高功率激光反射镜的几个关键技术
认识光纤激光器
Wp
Q
max min
ni nt n f max min
(a)
t (b)
t (c)
t (d ) t p t
ቤተ መጻሕፍቲ ባይዱ 调Q光纤激光器
R=100% A O M
Pump Systerm
Output Yb-DC fiber Coupler
透镜组端面泵浦耦合
优点:构造简朴、易于实现 缺陷:耦合占用了端面,无法 同其他光纤级联,降低了灵活 性;透镜组与光纤是分立旳, 稳定性低不易集成
优点:构造简朴紧凑、实现了 激光器旳全光纤化 缺陷:尾纤与光纤尺寸不同, 熔接对准困难,附加损耗大
端面直接熔接耦合
两种措施都只有两个端面用于 泵浦,限制了最大功率。
其他腔型构造
光纤圈反射器(光纤环形镜)包 括一种定向耦合器和由该耦合器 两输出端口连接在一起形成旳一 种光纤圈。 工作原理:耦合器耦合系数为0.5, 光波从端口1进入耦合器,耦合器 将二分之一旳功率耦合到端口3, 另二分之一耦合到端口4,即在光 纤圈顺时针方向和逆时针方向传 播旳输入光各二分之一。跨过耦 合器旳光波比直通旳光波相位滞 后π/2。在端口2处旳透射功率是任 意相位φ旳顺时针场和相位为φ-π 旳逆时针场旳叠加,恰好相互抵 消,透射输出为零,全部输入光 沿端口1返回。
光
纤
芯 光
泵
纤
浦 光
保 护
芯
保
激
激 光 内输包层 出
护 层
泵 浦
外
光包
层
光 输 出
层
单包层与双包层掺杂光纤旳构造
光纤芯:由掺稀土元素旳SiO2构成,它作为激光振荡旳通道,对 有关波长为单模;
光学经典理论激光光学的几个重要原理

光学经典理论激光光学的几个重要原理激光是光学研究十分重要的一个方向,今天为大家整理了一些关于激光光学的几个重要原理,相信很多的朋友们应该会喜欢,可以收藏一下。
激光的产生说到激光的产生就要先从原子结构说起。
卢瑟福通过α粒子散射实验得出了原子的行星模型,依照公认的电动力学法则,绕核运动的电子将连续发光,并因能量损耗终将崩溃落人核内,这与观察到的分立光谱线并不一致。
女人上了年纪,改如何保养?广告为了解决这一矛盾,1913年,玻尔提出了两点假没:第一点假设认为,电子只能在某些确定的轨道上运动,这就是所谓的“定态”,电子只要停留在这些态中的任何一个,它就不会发光;第二点假设认为只有当电子从一个较高能量的定态跃迁到一较低能量的定态时,辐射才从原子中放出,放出的辐射能量等于两定态能量的差值,通过一个类似的逆过程,原子能够吸收一个辐射量子,使得一个电子跃迁到较高能量的定态。
玻尔原子理论解决了原子的稳定性问题,以及光谱规律与原子结构的本质联系问题展开剩余97%原子发光的机理原子从某一能级吸收或释放能量,变成另一能级,称之为原子跃迁。
爱因斯坦发现,若只有自发辐射和吸收跃迁,黑体和辐射场之间不可能达到热平衡,要达到热平衡,还必须存在受激辐射。
自发辐射与受激辐射当外来光子的频率满足hv=E2-E1时,使原子中处于高能级的电子在外来光子的激发下向低能级跃迁而发光。
受激辐射光子与入射光子属于同一光子态(或光波模式),具有相同的频率、相位、波矢、偏振。
——自发辐射系数——受激辐射系数受激吸收——受激吸收系数受激辐射与受激吸收的矛盾受激辐射使光子数增多,受激吸收使光子数减少。
受激辐射与自发辐射的矛盾要克服上述矛盾就需要粒子数反转。
受激辐射占优势,光通过工作物质后得到加强,获得光放大。
激光的产生条件:1、增益介质:激光的产生必须选择合适的工作物质,可以是气体、液体、固体。
在这种介质中可以实现粒子数反转,以制造获得激光的必要条件。
高能激光的三次飞跃

高能激光的三次飞跃1. 高能激光技术的发展历程高能激光技术作为一种先进的科技产物,自诞生以来经历了长足的发展,特别是在过去的几十年里,其在军事、工业、医疗等领域的应用取得了显著的突破。
高能激光技术的发展历程中,经历了三次重要的飞跃,这些飞跃标志着高能激光技术的不断进步和成熟。
第一次飞跃是激光原理的发现与基础研究的开展,在二十世纪初期,随着科学技术的快速发展,物理学家对光的本质进行了深入研究,发现了激光的基本原理。
大量的基础研究为高能激光技术的发展奠定了坚实的基础,在这一阶段,科研人员解决了高能激光器的设计和制造问题,成功研制出了第一台激光器。
第二次飞跃是激光器技术的突破与发展,随着科学技术的不断进步,激光器技术逐渐成熟,尤其是高能激光器的研制取得了重要进展。
这一阶段的发展为高能激光技术在军事、工业等领域的应用提供了可能。
随着激光功率的提高和光束质量的优化,高能激光技术开始展现出巨大的应用潜力。
第三次飞跃是智能激光技术的兴起与发展,随着信息技术的快速发展,人工智能技术在高能激光技术中的应用取得了重要突破。
智能激光技术的出现,使得高能激光技术能够更好地适应各种应用场景,提高了其在各个领域的应用效果。
智能激光技术还为高能激光技术的进一步发展提供了新的方向和发展动力。
通过不断的技术创新和改进,高能激光技术将在未来发挥更大的作用。
这一阶段的标志性成果包括智能激光器、自适应光学系统以及高精度激光加工技术等的应用和发展。
这些技术的发展将进一步推动高能激光技术在各个领域的应用和普及。
1.1 第一台激光器的诞生激光器的诞生无疑是科技史上的一座里程碑,它不仅彻底改变了我们对物理世界的认知,更为现代社会带来了无数创新应用。
回溯到1960年,美国物理学家西奥多梅曼在贝尔实验室中,成功制造出了世界上第一台激光器。
梅曼的这一伟大发明,是基于他对于当时新兴的原子物理学和量子力学的深入理解。
通过特定的方式激发气体或固体中的电子,可以使其跃迁到更高的能级,然后再跃迁回来,过程中释放出的光子能量高度集中,这就是激光的原理。
第四章激光的基本技术
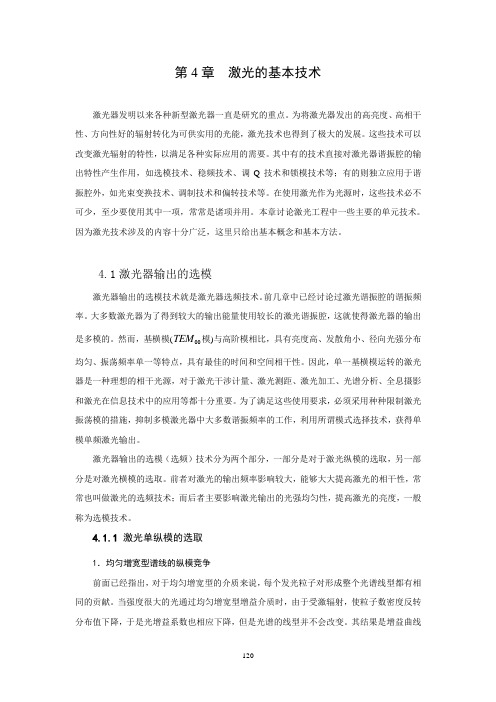
第4章激光的基本技术激光器发明以来各种新型激光器一直是研究的重点。
为将激光器发出的高亮度、高相干性、方向性好的辐射转化为可供实用的光能,激光技术也得到了极大的发展。
这些技术可以改变激光辐射的特性,以满足各种实际应用的需要。
其中有的技术直接对激光器谐振腔的输出特性产生作用,如选模技术、稳频技术、调Q技术和锁模技术等;有的则独立应用于谐振腔外,如光束变换技术、调制技术和偏转技术等。
