嵌入式数控系统的研究
基于ARM9的嵌入式数控系统

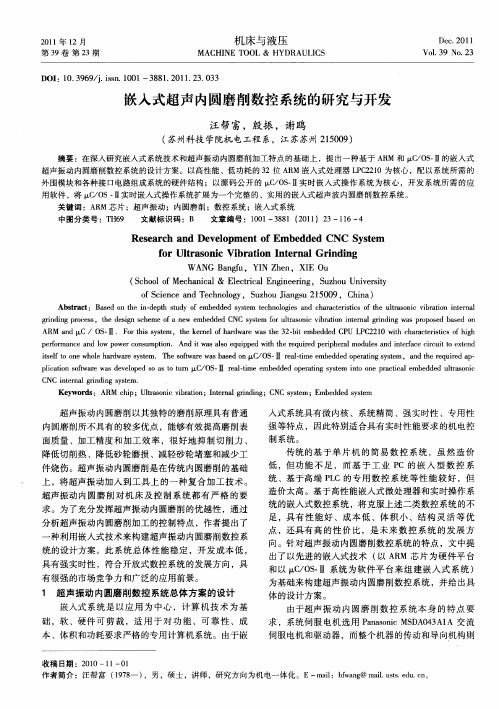
TOUT0 GND LED1 GND TOUT0 GND LED1 GNDTOUT0 GND LED1 GNDGPIO信号地232OPF光耦RDARDBSDASDBSGFRE500 232OPF光耦232OPF光耦232OPF光耦S3C2440PF+PF-PR+PR-SEDA-02AVNPF+PF-PR+PR-SEDA-02AVNPF+PF-PR+PR-SEDA-02AVNUVWGNDUVWGNDUVWGNDUVWGNDM1M2M3M4PEPEPEPE图1系统原理图来控制电机。
根据加工线型的不同,本数控系统的插补计算分为圆弧插补、直线插补计算。
3结语采用S3C2440和运动控制芯片SEDA -02AVN 组成的嵌入式数控系统能减轻研发任务,提高研发速度,在较短的时间内得到性能良好的数控系统。
Samsung 公司的16/32位RISC 处理器S3C2440对调制PWM 实现方便,可编程,电机转速、转向的改变迅速,无停顿,还可以进行Linux 操作系统的移植。
而Linux 是UNIX 类、多用户、多任务的开放式操作系统,借助Linux 操作系统,大大提高了软件开发的灵活性,缩短了数控系统软件的开发周期。
[参考文献][1]韦东山.嵌入式Linux应用开发完全手册.北京:人民邮电出版社,2008[2]杜春雷.ARM体系结构与编程.北京:清华大学出版社,2003[3]刘刚,赵剑川.Linux系统移植.北京:清华大学出版社,2011[4]秦云川改编.构建嵌入式Linux系统.北京:中国电力出版社,2011[5]刘淼.嵌入式系统接口设计与Linux驱动程序开发.北京:北京航空航天大学出版社,2006[6]于明,范书瑞,曾祥烨.ARM9嵌入式系统设计与开发教程.北京:电子工业出版社,2006[7]S3C2440芯片手册[8]TQ2440开发板使用手册收稿日期:2012-08-08作者简介:程龙(1987—),男,辽宁沈阳人,硕士研究生,研究方向:机械电子。
基于ARM和RT-Linux的嵌入式机床数控系统设计

主要特点是嵌入 、专用 。鉴于嵌入 式系统的专用性和 软硬件可剪裁 ,能使各种资源得到最合理 的配置 和应 用 。作者 以 A M R 9芯片 ¥ C 4 0 3 24 A为整个 控制 系统 的
核心 ,操作 系 统 采用 免 费开 源 的 实 时操 作 系 统 R — T L u ,D P芯片 T 30 20在 ¥ C 4 0 ix S n MS2 F4 3 2 4 A的 控制 下 作 为运 动控制 卡的核 心 ,两 芯片间采用 S I 口进行 P接 连接 ,以 L D液 晶显示屏 作 为人 机界 面。该数 控 系 C
L ENG u y n Ch n a ,XU n h , T AN ng Mi g e I Fe
( . col fO te c o i Ifr t n nvri f lc o i S i c 1 Sh o o pol t nc no i ,U iesyo et nc ce e e r ma o t E r n
a d T c n l g fC i a, C e g u Sc u n 6 0 5 n e h oo y o h n h n d ih a 1 0 4, C i a hn ;
2 Hu e n t u e o u v y& De in frW ae s u c s& W ae we gn e ig, Wu a b i4 0 6 . b iI si t fS r e t sg o trRe o r e trPo rEn i e rn h n Hu e 3 0 4,Ch n i a;
K e w o ds: ARM ; DS y r P; CNC y t m ; RT— nu o e a ig s se s se Li x p r tn y tm
基于ARM9的嵌入式数控切割控制系统研究

