高压电机转子轴加工过程
高压电机轴承温度过高及振动异常的处理
高压电机轴承温度过高及振动异常的处理摘要:在机械系统里电机是保证机械正常运转重要的驱动装置,在生产设备中起着重要作用。
然而,高压电机在运转过程中易出现温度过高以及振动异常等情况,影响设备的正常运转,并带来经济损失。
本文分析了高压电机轴承温度过高及振动异常的原因,探讨其处理方法,以望对高压电机的正常使用起到一定作用。
关键词:高压电机;轴承温度;振动异常;处理途径高压电机是火电企业中的重要辅机设备,其正常运行在电力企业中占有重要地位。
而轴承是高压电机的关键组件,一旦轴承发生任何故障,将直接影响高压电机的正常运转。
通过调查可得到,高压电机轴承故障中,温度过高及振动异常出现几率高于其他故障发生率,为了有效提高高压电机轴承运转效率,对其轴承温度过高及振动异常的原因及其处理方法进行分析有重要意义[1-2]。
一、高压电机轴承温度过高及振动异常的原因1、高压电机轴承温度过高原因一般情况下,高压电机轴承温度应低于95摄氏度,但并没有明文规定其轴承温度低于该温度时属于过高。
在炎热的夏季条件下,高压电机的轴承温度应该控制在60摄氏度内;寒冷的冬季,其温度保持在50摄氏度内。
如果高压电机的轴承温度在运行30分钟内,其温度超过60摄氏度,或者在运行2小时后,其温度仍没有下降,则可认为属于温度过高。
通过分析其原因,具体包括以下几方面:1)轴承损伤。
轴承的制作与其生产工艺、检测水平及后期锻造工艺相关。
当轴承的表面有锈迹、裂纹、斑点时,会导致轴承温度过高。
2)轴承间隙过紧或者过松。
当轴承之间的间隙较大时,将降低运转精度,增大其振动噪声,降低承受能力;但间隙过小时,则使轴承的温度过高。
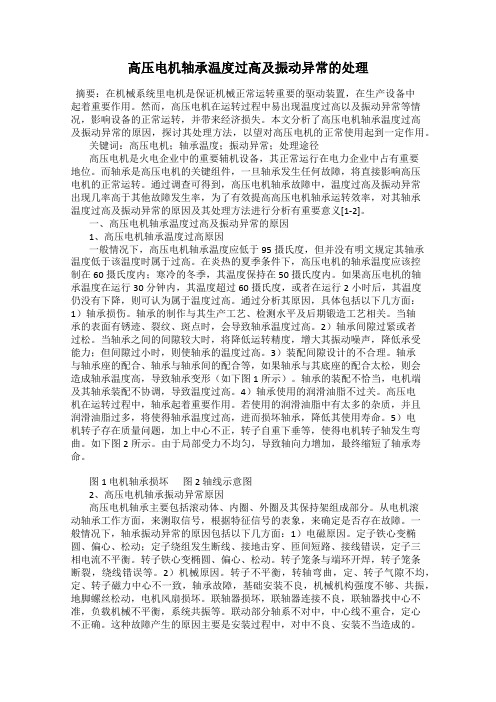
3)装配间隙设计的不合理。
轴承与轴承座的配合、轴承与轴承间的配合等,如果轴承与其底座的配合太松,则会造成轴承温度高,导致轴承变形(如下图1所示)。
轴承的装配不恰当,电机端及其轴承装配不协调,导致温度过高。
4)轴承使用的润滑油脂不过关。
高压电机在运转过程中,轴承起着重要作用。
YB400/450—2高压机电机窜轴问题的探讨
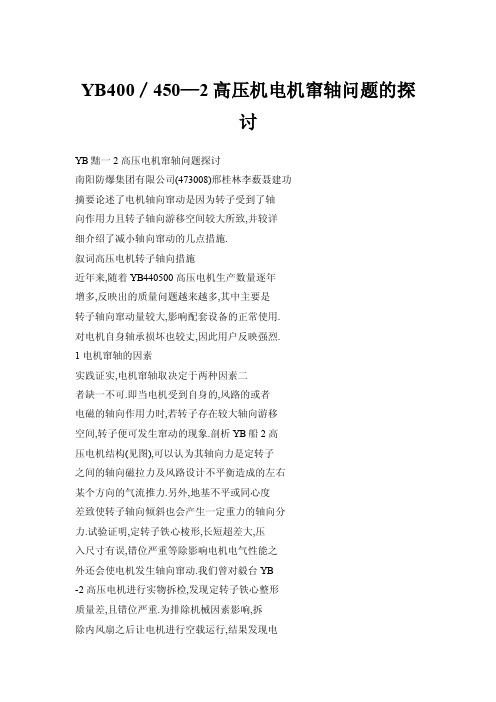
YB400/450—2高压机电机窜轴问题的探讨YB黜一2高压电机窜轴问题探讨南阳防爆集团有限公司(473008)邢桂林李薮聂建功摘要论述了电机轴向窜动是因为转子受到了轴向作用力且转子轴向游移空间较大所致,并较详细介绍了减小轴向窜动的几点措施.叙词高压电机转子轴向措施近年来,随着YB440500高压电机生产数量逐年增多,反映出的质量问题越来越多,其中主要是转子轴向窜动量较大,影响配套设备的正常使用.对电机自身轴承损坏也较丈,因此用户反映强烈.1电机窜轴的因素实践证实,电机窜轴取决定于两种因素二者缺一不可.即当电机受到自身的,风路的或者电磁的轴向作用力时,若转子存在较大轴向游移空间,转子便可发生窜动的现象.剖析YB船2高压电机结构(见图),可以认为其轴向力是定转子之间的轴向磁拉力及风路设计不平衡造成的左右某个方向的气流推力.另外,地基不平或同心度差致使转子轴向倾斜也会产生一定重力的轴向分力.试验证明,定转子铁心棱形,长短超差大,压入尺寸有误,错位严重等除影响电机电气性能之外还会使电机发生轴向窜动.我们曾对毅台YB-2高压电机进行实物拆检,发现定转子铁心整形质量差,且错位严重.为排除机械因素影响,拆除内风扇之后让电机进行空载运行,结果发现电机仍有较大幅度的窜动.另外试验也发现.内风扇直径减小,窜动量也减小,内风扇直径增大.窜动量也增大.我们还专门做过一项测试.对一台YB400M2—2电机严格控制定转子铁心整形质量, 长度及压入尺寸,测得在没有内外风扇时窜动量仅为0.1mm,而带上内外风扇时窜动太于0.7ram, 对分别附带内外风扇情形进行测试,结果发现内风扇的影响明显大于外风扇,分别为0.5mm与..48..0.3mm.显而易见,电机窜动与电磁力及风路结构有关.从大量产品出厂试验结果及用户反馈信息来看,电机转子轴向窜动较大的绝大多数-u400—2高压电机YB440504,6,8,10高压电机尽管与其结构相同却少有窜动的现象.另外迁发现在电机设计中采用对称风路结构(即双内风扇,轴伸端与非轴伸端两端各一个)的其它系列高压电机也较少有发生窜动现象的,由此可得出这样的结论:对于原YB44002高压电机轴向窜动,风路的影响为甚,风扇直径越太其影响力越太.田YBi;高压电机结构内风扇产生较大轴向力其原因可这样认为:由于YB400?2高压电机周围布管数目有限,仅为十几根,而且管径较小,加上焊接及加工时可能被堵塞一部分,所以内腔散热管实际导风面积很小,远小于外风扇出风口导风面积,加上风道的弯皓致使出风口风阻更大,从而导致电机内腔风道气流不畅,加上挡风扳的作用,分流很小,气流便在风扇盘右侧形成较大的压力,电机转子从而受到较大的向左的作用力.因此.电机转子轴向窜动是电机转子轴向磁拉力,风路作用力及其它轴向作用力相互作用的结果.2减小电机轴向窜动的措施21减小电机轴向受力解决YB44050.?2高压电机的轴向窜动问题,首先应设法消除电机自身电磁和机械的轴向作用力. 《电机技术》200l(1);丌■一一我们通过改进设计及提高工艺保证手段来实现. 如:提高定转子的同心度增加定转子端板,齿压条对铁心进行整形,保证定转子铁心长度一致, 严格要求压入尺寸及压入方向使定转子铁心在同一方向定位减小公差积累及轴向热嘭胀差异等,这样不但能改善电机的电磁性能与机械性能,也能适当减小电机的轴向窜动.至于减小风路对电机窜动的影响,可以通过调整风路结构在另一端增加一个相同的内风扇的办法来实现一内风路采用对称风路两端内风扇的轴向作用便能相互抵消,从而风路对电机轴向窜动的影响便能减到最小.另外,在定子温升不高,裕度较大的情况下可以适当缩小内风扇的直径或者改变内风扇的形式.因风路影响与内风扇的外径D或正比,所以改前与改后的内风扇外径D的比值越大,效果越明显.在风扇盘上开孔或者改用不带风扇盘的内风扇,使风扇盘两侧的风压接近或相等,从而内风路对电机转子窜动的影响便能大幅度减小.22减小电机转子轴向游移空间消除电机转子轴向作用力会受各种因素的制约,且有可能产生其它影响(如增加一内风扇对制造成本,电机振动,受力的影响等).如同时减小电机轴向游移空间,效果会更好.YB440s0_02高压电机轴向游移空间主要表现为: (a)轴承在内外盖止口之间的轴向间隙;(b)定位球轴承的轴向游隙;(c)轴承与轴承挡肩及挡圈之间的实际间隙(一般在热态时才表现出来).通常情况下,电机的轴向游移空间越大.电机窜动的机率及窜动量也越大,改进前YB4450o0—2高压电机许多有窜动的现象便是证明,据计算其轴向游移空间展大值接近3mm.