Q550D钢板的焊接性分析与研究
Q550d,Q550c钢板,Q550d化学性能
Q550D是种低合金高强度结构钢,按3274-2007/1591-2008简介Q550d是一种低合金高强度结构钢。
Q550d不仅是高强度钢,它还是低碳钢。
只是它的抗拉强度提高了一点,Q420的抗拉强度是q420N/MM^2而Q550d的抗拉强度是Q550N/MM^2,由于它的含碳量低不能调质等处理,还是无法加工轴,齿轮等工作。
但它做成钢板是很好的,强度比Q235高多了。
Q420C具有高的强度,良好的抗疲劳性能;高韧性和低的脆性转变温度;良好的冷成型性能和焊接性能;具有较好的搞腐蚀性能和一定的耐磨性能。
用途Q550d适应于电力铁塔、各类起重吊车、重型汽车、石油井架、高温风机、大型电铲、自卸车及钻机、煤矿液压支架、钢结构等Q550d简介化学性能拉松试验常用规格牌号:AH60A/AH60B/AH60C/AH60D/AH70A/AH70B/AH70C/AH70D/AH70DB/Q370C/Q370D/Q3 70e/Q390C/Q390D/Q390e/Q420C/Q420D/Q420e/Q460C/Q460D/Q460e/Q500C/Q500D /Q500e/Q550C/Q550D/Q550e我公司是一家股份制有限公司,可为用户提供各种材质、规格的锅炉板、容器板、高强板、45#钢、普碳低合金、低合金板等现货资源;定轧各种材质、规格的高建钢、Z向钢、高建Z向钢、管线钢、高强度低合金、锅炉板、容器板、45#钢、桥梁板、造船板、普板、低合金板、热轧卷板;冷轧卷板等安阳钢铁集团有限公司产品。
规格:品名材质规格价格可供量产地库存地高强板 13663 07 继续拨 3071 安钢安阳高强板 Q550C 20 电议 45.106 安钢安阳高强板 Q550C 25 电议 18.121 安钢安阳高强板 Q550C 30 电议 7.24 安钢安阳高强板 Q550C 35 电议 45.106 安钢安阳高强板 Q550C 40 电议 18.121 安钢安阳高强板 Q550C 45 电议 45.106 安钢安阳高强板 Q550C 50 电议 17.156 安钢安阳高强板 Q500e 15 电议 7.24 安钢安阳高强板 Q500e 20 电议 45.106 安钢安阳高强板 Q500e 25 电议 18.121 安钢安阳高强板 Q500e 30 电议 7.24 安钢安阳高强板 Q500e 35 电议 45.106 安钢安阳高强板 Q500e 40 电议 18.121 安钢安阳高强板 Q500e 45 电议 45.106 安钢安阳高强板 Q500e 50 电议 17.156 安钢安阳高强板 Q500D 15 电议 7.24 安钢安阳高强板 Q500D 20 电议 45.106 安钢安阳高强板 Q500D 25 电议 18.121 安钢安阳高强板 Q500D 30 电议 7.24 安钢安阳高强板 Q500D 35 电议 45.106 安钢安阳高强板 Q500D 40 电议 18.121 安钢安阳高强板 Q500D 45 电议 45.106 安钢安阳高强板 Q500D 50 电议 17.156 安钢安阳应用前景主要应用于重要的(低温)高强度结构件、工程机械、矿山钢结构件等。
首钢50mm厚Q550D钢板焊后热处理研究
低 碳 贝 氏体 钢 Q 5 D 被 广 泛 应 用 于 工 程 机 50
度 ,本 文 主要 讨 论 了焊 后 热 处 理 制 度 对 首 钢 5 O
械行 业 。为保 证工 程 机械 的使 用安 全 ,不但 需要 母 材 性能 达 到设计 要求 ,而且 对焊 接接 头 的性 能 要求 也非 常严 格 。
首 钢 5 0mm 厚 Q50 钢 板 焊 后 热 处 理 研 究 5D
张
摘 要
熹 董现春 陈延清 章
( 术研 究 院) 技
军
研究了低碳贝 氏体 Q 5 D钢板粗 晶区冲击性能随 t 的变化规 律 ,发 现粗晶 区在进行 焊后热处理 50
时存在 2个脆化温度 区间及在 5 0o 附近进 行焊后热处理时具有较高 的冲击性能 ,从 而确定 了首钢 5 i 0 C 0ml l 厚 Q 5 D钢板 的最佳焊后热处 理制 度为 5 0o 50 2 C×15h . 。
p s edh a t a e t ei f S 0 . ot l et r t n g o 5 D w e m r me Q K yWod l ab n a i te,Q S D,p s e etram n e rs o c ro ,bi t s l S O w ne e ot l h a t t e t w d e
关键词 低碳 贝氏体钢 Q 5 D 焊后热处理 50
S ud n Po t l H e tTr a m e gm e o w t y o swed a e t ntRe i fLo
Cab nBant te 5 D r o ii Se l e Q5 0
