步进式冷床的结构分析及其现场维护_李军
步进式冷床升降机构偏心轮滚动轴承频繁损坏的解决
8 6
ME T AL L URGI CA L P I 姗 R
2 0 1 3 年第 5 期 总第 1 5 9期
步进式冷床升降机构 偏心轮滚动轴承频繁损坏的解决
陈忠 华 ,马冬 冬 ,岳 雨 龙
( 马鞍山钢铁股份有限公司设备检修公司, 安徽马鞍 山 2 4 3 0 0 0 )
【 A b s t r a c t 】T h e c a u s e s o f f r e q u e n t d a m a g e o f l i f i t n g m e c h a n i s m e c c e n t r i c w h e e l b e a r i n g
Ca u s e Ana l y s i s o f Fr e qu e nt Da ma g e o f Li f t i ng Me c ha ni s m Ec c e nt r i c W he e l Be a r i n g f o r W a l ki n g Be a m Co o l i n g Be d
b e a r i n g .
【 K e y w o r d s 】 c o o l i n g b e d ; e c c e n t r i c w h e e l b e a r i n g , ; d a m ge a ; na a l y s i s ; s o l u i t o n
载着冷床本体和方坯 , 其重量至少有上千吨 , 而且环 境温度非常高 , 氧化铁皮到处都是 , 长时间运转 , 造 成滚动轴承损坏 , 影响到生产的正常进行。 根据现场观察 , 由于尘埃 、 异物的侵入 , 润滑不 到位 , 滚道与滚道体相对运动时会引起表面磨损 , 磨 损的结果使轴承游隙增大 , 振动及噪声也随机增大。
关于冷床改进及保养的论述
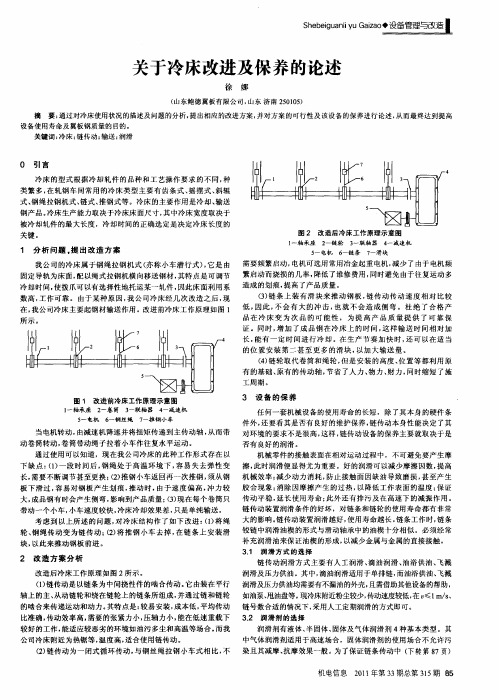
当电机 转动 , 由减速 机 降速 并将 扭矩 传递 到 主传 动 轴 , 从而 带 对 环境 的 要求 不是 很高 , 样 , 这 链传 动设 备 的保养 主 要就 取 决于 是 动 卷 筒转 动 , 筒 带动 绳子 拉着 小 车作往 复 水平 运动 。 卷 否 有 良好 的润 滑 。 通 过使 用 可 以知道 ,现 在我 公 司冷床 的此种 工 作形 式 存在 以 机 械 零件 的接 触表 面在 相对 运 动过 程 中 ,不可 避免 要产 生 摩 下 缺 点: 1一 段时 间后 , 绳 处 于 高 温 环 境 下 , 易 失去 弹 性 变 擦 , 时润 滑便 显 得尤 为重 要 。好 的润滑 可 以减 少摩擦 因数 , 高 () 钢 容 此 提
设备使 用寿命及翼板钢质量 的 目的。 关键词 : 冷床 ; 链传动 ; 输送 ; 润滑
0 引 言
冷 床 的 型式 根 据 冷 却 轧件 的 品种 和 工 艺操 作 要 求 的 不 同 , 种
类 繁 多 , 轧钢 车 间常 用 的 冷床 类 型 主要 有 齿 条 式 、 摆 式 、 辊 在 摇 斜 式 、 绳拉 钢机 式 、 式、 钢 式等 。冷床 的主要 作用 是 冷 却 、 钢 链 推 输送
占
占
1 占 e
长 , 有 一 定 时 间 进 行 冷 却 。在 生 产 节 奏 加 快 时 , 可 以在 适 当 能 还 的位 置 安 装 第 二 甚 至 更 多 的 滑 块 , 以加 大 输 送 量 () 轮 取代 卷 筒 和 绳轮 , 是 安 装 的高 度 、 置 等都 利 用 原 4链 但 位 有 的基础 、 原有 的传 动 轴 , 省 了人 力 、 力 、 力 , 节 物 财 同时缩 短 了施取 决于 冷床 床 面尺 寸 , 中冷床 宽度 取 决 于 其 被 冷 却轧 件的 最 大长度 ,冷 却 时 间的 正确选 定 是 决定 冷床 长度 的
步进式冷床的设计与使用
步进式冷床的设计与使用张翠兰,郎月翠摘要:通过步进式冷床的使用,说明新技术的消化吸收工作,关键在设计与使用过程中,对运动轨迹的观察、分析、总结,充分发挥设备的潜在能力。
关键词:步进式冷床;运动轨迹;改进Desigh and usage of the step cold bedZHANG Cui-lan, LANG Yue -cui(Jixi Steel -Iron Comp., Jixi 158100 ,China)Abstract:Through analyzing the application of the step cold bed, the key to play the latent ability of the equipment is pointed out and the motion trace analyzed in using course.Key words:step cold bed ; motion trace ; improvement0 前言鸡西市钢铁公司轧钢生产线的冷床设备是采用包头钢铁公司的先进技术,自行设计配套的步进式冷床,如图1所示,冷床面积120000×6000mm2,上料机构采用二步上料形式,拨料块设置四组,分机驱动;第一组辅助拨料块,长16m,第二组长41m,第三组长42m,第四组长41m。
