冷连轧机启动张力控制的数学模型探讨
3 带钢冷轧过程控制数学模型

RAL
Hill轧制力矩公式
3.4.5 轧制力矩及功率模型
1 G = ( (km − ξ )WR ( hin − hout ) QG + tinWRhin − toutWRhout ) × + ΔGL 1000
RAL NEU
RAL
k: 变形抗力(N/mm2) kin: 入口变形抗力(N/mm2) kout: 出口变形抗力(N/mm2) km: 平均变形抗力(N/mm2) h: 厚度(mm) h0: 原料厚度(mm) hin: 入口厚度(mm) hout: 出口厚度(mm) hm: 平均厚度(mm) rt: 总压下率(%)
RAL
(2) 动态变规格
动态变规格,就是在轧制过程中动态地进行产品 规格的变换,亦即在不停机的情况下,把一种产 品规格(钢种、厚度、宽度等)变换成另一种产 品规格。 这一技术是全连续轧制成功与否的关键,冷 连轧机组必须采用动态变规格技术。
RAL NEU
RAL
(2) 动态变规格
动态变规格的主要困难和需要解决的问题:时间 要在极短的时间内由一个轧制规程变换到另一个轧制规程, 也就是使辊缝和辊速做大幅度变化。如果不按一定规律进 行,势必引起机架间张力的大幅度变化,严重时可能导致断 带或带钢折叠进入轧机,而使轧制过程不能继续进行。 因此在进行动态变规格之前,要进行动态变规格的设定值计 算,由于时间很短,由人工完成控制计算的任务是无法实现 的,只有依靠计算机才能完成。
Elastic recovery zone
RAL NEU
RAL
3.4 .1 变形抗力模型
(1) 基本公式: 厚度为h时的变形抗力 k
⎛ 2 ⎞ 2 100 k= Ck 0 k 0 ⎜ ln +ε0⎟ 3 ⎝ 3 100 − ζ ⋅ rt ⎠
汽车钢冷连轧轧机张力控制优化
制方向相同称为前张力ꎬ反之称为后张力ꎮ 前、后张 降低ꎬ且后张力对降低轧制力效果较前张力更加明
力对轧制的影响不同ꎬ在变形区内ꎬ带钢从入口至出 显ꎮ 若一味增加后张力ꎬ会导致整个变形区全部成为
口逐渐受到压缩ꎮ 中性面前ꎬ带钢主要受到后张力 后滑区ꎬ使轧机打滑ꎬ破坏轧制的稳定性ꎮ 在连轧机
的影响ꎬ也是主要的变形区ꎻ中性面之后受到前张力 中ꎬ前机架的前张力为下一机架的后张力ꎬ因此一定
OPTIMIZATION OF TENSION CONTROL ON COLD - ROLLED AUTOMOBILE STEEL
Tian WenboꎬLi LantaoꎬWen Geng
( Hanbao cold - rolled plant of HBIS Group Hansteel Companyꎬ Handanꎬ Hebeiꎬ 056015) Abstract: Rolling tension is an important parameter affecting the stability of cold rolling mill. The classificationꎬ function and setting principle of tension are introduced. On the basis of stress - strain curve of automobile steelꎬ Hanbao cold rolling plant continuously optimizes the tension coefficient between stands. Thereforeꎬ the rolling stability of 2 180 mm acid rolling mill is improved obviouslyꎬ and the number of strip misalignment or roll - crack accidents is reduced obviously. Key words:tandem cold rolling millꎻ tensionꎻ stress - strain curveꎻ tension coefficientꎻ optimization
浅谈冷轧机电气控制中的张力控制

浅谈冷轧机电气控制中的张力控制摘要:经济在不断的发展,社会在不断的进步,在卷材卷取与开卷的时候,随着卷径的变化,其张力也将随之发生变化,为冷轧机的正常运行造成不利影响。
本文主要阐述了冷轧机生产过程中张力波动的影响因素,以及张力控制的基本原理和张力的基本概念等,希望通过本文的研究为冷轧机生产过程中的张力控制提供有益的借鉴。
关键词:冷轧机;电气控制;张力控制引言20世纪90年代以后,我国铜加工企业陆续从国外引进了一些现代化铜板带轧机。
在消化、吸收国外先进技术的基础上,我国近年来也自行开发研制了一批新型高精度轧机,大大提升了我国铜板带生产的装备水平。
本文介绍我院为某铜加工厂设计制造的560~可逆铜带冷轧机电气控制系统的原理和系统组成。
1张力在轧制过程中的作用张力是指轧机的前后卷筒给带材拉紧的力,或者机架之间相互作用使带材承受的拉力。
以前张力为例,卷筒的外缘线速度只有大于带材的出辊速度,也就是速度之差大于零,才能建立前张力。
在轧制过程中,张力有如下作用:(1)能降低单位压力,调整主电机的负荷。
张力的作用使变形区的应力状态发生了变化,减少了纵向的压应力,从而使轧制时金属的变形抗力减少,降低了轧制压力,减少轧制时的能耗。
前张力使轧制力矩减少,后张力使轧制力矩增加,当前张力大于后张力时,能减轻主电机的负荷、增大道次的加工率。
(2)调节张力可控制带材厚度。
由弹跳方程H=S+P/K(其中,H为轧出厚度,mm;S为轧辊辊缝,mm;P为轧制压力,kg;K为刚度系数,kg/mm)可知,用改变张力大小的方法来改变轧制压力,可使轧出的厚度发生变化。
(3)调整张力可控制板形。
改变张力能够改变轧制力,压力的变化影响到轧辊的弹性弯曲,从而改变了辊缝的形状。
此外,改变张应力沿带材宽向的分布,使金属沿横向的延伸均匀,从而获得良好的板形。
(4)防止带材跑偏,保证轧制稳定。
在张力作用下,配合对中系统将有效防止带材跑偏。
(5)防止出现断带、堆料等现象。
冷轧过程控制数学模型的内容

冷轧过程控制数学模型的内容冷轧过程控制的数学模型包括:轧制力模型、前滑模型、速度模型、张力模型、机架刚度模型、带钢刚度模型、轧辊梭形计算模型、带钢温度模型、冷却液流量计算模型、辊缝模型、弯辊模型、轧辊温度和磨损模型。
(1)轧制力模型。
在冷轧生产过程中,过程计箅机使用的关于辊缝设定计算的轧制力模型大体有三种。
这三种压力模型是Bland-Ford模型、W.LRoberts简化的摩擦锥模型(称为Roberts模型)和M.D.Stone模型。
通过大量冷轧生产过程可以总结出,这些模型在带钢小压下量的情况下具有一定精度的近似性。
对于三个轧制力模型系数的假定和计算,可总结出以下几点:中国冶金行业网1)对每个模型采用同样的屈服强度计箅公式。
2)对各个模型推导的摩擦方程系数不一样,不同模型中的摩擦系数根据经验公式计算,公式中含有由采集的现场数据回归分析得到的常数,还包括带钢屈服强度、压下率、带钢张力、厚度和给定工作辊及速度等参数。
3)在不同的模型中采用了不同的工作辊压扁半径公式。