展研 究 ,产 生 了以数 控技 术 为 代 表 的 机 床 自动 化 控 制 技 术 ,从 此也 成 为机 械 加 工 中不 可 缺 少 的 产 物 。数 控 加 工 以其 高 度 的灵 活 性 、控 制 过程 的 自 动 性 和 加 工 的 精 确性 给 工 业 制 造 带 来 革命 性 的 发 展 。如 今 ,嵌 入 式技 术 的迅 猛 发 展 ,给数 控加 工 领 域 又 一 次 带 来 全 新 的 发 展 时 期 。采 用 功 能 强
号 和通 过 C AN总 线 传 送过 来 的 远 程控 制 命 令 , 然 后通 过 运 行在 处 理 器 上 的 相关 处 理 算 法 和程 序 ,
对切 割 系统 的各 种 电 机 、 伺服 控 制 器 发 送控 制信
直 围绕 机 床 加 工 的 自动 化 和 高 精 度 两 个 方 向 开
D i1 .9 9 iis .0 9 0 3 .0 1 2 上 ) 1 o : 3 6/ . n 1 0 - 1 4 21 .( .9 0 s
0 引 言
机 械 切 割 系 统 在 工 业 加 工 中 有 着 重 要 的 作 用 ,尤 其 是 在 以 制造 业 为主 的我 国 生 产 加 工 中 作
贾 文
JI W en A
( 州 职 业 技 术 学 院 ,柳 州 5 5 0 ) 柳 4 0 6
摘
要 :本文对数控切割系统的硬件组成结构进行 了深入研究 ,给出了典 型数控切 割系统的硬件组成框
图 ,并 对 该 硬 件 电路 中 各 主 要 功 能 模 块 进 行 了 分 析 。详 细 阐述 了 以 A M9 3 4 微 处 理 器 为 R S 02 1 O
嵌入式数控系统的结构可靠性分析

t e sr c u e r l b l y a a y i o n e e d d CNC s se M e h d o d tr i e t e v ra tp r me e tie a e h tu t r ei i t n l ss fa mb d e a i y t m. t o s t ee m n h a i n a a t rmarx s h v b e i e , a d t e mo e ff i r e s y s u t r n h ei b l y m o e f h y tm a e b e b an d wh c en gv n n h d lo l e d n i t c u e a d t er l i t d l e s s au t r a i o t e h v e no tie , ih
h sb e r p s d o e b sso ay i o e f n t n n e l e eo me t r c s f h NC y t m n p l d t a e n p o o e n t a i f n l ss f h ci sa d r a v lp n o e so e C h a t u o d p t s se a d a p i e o
第4 3卷
第 2期
天
津
大
学
学Байду номын сангаас
报
、0 . NO. ,143 2
2 1 年 2月 00
J u n l f ini iesy o r a o a j Unv ri T n t
F b 2 l e. 00
嵌入式数控 系统 的结构可 靠性分析
刘清建 ,王太勇 ,王 涛 , 之劲章 ,刘振 忠
《高性能嵌入式数控系统算法优化机制的研究与开发》

《高性能嵌入式数控系统算法优化机制的研究与开发》一、引言随着现代制造业的快速发展,数控系统作为工业自动化领域的重要一环,其性能的优劣直接影响到生产效率和产品质量。
高性能嵌入式数控系统作为数控系统的核心组成部分,其算法优化机制的研究与开发对于提高系统性能具有十分重要的意义。
本文旨在研究高性能嵌入式数控系统的算法优化机制,以期为相关领域的研究和应用提供参考。
二、高性能嵌入式数控系统概述高性能嵌入式数控系统是一种集成了高性能处理器、高精度传感器、高效率控制算法等技术的数控系统。
它具有高精度、高速度、高可靠性的特点,广泛应用于机械制造、航空航天、汽车制造等领域。
然而,随着工业自动化程度的不断提高,对数控系统的性能要求也越来越高,因此,对高性能嵌入式数控系统的算法优化机制进行研究与开发显得尤为重要。
三、算法优化机制研究1. 算法选择与改进针对高性能嵌入式数控系统的特点,选择合适的控制算法是提高系统性能的关键。
目前,常用的控制算法包括PID控制、模糊控制、神经网络控制等。
针对这些算法,我们进行了深入研究,分析了它们的优缺点,并根据实际需求进行了改进和优化。
2. 实时性优化实时性是高性能嵌入式数控系统的重要性能指标之一。
为了满足实时性要求,我们采用了多线程技术、中断处理技术等手段,对算法进行了实时性优化。
同时,我们还对系统的硬件资源进行了合理分配,确保了系统在运行过程中能够快速响应外部指令。
3. 鲁棒性优化鲁棒性是指系统在面对外部干扰和内部参数变化时能够保持稳定性的能力。
为了提高系统的鲁棒性,我们采用了自适应控制技术、鲁棒控制技术等手段,对算法进行了优化和改进。
这些技术可以根据系统的实际情况进行自我调整,确保系统在面对各种复杂情况时能够保持稳定运行。
四、算法优化机制开发在算法优化机制研究的基础上,我们进行了相关开发工作。
首先,我们设计了一套完整的开发流程,包括需求分析、算法选择与改进、实时性优化、鲁棒性优化等环节。
嵌入式数控系统应用研究