拨料运动周期4.5s,要求同步运动,红钢料剪断机到拨料块的距离47m,输送辊道线速度7~19m/s可调,红钢料剪断长度定尺90m。
图1 冷床结构示意图1.输入辊道装置2.拨料装置3.固定弧形板4.齿形板及固定齿条5.活动齿条6.堆垛装置7.输出辊道装置8.拨料装置电机9.拨料装置减速机10.动齿条减速机11.动齿条及堆垛装置电机12.移钢装置1 步进式冷床存在的问题步进式冷床建成投产后,存在钢料上不到冷床齿条平面上的现象,主要是拨料块提升时间掌握不准,具体现象如下:拨料块提升偏早时钢料追尾,第一根钢尚未停止滑动,第二根钢又追到拨料块上,头部脱离辊道停止了运动,尾部在辊道上继续前进,剪断后以5m/s2的加速度向前运动,开始在轨道上形成了圈套拱起,然后无规则乱跑,跑到冷体齿条面上,搅乱上面的钢料,造成下道工序处理困难。
步进式冷床的结构分析及其现场维护
步进式冷床的结构分析及其现场维护李军;代鑫【摘要】介绍了特钢厂800轧线大棒步进式冷床的结构形式及工作原理.总结了该装置使用以来由于设备安装缺陷而产生的故障,并对部分改进方案的实施性、可靠性进了的分析,并采取了相应的改进措施.【期刊名称】《辽宁科技学院学报》【年(卷),期】2012(014)002【总页数】2页(P8-9)【关键词】步进式冷床;棒材生产线;结构分析;现场维护【作者】李军;代鑫【作者单位】本钢板材股份有限公司设备部机动处,辽宁本溪117000;本钢板材股份有限公司特殊钢厂机动科,辽宁本溪117000【正文语种】中文【中图分类】TG113本钢特钢厂800大、小棒轧钢产线是从意大利SIEMENS-VAI-POMINI公司引进的具有世界先进水平的棒材轧制线,其产品规格为Φ20~Φ200圆钢,年生产能力为110万吨,整条轧制线主要设备有:轧机、分剪、锯、夹紧装置、卡断剪、活套、冷剪、冷床、收集装置、除磷系统,穿水装置、测径仪等。
经过近5年左右的生产存在的问题是,大棒步进式冷床在生产Φ85~Φ200时冷床本体的跑偏影响其矫直功能,严重时偏心轮的配合轮脱离运行轨道造成床身脱离严重影响生产。
为确保生产的顺利进行,故对步进式冷床上钢装置进行结构分析。
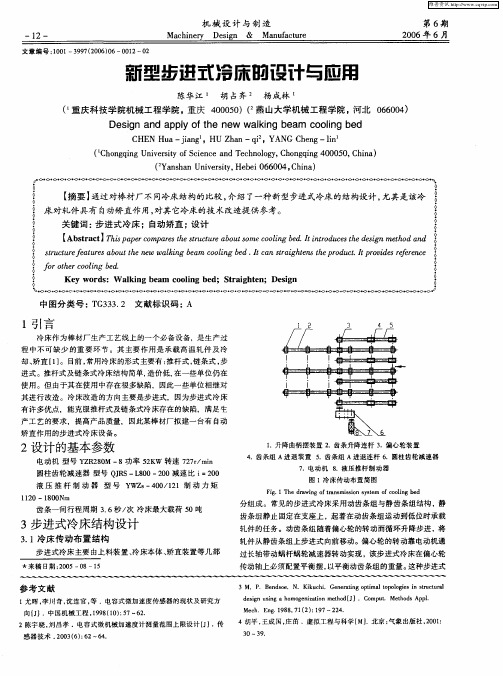
步进式冷床主要由冷床输入装置、拖钢架、拨钢器、静齿条、动齿条、偏心轮及减速机传动轴组成如图1所示。
输入装置用于将棒材输送至拖钢架,拖钢架上的棒材再由拨钢器拨入静齿条组内。
静齿条组静止固定在支座上,起着在动齿条组运动到低位时承载轧件的任务。
动齿条随着偏心轮的转动而循环升降步进,将轧件从静齿条组上步进式向后移动。
偏心轮的转动靠电机通过长轴带动涡轮蜗杆减速机传动实现,该步进式冷床在偏心轮传动轴上配置平衡摆,以平衡动齿条的重量。
上料装置采用倾斜度为15°的拖钢架,棒材轴向制动后靠自身重力滚到固定齿条上(如棒材弯曲无法利用自重滚动时,需用拨钢器将棒材拨入静齿条组内),由动齿条组循环运动将轧件步进式移动。
步进式翻转冷床故障分析及改进
( 广东省韶关钢铁集 团有限公 司, 广东 韶关 52 2 ) 11 3 摘 要: 通过对步进式翻转 冷床在运行过程中出现的一些常见故障的分析 , 阐释故 障产生的原因 , 并提出改进措施
文献标识码 : B
关键 词 : 步进式 翻转冷床 ; 连接螺栓 ; 尾轴轴 承座
总 第 15期 8 21 0 2年 4月
南
方
金
属
S um . 1 5 8 Aprl 2 2 i 01
S OUTH ERN ET M ALS
文章 编 号 :10 9 0 ( 02 0 04 0 9— 70 2 1 ) 2— 0 0—0 2
步 进 式 翻转 冷 床 故 障分 析 及 改进
3 1 存在 问题 .
步 进式 翻转 冷 床 由于 原设 计 存 在 较 多缺 陷 , 故 障率 较 高 , 次 由于 冷床 故障造 成 停产 事故 , 且 每 多 并 年 的维修 费用 很 高 , 主要 问题如 下 .
1 冷 床横 梁 与齿 条 间 的 连接 螺 栓 容 易 断 裂 , ) 螺
欧炳 明 , : 等 步进式翻转冷床故 障分析及改进
4 1
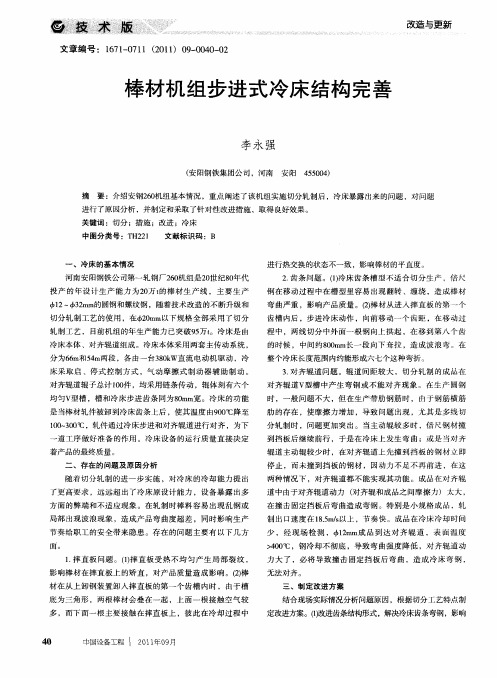
图 1 翻 转 冷 床 结构
1 概
述
1 0 ~2 00 ・m O 0 0 N
步 进式 翻转 冷 床 是 连 铸 系 统 的 一 套 关 键设 备 , 能有 效 地 使 铸 坯 得 到 冷 却 , 时 解 决 铸 坯 不 平 整 同 ( 其是 长 铸 坯 ) 弯 曲变 形 大 的 质 量 问题 . 东 省 尤 、 广 韶关 钢 铁集 团有 限公 司第 一炼 钢厂 4号 连铸 机 为三 机 三流 方坯 连 铸机 , 由于多 方 面 的原 因 , 步进 式 翻转 冷床 在运 行 中故 障 时有 发生 , 要表 现 为 : 梁 与齿 主 横 条 间 的连接 螺栓 容 易 断 裂 ; 运 动 关 节 中 的轴 套 磨 各 损严 重 , 寿命 短 ; 轴 的轴 承 座 易 损 坏 等 设 备 故 障 , 尾 严重 影 响 到连铸 机 的正 常生 产 . 一 炼 钢 厂 通 过 对 第 故 障原 因进 行 深入 研究 , 提 出针 对性 的改 进措 施 , 并 从 根本 上解 决 了这 些 难题 , 大 降低冷 床 的故 障 , 大 确 保 冷床 可靠 运 行 .
