新型步进式冷床的设计与应用
步进式冷床的设计与使用
步进式冷床的设计与使用张翠兰,郎月翠摘要:通过步进式冷床的使用,说明新技术的消化吸收工作,关键在设计与使用过程中,对运动轨迹的观察、分析、总结,充分发挥设备的潜在能力。
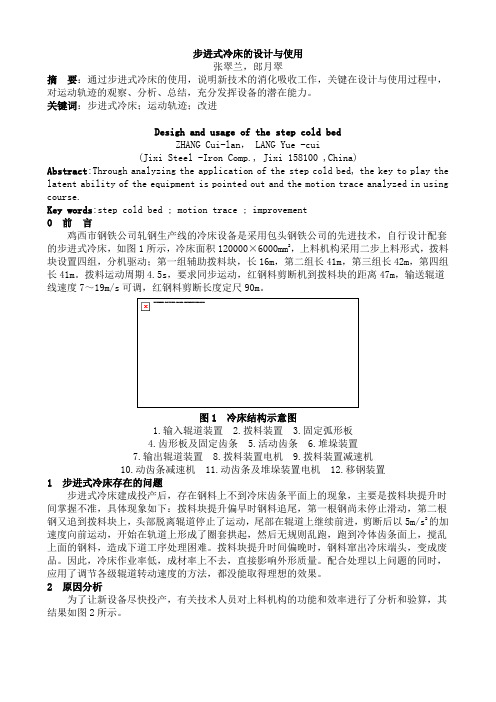
关键词:步进式冷床;运动轨迹;改进Desigh and usage of the step cold bedZHANG Cui-lan, LANG Yue -cui(Jixi Steel -Iron Comp., Jixi 158100 ,China)Abstract:Through analyzing the application of the step cold bed, the key to play the latent ability of the equipment is pointed out and the motion trace analyzed in using course.Key words:step cold bed ; motion trace ; improvement0 前言鸡西市钢铁公司轧钢生产线的冷床设备是采用包头钢铁公司的先进技术,自行设计配套的步进式冷床,如图1所示,冷床面积120000×6000mm2,上料机构采用二步上料形式,拨料块设置四组,分机驱动;第一组辅助拨料块,长16m,第二组长41m,第三组长42m,第四组长41m。
拨料运动周期4.5s,要求同步运动,红钢料剪断机到拨料块的距离47m,输送辊道线速度7~19m/s可调,红钢料剪断长度定尺90m。
图1 冷床结构示意图1.输入辊道装置2.拨料装置3.固定弧形板4.齿形板及固定齿条5.活动齿条6.堆垛装置7.输出辊道装置8.拨料装置电机9.拨料装置减速机10.动齿条减速机11.动齿条及堆垛装置电机12.移钢装置1 步进式冷床存在的问题步进式冷床建成投产后,存在钢料上不到冷床齿条平面上的现象,主要是拨料块提升时间掌握不准,具体现象如下:拨料块提升偏早时钢料追尾,第一根钢尚未停止滑动,第二根钢又追到拨料块上,头部脱离辊道停止了运动,尾部在辊道上继续前进,剪断后以5m/s2的加速度向前运动,开始在轨道上形成了圈套拱起,然后无规则乱跑,跑到冷体齿条面上,搅乱上面的钢料,造成下道工序处理困难。
无缝钢管热处理工艺及设备选型
无缝钢管热处理工艺及设备选型荆长安【摘要】介绍了无缝钢管热处理的目的、常用热处理工艺和热处理制度,以及热处理工艺流程、平面布置的选择方法和设备选型的基本原则;分析了热处理设备的工作原理、优缺点及其适用范围.为企业投资者和从事相关专业的技术人员提供参考.根据热处理产品大纲来确定热处理工艺平面布置及设备选型;根据企业现有条件进一步优化设计方案,使热处理工艺制度、工艺设备配置达到最佳.【期刊名称】《钢管》【年(卷),期】2016(045)001【总页数】6页(P35-40)【关键词】无缝钢管;热处理工艺;设备选型;产品大纲;优化设计【作者】荆长安【作者单位】中冶赛迪工程技术股份有限公司,重庆401122【正文语种】中文【中图分类】TG155;TG156荆长安(1980-),男,工程师,主要从事钢管工艺设计与咨询工作。
无缝钢管的质量与其制造方法、化学成分及金相组织密切相关,在不改变制造方法及化学成分的前提下,要提高无缝钢管使用性能则需要改变无缝钢管的组织形态,采用热处理工艺可改变无缝钢管的组织结构和性能,满足无缝钢管标准的规定或采购方的特殊技术要求。
(1)保证产品的使用性能:如管线钢管、石油油管、石油套管、钻杆、高压锅炉用无缝钢管等经过热处理的钢管,可直接用于设备或工程中。