下面介绍几种减小轴向游移空间切实有较的办法.2.2.1改用基本组球轴承定位以前YB4405o0—2高压电机定位球轴承一度采用c3组轴承因c3组属较大径向游隙组,相应地其轴向游隙也较大,根据公式Ace≈l(△r(k为常数,176或1.82jAr为径向游隙,O.O3~O.058),可近似计算出c3组球轴承在不受径向配合影响前提下其轴向游隙最大值为0.44ram,大于基本组球轴承轴向游《电机技术》2001(1)隙最大值0.34ram若计及改变轴承与转轴配合对球轴承径向游隙的影响,可以肯定,采用基本组球轴承其轴向游隙实际值一定小于0.34ram,在电机窜动量不太大时改变轴承效果很明显.2.2.2适当改变轴承结构零部件的尺寸公差,配合,减小装配间隙型式试验及用户使用反映,YB440"o2高压电机轴向窜动有热态增大或周期性抖动(即突发性大幅度窜动)的现象.这种现象实际上是由于轴承结构零部件公差配合不当引起的.我们知道,热胀冷缩是物质的共性,电机在热态运行时其零部件发生热膨胀的现象是不可避免的.假定轴承内圈,甩水环,甩油环与电机轴的配合是紧密的,在热态运行时不会发生与轴蚣脱滑动的现象,那么其最大窜动量便是轴承在轴承内外盖止口之间的装配间隙与球轴承轴向游隙之和.约为0~1.35ram,并不太大,因此电机出现窜动的机率及窜动量也不很大.但实际情况是,轴与轴承的配合原设计为K6(嗽),工艺曾一度实行内控标准为(')且多按下差控制,由于轴承内孔的公差为(一3o2)实浏多为(一00),所以轴承与轴的配合过盈量有时很小甚至没有过盈量,而因材质及发热的不同,轴承内圈的热嘭胀大于轴,于是在电机高速旋转产生的切向力及轴向力双重作用下便可能发生跑内圈的现象.同样,甩水环,甩油环与轴的配合为过渡配合也是较为松的,在热态时很可能要出现松脱的现象.一旦这两种情况同时存在,电机转子的轴向游移空间便会大大增加.据计算最终可达2.8ram以上,这还没考虑加工超差的现象,以此分析我们便明了YB44002高压电机窜动机率大,窜动量较大,热态窜动更大的原因.即可以这样认为,电机运行时在某一轴向受力加大出现配合松动的现象使得窜动量增大但同时其反方向的轴向力也在增大从而使电机轴向受力很快趋于平衡,此时电机便回复到较小的窜动状态.其大幅度窜动的周期取决于相关零部件配合过盈量的大小.关于跑内圈的情形曾经发现过数例拆检发现轴承与轴的配合过盈量为零.49..其轴承台上有明显的跑套痕迹,后经涮镀适当增大过盈量,电机窜动明显得到了改善.由此可知YB445O0O-2高压电机定位端轴承结构零部件轴向尺寸公差与预留装配间隙的选取及径向配台性质的确定对窜动有直接关系.实践证明用过少的过盈量将轴承安装在轴上,内圈承受载荷旋转,内圈与轴之间产生有害的滑动,滑动一旦产生,配合面显着磨损,损伤轴或轴承屡见不鲜,还会引起发热,振动,审动.而装配间隙也应在台适的限度内,应使配台后的工作游隙保持在轴承游隙的50%左右经改变轴向公差调整径向配合性质消除热态松脱滑动的可能性后,其最大轴向游移空间减小为0.8mm左右,使改进后的YB44002高压电机窜动的机率与窜动量大幅度减小.2.2.3采用合理的装配方法最后需要强调的是,电机的装配方式对转子轴向窜动也有一定的影响,尤其是外风扇的安装.因为通常外风扇与轴的配台为过渡配合或者过盈配合注定冷态下外风扇如果没有外加施力不可能轻易安装到轴上按照有关理论及经验,外风扇的安装应采用冷压(不对定位球轴承轴向施力)或者热套的方法,但许多情况下实际操作人员受工艺因素制约或出于某个方面的考虑而采用铁(铜) 锤用力敲击外风扇的办法.这样便会有较大的反复的轴向冲击力作用在轴承上,不但损伤轴承,还会改变轴承的游隙及正常状态,同时还可能引起磁中心线的偏移,此时电机轴向窜动的可能性会进一步增大.事实上也是如此:对库存电机(入库前轴向窜动测试皆符合要求)进行改造,在检修的几台电机中,改换外风扇时,采用铁锤反复敲打的电机皆出现了窜动严重超标的现象(达0.5~0.7).而没有更换外风扇的电机仍然保持较小的窜动,其中当初外风扇安装没有采用铁锤敲击的电机窜动量更小.3结论总之,YBI~-2高压电机窜动是个综台性问题,与电机设计,制造装配工艺及生产管理水平有关,一旦改进了设计,提高了工艺保证手段,管理也上新台阶,那么诸如电机窜动量大的质量问题便能大幅度减小例如YB445002高压电机改进设计前轴向窜动量普遍为0.3~2而改进后则小于0.3.具体试验数据如下:YB400St-2200kW0.02mmYB400S2-2220kW0.05mmYB400M2250kW0.04mmYB400M~2280kW0.05mmYB355-2132~185kW0.1~025mmYB450St-2315kW0.05mmYB450S2-2355kW0.05/0.04mmYB450S3-2400kW0.10/0.18mmYB450MI-2450kW0.15/0.20mmYB450M2-2500kW0.25/0.18mm(收稿日期:200o.08—15)第一作者邢桂林畀38岁工程师产品信息上海市电机技术研究所特约经销美国3M公司电气及专用电气绝缘胶带.带基种类齐全,如强化环氧薄膜,强化聚脂薄膜,强化纤维带,聚酰亚胺薄膜,合成物,聚四氟乙烯塑料薄膜,金属箔带基,聚酯网等,欢迎订购.50.联系电话:65794494联系地址:物华路178号联系人:张福生邮编:200086《电机技术》2001(1)f一一一r———T]■一。
高压电机说明介绍

高压电机说明介绍高压电机是指额定电压在1000V以上电动机。
常使用用的是6000V和10000V电压,由于国外的电网不同,也有3300V和6600V的电压等级。
高压电机产生是由于电机功率与电压和电流的乘积成正比,因此低压电机功率增大到一定程度(如300KW/380V)电流受到导线的允许承受能力的限制就难以做大,或成本过高。
需要通过提高电压实现大功率输出。
高压电机优点是功率大,承受冲击能力强;缺点是惯性大,启动和制动都困难。
高压电机的用途高压电动机可用于驱动各种不同机械之用。
如压缩机、水泵、破碎机、切削机床、运输机械及其它设备,供矿山、机械工业、石油化工工业、发电机等各种工业中作原动机用。
用以传动鼓风机、磨煤机、轧钢机、卷扬机的电动机应在订货时注明用途及技术要求,采用特殊的设计以保障可靠运行。
高压电机的类型高压电机分为:高压同步电机;高压异步电机;高压异步绕线式电动机;高压鼠笼型电机等。
高压电机控制装置根据实际而定方式:电机容量大大小于电源容量且1000KW以下的可直接启动,这时的冲击电流是额定值的3-6倍.为了防止冲击电流过大,对于大电机必须考虑减少启动电流的启动方式:有串电抗启动,变频启动,液力偶合器启动等多种方式.有复杂有简单,价钱差异很大. 由于电压高,电流冲击大,电机制造必须满足过电压的要求,绝缘等级要求较高。