可发现,采用Hitchcock压扁半径公式的M.D.Stone模型,在带钢压下率大于3%且小于5%时能给出好的估算值,建议不要将它用于压下率小于3%的情况。
在Roberts模型中,需要根据情况选用不同的压扁半径公式,这取决于带钢的压下率和带钢的厚度。
当带钢厚度大于0.5_和压下率大于3%时,采用Hhchcock压扁半径公式;对于厚度小于0.5_的很薄的带钢和压下率小于3%的情况,建议采用Roberts压扁半径公式。
在带钢入口厚度不大于5.08mm且各机架压下率大于3%的情况下,建议使用Bland-Ford模型的Hill简化公式。
而大部分正在生产的冷连轧机,可满足Bland-Ford模型的Hill简化公式所要求的条件。
(2)前滑模型。
在轧制模型计算中,用前滑模型来描述带钢速度超过轧辊转速的比例。
前滑值可以用理论公式计算,也可以用经验公式计算,还可以取经验值。
连轧时的张力设定计算和张力的自动控制
控制原理框图
五、无张力控制展望—体现在如下方面 在无张力控制方式方面 在张力与尺寸之间的关系方面 自动控制的最优化问题 其他方面还应进一步开展对无张力控 制性能评价等方法的研究
热连轧精轧机组连轧时的张力自动 控制 一、精轧机组连轧的基本过程 1. 咬入阶段:占1~2s时间 (1)特点:轧件在咬入阶段受到轧件冲 击载荷作用后,轧机会产生动态速降; 由于有动态速降导致产生一定的活套 量;并且此活套量在规定的范围内还会 随活套支持器的摆角而变化。
三、双机连轧时控制张力的方法 1.宽带钢粗轧连轧时控制张力的方法 双机连轧时的张力控制最具代表 性的是热连轧带钢粗轧机组的倒数第 一、二机架。控制张力的方法有: 采用重型活套支持器进行控制 采用无张力控制
2. 两种控制方法应用评述 (1)采用重型活套支持器进行控制 ⇒ 重型活套支持器结构笨重庞大,机械 惯性很大,控制起来很不灵敏,易出事 故,且排除事故较麻烦。 (2)采用无张力控制 ⇒从电气控制系统中采取措施,通过检 测轧制压力和轧制力矩,经计算机进行 控制运算,采用电流记忆、力矩记忆或 轧制力矩-轧制压力记忆的方法,来控制 直流传动的机架的速度。应用广泛。
四、双机连札时无张力控制的基本原理
1. 双机连轧时无张力控制的基本思想
以轧件仅在R3机架中轧制时所计 算出来的力臂a作为轧件在R3与R4双 机连轧时的力臂,然后再按双机连轧 时的张力T与轧制力矩MCR的关系, 即张力与R3机架电动机的电枢电流Ia 的关系,通过R3机架电动机电枢电流 的变化,来反映张力的变化,并且通 过控制Ia来实现双机连轧时的无张力 控制。
3. 优缺点 控制系统简单,避免了卷径变化、速 度变化和空载转矩等对张力的影响, 控制精度高。 不易稳定。尤其是用张力计反馈的系 统,在建立张力的过程中,有时容易 出现“反弹”现象而影响控制效果⇒ 采用直接法张力控制系统都要设法先 建立张力,待建立稳定的张力之后, 再将张力闭环系统投人工作。
冷轧连续镀锌机组带钢张力控制算法研究

冷轧连续镀锌机组带钢张力控制算法研究摘要:张力是工业生产过程中的重要参数。
在带钢连续镀锌过程中,带钢张力的波动是造成带钢产品质量下降及制约连续镀锌机组高速运行的重要原因。
关键词:冷轧,张力控制。
Strip Tension Control in Continuous Galvanizing Process Abstract: Tension is the importance parameter for the industrial production. In continuous galvanizing process, strip tension is an important factor that decides whether the continuous galvanizing line works steadily and promptly or not.Key words: cold-rolling, tension control引言连续镀锌机组是生产高质量冷轧带钢的关键设备,带钢在该机组中进行再结晶退火处理,以完善带钢的微观组织,提高带钢的塑性和冲压成形性。
经过镀锌的带钢防腐性能大大提高。
带钢具有合适的张力是带钢高速运行及防止带钢跑偏和热瓢曲,获得良好带钢板形的重要条件之一。
张力的波动不仅会影响带钢产品的质量,严重时会导致带钢断带,造成连续镀锌机组停产。
镀锌机组一旦停产,将会产生废品和协议品。
因此,掌握带钢张力的动态特性,保证带钢在连续镀锌过程中具有合适、稳定的张力,是提高带钢产品质量和产量的重要手段。
连续镀锌机组工艺过程十分复杂,设备众多,自动化控制系统所涉及的范围非常广泛,但控制方法和应用的理论并不像冷连轧机那样复杂。
各个工艺段存在共同的自动化控制功能,分别为:物料跟踪功能,带钢速度控制,带钢张力控制,设备的顺序动作控制,急停连锁控制;数据采集与处理,二级数据库管理,炉区数学模型控制,气刀测厚镀层控制。
基于轧制模型中张力控制系统的计算研究
( 2 )如果在 轧制规范 中定义 了单位 附加 程 与预计算 中是一样 的。不 同点在 于计算 的输 张力,则计算机架 出 口单位 附加 张力计 算初始 入值 中多了实 际张力 的影响 。由于每个机架都
值。
f l a … …)
有 测张 辊,L 2将 以 2 0 0毫秒 的周期 对实 际数
产生新的设定值,并且发送 到 L l 。
( 4 )调用磨擦 系数公式 计算当前机 架的
摩擦 系数。 ( 5 )为轧制模型提供输入值 。 ( 6 )调用轧制 模型对此 张力输入值 进行 校验, 同时给出新 的轧制力和新 的接触弧长度 。 新的轧制力和新的接触弧长 度。
4 结 束语
其中:
0 组 数据后 ,进行测量 ( 3 )如果在轧 制规范 中没有定义单位 附 据 进行采集 ,采集满 3 加张力, 则计算机架单位附加张力近似值;注:
在道次计算中也对单位附加张力进行计算,其 计算结果一般与轧制规范中定义的单位张力相 同或者等于此机架前后张力的极限值减 去 ̄ L @ I J 规范中定义的单位 张力。
( 7 )调用模 型系数修 正,得到修 正后的 是建立在生产工艺经验数据 、轧制规范、数学
( 4 )计算张力修正系数和 轧辊压扁率 。 ( 5 )将单位 附加张力与 张力修正系 数相 乘 ,得到新的单位附加张力。
( 6 )对 于 厚 带头 情 况 下 的单 位 附 加 张 力 ,
在 过程 计算机 中 的张力 计算 主要用 到 了
轧制模 型和 磨擦 系数 计算 以及神经 网络系数修
( 1 + ( we a r _ O / ( 1 一 we a r we a r _ 1 ) 、 ( 1 + l n ( h / f _ O ) f J 1
冷连轧机张力控制
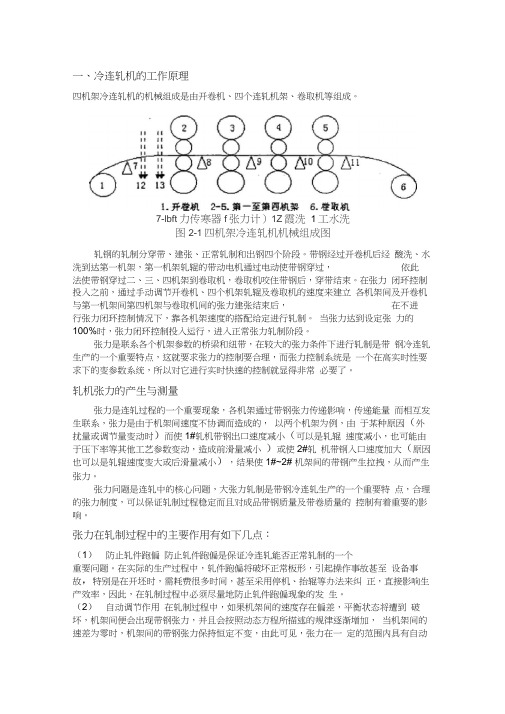
一、冷连轧机的工作原理四机架冷连轧机的机械组成是由开卷机、四个连轧机架、卷取机等组成。
7-lbft力传寒器f张力计)1Z霞洗1工水洗图2-1四机架冷连轧机机械组成图轧钢的轧制分穿带、建张、正常轧制和出钢四个阶段。
带钢经过开卷机后经酸洗、水洗到达第一机架,第一机架轧辊的带动电机通过电动使带钢穿过,依此法使带钢穿过二、三、四机架到卷取机,卷取机咬住带钢后,穿带结束。
