批生产指令单
生产指令单
生产指令单生产:生产(produce),指人类从事创造社会财富的活动和过程,包括物质财富、精神财富的创造和人自身的生育,亦称社会生产。
狭义生产仅指创造物质财富的活动和过程。
也指动物的繁衍后代。
基本含义:概念生产是指人们创造物质财富的过程。
《经济学》中的生产:将投入转化为产出的活动,或是将生产要素进行组合以制造产品的活动。
生产要素主要有:(1)劳动。
包括各种不同工作性质的人,如电工、秘书、医生等所提供的劳务。
(2)土地。
包括地上和地下的一切自然资源,如矿藏和树木等。
(3)资本。
指在生产过程中被生产出来的,并被用于进一步的生成的物品,即是所有人造的投入。
如机器、工具等(都是人们造出来,又被用于进一步的生产)。
生产管理学中定义:生产是一切社会组织将它的输入转化为输出的过程。
含义从抽象意义上说,生产是在特定的技术条件下,通过将人的劳动作用与劳动对象和劳动资料,生产人们所需要的各种物品或服务的过程。
在这一过程中,人们会运用整个人类在改造自然和利用自然的过程中积累起来的各种经验、知识和操作技巧来改造自然物质。
这里的生产具有一般的技术属性,反映了人与自然的相互关系,是作为人类生存的永恒的自然条件而存在的。
生产区分为:①满足人们衣、食、住、行等必需的物质资料生产;②使人类自身世代延续的人自身的生产,即种族的繁衍;③满足人们必需的文化生活的精神生产(见物质生产与精神生产)。
马克思和恩格斯在《德意志意识形态》第1卷第1章中,将这三种生产分别称为“自己生命的生产”,“他人生命的生产”,“思想、观念、意识的生产”。
动物不进行物质资料的生产,它仅仅利用外部自然界,单纯地以自己的存在来改变自然界;也没有精神生产。
人类则必须通过劳动改变自然界,创造自己生活所需要的物质资料。
只有人类才进行物质和精神生产。
种族的繁衍作为自然行为是人和动物共有的,但人类的繁衍有一定的社会生活的组织形式。
类型生产类型是指根据生产过程的不同特点划分的类别。
生产指令单
生产指令单1.目的:建立填充,批准和下达批量生产订单的程序,以便计划和物流部门可以按照规定的程序进行物料进料和间接分批。
2.适用范围:适用于所有生产品种。
3.责任:3.1物料计划员负责填写和下达批量生产订单。
3.2质量部门主任负责审核批量生产订单。
3.3生产综合部长负责生产指令的审批。
3.4生产车间负责按照批生产指示接收物料。
4内容:4.1生产综合部根据每周生产计划安排生产,并填写(SG / R-PS-001-00)“批量生产说明表”。
原料和辅助材料的数量根据配料数量和单一品种加工规定进行计算。
4.2完整的批量生产说明表应由质量部部长审查,并在综合生产部长批准后发布。
填写的内容应包括名称,批号,规格,生产能力以及准备用的原辅材料的名称,规格和剂量。
4.3批量生产说明书的说明书应明确注明产品名称,理论用量和固定用量,并规定计划工作时间4.4批准的批生产说明表一式四份,其中第一页是首页,由生产综合部门保存,第二页发送到计划后勤部门进行材料准备,第三页发送到车间。
带有批生产记录,第四个发送给质量控制人员。
4.5规划后勤部应在收到批量生产订单后准备材料。
4.6生产综合部门下达批量生产指导书后,车间领料员应按照指导书中规定的材料填写物料申请表,只有经车间主任批准后方可进行领料,仓库应根据请购单发出材料。
4.7提货时,提货成员应检查名称,规格,批号和数量。
检验正确后,仓库主管,仓库管理员和拣配人员应在物料拣配清单上签名以进行确认。
4.8物料拣选人员应将物料送到车间,以移出外室,清洁外包装,并执行《进入洁净区的物料提纯管理标准》(SG / SMP-CS-010-00)。
4.9配料人员应按批生产说明书领料,核对每种物料的名称,规格和数量,正确后在领料单上签名,交还领料员;车间主任应按照批量生产说明书和该品种的生产工艺规程组织生产。
4.10批量生产订单应在该品种生产前两天发布批量生产记录。
4.11如果任何部门在执行批量生产订单时遇到特殊情况而无法正常执行,则应向生产综合部门报告解决方案。
批生产指令单
序号
代号
品名
原料批号
处方投料
实际配量
称量人
1
2
3
4
5
6
称量ቤተ መጻሕፍቲ ባይዱ期
称量人
复核人
标签发放领取记录
年
名称
批号
规格
件数
标签张数
发放人
领取人
月
日
标签退库销毁记录
退库
标签
名称
批号
标签张数
退库人
收件人
销毁
日期
销毁人
监督人
药品存放货位卡
名称
包装规格代码规格
货位号储存条件效期
年
质量检验报告单号
批号编号
产地
来源去向
入库
年月日
备料与领取
序号
物料代号
物料名称
规格
数量
备注
1
2
3
4
发放人:日期:年月日
收到人:日期:年月日
领料单
编号:
领料单位
发料单位
编号
编号
A(原料)
B(辅料)
C(包装)
D(其他物料)
代码
品名
规格
单位
请领
实领
单价
金额
材料会计
保管员(发料员)
领料单位负责人
领料人
制单人
核料单
编号:
品名
代号
批号
版本
页次
工序
批量
起草/复核
规格
理论用量
规定损耗率/%
实际应领数量
备注
1
2
3
4
.. .. .. .. .. ..