高压电机维修工艺流程一.绕线高压电机按电压等级需要选用双亚胺,单亚胺,单薄双丝等各种规格的丝包扁线,材料齐备后,可在绕线机上绕制制成梭型成圈,一般电机最短线圈直线部分25厘米,最大线圈直线部分1.2米,绕制可单平绕,单立绕,也可双平换位绕,也可双平换位立绕,根据具体要求确定。
利用圆盘中的万能调节也可绕制圆漆包线线圈。
绕线机内置一台调速电机与一台涡轮涡杆减速机,带动绕线机实现0-120转/分的可顺逆可制动的旋转,并可正反计数,一般可绕制1600KW以内的各种电机线圈,另配有简易涨紧器一套,可控制绕制线圈的松紧度,一般的修理厂家选用如上产品即可,如遇到特殊大型规格时,可选择特异型绕制设备。
高压永磁电机装配过程关键工艺
高压永磁电机装配过程关键工艺发表时间:2020-12-10T05:36:18.764Z 来源:《河南电力》2020年7期作者:褚建李超[导读] 随着市场需求不断提高,从设计到生产需要更加深入的探索新工艺新技术,保证高压永磁电动机生产效率。
(北京电力设备总厂有限公司)摘要:高压永磁电机具有质量轻、体积小、有用功比例高多种优势。
随着市场需求不断提高,从设计到生产需要更加深入的探索新工艺新技术,保证高压永磁电动机生产效率。
关键词:永磁电机、转子液压拆装机构、制造工艺高压永磁电机在环保节能方面有很大优势,通过现场长期运行试验和数据计算,使用6KV永磁同步电动机与异步高压电动机进行比较,永磁同步电动机可以节约8-15%的能耗。
但高压永磁电机结构与生产工艺复杂,本文对某公司试制450KW-6KV永磁电动机的过程中的关键工艺进行分析。
一、结构与工艺难点高压永磁电机将磁钢装在转子上,其结构型式有:嵌入式:转子冲片冲有磁钢槽,磁钢装在槽内,冲片制造时已充分保证磁钢槽的对称度,从而保证磁路的对称性。
粘接式:将磁钢用特殊的粘接剂粘在磁轭上,靠工艺保证磁钢均匀使磁路对称。
【1】永磁电机制造工艺难点:一是磁钢吸附力强,转子装配间隙仅0.1 mm左右,直接吸附在铁心上。
一旦吸附就很难再分开,装配难度极大且具有危险性。
二是总装时转子若没有准确强劲的导向保证,定、转子将吸附抱死,无法分离,导致总装失败。
【2】二、装配关键工艺1、转子的磁钢装配工艺工艺要点:磁钢装配时需克服对转子铁心的强磁性吸引力,磁钢极性正确保证磁路对称。
设计磁钢装配工装及导向夹具,分析磁钢极性,每槽磁钢相对磁通量数值接近,保证磁路对称,确保装配质量。
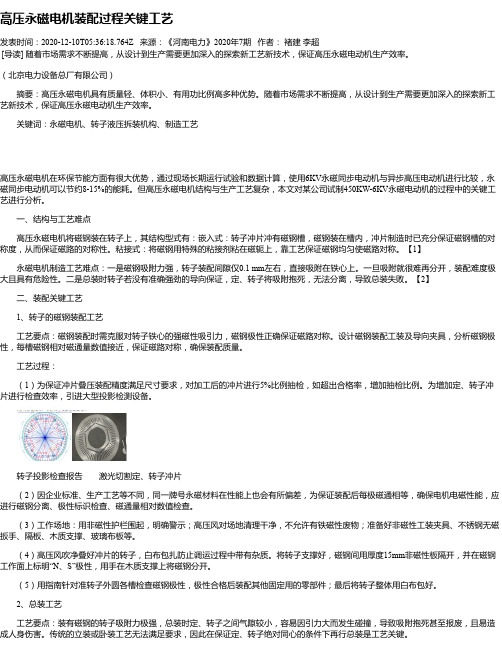
工艺过程:(1)为保证冲片叠压装配精度满足尺寸要求,对加工后的冲片进行5%比例抽检,如超出合格率,增加抽检比例。
为增加定、转子冲片进行检查效率,引进大型投影检测设备。
转子投影检查报告激光切割定、转子冲片(2)因企业标准、生产工艺等不同,同一牌号永磁材料在性能上也会有所偏差,为保证装配后每极磁通相等,确保电机电磁性能,应进行磁钢分离、极性标识检查、磁通量相对数值检查。
高压电机维修流程及标准

高压电机维修流程及标准一.绕线高压电机按电压等级需要选用双亚胺,单亚胺,单薄双丝等各种规格的丝包扁线,材料齐备后,可在绕线机上绕制制成梭型成圈,一般电机最短线圈直线部分25厘米,最大线圈直线部分1.2米,绕制可单平绕,单立绕,也可双平换位绕,也可双平换位立绕,根据具体要求确定。
利用圆盘中的万能调节也可绕制圆漆包线线圈。
绕线机内置一台调速电机与一台涡轮涡杆减速机,带动绕线机实现0-120转/分的可顺逆可制动的旋转,并可正反计数,一般可绕制1600KW以内的各种电机线圈,另配有简易涨紧器一套,可控制绕制线圈的松紧度,一般的修理厂家选用如上产品即可,如遇到特殊大型规格时,可选择特异型绕制设备。
二.成型前包扎高压电机梭型线圈绕制后,用收缩带,黄蜡绸带等绝缘材料包扎,目的是:保护线圈外绝缘、层间绝缘、匝间绝缘不至于损坏。
在拉型机时免受模具夹具、鼻端销钉等摩擦,防止松动变形。
包扎线圈一般用女工,由于女工心细手巧且干活速度快,一般3-5人包扎供拉型。
也可使用电动包带机。
三.成型成型机、涨型机、拉型机其实是一种机器,它主要目的是把绕线机绕制的立绕梭型线圈或平绕梭型线圈拉成框行线圈,框型线圈以电机定子铁心的内外圆为标准,组成向心式的有角度的线圈,绕制梭型线圈需技工2人即可完成,而拉(涨)型一般需3人。
过去在没有成型机以前,我处有几位老练的师傅可手拉成型,可在15分钟将72只线圈手工拉制成型,但对于较大型线圈拉型显现的有些吃力。
而利用拉型机一般一个小时内3人可规范的拉出72只线圈来,每只成型线圈直线部分最长可调整到1.5米,高度可调整在80公分以内,角度调整范围为0-60度,四只夹具可实现万能锁定。
一般的厂家,如哈尔滨一家电机厂,湘潭电机厂一下属厂等十余家购买到这一手动拉型机以后,总的评价是制作看似简单,但操作灵活、方便,上模块,退模迅速,拉型便利,定位精准,调角调位准确,不失为一种实用产品。
拉型前使用计算机将线圈的形状按照所修电机的实际情况绘制成图并制作成模板用来调整拉型机,不会绘图者一般以旧线圈为模板调整拉型机,拉型机四只夹具有上下左右调整机构,调整夹紧机构锁扣锁定线圈进入拉型程序。
高压绕线电机转子绕组制造工艺

高压绕线电机转子绕组制造工艺张飞飞;张东宇【摘要】This paper introduces manufacturing difficulties for rotor windings of high-volt-age wound-rotor motor, and lists problems which easily occur during manufacturing process of stator windings. As for these problems, detailed improvements are proposed in the following as-pects:to improve insulation quality, to improve wiring method, to control dimension of end coil, fixation of neutral line ring and lead wire, and other aspects. The results show that it not only improves the production efficiency, but also overcomes the problem of easy breakdown of high-voltage wound rotor windings.%介绍了高压绕线转子电机转子绕组制造难点,列举了转子绕组在制造过程中易出现的问题。