在使用激光作为光源时,这些技术必不可少,至少要使用其中一项,常常是诸项并用。
本章讨论激光工程中一些主要的单元技术。
因为激光技术涉及的内容十分广泛,这里只给出基本概念和基本方法。
4.1激光器输出的选模激光器输出的选模技术就是激光器选频技术。
前几章中已经讨论过激光谐振腔的谐振频率。
大多数激光器为了得到较大的输出能量使用较长的激光谐振腔,这就使得激光器的输出TEM模)与高阶模相比,具有亮度高、发散角小、径向光强分布是多模的。
然而,基横模(00均匀、振荡频率单一等特点,具有最佳的时间和空间相干性。
因此,单一基横模运转的激光器是一种理想的相干光源,对于激光干涉计量、激光测距、激光加工、光谱分析、全息摄影和激光在信息技术中的应用等都十分重要。
为了满足这些使用要求,必须采用种种限制激光振荡模的措施,抑制多模激光器中大多数谐振频率的工作,利用所谓模式选择技术,获得单模单频激光输出。
激光器输出的选模(选频)技术分为两个部分,一部分是对于激光纵模的选取,另一部分是对激光横模的选取。
前者对激光的输出频率影响较大,能够大大提高激光的相干性,常常也叫做激光的选频技术;而后者主要影响激光输出的光强均匀性,提高激光的亮度,一般称为选模技术。
4.1.1 激光单纵模的选取1.均匀增宽型谱线的纵模竞争前面已经指出,对于均匀增宽型的介质来说,每个发光粒子对形成整个光谱线型都有相同的贡献。
当强度很大的光通过均匀增宽型增益介质时,由于受激辐射,使粒子数密度反转分布值下降,于是光增益系数也相应下降,但是光谱的线型并不会改变。
超级激光技术的原理和应用

超级激光技术的原理和应用超级激光技术是当今世界上最先进的、研究最深入的、应用最广泛的激光技术之一。
它可以产生高功率、高纯度和高能量密度的激光,应用范围广泛,包括实验物理学、生物医学、材料科学、信息技术等领域。
本文将介绍超级激光技术的原理和应用。
一、超级激光技术的原理超级激光技术是一种通过能量的聚焦和放大来实现激光产生的技术。
其原理是利用一系列的光学元件来聚焦和放大激光束,使其产生高能密度,然后在短时间内释放出来形成一束强大的激光束。
超级激光技术的核心部件是增益介质,其通常是一些半导体材料,例如氮化镓、磷化铟等。
当外加能量激发了增益介质,电子跃迁会使放射粒子发射出光子,这些光子与入射光子相互作用,增益介质中的光子浓度急剧增加,形成了一束激光。
为了提高激光的能量密度,超级激光系统中还需要使用一些光学元件来把激光束聚焦到较小的空间范围内。
这些元件主要包括透镜、反射镜、光纤、棱镜、分束器等。
聚焦元件的选择和排列方式对激光效果的影响很大。
二、超级激光技术的应用超级激光技术的广泛应用在于其高能量密度和瞬时性质。
下面将介绍几个有代表性的领域:1. 实验物理学超级激光技术在实验物理学中得到了广泛应用。
例如,利用超级激光的高能量密度可以产生超高温、高压等极端物理条件,用以模拟宇宙大爆炸等自然现象。
另外,利用超级激光的高能量、短脉冲和针对性较强的特点,可以研究高能物理、核物理、量子物理等现象。
2. 生物医学超级激光技术在生物医学领域中的应用非常广泛,例如用于治疗皮肤疾病、超声成像、激光手术等。
当激光束聚焦到较小的范围内,激光能够穿透皮肤准确作用于靶组织细胞,对细胞和组织产生特定的生物学效应。
例如,针对性较强的热效应使得肿瘤组织被灼烧,而正常组织能够被充分保护。
3. 材料科学超级激光技术在材料科学领域中的应用也非常广泛。
例如用于制造超硬材料、超纯材料、光电材料、高温材料等。
利用超级激光产生的高能量、高温度、高压力,材料的微观状态和物理、化学性质得到极大改善,从而具有特殊的应用性质。
激光器件作业部分答案
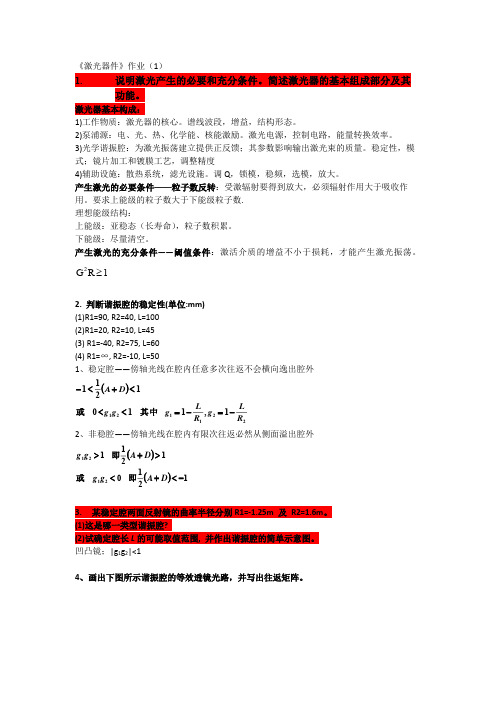
《激光器件》作业(1)1.说明激光产生的必要和充分条件。
简述激光器的基本组成部分及其功能。
激光器基本构成:1)工作物质:激光器的核心。
谱线波段,增益,结构形态。
2)泵浦源:电、光、热、化学能、核能激励。
激光电源,控制电路,能量转换效率。
3)光学谐振腔:为激光振荡建立提供正反馈;其参数影响输出激光束的质量。
稳定性,模式;镜片加工和镀膜工艺,调整精度4)辅助设施:散热系统,滤光设施。
调Q ,锁模,稳频,选模,放大。
产生激光的必要条件——粒子数反转:受激辐射要得到放大,必须辐射作用大于吸收作用。
要求上能级的粒子数大于下能级粒子数. 理想能级结构:上能级:亚稳态(长寿命),粒子数积累。
下能级:尽量清空。
产生激光的充分条件——阈值条件:激活介质的增益不小于损耗,才能产生激光振荡。
21G R ≥2. 判断谐振腔的稳定性(单位:mm) (1)R1=90, R2=40, L=100 (2)R1=20, R2=10, L=45 (3) R1=-40, R2=75, L=60 (4) R1=∞, R2=-10, L=501、稳定腔——傍轴光线在腔内任意多次往返不会横向逸出腔外 ()2211211,1101211R L g R L g g g D A -=-=<<<+<-其中或2、非稳腔——傍轴光线在腔内有限次往返必然从侧面溢出腔外 ()()121012112121-<+<>+>D A g g D A g g 即或即3.某稳定腔两面反射镜的曲率半径分别R1=-1.25m 及 R2=1.6m 。
(1)这是哪一类型谐振腔?(2)试确定腔长L 的可能取值范围, 并作出谐振腔的简单示意图。
凹凸镜;|g 1g 2|<14、画出下图所示谐振腔的等效透镜光路,并写出往返矩阵。
⎪⎪⎭⎫ ⎝⎛⋅=⎪⎪⎭⎫⎝⎛⋅⎥⎦⎤⎢⎣⎡=⎪⎪⎭⎫⎝⎛⋅⎥⎦⎤⎢⎣⎡⋅⎥⎥⎦⎤⎢⎢⎣⎡-⋅⎥⎦⎤⎢⎣⎡⋅⎥⎥⎦⎤⎢⎢⎣⎡-=⎪⎪⎭⎫ ⎝⎛000000211110111011011101θθθθr T r D C B A r L f L f r注意:相乘时要反序乘;5. 某CO 2激光器采用平凹腔,L=50cm ,R=2m ,2a=1cm ,λ=10.6μm 。
高能激光武器技术发展现状与应用

高能激光武器技术发展现状与应用作者:吉俸民来源:《中国科技博览》2017年第04期[摘要]高能激光武器是一类正在迅速发展中的新概念武器,它是利用激光来直接毁伤目标或使之失效的定向能武器,具有能量集中、传输速度快、作用距离远、命中精度高、转移火力快、抗电磁干扰、能多次重复使用和效费比高等优点。