软胶囊生产指令单模板
10
原辅料名称 MCT油
共轭亚油酸 绿咖啡
瓜拉纳提取物 没食子儿茶素没食子酸酯
合计:
原料规格 EGCG
配方量 (g/千粒)
500 290 50 50 110
1000
本批次标准 (用量/kg)
0 0 0 0 0 0 0 0 0 0 0
本批次折算 (用量/kg)
1
明胶
120
455
0
2
甘油
191.1
0
胶3
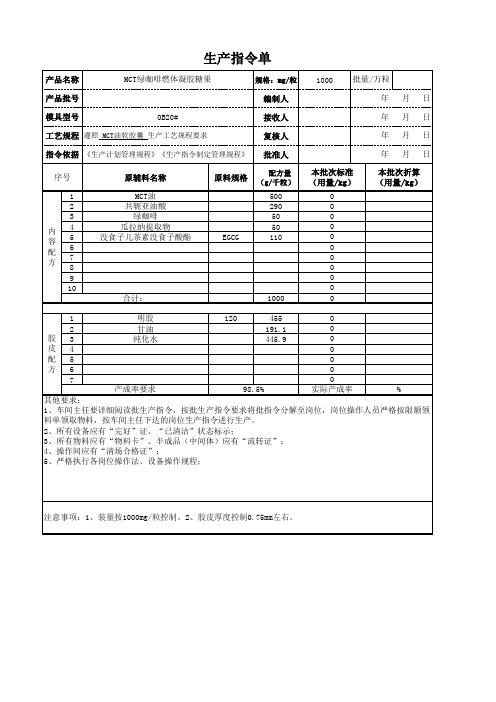
生产指令单
产品名称
MCT绿咖啡燃体凝胶糖果
规格:mg/粒 1000 批量/万粒
产品批号
编制人
年月日
模具型号
0B20#
接收人
年月日
工艺规程 遵照 MCT油软胶囊 生产工艺规程要求
复核人
年月日
指令依据 《生产计划管理规程》《生产指令制定管理规程》 批准人
年月日
序号
1
2
3
内 容 配 方
4 5 6 7 8
9
4、操作间应有“清场合格证”;
5、严格执行各岗位操作法、设备操作规程;
注意事项:1、装量按1000mg/粒控制。2、胶皮厚度控制0.75mm左右。
纯化水
445.9
0
皮4
0
配5
0
方6
0
7
0
Байду номын сангаас
产成率要求
98.5%
实际产成率
%
其他要求:
1、车间主任要详细阅读批生产指令,按批生产指令要求将批指令分解至岗位,岗位操作人员严格按限额领
料单领取物料,按车间主任下达的岗位生产指令进行生产。
2、所有设备应有“完好”证、“已清洁”状态标示;
片剂批生产记录表格模板

片剂批生产记录
产品名称
批号
成品量
生产周期:车间审核意见
规格
理论量
包装规格
********有限公司
月日至年月
审核人审核日期
日期
领料人
领料单
保管人
批生产指令单
起草人审核人接收人
称量配料岗位生产记录
年月曰
物料核对记录年月曰
清场记录
年月曰
原产品名称: 批 号: 调换产品名称: 批 号: 清场人: 质监员:
清场日期:年月日时 有效期至:年月日时
备注
清场人:
质监员:
清场合格证(正本)
M-J
>
岗
位:
称量配料
粉碎岗位生产记录
产品名称生产日期规格
清场记录
年月日
混合制粒干燥岗位生产记录
年月曰产品名称规格
清场记录
年月曰
整理总混岗位生产记录
年月曰
清场记录
年月曰
清场人:质监员:
填充装囊岗位生产记录
年月日
清场记录
年月日
领料单
保管人:
退料单
日期:年月日
退料人:
塑瓶内包装岗位生产记录
年月日
清场记录
年月日。
生产指令单模板

生产指令单
订单编号
产品编号
计划产量
产品名称
产品规格
ML
产品批号
指令对象
生产班组
日期
包材订单信息
序号
包材名称
规格
单位
生产用量
消耗定额%
批号
备注
1
瓶子
个
5%
2
喷头
个
5%
3
中罩
个
2%
4
外盖
个
2%
5
内盖(塞)
个
2%
6
肩座
个
2%
7
小盒(彩盒)
个
2%
8
内衬、吸塑
个
2%
9
瓶标/瓶底标
个
5%盒(展示盒)
个
2%
11
中包(箱)
个
2%
12
外箱
个
1%
13
挂件及附件
个
2%
14
小膜(OPP)
个
5%
15