(2)满足产品继续加工要求:如轴承钢管、气瓶用无缝钢管、机械用管等,用户根据用途对此类钢管进行二次加工。
(3)提高钢级的性能参数:通过热处理工艺,使某些低钢级无缝钢管达到较高钢级无缝钢管的使用性能,此方式可节省合金元素用量,降低无缝钢管的生产成本。
钢管品种众多,所使用的钢级(种)也不尽相同,同一品种的钢管其化学成分也可能存在一定差异,但经过热处理后钢管都能达到相关技术标准或采购方的技术条件。
依据产品标准,钢管热处理工艺主要有以下5类[1-4]。
(1)淬火+高温回火(Q+T,又称调质处理):将钢管加热至淬火温度,使钢管内部组织转变为奥氏体,再以大于临界淬火速度快速冷却,使钢管内部组织转变为马氏体,再配合高温回火,最终使钢管组织转变为均匀的回火索氏体组织。
一种裙板式冷床高速上钢技术
一种裙板式冷床高速上钢技术李继【摘要】针对棒材冷床上钢速度制约生产的瓶颈问题,简要介绍了传统裙板式冷床上钢装置及达涅利"高速双通道"输送系统HTC和西马克双转毂高速上钢系统两种高速上钢装置的特点,重点介绍了一种裙板式冷床高速上钢技术的核心组成部分,可使配置传统裙板式冷床的棒材生产线的上钢速度提高至少25%以上.【期刊名称】《中国设备工程》【年(卷),期】2016(000)014【总页数】3页(P129-130,132)【关键词】棒材;裙板式冷床;高速上钢技术;技术要点【作者】李继【作者单位】陕钢龙钢西安轧钢厂,陕西西安 710021【正文语种】中文【中图分类】TG334.9冷床作为棒材厂生产工艺线上的一个必备设备,是生产过程中不可缺少的重要环节,其主要作用是承载及冷却、矫直高温轧件。
由于步进式冷床适应生产线的连轧化、轧制速度、切分轧制等要求,得到了广泛的应用。
上钢系统是冷床的关键设备之一,该设备与冷床并列布置,接受来自倍尺剪的来料,经过加速-减速-静止几个速度切换,使来料平稳有序的输入冷床本体。
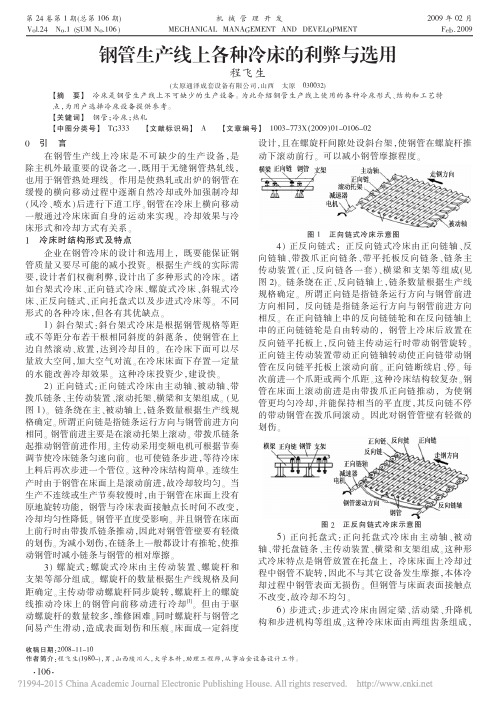
裙板式冷床的上钢系统(见图1)的特点是冷床工作状态与上钢系统互不干涉,冷床作业率高。
正常生产时,冷床输入辊道输送棒材到冷床入口,此时升降裙板在高位,将棒材限制在输入辊道和裙板所成夹角的空间内,待倍尺飞剪剪切完成后,冷床输入辊道加速运转,尽量将剪切后的倍尺棒材与下一根还未剪切的棒材拉开距离;待冷床升降裙板下降至低位时,倍尺棒材沿输入辊道和升降裙板的斜面滑至裙板下方制动通道,升降裙板迅速升至中位,即可挡住下一根还未剪切的棒材,防止其影响已经滑至裙板下方的棒材的继续制动;待倍尺制动的棒材停止或接近停止时,升降裙板升至高位,将已经倍尺制动的棒材送至冷床矫直板的第一个齿槽内,然后启动冷床本体,将棒材向冷床输出方向输送,此周期性动作即可实现冷床的收集。
近年来我国大量建设的棒材生产线大多为全连轧机与裙板式冷床组合的方式。
棒材冷床功能精度恢复的实施方法
棒材冷床功能精度恢复的实施方法摘要:介绍棒材步进式冷床的工作原理,重点介绍步进式冷床年久失修后如何通过检修调整来彻底恢复其功能精度,从而满足生产需求。
关键词:冷床;涡轮箱;传动轴;偏心轮;齿条1、前言步进式冷床是轧件冷却和传输的核心设备,主要由飞剪后输送辊道、裙板上料装置、冷床本体、对齐辊道、移钢小车、输出辊道、定尺冷剪等零部件组成。
其中冷床本体由冷床传动装置、矫直板装配、齿条装配等组成。
冷床本体常用配置为两台电机带4台涡轮箱传动,零部件众多且复杂,其装配后占地面积120米*12米。
由于冷床本体自身重量约300吨,轧件在齿条上铺满后约60吨,轧件在步进式冷床上温度高达900多度,故冷床长期处于低速重载、高温、粉尘大的极度恶劣的条件下进行工作。