并针对这些问题,从提高绝缘质量、改进下线方式、控制线圈端部尺寸及中线环、引接线的固定等几个方面提出了详细的改进措施。
结果表明不但提高了生产效率,还攻克了高压绕线转子绕组易破压的难题。
【期刊名称】《防爆电机》【年(卷),期】2015(000)004【总页数】3页(P48-50)【关键词】绕线转子;绝缘结构;弯型【作者】张飞飞;张东宇【作者单位】佳木斯电机股份有限公司,黑龙江佳木斯 154002;佳木斯电机股份有限公司,黑龙江佳木斯 154002【正文语种】中文【中图分类】TM303.30 引言近年来,随着市场需求的不断变化,大功率绕线电机的需求量越来越高。
电机是如何制造的-电机的结构详解

电机是如何制造的?电机的结构详解
电机是如何制造的电机(俗称马达)是指依据电磁感应定律实现电能转换或传递的一种电磁装置。
在电路中用字母M表示。
它的主要作用是产生驱动转矩,作为用电器或各种机械的动力源。
发电机在电路中用字母G表示。
它的主要作用是利用电能转化为机械能。
电动机主要包括一个用以产生磁场的电磁铁绕组或分布的定子绕组和一个旋转电枢或转子和其它附件组成。
在定子绕组旋转磁场的作用下,其在电枢鼠笼式铝框中有电流通过并受磁场的作用而使其转动。
电机制造工艺内容1、机加工工艺:包括转子加工、轴加工。
2、铁芯制造工艺:包括磁极铁芯的冲片制造、冲片叠压。
3、绕组制造工艺:包括线圈制造,绕组嵌装及其绝缘处理(包括短路环焊接)。
4、鼠笼转子制造工艺:包括转子铁芯的叠压,转子压铸。
5、电机装配工艺:包括支架组件的铆压,电机的主副定子铆压和装配等。
基本结构一、三相异步电动机的结构,由定子、转子和其它附件组成。
(一)定子(静止部分)1、定子铁心
作用:电机磁路的一部分,并在其上放置定子绕组。
构造:定子铁心一般由0.35~0.5毫米厚表面具有绝缘层的硅钢片冲制、叠压而成,在铁心的内圆冲有均匀分布的槽,用以嵌放定子绕组。
定子铁心槽型有以下几种:
半闭口型槽:电动机的效率和功率因数较高,但绕组嵌线和绝缘都较困难。
一般用于小型低压电机中。
半开口型槽:可嵌放成型绕组,一般用于大型、中型低压电机。
所谓成型绕组即绕组可事先经过绝缘处理后再放入槽内。
开口型槽:用以嵌放成型绕组,绝缘方法方便,主要用在高压电机中。
串激电机基本知识及工艺
漆包线按耐温等级区分的常用规格: 1、155度聚酯 :QZ-2/155; 2、180度聚酯亚胺 :QZY-2/180; 3、200度聚酯或聚酯亚胺复合聚酰胺酰亚胺 :QZY/XY-2/200;
单相串激电机的主要零部件材料
槽型与鈎型换向器
单相串激电机的主要零部件材料
漆包线 1、设计上专业电动工具产品有一项重要的特征就是在运行的时候会产品很高的温度因而必须选择耐热等级高的漆包线否则当如果绕组线圈的耐温能力不能满足需要时就必然会在高温下发生绝缘层的损坏导致绕组短路烧机; 2、工艺上高速绕线机必须采用耐热等级高的漆包线避免了漆包线与绕线模因高速滑动损伤漆皮进一步导致匝间短路这种在机械损伤发生绝缘层的损坏也会导致绕组短路烧机;
转子工艺流程之点焊
检查: 点焊后漆包线和换向器挂钩的变形量<10%-25%; 点焊后换向器钩的歪斜角度≤10°; 点焊后钩的压扁度≤1/2钩厚; 点焊后挂钩处漆包线脱漆量0.5-1MM; 点焊后换向器电流痕迹高度均匀; 换向器钩焊接连接换向器面≥1/3钩长;
正极为钨钢棒 负极为铜棒最好选用鉻铜 焊接前须对焊接棒的角度进行磨削一般角度3-5度; 一般焊接到4000次左右须更换焊接棒; 严禁进行二次焊接
计算举例
初始的压力系数我们一般选择为550克每平方厘米碳刷磨到最后的压力系数选择为350克每平方厘米比如如果刷的截面为7×19那么初始压力应该为0.7×1.9×550=731克然后根据这个数值再来计算和设计你的碳刷弹簧另外如果在选择550这个系数的时候做出来的碳刷的火花是比较好的话那么我们可以将这个系数再调低一点比如500也就是说可以将碳刷的弹簧压力再调小这样减小碳刷的磨损速度
平面涡卷弹簧
平面涡卷弹簧又名发条弹簧其一端固定而另一端作用有扭矩;在扭矩作用下弹簧材料产生弯曲弹性变形使弹簧在平面内产生扭转其变形角的大小与扭矩成正比 发条弹簧一般选用、55SiMnVB、55SiMnMoV、60CrMn、60CrMnB、302、316等牌号的扁钢带
电机制作工艺
电机制造工艺知识电机制造工艺知识培训教材一、工艺流程图1、Y2系列电机流程图;2、Z4直流电机流程图;3、YKK高压电机流程图二、关键工艺(1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装(6)绕组浸渍1、校动平衡(1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。
(2)转子不平衡的影响电机转子不平衡所产生的振动对电机的危害很大:1)消耗能量,使电机效率降低;2)直接伤害电机轴承,加速其磨损,缩短使用寿命;3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故;4)直流电枢的不平衡引起的振动会使换向器产生火花;5)产生机械噪声;(3)平衡精度等级有11种:G1、G2.5、G6。
32、绕组浸渍(1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命.绝缘浸渍是电机制造的关键工序。
(2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆;(2)绝缘分为七个等级:A(105℃)、E(120℃)、B(130℃80K)F(155℃100K)、H(180℃125K)、C(180℃以上)4、VPI简介:V:Vacuum 真空P:Pressure 压力I:Impregnation 浸渍真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。
国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术.我国发展VPI是在70年代上海电机厂B级绝缘的中胶云母带工艺,此时,设备真空度不高,仅为KP级,后来设备真空度大大提高,小于100Pa的设备国产化,F级少胶带工艺发展流行。
电机轴热处理
电机轴热处理一、电机轴热处理概述电机轴热处理是指通过加热、保温、冷却等工艺手段,改变电机轴材料的显微组织、力学性能和物理性能,以满足电机轴在使用过程中所需的性能要求。
电机轴热处理在电机制造行业中占有重要地位,其质量直接影响到电机的运行性能和使用寿命。
