检具设计PPT
合集下载
检具设计及制造ppt课件

(4). 过程能力控制的统计(SPC)
在检具上采集的有效的定量数据,可以用来控制零 件的尺寸及分析制造的过程。 对于GD&T上的关键特性点(KPC),要特别注意, 在具备测量过程能力参数的同时,在检具上一定要 保证SPC的数据采集的可行性、正确性及稳定性, 完善和维护过程的控制。
2. 设计
(1). 设计原则 • 应具有足够的测量精度 • 应具有足够的测量效率 • 结构应尽量简单 • 应具有经济性
制造部门必须严格按照检具设计图纸制造,加工工艺设 计和加工必须符合检具部件的技术要求,充分实现设计 人员的构思,这是一个基本原则。在制造过程中,要考 虑检验元件的操作、功能的要求,销与衬套间的配合, 检验模板的稳定性,检测区域的预留间隙。
4. 检定
• 三座标(CMM)报告检测及尺寸检测报告 • 重复性和再现性(R&R)分析报告 • 检具的操作指导书
SUCCESS
THANK YOU
2019/5/31
b.形面及周边
辅助装置
辅助装置包括导向装置、传动装置和测量元件的紧 固装置。
3. 制造
检具的制造应严格按照SGM的检具标准,首先对检具的 基座进行加工,应确定其选用的材料(通常运用铸铝材 料)、尺寸和加工的精度,应经过退火时效处理,消除 金属材料零件定位的可靠性,它应 该以不使定位遭到破坏和零件不产生变形为原则。结 构要轻巧,便于零件的装卸,所以要求尽可能采用市 场上的标准夹紧装置。
考虑到零件在车身上的装配关系,当零件放置在检具 的基准面上时,可以运用夹紧装置,使零件与基准面 贴合。另外夹紧装置应具有足够的刚性,需把零件的 变形控制到最小限度内,所以夹紧装置的夹头应该与 基准面垂直。
• 选择2个2方位销作为槽孔定位,且2个平行的槽孔必须与第二基准 平面平行,另外1个点(面)必须在第三基准平面。 • 选择4方位销作为孔定位,另有1点(面)在型面或周边上。 • 选择2个点(面)在第二基准平面,另有1点(面)在第三基准平面。
《检具制作流程图》PPT课件
设计
备料
加工
发货
装箱
OK 出货复检
完善喷1
项目启动
检具设计流程图
资料收集、归档
资料分析
设计构想
方案设计
配件图纸
底板&料图
封闭数模
设计会签
图纸审核
三维修改
发图生产
资料整理
.
2
感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
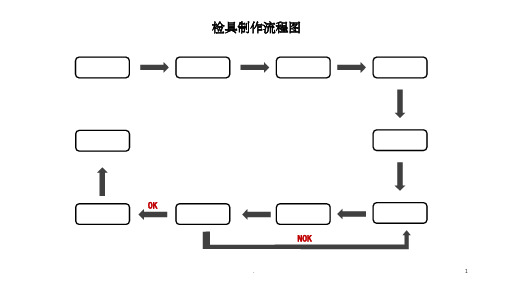
检具制作流程图项目启动设计备料加工装配测量调试完善喷漆出货复检装箱发货oknok检具设计流程图项目启动资料收集归档资料分析设计构想方案设计设计会签三维修改封闭数模底板料图配件图纸图纸审核发图生产资料整理感谢亲观看此幻灯片此课件部分内容来源于网络如有侵权请及时联系我们删除谢谢配合
检具制作流程图
项目启动
《检具设计标准》PPT课件

返回
精选ppt
14
对零块
返回
对零块:
对零规格分31,40,50,60,70。 M6螺钉固定于底板。放置位置正面操作位置, 打表对零操作方向平行于人站的底板的边。 距离底板边50MM。
精选ppt
15
方管支架
方管支架:
材料Q235焊接,壁厚3MM,焊接实心部分壁厚 12MM,需高温回火,并开排气孔在方管上。
返回
精选ppt
11
坐标线及刻字 返回
坐标线及刻字:
底板刻字距离坐标线及底板边缘5MM。 字体要求TXT,大型检具(底板尺寸≥1600) 字体大小为30 ×9,中小型检具(底板尺寸 <1600,字体大小为30 ×7。 字与线的宽度为0.80±0.1, 深度为0.3 ±0.1。 并涂红漆。
如型块上刻字,宽度0.25±0.05 深度为0.2 ±0.1。
精选ppt
2
底板
底板:
通常用太仓底板,通用检具用指定无锡瑞兴底板。四角倒角15*45°,四边倒角3*45°。 超过25KG的检具需加吊环孔。小于25KG的底板需加把手(分别为17A90或17A120), 小底板厚度一般取22,底板下表面放置底脚(见标准件)。 如果底板加小车,底板的上表面离地高度通常分别为: 保险杠检具:600MM;产品竖放检具:750MM;产品平放检具:850MM。
