到如何編寫NC CODE程式來對XY TABLE進行控制,並熟悉目前NC CODE的一些常用的格式與XY TABLE的控制。
三、實驗儀器XY TABLE 平台步進馬達驅動器與微處理器個人電腦麥克筆與紙四、實驗原理TC-4017(X-Y平台定位模組)控制系統,係一開放迴路控制(OPEN LOOP CONTROL)。
本模組提供使用者操作機台的軟件(SOFTWARE)和微處理器(MICROPROCESS)經過標準通信介面傳輸RS-232-C與個人電腦連線,所以使用者可以在個人電腦上規劃機台(TABLE)移動的路徑和操作方式。
一般稱為編輯NC(數值控制)程式。
這些數據(NC程式)經由個人電腦內RS-232-C傳輸至微處理器。
微處理器內部有CPU(6809系列)和RAM-ROM-I/0介面……等,解讀由RS-232-C收到的串列數據,並且執行機能碼(G-CODE)已經規劃完成的機械移動路徑數學方程式,而使X軸或Y 軸做單軸移動或雙軸同時移動的機械位移。
微處理器每次輸出一個脈衝(PULSE)信號,可以使步進馬達(STEPMOTOR)旋轉1.8degree,所以經由軸連接器連接滾珠導螺桿(BALLSCREW)而驅動滑台(SLIDER)移動,這些驅動機械位移的脈衝信號皆由人為的電氣信號所控制。
模組TC-4017提供使用者一個安全操作機械設備和研習機械與電氣控制整合的環境。
1-1:系統控制方式(OPEN LOOP CONTROL)說明本模組TC-4017係開放迴路控制系統(OPEN LOOP CONTROL),使用個人電腦做NC程式的編輯,經過RS-232-C傳輸至微處理器,執行G-CODE 機能碼的特定軌跡路徑。
系統方塊圖如下列:使用者由軟件的執行檔(X-Y AXIS CONTROL)操作X軸或Y軸的滑台移動,做各種不同的機械位移路徑規劃。
本模組軟件皆由TURBO-C語言規劃和編輯而成的。
在軟件程式結構編寫有三種基本流程提供使用者參考:1.循序結構---指程式編寫時,是依循序前進一個接一個執行指令,直到沒有指令可執行為止。
2.選擇結構---編寫選擇結構是要讓程式具有判斷的功能,選擇合乎條件的程式段來執行。
3.循環結構---為了讓程式能夠反覆執行某一特定的工作,程式必須設計一迴路控制。
當使用者操作軟件做機台位移量控制的時候,必須具備一些機電結合的概念:200 PULSE X1.8°= 360。
= 1 REV =2.5m/m上式可以了解旋轉一圈360°的滾珠導螺桿上所帶動的滑台位移2.5 m/m,因此每一個PULSE驅動滑台的位移量為0.0125m/m=0.01m/m亦稱為機械位移的解析度(RESOLUTION)。
1-2:P C/AT或PC/XT與微處理器之間的通信協定個人電腦和微處理器通信協定如下述 :(1)傳輸速率(BAUD RATE)--------- 2400(2)同位核對(PARITY CHECK)------- (NULL)(3)停止位元(STOP BIT)----------- 1(4)傳送位元(BIT SETS)----------- 8在RS-232-C標準傳輸介面的資料串列輸送互相接線如下 :1-3:軟件(SOFTWARE)控制說明(1)EDIT NC Program ----編輯NC程式檔,此檔提供使用者交談式的NC程式編輯。
(2)X-Y AXIS Control ----此擋為執行機械位移的方式,有(I)寸動位移(2)連續位移方式,和滑台移動速度設定,程式參考點設定……等。
(3)Filename Catalogue----使用者由此檔可以查看檔案內所儲存的NC程式的檔名。
(4)Readme for Operating----使用者由此檔案內可以知道本模組的零組件規格和軟件內部功能鍵的用途。
1-4:微處理器(面板控制操作)說明使用者若是聯接各種背面連接器時,務必將電源開闊(POWER S.W) 往下按(關掉電源)若是與個人電腦聯線工作完成後,RS-232-C的指示燈會一直亮著。
當使用者操作軟件(SOFTWARE)時,選擇總檔案(main meau)的第二項X-Y axis control表示此時由軟件做電腦聯線工作,若是聯線工作完成,則COM.Tx(黃色LED)會開始閃爍。
同時使用者可以由電腦的監視器(MONITOR)上觀察到有二組數據出現X=000.00和Y=000.00,和一組滑台進給率的數據出現FEED RATE=0040 mm/min等。
此刻使用者可以依照操作手冊的步驟執行機台的檢測工作。
2-1:如何使用軟件編輯NC程式使用者必須在主目錄(MAIN MENU)中選擇第一項EDIT NC program,然後進入NC程式的編輯檔內。
使用編輯黨內的功能可分為二類:第一類:編輯新輸入的NC程式;第二類:修改已經存在的NC程式。
這兩類方式最大的差別在於修改已經存在的NC程式中必須呼叫檔案庫(主目錄中第三項FILENAME CATALOG ),依照使用者指定檔名的NC程式會自動依序列出於編輯檔中,然後再修改NC程式。