二、电机轴热处理方法及工艺1.退火处理:退火处理是一种将电机轴加热到适当温度,保温一段时间后缓慢冷却的热处理工艺。
退火处理可以消除轴的内应力,提高轴的韧性,降低硬度,有利于后续加工。
2.调质处理:调质处理是将电机轴加热到较高温度,保温一段时间后,以适当速度冷却至室温的热处理工艺。
调质处理可以使电机轴获得较高的综合力学性能,提高抗拉强度、屈服强度和耐磨性。
3.表面硬化处理:表面硬化处理是将电机轴表面加热到较高温度,使其表面层产生马氏体组织,从而提高表面硬度和耐磨性的热处理工艺。
表面硬化处理可提高电机轴的抗磨损、抗疲劳性能。
4.热弯处理:热弯处理是将电机轴加热至一定温度,并在保温过程中进行弯曲变形,然后冷却至室温的热处理工艺。
热弯处理可实现电机轴的复杂形状设计,满足不同应用场景的需求。
三、电机轴热处理设备及参数电机轴热处理设备主要包括电阻炉、感应炉、燃气炉等加热设备,以及相应的冷却设备。
热处理过程中,需要严格控制加热温度、保温时间、冷却速度等参数,以保证热处理质量。
四、电机轴热处理质量控制与检测1.硬度检测:通过硬度计检测电机轴热处理后的硬度,确保硬度符合设计要求。
2.残余应力检测:采用应变仪、磁性探伤等方法检测电机轴热处理后的残余应力,以评估轴的稳定性。
3.金相组织检测:通过金相显微镜观察电机轴热处理后的金相组织,评估组织均匀性、相变程度等。
4.尺寸检测:测量电机轴热处理前后的尺寸,确保热处理过程中轴的尺寸变化符合设计要求。
五、电机轴热处理应用案例解析1.高压电机轴:高压电机轴在运行过程中承受较大载荷,采用调质处理和表面硬化处理,提高轴的强度和耐磨性。
浅析高压电机轴承温度高的原因分析及预防措施
浅析高压电机轴承温度高的原因分析及预防措施摘要:发电机发电的基础和前提是其能够稳定运行,在发电厂中最重要的辅机运行设备之一就是高压电机,当前管理电机同样重要,然而,高压电机运行过程中,依然不可避免会有问题出现,对于高压电机而言,最常见的事故类型就是高压电机轴承温度比较高,由此看来,在高压电机运行管理中必须高点关注此问题。
基于此,本文通过进一步探讨高压电机轴承温度高的原因,提出相应措施,希望给有关机构提供参考与借鉴。
关键词:高压电机;轴承温度高;原因;措施一、电机轴承温度的时域分析:温度是描述电机轴承运行状况的一个基本参数。
电机轴承温度是一个随时间推移而呈现的数值。
电机轴承温度的时域分析实际上是研究电机轴承温度随时间变化而变化的方法。
对于正常使用的轴承而言,在电机不运行时,电机温度与电机机座、轴的温度相同。
此时电机自身不发热;同时轴承也不发热,电机轴承温度与环境温度一致。
因此环境温度给了电机轴承温度一个参考。
对于运行中的高压电机而言,电机各个零部件(包括绕组、密封件、轴承等)在运转的时候会发热。
而作为整体机构的一个部分,相互存在热传导。
此时,如果负载加重,或者任何一个零部件出现故障,都会引起电机轴承温度变化。
这种轴承温度变化就是电机轴承温度时域分析的手段。
根据行业规程《HG25103-91设备维护检修规程》及国际电工委员会标准《IEC60034-1》相关规定以及电机制造厂家的使用说明书,三相异步电动机滚动轴承最高温度不超过95℃,滑动轴承最高温度不超过80℃,并且温升不超过55℃(温升为轴承温度减去测试时的环境温度)。
根据国标《GB755-2008 旋转电机定额和性能》及国际电工委员会标准《IEC60034-1》以及电机制造厂家的使用说明书,电机绝缘等级对应的线圈允许温度为:另外,大数据技术给了电机轴承温度时域分析更多的可能性。
比如:电机轴承随着负载温度变化趋势是否符合普遍趋势;电机温度变化趋势是否符合应有的负载变动趋势等。
电机制造工艺流程
电机生产工艺简述及工艺流程图电机制造是整个机器制造业中的一个重要部门,电机除了具有和一般机器类似的结构部分之外,还具有特殊的导电、导磁和绝缘部分,因此,在电机制造的工艺过程中,除了具有一般机械制造中所共有的锻、铸、焊、金工加工和装配之外,还有电机制造所特有的工艺,如铁心的冲制和压装、换向器的制造以及绕组的制造(绕线、成形、绝缘、嵌线、浸漆和烘干)等.在电机制造业中,为了完成这些特殊的工艺过程,除了金属切削机床以外,还要具备大量的非标设备(专用设备),例如铁心冲片涂漆和干燥(或铁心冲片的氧化处理)所用的专用设备;转子铸铝所用的熔铝炉、预热炉及压铸机(或离心铸铝机)、转子铜条(鼠龙结构)中频焊机;防爆电机壳体(即型腔)耐压试验设备;绕组制造中所用的绕线机、胀形机、包绝缘机、浸渍、烘干设备等,这些设备的制造质量和操作工艺过程的工作质量对电机的性能及工作的可靠性有着很大的影响.不但电机制造工艺具有多样性,而且所使用材料的种类也多样化,电机制造中不但要用到一般的金属材料,还要用到有色金属及其合金,以及各种绝缘材料.根据电机结构以及零部件的种类,可分为如下制造工艺过程:1电机零部件的金工加工:1.1转轴和转子的加工1.2端盖、油盖、出线盒的加工1.3机座的加工2定子、转子铁心制造2.1铁心冲片的冲制加工2.2冲片的绝缘处理2.3铁心的压装制造3电机的绕组制造3.1散嵌绕组的制造3.2绕组的绝缘处理3.3高压定子绕组的制造3.4绕线转子绕组的制造4笼型转子制造4.1离心铸铝4.2压力铸铝4.3铜端环与铜导条的中频焊接(或钎焊)5电机装配5.1转子铁心与转轴装配及动平衡5.2轴承装配5.3定子装配5.4电机的检验试验电机制造的另一个特点则是品种、规格多;电机的容量、电压、转速、几何尺寸等变化围很大,其用途、安装方式、冷却方式、防护形式多种多样,因此,在制造工艺上也不尽相同而各有其特点.综上所述,电机产品及制造工艺流程不会对大气造成污染.附:工艺流程图鑫瑞特电机机械制造二〇一四年五月二十八附图1单相鼠笼铸铝转子异步电动机生产工艺流程图附图三相鼠笼铸铝转子异步电动机生产工艺流程图. ... .c------------下面黄颜色是赠送的简历模板不需要的可以下载后编辑删除男| 已婚| 1988 年月生| 户口:| 现居住于-宝安区3年工作经验 | 团员|省市宝安区福永镇屋村2巷518101E-mail:. ... .c求职意向·工作性质:全职·期望职业:销售业务、销售管理、市场·期望行业:专业服务/咨询(财会/法律/人力资源等)、教育/培训/院校、通信/电信运营、增值服务·工作地区:·期望月薪:4001-6000元/月·目前状况:我目前处于离职状态,可立即上岗职业目标喜欢营销管理类工作,喜欢有挑战的工作,大学四年一直在挑战自己,挑战自己的极限,一直在做营销的兼职,坚信“也精于勤而荒于嬉”一直严于律己,在各方面都要从严要求自己。
高压压气机转子叶片加工燕尾榫头定位装置设计
级转子中ꎬ它承受载荷的榫头面积大ꎬ能承受交大的离 心载荷ꎮ 整体式叶片的榫头与叶身型面有一定的相对