精选ppt
5
基准铭牌 返回
基准铭牌摆放位置1:
坐标线与铭牌的最近距离的2个边 距离为20MM,4处M2铆钉固定,底 板孔打Φ2。坐标值手工敲钢印 (见左图)。
基准铭牌摆放位置2:
坐标线与铭牌的最近距离的2个边 距离为0MM,4处M2铆钉固定,底 板孔打Φ2。坐标值手工敲钢印 (见左图)。
检具设计课件ppt

WL
BL BL
6
网络坐标线
5
检具基准指示
检具坐标系
基准指示
b、剪边线孔形状画线时,正规形状线及3mm参考形状线同时画出(孔径小于 φ20mm时得漏水孔不需要画参考线)。对于φ6以下得孔采用划线方式划中心线 (除M5、M6螺母过孔)线条必须清晰、平顺。
检具设计要点
检具型面座标网络线为100mmX100mm,刻度宽度0、15 mm ~0、 20 mm,深度为0、25mm,并注明相应座标代号及座标值。座标网络线位 置相对于基准得误差为±0、2mm/1000 mm。 (3)、基准孔:图纸中有规定得,位置精度不得超过+0、03mm;木明确规定 得,位置精度:±0、1mm;定位销销径:孔径正尺寸-0、05 mm。 (4)、检测孔位置精度:±0、15mm。 (5)、型面精度:±0、15mm。 (6)、零面精度:±0、10mm。 (7)、轮廓精度:±0、15mm。 (8)、检测样板刀口精度:±0、15mm。
这种断面多用于内、外装检具,不适用于单 品检具。
孔得检测
为便于测量机测量探针顺利地检测孔经,缺口等,在型面相应部位须加工足够大得 自由面,可实现探针进给,后退等编程动作。 具体方法: 自由面直径大小: 孔径直经+7 mm; 深度: 从零件下表面向下 8mm 得沉 孔。、 检测销直径比对应孔径小0、1mm,检测销与销套配合长度≥配合直 径得2、5 倍且须≥20mm,检测销与基体需用细钢丝绳连接。
检具结构
检具主要由三部分组成: 1骨架与底座部分 2型体部分 3各类功能件
检具底板
底板要求:
检具得大底板其上表面作为安装与测量得基础平面应无明显得走刀痕迹。日常 使用中可承受检具得重量,不变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0检具设计基本知识
0检具设计基本知识
4.形位公差的选择(GB/T1184-1996) (1)公差值选用原则 1)根据零件的功能要求,并考虑加工的经济性和零件的结构、刚醒 等情况,按 表中数系确定要素的公差值,并考虑下列情况: ①在同一要素上给出的形状公差值应小于位置公差值。 ②圆柱形零件的形状公差值(轴线的直线度除外)一般情况下小于尺 寸公差值。 ③平行度公差值应小于其相应的距离公差值。 2)对于下列情况,考虑到加工的难易程度共和除主参数外其他参数 的影响,在满足零件功能的情况下,适当降低1-2级使用。 GB/T1184-1996 ①孔相对于轴。 ②细长比较大的轴或孔。 ③距离较大的轴或孔。 ④宽度较大的零件表面(一般大于1/2长度)的零件表面。 ⑤线对线和线对面相对于面对面的平行度。 ⑥线对线和线对面相对于面对面的平行度。
检具设计
技术部
0检具设计基本知识
1.检具的定义
检具是一种用来测量和评价零件尺寸质量的专用检验设备。 “专用”可以理解为对某个零件专门为其量身设计一套检具,以检验 该产品是否合乎设计的要求,是否在容许的误差范围之内 。 目前,我们公司主要应用的专用检具包括普通光滑塞规、通端带深度 光滑塞规、普通螺纹塞规、通端带深度的螺纹塞规,还有各种综合检 具 ,比如跳动检具、螺纹孔位置度检具、内孔深度检具等 。
0检具设计基本知识
6.检具的设计一般步骤 (1)前期消化,明确产品要求; 包括定位基准位置及大小、检验特征、测量位置及 公差大小等。 (2)根据产品要求,确定检具结构类型; (3)确定测量方式,形成检具设计概念图或方案图; (4)出装配图、零件图。 装配图必须反映出定位基准、检验特征的检验方式、 配合尺寸、总尺寸、零件材料及热处理要求等。
3