Z HANG DONG Xin h n CHEN Ya qn Z Xi a cu n ig HANG J n u
q550焊接工艺论文
液压支架结构用Q550低合金高强度钢板焊接工艺研究液压支架结构用Q550低合金高强度钢板焊接工艺研究1.引言长期以来,我国液压支架一直广泛采用16Mn、27SiMn等普通钢板。
随着高产高效矿井建设的不断发展,对综采设备的生产能力和可靠性要求越来越高,支架向着大配套、大工作阻力、高可靠性方向发展。
支架结构制造所用材料的升级换代已势在必行。
目前主要材料将以65=450~700MPa级的不同等级低合金钢逐步取代16Mn。
同时,对焊接材料、制造工艺也有更高要求。
而且,支架多为焊接结构件,所选材料除了具有较高的强度外,还应具备较好的焊接工艺。
由于高强钢存在缺口敏感性,表现为焊接件易出现断裂、开焊等缺点,采用怎样的焊接工艺才能保证支架的强度,我们对此结合我厂情况从母材分析、焊前准备、焊接材料、焊接工艺及焊后热处理等方面进行分析探讨。
决定试用Q550低合金高强度钢代替16Mn、27SiMn。
2.Q550低合金高强度钢的材料性能Q550低合金高强度钢是一种可焊接的低碳工程结构用钢。
其含碳量通常小于0.25%,在碳钢的基础上,改善钢的性能,在冶炼时加入一些合金元素Mn、Si、Ni、Ti、V、Al、Nb等元素,Mn、Si 提高了钢的强度,Al、Ti、V、Nb细化了晶粒,增加了钢的韧性。
比普通碳素结构钢有较高的屈服点σs或屈服强度σ0.2(30~80kgf/mm2)和屈强比σs/σb(0.65~0.95),较好的冷热加工成型性,良好的焊接性,较低的冷脆倾向、缺口和时效敏感性,以及有较好的抗大气、海水等腐蚀能力。
其合金元素含量较低,一般在2.5%以下,在热轧状态或经简单的热处理(非调质状态)后使用;因此这类钢能大量生产、广泛使用。
各发达工业国家的低合金高强度钢产量约占钢产量的10%。
3.焊接性能分析Q550为低合金高强度结构钢,其含碳常量小于0.25%,易于热加工焊接。
可以改善焊接性能,提高焊接质量和焊接强度。
常温焊接时有明显的淬硬倾向,热影响区容易形成硬而脆的马氏体组织,塑性和韧性下降,耐应力性能恶化,泠裂纹倾向增加,同时为防止产生裂纹,焊接过程中应严格保持低氢条件,为此焊接材料应严格脱脂,采用气体保护焊,如气体含有水分过多,则应进行干燥处理。
Q550D卷板贝氏体高强钢与Q550D薄板焊接
Q550D卷板贝氏体高强钢与Q550D薄板焊接随着工程机械技术的发展目前大多采用抗拉强度在600MPa以上的高强钢或者超高强钢来作结构材料。
近年来高强钢和超高强钢的国产化进程逐渐加快。
安钢集团也开发了屈服强度大于550MPa的低碳调质高强钢—Q550D卷板贝氏体钢,其抗拉强度大于640MPa采用控轧控冷加离线调质工艺生产,基体组织为贝氏体,集高强度、高韧性和优异焊接性于一体,可满足GB/T 16270—2009高强度结构用调质钢板》标准的要求。
气体保护焊是大批量生产常用的焊接方法,尤其是混合气体保护焊具有生产效率高、焊接质量好、操作简单灵活、焊缝韧性高等优点,因此Q550D卷板钢板也多采用此方法焊接。
焊接接头强度是焊接结构承载能力的基本保证,其中焊缝与母材强度匹配对焊接接头性能有重要影响,对此也存在两种不同的观点,其一是在保证焊缝金属塑性、韧性的前提下,应适当选用屈服点较高的焊缝金属,即高强匹配观点;其二是重点保证焊缝韧性或塑性的基础上,其强度与母材相比可适当降低,即低强匹配。
开展接头强度匹配的研究对于焊接构件的强韧性设计和安全评定具有重要的理论和实际意义。
为此,采用混合气体保护焊和两种不同焊丝对该钢进行低强匹配和高强匹配焊接,研究了强度匹配对焊接接头性能的影响,以期为该钢种在不同应用场合下焊接材料的选择和焊接工艺优化提供参考依据。
Q550D卷板钢化学成分a、型材及棒材P、S含量可提高0。
005%,其中A级钢上限可为0。
045%。
b、当细化晶粒元素组合加入时,20(Nb+V+Ti)W0。
22%,20(Mo+Cr)V0。
30%。
Q550D卷板钢力学性能a、当屈服不明显时,可测量RpO。
2代替下屈服强度。
b、宽度不小于600 mm扁平材,拉伸试验取横向试样,宽度小于600 mm的扁平材、型材及棒材取纵向试样,断后伸长率最小值相应提高1%(值),厚度>250 mm~400 mm的数值适用于扁平材。
结论(1)、采用气体保护焊焊接Q550D钢板时,用低强匹配的GHS-60焊丝无需预热即可得到无冷裂纹的焊接接头;而用高强匹配的GHS-70焊丝需要,预热温度到80℃以上才可避免冷裂纹的产生。
液压支架Q550D 低合金结构钢的焊接

Welding Procedure of Q550D Low Alloy Structural Steel on
Hydraulic Frame work
YANG Dao - he
( Electromechanical Equipment Company , Huaibei Mining Industry Group , Huaibei 235000 , China)