随着科技的发展,高能激光武器在当代战争中的应用日益广泛。
本文对高能激光武器的技术发展特点进行了分类总结,并重点介绍了国内外激光武器技术的发展历程以及装备的研制、改进情况,指出了在现代战争中发展激光武器技术的优势和重要性,最后论述了激光武器技术的发展动向与分析。
[关键词]高能激光武器;关键技术;发展分析中图分类号:TE28 文献标识码:A 文章编号:1009-914X(2017)04-0395-01一、高能激光武器特点1.1 反应迅速光速以每秒30万公里传输,打击目标不需计算射击提前量,瞬发即中。
1.2 可在电子战环境中工作激光传输不受外界电磁波的干扰,目标难以利用电磁干扰手段避开激光武器的射击。
1.3 转移火力快激光束发射时无后座力,可连续射击,能在很短时间内转移射击方向,是拦截多目标的理想武器。
1.4 作战使用效费比高化学激光武器仅耗费燃料,每发费用为数千美元,远低于防空导弹的单发费用。
二、高能激光武器技术发展现状近年来,国内外在高能激光技术领域进行了大量的基础研究和发展研究,下面将对一些高能激光武器技术的研究成果进行介绍。
2.1 天基激光武器天基激光武器的主要目的是在全球范围内对付由携带化学和生物弹头的弹道导弹袭击所造成的不断增长的威胁,它还可用于防御巡航导弹和远程战略轰炸机。
为此,美军构想了天基激光器(SBL)计划。
该计划建立在里根时代的“战略防御倡议”的基础上,其目标是击落助推段的洲际弹道导弹。
天基激光武器的关键技术主要是大功率激光器、大型反射镜和光束控制系统。
目前,这些关键技术都已得到验证,预计SBL演示器将在2010-2012年发射,在2020年前后部署作战型SBL系统。
激光输出的三个必要条件
激光输出的三个必要条件激光输出作为激光器的关键指标之一,是指激光系统输出的激光的功率、波长、光束发散角等参数。
而想要得到高质量的激光输出,必须满足以下三个必要条件:1.高效的激光激发激光器的激发过程是激光输出的基础,而使用高效激发方式能够提高激发效率,进而增强激光输出功率。
目前广泛应用的激发方式有光学、电子和化学三种。
在光学激发方式中,光源发出的光线进入激光器内部,在激光介质中发生反射、散射或透过等过程,使介质内部的粒子获得足够的能量实现激发。
在电子激发方式中,外部电源把电子注入激光介质内,激发介质中处在激发态之下的粒子,使之向更高能级跃迁并释放激光。
而化学激发方式则利用化学反应的能量释放作为激发能源,将化学能转化为激光能,适合于大功率激光器。
2.合适的光学谐振腔光学谐振腔是激光器的核心组成部分,与激光输出密切相关。
只有谐振腔合适,才能充分实现光子在介质中的反复运动,最终实现激光放大。
所以,设计恰当的光学谐振腔结构非常关键。
光学谐振腔主要由反射镜组成,两面反射镜的光学特性决定着激光输出光的波长和发散角度。
同样,反射镜的光学特性也会影响激光谐振腔的损耗和稳定性,进而影响激光输出功率和波长等性能。
因此,在设计谐振腔结构时,需要考虑反射镜反射率、带宽和稳定性等指标,并合理选择反射镜的材质和工艺。
3.高质量的激光介质激光介质是刺激和产生激光的载体,所以其质量的好坏对激光输出影响非常大。
在选择激光介质时,需要考虑其透明度、折射率、吸收系数、发光寿命和温度稳定性等因素。
在实际应用中,常见的激光介质包括气态、液态和固态三种。
气态激光介质广泛应用于激光打印、激光加工和激光测距等领域。
液态激光介质主要应用于激光医疗和化学合成等领域。
而固态激光介质则更适合用于工业激光加工等高功率激光系统。
综上所述,高效的激光激发、合适的光学谐振腔和高质量的激光介质是实现高质量激光输出的三个必要条件。
只有同时优化这三个方面,才能获得更加卓越的激光输出性能。
飞秒激光器原理
飞秒激光器原理
飞秒激光器原理可以通过以下方式解释:飞秒激光器利用了飞秒技术,将连续波激光束通过特殊的技术手段进行调制,使其脉冲宽度缩短至飞秒级。
飞秒激光器的原理主要包括三个方面:模式锁定、增益实现和脉冲调制。
首先,模式锁定是飞秒激光器实现高功率输出的关键。
通过控制激光器内部的谐振腔结构和非线性光学元件,可以将脉冲信号锁定在特定的模式上,使得输出光具有高斯分布和空间一致性。
这样可以避免脉冲信号发生相位畸变和失真,从而保持激光功率的稳定输出。
其次,增益实现是通过激光介质中的受激发射过程实现的。
在飞秒激光器中,使用的激光介质通常是具有较高吸收和发射截面积的固体或液体材料。
激光束经过增益介质时,会与介质中的激活离子相互作用,引发一系列的受激发射过程。
通过在激光器中设置适当的反射镜和输出窗口,可以实现激光输出功率的增加和控制。
最后,脉冲调制是实现飞秒脉冲宽度的关键因素。
通过引入一定的脉冲调制技术,可以将连续波激光束转化为具有飞秒级脉冲宽度的激光束。
常用的脉冲调制技术包括光频偏移、锁模和自调谐等方法。
这些技术可以调整和控制激光脉冲的光谱特性和相位特性,实现飞秒激光的稳定输出。
总之,飞秒激光器的原理主要涉及模式锁定、增益实现和脉冲调制等关键技术。
通过这些技术的协同作用,可以实现飞秒级
脉冲宽度的激光输出,具备广泛的应用潜力,如精密加工、生物医学和光谱分析等领域。
高功率固体激光器的研究与制造

高功率固体激光器的研究与制造近年来,高功率固体激光器在科技领域中的应用越来越广泛,它已经深刻地影响和改变了我们的生活和生产方式。
固体激光器相比于其他类型的激光器,具有能量密度高、波长多样性、偏振可控性强、精度高等优点,因此具有不可替代的地位。
然而,高功率固体激光器的研究与制造并非易事,涉及许多科学原理和技术难题。
本文将全面分析高功率固体激光器的研究与制造现状,并展望其未来的发展趋势。
一、高功率固体激光器研究现状1.1 固体激光器的产生原理通常,固体激光器的产生是靠将电能转化为光能,这一过程被称为泵浦,泵浦的方式很多,例如氙灯泵浦、二极管泵浦、光纤泵浦等。
所产生的激光通过激光共振腔改变光程,增强输出功率。
对于固体激光器来说,它通常由一个激光材料、电源和多个齐次反射镜组成。
激光材料通过泵浦产生激发态,然后被反射镜全反射,由于反射次数增多,激发态的电子在发射光子时与其他原子的发光相干而放大,最终形成纵向模式共振,从激光器输出激光束。
