酯硬化水玻璃砂的质量控制
开发高质量水玻璃砂硬化用有机酯的原理和方向

r a t n d h d a i n i a o t3 . Ⅵ e te o t n e r a e r m 8 t b u 0 , h u 、 o e c i e y t s b u % o r o n wa rc n e td c e s s fo 5 % o a o t2 % t e d t f ,
s e g h A o fe a ls h s b e l sr t d t e c i e t e i f e c so h m i a tu t r s a d  ̄ n t. l to x mp e a e n i u tae o d s r h n u n e fc e c l r cu e n l b l s c e n . h sc l r p ri s n e s l e s t r l s b v t . h mi o p y ia o e t d t a t s e g a s o a o er i p e a h l wa t a o
( h n h i i tn iesy S a g a 2 0 3 , hn S a g a J oo gUnv ri , h n h i 0 0 0 C ia) a t
Ab t a t W h n o g n c e t rwh c s u e s wa e g a s h r n r mu th v u t b e d g e sr c : e r a i se ih i s d a t r ls a d e s a e s i l e r e a r a t n a d sr n e y r t n e c i n to g d h d a i .Th e c i n d g e a ’ p s e mo u u u e f t r ls D t o o er a t e r e c n t u h t d l sn mb ro e g a su o h wa o 4 .Bu ec e c l e ci n a s a r so t e y a i n a a i e h n e t et o lw a t n d g e t h h mi a a t lo c ri u h d t t met t r o e d r o s m . e c h o o r ci e r e e o
酯硬化水玻璃砂工艺和设备的应用

3 )模 具 要 及 时 清 理 , 否 则 散 砂 会 在 其 表 面
形 成 硬 层 ,避 免 造 型 时 因粘 模 而 破 坏 砂 型表 面 质
量 。
故 水 玻 璃 不 宜 长 久 存 放 ,应 尽 可 能 使 用 抗 老 化 能 力强 的水 玻璃 ,如 钠 、钾 复合 水 玻 璃 。
中图 分 类号 :T 2 1. G 2 2 文 献标 识 码 :A 文 章编 号 :1 7 — 3 0 ( 0 )0 — 0 50 33 2 2 1 6 2 300—3
Appl a i oc s d Equ pm en s f t i ton ofPr e s an c i t orEs erCur ed Sodi m l a e Sa u Si c t nd i
4 )资源利用 率高 ,生产成本 低 ,生产 效率 高 。ห้องสมุดไป่ตู้
2 1 年 全 面 竣 工 , 下 半 年 完 成 试 制 生 产 ,本 文 结 01
合 摇 枕 、 侧 架 铸 件 酯 硬 化 水 玻 璃 砂 生 产 线 的试 制 过 程 ,分 析 了酯 硬 化 水 玻 璃 砂 工 艺和 设 备 的应 用
模 板 。翻 转 起 模 前 ,通 过 加 热 固化 工位 ,按 节 拍
铁 路 行 车 安 全 危 害 最 大 的 裂 纹 ,而 二 氧 化 碳 硬 化 水 玻 璃 砂 用 于 大 批 量 流 水 线 生 产 存 在 溃 散 性 差 和 再 生 回用 困 难 等 问题 。 因 此 采 用 酯 硬 化 改 性 水 玻
4 酯硬 化 水 玻 璃 砂 工 艺 控 制
4 1 原 辅 材 料 .
4 1 1 原 砂 ..
部 分 新砂 补 充 损 耗 , 实现 型 ( )砂 循 环 使用 。 芯
改性水玻璃有机酯自硬砂的试验及应用

(3 )
<=% $’ — /0 22 /0 22
4
热加工
热 处 理" 锻 压" 铸 造! " # $ $ 年 第 $ 期 # !" ! ! !" # $ % & ’ ! ( ) * + , -. / 0 1 " 2 ( #
! ! ! ! ! ! !
铸! ! 造
!"#$%&’
从表中的粒度分布可了解到,适合生产的型砂粒度 , 主要集中在筛孔直径为 #$ %&’ ( #$ &)&** ( %# ( +# 目) 硅砂可使用量占总量的 ,#- ,符合原砂粒度标准。 测原砂粒度 的 目 的 是,原 砂 粒 形 好,粒 度 分 布 集 中,含泥量及微粉含量少,砂粒表面形貌好,有利于型 砂获得高的终强度。 原砂中 ./0& 含量高,砂子的耐火度就高,生产出的 铸件不易粘砂。 ( & ) 原砂含水量测定! 试验中所选用的仪器为 .12 双盘红外线烘干器。经过多次测定得出,原砂含水量在 #$ &- ( #$ %- 之间,符合标准原 砂 的 要 求( 含 水 量 3 #$ ’- ) 。 需注意的是,随着季节的变化,空气中的湿度会有 变化,对原砂的使用会有一定的影响,但只要保证原砂 入厂含水量合格,原砂使用中加以保护,原砂含水量是 可以得到控制的。 测原砂含水量的目的是,型砂中含水量较大时,硬 透性会变差,当超过一定值时,型砂终强度也会下降。
热加工
热 处 理" 锻 压" 铸 造! " # $ $ 年 第 $ 期 # !" ! ! !" # $ % & ’ ! ( ) * + , -. / 0 1 " 2 ( #
酯硬化水玻璃砂生产实践-B
摇枕、侧架酯硬化水玻璃砂生产工艺实践北车集团齐车(集团)公司;王春生牡丹江齐兴铸业有限公司:王金朋沈阳汇亚通铸造材料厂:关红宇一、概述随着我国经济的飞速发展,铁路货运装备发生了具大变化,快速、重载已成为铁路货运的主流,转K2、转K6、转K5新型转向架应运而生,正取代原有的铁路货运装备。