根据碳当量法 ,当母材 WcE ≥0. 45 %时 ,应适当 预热 。由于支架结构件板材较厚 ,强度级别较高 ,为 保证受热均匀 ,部件装配 、点组后 ,应采取整体预热 方式进行预热 ,预热温度 150 ℃~200 ℃。结构件焊 前预热有防止裂纹 、降低焊缝及热影响区冷却速度 、 减少应力的作用 ,预热后进行及时焊接 。焊接时层 间温度控制在 120 ℃~150 ℃。 4. 3 焊接工艺参数的确定
热处理后焊缝表面及工件表面的飞溅物应打磨清理结束语制定工艺时必须考虑下列工艺措施板材的切割面的氧化渣在焊接前必须清除干净坡口两侧50mm范围内应严格除去水采用小的线能量多层多道焊有利于细化晶粒提高韧性第一道焊缝需用小直径的焊丝及小的焊接电流以减少母材在焊缝中的金属比例支架结构件在焊接过程中产生的缺陷与焊接材料因素有关为保证焊接过程的低氢条件定位焊焊条及焊接焊丝应进行脱脂保护气体应进行干燥处理q550d强度级别较高结构件焊前应预热焊后应进行热处理以改善热影响区的组织与力学性能消除残余应力提高结构件长期使用的质量稳定性和工作的安全性热处理后焊缝表面及工件表面的飞溅物应打磨清理焊接速度cms线能量kjcm保护气体co2992803603335焊后热处理及打磨焊后热处理的目的是为消除焊接内应力提高构件的尺寸稳定性增强抗应力腐蚀改善接头组织及力学性能提高结构长期使用的质量稳定性和工作的安全性等
Q550CFD低焊接裂纹敏感性高强度钢板

0.28
0.30
五、Q550CFD机械性能
Q550CFD的力学性能和工艺性能能应符合下表规定:
Q550CFD力学性能要求(适用于横向)
牌号
拉伸试验
弯曲试验
夏比V型冲击试验
上屈服强度
抗拉强度
断后伸长率
弯曲1800
温度
冲击吸收能量
厚度≤50
50-100
Q550CFD
550
530
670-830
16
q550cfd是低焊接裂纹敏感性高强度钢板规定厚度在5mm100mm之间主要用于制作对焊接性要求高的水电站压力钢管工程机械铁路车辆桥梁高层及大跨度建筑执行标准
Q550CFD低焊接裂纹敏感性高裂纹敏感性高强度钢板,规定厚度在5mm-100mm之间,主要用于制作对焊接性要求高的水电站压力钢管、工程机械、铁路车辆、桥梁、高层及大跨度建筑,执行标准:YB/T4137-2013.
钢板的名称由代表屈服强度“屈”字的汉语拼音首字母Q、规定的屈服强度数值、国际上代表低焊接裂纹敏感性的英文字母(CF)、质量等级(C、D、E)四个部分组成
二、Q550CFD尺寸、外形、重量及允许偏差
钢板的尺寸、外形、重量及允许偏差应符合GB/T709的规定。
经供需双方协议,也可供应其他尺寸、外形及允许偏差的钢板
Q550CFD化学成分要求
C
Si
Mn
P
S
Cr
Ni
Mo
V
Nb
Ti
B
≤0.09
≤0.5
≤2.0
≤0.018
≤0.01
≤0.8
≤1.8
≤0.7
≤0.1
≤0.12
≤0.05
Q550D室温焊接实验报告

Q550D室温焊接实验报告实验:山东鲁南装备制造2021年3月一实验目的验证Q550D钢板室温焊接抗拉强度、伸长率是不是合格、30倍显微镜观看有无微观焊接裂纹二实验标准(1)《GB/T 2651-2020 焊接接头拉伸实验方式》(2)《GB/T228-2002金属材料室温拉伸实验方式》(3)《GB 4675.1-1984 焊接性实验斜Y型坡口焊接裂纹实验方式》三实验参数及实验结果1.母材:Q550D δ=30低合金高强度结构钢;交货状态:淬火+回火;炉号:14T-004272-03 30*3000*113002.焊机:DX-600G CO2/MAG焊机3.焊丝:JL-70M Ø1.2金属粉芯焊丝4.焊工:熟练焊工操作5.温度:10℃;湿度:50%6.焊接方式:多层多道焊(拉伸实验);单道焊(焊接裂纹实验);焊后530℃+50min回火(1)第一组:富氩气爱惜焊(80%Ar+20%CO2)室温焊接拉伸实验结果(表1)表1 富氩气爱惜焊(80%Ar+20%CO2)室温焊接拉伸实验结果(2)第二组:CO2气爱惜焊室温拉伸焊接实验结果(表2)表2 CO2气爱惜焊室温焊接拉伸实验结果(3)第三组:斜Y型坡口焊接裂纹实验结果表3 斜Y型坡口焊接裂纹实验结果四实验结论(1)该Q550D钢板采纳富氩气室温焊接抗拉强度与伸长率合格,能够不预热焊接,但要焊后回火(2)该Q550D钢板采纳二氧化碳气室温焊接抗拉强度与伸长率合格,能够不预热焊接,但要焊后回火(3)二者对斜Y型坡口焊接裂纹实验式样切片30倍放大显微镜下观看均无焊接微观裂纹(4)富氩气焊接抗拉强度高于二氧化碳气焊接抗拉强度35MPa,性能更优。
Q550D高强度钢板组织及焊接性能分析

收 稿 日 期 =2017 -0 2 -2 8 作 者 简 介 :朱 晓 丽 (1988 - ) , 女 ,内 蒙 古 赤 峰 市 人 ,助 理 工 程 师 ,现 从 事 金 相 检 测 工 作 。