心 ,以计 算机 技 术为 基础 、软硬 件可 裁减 ,
适 应 应 用 系 统 对 功 能 、 可 靠 性 、 成 本 、 体
控 制 模 块 连 接 , 运 动 控 制 模 块 通 过 I 0 模 / 块与伺服控制器和机床各开关量相连 。
积 、功 耗 等 综 合性 严 格 要 求 的 专 用计 算 机
随 着 电子 技 术 的飞 速 发展 ,数 控 系统 控 制 模 块 和 I 0 及 伺 服 控 制 器 等 。 / 逐 渐 朝嵌 入 式 方 向 发展 。嵌 入 式 系统 是 近 年 发 展最 快 的 技 术 之 一 ,它 是 以 应用 为 中
( ) 入 式数 控 运 动 控 制模 块 。 机床 逻 3嵌
辑 运 动 控 制 的 核 心 ,利 用 逻 辑 运 算 能 力 ,
图 1 嵌 入 式数 控 系统 硬 件 系统 结构 构 成 原理 图
3 4
数 字 技 术 与 应 用
・
数 字技 术 ・
( ) CP D/F GA 模 块 。 CP D 模 块 包 7 L P L
括 CP LD、 FP GA 、 CP D 对 FPGA 的 配 置 L 电 路 。 CP LD 主 要 是 用 来 对 SRAM 工 艺 的
负 责送 料 机 运 行 轨 迹 的 计 算 、 插 补 、 反 向
间 隙 补 偿 、 信 号 采 集 、 主 轴 及 的 运 算 和 控 制 。
( 软件功能设计。 2)
由 于 该 嵌 入 式 数 控 系 统 采 用 u i ux Cln
操 作 系 统 管 理 系 统 的 资 源 , 相 对 于 传 统 的 单 片 机 , 更 类 似 一 台 微 型 计 算 机 系 统 , 具
嵌入式开放型数控系统的研究

[二 匦口
图 2 嵌入式数控系统的硬件结构
和直 接译码接 口、 反转控制 电路 、 H桥驱 动 , 正 双 电流输 出为 2 .A, 5 1 基 于 DS 的 嵌 入 式 数 控 系 统 模 型 P
时性 强 、 定 可 靠 、 硬 件 可 裁 剪 等 特 点 。 稳 软 关 键 词 : P 嵌 入 式 系 统 ; 补 算 法 DS ; 插
制造 业是 国民经济 的基础 产 业 。数控技 术 是先 进制 造 技术 的
基 础 ,是关系 到 国家战 略地位 和 体现 国家 综合 国力水 平 的重 要基 础 性技 术 ,其 水平 高低 是衡量 一个 国家制造 业现 代化 程度 的核心
11 数 控 系 统 的 硬 件 结 构 .
D P处理器 采用 T 公司 的 T 3 0 2 l 。 MS 2 F 8 2是 S I Ms 2 F 8 2 T 3 O 2 1 T 公司推 出 的一款 3 I 2位定 点数 字 信 号处 理 器 ,集成 了多种 先进
根据现 有 的实验 条件 通 过对 各种 插补 算法 的 比较 ,我们 选 择 了数 字积 分插 补算 法进 行深 入研 究 ,数 字积 分插 补算 法 是脉 冲增 量插 补的 一种 , 目前 使用 范 围很广 。 它是用 数 字积 分的 方法计 算各 坐标 轴的移 动量 , 而使运 动 轨迹 沿着 设 定的 曲线运 动 。 从 数字 积分 插补 算法 具有 运 算速 度 快 , 冲分 配 均匀 , 以实现 一 次 、 次 曲 脉 可 二
薹 兰 siza hyh。 eu- j z
嵌入式开放型数控 系统 的研究
嵌入式数控系统的网络应用研究