由于快速、重载安全的需求,做为主要部件的摇枕、侧架的产品结构、材质、应用标准发生了重大变化,传统的生产工艺很难满足标准要求,摇枕、侧架生产工艺的优化、生产工艺的变化已成为所有铸造工作者关注的焦点。
齐车集团牡丹江齐兴铸业有限公司筹建初期,经调查研究,决定采用酯硬化水玻璃砂生产工艺生产摇枕、侧架,并于2006年4月由锡南铸机购进一条酯硬化水玻璃砂造型生产线,同年7月投产使用。
通过一年的生产实践,对酯硬化水玻璃砂生产工艺特点有了初步认识。
本文主要介绍了酯硬化水玻璃砂造型生产线、配套设备的配置,对生产工艺的影响、造型材料的使用及控制,同时对如何提高摇枕、侧架密实度,防止气孔、裂纹等质量缺陷进行了论述。
关健词:摇枕,侧架,酯硬化水玻璃砂二、酯硬化水玻璃砂造型生产线及配套设备的配置众所周知,精良的工艺装备是保证生产工艺有效实施的重要手段, 同时考虑牡丹江齐兴铸业有限公司,做为铁路配件生产基地的发展特点:多品种,单件小批量.造型生产线配置如下:1. 生产线配置流程连续式混砂系统、振实台、机动金属板条式辊道、可双向移动的转运小车、自动翻转起模机、铸型预表干隧道、铸型终表干隧道,该生产线主要特点:全系统及各单机在运行过程中,动作平稳、定位准确、安全可靠,同时摇枕、侧架一箱一件、两件及一箱多件(中小件)均可在该生产线进行生产,其适应性,适用性能力增大。
同时在制芯场地配置两台15t连续式混砂机,用于手工制芯。
2.酯硬化水玻璃砂再生系统该再生系统为热法再生,其再生能力 15t/h,其主要性能如下:型芯砂经落砂机振动将其破碎,经两级磁选及筛分,砂块进入破碎系统,再次进行磁选及筛分,松散的砂团经斗式提升进入高位砂仓然后进入焙烧窑进行焙烧,焙烧后松散砂团进入辊子挤压系统,同时进行风选排尘,最后进入冷却系统冷却。
水玻璃砂铸造应注意的几个问题
水玻璃砂铸造应注意的几个问题国外几十年来对树脂砂铸造工艺的应用实践表明:树脂砂虽然具有铸件尺寸精度高,表面光洁,造型效率高,可以制造形状复杂和部质量要求严格的铸件,旧砂回收再生容易等优点;但是,树脂砂的生产成本高,环境污染严重,在人们对于自身生存条件和环境的要求日趋严格的条件下,由于车间劳动保护和生产环境卫生方面的投资很大,树脂砂的应用受到一定限制。
而水玻璃无色、无臭、无毒,在混砂造型、硬化和浇铸过程中都没有刺激性或有毒气体溢出。
故近年来许多国家对水玻璃砂重新重视起来。
水玻璃砂的硬化方法可分为热硬法、气硬法和自硬法三大类,包括很多种方法。
但目前常用的硬化方法主要有以下两种:1、普通CO2气硬法此法是水玻璃粘结剂领域里应用最早的一种快速成型工艺,由于设备简单,操作方便,使用灵活,成本低廉,在国外大多数的铸钢件生产中得到了广泛的应用。
CO2气体硬化水玻璃砂的主要优点是:硬化速度快,强度高;硬化后起模,铸件精度高。
普通CO2气体硬化水玻璃砂的缺点是:型(芯)砂强度低,水玻璃加入量(质量分数)往往高达7~8%或者更多;含水量大,易吸潮;冬季硬透性差;溃散性差,旧砂再生困难,大量旧砂被废弃,造成环境的碱性污染。
2、有机酯自硬法此法是采用液体的有机酯代替CO2气体作水玻璃的硬化剂。
这种硬化工艺的优点是:型(芯)砂具有较高的强度,水玻璃加入量可降至3.5%以下;冬季硬透性好,硬化速度可依生产及环境条件通过改变粘结剂和固化剂种类而调整(5~150min);型(芯)砂溃散性好,铸件出砂清理容易,旧砂易干法再生,回用率≥80%,减少水玻璃碱性废弃砂对生态环境的污染,节约废弃砂的运输、占地等费用,节约优质硅砂资源;型砂热塑性好,发气量低,可以克服呋喃树脂砂生产铸钢件时易出现的裂纹、气孔等缺陷;可以克服CO2水玻璃砂存在的砂型表面稳定性差、容易过吹等工艺问题,铸件质量和尺寸精度可与树脂砂相媲美;在所有自硬砂工艺中生产成本最低,劳动条件好。
酯硬花水玻璃砂工艺及设备

酯硬化水玻璃砂工艺和设备的应用摘要:本文结合生产实践介绍了酯硬化水玻璃砂生产线工艺选择,生产线的流程设计,生产线的工艺控制的情况。
关键词:酯硬化水玻璃砂水玻璃旧砂热干法再生酯硬化水玻璃砂生产线生产工艺控制前言2005年,我们公司经过技术改造建成了一条酯硬化水玻璃生产线,包括高速造型圈、高速制芯圈和砂再生系统三个部分,生产铁路货车行走部分——转向架摇枕、侧架产品。
该线建成,实现了稳定的批量生产,综合合格率达97%以上,产品质量稳步提高,取得了较好的效果。
以下简要介绍该生产线的生产工艺和设备技术。
一、酯硬化水玻璃砂生产线工艺选择的依据大批量生产的摇枕、侧架、采用树脂砂易使铸件产生对铁路行车安全危害最大的裂纹,而二氧化碳水玻璃砂的溃散性和再生是大批量流水生产的难题。
铸件结构特点适宜采用酯硬化改性水玻璃砂生产工艺,酯硬化水玻璃砂生产工艺具有下面的优点:⒈水玻璃加入量少、利用率高、型砂强度高,硬化速度可调,溃散性好、可再生回用。
⒉生产的铸件质量好、尺寸精度高、铸造缺陷少、裂纹倾向小。
⒊、无毒、无味、少排放,劳动条件好、对生态环境污染少。
⒋资源利用率高、生产成本低、生产效率高。
二、酯硬化水玻璃砂生产线的生产流程设计㈠高速造型圈⒈准备工位2个(打磨模具表面粘砂、吹扫、喷脱模剂,放冷铁、浇口管、保温冒口、套砂箱)⒉模板加热工位2个(冬季预热模板)⒊填砂、震实工位1个⒋起模前固化工位5个(其中4个工位加热固化)起模前固化时间5×(5+1)=30min,能保证获得合适的起模强度。
⒌翻转起模工位1个,翻转起模输出工位1个⒍修型工位3个⒎烘干工位4个,加热烘干时间5(节奏5min)×4=20min,是实现“强脱水、少反应”的重要条件。
⒏刷涂料、钻气眼工位7个共计硬化工位17个硬化时间5(节奏5min)×(17+2)=115min(即1小时55分,近两小时),是实现流水生产,获得足够干强度的条件。
有机酯对水玻璃砂强度影响的试验分析

有机酯对水玻璃砂强度影响的试验分析苏建民( 潍坊科技职业学院,山东 寿光 262700)摘 要:通过试验分析验证了水玻璃的加入量增加和有机酯的加入对水玻璃砂的残留强度和24h 终强度的影响程度的大小。
关键词:有机酯;残留强度;24h 终强度中图分类号:TB321 文献标识码:A有机酯硬化水玻璃砂的应用与许多因素有关,如:原砂种类;水玻璃的浓度、模数;水玻璃加入量;有机酯种类及有机酯加入量;原砂含水量 ;环境温度和湿度条件;硬化时间等。
