过盈量与装配力计算公式图文稿
过盈量与装配力计算公式

过盈量与装配力计算公式过盈量与装配力计算公式文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)过盈联接1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
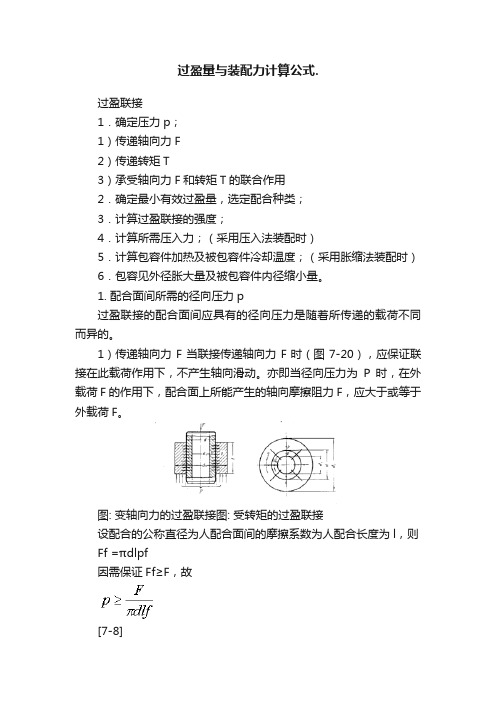
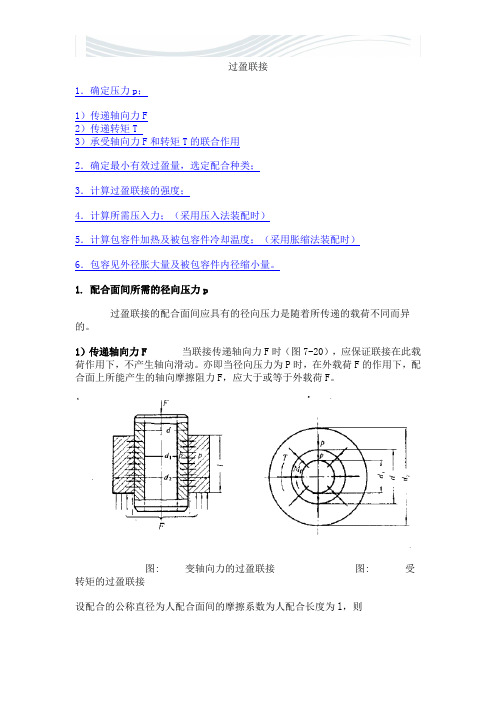
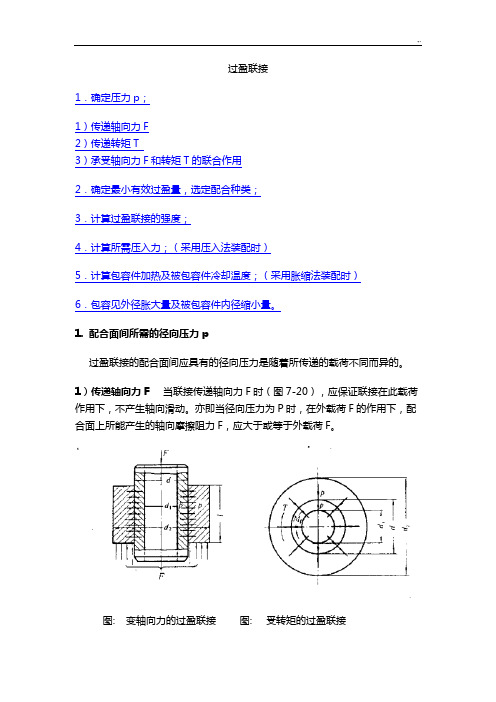
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则=πdlpfFf因需保证F≥F,故f[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力应大于或等于转矩T。
矩Mf设配合面上的摩擦系数为f①,配合尺寸同前,则Mf=πdlpf·d/2因需保证Mf≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢—铸钢钢—钢油压扩孔,压力油为矿物油钢—结构钢油压扩孔,压力油为甘油,结合面排油干净钢—优质结构钢在电炉中加热包容件至300℃钢—青铜在电炉中加热包容件至300℃以后,结合面脱脂钢—铸铁钢—铸铁油压扩孔,压力油为矿物油铸铁—铸钢0..25 钢—铝镁合金无润滑3)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(78)(710)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式

过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f=πdlpf因需保证Ff≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩Mf应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f=πdlpf·d/2因需保证Mf≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f 有润滑时f联接零件材料结合方式,润滑 f钢—铸钢0.11 0.08钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08在电炉中加热包容件至300℃0.14钢—青铜0.150.20 0.030.06 在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁0.120.15 0.050.10 钢—铸铁油压扩孔,压力油为矿物油0.1铸铁—铸钢0.150..25 0.150.10 钢—铝镁无润滑0.100.153)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(78)(710)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈压入力计算公式

过盈压入力计算公式
预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制
圆柱体过盈结合面压装力计算
1MPa=10kg/c m2
=100N/100m m2=1N/mm2
备注
307kg
153kg
弹性模量泊松比
40Cr2110000.277
A356,ADC12/LY12690000.33
硅钢片195000-2000000.291
不锈钢1Cr18Ni91840000.243
紫铜(T2)1079000.35
黄铜H621000000.33
橡胶/丁腈橡胶
尼龙6/66/1010
ABS树脂玻璃钢聚四乙烯N/mm2N/mm2
7.7 (DW470)
350(常温)310(20053515.5/7.92
25050017.28/8.9
70385.218/8.3
290390
0.93/0.96-1.02
1.13/1.15/1.051.02-1.08
1.4-1.2
2.1-2.3线膨胀系数
材料
E(MPa)v
碳钢、低合金钢、合金结构钢200000-2350000.3-0.31
灰口铸铁(HT150/HT200)70000-800000.24-0.25
灰口铸铁(HT250/HT300)105000-1300000.24-0.26
452100000.269
20CrMnTi2120000.289
轴向摩擦力
密度
屈服强度比热加热冷却ρg/cm3σs(MPa)J/kg*℃11-8.57.85235-128010-87.2抗拉150/20010-87.35抗拉250/30011.6/7.853*******.7/7.8683546012/7.8778546024/ 2.7216,154130011.6/7.6(DW270)
过盈量与装配力计算公式(谷风技术)
过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f=πdlpf因需保证Ff≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩Mf应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f=πdlpf·d/2因需保证Mf≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢—铸钢0.11 0.08钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08在电炉中加热包容件至300℃0.14钢—青铜0.15~0.20 0.03~0.06 在电炉中加热包容件至300℃以0.2后,结合面脱脂 钢—铸铁 0.12~0.15 