在张力闭环控制投入之前,通过手动调节开卷机、四个机架轧辊及卷取机的速度来建立各机架间及开卷机与第一机架间第四机架与卷取机间的张力建张结束后,在不进行张力闭环控制情况下,靠各机架速度的搭配给定进行轧制。
当张力达到设定张力的100%时,张力闭环控制投入运行,进入正常张力轧制阶段。
张力是联系各个机架参数的桥梁和纽带,在较大的张力条件下进行轧制是带钢冷连轧生产的一个重要特点,这就要求张力的控制要合理,而张力控制系统是一个在高实时性要求下的变参数系统,所以对它进行实时快速的控制就显得非常必要了。
轧机张力的产生与测量张力是连轧过程的一个重要现象,各机架通过带钢张力传递影响,传递能量而相互发生联系,张力是由于机架间速度不协调而造成的,以两个机架为例,由于某种原因(外扰量或调节量变动时)而使1#轧机带钢出口速度减小(可以是轧辊速度减小,也可能由于压下率等其他工艺参数变动,造成前滑量减小)或使2#轧机带钢入口速度加大(原因也可以是轧辊速度变大或后滑量减小),结果使1#~2# 机架间的带钢产生拉拽,从而产生张力。
张力问题是连轧中的核心问题,大张力轧制是带钢冷连轧生产的一个重要特点,合理的张力制度,可以保证轧制过程稳定而且对成品带钢质量及带卷质量的控制有着重要的影响。
张力在轧制过程中的主要作用有如下几点:(1)防止轧件跑偏防止轧件跑偏是保证冷连轧能否正常轧制的一个重要问题。
在实际的生产过程中,轧件跑偏将破坏正常板形,引起操作事故甚至设备事故,特别是在开坯时,需耗费很多时间,甚至采用停机、抬辊等办法来纠正,直接影响生产效率,因此,在轧制过程中必须尽量地防止轧件跑偏现象的发生。
冷连轧张力控制的优化
— nl
( 直接影响轧机 的 A C张力控制 系统 ,并 间 T 机架或第 1 机架乳化液润滑不足 ; ( 4 )第 机架 或第 1 机架 电机传动出现故障; ( 5 )第 i 机架和 第 l 机架间坝辊或测张辊旋转不 良或测张计 出现 故障; ()带钢原料存在厚度波动等 。 6 接影 响 A C厚度控制 系统 ,进而影响带钢板形 和 G 厚度精度 。同时 , ( 也影 响各机架 电机 的电
we e a ay e r n l z d. Ke o ds Co d T d m lig; Te so yW r : l a e Roln n n i n; Bewe n S r n s; ExtCo ln t e ta d i ii g
1 前 言
张力 是冷 连 轧 生产 过程 中控 制 的重 要 参数 , 能 否实 现 高 精 度 的张 力 恒 定控 制 ,不 仅 关 系到
波动出现堆钢 、断带 、跑偏事 故目 而导致生产 ,从 节奏缓慢 、产 量低 ;在质量方面 ,出现因张力 波动 导致带钢厚度超差 、局部浪形等 。 ( T )波动 主 要分为 : ( 1 )上下游机架 间张力波动 ; ()单一 2
则 导 致 第 i 架 和第 1机 架 间 出 现堆 钢 事 故 。 机
2 张力对冷连轧生产 的影 响与优化
21 原理 分析 .
向延 伸 ,使 之 均匀 化 ,改 善板 形 ; () 张力 可 2 消 除 轧制 过程 中 出现 的带 钢 跑偏 、撕 裂 、断 带 张 力 轧 制 ,即带 钢 在 轧 辊 中变 形 是 在 一 定 等 现象 。 () 张 力轧 制 可降 低轧 制力 ,有利 于 3 轧 制更 薄产 品1 3 1 。
生 产 是 否 稳 定 、顺 利 ,更 影 响 到 带 钢 的 质 量 。
冷轧连退机组张力控制探索

冷轧连退机组张力控制探索【摘要】冷轧连退机组生产过程中张力控制决定最终的产品质量与合格率。
为了提升冷轧连退机组自动化控制效率,优化生产资源结构,借助新型设备对整个生产线张力进行调整,这对于优化整个连退机组生产线自动化控制以及PLC及变频器补偿设计都具有非常重要的作用。
目前,我公司冷轧连退生产线自动化程度高,在整个带钢退火过程中,张力控制通过对生产线西门子PLC与变频器传递控制信号,利用张力辊组和开卷机、卷取机、出入口后套建立张力控制模型,本文对冷轧连退机组张力进行分析,从而加深了张力控制对生产稳定运行重要性的意义。
【关键词】连退机组;张力控制;转矩;张力辊组1引言冷轧连退机组生产线自动化程度高,在生产过程中,由于张力的存在,所以保证了带钢在连续运转过程中不跑偏,张力控制对生产线起着至关重要的作用。
张力数据的调整与设置是生产中重要的数据,一般张力数据采用脉络调整,依靠入口开卷机、出口卷曲机、生产线张力辊组、出入口活套建立完成[1]。
2连退机组主要设备组成及主要工艺流程连退机组生产线按工艺流程大致包括以下内容:开卷机、焊机、入口活套、清洗段、连退炉、平整机、拉矫机,耐指纹机、圆盘剪、涂油机、分切剪、卷曲机。
在整条生产线上还分布着8组张力辊组,其构成见图1。
冷轧连退生产线开卷机按照一定的速度控制要求,将两卷带钢的带头与带尾焊接在一起。
整条生产线张力控制,通过8组张力辊完成。
同时,参与张力控制的还包括出口和入口、活套检查站、平整机[2]。
在该连退生产线前期进行清洗处理,分为碱清洗、电解清洗和热水漂洗,对冷轧带钢的表面清洗与净化。
带钢经过入口活套进入,连退炉,对带钢完成热处理,改变了带钢内部的晶格结构,从而完成对带钢硬度的处理,退火后的带钢经过出口活套和平整理,对整个带钢表面的质量进行深加工处理,然后经过圆盘点修正边部完成最后的产品。
3连退机组张力控制分析3.1PLC系统张力闭环控制流程分析根据生产带钢的品种、宽度、厚度不同权限的张力参数要不断地进行优化。
过程控制工程冷连轧张力控制
的实际张力值与给定的张力参考值相比较,将形成的偏差信
号传给张力控制器,张力控制器的输出作为下游机架轧辊线
速度的附加调节量。如果机架间的张力低,则增加轧辊线速
度,反之亦然。
1/2/2024
13
Vref
数字
A/D
速度
滤波器
转换器
测量值
速张度力调调节节器器
Vact 速度调节器
+
-
+ 计算附加 +
-
速度值
结果使第i和i+1机架间的带钢拉伸而张力增大。
第i机架
第i+1机架
Vi
Vi+1
Ti-1
Ti
Ti+1
1/2/2024
4
l
张力的自然调节特性
带钢拉伸后速度不协调将产生张力变化,这只是问题的 一个方面,张力的变化反过来又将影响前后机架带钢的出口 和入口速度,而且其影响的方向是使速度趋向于新的协调。 例如当张力增大反过来使第i机架的前滑量加大,使i机架带 钢出口速度增大,同时又使i+1机架后滑量增大,使带钢入 口速度减小。机架间带钢张力的这种特性又被称之为“张力 的自然调节”。由于机架带钢张力具有自然调节的能力,因 此如果相邻两机架的速度出现小幅度的不协调,张力会自然 的减小或增大,从而使速度趋向新的协调,达到一个新的平 衡状态,这就使轧制过程中机架间速度的匹配调节变得相对 容易了。
的具
体公式代入。 vi v0i 1 fi
v' i1
v0i1
1 i1
i
E l
v0i1 1 i1 v0i 1 fi dt
❖ v0i、v0i1 ——第i机架和第i+1机架轧辊转速;
冷连轧过程控制原理与数学模型

0.010sec 基础自动化级
RTI 0.001sec 执行控制级
冷连轧过程控制基本原理
概述
冷连轧过程控制基本原理
概述