一种裙板式冷床高速上钢技术
一种裙板式冷床高速上钢技术李继【摘要】针对棒材冷床上钢速度制约生产的瓶颈问题,简要介绍了传统裙板式冷床上钢装置及达涅利"高速双通道"输送系统HTC和西马克双转毂高速上钢系统两种高速上钢装置的特点,重点介绍了一种裙板式冷床高速上钢技术的核心组成部分,可使配置传统裙板式冷床的棒材生产线的上钢速度提高至少25%以上.【期刊名称】《中国设备工程》【年(卷),期】2016(000)014【总页数】3页(P129-130,132)【关键词】棒材;裙板式冷床;高速上钢技术;技术要点【作者】李继【作者单位】陕钢龙钢西安轧钢厂,陕西西安 710021【正文语种】中文【中图分类】TG334.9冷床作为棒材厂生产工艺线上的一个必备设备,是生产过程中不可缺少的重要环节,其主要作用是承载及冷却、矫直高温轧件。
由于步进式冷床适应生产线的连轧化、轧制速度、切分轧制等要求,得到了广泛的应用。
上钢系统是冷床的关键设备之一,该设备与冷床并列布置,接受来自倍尺剪的来料,经过加速-减速-静止几个速度切换,使来料平稳有序的输入冷床本体。
裙板式冷床的上钢系统(见图1)的特点是冷床工作状态与上钢系统互不干涉,冷床作业率高。
正常生产时,冷床输入辊道输送棒材到冷床入口,此时升降裙板在高位,将棒材限制在输入辊道和裙板所成夹角的空间内,待倍尺飞剪剪切完成后,冷床输入辊道加速运转,尽量将剪切后的倍尺棒材与下一根还未剪切的棒材拉开距离;待冷床升降裙板下降至低位时,倍尺棒材沿输入辊道和升降裙板的斜面滑至裙板下方制动通道,升降裙板迅速升至中位,即可挡住下一根还未剪切的棒材,防止其影响已经滑至裙板下方的棒材的继续制动;待倍尺制动的棒材停止或接近停止时,升降裙板升至高位,将已经倍尺制动的棒材送至冷床矫直板的第一个齿槽内,然后启动冷床本体,将棒材向冷床输出方向输送,此周期性动作即可实现冷床的收集。
近年来我国大量建设的棒材生产线大多为全连轧机与裙板式冷床组合的方式。
棒材冷床功能精度恢复的实施方法
棒材冷床功能精度恢复的实施方法摘要:介绍棒材步进式冷床的工作原理,重点介绍步进式冷床年久失修后如何通过检修调整来彻底恢复其功能精度,从而满足生产需求。
关键词:冷床;涡轮箱;传动轴;偏心轮;齿条1、前言步进式冷床是轧件冷却和传输的核心设备,主要由飞剪后输送辊道、裙板上料装置、冷床本体、对齐辊道、移钢小车、输出辊道、定尺冷剪等零部件组成。
其中冷床本体由冷床传动装置、矫直板装配、齿条装配等组成。
冷床本体常用配置为两台电机带4台涡轮箱传动,零部件众多且复杂,其装配后占地面积120米*12米。
由于冷床本体自身重量约300吨,轧件在齿条上铺满后约60吨,轧件在步进式冷床上温度高达900多度,故冷床长期处于低速重载、高温、粉尘大的极度恶劣的条件下进行工作。
在国内棒材过分追求产能的大环境下,较难给与冷床较长时间的检修维护,大部分产线只是利用日常的停机时间进行基本的维护保养,无法从根本上解决问题,导致冷床设备功能进一步劣化,故障频繁,严重影响了生产节奏及轧件质量。
从实际经验来看,棒材冷床在年久失修后大多出现如下共性问题:冷床传动电机或涡轮箱地脚松动,高速轴与低速轴安装位置不成90度,偏差较大,造成电机或涡轮箱运转时振动、磨损加剧,严重时出现烧电机、涡轮箱扫齿或传动轴断轴事故。
低速轴水平偏差较大,据现场测量局部位置甚至大于4/15000,两条低速轴平行度局部大于10mm,两轴高度差大于10mm,造成冷床动梁框架跑偏,齿条错齿,冷床在步进时钢材打扭弯曲,严重影响钢材质量及步进节奏。
偏心轮安装位置严重超差,部分产线冷床主轴偏心轮全长累计偏差达70mm以上,造成整个动梁跑偏、动梁框架变形、齿条错齿、钢材打扭,同时影响拖轮、偏心轮的使用寿命。
冷床齿面高低不平,动齿、定齿弯曲变形严重,直线度不同一,冷床在步进过程中极易挂钢,生产节奏慢,处理挂钢安全风险高。
2、实施方法1、重新对冷床主轴基准进行校核:(1)以轧制中心线、轧制标高为基准线。
棒材机组步进式冷床结构完善
是当棒材轧件被卸到冷床齿条上 后 ,使其温度 由9 0( 至 0  ̄降 2
10 3 0C,轧件 通过冷床步进和对齐辊道进行 对齐 ,为下 0~0  ̄
一
道工序 做好准备 的作用 。冷床设备 的运行 质量直 接决定
着产品的最终质量 。
二 、 存在 的 问题 及 原 因分 析
停止 ,而未撞 到挡板 的钢材 ,因动力不 足不再前进 ,在 这
底 为三角形 ,两根棒材 会叠在一起 ,上 面一根 接触空气 较
结合现场实际情况分析问题原 因,根据切分 艺特点制
多 ,而下 面一 根主要接 触在摔直板 上 ,彼此在 冷却过程 中
定改进方案 。f改进齿条结构形式 ,解决冷床齿条弯钢 ,影响 1 )
4 0
中 设备 程 I 21年 9 国 工 o1 o月
>0  ̄ 4 0C,钢冷却 不彻底 ,导致弯 曲强度 降低 ,对 齐辊道 动
力 大 了 ,必将 导致撞 击 固定挡 板后 弯 曲 ,造成 冷 床弯 钢 ,
无法对齐 。 三 、制 定 改 进 方 案
1 摔直 板 问题 。( 摔 直板 受热 不均 匀产 生局 部 裂纹 , . 1 )