其它
个
2%
16
17
18
备注:1.严格按产品质量标准、各工序标准操作法进行操作;
2.瓶身标要贴正,不能翘标、有气泡,位置按照产品资料标准要求粘贴;
3.不可漏装、少装,包装箱内不可存在碎玻璃、刀片、虫蚁、金属等有害物质!
生产指令单范本

需要数 量
实际用量
备注
仓库:
技术:
生产编号:
Shenzhen xxx市xx xTxecxh电nol子ogy有De限vel公opm司ent Co., Ltd
指令对象: 生产部
客户名称
序 号
产品型号
生产指令单
日期: 年 月 日
交货日期: 月 日
业务 员
合同编号
产品名称
数量/台
技术方案
备注: 1、液晶屏: 2、主板方案: 3、五金外壳: 4、包装: 5、特殊要求: 6、其它
业务员:
市场部:
领料部门: 生产部
序 号
品名
1 外壳
2 液晶屏
3 主板
电源板
4 喇叭
5 屏线
6 ห้องสมุดไป่ตู้光线
7 内置电源
8 遥控头
9 存储卡
10 开关
11 外置电源
12 遥控器
13 保修卡配
14 其它
型号规格
财务部:
采购部:
领料单
单位
套 片 片 片 套 条 条 条 个 个 个 条 个 套
领料时间: 月 日
口服液批生产记录

产品名称
规格
批 号
计划产量
生产日期
生产前检查:符合的打“√”,不符合的打“×”,停止开工直至符合
1.计量器具有‘合格证’,并在有效期内 □ 2.设备‘完好证’及‘已清洁’状态标志 □
3.容器具有‘已清洁’状态标志 □ 4.该岗位有‘清场合格证’ □
5.岗位有‘生产状态卡’ □ 6.物料已通过QA放行 □
清洁合格证发放
是□否□
清
场
结
果
QA:日期:
备注:
销毁记录
时间
物料名称
数量
原因
销毁方式
销毁人
监督人
备注:///
日期:
设备、工具、操作台洁净
是□否□
天花板清洁、无剥落物
是□否□
墙面清洁、无剥落物
是□否□
门窗清洁、明亮
是□否□
地面清洁、无积水
是□否□
地漏是否清洁
是□否□
洁具是否清洁
是□否□
现场整洁、码放规范
是□否□
清洁合格证发放
是□否□
清
场
结
果
QA:日期:
备注:
炼蜜岗位生产记录
产品名称
规格
批 号
计划产量
生产日期
检查人: 复核人:
生产操作
1.执行《电加热锅操作规程》、和《电加热锅清洁规程》、
2.依据该产品生产工艺规程要求
炼蜜
操作要点
1.将生蜜加入电加热锅中,开启加热锅。
2.搅拌加热至105-115℃,含水量在20%以上,色泽无明显变化稍有粘性,取出3—4号筛网滤过备用。
生蜜数量
Kg
炼蜜温度(℃)
生产指令单
说明:
(1)车间投产以接到生产指令单为准,发现超负荷、负荷不足、生产指令有误的应及时提出或汇报上级。
(2)车间主任自主安排的车间生产、辅助、零散工作,需向计划员申请下达相关的“生产指令单”,以便进行工作与工时的记录。
(3)计划员在开始生产之前1天(含)以上下达到车间主任处,密切关注一线的执行情况,有问题应及时调整生产指令。
(4)物控员审核并确认物料配套齐全后,才签字下达(个别物料异常情况在备注栏说明)
(5)表中的“工序名称”,可以是1个工序,也可以是多个连续工序,视物料