冷连轧过程控制系统是伴随着高精度闭环控制在轧制领域达到一定水平而 逐渐发展起来的,并且逐渐成为整个冷连轧控制系统的“中枢神经”。一方面 ,它作为工艺模型与自动控制系统的结合,计算得到符合现场工况的轧制工艺 参数,另一方面又作为整个冷连轧多级控制系统的一个组成部分,对整体控制 系统起着指导与协调的作用。
工艺模型优化
(2)工艺质量优化-模型自学习、自适应 自学习:经过了一定数量的自适应以后,得到了足够好的改善模型,则启动自 学习功能并将获得的模型自学习系数按照规格、材质等分别存储在自学习数据库 中相应的位置。该模型系数不仅用于本卷带钢的轧制,还被用于具有相同规格及 材质的后续带钢的轧制。 过程控制优化计算不仅针对基础自动化目标值,还包括各开环、闭环增益。
工艺质量设计、优化与管理
生产过程管理
生产计划库
厚度分配计算
轧制规范库
轧制规范
优化数据
自学习计算
历史数据库
轧辊数据库
预设定计算
设备参数
数学模型
设定/再设定
N序列管理库
钢卷数据 预设定数据 再设定数据 校正设定数据 实际数据
材料库 变形抗力
优化库 优化数据
校正设定计算
自适应计算
真伪识别 量纲匹配 可信度计算
自适应:为了保证再设定计算各设定值的准确性,轧制过程中利用设定值与实 测值的偏差,在不改变模型公式的前提下,按照一定的算法修正模型系数,反映 当前轧制状况,使计算的设定值趋同实测值,提高设定精度。自适应对象包括轧 制力模型、前滑模型、转矩模型、辊缝设定模型和弯辊力设定模型等。
冷轧卷取机张力控制研究

1 前言 带钢的生产质量的影响因素中,钢带卷取技
术和卷取张力控制是很关键的环节。卷取张力的 形成是由于在带钢卷取的过程中,带钢在工作辊 的出口速度与卷取线速度的不同。为了保证带钢
生产质量,需要保持张力恒定,也就是保持两个速 度差的恒 定 [1-3]。 随 着 钢 铁 工 业 的 快 速 发 展,卷 取张力控制设备发展速度很快。通过查阅大量资 料和文献,可以知道,目前,卷取机的张力控制主 要有直接张力控制和间接张力控制两种方法[4]。
n
∑ Mn =Kcen +Kt ei+M0 +Kd(en -en-1) i=1 (8)
式中:Mn—第 n个采样时刻控制器输出; en—第 n个采样时刻输入偏差; en-1—第 n-1个采样时刻输入偏差。
5 控制系统仿真 卷取机张力控制属于输入是按某规律变化的
随动控制系统,因此设计时要根据轧制工艺,也就 是张力设定要根据不同的对象模型参数即板材材
摘 要 在带钢冷轧过程中,卷取机是保证产品质量的关键设备。冷带钢卷取的张力直接影响带钢的 质量和尺寸精度,合适的张力轧制可以降低轧制负荷,使板形平直,提高带钢表面质量,所以冷轧时对张力 控制有严格的要求。为了得到高质量的带钢,冷轧必须在各段设置合适的张力,并能够在各种干扰下保持 张力恒定。针对入口段的张力波动影响因素进行了分析,得出了影响张力波动的关键因素,推导出影响张 力波动的转速和转矩表达式,并通过卷径计算设计出转速和电流的双 PID闭环控制器,进行了各种工况下 的仿真,发现加入动态补偿后可以实现较稳定的张力控制,结论可以为现场实际控制系统提供设计依据。
转速和转矩的控制都是采用对电流的控制和
冷连轧机启动张力控制的数学模型探讨_陈宗仁
·46·梅山科技2012年第4期檭檭檭檭檭檭檭檭檭檭殐殐殐殐问题探讨冷连轧机启动张力控制的数学模型探讨陈宗仁1严加根1刘东2(1.梅山钢铁公司冷轧厂设备室南京2100392.宝立自动化工程有限公司上海201900)摘要:由于冷连轧机组启动时带钢的厚度和速度变化较大,导致机架间张力的波动也较大。
针对轧机启动过程中张力波动原因进行理论分析,建立了启动张力控制的优化数学模型,主要包括轧机启动阶段采用辊缝式张力调节模型和速度式张力调节模型,从而为启动张力控制的优化奠定了技术基础。
关键词:冷连轧;张力控制;辊缝式张力调节;速度式张力调节Discussion on Mathematical Model of Start-up Tension Control ofCold Tandem Rolling Mill Chen Zongren 1Yan Jiagen 1Liu Dong 2(1.Equipment Section of Cold Rolling Plant of Meishan Iron &Steel Co.,Nanjing 210039,2.Baoli Automation Engineering Co.,Ltd.,Shanghai 201900)Key words :cold tandem rolling ;tension control ;tension control by roller gap ;tension control by speed冷连轧机的启动轧制过程是正常连轧生产的开始,对机组的产能及产品质量的影响很大。
在启动轧制过程中,带钢张力波动能否控制在一定范围内,是决定启动过程顺利与否的主要因素。
梅钢冷连轧机组从2009年投产运行以来,在机组启动过程中,特别是当生产薄料时,由于张力波动较大经常出现断带、失张等事故,增加了操作人员的劳动强度、直接影响到生产效率,造成原料的浪费[1-4],因此有必要对轧机启动的张力控制进行理论分析,为启动张力的优化奠定理论技术基础。
张力控制数学模型应用研究
第35卷 第12期2007年 12月 华 中 科 技 大 学 学 报(自然科学版)J.Huazhong Univ.of Sci.&Tech.(Nature Science Edition )Vol.35No.12 Dec. 2007收稿日期:2007206212.作者简介:申志强(19652),男,博士研究生;重庆,重庆大学自动化学院(400044).E 2m ail :Szqssb007@基金项目:重庆市自然科学基金资助项目(7369).张力控制数学模型应用研究申志强1,2 邹继涛2 陈 韬2 曹长修1(1重庆大学自动化学院,重庆400044;2重庆钢铁集团冷轧薄板厂,重庆400080)摘要:基于直流电机拖动的基本原理,结合冷轧薄板轧制过程中影响带钢张力波动的因素,分析了带钢张力转矩、摩擦风阻转矩、动态转矩与张力的关系,提出了一种张力控制数学模型,通过计算卷径、卷重、加速度等参数,调节电机电流的大小来保持带钢张力的恒定.设计了张力控制系统程序,经过两年多在某厂冷轧机组和平整机组张力控制中的应用实践,其控制误差保证在1%以内,能够完全满足工艺对张力精度的要求,具有实际应用价值.