嵌入式超声内圆磨削数控系统的研究与开发
种利 用嵌入式技术来构建超声振动 内圆磨削数控系
统的设 计方案。此 系统总体 性能稳 定 ,开发 成本低 , 具有 强实时性 ,符合开放式数控系统的发展方 向 ,具 有很强 的市场竞争力 和广泛 的应用前景。
1 超声 振动 内圆磨 削数控 系统总体 方 案的设 计
嵌入式 系统 是 以应 用 为 中心 ,计 算机 技 术 为基 础 ,软 、硬件 可 剪裁 ,适用 于对 功 能 、可 靠 性 、成
在砂轮快进结束转为工进磨削时 ,利用 电动机驱动偏
心轮 曲柄滑块机构 ,实现砂 轮往复磨 削运动 。机床整 体结构如 图 1 所示 。
4 S 6
控系统作为数控机床的控制 核心 ,在结构上可划分硬 件和软件 两 大 组 成 部 分 。作 者 采 用 飞 利 浦 公 司 的
L C 2 0芯片和交 流伺服 电机控制器为核心来构建数 P21 控系统 的硬件平台 ,并 附以相应 的外 围通讯模 块组成
本 、体积和功耗要求严格的专用计算机系统。由于嵌
收稿 日期 :2 1 00—1 — 1 1 0
体的设计方 案。 由于超声 振动 内圆磨 削数 控 系统本 身 的特 点要
求 ,系统伺 服 电机选 用 PnsncMS A 4 A A交 流 aaoi D 0 3 1 伺 服电机 和驱动器 ,而整个机器 的传动和导 向机构则
i eft n h l ad r ytm. T esf aewa ae n ̄C O —Ira—mee e d do eaigsse ,a dterq ie p t l o o ew oeh rwaesse s h ot r sb sdo w / S l e lt mb d e p rt ytm i n n e urda — h piain sf r a eeo e Oa otr  ̄C S-I e l i mb d e p rt gs se it n rcia mb d e la o i l t ot ew sd vlp d S st un c o wa /O ・ ra・ me e e d d o eai ytm noo epa t l I - t n c e e d d ut s nc r
嵌入式数控系统研究

第 3 7卷 第 1期 ・ 术 学
Vo137 NO. . 1
湖
南
农
机
HUNAN ^GRI CULTURAL MACHl NERy
2 0年 0 01 1月
N o 20 1 v. 0
嵌 入 式数控 系统 研 究
张淑 坤
( 南科技学 院, 河 河南 新 乡 4 3 0 ) 5 0 3
收 稿 日期 :0 91-0 2 0 .22
用提 供了一个高性价 比、 低功耗 、 高性能的解决方案 。
该 片基 于AR 2 T内核 , M9 0 采用五级流水线和哈佛结 构, 主频高达 20 0MHz R 2 T具有全性能的内存 。A M9 0
管 理 单元 MMU ( moyM aae n Unt 独立 的 Me r ng met i、 ) 1K 指 令 和 数 据 C c e以及 高 速 A 6B ah MB 总 线 接 口 。 A
为了减少应用系统设计 的成本 ,3 2 1 集成 了众多的 ¥C 40 常用 资源 , 例如 : C L D控 制器、 ( 下转 第 3 页 ) 0
嵌入式数控系统实时性的研究

序解 释执 行 , 它是 一 个 复杂 的整 体过 程 。 因此数 控代 码 解释 器 也就 成为 C C N 系统 的一 个重要 模块 。其 中译码 部 分, 按照 编译 原理 , 数控 系统 中 的译码主 要 有两 种 方式 : 解释 方 式, 译 方式 。 编 () 1解释 方式 是 对零件 加 工程 序 逐条 进行 解 释、插 补 、控制 , 即在插 补模 块 定时 中断 进 行插补 的 同时, 解释程 序预解 释下 一条程 序, 本条程 序插 补完成后 , 等 再将 下 条程 序 预解 释 的结 果交 插 补模 块 。这种 方法 实现 简 单, 但各模 块 间 的控制
() 1 代码 的预 处理,即对 读 取 的每 一个 程 序段 进行 词 法 、语法 、语 义 的
检 查 。 () 功能 代码 的数据 翻译 , 2各 即将 经 过预 处理后 的加 工代码 翻译 成执 行机 构 可 以识 别 的 目标 码 。 () 3刀具 补偿, 进行 刀具长 度补偿 和 圆弧补偿计 算, 在数据库 中对 相应数据 进行替 换操作 。
一
是顺序 的 、 串行 的, 工效率 低 , 易处理 各 程序 段 间的转 接 , 加 不 易形 成停 顿与针对 基于 A M 处理 器和 运动 控制 芯 片 M X 1 R7 C 34的嵌 入式 数控 系统 的 实时性 进行 了研 究, 通过 采用 实 时操作 系统 、预编 译 的译码 方法 和 中断传 输, 很 好地 改善 了这个 问题 。预编 译方 法 的提 出, 使得 译码 和加 工分 开, 一种在 是 嵌 入 式 数控 应 用 中的 新方 法 。 1 1采 用 实时操 作系 统 .
( ) 译 方式 2编 编译 程序 预先 对要加 工 的零件 程序 全部 编译 , 结果放 入缓 冲 区中, 将 当开 始 加工 时, 直接 启动插 补 中断程序 , 缓冲 区中取 出编译好 的零 件程序 , 从 进行 计 算 并控 制 程 序 加 工 。这 种 方法 加 工 速 度 快 、效 率 高,但 需要 较 大 的 内存 空 间, 并且编 译 与加 工之 间存 在 时 间间 隔 。当利用 小 直线 段进 行插 补 或零件 程 序 较 为复 杂时 , 容 易造 成系 统 资源 紧 张, 极 降低 系统 总体 性 能 [。 6 ] 在嵌 入式数 控 系统 中, 由于 系统 的硬件 资源 有 限, 很难 满足 实 际控制 的要 求 。结 合这 种 实际特 点 , 系统 采用 了解释 一编 译 的方 式 。首先 是预 编译 方 本 法 的步 骤如 下 :
嵌入式数控系统的体系结构与系统设计