到位情况而定
(6)完工后,车间须如实填写指定内容,签字确认,并提交到计划员处(7)计划员核算工时效率(并汇总整机工时效率),审核,归档,保存期1年。
需计算车间月度累计工时效率和单机工时效率。
电子产品生产指令单
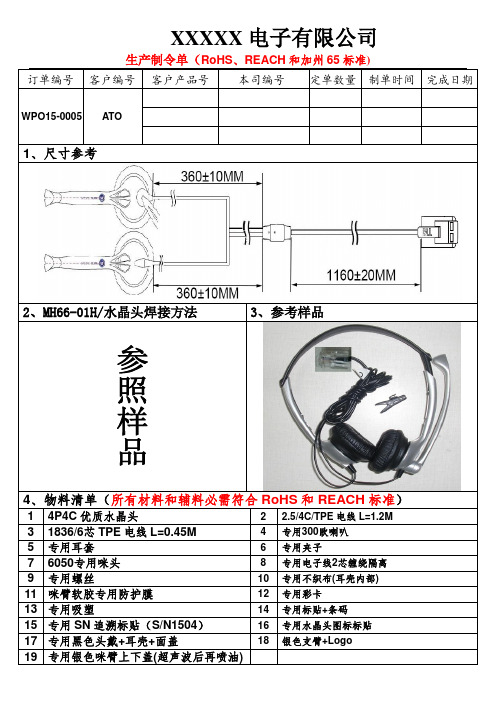
订单编号客户编号客户产品号本司编号定单数量制单时间完成日期WPO15-0005 ATO1、尺寸参考2、MH66-01H/水晶头焊接方法3、参考样品4、物料清单(所有材料和辅料必需符合RoHS和REACH标准)1 4P4C优质水晶头2 2.5/4C/TPE电线L=1.2M3 1836/6芯TPE电线L=0.45M4 专用300欧喇叭5 专用耳套6 专用夹子7 6050专用咪头8 专用电子线2芯缠绕隔离9 专用螺丝10 专用不织布(耳壳内部)11 咪臂软胶专用防护膜12 专用彩卡13 专用吸塑14 专用标贴+条码15 专用SN追溯标贴(S/N1504)16 专用水晶头图标标贴17 专用黑色头戴+耳壳+面盖18 银色支臂+Logo19 专用银色咪臂上下盖(超声波后再喷油)MH66-02H/2.5/3P尺寸参考2、焊接方法3、MH66-JPL02H4、物料清单(所有材料和辅料必需符合RoHS和REACH标准)1 金色2.5插针2 2.5/4C/TPE电线L=1.2M3 1836/6芯TPE电线L=0.45M4 专用300欧喇叭5 专用耳套6 专用夹子7 6050专用咪头8 专用电子线2芯缠绕隔离9 专用螺丝10 专用不织布(耳壳内部) 11 咪臂软胶专用防护膜12 专用彩卡13 专用吸塑14 专用标贴+条码15 专用SN追溯标贴(S/N1504)16 专用水晶头图标标贴17 专用黑色头戴+耳壳+面盖18 银色支臂+Logo19 专用银色咪臂上下盖(超声波后再喷油)3、成品图TH56-JPL01H4、物料清单(所有材料和辅料必需符合RoHS、REACH和加州65标准)1 4P4C优质水晶头2 3.0/4C/TPE电线L=1.52M3 专用300欧喇叭4 专用银色咪臂上下盖(超声波后再喷油)5 专用耳套6 专用夹子7 6050专用咪头8 专用电子线2芯缠绕隔离9 专用螺丝10 专用不织布(耳壳内部)11 咪臂软胶专用防护膜12 专用彩卡13 专用吸塑14 专用标贴+条码15 专用SN追溯标贴(S/N1504)16 专用水晶头图标标贴17 专用黑色头戴+耳壳+面盖18 银色支臂+Logo1】包装示意图2】TH56包装示意图装箱方式每一条耳机装一吸塑,10个吸塑装一内箱,4个内箱装一外箱核准厂务部采购部生产主管工程部仓库财务品质————————————————————————————————————。
生产指令单
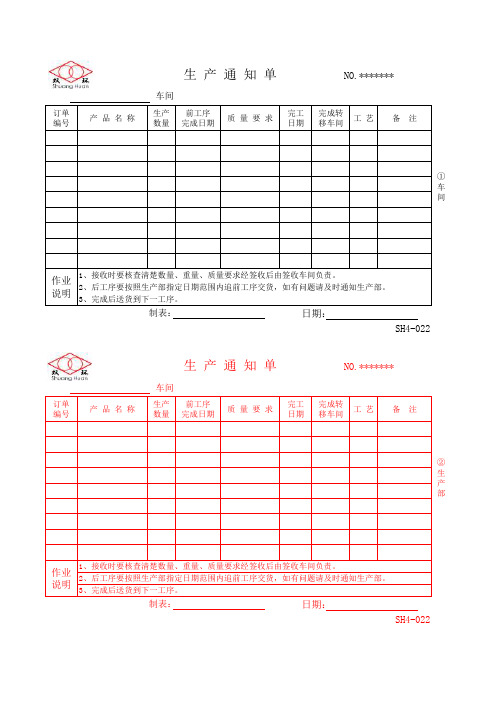
NO.*******
订单 编号
产品名称
车间
生产 前工序 数量 完成日期
质量要求
完工 日期
完成转 移车间
工艺
备注
① 车 间
作业 说明