(如图 1 所示)ꎬ叶身为窄长薄壁型且具有复杂的空间 扭转和偏移ꎬ与轮盘通过榫槽相连接ꎬ主要使发动机流
曲面ꎬ榫头有轴向燕尾型、环形燕尾型、圆弧形燕尾型 入的空气增加动能ꎬ进而提高航空发动机的热力循环
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
CHEN Benfeng①ꎬ LI Canjun② ( ①Chengdu Industry and Trade CollegeꎬChengdu 611731ꎬCHNꎻ ②Chengdu Hengxin
Chuangzhi Technology Co����� ꎬ Ltd������ ꎬChengdu 611100ꎬCHN)
Abstract: A computerized numerical control positioning device for rotor blade dovetail tenon of aeroengine high pressure compressor was designed������ The new device consists of a positioning deviceꎬ a directional deviceꎬ an adjusting device and a clamping device������ Through the multi face contact clamping of the dovetail ten ̄ onꎬ the stability and accuracy of the positioning are ensured������ It has the advantages of convenient opera ̄ tionꎬ accurate positioningꎬ high efficiency and high precision machining of compressor rotor bladesꎬ im ̄ proved the market competitiveness of productsꎬ and has significant engineering significance for aeroengine production and manufacturing������
高压电动机振动问题及试验

高压电动机振动问题及试验摘要:高压电动机是一种将电能转换为机械能的设备,用来驱动各种用途的生产机械。
发电厂、机械制造工业、冶金工业、煤炭工业、石油工业、轻纺工业、化学工业及其他各工矿企业中,广泛地应用着各种高压电动机。
例如压缩机、鼓风机、磨煤机、循环水泵、给水泵等机械。
对于高压电动机来说,振动过大是一个极易发生的问题,如何能够降低高压电动机到现场与被驱动设备连接后振动过大的发生的概率是十分重要的。
关键词:高压电动机;振动;原因;措施;试验;1.高压电动机及振动的基本原理1.1 高压电动机的基本原理电动机(Motors)是把电能转换成机械能的一种设备。
它是利用通电线圈(也就是定子绕组)产生旋转磁场并作用于转子(如鼠笼式闭合铝框)形成磁电动力旋转扭矩。
电动机按使用电源不同分为直流电动机和交流电动机,电力系统中的电动机大部分是交流电机,可以是同步电机或者是异步电机(电机定子磁场转速与转子旋转转速不保持同步速)。
电动机主要由定子与转子组成,通电导线在磁场中受力运动的方向跟电流方向和磁感线(磁场方向)方向有关。
电动机工作原理是磁场对电流受力的作用,使电动机转动。
而高压电动机是指额定电压在1000V以上电动机。
常使用的是6000V和10000V电压,由于国外的电网不同,也有3300V、6600V和11000V的电压等级。
1.2 振动的基本原理振动是物体相对于某一基准位置的周期性往复运动的状态,振动可以用它的位移、速度和加速度等几个主要参数来表达。
2.高压电动机振动的危害电动机振动带来的危害有很多,振动会对电动机本身产生危害、对拖动设备产生危害及对周围环境产生危害,主要危害有下列几个方面:电动机振动会加速电动机轴承磨损,使轴承的正常使用寿命大大缩短。
电动机振动将使绕组绝缘下降。
由于振动使电动机端部绑线松动,造成端部绕组产生相互磨擦,绝缘电阻降低,绝缘寿命缩短,严重时造成绝缘击穿。
电动机振动会造成所拖动机械的损坏,影响四周设备的正常工作,发出很大的噪声。
YRKKCT710—6 2000kW 6kV 内反馈调速电机的设计

YRKKCT710—6 2000kW 6kV 内反馈调速电机的设计作者:张毅孙明达来源:《科学与财富》2017年第04期摘要:通过分析内反馈调速电机的工作原理,介绍内反馈调速电机的电磁、结构设计,并对内反馈调速系统的特点进行了说明。
关键词:内反馈;调速;电机1概述由于现代工业不断向自动化、高效率方向发展,在社会各个领域合理地提高能源利用率是当前世界各个国家面临的重大课题。
大功率风机和泵类传动改造为变速传动系统,平均可节能约30%。
在我国,风机和泵类负载约占交流电机负载的40%,且大功率风机和水泵的轴功率一般在200~2000kW之间,电压为6kV或10kV。
此类负载若直接采用变频调速系统,因受电力电子器件特性及控制系统等因素影响,使得系统主回路线路及控制线路相当复杂,且造价颇高。
内反馈交流调速装置作为一种新型的绕线式电动机配套装置,可广泛地用于高、低压大、中容量的风机、泵类的节能降耗,该装置调速平滑,效率和功率因数高,可靠性强,成本较低,节能效果非常明显。
我公司接受为某热电股份有限公司生产YRKKCT710-6 2000kW 6kV电机的设计制造任务。
2电动机的参数及工况要求电机型号:YRKKCT710-6额定功率:2000kW额定电压:6kV额定频率:50Hz调速范围:500~1000r/min效率:96.4%功率因数:0.88防护等级:IP54冷却方式:IC616安装方式:IMB33内反馈调速电机的工作原理内反馈调速电机是专为内反馈交流调速装置而设计的特种绕线电机。
电机定子比普通三相异步电动机增设了一套三相对称绕组,称为调节套组,原来的定子绕组称为主绕组。
电机调速时,将电机转子的部分电磁功率(即转差功率)通过整流、逆变取出,经变换后反馈入调节绕组,并通过调节绕组与转子旋转磁场的相互作用产生正向的拖动转矩,这就使电机从电网吸收的有功功率减少,主绕组的有功电流随转速成正比变化,达到调速节能的目的。
高压电动机常见的故障分析及处理

高压电动机常见的故障分析及处理高压电动机是大型电机中的一种,具有体积小、重量轻、功率大、效率高、运行可靠等优点,广泛应用于石化、冶金、矿山、水泥、船舶等行业。
但是,由于高压电动机长期以来承载着重要的生产任务,故障率较高。