在国内棒材过分追求产能的大环境下,较难给与冷床较长时间的检修维护,大部分产线只是利用日常的停机时间进行基本的维护保养,无法从根本上解决问题,导致冷床设备功能进一步劣化,故障频繁,严重影响了生产节奏及轧件质量。
从实际经验来看,棒材冷床在年久失修后大多出现如下共性问题:冷床传动电机或涡轮箱地脚松动,高速轴与低速轴安装位置不成90度,偏差较大,造成电机或涡轮箱运转时振动、磨损加剧,严重时出现烧电机、涡轮箱扫齿或传动轴断轴事故。
低速轴水平偏差较大,据现场测量局部位置甚至大于4/15000,两条低速轴平行度局部大于10mm,两轴高度差大于10mm,造成冷床动梁框架跑偏,齿条错齿,冷床在步进时钢材打扭弯曲,严重影响钢材质量及步进节奏。
偏心轮安装位置严重超差,部分产线冷床主轴偏心轮全长累计偏差达70mm以上,造成整个动梁跑偏、动梁框架变形、齿条错齿、钢材打扭,同时影响拖轮、偏心轮的使用寿命。
冷床齿面高低不平,动齿、定齿弯曲变形严重,直线度不同一,冷床在步进过程中极易挂钢,生产节奏慢,处理挂钢安全风险高。
2、实施方法1、重新对冷床主轴基准进行校核:(1)以轧制中心线、轧制标高为基准线。
无缝钢管步进式冷床的控制系统
中 图分 类 号 :T G 3 3 3 . 3 文 献 标 志 码 :B 文 章 编 号 :1 0 0 1 — 2 3 1 1 ( 2 0 1 3 ) 0 4 — 0 0 7 1 - 0 4
步 进 式 冷 床 是 无 缝 钢 管 生 产 线 的 主 要 设 备 之
一
公司 @ 2 1 9 m m新型狄塞尔机组 等斜轧项 目,江阴
通常置于定 ( 减) 径机和预精整设备之 间,主要 华润制管有限公 司、韩 国 日进集 团等 l 8 O m m连 用于钢管 的输送和旋转冷却[ 。与其他 的运输冷却 轧 项 目。 设备相 比,步进式冷床的优点在于移送过程中钢管 步进式冷床结构如图 1 所示。其机械结构主要 会自 行矫直 、表面不易被划伤 、能均匀地降温 。该 由上料机构 、升降装置 、步进装置 、踏步装置和卸
Ab s t r a c t :E l a b o r a t e d i n t h e e s s a y a r e t h e e l e c t r i c d r i v e a n d c o n t r o l s y s t e m o f t h e s e a ml e s s s t e e l t u b e wa l k i n g 。
b e a m c o o l i n g b e d . T h e c o n t r o l s o f t h e ma s t e r - s l a v e mo v e me n t o f t h e s a i d c o o l i n g b e d’ S l i f t i n g d e v i c e a r e r e a l i z e d v i a t h e S I NAMI C S f r e q u e n c y c o n v e r t e r ,i n c l u d i n g q u i c k e n e r g y f e e d b a c k f o r q u i c k b r a k i n g a n d s p e e d s w i t c h i n g .T h e 31 5— 2 DP CP U o f S 7 — 3 0 0 S e r i e s a r e u s e d a s t h e c o n t r o l c o r e o f t h e a u t o ma t i o n s y s t e m, a n d t h e S 7 一 GRAPH l a n - g u a g e i s