影 响棒材 在摔直板 上的矫直 ,对产 品质 量造成 影响 。( 棒 2 ) 材在 从上卸 钢装置卸 入摔直板 的第一个齿 槽 内时 ,由于槽
随着切分 轧制 的进一 步实施 ,对冷 床 的冷却能 力提 出 了更高要求 ,远远超 出 了冷床 原设计能 力 ,设 备暴露 出多
方面 的弊 端和不适应 现象 。在 轧制 时棒 料容 易出现 乱钢或
两种 情况下 ,对齐辊道都 不能实现 其功能 。成 品在对齐辊
道 中由于对齐辊道 动力 ( 齐辊和成品之 间摩擦 力)太大 , 对 在撞 击 固定挡 板后弯 曲造 成弯钢 。特别是小 规格成 品 ,轧
步进式冷床卸料装置液压系统的优化设计
步进式冷床卸料装置液压系统的优化设计摘要:介绍步进式冷床卸料装置的结构和工作原理,并针对使用中出现的问题进行了理论分析,通过优化设计提高液压系统的同步性、可靠性和稳定性,经过实践检验,改进后的液压系统运行可靠有效,减少了生产事故,提高了成品率。
关键词:步进式冷床、卸料装置、液压系统、优化设计1步进式冷床简介冷床是棒材生产线上不可缺少的设备,其设备始于倍尺飞剪后,止于冷剪,主要功能是使经过高温轧制后的钢材经过倍尺剪切,平稳的输送到冷床得到有效的缓冷并输送到冷剪进行成品剪切。
冷床结构有步进式、斜台架式、链式、托盘式等。
步进式冷床作为棒材连轧自动化生产线中的新一代冷床形式被引进到国内以来,由于适应现代高速轧制生产线的连轧化、高速轧制性、自动化和切分轧制的要求,具有冷却均匀、对钢材表面损伤小等特点,因此在国内近年新建的轧线中得到了很广泛的应用。
步进式冷床主要由加速辊道、上卸钢装置、冷床本体、对齐辊道装置、卸料装置和输出辊道组成。
目前要求冷床满足的工艺要求为:棒材终轧速度v=12~18m/s,轧件长度60m~110m,适应棒材的移钢和切分轧制。
1.1冷床卸料装置冷床卸料装置由排料运输链和料层运输小车组成。
冷床卸料装置的作用是排料运输链按照冷床活动梁运动节奏将棒材按预设定的间距和根数逐根布料,然后将棒料移送一个较大步距至托料位形成料层,料层运输小车拖架将成层的棒材拖起,横向将棒材运送到输出辊道上方放下,棒材在输出辊道上运送到冷剪剪切,小车降到辊道以下后,返回至拖料位等待下一周期动作。
1.2冷床卸料装置液压系统动作原理托板小车有高位、低位两个工作位置,当排料运输链将冷床活动梁输送的轧件按照设定的间距和根数布好料后,托板小车从接料低位升起,直至高位托起布好的料,通过料层运输小车输送到相应的位置后,托板小车从高位运行至低位,完成从冷床到输出辊道的卸料,托板小车再运行到托料位,完成一个工作过程,如此循环,达到连续轧制卸料的目的。
型钢步进式冷床的改造与实践
冷床输入辊道 中心线 至冷 床输出辊 道中心 线距离为 200 m 0 0m ,床面长度为 700 m 80 m 。冷 床采 用一 台功率为 12W 的直流电机驱动 ,主 3k 传动 中心线 由三台蜗杆减速机进行传动 ( 见图 1 。床 面齿 条有 动齿 条 和定 齿 条 ,齿距 均为 ) 10 m。当钢进入冷床后 ,通 过偏心轮 的转动 8m 实现冷床床面 的升降和横移 ,从而实现将 高温 钢材从冷床的输入端输送到输出端 。同时 ,由 于床面上的齿条分布较密 ,其齿顶横 向在 同一 直线上 ,因此 ,高温钢材在 冷床上 的平直度较
le n i i Lig n we e nto u e n uag r i r d c d,a d he o nt r a u e a d out ns n t c u e me s r s n s l i we e o r pu f r r b p i tn t o wa d y o n ig t o i i l e i n a d q i me n g me . o rgna d sg n e u p ntma a e nt
根据现场条件和生产的要求 ,我们对以上 3 种方案进行比较 ,方案一存在以下缺陷 : ( )对 热 钢 进 行 强 制 冷 却 必 然 造 成 长 7 m 1 0
( c a i lP w rta t Meh nc o e } n ) a l
Ab t a t T e sr cu e c a a trsis o e t n wak n e m f me i m e t n a d m o l g s r c h t t r h r c e it f s c i l i g b a o d u s c i tn e r li u c o o n
步进式冷床裙板液压系统的改进设计
2010年8月第16卷第3期安庆师范学院学报(自然科学版)J o ur nal o f A nqi ng T each er s C ol lege(N at u r al Sci ence Edi ti on)A ug.2010V O I.16N o.3步进式冷床裙板液压系统的改进设计葛还顺(马钢设备检修股份有限公司物资供应部,安徽马鞍山243000)摘要:介绍了步进式冷床裙板的结构与工作原理,并针对运行中出现的问题进行分析研究,设计利用蓄能器吸收震动和增加供压能力,利用溢流阁提高系统可靠性。