0.05~0.10 钢—铸铁 油压扩孔,压力油为矿物油0.1铸铁—铸钢 0.15~0..25 0.15~0.10 钢—铝镁合金 无润滑 0.10~0.153) 承受轴向力F 和转矩T 的联合作用 此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P 时的过盈量为Δ=pd(C 1/E 1+C 2/E 2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p ——配合W 问的任向活力,由式(7~8)~(7~10)计算;MPa ; d ——配合的公称直径,mm ;E 1、E 2——分别为被包容件与包容件材料的弹性模量,MPa ; C 1——被包容件的刚性系数C 2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式分解
过盈量与装配力计算公式分解过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F 当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f=πdlpf因需保证Ff≥F,故[7-8]2)传递转矩T 当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩Mf应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f=πdlpf·d/2因需保证Mf≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢—铸钢0.11 0.08钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08在电炉中加热包容件至300℃0.14钢—青铜0.15~0.20 0.03~0.06 在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁 0.12~0.15 0.05~0.10 钢—铸铁 油压扩孔,压力油为矿物油0.1铸铁—铸钢 0.15~0..25 0.15~0.10 钢—铝镁合金 无润滑 0.10~0.153) 承受轴向力F 和转矩T 的联合作用 此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P 时的过盈量为Δ=pd(C 1/E 1+C 2/E 2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p ——配合W 问的任向活力,由式(7~8)~(7~10)计算;MPa ; d ——配合的公称直径,mm ;E 1、E 2——分别为被包容件与包容件材料的弹性模量,MPa ; C 1——被包容件的刚性系数C 2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式分析

1 •确定压力p; 1) 传递轴向力F 2) 传递转矩T3) 承受轴向力F 和转矩T 的联合作用 2 •确定最小有效过盈量,选定配合种类; 3 •计算过盈联接的强度;4 •计算所需压入力;(采用压入法装配时)5 •计算包容件加热及被包容件冷却温度;(采用胀缩法装配时) 6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F 时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为 P 时,在外载荷F 的作用下,配 合面上所能产生的轴向摩擦阻力 Ff ,应大于或等于外载荷F 。
设配合的公称直径为人配合面间的摩擦系数为人配合长度为 I ,则过盈联接图:转矩的过盈联接变轴向力的过盈联接2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M = n dlpf • d/2因需保证M >「故得、2T1力[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化•取两者近似相等.均以f 表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关, 应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
:f压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢一铸钢0.11 0.08钢一钢油压扩孔,压力油为矿物油0.125钢一结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢一优质结构钢0.11 0.08在电炉中加热包容件至300C0.14钢一青铜0.15 -0.20 0.03 906 在电炉中加热包容件至300C以后,结合面脱脂0.2因需保证F f > F,故F f = n dlpfFTidl[7-8]钢一铸铁 0.12 3.15 0.05 210钢一铸铁油压扩孔,压力油为矿物油 0.1铸铁铸钢0.15 〜0..25 0.15210钢一铝镁合金无润滑0.103.153) 承受轴向力F 和转矩T 的联合作用此时所需的径向压力为如丫F + — Tidlf2.过盈联接的最小有效过盈量 3 min根据材料力学有关厚壁圆筒的计算理论,在径向压力为P 时的过盈量为△ =pd (G/已+G/E 2) x 103,贝U 由上式可知,过盈联接传递载荷所需的最小过盈量 应为式中:p ――配合 W 可的任向活力,由式(7、8)(7J0)计算;MPad ---- 配合的公称直径,mmE 1、E 2――分别为被包容件与包容件材料的弹性模量, MPaC 1――被包容件的刚性系数C 2――包容件的刚性系数[7-10]103屮n[7-11]di 、d2——分别为被包容件的内径和包容件的外径,mm卩1、卩2――分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式.