u s e d or f c r i t i c a l p r o g r a mmi n g ; HMI r e a l i z e s r e a l — t i me mo n i t o r i n g a n d t r a c k i n g o f t h e e q u i p me n t a n d t h e ma t e r i a l a s we l 1 .As a r e s u l t ,o p e r a t i o n s t a b i l i t y o f t h e e q u i p me n t i s i mp r o v e d, a n d t h e e x c e l l e n t p r o d u c t q u a l i t y e n s u r e d . Ke y wo r d s: wa l k i n g — b e a m c o o l i n g b e d; a u t o ma t i o n c o n t r o l ; S I NAMI C S f r e q u e n c y c o n v e r t e r ;S 7一 GRAP H l a n g u a g e;HMI
步进式冷床卸料装置液压系统的优化设计
步进式冷床卸料装置液压系统的优化设计摘要:介绍步进式冷床卸料装置的结构和工作原理,并针对使用中出现的问题进行了理论分析,通过优化设计提高液压系统的同步性、可靠性和稳定性,经过实践检验,改进后的液压系统运行可靠有效,减少了生产事故,提高了成品率。
关键词:步进式冷床、卸料装置、液压系统、优化设计1步进式冷床简介冷床是棒材生产线上不可缺少的设备,其设备始于倍尺飞剪后,止于冷剪,主要功能是使经过高温轧制后的钢材经过倍尺剪切,平稳的输送到冷床得到有效的缓冷并输送到冷剪进行成品剪切。
冷床结构有步进式、斜台架式、链式、托盘式等。
步进式冷床作为棒材连轧自动化生产线中的新一代冷床形式被引进到国内以来,由于适应现代高速轧制生产线的连轧化、高速轧制性、自动化和切分轧制的要求,具有冷却均匀、对钢材表面损伤小等特点,因此在国内近年新建的轧线中得到了很广泛的应用。
步进式冷床主要由加速辊道、上卸钢装置、冷床本体、对齐辊道装置、卸料装置和输出辊道组成。
目前要求冷床满足的工艺要求为:棒材终轧速度v=12~18m/s,轧件长度60m~110m,适应棒材的移钢和切分轧制。
1.1冷床卸料装置冷床卸料装置由排料运输链和料层运输小车组成。
冷床卸料装置的作用是排料运输链按照冷床活动梁运动节奏将棒材按预设定的间距和根数逐根布料,然后将棒料移送一个较大步距至托料位形成料层,料层运输小车拖架将成层的棒材拖起,横向将棒材运送到输出辊道上方放下,棒材在输出辊道上运送到冷剪剪切,小车降到辊道以下后,返回至拖料位等待下一周期动作。
1.2冷床卸料装置液压系统动作原理托板小车有高位、低位两个工作位置,当排料运输链将冷床活动梁输送的轧件按照设定的间距和根数布好料后,托板小车从接料低位升起,直至高位托起布好的料,通过料层运输小车输送到相应的位置后,托板小车从高位运行至低位,完成从冷床到输出辊道的卸料,托板小车再运行到托料位,完成一个工作过程,如此循环,达到连续轧制卸料的目的。
步进式冷床试车方案

长带厂步进式冷床试车方案长带工程已进入安装收尾阶段,为了高效优质使长带工程尽早投产运行,特制定本试车方案。
一、组织机构和时间安排:1、成立试车领导小组组长:饶建龙成员:浦跃展沈阳滨罗海铭聂鹤云2、计划时间安排(1)元月4日输入辊道、上钢装置单体试运转。
(2)元月5日动力齿条装置试运转。
(3)元月6日下钢装置(含托钢装置、升降装置、成排链传动)单体试运转。