所设计的液压系统运行平稳,大大减少了冷床工艺事故.关键词:步进式冷床;液压系统}设计中圈分类号:T G333.3文献标识码:A文章编号:1007--4260(2010)03--0074--021步进式冷床简介冷床是轧钢生产线上不可缺少的设备,其主要功能是使经过高温轧制后的钢材冷却并缓慢移送到精整区。
冷床结构有步进式、斜台架式、链式、托盘式等等。
步进式冷床由辊道、上钢装置、冷床本体、齐头装置、卸钢装置等五部分组成。
上钢装置由倾斜放置的圆柱形辊道构成,辊道上钢后由升降式裙板制动,裙板升降动作一般采用液压系统实现。
步进式冷床本体由固定梁、活动梁、升降机构和步进机构等组成,其中床面由动齿条和静齿条组成,钢材横置于齿条之上,工作时,动齿条上升托起钢材往前平移。
步进式冷床的工艺特点是:冷却均匀,对钢材表面损伤小,产品质量高[1]。
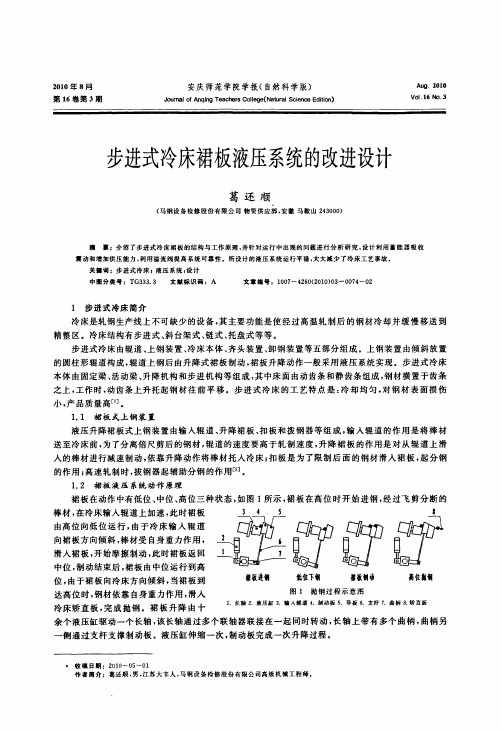
1.1裙板式上钢装置液压升降裙板式上钢装置由输入辊道、升降裙板、扣板和拨钢器等组成,输入辊道的作用是将棒材送至冷床前,为了分离倍尺剪后的钢材,辊道的速度要高于轧制速度,升降裙板的作用是对从辊道上滑人的棒材进行减速制动,依靠升降动作将棒材托人冷床;扣板是为了限制后面的钢材滑入裙板,起分钢的作用;高速轧制时,拔钢器起辅助分钢的作用[5]。
1.2裙板液压系统动作原理裙板在动作中有低位、中位、高位三种状态,如图1所示,裙板在高位时开始进钢,经过飞剪分断的位,由于裙板向冷床方向倾斜,当裙板到达高位时,钢材依靠自身重力作用,滑人冷床矫直板,完成抛钢。
步进式冷床工作原理与安装制造
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
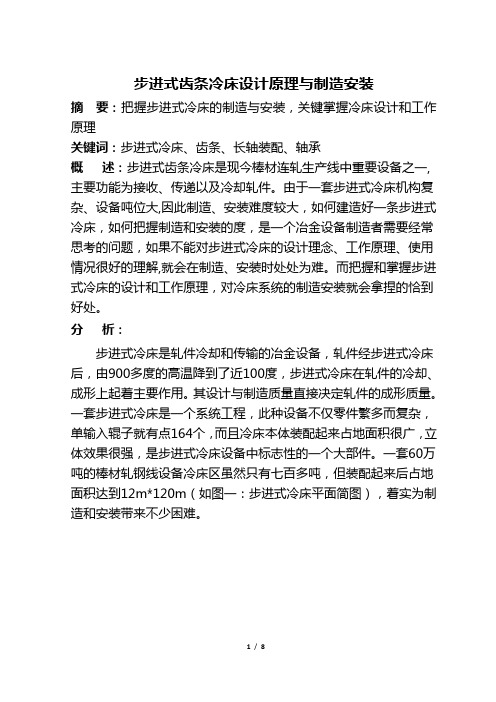
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装臵、冷床本体、成排链装臵、输出辊道装臵(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装臵,然后输送至上卸钢装臵,经拨料装臵、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装臵收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
冷床调试施工

齿条步进式冷床调试施工工法1、前言冷床是现今棒材连轧生产线中重要设备之一,是生产过程中不可缺少的重要环节,主要功能是高温轧件的承载、接收、传递以及冷却。
目前主要的冷床形式有:推杆式、链条式、步进式。
而步进式冷床因其的诸多优点,被广泛应用于棒材连轧生产线上。
本工法的编写依照步进式冷床工艺流程的顺序,以及“由单体到区域、由区域到全线、由点动到连续、由低速到高速、由低载到重载、由手动到自动”的调试原则编写。
2、工艺的特点1、单体试车量较大。
2、控制点位密集,检测元件多。
3、同一时间内试车项目的内容多,时间紧。
4、试车准备工作较多。
5、试车参加人员较多,机、电、仪要互相配合,安全工作要求高。
3、适用范围本工法适用于棒材连轧生产线齿条步进式冷床设备的调试。
4、工艺原理高温轧件由成品飞剪剪切后进入输入辊道,经过平辊运输辊道逐步过渡到上料机构,经拨料装置、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却后,一方面经缓冲收集输入辊道输送至缓冷收集台架继续冷却,另一方面经下料机构卸到缓冲收集台架,带调走。
5、工艺流程及操作要点5.1 工艺流程5.2操作要点5.2.1冷床输入辊道主要承接液压剪剪切后的轧件,输送到冷床。
每根辊子由一个齿轮减速电机单独传动,交流变频调速。
辊子间设有辊道盖板,辊道两侧设有导向板,为钢坯导向的同时可防止钢坯对辊子轴承的热辐射。
辊道末端设置有两个升降挡板,其中一个用于液压剪切定尺,另一个用于确定走钢线。
(1)当控制走钢线的升降挡板位于高位时,高位接近开关感应,辊道才可运转,以免轧件冲出辊道。
(2)液压剪剪刃向上运动时,辊道严禁运转。
当液压剪将轧件剪断且下剪刃降至低位(低于辊面)后,辊道才可运转,以免损伤设 备擦伤轧件。
(3)冷床上料结构托料臂连杆与水平方向夹角在60°范围内时,即托料臂尚处于辊道上方时,输入辊道不得运转,以防止轧件撞击托料臂。
5.2.2冷床上料机构主要将轧件从辊道上托转到冷床上。
步进式冷床工作原理与安装制造
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
摘要图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装置、冷床本体、成排链装置、输出辊道装置(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装置,然后输送至上卸钢装置,经拨料装置、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装置收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