42
包钢科技
第 43卷
行 分 析 研 究 ,为 其 在 焊 接 领 域 的 广 泛 应 用 提 供 指 导 。
有 裂 纹 的 产 生 。 同 时 斜 Y 坡 口 焊 接 裂 纹 试 验 表 明 对 于 20 m m 厚 Q 550D 钢 板 ,在 不 预 热 条 件 下 焊 接 ,两 组 试 样 表 面
裂纹率和断面裂纹率均为零。
关 键 词 :Q550D;焊 接 ;宽厚板;显微组织
中 图 分 类 号 :T G 115.6
Key words:Q550D;welding;wide and thick plate;microstructure
Q550D 是一种微合金低碳贝氏体钢,具有强度 高 、韧性好、耐 磨 、耐腐 蚀 、低温韧性、加工性能和焊 接性能优良等特点,广 泛 应 用 于 工 程 机 械 、煤矿机 械 、造船和钢结构等领域[1_6]。但 由 于 Q550D 使用 环境恶劣,加 之 Q550D 在 生 产 过 程 中 板 形 难 以 控
(1. CSP Plant of Steel Union Co. Ltd. of Baou 014010, Monggol, China ; 2. Sales Co. of Steel Union Co. Ltd. of Baotou Steel ( Group) Corp. yBaotou 014010 ^Nei Monggol yChina)
1 成分设计与轧制工艺流程
摘 要 :包 钢 通 过 成 分 优 化 和 轧 制 工 艺 的 优 化 研 制 了 工 程 机 械 用 高 强 度 钢 Q550D。通 过 热 影 响 区 最 高 硬 度 、插销试 验 、斜 Y 坡 口 焊 接 裂 纹 试 验 对 Q550D 高 强 度 钢 的 焊 接 性 能 进 行 分 析 ,研 究 结 果 表 明 :Q 550D 钢 板 热 影 响 区 最 高 硬 度 (HV10 ) 为 297。 插 销 试 验 结 果 表 明 ,在 中 等 拘 束 条 件 下 ,采 用 HS - 7 0 焊 丝 焊 接 20 m m 厚 Q550D钢 板 ,不预热没
Q550D
为8 0~1 2 0 t ,工作 幅度 为 2 0— 2 5 m。在 1 1 0 0 M W
o n t h e c h e mi c a l c o m p o s i t i o n a n d m e c h a n i c a l p e r f o r m a n c e o f Q 5 5 0 D s t e e l , a n l a y z e s t h e ma n u f a c t u r i n g a n d w e l d i n g t e c h n o l o — g i e s o f Q 5 5 0 D f o r g i n g p i e c e s , a n d p u t s f o r w a r d c o r r e s p o n d i n g s o l u t i o n s f o r p r o b l e m e x i s t i n g i n f o r g i n g a n d w e l d i n g , p r o v i —
近年 来 ,随 着 我 国 电力 建 设 的 快 速 发 展 ,火
参 数来 达 到 ,实 现 途 径 以 产 品 整 体 创 新 为 前 提 , 以新 技 术 新 工 艺 为 依 托 。对 于 塔 身 而 言 ,可 通 过 增 大塔 身 的 截 面 尺 寸 ,选 用 更 大 规 格 的 钢 管 或 增 加 钢管 的壁 厚 ,也 可 以 1 0 0~1 2 0 t 塔 机 的塔 身 为 基础 提 高 材 料 等 级 来 实 现 ,前 2项 措 施 存 在 自重 增 加较 多 ,需要 重新 设 计 工 装及 运 输 超 限 等 问题 ,
风 能 力强 、 自重 轻 等 特 点 ,完 全 适 应 近 期 国 内最 大型单 机 1 0 0 0~1 1 0 0 Mw 及 其 以 下 火 电机 组 建设 。
Q550钢板焊接工艺分析

Q550钢板焊接工艺分析近年来国家在矿山工程建筑中对Q550钢的应用越来越多,那么我们对它的技术要求也就需要更加细致的研究。
以下就是我们对Q550钢板的一系列实验分析,而且制定出了相应的焊接工艺。
标签:Q550钢;实验分析;焊接1 对钢材的力学性能和化学成分进行分析通过收集整理资料我们得到了试验室选用的Q550D钢的化学成分和力学性质,而后作成表格如表1和表2:从上面表格中我就可以看出Q550系列刚的化学成分中有很多微量元素,且占得比例还是相当可观的。
2 实验时采用的焊接材料按照国家标准规定《气体保护电弧焊用碳钢、低合金钢焊丝》中ER69-1,直径1.2.的实心焊丝,可以保证焊接时焊缝的高强度和良好的机械性能。
通过查阅资料得出了所用焊丝的化学成分和拉伸试验要求。