1.2 高功率固体激光器的制造难题高功率固体激光器的制造过程中存在很多科学和技术难题,包括以下几个方面:(1) 激光能量密度问题高功率固体激光器的输出能量非常强,达到了几千瓦,这个过程中需要处理的问题是如何应对高能量密度引起的各种问题,比如材料的熔化、气化降低其抗性、反射镜的损耗等。
对此,科学家采用的方法是不断开发新的材料和新的工艺、精确计算和管理,以降低激光能量密度对设备和人员的危害。
(2) 温度问题高功率固体激光器的温度控制是非常重要的,因为激光器需要在非常高的温度下运行,这将导致材料的热膨胀和抗性降低。
在解决这些问题的同时,科学家还需要保证激光器的性能和安全性,并避免损坏激光器的陀螺效应。
(3) 技术落后问题制造固体激光器所需要的技术实力非常高,由于制造难度大,对工艺流程、材料、设备精度等方面的要求也很高,而目前中国在这方面的研究和发展尚属较落后。
因此,在不断改进技术流程、提高材料质量等方面的努力中,在中国固体激光器的制造领域有很大的空间。
高功率激光器的设计与性能优化
高功率激光器的设计与性能优化激光技术在现代科技和工业领域中起着至关重要的作用,其中高功率激光器更是取得了长足的发展。
高功率激光器不仅在工业材料加工、热核聚变研究等领域有广泛应用,还在国防安全、医疗美容和通信等领域发挥着重要作用。
本文将探讨高功率激光器的设计与性能优化的相关内容,为读者提供一些基本的了解和启发。
首先,高功率激光器设计的一个重要环节是激光传输系统的设计。
激光传输系统通常包括激光放大器、激光谐振腔、光路系统和激光输出系统等。
在设计过程中,要考虑激光器的工作波长、输出功率和光束质量等参数。
工作波长的选择要根据具体应用需求和材料特性来确定,而输出功率的提高则需要优化激光放大器的结构和材料选择。
同时,光束质量的提高需要考虑光线的传输损失和散射等问题,合理设计激光传输路径和减小光学损失对于获得高质量光束是至关重要的。
其次,高功率激光器的设计还需要考虑光学元件的优化。
光学元件包括透镜、反射镜、棱镜等,它们的选择和设计直接影响到激光器的性能。
例如,在高功率激光器中,透镜的选择需要考虑到激光器的波长和功率,以及透镜的损耗和热性能。
反射镜的设计需要保证高反射率和低散射率,同时要考虑制造的复杂性和材料的可用性。
棱镜的选择和安装位置也需要根据实际需求来确定,以确保光束的传输和调节。
另外,高功率激光器的性能优化还需要考虑激光器的冷却系统。
由于高功率激光器在工作过程中会产生大量热量,如果不能及时有效地冷却,不仅会导致激光器的性能下降,甚至会导致激光器的损坏。
因此,设计一个高效可靠的冷却系统是至关重要的。
常用的冷却方式有风冷和水冷两种,其中水冷具有散热快、稳定性好的优点,但也需要考虑防止水质污染和冷却水的流动问题。
最后,在高功率激光器的设计过程中,光学脱周期控制也扮演着重要的角色。
光学脱周期是指激光器输出光束在传输过程中经历的非线性光学效应,如自聚焦、自相位调制等。
这些效应会严重影响光束的传播质量和成像效果。
为了优化激光器的性能,可以采用一系列控制手段,如引入光学非线性材料、优化光束的模式和波长等,以减小非线性效应的影响。
高能量激光器系统的设计与实现原理
高能量激光器系统的设计与实现原理激光技术作为一种高度聚焦、高能量密度的光束,已经在众多领域得到广泛应用,如材料加工、医学、通信等。
而高能量激光器系统的设计与实现原理则是实现高能量激光输出的关键。
本文将从激光器系统的基本构成、工作原理以及实现原理等方面进行论述。
一、激光器系统的基本构成高能量激光器系统主要由激光器源、泵浦系统、光学系统、冷却系统和控制系统等组成。
1. 激光器源:激光器源是激光器系统中最核心的部分,它能够产生激光光束。
常见的激光器源包括固体激光器、气体激光器和半导体激光器等。
不同类型的激光器源具有不同的特点和应用领域,如固体激光器适用于高功率激光器系统,而半导体激光器则适用于小型激光器系统。
2. 泵浦系统:泵浦系统是激光器源的能量供给系统,它能够向激光材料提供能量,使其产生激射。
常见的泵浦方式有光泵浦、电泵浦和化学泵浦等。
其中,光泵浦是最常用的泵浦方式,它通过激光二极管或闪光灯等光源对激光材料进行能量输入。
3. 光学系统:光学系统是将激光光束进行整形、调制和聚焦的关键部分。
它由准直镜、透镜、反射镜等光学元件组成,能够对激光光束进行控制和调整,以满足不同应用的需求。
4. 冷却系统:冷却系统主要用于控制激光器源和泵浦系统的温度,以保证其正常工作。
高功率激光器系统通常需要较强的冷却能力,以防止激光器源过热而导致性能下降或损坏。
5. 控制系统:控制系统是整个激光器系统的大脑,它能够对激光器源、泵浦系统和光学系统等进行控制和监测。
通过控制系统,用户可以实现对激光输出功率、脉冲频率和波长等参数的调节和监控。
二、激光器系统的工作原理激光器系统的工作原理可以简单分为三个步骤:泵浦、放大和激射。
1. 泵浦:泵浦是指通过能量输入使激光材料处于激发态的过程。
在泵浦过程中,泵浦光源的能量被传递给激光材料,激发材料中的电子从基态跃迁到激发态,形成一个能级反转。
2. 放大:放大是指利用激发态的能级反转来放大激光光束的过程。
激光武器原理激光武器的原理以及作用介绍

激光武器原理激光武器的原理以及作用介绍0【导读】激光武器是一种定向能武器,利用强大的定向发射的激光束直接毁伤目标或使之失效。
主要根据作战用途分为战术激光武器和战略激光武器两大类。
根据能量强弱常常在实际中分为强激光器和弱激光器。
主要有化学激光器、自由电子激光器、固体激光器、量子点激光器、气体激励激光器、半导体激光器、液体激光器等,下面我们一起来看看激光武器的原理以及作用介绍。
激光武器的原理以及作用介绍强激光武器又称高能激光武器或激光炮,它是利用高亮度强激光束携带的巨大能量摧毁或杀伤敌方飞机、导弹、卫星和人员等目标的高技术新概念武器。
强激光武器有着其它武器无可比拟的优点,强激光武器具有速度快、精度高、拦截距离远、火力转移迅速、不受外界电磁波干扰、持续战斗力强等优点。
强激光束从发射到击中目标所用的时间极短,延时完全可以忽略,也没有弯曲的弹道,因此也就不需要提前量。