从大量的参考资料,尤其是科技文摘中可以看到,目前许多工厂在使用有机酯硬化水玻璃砂的时候,水玻璃的加入量大多为3.5%~4.5%;有机酯的加入量基本上都是水玻璃加入量的1/10;原砂含水量小于1%;而硬化时间则根据各自的情况不尽相同。
本文结合各种文献中所讲述和应用的水玻璃加入量、有机酯加入量和原砂水分含量,并根据实际情况作了适当的调整,应用正交实验的方法初步研究分析水玻璃加入量、有机酯加入量和原砂水分含量三因素对有机酯硬化水玻璃砂强度的影响。
1、试验用原材料和试验方法 1.1试验用原材料原砂:擦洗砂 粒度28~55 含水量0.20% 含泥量0.40% 水玻璃:m=2.40 ρ=1.50有机酯:MTD903,三醋酸甘油酯试验温度及湿度:温度22℃,湿度30% 1.2混砂与制样混砂:用碗式树脂砂混砂机混砂 工艺为:原砂 + 有机酯−−−→−-min 0.15.0水玻璃−−−→−-min5.11出砂 制样:用模手工制作5050⨯Φ的试样,一般出砂后20分钟内制样完成 2、试验数据及检测数据分析2.1有机酯硬化水玻璃砂工艺的原料主要是原砂、水玻璃粘结剂和有机酯硬化剂。
本试验是在原砂(擦洗砂)、水玻璃模数、已经确定的前提下,参考了大量的书刊和科技文献,从中吸取了大量的科技成果。
从水玻璃加入量、有机酯加入量和原砂水分含量三个方面,应用正交实验的方法初步研究分析水玻璃加入量、有机酯加入量和原砂水分含量三因素对有机酯硬化水玻璃砂24h 抗压强度和800℃残留强度的影响程度(表如下1.1~表1.6)表1 水平因素表26%8%(占水玻璃)1.0%表2 试验方案及试验结果1 1 1 1 1.03 1.002 1 2 2 2.52 0.2153 2 1 2 1.42 1.804 2 2 1 2.45 1.30表3试验方案及其计算分析(1)1 1 1 1 1.032 1 2 2 2.523 2 1 2 1.42 42 2 1 2.45 1j K 3.55 2.45 3.487.42T =2j K 3.87 4.97 3.94 jS0.02561.58760.5290注:nK K S j j j 221)(-=,n 为数据个数,j K 1,j K 2 , j K 3为水平数据之和表4 方差分析(1)影响因素偏差S 自由度f 均方VF 值 显著性A 0.0256 1 0.0256 1B 1.5876 1 1.5876 62.017 (*)C 0.0529 1 0.0529 2.07 e 0.0256 1 0.025610.25(1,1) 5.83F = 0.10(1,1)39.1F =表5 试验方案及其计算分析(2) MPa1 1 1 1 1.002 1 2 2 0.2153 2 1 2 1.80 42 2 1 1.30 1j K 1.215 2.80 2.304.315T =2j K 3.10 1.515 2.015 jS0.88830.41280.0203注:nK K S j j j 221)(-=,n 为数据个数,j K 1,j K 2 , j K 3为水平数据之和表6 方差分析(2)影响因素偏差S 自由度f均方V F 值显著性A 0.8883 1 0.8883 43.76 (*)B 0.4128 1 0.4128 20.33 [*]C 0.0203 1 0.0203 1 e 0.0203 1 0.020310.25(1,1) 5.83F = 0.10(1,1)39.1F =2.2 利用差热分析得出试样在什么温度点或什么温度范围有无相变发生,以便来判断试样成分是否发生变化;变化点多发生曲线的峰值或峰谷。
水玻璃有机脂自硬砂的研究

水玻璃有机脂自硬砂的研究一、前言:在单件小批量的铸件生产中,我国应用自硬型砂工艺来改善手工造型工人的劳动条件,提高劳动效率,改善铸件质量,取得了积极的成果,我国从七十年代初期开始,便对水玻璃自硬砂着手研究开发。
根据我国长期来在铸钢生产中应用这种自硬砂的体会,认为水玻璃有机脂没有呋喃树脂砂所存在的那么严重的环保,价格,气孔缺陷,铸钢增碳等问题,而且适应性强。
二、影响硬化反应的因素:水玻璃有机脂自硬砂是以石英砂(或其它特种砂)为原砂,水玻璃为粘结剂,易水解的液状有机脂为硬化剂的自硬性型砂。
影响水玻璃有机脂硬化反应的因素很多,其中主要有三个因素,有机脂的种类、水玻璃模数、环境温度。
1、脂的种类的影响有机脂的种类很多,它们的化学性又大不相同,与水玻璃之间硬化反应的速度相差悬殊,据有关资料介绍可以快到几分钟,慢到几小时,这样就可以根据生产需要,选用不同速度的硬化剂搭配。
为了解决冬季MDT-901硬化反应过慢的问题,在MDT-901中加入适量的1#调节脂,硬化反应速度显著加快,表1是采用2.6模数水玻璃的对比试验数据。
2、水玻璃模数的影响试验证明水玻璃模数越高,硬化反映速度越快。
表2是不同模数的水玻璃硬化反应的数据。
混合脂和MDT-901硬化反映速度对比(其它条件相同)表13、环境温度的影响系统温度是大多数化学反应的条件之一,造型是在敞开的条件下操作,所以环境温度——气温对硬化反应速度的影响很大,为适应生产需要,低温季节必须使用硬化调节脂(见表1)表3数据说明温度对硬化反应的影响。
表2:不同模数的水玻璃硬化反应速度对比表3:不同季节相同配方的型砂硬化反应速度对比三、原材料及配方工艺原材料及配方工艺(一)原材料1、原砂水玻璃有机脂自硬砂对原砂的要求不象树脂砂那样苛刻,当然粒形比较好、灰、粉少,粒度分布好的原砂,水玻璃加入量可经减少,我们原则上规定,作为面砂的石英砂,其成分级别在2S以上粒度为5#(40/70或45/75目),水分含量<1,过去在生产中应用江、浙一带的人工石英砂、粒形和灰、粉含量均不够理想,因而水玻璃加入量较多,一般为原砂量的1.5%左右,采用粒形好,粉尘少的海砂,水玻璃加入量为原砂的.3%。
酯硬化水玻璃砂型铸造常见缺陷及其防止措施
酯硬化水玻璃砂型铸造常见缺陷及其防止措施在酯硬化水玻璃砂工艺的铸造缺陷中,有许多缺陷与CO2水玻璃砂工艺类似,由于硬化工艺及水玻璃的加入量的不同,其缺陷又有一定的特点。
1、回潮在潮湿环境下(如春、夏天的雨季),人们会发现,型(芯)的24h强度会明显下降。
与在湿度较小的环境下相比,在湿度较大的条件下型砂的强度下降的主要原因是,脱水硬化后的水玻璃重新发生不同程度的水合作用,环境湿度越大,型砂的强度降低得越明显。