无缝钢管生产线步进式冷床设计优化
无缝钢管生产线步进式冷床设计优化摘要:以某∅159mm无缝钢管连轧机组生产线步进式冷床设计为例,简单介绍步进式冷床的生产工艺及目前存在的问题,着重推导并提出该问题冷床的优化设计方案,对于冷床改造设计具有一定的参考意义。
关键词:步进式冷床;增加1.5°斜垫板;液压缸1步进式冷床动作工艺参数步进式冷床为无缝钢管连轧机组生产线常用配置的冷却设备。
由于设计时工艺要求步进式冷床的工作状态为:取料→前进→放料或者为取料→踏步(多次或单次动作)→前进→送料重复动作,由于冷床本体凸轮的偏心设计,保证钢管在固定时间周期在每个齿槽内滚动一定角度,使得红热金属在圆周方向接触冷床齿面的时间保持一致,其在冷却过程中边滚动边冷却,保证钢管冷却的均匀性,以获得良好直线度的钢管产品。
张力减径后的红热钢管经输送辊道运输至冷床入口,由升降机构将钢管送至浆式拨料钩上,启动拨料钩将钢管送至冷床第一个静齿槽内存放。
根据冷床动作工艺要求,钢管在齿条上有两种工作方式:踏步动作(升降)和前进动作(升降+平推)两种,动作分解如下:单排布料:取料→前进→前进…放料;双排布料:取料→踏步→前进→踏步→前进…放料;三排布料:取料→踏步→踏步→前进→踏步→踏步→前进…放料;四排布料:取料→踏步→踏步→踏步→前进→踏步→踏步→踏步→前进…放料。
为保证钢管冷却的均匀性,当冷床在踏步动作时,钢管在同一个齿槽内滚动固定角度,以保证冷床在固定间隔时间内,钢管完成一定角度的滚动,保证钢管在整个冷却过程中的均匀性,以获得良好直线度的冷却钢管产品。
某钢厂步进式冷床为上坡式,台面倾角4.8°。
冷床具体参数如下:冷却钢管外径:∅60~180mm;冷却钢管壁厚:3.5~27mm;冷床长度:23m;冷床宽度:90m;冷床布料形式:单排,双排,三排,四排布料;冷床入口钢管温度: 820~900℃;冷床出口钢管温度:<100℃;冷却率:大于85%;冷床齿距:160mm,偏心距60mm;冷床台面整体斜度:4.8°;水平油缸参数:液压缸C25WE125/70-130MII-N;冷床液压站参数:油箱:15000 L;主泵流量:8×265L/min;主泵电机功率:8×75kW (7+1);主泵电机转数:1500rpm;试验压力:21Mpa;循环泵流量: 692 L/min;循环泵电机功率: 22kW;循环泵电机转数: 1450rpm;循环系统最高压力: 1.6 Mpa;系统清洁度:NAS7;工作介质:矿物油VG46。
世界最大的宽165米冷床设计
世界最大的用于热轧无縫钢管冷卻的宽165米冷床的设计、制造和调试宝钢¢140连轧管车间中处于张力减径后的冷床是一台比较大型的设备,此设备由西德德马克公司设计,由我厂设计转化和制造。
设备包括冷床输入、冷床本体和冷床输出三大部分,设备总重约1800吨。
冷床为齿条式的步进式冷床,其宽度为165米,长度为20米,在其宽度上分二段。
一段为60米,另一段为105米。
根据生产钢管实际长度的需要,在这两大段之间有冷床传动的离合装置,通过它的离合可使冷床60米段或整个冷床床面运动。
冷床上输送的钢管是从张力减径机输送过来的(参见示意图),其尾部是对齐的。
在冷床下设有风机对成品钢管进行强制冷却,使其温度迅速降至100~300℃,然后通过输送辊道送至锯床切割。
冷床的节拍时间为0~5次/分。
以下对冷床的技术参数,制造方面和安装调试方面的有关问题做一说明。
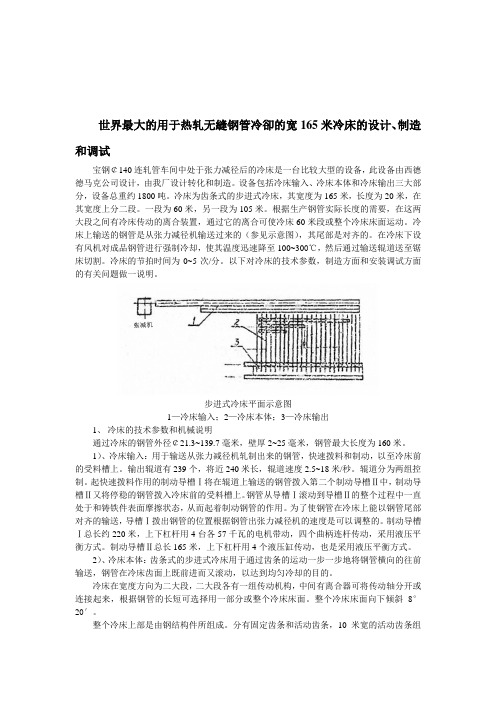
步进式冷床平面示意图1—冷床输入;2—冷床本体;3—冷床输出1、冷床的技术参数和机械说明通过冷床的钢管外径¢21.3~139.7毫米,壁厚2~25毫米,钢管最大长度为160米。
1)、冷床输入:用于输送从张力减径机轧制出来的钢管,快速拨料和制动,以至冷床前的受料槽上。
输出辊道有239个,将近240米长,辊道速度2.5~18米/秒。
辊道分为两组控制。
起快速拨料作用的制动导槽Ⅰ将在辊道上输送的钢管拨入第二个制动导槽Ⅱ中,制动导槽Ⅱ又将停稳的钢管拨入冷床前的受料槽上。
钢管从导槽Ⅰ滚动到导槽Ⅱ的整个过程中一直处于和铸铁件表面摩擦状态,从而起着制动钢管的作用。
为了使钢管在冷床上能以钢管尾部对齐的输送,导槽Ⅰ拨出钢管的位置根据钢管出张力减径机的速度是可以调整的。
制动导槽Ⅰ总长约220米,上下杠杆用4台各57千瓦的电机带动,四个曲柄连杆传动,采用液压平衡方式。
制动导槽Ⅱ总长165米,上下杠杆用4个液压缸传动,也是采用液压平衡方式。
2)、冷床本体:齿条式的步进式冷床用于通过齿条的运动一步一步地将钢管横向的往前输送,钢管在冷床齿面上既前进而又滚动,以达到均匀冷却的目的。
新型齿进式冷床的设计与应用
5
2
【 摘要】 通过对棒材厂不同冷 床结构的比 介绍了 较, 一种新型步进式冷 床的结构设计, 尤其是该冷 3
2 床对轧件具有自 动矫直作用, 其它冷 对 床的技术改造提供参考。 关键词: 步进式冷床; 动矫直; 自 设计 3 3
3步进 式冷床结构设计
3 1冷 床传 动布 置 结构 .