过盈量与装配力计算公式.过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则Ff =πdlpf因需保证Ff≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩Mf应大于或等于转矩T。
设配合面上的摩擦系数为f① ,配合尺寸同前,则Mf =πdlpf·d/2因需保证Mf≥T.故得[7-9]①实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f 有润滑时f 联接零件材料结合方式,润滑f钢—铸钢0.11 0.08 钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08 在电炉中加热包容件至300℃0.14钢—青铜0.15~0.20 0.03~0.06 在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁0.12~0.15 0.05~0.10 钢—铸铁油压扩孔,压力油为矿物油0.1铸铁—铸钢0.15~0..25 0.15~0.10 钢—铝镁合金无润滑0.10~0.153)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为∏时的过盈量为Δ=πδ(X1/E1+X2/E2 ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:π??配合Ω问的任向活力,由式(7~8)~(7~10)计算;M∏α;δ??配合的公称直径,μμ;E1、E2 ?分别为被包容件与包容件材料的弹性模量,M∏α;X1 ?被包容件的刚性系数X2 ?包容件的刚性系数δ1、δ2 ?分别为被包容件的内径和包容件的外径,μμ;μ1、μ2 ?分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式分解【精品文档】
过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f =πdlpf≥F,故因需保证Ff[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M应大于或等于转矩T。
f设配合面上的摩擦系数为f①,配合尺寸同前,则M f =πdlpf·d/2因需保证M≥T.故得f[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值3)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(7~8)~(7~10)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式

过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f=πdlpf因需保证Ff≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩Mf应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f=πdlpf·d/2因需保证Mf≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢—铸钢0.11 0.08钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08在电炉中加热包容件至300℃0.14钢—青铜0.15~0.20 0.03~0.06 在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁 0.12~0.15 0.05~0.10 钢—铸铁 油压扩孔,压力油为矿物油0.1铸铁—铸钢 0.15~0..25 0.15~0.10 钢—铝镁合金 无润滑 0.10~0.153) 承受轴向力F 和转矩T 的联合作用 此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P 时的过盈量为Δ=pd(C 1/E 1+C 2/E 2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p ——配合W 问的任向活力,由式(7~8)~(7~10)计算;MPa ; d ——配合的公称直径,mm ;E 1、E 2——分别为被包容件与包容件材料的弹性模量,MPa ; C 1——被包容件的刚性系数C 2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式
过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f=πdlpf因需保证Ff≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩Mf应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f=πdlpf·d/2因需保证Mf≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢—铸钢0.11 0.08钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08在电炉中加热包容件至300℃0.14钢—青铜0.15~0.20 0.03~0.06 在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁 0.12~0.15 0.05~0.10 钢—铸铁 油压扩孔,压力油为矿物油0.1铸铁—铸钢 0.15~0..25 0.15~0.10 钢—铝镁合金 无润滑 0.10~0.153) 承受轴向力F 和转矩T 的联合作用 此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P 时的过盈量为Δ=pd(C 1/E 1+C 2/E 2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p ——配合W 问的任向活力,由式(7~8)~(7~10)计算;MPa ; d ——配合的公称直径,mm ;E 1、E 2——分别为被包容件与包容件材料的弹性模量,MPa ; C 1——被包容件的刚性系数C 2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式