下面从常见的故障情况出发,对高压电动机的故障分析及处理进行归纳总结。
一、定子故障1. 定子断线定子绕组中出现断线现象,主要原因是绕组受到拉伸、挤压、屈曲、磨损等外力影响。
此时,由于绕组内部电流不稳定,电机输出的磁场也会变得不稳定,从而影响到电机的输出功率。
此时需要检查并更换断线部分的绕组,或使用绝缘胶带进行修复。
2. 定子绕组短路定子绕组短路的原因可能是绝缘老化、外界物质侵入、或是绕组之间的短路等。
短路后电机会发热,严重时产生烟雾,同时输出功率下降。
应及时检查定子绕组,确认短路位置并进行处理。
转子在运行中如果出现过大的振动,会导致轴承磨损严重,甚至导致轴承卡死,从而损坏转子轴。
此时应迅速停止电机运转,检查轴承状况及其他转子部件的运行状态,确认损坏部分并修复。
2. 转子不平衡转子不平衡时会引起电机振动、噪音和能耗增加等问题,还会影响电机轴承寿命。
转子不平衡的原因可能是加工不精确、转子重心移动或电机基础变形等。
要解决转子不平衡问题,应对电机重新进行平衡调整。
三、电气故障1. 电机缺相电机缺相是指定子绕组中某个相的线圈短路或断开,导致该相无法正常工作。
电机缺相后会产生异响、振动、输出功率下降等问题。
应检查电机电源及电机的端子,如果发现线路损坏,应及时修复。
2. 电机接地电机接地是指电机绕组与机壳之间形成一条低阻抗的通路,导致电机输电线路发生故障,进而导致机组电流过大、电机损坏、或电机速度降低等现象。
应先检查电机绝缘是否老化,如果电气绝缘破裂,应及时进行绝缘处理。
四、轴承故障轴承故障是高压电动机的常见问题,主要的原因是油脂老化、磨损、疲劳寿命等。
轴承故障后会导致电机振动、噪音、能耗增加,严重时还会导致转子断轴。
10kV高压电动机轴承温度高分析及处理
10kV高压电动机轴承温度高分析及处理摘要:陕西华电榆横煤电有限责任公司榆横发电厂为2×660MW火力发电机组,生产所属区域10kV高压电动机共86台,已投运5年。
10kV高压电动机是重要辅机设备,在运行中发生故障时可能会引起机组降出力,更甚可能造成机组非计划停运。
对机组的安全、稳定、经济、环保运行影响重大。
而轴承是10kV高压电动机的关键部件,一旦轴承故障将会直接导致10kV高压电动机不能正常运行。
近年来10KV高压电动机轴承温度高的问题一直影响机组稳定运行,针对此问题,经现场调查、试验、对比、总结。
通过改善电动机本体散热路径、提高轴承装配技术、改善电动机轴承润滑脂等方式,对症下药多种途径解决了高压电动机轴承温度高的问题。
保证了机组的安全、稳定、经济、环保运行,提高了企业的经济效益。
关键词:10kV高压电动机;轴承温度;现场调查;润滑脂;装配;散热;质量;轴电流1轴承温度高判断根据10kV高压电动机厂家说明书规定,10kV高压电动机运行时滚动轴承外圈允许最高温度不应搞过95℃(榆横电厂10kV高压电动机轴承温度高跳闸值为90℃,报警值为80℃)。
但对于运行中最高温度以多少度属于轴承温度高,暂时没有明确的规定。
根据经验,一般认为10kV高压电动机在运行2小时后,滚动轴承稳定在65℃以下,并且滚动轴承温升不超过50℃便可认为正常。
轴承运行短时(如15min)上升至65℃或运行2小时以上超过65℃仍然没有下降趋势,及不到2h但轴承稳定温度超过75℃,皆可以视为轴承温度高(其中65℃、75℃是针对夏季而言,在寒冷的冬天以55℃、65℃为宜)。
2轴承温度高原因分析及处理在10kV高压电动机运行中引起滚动轴承温度高或者温升大的原因有很多,根据实际情况概括以下几种。
具体原因分析及处理方法介绍如下:2.1 散热不良目前榆横电厂轴承温度高的10kV高压电动机冷却方式全部为风冷,冷却风路径为电机非驱动端自带风扇罩进风,冷却风经过电机顶端冷却器出风,将电机本体热量带走。
电机工艺生产流程

电机类型
异步电动机(笼型及绕线转子型
同步电动机 直流电动机
代 号
Y
T Z
2、电机特点代号表示电机的性能结构或用途等,采用汉语拼音字母标注(防爆电机,字母A代表 增安型、B代表隔爆型) 3、设计序号:是指电机产品设计的顺序,用阿拉伯数字表示。对于第一次设计的产品不标注设计 序号,派生系列设计序号按基本系列标注,专用系列按本身设计的顺序标注。 4、励磁方式代号用汉语拼音字母标注,其中字母S表示三次谐波励磁,J表示晶闸管励磁、X表示 相复励磁,并应标注于设计序号之后。当不必标注设计序号时,则标示特点代号之后,并用短 线分开。 5、电机规格代号可用轴中心高、铁芯外径、机座号、机壳外径、轴伸直径、凸缘代号、机座长度、 铁芯长度、功率、电压等级、转速或极数等来表示。 机座长度采用国际通用字母表示:S表示短机座、M表示中机座、L表示长机座 6、电机的特殊环境代号表示: 高原G 、船(海)H 、户外W、化工F、热带T、湿热带TH、干热带TA、
电机的功能:
电机是一种实现机电能量转换的电磁机械装置,实现机械能与电能之间的能量 转换是电机的基本功能,另外,电机还具有根据输入量的改变而使输出量(如转速、 转矩、功率等)作出相应变化的功能。
电机的分类:
1、按能量的转换方向的不同,电机可分为发电机和电动机。 发电机——可实现将轴上输入的机械能转换成线端输出的电能。 电动机——可实现将线端输入的电能转换成轴上输出的机械能。 2、根据电源性质及应用场合的不同,电机可分为直流电机和交流电机。 3、交流电机(根据结构与工作原理的不同)还可分为感应电机、同步机和交 流整流子电机三种类型。 4、电机可按机座号大小或功率的大小、外壳防护型式、通风冷却方式、安装 型式、使用环境条件、绝缘等级、励磁方式和工作制等特征进行分类。
高压电机故障分析及处理措施
高压电机故障分析及处理措施摘要:随着我国经济水平和科技水平的提高,电机已成为发展生产的重要设备。
可以说,电动机是生产设备的“心脏”。
只有保证电动机的正常运行,才能进一步保证生产活动。
从某种意义上说,电动机是保证生产设备正常运行和顺利完成生产任务点的重要工具。
在电机正常运行过程中,不仅要做好电机的维护保养工作,还要确认高压电机故障的原因,并总结高频故障的原因,分析改进措施。
关键词:高压电机;故障分析;处理措施?1 常见高压电机故障类型分析1.1 冷却模块故障冷却模块的异常运行必然影响整个高压电机的可靠运行[1]。
针对模块存在的问题,主要有:一是模块内冷却管损坏,部分冷却介质泄漏,使整个冷却模块的性能大大降低,最终导致电机内部温度持续升高;二是冷却介质在冷却模块受污染的影响下,导致管道内杂质腐蚀堵塞,最终高压电机对自冷有很高的要求[2]。
因此,有必要选择散热效果较好的铝管来提高整个冷却系统的散热水平[3]。
水箱本体必须保证一定的强度,所以必须用钢材。
由此可见,在这种情况下,水箱和热管的材质不同,这将进一步增加整个焊接的难度,并留下一定的安全隐患。