步进式冷床主要由上料装置 、 冷床本体 、 矫直装置等几部
★来 稿 日期 :0 5—0 20 8—1 5
C E u j n HU Z a q Y N h n l H N H a— i g, hn— i A G C e g— i a , n (C o g igU i r t o Sinea dT c nlg, hn qn 0 0 0 C ia ‘h nqn nv sy f c c n eh o y C o gig4 0 5 , hn ) e i e o ( a sa nvri , b i 6 0 4 C ia nh nU i sy Hee 0 6 0 , hn ) Y e t
2 tc r eteaoth Wwln a on d Icn ti t sh outtr i ser c sute a r but l a i b mc lgb . r g e e r c. o d f e e r u f us et ' C k g e o i e ta sa h nt p d Ip v eren 2 o hrolg e. yrt on d o ec i b ; 2 K y od: l n e on e; t i t ; e g e w rs Wa i ba c lg d S a h n D s n k g m oi b rg e i 3
1#连铸冷床大修方案.doc
1#连铸步进式翻转冷床大修方案炼钢维保车间二〇一五年十二月目录1 冷床工况现状 (1)2 现阶段冷床给生产带来的影响 (1)3 冷床现状下采取的维修方式 (2)4 步进式翻转冷床原设计能力 (3)5 原冷床设计与制作安装的相关技术要求 (3)6 针对目前冷床现状给予的建议及大修内容 (4)7 冷床平面图及基础平面示意图 (4)8 土建处理方案 (6)9 大修预算 (7)10 施工周期 (8)11 冷床检修铸坯转运方案 (9)一、冷床工况现状钢轧厂炼钢工序1#连铸步进式翻转冷床自2006年安装使用至今,由于冷床床体受高温烘烤变形,且多次修复举升轨道、同步轴基础后标高不一致,造成冷床受力不均,故障频发,对生产影响较大,具体现状如下:1、步进式翻转冷床举升爬坡轨道基础共有12组,冷床举升、横移以及同步轴基础共有8组,其中冷床举升爬坡轨道基础出现了不同程度下沉,原混凝土基础垮塌、松动,导致基础螺栓剪断。
2、冷床举升同步轴于2012年年底由机制公司制作更换,后因震动偏大,于2015年5月份再次断裂,因考虑到成本和施工周期缘故,当时对冷床同步轴进行了半轴更换以保生产,但目前震动依旧偏大,无法对其进行调整。
3、冷床举升、横移横梁分别有6组,这12组横梁因长期处于高温、潮湿环境下,变形严重,无法校正。
4、因目前冷床举升爬坡轨道基础高矮不一,冷床举升、横移滚轮在运行过程中受力不均,从而导致滚轮、轨道磨损剧烈,同时爬坡轨道也易垮塌。
5、冷床举升、横移连杆铜套易磨损,冷床在运行过程中,步进不一,钢坯翻转不同步。
6、冷床动齿条、定齿条磨损严重,钢坯在冷床上已经无法自由翻滚。
7、冷床举升油缸动力不足,举升困难,该改造项目已计划在2016年1月份定修中进行实施。
二、现阶段冷床给生产带来的影响1、热钢坯在冷床上已经无法自由翻转,钢坯与钢坯之间彼此抵压移动至收集区域,导致钢坯冷却不均形成弯坯。
2、钢坯在不热送的情况下,需全部上冷床进行冷却,但以目前冷床的翻转速度已无法满足工艺要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参考文献
〔1 〕彼特·科斯特洛. 乔伊斯 〔M〕 . 何及锋,柳荫 , 1990. 译. 北京: 中国社会科学出版社, 〔2 〕布莱恩·飞利浦. 一个青年艺术家的画像— — —导读 〔M〕 . 田一万, 2003. 译. 天津: 天津科技翻译出版社, 〔3 〕海德格尔. 诗·语言·思 〔M〕 . 北京: 文化艺术出版社, 1991. 〔4 〕 〔M〕 . 上海: 上海外语教育出版社, 1985. 侯维瑞. 现代英国小说史 〔5 〕李维屏. 乔伊斯的美学思想和小说艺术 〔M〕 . 上海: 上海外语教育出版社, 2004.
3. 2. 2 床身变形对步进式冷床的影响 动齿条床身在长时 间 运 行时, 长期 承载 高 温 红 钢, 产生 微量的扭曲变形由 原 来 的 正 方 形 变 为 菱 形。 但由于 螺栓 的 束缚无法完全满足其变形量而产生应力, 从而导致动 齿 条 四 个偏心轮所受的 力 不 一 致。 影响 冷 床 的 正 常 运 行。 有效的 解决方法是定期松开螺栓解除束缚释放应力。
8 辽宁科技学院学报 第 14 卷 文章编号: 1008 - 3723 ( 2012 ) 02 - 0008 - 02
步进式冷床 的结 构 分析及 其现场维护
a b 李军 , 代鑫
( 本钢板材股份有限公司 a. 设备部机动处 ; b. 特殊钢厂机动科; 辽宁 本溪 117000 ) 摘要: 介绍了特钢厂 800 轧线大棒步进式冷床的结构形式及工作原理。总结了该装置使用以来由于设备安装缺陷而 产生 的故障, 并对部分改进方案的实施性、 可靠性进了的分析, 并采取了相应的改进措施。 关键词: 步进式冷床; 棒材生产线; 结构分析; 现场维护 中图分类号: TG113 文献标识码: A
图1
步进式冷床结构图
1 动齿条; 2 静齿条; 3 偏心轮; 4 涡轮蜗杆减速机; 5 长轴; 6 电机 收稿时间: 2012 - 04 - 12 作者简介: 李军( 1953 - ) , 男, 辽宁本溪 人, 本钢 板 材 股份 有 限公司设备部机动处工程师.