(4)对齐辊道、输出辊道、气动挡板见缝插针、穿插里面单体试运转。
(5)元月7日、元月8日冷床整体联动试运转。
二、试运转前的准备1、参加试车人员都必须了解设备的性能和构造,掌握其操作程序,操作方法与安全守则。
2、试运转前,对机械设备进行一次全面检查。
(1)检查所有的螺栓是否拧紧,链、插销等是否稳固。
(2)检查各零、部件有无损坏与其他缺陷。
(3)检查机械设备的安装状态,对旋转、往复与摆动运动的设备,要进行盘车检查,确认设备内部有无障碍物,运动部件与周围设备或结构物有无碰撞和相互干涉现象。
(4)检查各部位是否按要求填充好润滑油脂,此项工作应仔细且工作量大。
(5)检查能源介质(液压、气、水)压力温度、流量是否正常。
(6)检查电机旋转方向是否正确。
(7)检查极限开关安装状态,安装位置是否正确。
(8)检查安全装置(安全罩、安全阀等)是否安设可靠。
(9)检查制动装置是否处在常闭或常开状态。
(10)清除设备上与设备周围的殘留物,清扫试车现场,保证道路畅通。
三、试运转的程序试运转的步骤是先无负荷,后负荷;先单机,后联动。
试运转必须谨慎小心,认真细致,做到万无一失,并做好试车记录,为保证试运转顺利进行,应遵循下列原则:1、先手动,后电动。
先手动盘车,确认没有阻碍和运动方向错误等反常现象,方可正常启动。
下钢装置的升降连拉杆,动齿条驱动装置的长轴,人力无法盘动时,可使用机械盘动,但应缓慢和谨慎地进行。
2、先点动,后连续。
首次启动,应先点动(即随开随停的办法),作数次试验,观察各部分动作,确认无问题后方可连续运动。
钢管步进式冷床齿形设计方法及其应用
齿形设计 的公式 。利用该公 式可从理论上和设计实例上优化冷床齿形设计 ,并可借助 E x c e l 表格进行齿形 验算 分
析 ,既 方 便 又 快捷 。
关键词 :连轧管机组 ;钢管冷却 ;步进式冷床 ;齿形设计 ;设计原则 ;公式推导 ;分 析验证
中图 分 类 号 :T G 3 3 3 . 3 ;T H1 2 2 文 献 标 志 码 :B 文 章编 号 : 1 0 0 1 - 2 3 1 1 ( 2 0 1 3 ) 0 2 — 0 0 3 7 — 0 5
2 . B a o t o u I r o n& S t e e l V o c a t i o n a l T e c h n i c a l C o l l e g e ,B a o t o u 0 1 4 0 1 0 ,C h i n a)
Ab s t r a c t : De s c r i b e d i n t h e a r t i c l e a r e t h e ma n u f a c t u r e p r o c e s s a n d mo v e me n t p r i n c i p l e o f t h e wa l k i n g b e a m c o o l i n g b e d i n c o r p o r a t e d i n t o t h e@1 5 9 mm ma n d r e l p i p e mi l l l i n e ,f o c u s i n g o n d e d u c t i o n o f a s e t o f f o r mu l a s s u i t a b l e f o r d e s i g n i n g t o o t h p r o il f e o f c o o l i n g b e d s o f t h e s a i d t y p e . Wi t h s u c h f o r mu l a s ,t h e c o o l i n g b e d t o o t h p r o i f l e d e s i g n