关 键 词:张力控制;数学模型;电机拖动;应用研究中图分类号:TP391 文献标识码:A 文章编号:167124512(2007)1220065203Applied research of the mathematic model for tension controlS hen Zhiqi an g1,2 Zou J it ao 2 Chen T ao 2 Cao Chang x i u 1(1College of Automation ,Chongqing University ,Chongqing 400044;2Chongqing Iron and Steel Company Ltd.,Chongqing 400080,China )Abstract :The factors influencing t he st rip tension in cold rolling t hin sheet s were discussed.The rela 2tion of t he tension wit h st rip tension torque ,f riction windage torque and dynamic torque was analyzed by using t he p rinciple of DC motor drive ,and a mat hematic model for tension cont rol was set up.Ac 2cording to t he calculation result s of t he parameters ,such as t he steel diameter ,weight and accelera 2tion ,t he motor current was adjusted to keep t he constant st rip tension.The tension control system code was designed.More two years ′practice shows t hat t he error of t he cont rol is less 1%,meeting t he requirement for t he tension p recision during t he operation process.K ey w ords :tension control ;mat hematic model ;motor drive ;applied research 在冶金行业冷轧薄板的生产工艺中,带钢张力是一个比较重要的技术指标.张力的作用直接影响到成品的厚度、板形和表面质量,同时在防止轧件跑偏、使所轧带钢板形平直、适当调整带钢厚度等方面,张力的大小也起到很关键的作用,必须对张力进行控制和利用.1 张力控制分析对于单机架四辊可逆式冷轧机组,在实际轧制过程中,由于卷取机同顶部、底部电机的相互作用形成张力.一般工艺提供的都是平均单位张力σT ,根据工艺的定义,则张力T r =A σT =w h σT ,(1)式中:T r 为带钢张力值;A 为带钢横截面积;w 为钢卷宽度;h 为带钢厚度[1].1.1 电机动态平衡方程由于入口张力和出口张力分别是开卷机和卷取机单独作用的结果,相互之间并无联系,其控制过程也是完全相同的,因此在这里只讨论入口张力.电机通过减速箱连接到开卷机膨胀芯轴上,钢卷被芯轴胀紧,带钢经过导向辊穿过轧机上下工作辊,轧制方向由左到右.在入口,开卷机速度给定相对与轧制方向速度相反,即电机转矩方向同实际运动方向相反,从而形成入口张力.以直流电机系统为研究对象,其运动方程为M D-M F=(GD2/375)(d n/d t),(2)式中:M D为电动机转矩;M F为静阻转矩;GD2为机械常量;D为钢卷最初直径;n为电动机实际速度.当d n/d t=0,即M D-M F=0时,开卷机应处于稳态运转或静止;当d n/d t>0,即M D-M F>0时,开卷机应处于加速状态;当d n/d t<0,即M D-M F<0时,开卷机应处于减速状态[2],说明电动机需要克服的转矩主要包括静阻转矩和动态转矩.静阻转矩包括带钢张力转矩、摩擦力转矩、风阻转矩等,而动态转矩是在带钢处于加减速运动状态时的转矩补偿.单机架冷轧机组整个传动系统动态转矩平衡方程为M D=M F±M d=M t+M f±M d,(3)式中:M d为动态转矩;M f为阻力转矩;M t为带钢张力转矩.1.2 静阻转矩根据工艺的要求,带钢需要的张力为T r,则作用到电动机上的张力转矩M t=T r D0/(2i)=w gσT D0/(2i),(4)式中:D0为钢卷直径;i为减速箱减速比.由此式可知,随着钢卷外径在轧制过程中的动态变化,需要的带钢张力转矩也是变化的.在电机高速旋转的状态下,所有机械连接之间必然存在着滑动摩擦力,同时旋转会形成风的阻力.其中,滑动摩擦力主要包括电机电刷,轴承的摩擦阻力等,风阻包括电枢和钢卷等旋转所产生的阻力.根据物理学规律,摩擦、风阻转矩和旋转速度同最高速度比例的平方成正比[3],即M f=M e(K W+K F)(n/n m)2,(5)式中:M e为电动机额度转矩;K W和K F为常数; n m为电动机最大速度.1.3 动态转矩带钢处于加减速运动状态时,整个系统都会沿着电动机旋转方向运动并产生角加速度dω/ d t,角加速度与旋转体的转动惯量J乘积就是所需的动态转矩.整个系统转动惯量包括钢卷惯量J1,电机惯量J2,减速箱惯量J3,膨胀芯轴惯量J4等.J2,J3和J4都是常数,可以根据机械提供参数计算得到.而钢卷在整个轧制过程中的质量是不断变化的,因此其转动惯量也是变化的.根据转动惯量具有可加性的原理[4],可以将钢卷看作一个实心体再减去芯轴大小的钢卷,转动惯量就是其差值,再考虑减速箱减速比i,经过换算得钢卷在电机侧的转动惯量J1=πρw(D40-D4i)/(32i2),(6)式中:D i为膨胀芯轴直径;ω为电动机角速度;ρ为产品密度.这里需要先计算出电动机角加速度dω/d t,可根据带钢加速度得到,同时还需要考虑压下系数,具体为 dω/d t=(d/d t)(2πn/60)=[2πik1/(60πD0)](d v/d t)=k2ia/D0,(7)式中:a为带钢加速度;k1和k2为常数.因此,结合式(6)和(7),可得动态转矩 M d=J dω/d t=[πρw(D40-D4i)/(32i2)+J2+J3+J4](dω/d t),(8) 1.4 瞬时钢卷直径变化分析由式(4),(6)~(8)可以看出钢卷直径的变化直接影响带钢张力、转动惯量和动态转矩变化.通过卷取机电机上配置的测速脉冲编码器,可以实时准确地测量电机转速.在上卷的时候,采用激光测距仪测量并记录钢卷最初的直径值.钢卷每旋转一周,则直径相应减少2h,所以D0=D-2hΔn,(9)式中:Δn为钢卷旋转圈数;h为带钢厚度.2 张力控制数学模型建立2.1 转矩到电流的控制由以上分析可知:通过控制电动机转矩,可调节带钢张力大小.根据直流电机学原理[2],得I a=M D/(C MΦ),(10)式中:I a为电枢电流;Φ为电动机磁通;C M为电动机电常数.对电动机转矩的控制,实际上是对电机电枢电流的调节.根据工艺提供的平均单位张力σT,结合式(3),(4)和(8),可计算出需要输出的转矩值,从而得到电机电枢电流值.2.2 弱磁情况分析由式(10)可知:电机转矩同电枢电流值成正比,但前提是电机磁通量恒定.根据直流电机的调速原理[4],在基速以下时,通过对电枢电压的调节实现电机速度从零到基速的调节,磁通量保持恒定;而在基速以上时,电枢电压达到了额定值,将不可能再上升,而采用调节励磁电流的方式改变磁通量,通过降低磁通(弱磁)的方式提高电机转速,实现电机速度从基速到最大速度的调节.因此,在电机运行速度在基速以下时,磁通量Φ是・66・ 华 中 科 技 大 学 学 报(自然科学版) 第35卷恒定的,可以将Φ定为单位1,则当电机运行速度在基速以上时,磁通量Φ=n/n e .