e bd e m e d dNC y t m l. xsc t Ino e tu tr a e s se f muta i onr i p nsrcu eb s donARM o n fr t nT c n lg , uinU iesyo e h oo y F z o 5 0 4 C ia .n tueo t dl o mai e h oo y F j nv ri f c n l , u h u3 0 1 , hn ) t Co o a n o a t T g
维普资讯
嵌入式数控 系统 的体 系结构 与系统 设计
陈兴 武 ’ ,蒋新 华 ,李 光炀
( 中南大学信 息科学与工程学 院 ,湖 南 长 沙 4 0 8 ; . 1 1 0 3 2 福建 工程 学院控 制与信 息技 术研 究所 ,福建 福州 3 0 1 ) 5 0 4 摘 要 :将嵌入式技术与数控系统相结合 ,研究嵌入式数控系统的体系结构 ,提出 了嵌入 式数控 系统
Ab t a t By c s r c : omb n n h m b d ed t c n l g n h u iigt ee e d h o o y a d t e n mer a o t l y t m , h m b d e e i l nr se c c o s t ee ed d NC y t m r s t d wi a d r c i c u e o s e t d l s an O t r s s e i p e en e t h r wa e ar ht t r f e s n i mo u e . d S f s h e 6 al wa e i n h e a c y s r c ur I i on g r b e a d s m p ie n s r c u e, el l x c t g, n i r r h tu t e. t s c f u a l n i l d i tu t r r i e i e e u i i i f ab n n ad h g a i e p n e f r n e p lt n c n r I An e i h r I me r s o s t r oa i o t . mb d e e t o i o o e d d NC y t m a e n ARM O s se b s do 1 MCU an d CAN i l u . S d v l p t iti u e y t m n u t M CU. f d b s i e e o ed wi d s rb t d s s e a d m l . e h i An t s d i i s i l p l a i s t on r I h e v t t ut a i rma h n n e c m pe ut e i a pi t ab n c on c to e s r o mo or h m l — xs f c i ig t o o t wi i o h lx c r e . sn e F u v s Byu ig t PGA h r war t r olt n t c n lgyo e s t f o t I O t r h ad e i e p a i h oo n e nr f n o e oc o S wa e i S d s g e n o n s r e c d . t e p n e i ms i e I i or e o c t .I i e i n d i pe ou c o e wi r s o s n 2 n r a me f r on r h t s v oI t S
基于嵌入式的数控雕刻机控制系统设计