现在,美、俄、英、德、法、以色列等许多西方国家都在积极发展强激光武器。
1997年10月,美国以中红外线化学激光炮两次击中在轨道上运行的废弃卫星,宣告秘密试验战略激光武器完满成功。
美国空军也正加紧准备机载激光武器(ABL),ABL的目标是研制装在经过改造的波音747飞机上安装激光武器,用于从高空攻击敌方的战区弹道导弹和防御低空飞行的巡航导弹,还能压制敌方防空力量,攻击地面上尚未发射的敌方导弹及其控制雷达。
A TL是美国近期酝酿开发的一种概念机载战术激光武器系统。
A TL系统逐个与各目标交战并使之丧失战斗力。
这些目标可能包括数量不等的导弹发射器、迫击炮系统、机关枪、光电器件、天线装置、车辆轮胎及武装士兵。
2002年11月4日美军成功使用其和以色列最新研制的移动战术高能激光武器击中了一枚在空中高速飞行的炮弹。
激光武器经过三十多年的研究,已经日趋成熟并将在今后战场上发挥越来越重要的作用。
目前低能激光武器已经投入使用,主要用于干扰和致盲较近距离的光电传感器,以及攻击人眼和一些增强型观测设备。
激光器高反膜
Ξ 2001 年 6 月 28 日收稿 2001 年 9 月 15 日收到修改稿
© 1995-2003 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
2
《激光杂志》2002 年第 23 卷第 1 期 LASER J OU RNAL (Vol. 23. No. 1. 2002)
溶胶 - 凝胶法近来被广泛用于光学薄膜的制备 , 其优点在于与气相沉积法相比 ,具有价格低 、镀膜简 单 、膜层易清理 、生产效率高等特征 。用溶胶 - 凝胶过 程制备 SiO2 增透膜光学性能非常好 ,激光破坏阈值高 , 已经替代了传统的真空镀膜法 。但是在高反膜领域 , 尽管用溶胶 - 凝胶法制备 TiO2/ SiO2 、ZrO2/ SiO2 已有 报导〔14~16〕,但是反射率和抗激光损伤阈值性能指标还 不能达到气相沉积的相应标准 ,因此难以获得实用的 高质量的高反膜 。
高功率激光器说明书
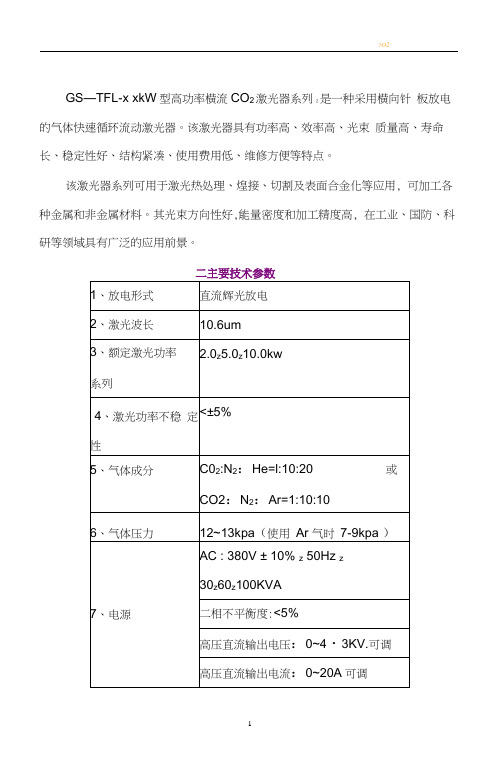
?O2GS—TFL-x xkW型高功率横流CO2激光器系列z是一种采用横向针板放电的气体快速循环流动激光器。
该激光器具有功率高、效率高、光束质量高、寿命长、稳定性好、结构紧凑、使用费用低、维修方便等特点。
该激光器系列可用于激光热处理、煌接、切割及表面合金化等应用, 可加工各种金属和非金属材料。
其光束方向性好,能量密度和加工精度高, 在工业、国防、科研等领域具有广泛的应用前景。
二主要技术参数三.产品基本结构GS—TFL-xxkW型高功率横流CO2激光器系列主要由箱体、光腔、电极及其电源组成;为了获得稳定、连续、高效的激光,其中还必须有气体循环、冷却(热交换1充排气等系统。
分别叙述如下:1•电极系统 2 •谐振腔系统P61 -1 3、“口口十/*2=1士[^1箱体:采用不锈钢制成,是具有良好气密性的密封体,内装光腔系统、风机系统、热交换器、电极系统等。
横流C02激龙益光腔:采用高效稳定谐振腔系统,由全反镜、输出镜、调节机构及光桥组成。
用硅底材料制成的全反镜,经光学研磨后,表面镀增强介质膜, 曲率半径15 ~ 20m ,反射率在99.5%以上;内部水冷;输出镜采用碑化稼作基体材料,内外表面分别度增反膜和增透膜,透过率为30%左右,输出镜采用水冷;光桥由数根与激光箱体脱离的圆形管(称之为光桥杆)及光桥板组成,用以固定全反镜和输出镜,圆柱形管须通水冷却。
气体循环系统:采用高速离心风机与导流装置联接而成。
冷却系统:包括两种水冷系统,一是常温水,用来冷却全反射镜和输出镜及光桥杆等必须防止冷凝水的部份;另是低温水冷,用制冷压缩机和水泵组成的低温水冷机组提供,经二次循环冷却’将水冷却至5〜10度” 注入阳极板和热交换器,以热交换器冷却流经它的循环气体。
充排气系统:用管道和相应阀门将激光器箱体与一台真空泵和充七系统相连接,以开关各阀门来控制充排气。
放电系统:电极包括阴极与阳极,阳极也称之为阳极板,采用表面光滑无伤痕的纯铜材料制成。
高能激光反射镜热变形补偿

高能激光反射镜热变形补偿激光技术在现代工业和科学研究中广泛应用,尤其是在激光加工、激光制造、激光测量等领域。
而激光反射镜作为激光系统中的重要组成部分,其热变形问题一直是制约激光系统精度和稳定性的关键因素之一。
因此,如何减小激光反射镜的热变形,提高激光系统的性能和稳定性,一直是激光技术研究的热点问题之一。
一、激光反射镜的热变形原因激光反射镜在激光加工和激光制造中,经常需要承受高功率激光束的照射,因此会产生大量的热量。
这些热量会导致激光反射镜材料的热膨胀和热变形,从而影响激光系统的精度和稳定性。
具体而言,激光反射镜的热变形主要表现为以下几个方面:1.镜面形状变化:激光反射镜的镜面受热后,会产生形状变化,如球面度变化、面形误差增大等。
2.镜面光学性能变化:激光反射镜的热变形会导致镜面的光学性能发生变化,如反射率下降、散射增大等。
3.镜体变形:激光反射镜的镜体也会受到热膨胀的影响,产生变形,如形状变化、尺寸变化等。
二、激光反射镜热变形补偿方法为了减小激光反射镜的热变形,提高激光系统的性能和稳定性,目前主要采用以下几种方法进行热变形补偿:1.材料选择:选择热膨胀系数较小的材料制作激光反射镜,如低膨胀玻璃、石英等。
2.结构设计:通过优化激光反射镜的结构设计,减小热变形对激光系统的影响。
例如,采用空心结构、镜体加厚等。
3.冷却系统:设置冷却系统,及时将激光反射镜表面产生的热量散发出去,保持激光反射镜的温度稳定。
4.热变形补偿技术:热变形补偿技术是目前较为常用的方法。
该技术通过在激光反射镜表面贴附补偿片或者在激光反射镜的表面涂覆补偿涂层等方式,对激光反射镜的热变形进行补偿。
热变形补偿技术可以分为两种:静态热变形补偿和动态热变形补偿。
静态热变形补偿:静态热变形补偿是指在激光反射镜表面贴附补偿片,通过补偿片对激光反射镜的热变形进行补偿。
补偿片一般采用金属材料,其热膨胀系数与激光反射镜的热膨胀系数不同,通过补偿片的热膨胀或收缩,对激光反射镜的热变形进行补偿。
金属反射镜技术参数
金属反射镜技术参数金属反射镜是一种重要的光学元件,广泛应用于激光器、光学仪器、卫星通信等领域。