如表3、表4:通过以上表格,我们就可以清晰的看到焊丝中的化学成分及其拉伸要求,这样就能根据要求制定出相应的焊接方法。
3 焊接的方式方法(1)对坡口形式的焊接。
根据以前的实验研究,钢板的焊接口会有很多种形式,但是具体情况具体分析,我们根据所采用的保护气体的特点来选择相应的焊接口形式。
通过讨论研究,大家一致认为这种情况采用单边的V型破口进行焊接是最合适的,与此同时就需要制定相应的焊接措施;(2)坡形焊接口的工艺参数。
按照国家标准,再通过查阅相关资料得到了所需的工艺参数:对焊接速度的要求是22-26cm/min,对焊接电压的要求是30-32V,对填充盖面的要求是240-260A的电流,进行打底焊接的电流是230A-250A,二氧化碳的流量是15-20L/min。
通过以前对焊接的学习可知道,手工焊接形式有平焊、点焊、斜焊等,这几种情况都可以使用于坡口形式的焊接中。
在焊接时先进行加热,对焊接口加热到一定程度在进行焊接,焊接完后进行有效的保温措施会得到很好的焊接质量的,如还有更高要求的可以进行退火或者调制热处理等措施,会有更加好的效果;(3)焊接的装置。
q550

Q550D 回火工艺试验近段时间经过摸索对Q550D高强度钢走TMCP+T工艺,处理13块一次性合格,验证了该工艺的可行性。
为了更好的摸索回火工艺,找出适合生产的最佳回火温度和回火时间。
采用对比分析试验以下是同一块钢板同一取样位置的试样按照不同的回火温度,在相同的保温时间内,电热炉试验数据:第一套方案:不同回火温度,相同保温时间:回火试验方案编号回火温度/℃回火时间/min1 520℃ 1002 560℃ 1003 600℃ 1004 640℃ 1005 680℃ 1006 720℃ 100一、性能结果如下:试样状态钢种厚度屈服抗拉伸长冲击冲击冲击热轧 Q550D 25 500 695 19 261 297 312520℃ Q550D 25 585 665 21 2 82 280 266560℃ Q550D 25 630 665 21 3 41 306 300600℃ Q550D 25 590 685 18.5 226 253 258640℃ Q550D 25 595 670 20 2 60 204 254680℃ Q550D 25 605 680 22.5 203 206 228720℃ Q550D 25 490 680 22 297 306 276二、钢板回火后光谱成分:试样状态 C Si Mn P S Als V Ti Ni Mo Nb热轧 0.073 0.36 1.58 0.01 0.002 0.032 0.051 0.015 0.075 0.177 0 .049520℃ 0.071 0.35 1.54 0.008 0.001 0.03 0.05 0.014 0.072 0.1740.044560℃ 0.082 0.37 1.61 0.01 0.001 0.034 0.051 0.017 0.075 0.179 0.054600℃ 0.061 0.36 1.57 0.009 0.001 0.029 0.05 0.015 0.074 0.173 0.047640℃ 0.059 0.35 1.55 0.008 0.001 0.03 0.05 0.014 0.075 0.17 0.044680℃ 0.074 0.34 1.59 0.011 0.001 0.028 0.053 0.014 0.065 0.161 0.052720℃ 0.064 0.33 1.53 0.01 0.001 0.028 0.052 0.013 0.064 1.55 0.045平均值 0.069 0.305 1.57 0.009 0.001 0.03 0.051 0.015 0.071 0.3690.048三、钢板回火前后性能分析:从上图看出,回火后的屈服强度较热轧,整体大幅度上升,回火温度560,其屈服强度最高,回火温度720屈服强度降到最低。
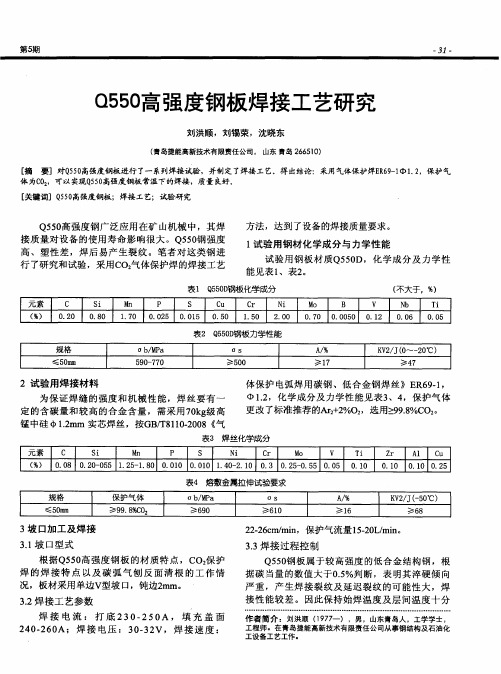
Q550D钢板焊接工艺研究

难焊接材料, 冷裂纹敏感性高, 钢的焊接性差, 焊
接难度大。 钢板的力学性能见表 2。
表 2 Q550D 钢板力学性能
屈服强度 ReL /MPa
538
抗拉强度 Rm /MPa
650
伸长率 (%) 20.5
冲击吸收功 AKV /J (-20 ℃)
49, 65, 59
20° 20°
6.3 翼形表面
20°
R15
R15 2 图 1 固定导叶坡口图
由于本公司第一次采用 Q550D 钢板, 作为新型 材料对其进行分析并选择相应焊接材料, 钢板化学成 分见表 1。
收稿日期: 2018-09-28
1 焊接工艺评定
针对 Q550D 钢板的焊接特性, 按照 ASME 第Ⅸ
卷中的相关规定进行工艺评定试验, 制订 Q550D 钢
26~28
17.3~21.4
200~240
24~28
15.1~31.3
200~240