钠水玻璃黏结剂基体中的Na+与OH-吸收环境中的水分并侵蚀基体,最后使硅氧键Si-O-Si断裂重新溶解,致使钠水玻璃砂黏结强度显著下降。
对于水玻璃砂在湿度较大的环境下产生回潮的问题,目前还缺乏根本解决的措施,比较有效的方法有:(1)在钠水玻璃中加入锂水玻璃,或在钠水玻璃中加入Li2CO3、CaCO3、Zn-CO3等无机附加物,由于能形成相对不溶的碳酸盐和硅酸盐,以及可减少游离的钠离子,故可改善钠水玻璃黏结剂的抗吸湿性。
(2)在钠水玻璃中加入少量有机材料或加入具有表面活性剂作用的有机物,黏结剂硬化时,钠水玻璃凝胶内亲水的Na+和OH-或被有机憎水基团取代,或相互结合,外露的为有机憎水基团,从而改善水玻璃砂的抗吸湿性。
(3)采取表面烘干措施等,即将铸型(芯)经过表面烘干后进行浇注。
2、粘砂实践表明,与CO2水玻璃砂工艺相似,采用酯硬化水玻璃砂工艺生产铸钢件时不容易粘砂,而用酯硬化水玻璃砂型浇注铸铁件时容易粘砂。
经化学检验粘砂层的成分,可发现粘砂性质多为化学粘砂。
化学粘砂是金属氧化物和造型材料相互作用的产物。
它们与铸件相结合的牢固程度不同,有的容易从铸件表面剥离,称为易剥离的粘砂;有的不容易从铸件表面剥离,称为难剥离的粘砂。
一般而言,浇注时水玻璃砂中的Na2O、SiO2等会与液态金属产生的铁氧化物,形成低熔点的硅酸盐。
如果这些化合物中含有较多的易熔性非晶态的玻璃体,则这层玻璃体与铸件表面结合力就很小,易于从铸件表面清除,而形成易剥离的化学粘砂层;如果表面形成的化合物中SiO2含量高,FeO、MnO等含量少,它的凝固组织具有晶体结构,则会与铸件牢固结合在一起,产生难剥离的化学粘砂层。
有机酯硬化剂对水玻璃砂的影响
有机酯硬化剂对水玻璃 砂 的影 响
苏建 民 杨志伟 -贾永 臣 1 , , , 张 方 z
(_ 1 山东铝业职业学院 , 山东 淄博 256 ;. ) 5 052 ̄HNm 大学 , [ j 云南 昆明 609 ) 503
摘要: 通过正交试验分析了水玻璃的加入量增加和有机酯的加入对水玻璃砂的残留强度和 2 终强度的影 4 h
(1 h n ogA u n m Id s i oa oa Sh o,io 2 5 6 , hn ; .u mi nvri f c n ea d . ad n lmiu n uta V ct nl c olZb 5 0 5 C i 2K n n U ie t o i c n S rl i a g sy S e
毕业于 昆明理工 大学机 电学院材料加 工工程专业 .硕士 ,
研 究方 向材 料 成 型 工 艺和 技 术 。
水平
收稿 日期 :0 6 0 — 9 2 0 — 3 2
表 2 试验方案及试验 结果
T b2 Ex ei n lna drs l a . p rme t a n eut p s
A B c 4h 2 强度 / P 0 残 留强度 / P M a 0℃ 8 M a
作者简介 : 苏建 民(9 9 , 山东潍坊人 ,0 5 1 17 一) 男, 2 0 年 2月
响程 度大小 , 果表 明 : 结 有机酯 的加入使水玻璃砂 的 2 终强 度达到 了普通水玻璃砂 的要 求 4h 水玻璃加入量 的减 少 , 使有机酯硬化水玻璃砂 的溃散性有较 大提 高。
关键词 : 有机酯 ; 留强度 ;4h 残 2 终强度 中图分类号 :G 2 T 2 1. 2 文献标识码 : A 文章 编号 :0 3 8 4 ( 0 6 0— 0 2 0 10 — 3 5 2 0 )3 0 7 — 3
乙酸丁酯加入量对水玻璃砂残留强度的影响
乙酸丁酯加入量对水玻璃砂残留强度的影响摘要:本文选择乙酸丁酯对水玻璃砂进行硬化。
研究结果表明,水玻璃加入量为4.0wt% 时,乙酸丁酯加入量控制在9.0wt% 为宜,此时水玻璃砂的残留强度较低,可解决铸钢件生产过程中存在的残留强度高、铸件落砂困难的问题。
Abstract :This paper chooses the butyl acetate for the induration of sodium silicate-bonded sand. Theresult shows that:when the addition of sodiumsilicate-bonded is 4.0wt% ,the best addition of butyl acetate is 9.0wt%. in this addition ,the retained strength of sodium silicate-bonded sand is low. It can solve the problems of the high retained strength and the difficulties of casting shakeout in the steel production process.关键词:水玻璃砂;乙酸丁酯;残留强度Key words :sodium silicate-bonded sand;butyl acetate;retained strength中图分类号:TG221 文献标识码:A 文章编号:1006-4311(2015)07-0246-020 引言近年来,随着对水玻璃砂溃散性及其旧砂再生技术的研究突破,酯硬化改性水玻璃砂工艺技术的推广应用速度正在加快[1-3] 。
樊自田指出,有机酯硬化水玻璃砂工艺可以在获得相同粘结强度的条件下,使水玻璃的加入量大为降低从而降低其残留强度,改善溃散性。
酯硬化水玻璃砂的质量控制
水玻璃加入量高(6%—8%)、型砂的残留强度高、溃散性差、铸件出砂清理及旧砂再生回用艰难、型芯存放性差、硬不透、铸件外观质量差和型芯表面易粉化等。
CO 硬化水玻璃砂工艺存在着上述不2足,限制了铸件质量的进一步提高,急需解决.1) 水玻璃加入量低,普通在2.5%~3.5%,型砂强度高。
2) 型砂工艺性能优良,冬季硬透性好,硬化速度可通过粘结剂和固化剂种类进行调整。
3) 型芯砂溃散性好,铸件出砂清理容易;旧砂易于干法再生,回用率≥80%。
4) 铸件质量和尺寸精度可与树脂砂工艺生产的铸件相媲美.5) 型芯砂热塑性好,发气量较低,可防止铸件产生裂纹温和孔等缺陷。
6) 原砂的合用范围广,可以用硅砂、铬铁矿砂及镁橄榄石砂等。