理 器与 F GA相结 合来取 代上述单 片 P
机 与 工 控 机 的 联 机 控 制 ,以 W id ws no
CEn t 作 系统 为 平 台 ,由 AR 完 .e 操 M 成速 度 控 制 ,F GA完 成轨 迹 控制 。 P 在轨迹控制 中结合了步进 电机 的转矩 -
频 率特 性 ,使 电机 的轨迹精 确而且 平
■ 电子科技大学空天科学技术研究院 李 光学 李辉
言
随着科学技术 和制造技 术的不断
底 摆脱 了对 工控机 的依赖 ; 通过控 制
() 理 器 ( RM9 :作 为 控 1处 A )
键 盘设置不 同的脉 冲当量及 电机运 行 制 器 的 处 理 器 , 在 AR 上 移 植 了 M
发 展进 步 ,数字控 制 的雕 刻机 渐渐成 为雕刻 行业 的专用工 具。数控雕 刻机
路中。
图2 系 统软 件 结构 图
软 件 系统
系统的软件 选用 了嵌 入式实时 多 任 务 操 作 系 统 Wid w .e。 根 n o sCEn t
据雕 刻机控制 系统 的需求 ,系统任 务
模块 可 以分 为 : 人机 界面 模块 ,US B 接 口模块和 雕刻控制 模块 。其 中人 机 界面模块包括 L D显示和键盘指令的 C 读取 ; 通过 U B接 口模块读取原始设 S 计数 据 ; 雕刻 控制模 块对读 取的数 据 分析计算后完成速度控制和轨迹控制 。 软件结构 图如图 2所示 。
目前 市场上 的数控雕刻机 控制器
硬 件 平 台所 用 的微处 理器 主要 包括 :
接 口 电路 等 ; 嵌入式 软件 主要包括 启
以 8位 单片机 为 内核 ,这类产 品的价 格 低廉 ,设计 比较简单 ,但是有 功能 单一 、 性能差 、效率低 、 存储容量小 、 独立工 作能 力较弱 、实用性 能不强 、
嵌入式技术在铣床数控系统上的应用
嵌入式技术在铣床数控系统上的应用摘要:随着近年来国民生产中各种新技术的不断引进与应用,各种控制系统也得到了前所未有的发展,以计算机为基础的数控技术更是出现了前所未有的繁荣。
嵌入式系统作为一种以计算机技术为基础,以应用为目的和核心的新型系统结构,其在应用中具备着软硬件和建材、使用功能强、计算可靠、功耗要求严格的数控系统得到了人们的高度重视。
本文就目前嵌入式数控系统的开发进行了探讨,并对其在铣床数控系统上的应用做了简要阐述。
关键词:数控系统嵌入式技术铣床数控技术是一项随着计算机发展而不断变化的技术模式,尤其是在近年来,随着信息技术、通信技术和新型计算机技术的发展与普及,嵌入式操作系统的引进为数控技术的发展开辟了新空间、新道路,为铣床数控系统的完善与发展指明了新方向。
随着计算机技术的发展与普及,嵌入式系统技术也入去成熟与完善,其在应用中以其可靠性、功耗低和性能强等优势受到各企业、各工业控制和制造业的青睐,成为众多社会生产领域的应用重点。
一、嵌入式系统概述1、嵌入式系统的定义嵌入式系统是目前计算机技术的一种新的应用形式,主要是指通过在目标设备中嵌入微机处理系统,从而实现宿主目标设备的高效、安全、节能运行的目的。
嵌入式系统在应用中主要的工作重点在于辅助对它所在的设备去实现对被控制对象的全面、科学的控制、监视以及管理功能。
通常情况下,在目前的设备运行中,嵌入式系统是以应用为中心,以计算机技术为平台的功能模式。
就目前社会发展中,嵌入式系统可以定义为广义和狭义两种。
其中广义的嵌入式系统主要是指在工作中凡是带有微处理器专用软硬件系统的设备机械,都被我们称之为嵌入式修通。
而狭义上的定义主要指的是嵌入式系统在应用的过程中对于那些已经使用微处理器且这些微处理器在设备运行中构成了一个独立的系统,从而形成了一种具备智能化、自动化的管理操作系统模式。
这些特定功能的存在是嵌入式系统应用的核心环节,也是其广泛应用在各种设备之中的关键模式。
基于Windows CE的嵌入式数控系统的设计

镜 像 后 , 需 导 出 S K( otae D vl m n i 。 还 D S f r eeo etKt w p )
力的保 汪 。
Widw E N T是 微软开 发的…个 多样 化 的 3 n o sC . E 2
位嵌 入式操 作系统 , 设计 目标 并不 是 一 个全 能 的操 其
作 系统 。相 反 , 它是 一 个 轻量 级 、 线 程 、 有 可 选 图 多 带 形用 户界面 的操作 系统 。 它 的优 势 在 于小 的 尺 寸 、 ’ .
要 设计一 个基 于 Widw E操作 系 统 的嵌 入式 n o sC
平 台 , 先 需 要 实 现 一 个 操 作 系 统 。 可 以 用 Pa 首 l t B i e 软件 创建 一个 Widw E操 作 系统 和基本 应 udr l no s C
维普资讯
维普资讯
第2 4卷 第 l 0期
20 0 7年 1 月 0
机
电
工
程
Vo12 . 4 No. 0 1
0c . 2 0 t 07
M ECHAN1 CAL & lLECTRI c CAI ENGI NEER1 AGAZI NG M NE
条 中断 申请 I Q, R 中断 出现 时 , 内核调用 寄存在 O L A
层 的 IR列表 。内 核 执 行 IR, 回中 断 I S S 返 D号 , 设 并 置相 关事 件 , 中断服 务 线 程等 待 事 件 , 后 , 然 执行 相 关 联 的驱动 程序或 应 用 程 序 的 IT来 进 行 中断 , 在 此 S 并 完成 与相关 设备 的数 据交互 。 。 数 控 系统 的核心控 制是 插补控 制 本系统 插补 控
嵌入式数控系统图形用户界面开发研究