即Φ=U s C e n=1n/n e(n ≤n e );(n >n e ),(11)式中:U s 为电枢电压;n e 为电机基速;C e 为电机电势常数.2.3 张力控制模型通过对式(1)~(11)的分析过程,结合实际工程应用实例,得到一个完整的数学模型[5](见图1),实现从平均单位张力σT 到传动装置电流值的转换.通过计算卷径、卷质量、加速度等参数,调节电机电流的大小来保持带钢张力的恒定[6~8].图1 数学模型框图 张力控制程序编制采用的编程软件是VM IC公司的自动化控制软件IOWorks ,该软件具有可视化、二次开发的优点,采用C ++语言将张力转矩计算、惯量计算等都做成特殊的功能模块,在编程时还考虑了人工对张力的调节.在对所需转矩计算的时候,并未计算出实际值,而采用转矩百分比的方式,使得与西门子6RA70直流调速装置限流的对应关系更为直观.张力控制程序结构如图2所示,在实际编程时,需要同整个轧机控制程序图2 张力控制程序结构有效结合,诸如卷径、速度、卷宽等参数很多时候都需要调用,因此需要综合考虑.经过两年多在某厂冷轧机组和平整机组张力控制中的应用实践,本模型控制误差保证在1%以内,能够完全满足工艺对张力精度的要求.参考文献[1]丁修方方土.轧制过程自动化[M ].北京:冶金工业出版社,1986.[2]孙一康.冷轧生产自动化技术[M ].北京:冶金工业出版社,2006.[3]金兹伯格(G inzburg V.B ).高精度板带材轧制理论与实践[M ].姜明东,译.北京:冶金工业出版社,2000.[4]宋银宾.电机拖动基础[M ].北京:冶金工业出版社,1984.[5]赵 刚.轧制过程的计算机控制系统[M ].北京:冶金工业出版社,2002.[6]陈 梦,陈 戈.太钢不锈钢冷轧厂开卷机全数字间接恒张力控制系统的设计[J ].冶金自动化,2004(3):44246.[7]窦春霞.四辊可逆冷轧机恒张力的混合自适应控制研究[J ].河北大学学报:自然科学版,2000,20(1):66269.[8]冯连强.一种全数字间接恒张力控制系统的设计及应用[J ].重型机械,2006(2):24227.・76・第12期 申志强等:张力控制数学模型应用研究 。
冷连轧轧制力计算模型及改进方案

R' —压扁状态下 的轧辊半径; H—原料入口厚度; h—轧 机出口厚度; t b —单位后张力; t f —单位前张力; l c —轧辊 和轧件的接触弧长; P—轧制力
R ' 可以用 Hitchcock 公式求出: CH P R' = 1 + ·R B( H - h) 16 ( 1 - υ2 ) CH = 其中, πE C H 为 Hitchcock 系 数, 上述 式 中, 计算结果为
Table 1
机架 1 2 3 4 5 单位前张力 / ( kN / mm2 ) 计算值 实测值 70. 96 65. 69 83. 47 97. 91 91. 20 38. 40 78. 32 86. 60 86. 75 38. 63
表 1 轧制力计算模型计算的过程数据和实测值 Measuring data and process data of rolling force calculation
第 35 卷
第4 期
冶 金 自 动 化
Metallurgical Indus4
2011 年 7 月
Jul. 2011
·经验交流·
冷连轧轧制力计算模型及改进方案
王 飞
( 首钢京唐钢铁联合有限责任公司 第一冷轧厂 , 河北 唐山 063200 ) 摘要:过程控制系统要求数学模型能正确反映规律性 , 运算简单, 并且有较高的预报精度 。轧制力计算模型是过 程控制数学模型的核心 , 轧制力的计算精度直接影响到板形与板厚控制的精度 。 为了提高轧制力计算的精度 , 通过对冷轧轧制力特点的分析和计算模型的研究 , 我们在现有 Hill 公式的基础上, 考虑张力对计算冷轧带钢轧 制力的影响并借助于自学习计算功能 , 通过添加张力影响因子和模型自学习系数对 Hill 公式进行了改进, 在保 证轧制力预报精度的同时实现轧制力的在线计算 。实际数据测试结果表明轧制力在线计算模型的预报精度误 差在 ± 5% 以内。 关键词:冷连轧; 过程控制系统; 轧制力计算模型; 自学习 中图分类号:TG334. 9 文献标志码:A 7059 ( 2011 ) 046903 文章编号:1000-
基于 LADRC的双机架铝带冷连轧机张力控制研究
B e i j i n g , B e i j i n g 1 0 0 0 8 3, C h i n a ; 2 . D e s i g n a n d R e s e a r c h I n s t i t u t e o f U S T B C o . , L t d . , B e i j i n g 1 0 0 0 8 3 , C h i n a )
动态性能 、 抗干扰 能力和鲁棒性 。 关键词 : 双机架 铝带冷连轧机 ; 张力 ; 线 性 自抗扰 ; Ma t l a b仿真
文献标 志码 : A 文章编 号 : 1 0 0 0 - 7 0 5 9 ( 2 0 1 5 ) 0 3 - 0 0 3 0 - 0 4
Re s e a r c h o f t e ns i o n c o n t r o l s ys t e m o f a l u mi n um c o l d
h a s c h a r a c t e r i s t i c s s uc h a s t i me— v a yi r ng pa r a me t e r s , s t r o ng i n t e r f e r e n c e, e t c. I t a l s o h a s t he pr o b l e m o f
t wi n . s t a n d mi l l b a s e d o n LADRC
CHEN Ha n . d a n , Z HANG F e i , W ANG J i n g '
( 1 . N a t i o n a l E n g i n e e r i n g R e s e a r c h C e n t e r f o r A d v a n c e d R o l l i n g T e c h n o l o g y , U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o y g
冷轧轧制力数学模型的研究

2 . 1 x 1 区单位压力的计算 在 x 1 区, 利用以弦代弧的方法 , 设 A 3B 2 的方程 hx 为 y = ax + b, 即 = ax + b。 2 h 边界条件: 在 A 3 点, x = 0 , y= 2
2
边界条件 : 在 A 3 点 , x = 0, y = x = x 2, y = 则 ; 在 B 2 点,
2 2
R - (R - A 2A4 )
2
2
( 1)
第 5期
武京伟等 : 冷轧轧制力数学模型的研究
13
展开上式 , 因为 A 1A 4 和 A 2A 4 的平方值比 R 要 小得多 , 可以忽略 , 则 l = x1 + x2 = h 又因为 A 1A 4 = + 2 上式得 : l = x1 + x2 = = 式中