步进式冷床裙板液压系统的改进设计
2010年8月第16卷第3期安庆师范学院学报(自然科学版)J o ur nal o f A nqi ng T each er s C ol lege(N at u r al Sci ence Edi ti on)A ug.2010V O I.16N o.3步进式冷床裙板液压系统的改进设计葛还顺(马钢设备检修股份有限公司物资供应部,安徽马鞍山243000)摘要:介绍了步进式冷床裙板的结构与工作原理,并针对运行中出现的问题进行分析研究,设计利用蓄能器吸收震动和增加供压能力,利用溢流阁提高系统可靠性。
所设计的液压系统运行平稳,大大减少了冷床工艺事故.关键词:步进式冷床;液压系统}设计中圈分类号:T G333.3文献标识码:A文章编号:1007--4260(2010)03--0074--021步进式冷床简介冷床是轧钢生产线上不可缺少的设备,其主要功能是使经过高温轧制后的钢材冷却并缓慢移送到精整区。
冷床结构有步进式、斜台架式、链式、托盘式等等。
步进式冷床由辊道、上钢装置、冷床本体、齐头装置、卸钢装置等五部分组成。
上钢装置由倾斜放置的圆柱形辊道构成,辊道上钢后由升降式裙板制动,裙板升降动作一般采用液压系统实现。
步进式冷床本体由固定梁、活动梁、升降机构和步进机构等组成,其中床面由动齿条和静齿条组成,钢材横置于齿条之上,工作时,动齿条上升托起钢材往前平移。
步进式冷床的工艺特点是:冷却均匀,对钢材表面损伤小,产品质量高[1]。
1.1裙板式上钢装置液压升降裙板式上钢装置由输入辊道、升降裙板、扣板和拨钢器等组成,输入辊道的作用是将棒材送至冷床前,为了分离倍尺剪后的钢材,辊道的速度要高于轧制速度,升降裙板的作用是对从辊道上滑人的棒材进行减速制动,依靠升降动作将棒材托人冷床;扣板是为了限制后面的钢材滑入裙板,起分钢的作用;高速轧制时,拔钢器起辅助分钢的作用[5]。
1.2裙板液压系统动作原理裙板在动作中有低位、中位、高位三种状态,如图1所示,裙板在高位时开始进钢,经过飞剪分断的位,由于裙板向冷床方向倾斜,当裙板到达高位时,钢材依靠自身重力作用,滑人冷床矫直板,完成抛钢。
步进式冷床工作原理与安装制造
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
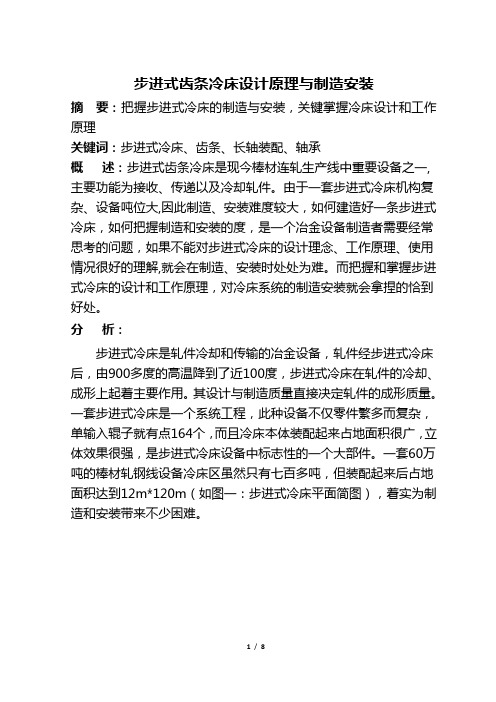
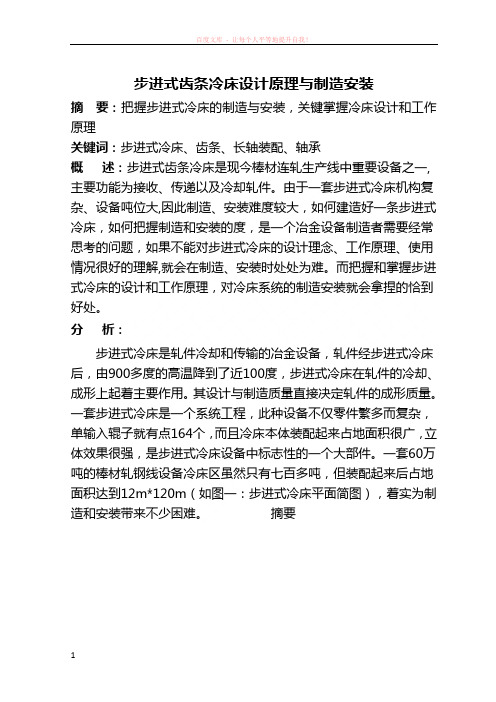
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装臵、冷床本体、成排链装臵、输出辊道装臵(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装臵,然后输送至上卸钢装臵,经拨料装臵、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装臵收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
钢管生产线上各种冷床的利弊与选用_程飞生
used in steel-pipe product line at present and structure and production characteristics were gradually introduced,and the necessary
reference and helping for consumer and the designer were provided.