1、接收时要核查清楚数量、重量、质量要求经签收后由签收车间负责。 2、后工序要按照生产部指定日期范围内追前工序交货,如有问题请及时通知生产部。 3、完成后送货到下一工序。
制表:
日期:
SH4-022
生产通知单
NO.*******
订单 编号
产品名称
车间
生产 前工序 数量 完成日期
质量要求
完工 日期
完成转 移车间
工艺
备注
② 查清楚数量、重量、质量要求经签收后由签收车间负责。 2、后工序要按照生产部指定日期范围内追前工序交货,如有问题请及时通知生产部。 3、完成后送货到下一工序。
制表:
日期:
SH4-022
生产指令单
生产订单号:客户白德生客户名称缅甸柚木g041 8,纸箱内环生产日期要求每小时生产一次成品捆扎完成时间1个月,包装工要求每小时生产一个成品,每件产品包装一个月,一个月,一个月类型,数量生产批准质量确认388部门项目生产时间完成时间工时消耗操作员实际生产数量不良产品类型,数量生产签署质量确认81部门项目生产时间,完成时间,工作时间,操作人员实际生产数量,不良品类型、数量、生产批准、质量确认、80个部门、项目生产时间、完成时间、工作时间、操作人员实际生产数量、缺陷产品类型、数量、生产批准、质量确认、f、质量确认16 swl-p-120713025订单号(订单数量(m)7月7月12日12日25日,产品说明书4-3厚度(mm)宽度(mm)成品编号(带标识零件m4909-1 m4909-2 NW(kg/体积)GW(kg/箱)生产机械需求(kg)异常情况描述,生产设备需求(体积)异常情况描述分析情况描述分析和异常情况描述分析生产设备需求分析(案例)异常情况描述分析表:沈兆芬审核员:黄伟审核员:生产订单号:客户帕特森客户名称缅甸柚木I015 10000交货期要求交货期产品编号wp19471.5 22底色br-15压花编号r43滚筒编号内圈尺寸od=33100包装规格纸箱规格其他要求部门产品吸风时间完成时间消耗工时操作工实际生产数量不良产品类型,批生产批准质量确认483部门生产时间、完成时间、时间消耗、工时、实际生产数量、不良品类型、数量生产批准、质量确认100部门项目生产时间、完成时间、消耗工时、操作人员实际生产数量,不良产品类型、数量生产、质量确认20 swl-p-120905019订单号(订单号9月15日,产品规格3-3厚度(mm)宽度(mm)成品编号(标注零件4909-1 m4909-2净重(kg/卷)GW(kg/纸箱生产机需求(kg)异常说明,生产机械需求(数量)异常情况分析产品描述、生产机械需求(数量)异常分析、情况描述及生产机械需求分析(箱)异常情况描述与分析:沈兆芬审核员:黄伟批准:生产指令是计划部到达现场指导现场生产安排的报告。
生产指令单

NO:CG-PR-04-007-A/0
部门负责人: 部门最高负责人:
接单人:
1.此表是由生产主管根据PMC下达的生产计划安排生产指令; 2.再次交检时间与再次检验确认时间为一次交检不合格时才需填写; 说明: 3.单据编号是指生产任务指令单编号,编号原则为:年月日(各两位数)+加机台流水号(三位 数),如110620001就是11年6月20日第一号生产指令号; 4.发单时间是生产下发指令单时间,接单人为装配组长.