则上式变为: dhx dp = k + p hx ( 18)
2 . 4 中性点位置的确定 [ 7] 由中性面定义 , 令 pH = ph , 便可求出中性面 的高度 h r。即应满足下面两式。 ph = ( 19) pH = 1 K ( ( hx ) [K ( 1+ ) - qh ] - K h H ) hx ( 1qH )-1 + 1 K
2 1
v1、 v2 E 1、 E2
1
2fx 1 则上式变为 h+ 2 2 dp = - dhx p- K hx ( 10 )
和
2
式中 + 为后滑区 ; 1 前滑区为 1
- 为前滑区。 1 + CH hx
缩时计算公式求出:
1
积分后得后滑区为 ln ( p - K ) = ln ( 11 )
冷轧机数学模型及自学习

2006.5 武汉
主要内容
1. 冷轧数学模型
2. 模型自适应
1. 冷轧数学模型
1. 冷轧数学模型
冷轧机设定计算要得到各道次的压下量和轧机速度。
各机架(道次)厚度分配确定以后,就可以由弹跳方程确定各机架 (道次)的辊缝值,同时根据秒流量相等的原则确定各道次的速度。
1.1 弹跳方程(Equation for Mill Spring) h = Sp = S’ + P/C’ 式中 Sp----有载辊缝,mm; h-----轧件厚度,mm; S’---空载辊缝,mm; C’---机座总刚度,kN/mm。 (1)
2.3 模型自学习 (Self-learning of Models) 根据系统状态的变化,不断利用即时信息进行模型参数的修正, 以保证模型的精度,这种功能称为模型自适应校正。 2.3.1 增长记忆递推最小二乘法 y = a1x1+ a2x2+ …….. + amxm 式中 a1,a2, ……. ,am----模型待定参数。 现对变量y, x1, x2,….. ,xm进行了n次观测,得到n组数据,由测量数 据可以得到以下线性方程组: y1 = x11 a1+ x21a2+ …….. + xm1am y2 = x12 a1+ x22a2+ …….. + xm2am yn = x1n a1+ x2na2+ …….. + xmnam yi, xi1, xi2, ,xim (i=1,2,3, ,n)
h h0
图2 原料和成品板凸度关系
1. 冷轧数学模型
1.4 连轧张力方程 (Tension Equation for Tandem Rolling)
冷连轧过程控制系统中张力模型的建立方法

CFHI2010年第2期(总134期)yz.js@设计与计算CFHI TECHNOLOGY摘要:在冷轧生产中,施加张力是调整板形、保证轧制过程顺利进行的重要手段。
利用张力不仅可以改善板形、调节轧机负荷,同时还可以通过调整轧机前后张力来改变带材的前滑量,进而控制带材表面质量。
由于张力在轧制中的上述作用,决定了张力制度是冷连轧轧制制度中一项很重要的工艺制度。
为了准确的进行张力设定,在冷连轧二级系统中通常采用模型回归法或表格法作为张力模型的建立方法。
关键词:冷轧;张力制度;张力模型;模型回归法;表格法中图分类号:TG33.7+2文献标识码:B 文章编号:1673-3355(2010)01-0006-03Tension Model Setup in Process Control System for Cold Rolling MillHuang Yanfeng,Zhang XiaoweiAbstract:The application of tension is an important way of controlling profile and smooth proceeding of the rolling operation of cold mills.Tension can be used to ameliorate the profile of steel plates or strips and regulate the load of cold mills.The adjustment of tension at the entry and exit side of a cold mill can change the forward slip of strips to control the surface quality of strips.Those determine that tension schedule is a critical one in cold rolling schedules.Generally,model retracing method or schedule method is used to set up tension model in level 2control system of cold rolling mills.Key words:cold rolling;tension schedule;tension model;model retracting method;schedule method轧制张力是冷轧带钢生产过程中必需严格控制的重要参数,它不仅影响轧制工艺条件,影响产品尺寸精度与板形质量,甚至使得整个轧制过程变得不稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
间带钢将产生拉伸形变 , 带钢拉伸长度与机架 问
长 度 的关 系为 :
力与 i 机架 出 口与 i +1机 架 入 口带 钢 速 度 差 有
关, 因此调 节 i +1机 架 间 的速 度 差 就 可 以调 ~i 节ii ~ +1机架 间 的 张力 。在 实 际生 产 中通 过 调 节i 机架 的速度 来 达 到调 节 i +1机 架 间 张 力 ~i
化之 间关 系公 式如 下 :
当系统 检 测 到 A 。 为 正 时 , 产 生 △ h+ 则 +为 正, 由于 此 时 i 架 出 口的带 钢速 度保 持 不 变 , 机 因 此 i +1机 架 间 的实 际 张 力 将 变 大 , 了 使 系 ~i 为 统重 新过 渡 到稳 定 状 态 , 使 ~ +1机 架 间 的 张 力稳 定 , 需要压 下 系统 执行 正 的 △ : 其 中 △si 5i , J由
由公 式 ( ) ( ) : 1和 2 得 △ 1 V+ ×A i1 K [ + + = i1 S+ X / ( K)×H] ( ) 3 当 +1机 架 辊 缝 变 化 后 , 产 生 一 定 量 的 会
△ 在 i +1机架 问 ,机架 出 口带钢 速度 和 i +, ~i i
范 围 内 , 决 定 启 动 过 程 顺 利 与否 的 主要 因 素 。 是 梅 钢 冷连轧 机组 从 2 0 0 9年投 产 运行 以来 , 在机 组 启动 过程 中 , 别是 当生 产薄料 时 , 特 由于 张力波 动
较大 经常 出现 断带 、 张等事故 , 加 了操作 人员 失 增 的劳 动强 度 、 接影 响 到生产效 率 , 直 造成 原料 的浪 费¨I , 4 因此有 必 要 对 轧 机启 动 的张 力 控 制 进 行
趋 向 0, 到厚 度偏 差 和张力 的稳 定控 制 。 达
2 2 速度 式张 力调 节数 学模 型 .