首先使用者必須了解NC程式編輯檔於畫面顯示的各種功能鍵的應用和各小塊光棒區域警示語句的用途,分別敘述如下:A.N,G,X,Y,R,F----------此列各字母代表意義:N----表示N=01,02,03……..99等N個列。
G----表示輸入G-CODE機能碼代碼,例如G00,G01,G02…..等。
X----表示X軸輸入的數值,例X=001.347 m/m。
Y----表示Y軸輸入的數值,例Y:002.34 m/m。
F----表示滑台移動的進給率(FEEDRATE)。
R----表示圓弧軌跡的半徑(RADIUS)。
B.Diagnostic-----此列含有多塊光棒區域,對於使用者目前填寫進入暫存區的數值(最下端一列)有問題時顯示警告之意,必須更改再次填入。
N值-------表示使用者利用鍵盤上的方向鍵T或J移動光棒於列表區域內(N01,N02…….N99等)。
光棒(Highlight-BAR所指出的位置點(某一列)等於Diagnostic中的N值。
DATA-ERROR-----表示填入暫存區內的X軸移動範圍或是Y軸…..等。
若是超過機台模組控制的軟件所設定的範圍,則會出現DATA-ERROR警示使用者,必須取消已經填入的數值,更改新的數值輸入。
其各項數值範圍如下表:G-CODE.....…G00,G01,G02,G03,G50X-AXIS…...+-200m/mY-AXIS.........+-60m/mR-(RADIUS).....2<R<100m/mF-(FEEDRATE)...10<F<600m/m若填入數值超過以上所列範圍,電腦會自動顯示DATA-ERROR,必須取消原先填入的數值(請按ESC取消已經在暫存區內某項的數值)。
N=HL - BAR ----- 表示使用者利用鍵盤上的方向鍵來移動光棒(HL-BAR)選擇所需要的N值。
以便做新的NC程式編輯或移動光棒至所需要修改的NC程式中的那一列以便修改NC程式。
C.NC-FILENAME--表示NC程式需要一檔名(限12個英文字之內,不必有副檔名)以利NC程式儲存或呼叫,所以當使用者新建立 NC程式的時候,按F5後在暫存區內會出現INPUT檔名,若鍵入新建立NC程式的檔名後,在NC-FILENAME之空格區會出現檔名。
D.NC-FILE(OP/CL)----表示目前列表區域內之NC程式檔是OPEN或CLOSE中,使用者必須於FILEOPEN時才能夠輸入新的NC程式或修改。
使用者明瞭上述編輯檔的各項功能鍵後,能夠自行操作本軟件而做下列二項工作:甲、建立新的NC程式首先按F5:EDIT後,在DIAGNOSTIC區域內最下端一列會出現INPUT:______,請輸入使用者希望的檔名(限12個英文字之內,不必有副檔名),再依照下列流程處理:如此依序建立NC程式於列表區域(N01,N02,N03……N99等)。
再利用SAVE(儲存)指令儲存NC程式於磁片中做永久保存,或再次呼叫出來於列表區域內做修改NC程式用。
乙、修改NC程式丙、當使用者希望更改某些機械位移的軌跡而必須修改NC程式的某一列或數列NC程式的時候。
首先必須找出此NC程式的檔名,然後按F3:LOAD輸入此檔名則編輯檔的列表區域內會自動列出此NC程式全部的程式。
使用者利用HL-BAR移動光棒尋找需要更改或取消的那列程式,再由FUNCTION KEY執行(1)取消(F8:DELETE)或 (2)插入(F7:INSERT)新鍵入的一列NC程式………等。
2-2:如何使用軟件操作X軸和Y軸●注意:將微處理器經由RS-232-C與個人電腦聯線完成後,才能夠執行主目錄(MAIN MENU)中的第二項X-Y AXIS CONTROL。
使用者於主目錄中鍵入"2"項(X-Y AXIS CONTROL)電腦會自動執行聯線工作,若是聯線工作完成,即刻在個人電腦監視器(MONITOR)上會自動顯示出: X=000.00m/mY=000.00m/mF=0040.m/m此X軸參考點數值和Y軸參考點數值及F數值(滑台移動速率)皆由微處理持續地傳送(經由RS-232-C介面傳輸)給個人電腦而在監視器上顯示出來,若是使用者在個人電腦上利用方向鍵而驅動滑台(鍵入新的X軸或Y 軸位移數據經由RS-232-C傳送給微處理器)。
這時刻微處理器接到此數據時,依照內部韌體(HARDWARE)程式判斷是否能夠有效執行的數據而加以處理,一方面驅動步進馬達而移動滑台,另一方面將此可以接受的數據傳迴給個人畫腦由監視器上顛示出X=010.32m/mY=010.34m/m表示X軸已經由X=000.00m/m移動10.327而Y軸亦往正的軸向移動10.347 m/m等。
X軸和Y軸在本模組軟件驅動上可分為三類:(l)寸動控制(SINGLE CONTROL)(2:連續控制(CONTINUE CONTROL)(3)執行NC程式控制等。