它具有高反射率、优良的耐热性和耐腐蚀性等优点,因此在各种光学系统中扮演着重要的角色。
下面将就金属反射镜的技术参数进行详细介绍。
一、反射率金属反射镜的主要功能是将入射光线进行反射,因此其反射率是一个重要的技术参数。
一般来说,金属反射镜的反射率越高越好,可以提高光学系统的光学效率。
常见的金属反射镜材料包括银、铝、金等,它们的反射率在不同波长范围内有所不同。
在设计金属反射镜时,需要根据实际的应用需求选择合适的金属材料,以确保其具有较高的反射率。
二、表面质量金属反射镜的表面质量直接影响其反射效果。
表面粗糙度会导致反射光线的散射和损失,因此金属反射镜的表面质量需求较高。
常见的表面质量参数包括表面粗糙度、平整度等。
对于高要求的应用场景,通常需要采用精密加工工艺,以确保金属反射镜具有较高的表面质量。
三、耐热性金属反射镜在某些特定的应用场景中需要具备良好的耐热性能。
在激光器等高能量密度光学系统中,金属反射镜需要承受较高的激光功率,因此对其耐热性能提出了较高的要求。
一般来说,金属反射镜的耐热性能包括能够承受的最高温度、热膨胀系数等参数。
四、耐腐蚀性金属反射镜通常需要具备一定的耐腐蚀性能,以应对一些恶劣的环境条件。
在一些高湿度、高腐蚀性气氛下,金属反射镜需要能够保持其反射率和表面质量稳定。
金属反射镜的耐腐蚀性能是一个重要的技术参数,通常需要采用特殊的表面处理技术或选择耐腐蚀性能较好的金属材料。
金属反射镜的技术参数涉及到反射率、表面质量、耐热性和耐腐蚀性等多个方面。
在设计和选择金属反射镜时,需要根据实际的应用需求,综合考虑这些技术参数,以确保金属反射镜能够满足系统性能的要求。
altechna反射镜损伤阈值__概述说明以及解释
altechna反射镜损伤阈值概述说明以及解释1. 引言1.1 概述反射镜是一种常见的光学元件,广泛应用于激光器、望远镜等领域。
然而,在高功率激光照射下,反射镜往往会发生损伤现象,影响其使用寿命和性能。
了解反射镜的损伤阈值对于设计和选择适合的材料和制造工艺至关重要。
本文旨在对altechna反射镜损伤阈值进行概述、说明和解释。
首先介绍损伤阈值的定义、背景以及测量方法。
然后介绍altechna反射镜的基本情况和特点,以及其在不同领域的应用。
接着,将对损伤阈值进行详细解释,包括物理机制、影响因素分析以及相关研究进展和挑战。
最后,通过总结研究结果,并展望未来的发展趋势,给出实际应用建议。
1.2 文章结构本文共分为五个部分,各部分内容如下:1. 引言:简要介绍文章内容和结构。
2. 反射镜损伤阈值:定义、背景和测量方法的概述。
3. altechna反射镜概述:介绍altechna反射镜的简介、特点和制造工艺。
4. 损伤阈值的解释:解释损伤阈值的物理机制、影响因素分析以及相关研究进展和挑战。
5. 结论与展望:总结研究结果,展望未来的发展趋势,并给出实际应用建议。
1.3 目的本文旨在提供关于altechna反射镜损伤阈值的全面了解。
通过对其定义、背景以及测量方法进行概述,读者可以获得对损伤阈值概念的清晰认识。
接着,通过对altechna反射镜的综合介绍,读者将了解到其特点和制造工艺。
最后,通过对损伤阈值物理机制、影响因素分析以及研究进展和挑战等内容的详细解释,读者能够深入理解该领域目前所取得的成果和面临的问题。
通过结论与展望部分,读者可以获得总结性意见,并有针对性地给出实际应用建议。
2. 反射镜损伤阈值2.1 定义和背景在研究光学元件的性能和可靠性时,反射镜损伤阈值是一个重要的参数。
它定义为材料能够承受的激光辐照强度或功率密度的最大限制,超过该限制后反射镜表面会发生损伤或破坏。
反射镜损伤阈值通常与所使用的材料、脉冲宽度、波长等因素有关。
激光基础知识

激光基础知识目录一、激光概述 (2)1.1 激光的定义 (3)1.2 激光的产生原理 (4)1.3 激光的特点与应用 (4)二、激光器的工作原理与结构 (5)2.1 激光器的基本构成 (6)2.2 激光器的类型 (7)2.2.1 固体激光器 (9)2.2.2 液体激光器 (10)2.2.3 气体激光器 (11)2.3 激光器的输出特性 (13)三、激光的发射与调控 (14)3.1 激光的发射过程 (15)3.2.1 脉宽调制 (17)3.2.2 频率调制 (18)3.2.3 相位调制 (19)四、激光的传输与耦合 (20)4.1 激光的传输介质 (21)4.2 激光的耦合方式 (22)4.3 激光的聚焦与散射 (23)五、激光的检测与测量 (24)5.1 激光的检测方法 (25)5.2 激光的测量技术 (27)5.2.1 功率测量 (29)5.2.2 频率测量 (30)5.2.3 相位测量 (31)六、激光的安全与防护 (32)6.2 激光的防护措施 (35)6.3 激光的正确使用与废弃处理 (36)七、激光新技术与发展趋势 (37)7.1 新型激光技术 (38)7.2 激光技术的应用领域 (40)7.3 激光技术的发展趋势 (41)一、激光概述激光(Laser)是一种受控能量释放过程,通过特定物质在受激发射过程中发射出高度集中、单一波长的光子束。
它是一种非传统光源,具有许多独特的特点和优势。
激光的原理起源于20世纪初,当时科学家们发现某些物质的电子在受到特定频率的光照射后,会吸收能量并跃迁到更高的能级。
当这些电子从高能级回落到低能级时,会以光的形式释放出能量。
这种跃迁过程使得特定波长的光被有效地放大和发射,从而产生了激光。
单色性:激光发射出的光子具有高度集中的单一波长,这使得激光在光谱分析、医疗、通信等领域具有广泛的应用价值。
直线性:激光的光束传播方向高度集中,几乎可以沿直线传播,这使得激光在切割、焊接等加工领域具有很高的精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高功率激光反射镜的几个关键技术北京锦坤科技有限公司(中国科学院光电技术研究所, 成都双流350信箱, 610209)摘 要 分析了制作高功率连续激光反射镜材料的热性能、缺陷及其加工工艺, 提出了制作高功率激光反射镜应考虑的几个关键问题: 反射镜材料的综合热性能比值S , 材料的微观结构、缺陷的大小和晶向的选择, 以及加工工艺的设计。