7) 在各种自硬砂工艺风吹草动生产成本低,劳动环境最好。
所需要的强度,而以生成硅溶胶的化学硬化为辅,物理硬化与化学硬化是相辅相成的过程。
1)原砂高质量的原砂有利于以较小的水玻璃和脂的加入量获得较高强度和溃散性好的型芯砂。
硅砂的含水量、含泥量、SiO 含量及2角形系数等如表1.原砂中含水量过高,会延缓硬化速度,降低强度;原砂中的含泥量、微粉过高,会增加水玻璃有机脂的加入量;对于经烘干或者回用的原砂必须冷却后方能使用,原砂温度不超过42℃,否则会减少型芯砂的可使用时间.表 1 原砂技术要求2) SiO2 (%) 水分(%) 含泥量(%) 粒度分组代号角形系数微粉含量 (%) 有≥98 ≤0 。
5 ≤0 。
3 30 ≤1 。
30 ≤0.5机酯用于铸造生产的有机脂有醋酸甘油酯、二醋酸甘油酯、二醋酸乙二醇脂、二醋酸二甘醇脂及三醋酸甘油酯等。
沈阳汇亚通生产的醋酸甘油酯固化剂,其主要性能指标见表2.这些专用有机酯与新型水玻璃发生作用,具有强失水、低碱性、反应均一的特性,硬透性比有机脂要好,特殊在低温、高温及高湿情况下的硬化性能优于普通有机脂。
表 2 有机酯固化剂性能指标牌号密度粘度游离酸脂含量使用温度/(g/cm3) /(MPa s) / (%) / (%) /℃ZCG—130 1.1~1.2 ﹤100≤2 70 特慢速≥30ZCG-131 1 。
酯硬化水玻璃砂工艺应用简介

酯硬化水玻璃砂工艺应用简介水玻璃又叫硅酸钠,系一种硅酸钠真溶液和二氧化硅胶粒组成的多相分散的水溶液。
由于它本钱低廉资源广,操作方便无污染,应用灵活能源省,铸件优质废品少等许多优势,从20世纪50年代初引入我国的铸造行业,专门是在铸钢件生产中取得了普遍的应用,而且还有不断扩大应用的趋势,其应用前景十分广漠。
可是,随着该工艺应用范围的慢慢扩大,水玻璃砂的一些固有缺点,也暴露出来了,其中最要紧的有:采纳传统CO2硬化工艺,水玻璃本身的粘结强度未能取得充分的发挥,水玻璃加入量高(一样达7~8%),致使浇注后型、芯砂的溃散性差,铸件清砂十分困难。
第二是水玻璃旧砂脱模率低,旧砂难以再生回用,强碱性水玻璃废砂的大量排放,严峻污染了环境,阻碍了这一工艺进一步的的扩大推行应用。
直到20世纪90年代以后,人们对水玻璃大体组成和硬化机理的熟悉深化,在用活化金属离子改性水玻璃和用有机酯硬化水玻璃等两个方面取得了冲破性进展,可使型、芯砂中水玻璃加入量减少至~%,从而明显降低了水玻璃砂的残留强度,这不仅提高了铸件的表面质量,缩短了铸件的清砂时刻,而且也使水玻璃旧砂再生回用成为可能。
目前改性水玻璃砂工艺,专门是酯硬化改性水玻璃砂工艺正在我国取得普遍推行应用,专门是铸钢件,如机车车辆、重型、泵、阀门等行业在生产薄壁、箱形等易产生热裂的铸钢件上,更是受到了人们普遍的关心和应用。
下面将较系统地介绍我所最近几年来在用活性金属离子改性水玻璃和用有机酯硬化水玻璃砂工艺等方面的科研功效及在铸造生产中的实际应用情形。
1.水玻璃砂用原材料硅砂大量的实验和生产实践说明,硅砂的性能对水玻璃砂的强度起着重要作用,例如,粒型较好的大林和福建硅砂比含泥量相同的海城砂的硬化强度几乎高一倍以上;而且粒型较好的大林和福建硅砂的含泥量从%(即水洗砂)降低到%以下(擦洗砂),其硬化强度也将提高一倍左右。
尽管水玻璃砂对硅砂的要求不像树脂砂那样严格,可是为了降低水玻璃加入量,改善水玻璃砂的工艺性能和再生回用性能,对水玻璃用硅砂提出如下性能指标:角型系数≤含泥量<%含水量<%微粉含量<200目≤%水玻璃目前我国水玻璃生产厂家较多,由于水玻璃成份比较复杂,大多数生产厂家又缺乏必要的检测手腕,因此,水玻璃的质量较差,无法知足铸造生产日趋增加的要求。
水玻璃有机酯自硬砂工艺简介
水玻璃有机酯自硬砂工艺简介目录第一部分水玻璃基础水玻璃有机酯自硬砂工艺简介 (1)关于水玻璃的几个基本概念 (1)第二部分改性水玻璃改性水玻璃自硬砂的主要性能参数 (3)酯硬化水玻璃硬化机理 (4)影响水玻璃自硬砂硬化特性的主要因素 (5)改性水玻璃自硬砂的材料 (6)改性水玻璃和有机酯固化剂的使用方法 (7)混砂、造型注意事项 (8)常见问题诊断及解决方案 (9)第三部分再生砂水玻璃再生砂的特性 (11)再生砂工艺要点 (11)再生砂水玻璃材料及工艺 (12)常见问题诊断及解决方案 (13)关于水玻璃残留Na2O (14)第一部分水玻璃基础一、水玻璃有机脂自硬砂工艺简介改性水玻璃有机酯自硬砂工艺是一种先进的造型工艺,它克服了传统水玻璃砂加入量高、溃散性差、旧砂回用率低等缺点,是一种符合二十一世纪可持续发展的绿色环保工艺。
我公司顺应时代发展潮流,契合铸造厂家的实际需要,发展和完善了这一重要而先进的生产技术。
水玻璃作为一种铸造粘结剂,引进中国铸造车间已有几十年的历史,其应用工艺也从早期的二氧化碳硬化,发展到固化剂硬化。
二氧化碳硬化法硬化速度快,但硬化过程中稳定性欠佳,常使型砂过吹,厚大砂芯内部难以硬透,导致铸件产生较多的缺陷。
粉状硬化剂硬化法虽然比二氧化碳法有了较大进步,但由于水玻璃容量高达8%以上,浇铸后型砂残留强度高,溃散性差,这使其应用受到限制。
液体硬化剂的使用,由于其水玻璃加入量少、溃散性好、工艺简单等特点,至今已发展成为一种有强大生命力的新型砂型。
它具有以下的工艺特点:1)水玻璃加入量低而砂型强度高。
改性水玻璃的加入量为砂重的2.2~3.0%,型砂抗压强度达2.0~3.6MPa。
2)型砂综合工艺性能好。
冬季硬透性好,硬化性能可调性好。
通过调整水玻璃和固化剂的种类及加入量,容易适应外界环境、铸件生产要求的变化,可完全满足不同工厂造型制芯的工艺要求,能建成生产线大批量生产。
3)可实现水玻璃砂的干法再生回用,回用率≥80%,可以消除水玻璃砂废砂和废水对生态环境的污染。
水玻璃有机酯自硬砂工艺简介

目录第一部分水玻璃基础水玻璃有机酯自硬砂工艺简介 (1)关于水玻璃的几个基本概念 (1)第二部分改性水玻璃改性水玻璃自硬砂的主要性能参数 (3)酯硬化水玻璃硬化机理 (4)影响水玻璃自硬砂硬化特性的主要因素 (5)改性水玻璃自硬砂的材料 (6)改性水玻璃和有机酯固化剂的使用方法 (7)混砂、造型注意事项 (8)常见问题诊断及解决方案 (9)第三部分再生砂水玻璃再生砂的特性 (11)再生砂工艺要点 (11)再生砂水玻璃材料及工艺 (12)常见问题诊断及解决方案 (13)关于水玻璃残留Na2O (14)第一部分水玻璃基础一、水玻璃有机脂自硬砂工艺简介改性水玻璃有机酯自硬砂工艺是一种先进的造型工艺,它克服了传统水玻璃砂加入量高、溃散性差、旧砂回用率低等缺点,是一种符合二十一世纪可持续发展的绿色环保工艺。