图 2 正反向链式冷床示意图
5) 正向托盘式:正向托盘式冷床由主动轴、被动 轴、带托盘链条、主传动装置、横梁和支架组成。这种形 式冷床特点是钢管放置在托盘上, 冷床床面上冷却过 程中钢管不旋转,因此不与其它设备发生摩擦,本体冷 却过程中钢管表面无损伤。 但钢管与床面表面接触点 不改变,故冷却不均匀。
特点 样式 斜台架式 正向链式
螺旋式 正反向链式 正向托盘式
步进式
钢管表面 质量影响
较差 较差 较差 较差
பைடு நூலகம்好 好
钢管平直 度影响 差 较差 较差 好 差 好
冷却均匀 度影响 不均匀 较均匀 较均匀 均匀 不均匀 均匀
投资大小
小 较小
小 中 较小 大
3 冷床的选用
1) 步进式冷床是能实现钢管低损伤、 不扭转弯
LIN Jin,TAN Rong,LIU Ke, CHU Wen-Ji
( Kunming University of Science and Technology, Kunming 650093,Yunnan) 〔Abstract〕 Based on the theories and methods of the value analysis , an analysis of the function weight about a JDX-100-type machinery galvanized main engine is given by ANP method.The experiment result shows that when the main power parts value factor of the JDX-100-type machinery galvanized main engine is greater than 1, the cost will too low; meanwhile, when the value factor of the feed components is less than 1, the function won’t match to the cost, and the appropriate solution are given . 〔Key words〕 Value analysis; ANP; ABC method; Galvanized mechanical equipment
步进式冷床工作原理与安装制造
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
摘要图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装置、冷床本体、成排链装置、输出辊道装置(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装置,然后输送至上卸钢装置,经拨料装置、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装置收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