24~28
15.1~32.6
210~260
25~30
15~30.3
热输入 /(kJ·cm-1) 18.82~22.28
12.01~28.36
11.46~26.75
12.20~27.94
试板焊 接 退 火 后 按 照 ASME 标 准 进 行 试 件 的 制 备, 共制作 20 支拉伸试样 (2 组拉伸)、 24 支侧弯试 样 (4 组侧弯)、 12 根冲击试样, 工艺评定合格的焊 接接头力学性能试验结果详见表 5。 由表 5 可知, 焊 接接头的力学性能达到预期目标, 根据 ASME 标准判 定 GM90 实心气保焊焊丝用 φ (Ar)80%+φ(CO2)20% 混合气体保护焊接 Q550D+Q550D 的钢板所获得的接
1 700 MPa级超高强钢和Q550D高强钢异种接头组织性能研究
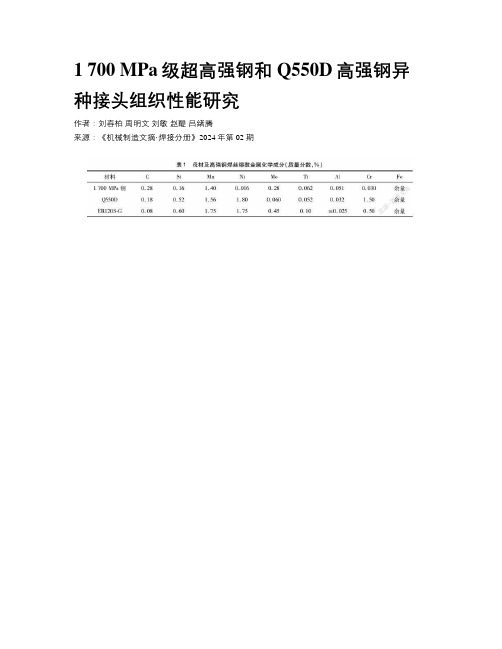
1 700 MPa级超高强钢和Q550D高强钢异种接头组织性能研究作者:刘春柏周明文刘敏赵醍吕绪腾来源:《机械制造文摘·焊接分册》2024年第02期摘要:通過采用MAG熔焊方法并选择合适的高强钢焊丝,进行1 700 MPa级超高强钢和Q550D高强钢板的异种焊接,得出了最佳焊接工艺参数,并对焊接机头进行了组织及力学性能试验。
结果表明,异种焊缝组织主要由羽毛状的下贝氏体组成,在焊态焊缝组织中没有发现马氏体组织;而在1 700 MPa级超高强钢的熔合线附近一侧,发现大量沿熔合线垂直生长的板条马氏体组织;力学性能测试表明,焊接接头性能满足生产使用要求,为超高强钢的应用提供了试验依据。
关键词: 1 700 MPa级超高强钢;Q550D高强钢;MAG焊;组织性能中图分类号:TG 47Research on the microstructure and properties of dissimilar joints between 1 700 MPa grade ultrahigh strength steel and Q550D high strength steelLiu Chunbai1,Zhou mingwen1,Liu min1,Zhao Ti1,Lü Xüteng2(1. China First Automobile Group Corporation, Changchun 130013,China;2. Harbin Institute of Technology, Harbin 150001,China)Abstract: By using MAG fusion welding method and selecting appropriate highstrength steel welding wires, the optimal welding process parameters were obtained for dissimilar welding of 1 700 MPa grade UHSS (ultrahigh strength steel) and Q550D highstrength steel plate. The microstructure and mechanical properties of the welding head were tested. The results show that the microstructure of dissimilar welds is mainly composed of feathery lower bainite, and no martensite structure was found in the welded weld microstructure; On the side near the fusion line of 1 700 MPa grade ultrahigh strength steel, a large amount of lath martensite was found growing vertically along the fusion line; Mechanical performance tests have shown that the performance of welded joints meets production and usage requirements, providing experimental basis for the application of ultrahigh strength steel.Key words: 1 700 MPa grade ultrahigh strength steel; Q550D highstrength steel; MAG welding; organizational performance0前言1 700 MPa级超高强钢(UHSS)板是一种专门用于制造防护装备的高强度低合金钢板[1]。