我公司顺应时代发展潮流,契合铸造厂家的实际需要,发展和完善了这一重要而先进的生产技术。
水玻璃作为一种铸造粘结剂,引进中国铸造车间已有几十年的历史,其应用工艺也从早期的二氧化碳硬化,发展到固化剂硬化。
二氧化碳硬化法硬化速度快,但硬化过程中稳定性欠佳,常使型砂过吹,厚大砂芯内部难以硬透,导致铸件产生较多的缺陷。
粉状硬化剂硬化法虽然比二氧化碳法有了较大进步,但由于水玻璃容量高达8%以上,浇铸后型砂残留强度高,溃散性差,这使其应用受到限制。
液体硬化剂的使用,由于其水玻璃加入量少、溃散性好、工艺简单等特点,至今已发展成为一种有强大生命力的新型砂型。
它具有以下的工艺特点:1)水玻璃加入量低而砂型强度高。
改性水玻璃的加入量为砂重的2.2~3.0%,型砂抗压强度达2.0~3.6MPa。
2)型砂综合工艺性能好。
冬季硬透性好,硬化性能可调性好。
通过调整水玻璃和固化剂的种类及加入量,容易适应外界环境、铸件生产要求的变化,可完全满足不同工厂造型制芯的工艺要求,能建成生产线大批量生产。
3)可实现水玻璃砂的干法再生回用,回用率≥80%,可以消除水玻璃砂废砂和废水对生态环境的污染。
新型酯硬化水玻璃自硬砂工艺应用研究

2 试 验 结 果 及 分 析
影响新 型酯硬 化水 玻璃 自硬 砂工 艺性 能 的 因素主
& r2 0 o. 0 6
・
维普资讯
36 ・ 4
F oUNDRY
V0 . 5 No. I 5 4
要 有 :原 砂种 类 、水玻 璃种 类及 加入 量 、酯 的种类 及
首 先在试 验室 条件 下进 行工 艺性 能试 验 ,找 出各
收稿 日期 :20 — 2 2 收到初稿 ,2 0 — 2 2 收 到修订稿。 05 1— 1 06 0 — 2 作者简介 :伊淑莲 ( 5 一) 1 8 ,女 ,山东高密人 ,高级工程 师,主要从事造型材料应用研 究。E m i sl y 2 . m 9 -a- h i I 6o l n @l c
摘要: 针对C O 水玻璃砂和呋喃树脂砂铸造X 艺中易产生气孔、裂纹和砂眼等缺陷,采用先进的新型水玻璃和配套的 -
专用 酯为固化剂 ,经大量工 艺试验和 生产应用表明,水玻璃加入量控制在 2 %~3 %,酯加入量控制在 1 %~l % , . 0 . 0 0 5 能够满足铸钢件生产对型芯砂性能的要求 ,可 以明显减 少铸件缺 陷,提高铸件质量,降低成本 ,改善作业环境。 ・
寸精度 和表 面光 洁度 有 了很 大提 高 。然而 ,随着水 泵
产 品更 新换 代 。向高 、精端 挺进 ,对 铸件 的 内在质 量
及 外观 质量 都提 出 了越来 越高 的要求 ;该 厂部 分铸 件
因工 艺 因素造成 的气 孑 、裂纹 等铸 造缺 陷也逐 渐暴 露 L
出来 。
新 型酯 硬 化 水玻 璃 自硬砂 以其 优 良的工 艺性 能 、
粘度
密度
模数 抗拉强度
水玻璃硬化剂
水玻璃硬化剂(MDT-系列有机脂)
物化性能
微黄色透明液体;略溶于水;易溶于醇、醚和其它有机溶剂。
沸程:(101.3kPa)180~290℃
具有酯的一般化学性质,在苛性碱和无机酸存在下容易水解成醇和乙酸。
水玻璃硬化剂(MDT-系列有机酯)产品简介
随着铸造行业发展和生产技术进一步需要,我厂研制并生产了MDT系列有机酯,94年开始应用铸造生产,共有3个品种自硬特性好。
水玻璃自硬砂无毒无害,在混砂,造型硬化和浇注过程中均无刺激气味有毒气体释出,一旦旧砂再生和回用解决后,不再有废砂排放,在黏结强度,溃散性和旧砂性方面,均接近甚至达到树脂砂同样的水平,在水玻璃中添加少量MDT有机脂后,便成为在常温下,型砂达到自硬程度,砂在模型内自硬后脱模不需要烘干。
在全国不同地区大中型企业铸钢有色金属生产等方面验证,具有铸件尺寸精度高、加工余量小,溃散性好、发气能量少、生产能耗低等优点。
酯硬化水玻璃自硬原理
有机酯与水玻璃混合后,在水玻璃这感性介质中,有机酯发生水解,分解为醇和酸。
有机酸与水玻璃反应析出硅酸,却相互结合形成网状的硅酸凝胶,逐步硬化。
此时由于砂粒被分别包围在网状结构中,于是型砂建立起强度。
一般酯硬化水玻璃砂型抗压强度为1.5-3Mpa。
质量指标Q/320282NZX001-2003:
产品型号及技术指标
通常配比:原沙%;水玻璃2.4~4.0%;硬化剂0.25~0.4%;水玻璃模数2.2~2.5
硬化速度调节
运输及储存:
本产品易水解,注意防水和密封。
在运输、储存中应隔绝明火,产品应储存于阴凉、干燥处,防止受热、受潮、阳光暴晒和雨淋。
酯硬化水玻璃砂的特征与除尘系统设计
( S : n 的存 在 , m i ・ H 0) O 另一 方面有 机酸钠 ( R— C O a 分解为有机酸( O N) R—C O ) O H 与氧化钠 , 有机 酸挥 发分解 脱 除 , 氧化 钠 残 留在 旧砂 的表 面 ; 烧后 焙 旧砂 表 面粘 附 的氧化 钠 , 中一 部 分 氧化 钠 随再 生 其
A s atT esdu ict N 2 ・ SO n 2 ec i raiet adnr R— O R, bt c:h oim sia r l e( a m i2・ H 0 0)rat wt ognc s r ree ( C O s h eh adpoue rai sdu ( n rdcsognc oim R—C O a , rai achl( H) n o —si t m i2・ O N ) ognc l o R 一O ,adsl ic e( SO o la n 2 nteet ue oim sia adm dl gpoesT e h at gadter sn H 0)i h s rcrdsdu ict sn oen rcs. hni tecsn n h atg e l e i n i o i
mS O2・n 0 —+S O2+ H2 i H2 i 0
2 3 氧化 钠残 留对 除 尘 系统运 行 的影响 .