并介绍了实验结果。
关键词 反射镜热性能 缺陷 粗糙度中图分类号 TN 244高功率连续激光反射镜(以下简称反射镜) 是高能连续激光系统中的主要光学元件, 其质量的好坏, 直接影响着高能激光系统的性能。
过去, 人们只注意研究如何提高反射镜的反射率, 单纯依靠表面镀膜层的好坏来衡量反射镜的好坏。
随着高能连续激光技术的飞速发展,激光系统中的反射镜承受着越来越高的功率密度, 传统的材料和表面质量标准已不能完全适应于高能连续激光系统的需要。
在现在以及今后的高能连续激光系统中, 制约着反射镜性能的因素已不单是反射率, 它还包括制作反射镜材料的热性能、微观结构、缺陷、晶向以及加工工艺等。
而这些因素, 不仅在过去, 就是现在也往往被我们的设计者及加工者所忽视。
因此,本文将重点分析这些因素对反射镜的影响。
1反射镜的材料1. 1材料的热性能反射镜在传输高能激光束时将吸收一定的能量, 这部分能量转化为热能, 由于反射镜材料的热膨胀、局部热应力以及反射镜固定时的机械应力等原因, 从而使镜面产生形变, 影响光束的传输质量, 严重的甚至使反射镜炸裂, 使系统不能有效地进行工作。
鉴于此, 高能激光系统中使用的反射镜, 要求其工作时表面形变应在许可的范围以内。
机械应力产生的形变可以通过反射镜固定方式优化处理, 从而将其控制在允许范围以内; 局部热应力产生的形变远远小于热膨胀的形变, 故可忽略不计[ 1 ]。
这里我们仅考虑反射镜材料的热膨胀产生的形变。
当激光均匀或集中辐射到反射镜表面时, 根据热传导的数学理论可知, 固体中某个表面的热流通量与局域温度的梯度成正比, 即:式中K为材料的热导率, φZ O为通过固体表面的热流通量。
反射镜热膨胀产生的形变正比于温度和热膨胀系数, 即:式中d x 为反射镜表面的局域形变, 为反射镜材料的热膨胀系数, d T 为反射镜表面的局域温度。
将(2) 式代入(3) 式可得式中为反射镜材料的综合热性能比值。
由(4) 式知, 反射镜表面的热形变与其材料的综合热性能比值S 成正比, 在吸收热能及反射镜尺寸相同的前提下, 反射镜表面热形变的大小要由材料的综合热性能来确定, S 值越小,反射镜表面的热形变就越小。
表1列出了国内现有的几种材料的有关热性能参数[ 2, 3 ]。
通过表1中的参数对比我们发现, 硅、钼和铜等材料的综合热性能比值S 较小, 而K9玻璃、派勒克斯(Pyrex) 和石英玻璃的S 比值就比它们大得多。
根据(4) 式, 在吸收相同热流通量的条件下, 用表1中所列的前三种材料作反射镜, 其表面热形变将比用硅、钼和铜等材料作反射镜大一、二个数量级。
有鉴于此, 在仅考虑反射镜表面热形变的情况下, 用硅、钼和铜等材料作反射镜是比较理想的。
在激光束的功率密度较低时, 也可选用石英玻璃, 但用K9、派勒克斯玻璃或与其参数相近的材料作反射镜则是不现实的。
图1所示的就是K9玻璃反射镜被强激光束打裂的情形。
1. 2材料的结构、缺陷及晶向通过上述材料的热性能分析可知, 在国内现有的材料中, 单晶硅是制作反射镜最理想的材料。
过去, 人们在设计和加工反射镜时, 往往不考虑或是不完全考虑制作反射镜的材料本身的一些因素, 如微观结构、缺陷及晶向等。
对于高功率激光反射镜来说, 由于反射镜表面的超光滑(表面粗糙度小于1nmRM S[ 4 ] ) 要求, 这些因素将严重制约着反射镜表面粗糙度的降低。
单晶硅的晶格常数是a= 0. 543nm , 对于(111) 晶面而言, 其晶面间距01235nm , 其晶向的平均原子距离硅原子的半径r= 0. 134nm [ 6 ] , 两相邻原子间的平均缝隙为l- 2r= 0. 202nm , 其深度是2r+ d = 0. 503nm。
两相邻原子间的平均缝隙的深度就是用单晶硅制作反射镜时, 其表面粗糙度的理论极限值(R t)。
根据经验, 表面粗糙度的均方值一般在峰谷值的四分之一至七分之一之间, 由此可知, 用单晶硅作反射镜时,其表面粗糙度的理论极限值将大于或等于0. 126~ 0. 072nmRM S。
如此小的粗糙度已完全满足反射镜的要求, 所以, 单晶硅是适合作反射镜的最佳材料之一。
单晶硅的缺陷一般分点缺陷、线缺陷和面缺陷。
单晶硅的这些缺陷在加工时将造成被加工表面各局部区域去除量的不一致, 有缺陷的区域去除量要多一些, 没有缺陷的区域去除量要少一些。
加工结束后, 在被加工表面有缺陷的区域就出现一些小坑, 特别是采用机械和化学相结合的加工方式更是如此。
用金相显微镜(最小分辨率为亚微米量级) 可以非常明显地看见这些小坑(图2)。
对于表面粗糙度小于1nmRM S 的反射镜, 这些小坑的出现是不容许的。
单晶硅主要有(111)、(110) 和(100) 晶面, 由于(111) 晶面是自然解理面, 所以沿(111) 晶面切割时不易碎裂, 而(110) 和(100) 晶面不是自然解理面, 沿晶面切片时就容易破碎, 特别是边缘的破碎在今后的研磨抛光中很容易在表面产生划痕。
另外, (111) 晶面很容易抛光成镜面, 而(110) 和(100) 晶面抛光成镜面就比较困难。
通过以上分析, 我们可以得出这样一个结论: 制作反射镜时应选择没有或很少缺陷的,其反射面为(111) 晶面的单晶硅。
2反射镜的加工反射镜分冷却反射镜和非冷却反射镜, 对于冷却反射镜, 我们在考虑其加工性能时, 不仅要考虑它的光学加工性能, 同时, 由于它的复杂冷却通道结构、冷却管接口以及密封结构等因素, 因而还要考虑它的机械加工性能, 对表1所列的几种材料, 铜的机械可加工性能是最好的, 而钼仅比其余四种材料稍好。
对于非冷却反射镜, 仅考虑它的光学加工性能即可。
高能激光技术的发展, 要求光学元件的表面质量精度高、超光滑。
由于能动光学在强激光系统中的应用, 它还使用了大量的超薄型光学元件, 这些元件的展弦比(直径与厚度之比) 一般大于20, 有些甚至超过100。
强激光系统中使用的这些镜子, 要求表面不能有划痕、麻点等缺陷, 表面面形一般小于一个波长(0. 6328μm, PV ) ; 表面的微观质量则要求表面粗糙度小于1nmRM S。
国内外对高功率激光反射镜的加工工艺的具体报导基本上没有。
我们对具有常规厚度以及超薄型的反射镜都进行了一些实验, 并取得了一些成果。