过盈量与装配力计算公式The final revision was on November 23, 2020过盈联接1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f=πdlpf因需保证F f≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M f应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f=πdlpf·d/2因需保证M f≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢—铸钢钢—钢油压扩孔,压力油为矿物油钢—结构钢油压扩孔,压力油为甘油,结合面排油干净钢—优质结构钢在电炉中加热包容件至300℃钢—青铜在电炉中加热包容件至300℃以后,结合面脱脂钢—铸铁钢—铸铁油压扩孔,压力油为矿物油铸铁—铸钢0..25 钢—铝镁合金无润滑3)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(78)(710)计算;MPa; d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式

过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。
图:变轴向力的过盈联接图:受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f =πdlpf因需保证F f≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M f应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f =πdlpf·d/2因需保证M f≥T.故得[7-9]①实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表:摩擦系数f值3) 承受轴向力F 和转矩T 的联合作用此时所需的径向压力为 [7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(7~8)~(7~10)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式.

过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则Ff =πdlpf因需保证Ff≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩Mf应大于或等于转矩T。
设配合面上的摩擦系数为f① ,配合尺寸同前,则Mf =πdlpf·d/2因需保证Mf≥T.故得[7-9]①实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f 有润滑时f 联接零件材料结合方式,润滑f钢—铸钢0.11 0.08 钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08 在电炉中加热包容件至300℃0.14钢—青铜0.15~0.20 0.03~0.06 在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁0.12~0.15 0.05~0.10 钢—铸铁油压扩孔,压力油为矿物油0.1铸铁—铸钢0.15~0..25 0.15~0.10 钢—铝镁合金无润滑0.10~0.153)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 ∏时的过盈量为Δ=πδ(X1/E1+X2/E2 ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:π配合Ω问的任向活力,由式(7~8)~(7~10)计算;M∏α; δ配合的公称直径,μμ; E1、E2 分别为被包容件与包容件材料的弹性模量,M∏α;X1 被包容件的刚性系数X2 包容件的刚性系数δ1、δ2 分别为被包容件的内径和包容件的外径,μμ; μ1、μ2 分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式

过盈量与装配力计算公式文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)过盈联接1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则=πdlpfFf因需保证F≥F,故f[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力应大于或等于转矩T。