落砂 工 部 、 动 破 碎 再 生设 备 至 焙 烧炉 之前 的 振 设 备 引入 除尘 器 内的 粉尘 和细 砂 中 , 夹带 着硅 溶胶 、
有机 酸钠 ( R—C O a 受热 至 一 定温 度 下分 解 O N)
St e 树脂砂等 ) 比较 , 相 具有显著成本优势。
( )控 制水 玻璃 的加入 量 , 5 调整 水玻 璃 的模 数 , 浇铸 后砂 块 已经 表现 出 良好 的振 动落 砂及 破碎去 膜 再 生特点 , 有 良好 的溃 散性 , 服 了二氧 化碳充 气 具 克 硬 化水 玻璃砂 溃 散性 较 差 的缺 陷 。 2 特征 与影 响 2 1 酯硬 化水 玻 璃砂 固化特 征 与固化产 物特 点 . 水玻 璃 的 化 学 通 式 : a0 ・ i ・n : N mSO H 0,m 即通常所 指 的水 玻璃 的模 数 ; 机酯 的化 学通 式 : 有 R
改性水玻璃有机酯自硬砂在出口铸钢件上的应用
改性水玻璃砂生产的铸件
普通水玻璃砂生产的铸件
尺寸 经检验,尺寸精度等级可达到 13-14 级。
UT/MT 经检验铸件内部无缩孔、气孔。
旧砂利用 旧砂再生后,可当面砂(加入面砂 80%)使用,旧砂总使用量可达
90%左右。
小结
优点
1.改性水玻璃砂在铸钢件上的使用,易于操作,铸造工艺与普通水玻璃砂铸造相
同。
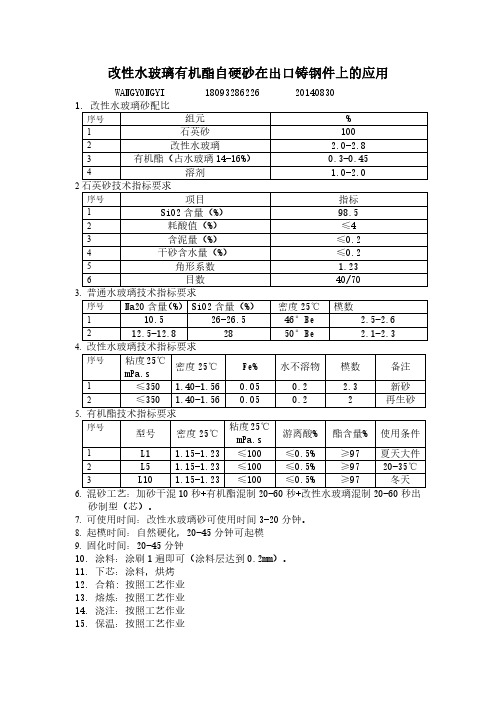
L-04 和 L-10 配比 1:1 可使用时间 6 分钟(800KG 混砂机)
说明:从加水玻璃开始到出砂制芯(型)6 分钟型(芯)砂就开始固化,满足型
芯制作时间。
2.8 芯砂混制 芯砂:砂子干混 10 秒+有机脂混制 20 秒+水玻璃混制 30 秒出砂制芯 45 分钟后砂
芯满足起模要求
2.9 型砂混制 型砂:砂子干混 10 秒+有机脂混制 20 秒+水玻璃混制 30 秒出砂制芯 45 分钟后砂
序号 粘度 25℃ 密度 25℃ Fe% 水不溶物 模数
mPa.s
备注
1
≤350 1.40-1.56 0.05
0.2
2.3
新砂
2
≤350 1.40-1.56 0.05
0.2
2
再生砂
5. 有机酯技术指标要求
序号
粘度 25℃
型号 密度 25℃
游离酸% 酯含量% 使用条件
mPa.s
1
L1 1.15-1.23 ≤100 ≤0.5% ≥97 夏天大件
芯满足起模要求
2.10 结论
使用上述改性水玻璃有机酯自硬砂生产铸钢件,可满足公司造型、制芯合箱
生产需求。
2.11 生产过程
混砂 如同 2.6
造型 如同普通水玻璃砂造型(芯),20-40 分钟起模。
水玻璃固化砂工艺
水玻璃固化砂工艺树脂固化砂的应用实践表明,呋喃的价格较高,环境污染较大,在未来21世纪人们对于自身生存条件和环境的要求日趋严格的条件下,由于车间劳动保护和生产环境卫生方面的投资很大,从而使树脂砂的应用受到一定限制,许多国家又对水玻璃固化砂极为重视。
最近十多年来,人们对于水玻璃的基本组成和“老化”现象实质的认识深化和新型硬化工艺的开发等两方面均取得了突破性进展,在型芯砂保持足够的工艺强度的条件下,水玻璃加入量(质量分数)可降至2.5%.~3.5%.,从而使水玻璃砂长期存在的溃散性差、旧砂不能回用的问题得到了较好的解决。
水玻璃砂的硬化方法可分为:CO2气硬法和自硬法两种,热硬法已很少采用。
1.CO2气硬法此法是水玻璃粘结剂领域里应用最早的一种快速成型工艺,由于操作方便、使用灵活、无毒无味、在国内外大多数的铸钢件生产中,得到了广泛的应用。
(1)硬化原理和特点水玻璃的出现已有三百多年历史,由于它的成分十分复杂、多变,它的基本组成一直没有搞清楚,对水玻璃的研究主要停留在宏观的层次上。
近年来,多种先进测试手段的开发,可深入到分子范畴进行分析和研究,并发现,新制备的水玻璃是一种真溶液;但是在存放过程中,水玻璃中硅酸要进行缩聚,将从真溶液逐步缩聚成大分子的硅酸溶液,最后成为硅酸胶粒。
因此,水玻璃实际上是一种由不同聚合度的聚硅酸组成的非均相混合物,易受其模数、浓度、温度、电解质含量和存放时间长短的影响。
水玻璃砂吹人CO2气体硬化时,水玻璃的表层因吸收COz而其模数升高和脱水,在酸化和脱水两重作用下,迅速硬化而形成初强度。
已固化的表层水玻璃阻碍了CO2往深层渗透,内层水玻璃只能靠脱水而继续增加强度。
此法缺点是:型芯砂强度低,含水量大,易吸潮,溃散性差,目前大多用于中、小型铸钢件生产。
(2)水玻璃的改性水玻璃在存放过程中分子产生缩聚,形成胶粒,可使其粘结强度下降20%~30%.,这一现象称为水玻璃老化。
为了消除老化,必须对水玻璃进行改性,目前改性的方法有物理改性和化学改性两种。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酯硬化水玻璃砂的质量控制
水玻璃加入量高(6%—8%)、型砂的残留强度高、溃散性差、铸件出砂清理及旧砂再生回用困难、型芯存放性差、硬不透、铸件外观质量差和型芯表面易粉化等。
CO2硬化水玻璃砂工艺存在着上述不足,限制了铸件质量的进一步提高,急需解决。
1.脂硬化水玻璃砂工艺优点
1)水玻璃加入量低,一般在2.5%~3.5%,型砂强度高。
2)型砂工艺性能优良,冬季硬透性好,硬化速度可通过粘结剂
和固化剂种类进行调整。
3)型芯砂溃散性好,铸件出砂清理容易;旧砂易于干法再生,
回用率≥80%。
4)铸件质量和尺寸精度可与树脂砂工艺生产的铸件相媲美。
5)型芯砂热塑性好,发气量较低,可防止铸件产生裂纹和气孔
等缺陷。
6)原砂的适用范围广,可以用硅砂、铬铁矿砂及镁橄榄石砂等。
7)在各种自硬砂工艺风吹草动生产成本低,劳动环境最好。
2.脂硬化水玻璃砂的硬化机理
有机酯水解后析出酸和醇,酸促使聚硅酸钠转变成硅溶胶,有利于水玻璃砂迅速固化;醇对水有很强的亲和力,能起到容积化的作用使水玻璃脱水,脱水后的水玻璃具有强而韧的特征,是型砂获得强度的主要原因。
由此可以看出有机脂水玻璃砂是典型的物理硬化,而非
化学硬化。