表 1 几 种 常 见 嵌 入式 G I 比较 U的
M LLP P /G L
I e 6, ARM , ntlX8
g t lt r n h i u l r me b f ro e h s paf r n O o . e p af m a d t e vr a a u e f h o t lt m a d S n o t f t o Ke wo d : Emb d e y tm ; Nu rc l o t l y tm ; G a h c l s ri tr c y rs e d d s se me ia n r se c o s r p ia e ne f e u a
Ab t a t sr c :An¥ C 4 0 c i a e mb d e C s se a d i o o i o f a d a e a d s f r r nr d c d T e d v l 3 2 1 h p b s d e e d d N y t m n sc mp st n o r w r n o wa ewe ei t u e . h e e— t i h t o
M nG I ii U 授 权 条 款 硬 件 平 台 L P GL
I t lX8 n e 6, ARM ,
资源少 ;( )高性能 ,高可靠性 ;( ) 可配置 。 2 3 目前 ,嵌 入式 系统 G I U 的实 现方 法 主要有 两种 , 一种是某些大 型 厂商 自行 开 发满 足特 定 需求 的 专用 GI U ;第二种则是采用 当前 一些 已经 比较成熟 的通 用 型嵌 入 式 G I 统 ,包 括 Mi G I U系 n U ,Mi o no s i e Wi w , r d Q / m edd等 。 T E bd e
基于ARM9的嵌入式数控铣床控制系统的设计

关键词 : 嵌入 式 ; 数控铣 床 ; R Ln x ¥ C 4 0 A M;iu ;3 2 1 X
摘 要 : 统数控 系统硬件 大 多基 于 通 用计 算 机 或 工业 控 制 计 算机 之 上 , 件 基 于 Widw 平 传 软 no s 台。软硬 件成 本 高、 功耗 大、 资源 浪 费。 文章 给 出 了一 种基 于 Lnx操 作 系统 , A M9微 处理 器 iu 以 R 为硬 件 平 台, 向动 力驱动 装置 , 即伺服 电机和 步进 电机 驱动 器提 供 控 制 信 号 , 制铣 刀 的旋 转和 走 控
YANG , Li LIZhe g m ig, U o s n n — n LI Ba —e
(in s n e i ,in s hnin 10 3 hn ) J guU i rt JaguZ e a g22 1 ,C ia a v sy j
Absr c : o t c n e t n lCNC t a t M s o v n i a o mi i g ma hie do t te h r wa e u ual s d o e e a l n c n s a p h a d r s l ba e n a g n r l l y c mpue ra n u t a o to o utra d tk ss f r i d wsa o t r l t r . h i o t o tro n i d sr lc nr lc mp e n a e ot i wa e W n o sa s fwa e p af m T e rc s o a d p we ispain a e v r ih,h s c u ig mo tr s u c st se 、 i p rp e e ta m— n o rd s i t r ey h g t u a sn s e o r e o be wa td Th spa e r s n n e o
基于Xenomai的嵌入式数控系统实时性研究

接控 制 , 并接收 机床 的反馈信 息 : 随着 数控系 统功能 的 H益 强 大以及 高性能嵌 入式 处理器 的不 断推 出 , 系 统 所需 的任 务 管理 平 台 和底 对
减 的 , 用于 对功能 、 靠 性 、 本 、 积 、 适 可 成 体 功耗 等 综 合 性 能严格 要求 的计算 机 系 统 , 而嵌 人 式 数控 系统 则兼 备 了嵌入式 技 术和数控 技术 的优势 。一 种典型 的嵌人
t i a e o l td t e a t a e s r me to h e l i e o ma c n t e s se . Th e ul h s p p rc mp e e h c u lm a u e n ft e r a —tme p r r n e i h y tm f e rs t s s o t tt s a c tc u e c b f ly me tt e r a —t e r q ie n so h mb d e NC s se . h w ha hi r hi t r a u l e h e l i e u r me t ft e e e d d C y t m e m K e wor : CNC; Emb d e n x;Xe o i y ds e d d Li u n ma ;Re l i e a —t m
一种嵌入式计算机数控系统