矩Mf设配合面上的摩擦系数为f①,配合尺寸同前,则Mf=πdlpf·d/2因需保证Mf≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f有润滑时f联接零件材料结合方式,润滑 f钢—铸钢钢—钢油压扩孔,压力油为矿物油钢—结构钢油压扩孔,压力油为甘油,结合面排油干净钢—优质结构钢在电炉中加热包容件至300℃钢—青铜在电炉中加热包容件至300℃以后,结合面脱脂钢—铸铁钢—铸铁油压扩孔,压力油为矿物油铸铁—铸钢0..25 钢—铝镁合金无润滑3)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(78)(710)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
过盈量与装配力计算公式定理
过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f =πdlpf因需保证F f≥F,故[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M f应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则M f =πdlpf·d/2因需保证M f≥T.故得[7-9]①实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值压入法胀缩法联接零件材料无润滑时f 有润滑时f联接零件材料结合方式,润滑 f钢—铸钢0.11 0.08钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢0.11 0.08在电炉中加热包容件至300℃0.14钢—青铜0.150.200.030.06在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁0.120.150.050.10钢—铸铁油压扩孔,压力油为矿物油0.1铸铁—铸钢0.150..250.150.10钢—铝镁合金无润滑0.100.153)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10] 2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(78)(710)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过盈量与装配力计算公式文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]过盈联接1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则=πdlpfFf因需保证F≥F,故f[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力应大于或等于转矩T。
矩Mf设配合面上的摩擦系数为f ①,配合尺寸同前,则M f =πdlpf·d/2因需保证M f ≥T.故得[7-9]① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f 表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f 值压 入 法 胀 缩 法联接零件材料 无润滑时f 有润滑时f 联接零件材料结合方式,润滑 f钢—铸钢 0.11 0.08 钢—钢油压扩孔,压力油为矿物油0.125钢—结构钢 0.10 0.07 油压扩孔,压力油为甘油,结合面排油干净0.18钢—优质结构钢 0.11 0.08 在电炉中加热包容件至300℃0.14钢—青铜 0.150.20 0.030.06 在电炉中加热包容件至300℃以后,结合面脱脂0.2钢—铸铁 0.120.15 0.050.10 钢—铸铁 油压扩孔,压力油为矿物油0.1铸铁—铸钢 0.150..25 0.150.10 钢—铝镁合金无润滑 0.100.153) 承受轴向力F 和转矩T 的联合作用 此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(78)(710)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。
对于钢,μ=0.3;对于铸铁,μ=0.25。
当传递的载荷一定时,配合长度l越短,所需的径向压力p就越大。
当P增大时,所需的过盈量也随之增大。
因此,为了避免在载荷一定时需用较大的过盈量而增加装配时的困难,配合长度不宜过短,一般推荐采用l≈0.9d。
但应注意,由于配合面上的应力分布不均匀,当l>0.8d时,即应考虑两端应力集中的影响,并从结构上采取降低应力集中的措施。
图: 圆柱面过盈联接显然,上面求出的Δmin只有在采用胀缩法装配不致擦去或压平配合表面微观不平度的峰尖时才是合效的。
所以用胀缩法装配时,最小有效过盈量δmin =Δmin但当采用压入法装配时;配合表面的微观峰尖将被擦去或压平一部分(下图),此时接式(7-11)求出的Δmin值即为理论值应再增加被擦去部分2μ,故计算公式为图:压入法装配时配合表面擦去部分示意图式中:u——装配时留图所示可配合表面上微观峰尖被擦去部分的高度之和,取其为 0.4(RZ1+RZ2),μm;RZ1、RZ2——分别为被包容件及包容件配合表面上微观不平度的十点高度,μm,其值随表面粗糙度而异,见表7—6表:加工方法、表面粗糙度及表面微观不平度十点高度RZ加工方法精车或精镗,中等磨光,刮(每平方厘米内有1.53个点)铰,静磨,刮(每平方厘米内有35个点)钻石刀头镗研磨,抛光,超精加工等表面粗糙度代号Rz(μm) 10 6.3 3.2 1.6 0.8 0.4 0.2 0.1 0.05注:表面粗糙度代号以Ra表示,自左至右依次相当于旧国标(GB1031—68)中的代号▽6—▽14。
设计过盈联接时,如用压入法装配,应根据求得的最小有效过盈量δmin,从国家标准中选出一个标准过盈配合,这个标准过盈配合的最小过盈量应略大于或等于δmin。
若使用胀缩法装配时,由于配合表面微观峪关被擦伤或压平的很少,可以忽略不计,亦即可求出δmin后直接选定标准过盈配合。