1.2电机转子故障在实际运行中,如果高压电动机在高频下过度启停、高负荷运行,会产生大量的热效应力和电磁力。
这两种力会作用在电机内部转子上,使短路环和铜带环熔化在一起,从而使转子中的铜排逐渐松动。
此时,当电动机运行时,由于电流的作用,会有明显的摆动。
因此,整机振动剧烈,电磁锁进一步加大,并有明显放电。
这种故障形式也是高压电机最常见的故障形式之一,一旦出现,极有可能导致严重后果,需要相关人员高度重视。
1.3 绝缘问题根据操作规程,高压电动机在停止运行一段时间后,重新运行前,应检查其绝缘性能,否则极有可能引起绝缘击穿。
一般用兆欧表检查。
对于0.5kV的电压等级,应使用1kV兆欧表。
6kV以上电压等级,F级绝缘,应使用2.5KV兆欧表。
绝缘性能良好的高压电动机绝缘效果可达数百兆欧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2012.11.6日入厂YRKK450-6/400KW电机,震动大,定转子扫堂。
拆机检查:检查前端盖轴承室大0.1mm,转子轴承位没事.考虑仅仅因为轴承室大0.1mm不可能造成扫堂。
把转子放在平衡机上打表测量,轴头跳动+33丝,后风扇位-28丝,轴两头拧。
但是没看见裂痕。
决定把前后轴都补起来,车床加工使之同心,解决扫堂问题.放在车床加工转动,发现了铁芯里面轴裂了。
厂家同意换轴。
转子轴是6块Q235筋板焊接在45号钢轴上。
具体加工工艺如下:
1.进50*70*720筋板6块,材料是Q235,Φ180*2530圆钢一根材料为45号钢(本来想用35号钢,没买着)
2.把轴外圆粗加工到原电机轴Φ176上。
6块筋板在铣床上铣10*10倒角,并铣平地面。
确定好筋板在轴上的位置。
把6块筋板6等分预先点焊在轴上。
焊接前,把轴和焊条都放置在烘房中加热到200度以上(最好是300-350度,烘房温度达不到)。
要烘透。
注意:不可用氧-乙炔焰烘烤,否则因坡口表面氧化和加热不均而影响焊接质量。
焊接时不要停,有裂纹也不用管,一次焊完,随着温度增到自然就好了,焊条选用J506或J507,这次使用二保焊,焊丝是ER50-6。
3.原转子轴上,装铁芯的筋板,有一头有一个挡风板,一开始都认为是为了加固筋板用的,据听说有这样的电机,两面排风。
退火回来后又补焊上。
以后记住原来有什么就给人家做上什么,不管他有用没用。
免得以后麻烦。
5.转子轴消除内应力.最好用井式炉,井式炉没找到,用箱式炉,把轴垫平。
还行。
去应力退火工艺要求如下:
① 1.开炉(盖盖)后,慢慢升温,2h内,升温到400℃以下;2h后,以每小时100℃的速度,加热到600℃~650℃,并保持炉内在加热过程中,各区的温度差不大于20℃。
② 2.加热到600℃~650℃,在炉内进行保温,保温时间4-6小时。
然后,在关闭的炉中,以50℃/小时的冷速,冷却到200℃以下时,将退火件从炉中移出,置于静止的空气中到室温。
冷却到室温。
③3,在室温低于20℃时,工件随炉冷却200℃以下后,吊开炉盖,在炉腔内冷却到室温,再移出。
退火处理后要求:焊接部位不得出现裂痕。
轴的不直度≤5mm。
6.车床加工:图纸如下:
①
151
50
R
1
6
φ
1
7
5
φ
1
7
6
φ
1
7
-
.
3
-
.
5
R1R1
R8
R6
80
80
289
197
φ
1
6
+
.
5
+
.
3
φ
1
5
4
±
.
2
φ
1
4
+
.
2
8
+
.
3
φ
1
3
4
+
.
4
+
.
2
φ130*462
φ
1
3
+
.
2
8
+
.
3
φ
3
8
10*4
φ
φ
1
7
+
.
5
+
.
2
φ166*4
φ
1
5
4
±
.
2
φ
1
4
+
.
2
8
+
.
3
φ
1
3
4
+
.
5
+
.
3
φ130*4
φ
1
2
0 250±0.5
0.8
3.2
3
.
2
3.23.23.2
3.2
3.2
R5
φ
1
7
1
+
.
5
+
.
3
0.8
0.01
A B
0.025A-B
0.025A-B
B
C J
J
K
K
L
L
230
2×45°
62
31
φ
3
+
2
+
1
8
280
-0.5
3.2
50
φ106*4
320-0.062
1
1
9
-
.
2
16
-0.043
1
5
4
-
.
2
K-K
J-J
B
R
11
6
6
-
.
2
120-0.043
L-L
160-0.043
1
4
-
.
2
I-I
I
I
5920
-0.5
N
N
-
N N
2526±1
槽宽12深5
R1
R
1
R
1
φ
1
1
(
+
.
2
5
+
.
3
)
C
R1
33
164
268
φ
1
3
4
-
.
2φ
1
3
4
-
.
2
槽宽12深5
19 19
17960-0.5
500
②确定轴间距:机座两止口距离1837,前后端盖到轴承室距离27,内压盖止口深7.5,轴间距应该是1835-27*2+7.5*2=1796,原轴实际轴间距1794(太短)
③确定铁芯到轴承位距离。
机座轴伸端止口到铁芯距离547,非轴伸端止口到铁芯距离750,铁芯长535(涨5)轴伸端轴承位到铁芯的距离=547-27+7.5-30(铁芯外有30的铁环)+2.5=500
④确定筋板外径铁芯孔Φ300+0.18+0.15轴的尺寸定为Φ300+0.20+0.18
⑤轴承内盖孔Φ155,轴承外盖孔Φ135,轴外径比盖小0.8mm-1mm
转子轴加工工艺:
一.粗加工1.齐端面打中心孔。
2.车外圆,Φ176-Φ177.要求锥度不超过0.5,不圆度0.05
3.840处划线。
4.铣床给6块筋板到角10*450
二.焊筋板。
1. 在离圆钢端面840处、把筋板按6等分预先点焊好。
三.圆钢、筋板,焊条一起放入烘房。
升温200℃以上,保温12小时。
四.焊接筋板和圆钢,焊接时不能停,一次焊完。
五.去应力退火:缓慢加热到650度,保温4-6小时,慢慢冷却到200℃以下,出炉(没有井式炉,使用箱式炉,垫平)
六.粗加工:各部尺寸留2mm余量。
七.精加工。
精加工期间,提前把铁芯放入烘房预烘10小时,温度125℃-130℃
八.先测量铁芯绝缘电阻,再把转子轴压入烘热的转子铁芯中。
焊接转子星点,安装集电环,接线,绑扎完毕(注意:焊接铁芯星点前要先测量绝缘,集电环接线前测量绝缘)。
九.做动平衡。
十.装配
十一.空载试验,对地绝缘2500MΏ,直流电阻1.49 Ώ1.49Ώ 1.49Ώ,空载定子电流18 A 18A 1 8A,轴承温升:轴伸端15℃,非轴伸端13℃,振动值(mm/s):轴伸端:水平0.8 ,垂直0.7,轴向1.1,非轴伸端:水平1.2,垂直0.6,轴向0.7.。
十二.运行良好,发货出厂。