它是以未反应的水玻璃脱水的物理硬化为主,使型砂获得所需要的强度,而以生成硅溶胶的化学硬化为辅,物理硬化与化学硬化是相辅相成的过程。
3.脂硬化水玻璃砂用原材料及要求
1)原砂高质量的原砂有利于以较小的水玻璃和脂的加入量获得较高强度和溃散性好的型芯砂。
硅砂的含水量、含泥量、SiO2含量及角形系数等如表1。
原砂中含水量过高,会延缓硬化速度,降低强度;原砂中的含泥量、微粉过高,会增加水玻璃有机脂的加入量;对于经烘干或回用的原砂必须冷却后方能使用,原砂温度不超过42℃,否则会减少型芯砂的可使用时间。
表1 原砂技术要求
2)有机酯用于铸造生产的有机脂有醋酸甘油酯、二醋酸甘油酯、二醋酸乙二醇脂、二醋酸二甘醇脂及三醋酸甘油酯等。
沈阳汇亚通生产的醋酸甘油酯固化剂,其主要性能指标见表2。
这些专用有机酯与新型水玻璃发生作用,具有强失水、低碱性、反应均一的特性,硬透性比有机脂要好,特别在低温、高温及高湿情况下的硬化性能优于普通有机脂。
3)新型水玻璃新型水玻璃是在普通水玻璃的基础上通过一系列化学和物理改性与电离子嫁接而成,具有强度高、粘度低的特性,比普通水玻璃砂的强度提高30%左右。
水玻璃的粘度决定着粘结剂在砂粒表面流动的难易程度,在模数、密度及温度相同的条件下,水玻璃的粘度越低,它的润湿角越大,表面张力越小,使得水玻璃的加入量越少。
另外,水玻璃的粘度低,配比时定量准确,容易组织流水线生产。
新型水玻璃可根据铸件大小、气温、湿度及砂子种类与固化剂匹配,任意地调节型芯砂的硬化速度和可使用时间,因此型砂的硬化性能优于普通水玻璃自硬沙,尤其是气温较低的冬季,型砂硬透性及硬化速度优于普通水玻璃。
新型水玻璃的加入量增加,硬化速度快,终强度提高。
但型砂中的Na离子含量增加,溃散性变差,严重恶化了旧砂的再生回用性能。
因此在使用中不能片面的追求型芯砂强度,而应在强度满足生产工艺的前提下,尽可能减少新型水玻璃的加入量。
4)涂料使用涂料是提高铸件表面质量的有效措施之一,但是对于脂硬化水玻璃砂型(砂芯),如采用水基涂料会产生一些困难,因为它对水分十分敏感,涂料中的水分渗入型芯中,会降低它的表面强度。
新型水玻璃砂的型芯一般不需要烧烤,因此最好选用醇基快干涂料。
4.脂硬化水玻璃砂的工艺性能及其因素
新型水玻璃自硬砂的工艺性能受原砂质量、固化剂、水玻璃种类和加入量、环境湿(温)度、混砂供以及设备等多种因素的影响。
因此,应根据现有原砂的种类、状态、型芯砂的生产工艺要求及外界条
件(温度、湿度)选择相应的粘结剂种类及加入量,来调整型芯砂的工艺性能,以满足铸件生产的要求。
1)强度脂硬化水玻璃砂的湿强度几乎为零,因此不适于立面较高的刮板造型,用实样造型时在砂型具有一定强度时才能起模,通常情况下,脂硬化水玻璃砂的终强度可达0.5~1.1MPa。
影响型砂终强度的因素主要有原砂粒形、粒度、含泥量、微粉含量以及含水量、水玻璃加入量、有机脂种类与加入量、空气温度与湿度等。
2)硬化速度型砂硬化速度过快,可使用时间缩短,终强度也会降低;硬化速度过慢会降低生产率,也会导致终强度降低。
影响硬化速度的主要因素有空气温度、水玻璃模数、有机脂种类及加入量、空气湿度和原砂水分等。
3)可使用时间决定可使用时间的主要因素是硬化速度,硬化速度越快,可使用时间越短,超过可使用时间的型芯砂流动性及充型能力差,造型、制芯后的强度降低,表面稳定性差,容易造成冲砂、砂眼等缺陷。
混好的型芯砂应尽快使用,一般发现型芯砂开始发粘并呈粘连状时即认为超过了可使用时间。
4)可脱模时间一般将型芯砂抗拉强度0.1~0.2MPa(抗压强度0.2~0.5MPa)作为可起模强度,将达到可脱模强度所需要的硬化时间称为可起模时间。
在生产中起模时间一般是型芯砂可使用时间的2~4倍,也可用手指按压型芯,硬到按不动时即可起模。
5)发气性脂硬化水玻璃砂的发气性较酸固化呋喃树脂砂、脂硬性碱性酚醛树脂砂等都低,因此可有效减轻气孔缺陷的产生。
6)溃散性在其他条件向同时,型芯砂的溃散性随水玻璃加入量的减少而改善。
新型水玻璃自硬砂的残留强度在400℃以上只有CO2硬化水玻璃砂的一半左右,尤其是在800℃以上时,残留强度约是CO2硬化水玻璃砂的1/10,溃散性大大提高,但比呋喃树脂砂稍差。
7)型芯存放性脂硬化水玻璃砂的型芯存放性较CO2硬化水玻璃砂好,基本没有返碱粉化现象。
但当空气湿度>80%时应引起注意,必要时增加烘干措施。
5.型砂配制及混砂工艺
脂硬化水玻璃砂适合用连续式混砂机,也可利用间歇式混砂机按一定程序进行混制。
混制程序由单砂双混法和双砂三混法两种,采用单砂双混法,型砂配比(%):原砂100,新型水玻璃3~3.5,有机脂10~15(占水玻璃)。
加料顺序及混制时间如下:
混砂1~1.5min 混制1.5~2.0min
原砂+有机脂新型水玻璃出砂6.型芯质量的控制
1)依据型芯的大小、复杂程度及造型工实际可以完成操作的时
间,随时调整型芯砂的可使用时间,以保证型芯的强度需要。
2)提前做好操作前的准备工作,宁可人等砂不能砂等人,保证
在可使用时间内用完,以减少浪费。
3)将型芯均匀捣实,特别是难以捣到的部位及拐角处,这是获
得高质量铸件的前提条件。
4)型芯要多扎通气孔,且深度要够,以加强型内水分的逸出,
也有利于浇注过程中的排气。
5)充分考虑型芯的硬透性,尤其是在冬季,防止型芯产生变形。
6)横、内浇道最好制造模样,以便造型直接成形。
模样起模斜
度应适当加大,芯盒尽量采用脱框结构,以便于起模,减少
修型。
7.结语
1)采用脂硬化水玻璃砂工艺,可是水玻璃加入量大幅度降低,型芯溃散性大为改善,铸件落砂清理容易,实现了旧砂的干法再生回用,减少了废水、废砂对环境的污染。
2)脂硬化水玻璃砂工艺性能及冬季硬透性好,硬化速度可高调,型芯强度高,起模时间岂知短,可使用时间长,脂硬化水玻璃砂工艺生产的铸件表面行和尺寸精度优于CO2硬化水玻璃砂,可达到树脂砂水平,却没有呋喃树脂砂生产时易产生裂纹、表面渗碳及渗硫等问题。
3)脂硬化水玻璃砂与呋喃树脂砂、CO2硬化水玻璃砂、酚醛树脂砂相比,在型砂性能、铸件质量、生长成本及环境保护等方面更具有竞争力。