时分
文
再次检验确认:
员
IPQC签名:
发单时间: 月 日 发单人:
部门负责人: 部门最高负责人:
接单人:
1.此表是由生产主管根据PMC下达的生产计划安排生产指令; 2.再次交检时间与再次检验确认时间为一次交检不合格时才需填写; 说明: 3.单据编号是指生产任务指令单编号,编号原则为:年月日(各两位数)+加机台流水号(三位 数),如110620001就是11年6月20日第一号生产指令号; 4.发单时间是生产下发指令单时间,接单人为装配组长.
东莞程工自动化科技有限公司
生产任务指令单
第一联
机型:
出机编号:
单据编号:
配置
组别
主管下达指令时间: 月 日
时分
生产开始时间:
月日
时分
第
生产交检时间:
月日
时分
一
检验确认:
联
:
主管再次下达指令时间: 月 日
时分
装
再次生产开始时间:
月日
时分
配
再次生产交检时间:
月日
时分
组
再次检验确认:
长
IPQC签名:
发单时间: 月 日 发单人:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
批生产指令单
————————————————————————————————作者:————————————————————————————————日期:
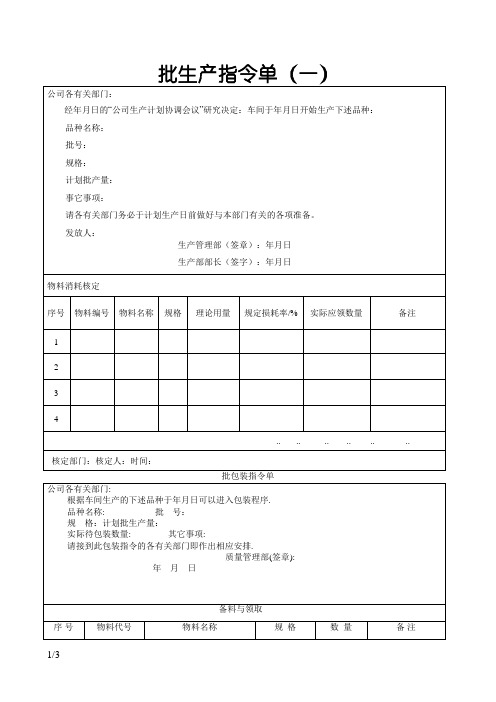
批生产指令单
公司各有关部门:
经年月日的“公司生产计划协调会议”研究决定:车间于年月日开始生产下述品种:
品种名称:
批号:
规格:
计划批产量:
事它事项:
请各有关部门务必于计划生产日前做好与本部门有关的各项准备。
发放人:
生产管理部(签章):
年月日
生产部部长(签字):
年月日
物料消耗核定
序号物料编
号
物料名
称
规
格
理论用
量
规定损耗
率/%
实际应领
数量
备注
1 2 3 4
.. .. .. .. .. ..
核定部门:核定人:时间:
批包装指令单
公司各有关部门:
根据车间生产的下述品种于年月日可以进入包装程序.
品种名称: 批号:
规格:计划批生产量:
实际待包装数量: 其它事项:
请接到此包装指令的各有关部门即作出相应安排.
质量管理部(签章):
年月日
备料与领取
序号物料代号物料名称规格数量备注1
2
3
4
发放人: 日期: 年月日
收到人: 日期: 年月日
领料单
编号:
领料单位发料单位
编号编号
A(原料)B(辅料)C(包装)D(其他物料)
代码品名规格单位请领实领单价金额
材料会计保管员(发料员)领料单位负责人领料人制单人
核料单
编号:品名代号批号版本页次工序批量起草/复核批准
序号代号品名原料批号处方投料实际配量称量人1
2
3
4
5
6
称量日期称量人复核人
标签发放领取记录
年
名称批号规格件数标签张数发放人领取人月日
标签退库销毁记录
退库
标签
名称批号标签张数退库人收件人
销毁
日期
销毁人监督人
药品存放货位卡
名称
包装规格代码规格货位号储存条件效期
年质量检验
报告单号
批号编号产地来源去向入库
数量
出库数
量
结存
月日。