C.a d J p n h v e u h e e r h o p n ac i n a a a e b g n te r s a c f o e — r h —
tcu e o r le a d a v n e s v r l sa d r s, e tr c ntolr n d a c d e e a tn a d whih a e Ope M o u a Ar h tcu e Co to lr c r n d lr c i tr e n r le
tr m an y u n we k e ltme o to a d o a ・ e il r s a r a ・i c n r l n n n。e l ‘ r 。
tme a k . W i t e e eo me t f hih c pa ii i t s s t h d v l p n o g — a b l y h t
20 Si eh E gg 0 8 c.T c. nn .
一
种 嵌入 式 计算 机 数 控 系统
肖苏华 李 迪 赖 乙宗
( 南理工大学 机械工程学院 , 华 广州 5 0 4 ) 16 1
摘
要
嵌 入 式操 作 系统 的发 展 为 计 算机 数控 系统 的研 发 提 供 了新 的 方 法 , 位 机 采用 嵌 入 式实 时操 作 系 统 Widw E 负 上 no sC
b s d o t 2 b t h g -a a i t e ltme e - a e n PC o 3 is ih- p l y r a ・i m・ c b i -
b d e o to y tm ,m a y Co p nisa d s in i c e d d c nr ls se n m a e n ce tf i r s ac n tt t n ae at c i g r a mp ra c t e e r h isiu i s r t h n g e t i o n e o o a t te h NC ba e o  ̄C/OS, RT— nu a d sd n Li x n W id ws no CE[,] W i d ws CE s n tt e hot n d e i 0 f 3 4 n 0 i 0 h s re e dt n 0 i
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
该 设 计 采 用 A M 处 理 器 R
为 主 C U, S P D P运 动 控 制 芯 片 为 从 C U, 采 用 Ln x操 作 系 统 , 系统 更 好 的进 行 多 任 务 处 理 保 证 运 动 控 制 的 实 时 性 。 该 嵌 人 式 数 P 并 iu 使
控 系 统 具 有 软 硬 件 可 裁 剪 、 构 精 简 优 化 、 补 控 制 实 时 性 强 、 统 工 作 可 靠 等优 点 。 最 后 通 过 仿 真 验 证 了该 嵌 入 式 数 控 系 统 的 可 行 结 插 系
Ab t a t sr c : B o i i g t e e e d d tc n l g n u rc lc n r ltc n l g , y c mb n n h mb d e e h o o y a d n me a o to e h oo y i t e p p rp tfr a d e d sg o o ra e h a e u o w r s a n w e in fr fu x s
c nrl ytm ae n ARM n P I ti d sg , ARM s man CP moin c nrlc i sodn t n CP , B s g Ln x ot s o s e b sd o a d DS . n hs e in i i U t o t hp i riai U y u i iu o o o n
该 嵌入 式 数控 系统 由下 到 上 三部 分 组成 .分别 是 硬件 层 、 作 系统 层 和运 动控 制软 件层 操 。底 层 硬件 层
的 A M 处 理 器采 用 三 星公 司 的 ¥ C 4 0 嵌 入式 数 控 R 32 1.
制 的 D P运 动控 制 专用 芯 片 , S 结合 源 代码 开放 的 Ln x iu
FEN G Xi i -bn
( l t meh ncl n ier gC l g fG in U ies yo lcrncT c n l y ul 5 1 0 ,C ia Ee r c a ia co E g ei o e eo ul nvri fEe t i e h oo ,G in 4 0 4 hn) n n l i t o g i
H y a lc ne m ai dr u is P u t cs& S l/ . .01 easNo 12 0
嵌 入 式 数 控 系统 究 的研
冯 习 宾
( 桂林 电子 科技 大 学机 电工 程学 院 . 广西 桂林 5 10 ) 4 0 4
。
摘 要 : 嵌 入 式 技 术 与 数 控 技 术 相 结合 , 出 了一 种 新 的 基 于 A M 与 D P的嵌 入 式 四轴 数 控 系 统 的 设计 将 提 R S
图 1 基 于 ARM 的 嵌 入 式 挖 掘 机 控 制 系 统 模 型
控 技术 结 合 的 巨大 优势 .必 将符 合 新 一代 数 统 . 于三 3 I 基
星公 司的 A M9微控 器 和 日本 N V 电子有 限公 司研 R O A
性。
关 键 词 : R D P 嵌 入 式 数 控 A M; S : 中 图分 类 号 : P 1 T 2 1 文 献标 示码 : A 文 章 编 号 :0 8 0 1 ( 0 0 0 — 0 7 0 10 — 83 2 1 ) 10 1 — 3
R e e r h 1 he sa c 03 t Em b dd d e e N u e ia Co to S se m rc l n r l y tm
o e a ig s se s se c n b o d a e ln t h t s n h e lt fs se c n r l n . T i mb d e u rc l o t l p r t y t m, y tm a e g o td ai g wi mu i k a d t e r a i o y tm o t l g n h a me oi h se e d d n me a n r i c o
0 引言
近 年来 .嵌入 式 技术 已经 广泛 的应 用 于各 种 控制
广
]
领域 。 以 A M、 P R MIS等 为代 表 的基 于精 简 指令 的新一 代3 2位嵌 入 式 微 处 理 器 具 有 体 积 小 、 耗 低 、 功 主频 高
等特点 。具 有 多级指 令执 行流 水线 、 理 速度快 和 硬件 处 浮点运 算功 能 嵌 入式 数控 系统 兼备 嵌入 式技 术 和数
s se h s c a a trsis o o f u a l n i l e n s u t r , r l b e i x c t g a d h g e i r rs o s ri t r oa in y t m a h r ce t fc n g r b e a d smp i d i t cu e e i l n e e u i , n i h r a t i c i i f r a n l me f e p n e f n ep lt o o o c nr 1 At a t t r u h i lt n v r y t i u r a o to y t m sf a i i t. o t . l s, h o g smu a i e f hs n me i lc n r l se i e sb l y o o i c s i Ke W o d : ARM; DS ; Emb d e NC; y rs P ed d