Q550钢板焊接工艺分析
Q550钢板焊接工艺分析作者:霍雷来源:《山东工业技术》2015年第18期摘要:近年来国家在矿山工程建筑中对Q550钢的应用越来越多,那么我们对它的技术要求也就需要更加细致的研究。
以下就是我们对Q550钢板的一系列实验分析,而且制定出了相应的焊接工艺。
关键词:Q550钢;实验分析;焊接1 对钢材的力学性能和化学成分进行分析通过收集整理资料我们得到了试验室选用的Q550D钢的化学成分和力学性质,而后作成表格如表1和表2:从上面表格中我就可以看出Q550系列刚的化学成分中有很多微量元素,且占得比例还是相当可观的。
2 实验时采用的焊接材料按照国家标准规定《气体保护电弧焊用碳钢、低合金钢焊丝》中ER69-1,直径1.2.的实心焊丝,可以保证焊接时焊缝的高强度和良好的机械性能。
通过查阅资料得出了所用焊丝的化学成分和拉伸试验要求。
如表3、表4:通过以上表格,我们就可以清晰的看到焊丝中的化学成分及其拉伸要求,这样就能根据要求制定出相应的焊接方法。
3 焊接的方式方法(1)对坡口形式的焊接。
根据以前的实验研究,钢板的焊接口会有很多种形式,但是具体情况具体分析,我们根据所采用的保护气体的特点来选择相应的焊接口形式。
通过讨论研究,大家一致认为这种情况采用单边的V型破口进行焊接是最合适的,与此同时就需要制定相应的焊接措施;(2)坡形焊接口的工艺参数。
按照国家标准,再通过查阅相关资料得到了所需的工艺参数:对焊接速度的要求是22-26cm/min,对焊接电压的要求是30-32V,对填充盖面的要求是240-260A的电流,进行打底焊接的电流是230A-250A,二氧化碳的流量是15-20L/min。
通过以前对焊接的学习可知道,手工焊接形式有平焊、点焊、斜焊等,这几种情况都可以使用于坡口形式的焊接中。
在焊接时先进行加热,对焊接口加热到一定程度在进行焊接,焊接完后进行有效的保温措施会得到很好的焊接质量的,如还有更高要求的可以进行退火或者调制热处理等措施,会有更加好的效果;(3)焊接的装置。
Q550高强度钢板焊接工艺研究
3 一 ■ 技术 交流 2
一
2 和 设 石1 化工 备 0 油
2 年第 1 卷 5
重要 ,要 求 Q5 O 板 焊 接 必 须入 加 热 炉 进行 焊 前 5钢 预 热 ,预 热温 度 102 0 ,且 焊接 过 程 中应 连 续 5 .0 ℃
后 需 采 用 整 体 消 除 内应 力 热 处 理 ,要 求 严 格 控 制 保温 温 度在 5 05 0 ,保温253 。 4 —6 ℃ ..h
不问断监测层间温度 ,若低于10 0 ℃时,应用氧 乙 炔 预 热至 要求 温度 。 3 . 4焊接设备
使 用松 下K 0A O 气体 保护 焊机 。 R50 C
为避 免后续取样 时取 到缺 陷位置 ,试板焊后 根 据 J / 4 3 .—0 5《 压 设 备 无损 检 测 第 3 B T 7 032 0 承 部 分 :超 声检 测 》 的要 求 ,应 进 行 10 0 %超 声 检 测 , I 级合 格 。 5试样制备及实验 数据
试 验 制 备按 国家 标 准 进 行 制 备 。 拉伸 试 样 按 GBT 2 .0 2 《 属材 料 室 温 拉伸 试 验 方法 》 , /2 82 0 金 弯 曲试样 按GBT 3.0 0 《 属 材 料 弯 曲试 验 方 /2 22 1 金 法 》 ,冲 击试 样 按GB T 2 —0 7 《 属 材料 夏 比 / 2 92 0 金
摆 锤冲 击试 验方 法 》 。试 验 结果见 表5 。
4 焊后热处理及 无损检测
这 种 板 材 在 焊 接 过 程 中焊 缝 金 属 及 热 影 响 区 容 易 生 成 硬 组 织 ,硬 度 增 加 ,还 会 产 生焊 接 残 余 应 力 , 同时 焊 缝 中也 溶 入 了一 定量 的氢 , 为进 一 步 消 除 焊 接 残 余 应 力 , 恢 复 焊接 接 头 的 塑性 、韧 性 ,改 善 钢 材 的力 学 性 能 ,尽 可 能将 氢 消 除 ,焊
Q550低合金板结构件的焊接工艺5页word文档

Q550低合金板结构件的焊接工艺目前,大型机械设备如煤矿机械设备、重型车辆、工程机械、港口机械等在使用过程中承受动、静载荷,同时有应力腐蚀现象,为保证此类产品有足够的强度及良好的使用性能该类产品大多采用高强板进行加工制作,在产品的制作过程中高强板的焊接质量的决定着制造的产品质量。
下面结合我厂产品制造中Q550低合金高强板使用情况,对Q550板的成份、焊接性能、焊接材料及焊接工艺等方面分析说明。
1 材料的化学成分分析Q550合金钢是在碳钢基础上,为改善钢的性能,在冶炼时加入一些合金元素,提高了钢的强度;细化了晶粒,增加了钢的韧性,改善钢的性能。