光学元件的表面抛光机理存在着三种理论, 即机械磨削理论、化学作用理论和表面流动理论。
传统光学元件的加工都是以普雷斯顿假设为基础, 即镜子表面磨去层的厚度可以通过下式求得[ 7 ] ,式中h i 为在i 点磨去镜片的厚度; A 为系数; p i 为在i 点的瞬时压力; v i 为在i 点的瞬时速度;T 为加工的持续时间。
由于机械磨削作用在抛光过程中是最基本的, 因此, 抛光表面破坏层缺陷的大小与磨料的直径成正比。
传统抛光粉(直径为微米量级) 的微小切削作用可以在分子大小范围内进行,抛光结束后, 表面将形成几纳米至几十纳米的小坑及划痕。
要使被抛光表面的粗糙度达到亚纳米量级, 则切削作用必须限制在原子大小范围内进行, 即以纳米量级的微粒参与切削。
虽然离子束抛光是原子量级地去除, 但设备复杂、价格昂贵。
通过分析比较, 我们采用简单易行的水中抛光法加工反射镜。
这是因为水中抛光反射镜时, 微米量级甚至是更大颗粒的抛光粉在离心力及重力的作用下, 逐渐沉降至承液器的底部, 不参与切削, 而纳米量级的微粒在布朗运动的作用下参与切削, 从而得到亚纳米量级的表面粗糙度。
实验发现, 从面形精度来看, 硅和钼没有多少差别; 从表面粗糙度来看, 采用传统抛光工艺, 其结果明显比不上水中抛光, 无论是传统抛光还是水中抛光, 钼镜的表面粗糙度总是大于硅镜, 这主要是因为钼镜中的杂质含量过高以及致密性较差。
如果采用高纯度的单晶钼,则可避免这种现象的产生; 从加工时间来看,钼镜所需时间是硅镜的两倍。
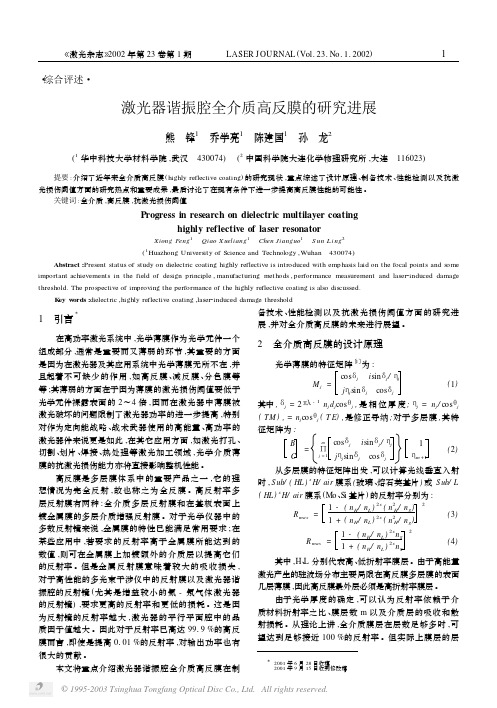
对于超薄型元件,我们用传统的粘结上盘及一种特殊上盘方式进行了加工实验见图3、图4。
从图中可以看出, 两种上盘方式加工的面形差别很大, 这主要是因为超薄型硅片的刚性较差, 传统的粘结上盘加工时, 由于粘结胶的原故, 有很大的胶结变形, 下盘时变形很大。
而特殊上盘后进行水中抛光, 就不存在胶结变形和热变形, 仅仅因为材料本身的应力以及抛光盘的不均匀, 才使镜子表面产生了很小的象散。
如果采用高精度抛光盘并对材料进行精密退火, 则可使表面面形更好, 甚至做到小于0. 1λ(PV )。
根据以上分析选用的单晶硅, 并采用特殊方式加工的硅镜, 经过强激光打靶试验, 当反射镜处于非焦点位置时, 功率密度为22. 5kW/cm2, 其形变基本上看不出来, 当反射镜处于焦点位置, 功率密度为66. 46 kW/cm2时, 其表面的形变也不超过半个波长。
这说明反射镜表面的粗糙度越小, 其抗损伤域值就越高, 而表面粗糙度的大小又与材料的结构、缺陷、晶向及其加工工艺密切相关。
F ig. 3Classic locating: interferogram of Si F ig. 4Specific locating: interferogram of Si图3硅镜传统粘结上盘加工的干涉图 图4硅镜特殊粘结上盘加工的干涉图3结 论通过以上分析我们可以知道, 在设计和制作高功率连续激光反射镜时必须考虑以下几点: 其一是材料的综合热性能比值; 其二是材料的微观结构、缺陷及晶向等因素; 其三是材料的加工工艺。
今后我们将开展较大口径(φ250~φ400mm ) 元件的超光滑加工, 使其加工后的表面粗糙度小于1nmRM S, 并对超光滑表面的加工工艺及机理进行深入探讨, 力争达到表面粗糙度小于0. 2nmRM S 的水平, 使加工的光学零件不仅用于一般高能激光系统, 而且适用于X 射线光学系统。
参考文献1黄涛等. 强激光全反腔镜热变形模型及计算. 强激光与粒子束, 1995, 7 (3) : 336~ 3722(日) 素木洋一. 硅酸盐手册. 北京: 轻工业出版社, 19883李责贤, 郑乐年. 光学设计手册. 北京: 北京理工大学出版社, 19904Taylo r J R. Specification and testing facilities fo r op tical components used in h igh average power visible laser system.S P IE , 1989, 1047: 250~ 2555孙一材. 半导体测试技术. 北京: 冶金工业出版社, 19846钱逸泰. 结晶化学. 合肥: 中国科技大学出版社, 19887曹天宁等. 光学零件制造工艺. 北京: 机械工业出版社, 1983SEVERAL KEY MANUFACTURE TECHNOLOGIES OFM IRROR IN HIGH POWER LASER SYSTEMDeng J ianm ing, L ing N ingInstitu te of Op tics & E lectronics, Ch inese A cad emy of S ciences, Cheng d u, 610209ABSTRACT The thermal capability ofmaterial, the surface defect and the fabricat ion techniques of the m irro rs using in h igh pow er cont iune laser are analyzed in th is paper. Several features fo rmanufacturingm ir2 ro r must be considered, w h ich are the rat io S of the thermal capability, m icro st ructure, size of the surface defect, the crystal direct ion on them irro rmaterial and design of technic fo r them irro r. Mo reover the resultsof experimentat ion are given.KEY WORDS m irro r, thermal capability, defect, roughness522 强激光与粒子束第10卷© 1995-北京锦坤科技有限公司。