Vol. 14 No. 2 第 14 卷 第 2 期 辽宁科技学院学报 2012 年 6 月 JOURNAL OF LIAONING INSTITUTE OF SCIENCE AND TECHNOLOGY Jun. 2012 h = 3200 × tg0. 06 = 3. 36mm
独白、 自由联想、 蒙太奇、 梦境和幻想等手法, 用诗意 的语言表达了斯蒂芬 追 求 梦想 的 勇 气, 他 为了 拯救 。他 他病态的 民 族 而 采 取 的 主 动 的 积 极 的“逃亡 ” 勇敢地反抗压抑他 个 性和 追 求 的 牢笼, 听从心灵自 由的召唤, 追逐自 己 的 梦想, 创 造 诗 意 的 生 活, 彰显 诗性的存在!
2
2. 1
步进式冷床结构及工作原理
步进式冷床上钢装置的组成
步进式冷床主要由冷床输入装置、 拖钢架、 拨钢 器、 静齿条、 动齿 条、 偏 心轮 及 减 速 机 传 动 轴 组 成 如 图 1 所示。输入装 置 用 于 将 棒 材 输送 至 拖 钢 架, 拖 钢架上的棒材再由拨钢器拨入静齿条组内。静齿条 组静止固定在支座 上, 起 着 在 动 齿 条 组 运 动到 低 位 时承载轧件的任务。动齿条随着偏心轮的转动而循 环升降步进, 将轧件从静齿条组上步进式向后移动。 偏心轮的转动靠电机通过长轴带动涡轮蜗杆减速机 传动实现, 该步进 式 冷 床 在偏 心轮 传 动 轴 上 配 置 平 衡摆, 以平衡动齿条的重量。
1
前言
2. 2
基本工作原理
本钢特钢厂 800 大、 小 棒 轧 钢 产 线是 从 意 大 利 SIEMENS - VAI - POMINI 公司 引 进 的 具 有 世 界 先 进水平的棒材轧制线, 其产品规格为 Φ20 ~ Φ200 圆 钢, 年 生产 能 力 为 110 万 吨, 整 条 轧 制 线 主要设 备 有: 轧机、 分剪、 锯、 夹紧装置、 卡断剪、 活套、 冷剪、 冷 床、 收集装置、 除磷系统, 穿水装置、 测径仪等。经过 近 5 年左右的生产 存在 的 问题 是, 大棒步进式冷床 在生产 Φ85 ~ Φ200 时冷 床 本 体 的 跑 偏 影响 其 矫 直 功能, 严重时偏心轮 的 配 合 轮 脱 离运 行 轨 道 造 成 床 身脱离严重影响 生产。 为 确 保 生产 的 顺利 进行, 故 对步进式冷床上钢装置进行结构分析。
图 2 冷床上钢装置基本动作原理 t 为偏心轮旋转时间; t0—t1 为动齿条从低位上升至高位时间; t1 —t2 为动齿条从高位下降至底位时间;
3
3. 1
存在问题及改进措施
步进式冷床运行严重偏离轨迹易导致事故 步 进 式 冷 床 运 行一 段 时 间 后, 配合轮出现偏离
轨道, 轻微 时严重 磨损 偏 心轮, 降低 设 备 的 使 用 寿 命。严重时配合轮 脱 离 偏 心轮 的运 动 轨 迹, 使得 动 齿条床身无法动作, 从而导致全线停产。 3. 2 产生运行高低不平的主要原因及解决方案 3. 2. 1 安装对步进式冷床的影响 步进式冷床在安装过程中由于设备精度和安装 误差导致步进式冷 床 高低 不 平, 冷 床 在 日 常 生产中 由于动齿条床身出 现 高低 不 平, 导致 冷 床床身 的 重 心出现偏差如图 3 所示。通过添加垫片的方法来解 决此问题。垫片 的高度 h = L ( 轴 长 ) × tgθ ( θ 为 倾 斜角)
4
结语
பைடு நூலகம்
通过 对步 进 式 冷 床 结 构 及 故 障 原因 的 分 析, 找 出了影响步进式 冷 床 正 常 工 作 的 原因及 维护 方 案。 从而确保顺利生产, 提高设备的使用寿命, 取得了良 好的效果。
重心偏离图
图3
G 为 重 力 ; F1 为 重 力 的 横 向 分 力 ; F2 为 重 力 的 纵 向 分 力
( 上接第 26 页)
界中, 他困惑不已, 但是, 在一番追问和探索中, 他没 , 有被外在的 羁绊困住, 没 有 选择“被迫 地 居 住 ” 而 , “自 由 地 ” 是听从内心深处的呼唤 选择 了 人 生 的方 “诗意地” ,“超 越 ” 向, 找到了 生存 和 居 住 的方式 了 , “超 越 ” 简单地按照他人的预设 模 式 而 选择 的 生 活 了对岌岌可危、 压 抑 落 后 的 现实不 置 可 否 的 麻木 而 堕落的生活。乔伊斯 采 取 了 意 识 流 的技 巧, 如内心
参考文献
〔1 〕安杰罗. POMINI 设备使用图纸 〔K〕 . 2004. 〔2 〕卢卡 . POMINI 设备使用手册 〔K〕 . 2004.
Structural style and adjustment of the step cold bed LI Jun,DAI Xin
( Benxi Iron and Steel Plates Co. ,Ltd. devices motor at , BX STEEL Special Steel Plant liaoning benxi 117000 ) Abstract : This introduce about the 800 big Rolling Line structural style and operating principle of the step cold bed . The existing problems of the system were analyzed and the countermeasures were put forward. Key words: bar; step cold bed; eccentric wheel.
上料 装 置 采 用 倾斜 度为 15° 的 拖 钢 架, 棒材轴 向制动后靠自身重 力 滚 到 固 定 齿 条 上 ( 如 棒 材 弯曲 无法利用自重滚 动 时, 需 用 拨 钢 器 将 棒 材 拨 入 静齿 条组内) , 由动齿条组循环运动将轧件步进式移动。 步进式冷床的基本动作原理如图 2 所示。在 静 止位置时偏心轮处 于 低 位 动 齿 条 低 于 静齿 条; 当 棒 材滚进静齿条 t0 时刻, 电机 启 动 带 动 偏 心轮旋 转 由 低位 向高 位 运 动到 t1 时刻, 在 动 齿 条 向 上 运 动 时, 将棒材托起并向后托动越 过 静齿 条 的 齿 顶; 在 t1 时 停留 至 t0 时刻 完 成 一 个 动 刻动 齿 条 向. 下 位 运 行, 作周期。步进式冷床除了棒材收集外还有矫直功能。