还应指出的是:实践证明,不平度较小的两表面相配合时贴合的情况较好,从而可提高联接的紧固性。
3. 过盈联接的强度计算前已指出,过盈联接的强度包括两个方面,即联接的强度及联接零件本身的强度。
由于按照上述方法选出的标准过盈配合已能产生所采的径向压力,即已能保证联接的强度,所以下面只讨论联接零件本身的强度问题。
过盈联接零件本身的强度,可按材料力学中阐明的厚壁圆筒强度计算方法进行校核。
当压力p一定时,联接零件中的应力大小及分布情况见图7-26。
首先按所选的标准过盈配合种类查算出最大过盈量δ(采用压入法装配时应减掉被擦max,即去的部分2u).再求出最大径向压力pmax来校核联接零件本身的强度。
然后根据pmax当包容件(被包容件)为脆性材料时,可按图7-26所示的最大周向拉(压)应力用第一强度理论进行核核。
由图可见,其主要破坏形式是包容件内表层断裂。
图7-26:过盈联接中的应力大小及分布情况设分别为被包容件材料的压缩强度极限及包容件材料的拉伸强度极限,则强度校核公式为:对被包容件对包容件当零件材料为塑性材料时.则应按第三强度理论(1-3≤S )检验其承受最大应力的表层是否处于弹性变形范围内,设s1、s2分别为被包容件及包容件材料的屈服极限.则由图7-26可知.不出现塑性变形的检验公式为: 对被包容件内表层 对包容件内表层4. 过盈联接最大压入力、压出力当采用压入法装配并准备拆开时,为了选择所得压力机的容量,应将其最大压入力、压出力按下列公式算出: 最大压入力 F i =fπdlp max最大压出力 F 0=(1.31.5)Fi=(1.31.5)fπdlp max 5. 包容件加热及被包容件冷却温度如采用胀缩法装配时,包容件的加热温度t 。
或被包容件的冷却温度t ;(单位均为℃)可按下式计算:式中:δmax ——所选得的标准配合在装配前的最大过盈量,μm;Δ0——装配时为了避免配合面互相擦伤所需的最小间隙。
通常采用同样公称直径的间隙配合 H7/g6的最小间隙,μm,或从手册中查取;α1、α2——分别为被包容件及包容件材料的线膨胀系数,查有关手册;t——装配环境的温度,℃。
6. 包容件外径胀大量及被包容件内径缩小量(一般只需计算其最大绝对值)当有必要计算过盈联接装配后包容件外径胀大量及被包容件内径缩小量时,可按下列公式计算:包容件外径最大胀大量被包容件内径最大缩小量式中各符号的意义同前。
过盈配合键的装配过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。
装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。
过盈配合装配一般属于不可拆卸的固定连接。
过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。
1)过盈配合件装配前的检查过盈配合零件在装配前必须对配合部位进行复检.并做好记录。
(1)过盈量应符合图样或工艺文件的规定。
(2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。
(3)相关的圆根、倒角等不得影响装配。
(4)配合表面水准有棱刺、锈斑或擦伤。
(5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。
(6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。
2)过盈配合件的装配过盈配合件的装配见表16。
表16过盈配合件装配装配方法工艺要点计算公式人工敲击法:适用于过渡配合的小件装配1 .大装的零件表面不准有砸痕2 .打装时,被包容配件表面涂机油润滑3 .打装时,必须用软金属或硬质非金属材料做防护衬垫4 .打装过程中,必须使被容件与包容件同轴,不准有任何歪斜现象5 .打装好的零件必须与相关限位轴肩等靠紧,间隙不得大于0.05mm压装法:适用于常温下.对过盈量较小的中、小件装配1. 压装件引入端必须制做倒锥。
若图样中未作规定,其倒锥按锥度1:150制作.长度为配合总长度的l0%~15%压入力F经验计算公式F=KiL×104式中i-测的实际过盈量mmL-配合长度mmK-考虑被装零件材质,尺寸等因素的系数K系数1.5~3取值2 .实心轴与不通孔件压装时,允许在配合轴颈表面上加工深度大于0.5mm的排气平面3 .压装零件的配合表面.在压装前须润滑油(白铅油掺机油)4.压装时,其受力中心线应与包容件,被包容件中心线保持同轴。
对细长轴应严格控制受力中心线与零件的同轴性5.压装轮与轴时.绝不允许轮缘单独受力6.压装后,轴肩处必须靠紧.间隙小于0.05mm7.采用重物压装时,应平稳无阻压入,出现异常时应进行分析,不准有压坏零件的现象发生8.采用油压机装时.必须对压入力F进行校核,确保压机所产生的压力应该是压入力F 的1.5—2倍9.采用油压机压装时,应做好压力变化的记录1)压力变化应平稳,出现异常时进行分析,不准有压坏零件的现象发生2)图样有最大压力的要求时,应达到规定效值,不许过大或过小3)采用机压装时速度不宜太快。
压入速度采用2—4mm/s,不允许超过10mm/s热装法:适用过盈量较大零件的装配1.做好热装前的准备工作.以保证热装工序的顺利完成1 加热温度T计算公式T=(σ+δ)/ad+T (℃) 式中d-配合公称直径(mm) a-加热零件材料线膨胀系数(1/℃) 常用材料线膨胀系数见有关手册σ-配合尺寸的最大过盈量mmδ-所需热装间隙(mm) 当d<200mm时,δ取(1"2)σ当d≥200mm时,δ取(0.001"0.0015)d22加热时间按零件厚10mm需加热10min估算。
厚度值按零件轴向和径向尺寸小者计算3 保温时间按加热时间的1/4估算2.包容件加热.胀量达到要求后,要迅速清理包容件和被包件的配合表面,然后立即进行热装。
要求操作动作迅速准确,一次热装到位,中涂不许停顿。
若发生异常,不允许强迫装入,必须排除故障,重新加热再进行热装3.零件热装后,采用拉、压、顶等可靠措施使热装件靠近被包容件轴向定位面。