式 () :h 为 i 1 中 A +1机 架 出 口带 钢 厚 度 变 化
量 ;S 为 i A… +1机架 辊缝 变化 量 ; K为 刚度 系数 ;
为 塑性 系数 。
假设 i 机 架 入 口带 钢 厚 度 和 i +1 +1机 架 出
・
4 6・
梅 山科技
21 0 2年第 4期
冷连 轧 机 启动 张 力控 制 的数 学模 型探讨
陈宗仁 严加根 。 刘 东 ( . 山钢铁 公 司冷轧 厂设 备 室 南京 1梅 2 03 109
2 宝立 自动化 工程 有 限公 司 上 海 2 10 ) . 0 90 摘 要: 由于冷连 轧机 组启动 时 带钢 的厚度 和速度 变化 较 大 , 导致 机 架 间张 力的 波动也较
的 目的 。
对公 式 ( 4 两边 微分可 得 : 1)
a i B X i T d V= EXd / t hX (5 1)
在 酸连轧 机组 带钢启 动 张力数 学模 型的研 究
的理论基 础上 , 以逐 步对 启 动 张 力控 制 程 序 进 可
张 。在 静态 张力 建 立 过 程 中 , 速度 的调 节 量是 实
形段过相邻机架时, 会导致相邻机架出口的厚度偏 差剧烈波动 , 由于厚 差 的波 动 , 机架 的秒 流量 平 各 衡遭到破坏 , 进而 会导 致机 架 间张 力振 荡 , 一旦 张 力达 到带钢 极限屈服值 , 导致断带 。 就会
Dic s i n o a he a i a o lo ar - nso n r lo s u so n M t m tc lM de fSt tup Te i n Co t o f Co d nde li i l Ta m Ro l ng M l l
C e n rn h n Zo g e
理 论 分析 , 为启 动 张力 的优化 奠定 理论技 术基 础 。
1 轧机 启动 阶段 张力 波动大 原 因分析
际张力与给定张力的差值计算所得 , 当偏差值较 大, 产生速度调节量过大 , 易造成超调量过大或失 张 , 旦 张 力 达 到 带 钢 极 限 屈 服 值 , 会 导 致 一 就 断带。 当轧机速 度 大 于穿 带 速 度 时 , 用 速 度 差 不 利 能很 好 地调节 张 力 , 由静 态 张力 切 换 为 动态 张 力 建 立过 程 , 动态 张力 的建 立 过程 依 据 秒 流 量 的平
2 启 动 张力调 节数 学模 型
梅钢 冷连 轧机 启 动 分 为 两种 情 况 : 是 热 带 一
陈 宗仁 严 加根 刘 东 冷 连轧机 启 动 张力控 制 的数 学模型探 讨
・ 7・ 4
启 动 , 热 轧卷 穿 带 到 冷 连 轧 机 卷 取 机 上 , 把 以热 带 形式 直 接 压 下 并 启 动 轧 机 , 启 动 的 过 程 中 , 在 热带 的加 工 硬 化 系 数 会 发 生 改 变 , 度 向 目标 厚 值渐 变 , 时必 须 保 证 出 口速 度 的恒 定 , 架 间 同 机
Ke r y wo ds: od tn e rli g;e in c n r l t n in c nr lb ol rg p;e i n c n r lb c l a d m oln tnso o to ;e so o to y rle a tnso o to y
冷 连轧 机 的启动 轧制 过程是 正 常连轧 生产 的 开 始 , 机组 的产 能 及 产 品 质量 的影 响 很 大 。在 对 启 动轧 制过 程 中 , 钢 张 力 波 动 能否 控 制 在 一 定 带
Y h Ja e L uDo g a ig n i n
( .E up e t e t no C l R ln ln o i a r 1 q im n S c o f o ol gPa t f s nI n& Sel o . aj g2 0 3 . i d i Me h o te C . N ni 10 9 n 2 B o uo t nE g er gC . Ld , h n hi 0 9 0 . a lA t i ni ei o ,t. S ag a 2 1 0 ) i ma o n n
轧机 启动 阶段 张力 的建立 过 程是一 个 动态平 衡过 程 , 动 阶段 当轧 机速度 小 于穿带 速度 时 , 启 是
静 态 张力 建立 过程 。静 态张 力建 立过程 是通 过 主 传动 来建 立 , 即通 过机 架 间的速 度差来 建立 张力 , 各机 组 主传 动 的响 应 特性 不 同 , 难 按 照 给定 速 很 度协 调 一致 地工 作 , 导 致 张 力 超调 量 过 大 或 失 易
衡来 达到张 力 的稳定 。秒流 量 的平衡 是 通过 调 节 辊缝 , 辊缝的调 节量 依据 厚度 偏 差 的变化 , 动 态 在 张力 的建立过程 中 , 机架间带钢存 在 4段楔 形带 钢
段, 1 即 机架后 带钢楔形段 、 2机架后带钢楔 形段 、 3 机架后带钢 楔形段 、 架后带 钢楔 形段 。 当各 楔 4机
式 ( ) : V+ 为 i 2中 Aj +1机 架 入 口带 钢 速 度 变 化
量 ; +为 i 机 架入 口带 钢厚 度 ;i1 日i +1 +为 +1机 架 出 口带 钢速 度 ;h+为 +1 架 出 口带钢厚 度 Ai 机
・
4 8・
梅 山科 技
21 0 2年第 4期
变 带钢 的厚度 , 而影 响到 机架 问张力 。冷 连 轧 i 进
~
i ( 1~ ) +1 4 机架 问张 力控 制 原理 基 本相 同 ,
其辊 缝式 张 力调 节 原 理 A R —G( uo t e. T A t i T n mac
s nR g lt —G u e 见 图 1 i eua r a g ) o o 。
定 性 是 影 响 轧 机 启 动 的 关 键 。 在 薄 板 生 产 线
图 1 辊 缝 式张 力控 制原 理框 图
图 1中 :1 张 力 给 定 值 ; F为 张 力 实 际 7。 R为 T
变化量 。
值 ; 为 张力偏 差值 ;Si i △ A 为 +1机 架 张力 变 化
A C A tm t a g o t 1控 制 的张力部 分 和 G ( uo ai G ueC nr ) c o () 1
△ i1 h+ X( + + =A i1 M )/
非张力 部 分 。当 A : Si 后 , 以消除 △ … 对 系 执行 可 统 的影 响 , A … 变 化趋 向 0 进 而使 △ 使 h , +变化
引起 的辊缝 变化 ; Si i A 为 +1机架 实 际辊缝 变化 ; A R—G为辊 缝式 张力 调节 器 。 T A R—G是 当 i T +1机 架 辊缝 发生 变 化 时 , 为 维持 机 架 出 口速 度 和 i +1机 架 出 口厚 度 的恒 定, 而进 行 +1机 架 辊缝 调 节 的控 制 回路 , 而 从
化 影 响极 大 。 2 1 辊 缝式 张力 调节数 学模 型 . 首先 建立 辊缝 式 张力 调 节 数 学模 型 , 理论 从 上分 析 张力 波动产 生 的原 因 。辊 缝 的调整 能够 改
程 中 的停 机 再 次启 动 , 最 初 的记 忆 轧 制 力 , 从 恒
轧制 力 状 态 迅 速 切 换 到 A C辊 缝 控 制 , 经 轧 G 已 制过 的带 钢 很快 达 到 目标 厚 度 。启 动 张 力 的 稳
大。针 对轧机 启动过 程 中张 力波动 原 因进行 理论 分析 , 立 了启动 张 力控 制 的优化 数 学模 型 , 建
主要 包括 轧机 启 动阶段 采 用辊缝 式 张力调 节模 型和 速度 式张 力调 节模 型 , 而为 启动 张 力控 从
制 的优化 奠 定 了技 术基础 。 关键 词 : 冷连 轧 ; 张力控 制 ; 缝 式张 力调 节 ; 辊 速度 式 张力调 节