2 焊接性能分析钢材焊接性能的好坏主要取决于它的化学组成而其中影响最大的是碳元素,含碳量越高,可焊性越差,按照碳当量推荐的计算公式Q550碳当量:C当量=[C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]*100%0.18+0.6/6+(0.8+0.3+0.12)/5+(0.8 +0.8)/15=0.63%Q550碳当量大于0.45%,焊接时有较明显的淬硬倾向大,热影响区容易形成硬而脆的马氏体组织,塑性和韧性下降,耐应力腐蚀性能恶化,冷裂纹倾向增加,因此焊接时需要较小的热输入量。
焊接热输入量过高,会导致热影响区性能降低;同时为防止产生裂纹,焊接过程中应严格保持低氢条件,为此焊接材料应严格脱脂,采用CO2气体保护焊,如CO2气体中水分过多,则应进行干燥处理。
3 焊接材料选择在焊接结构件的过程中,保证产品质量的首要条件是合理选择焊接材料及焊接工艺。
熔池金属是由母材金属和焊接材料在高温液态下共同组成的,成分偏析在发生物理反应的熔渣与金属之间产生,由于合金元素的氧化、还原、蒸发等,在热影响区内,会改变金属化学成分、金相组织和力学性能,例如,影响焊缝力学性的气孔是由熔入与析出氧、氮、氢等杂质造成的,并且热裂是由于纹熔池结晶时的成分偏析及结晶方式导致的,这些均在在成分偏析之后的凝固结晶过程中形成。
Q550D钢板
Q550D钢板化学成分牌号CMnSiPSAl其它Q550D≤0.181.00~1.60≤0.55≤0.030≤0.030≥0.015适量Q550D 力学性能Q550D钢板高强度结构钢是屈服在550的高强度板。
D是代表0度冲击合格。
牌号Q550D;标准:GB/T 16270-2009 GB/T1591-2008Q550D钢板高强度结构钢是屈服在550的高强度板。
D是代表0度冲击合格。
牌号Q550D;标准:GB/T 16270-2009 GB/T1591-2008用途主要用于制造桥梁、船舶、车辆、锅炉、高压容器、输油输气管道、****钢结构等。
性能要求聊城泰佑启金属0635-777-9210 139-69-55-8118(1) 高强度:一般其的屈服强度在300MPa以上。
(2) 高韧性:要求延伸率为15%~20%,室温冲击韧性大于600kJ/m~800kJ/m。
对于****焊接构件,还要求有较高的断裂韧性。
(3) 良好的焊接性能和冷成型性能。
(4) 低的冷脆转变温度。
(5) 良好的耐蚀性。
Q550D钢板热处理工艺性能反映钢热处理的难易程度和热处理产生缺陷的倾向。
主要包括淬透性、过热敏感性、回火脆化倾向和氧化脱碳倾向等。
合金钢的淬透性高, 淬火时可以采用比较缓慢的冷却方法,可减少工件的变形和开裂倾向。
加入锰、硅会增大钢的过热敏感性。
用于制造重要工程结构和机器零件的钢种称为合金结构钢。
主要有低合金结构钢、合金渗碳钢、合金调质钢、合金弹簧钢、滚珠轴承钢。
Q550D钢板合金元素都提高钢的淬透性, 促进脆性组织(马氏体)的形成, 使焊接性能变坏。
但钢中含有少量Ti和V, 可改善钢的焊接性能。
合金元素对钢切削性能的影响切削性能与钢的硬度密切相关, 钢是适合于切削加工的硬度范围为170HB~230HB。
一般合金钢的切削性能比碳钢差。
但适当加入S、P、Pb等元素可以大大改善钢的切削性能。
Q550D钢板成分特点(1) 低碳:由于韧性、焊接性和冷成形性能的要求高,其碳含量不超过0.20%。
Q550钢板焊接工艺分析

的机械 性能。通过查 阅资料得 出了所 用焊丝的化学成分和 拉伸试验要 求 。如表 3 、表 4 :
表 3 焊丝的化学成分
元素 C u
( %) 0 . 2 4
1 — 1 1 . 2
2 5 2 5
2 4 . 9 2 4 . 9
6 2 2 . 5 6 2 2 . 5
01 O 0 . 0 6 0 . 2 4 — 0 . 5 4 0 . 3 1 . 4 0 — 2 . 1 0 OO 1 0
元素
P
N I n
s i
C 2 . 1 2 — 2 侧弯 侧弯 侧弯 侧弯
f %) 0 . 0 2 0 1 . 2 4 — 1 . 7 9 O . 2 1 一 O . 5 6 0 . 0 7
4 实 验 结 果
从上面表格 中我就可 以看 出 Q5 5 O系列刚 的化 学成分 中有很 多微 量元 素 ,且 占得比例还是相当可观的。
通过本 次试验 ,我们得到 了合格 的实验数据 ,各项试验 数据 都符 合 国家标准规定 ,下面就列一些表格进行观察 ( 见表 5 、表 6 )
表 5 拉 伸 试 验
试 样编号 试样宽度 试 样厚度 横截面 积 断裂荷载 抗拉 强度 断裂部位
( mm) ( I 1 7 1 m) ( am2 r ) ( KN) ( Mp a ) 和特征
2 实验 时采用 的焊接材料
按 照国家标准规定 《 气体保 护电弧焊用碳钢 、低合金 钢焊丝》中 E R 6 9 — 1 ,直 径 1 . 2 . 的实心焊 丝 ,可以保证焊接 时焊缝的高强度 和 良好
1 O 1 O 1 0 1 O
4 D 4 D 4 D 4 D
1 8 0 1 8 0 1 8 0 1 8 O