用于0级及1级宽平尺的工作面、 7 1级样板平尺的工作面、测量仪 器圆弧导轨、测量仪器测杆等 用于量具、测量仪器和高精度机 床的导轨,如0级平板、测量仪 器的V形导轨、轴承磨床床身导 轨等 8
4
5
用于1级平板、2级宽口尺,平面 9、10 用于3级平板,气缸盖结合面,阀 体表面等 磨床的纵导轨、垂直导轨及工作 台,柴油机进排气门刀杆等 11、 用于易变形的薄片、薄壳零件表面, 12 支架等要求不高的结合面
直线度和平面度的应用示例
0检具设计基本知识
5.检具设计的其它要求 (1)外观: 检具的表面应无明显影响检具使用的外部缺陷, 如: 划伤、严重锈蚀、易造成伤害之尖角等. (2)检具互相配合部分之划动应平稳、灵活、无卡滞现象; (3)检具零件表面粗糙度之要求. a. 检具与被测工件接触的定位面、 定位销、定位块等其表面 粗糙度应不低Ra0.8。 b. 测量面、滑块等表面粗糙度应不低于Ra0.8。 c. 滑轨、导轨表面粗糙度应不低于Ra0.4。 前期,我们公司检具基本上都是委外设计,工艺技术人员很少 自己设计检具。根据公司要求进行检具设计培训,要求掌握基本的 检具能力。在这里就搜集到的资料与大家分享一下。
孔用光滑极限量规(塞规)
通端 ——按孔的最大实体尺寸(孔的最小极限尺寸)制造 止端 ——按孔的最小实体尺寸(孔的最大极限尺寸)制造 通规 按Dmin设计 防止Dm<Dmin 止规 按Dmax设计 防止Da>Dmax
轴用光滑极限量规(环规或卡规)
通端 ——按轴的最大实体尺寸(轴的最大极限尺寸)制造 止端 ——按轴的最小实体尺寸(轴的最小极限尺寸)制造 通规 按dmax设计 防止dm>dmax 止规 按dmin设计 防止da<dmin
(1)保证测量精度: a:测量部分结构的被测尺寸线和仪表反映变化的直线在一条直线上(同向) b:测量部分结构的构件数应尽量减少,即尺寸链最短,减少中间环节; c:正确选取底座的结构,材料,热处理; d:检具图纸标准合理的技术要求,重要尺寸和形状公差应规定磨损极限; (2)保证强度和刚性; (3)应具有良好的工艺性,便于加工,装配,测量,维修; (4) 合理选择材料和热处理,具有耐磨性和稳定性; (5)经济性:保证检测要求前提条件少,尽可能降低成本; (6) 操作方便,检验效率高;
2.检具分类
(1)计数型(功能型检具) 通过装备通止判断合格或不合格,如光滑塞规、12L曲轴M12×1.5螺 纹孔位置度检具。
0检具设计基本知识
(2)计量型(测量型检具) 通过百分表或者千分表显示值判断合格或不合格, 如座圈锥面跳动检具、喷油器衬套内孔深度检具。
0检具设计基本知识
3.检具设计的原则
用光滑极限量规检验零件时,只能判断零件是否在规定的验收极 限范围内,而不能测出零件实际尺寸和形位误差的数值。
光滑极限量规量规结构设计简单,使用方便
孔最大极限尺寸
轴最小极限尺寸 轴公差
通
止
通
止
孔最小极限尺寸
轴最大极限尺寸
孔用塞规
轴用卡规或环规
1.2光滑极限规的分类
0检具设计基本知识
差值和应用示例(以直线度和平面度为例)
0检具设计基本知识
公差 等级 1、2
应用示例
用于精密量具、测量仪器和精度 要求极高的精密机械零件,如高 精度量规、样板平尺、工具显微 镜等精密测量仪器的导轨面、喷 油嘴针阀体端面等高精度零件
公差 应用示例 等级
6 用于普通机床导轨面,如卧式车床、 自动车床等的床身导轨、立柱导轨, 滚齿机、卧式镗床的工作台及机床 主轴箱导轨,柴油机体结合面等 用于2级平板,读数值为0.02mm 的游标卡尺尺身、机床主轴箱体等 用于机床传动箱体、交换齿轮箱体, 柴油机汽缸体,连杆分离面,缸盖 结合面,汽车发动机缸盖等
一、光滑极限量规及通端带深度光滑极限量规
1.1基本概念 1.2光滑极限量规的分类 1.3泰勒原则 1.4工作量规的设计 1.5光滑极限量规设计示例 1.6通端带深度光滑塞规 1.7光滑极限量规设计注意事项
1.1基本概念
光滑极限量规是具有以下孔或轴的最大极限尺寸和最小极限 尺寸为公称尺寸的标准测量面,能反映控制被测孔和 轴边界条件的无刻线长度测量器具。