无缝钢管生产线步进式冷床设计优化
无缝钢管生产线步进式冷床设计优化摘要:以某∅159mm无缝钢管连轧机组生产线步进式冷床设计为例,简单介绍步进式冷床的生产工艺及目前存在的问题,着重推导并提出该问题冷床的优化设计方案,对于冷床改造设计具有一定的参考意义。
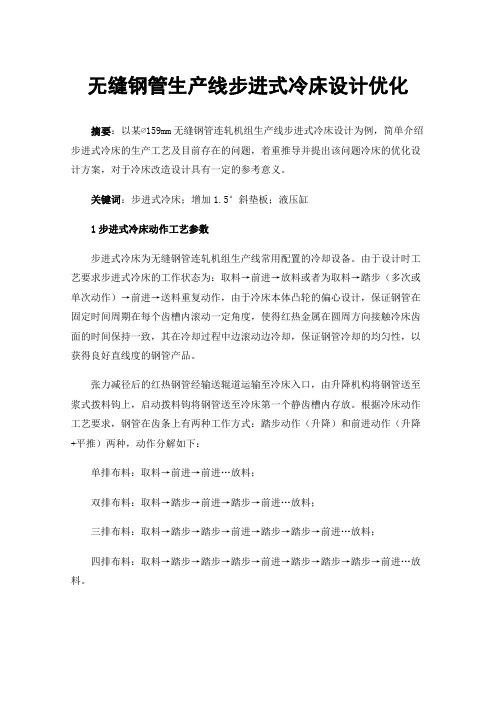
关键词:步进式冷床;增加1.5°斜垫板;液压缸1步进式冷床动作工艺参数步进式冷床为无缝钢管连轧机组生产线常用配置的冷却设备。
由于设计时工艺要求步进式冷床的工作状态为:取料→前进→放料或者为取料→踏步(多次或单次动作)→前进→送料重复动作,由于冷床本体凸轮的偏心设计,保证钢管在固定时间周期在每个齿槽内滚动一定角度,使得红热金属在圆周方向接触冷床齿面的时间保持一致,其在冷却过程中边滚动边冷却,保证钢管冷却的均匀性,以获得良好直线度的钢管产品。
张力减径后的红热钢管经输送辊道运输至冷床入口,由升降机构将钢管送至浆式拨料钩上,启动拨料钩将钢管送至冷床第一个静齿槽内存放。
根据冷床动作工艺要求,钢管在齿条上有两种工作方式:踏步动作(升降)和前进动作(升降+平推)两种,动作分解如下:单排布料:取料→前进→前进…放料;双排布料:取料→踏步→前进→踏步→前进…放料;三排布料:取料→踏步→踏步→前进→踏步→踏步→前进…放料;四排布料:取料→踏步→踏步→踏步→前进→踏步→踏步→踏步→前进…放料。
为保证钢管冷却的均匀性,当冷床在踏步动作时,钢管在同一个齿槽内滚动固定角度,以保证冷床在固定间隔时间内,钢管完成一定角度的滚动,保证钢管在整个冷却过程中的均匀性,以获得良好直线度的冷却钢管产品。
某钢厂步进式冷床为上坡式,台面倾角4.8°。
冷床具体参数如下:冷却钢管外径:∅60~180mm;冷却钢管壁厚:3.5~27mm;冷床长度:23m;冷床宽度:90m;冷床布料形式:单排,双排,三排,四排布料;冷床入口钢管温度: 820~900℃;冷床出口钢管温度:<100℃;冷却率:大于85%;冷床齿距:160mm,偏心距60mm;冷床台面整体斜度:4.8°;水平油缸参数:液压缸C25WE125/70-130MII-N;冷床液压站参数:油箱:15000 L;主泵流量:8×265L/min;主泵电机功率:8×75kW (7+1);主泵电机转数:1500rpm;试验压力:21Mpa;循环泵流量: 692 L/min;循环泵电机功率: 22kW;循环泵电机转数: 1450rpm;循环系统最高压力: 1.6 Mpa;系统清洁度:NAS7;工作介质:矿物油VG46。
世界最大的宽165米冷床设计
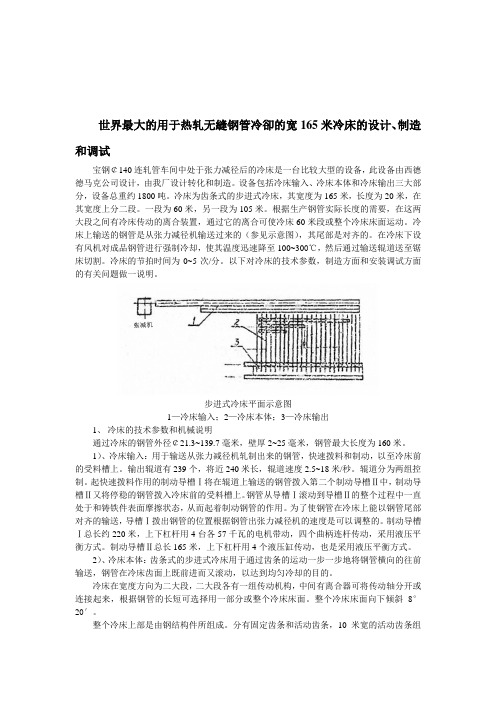
世界最大的用于热轧无縫钢管冷卻的宽165米冷床的设计、制造和调试宝钢¢140连轧管车间中处于张力减径后的冷床是一台比较大型的设备,此设备由西德德马克公司设计,由我厂设计转化和制造。
设备包括冷床输入、冷床本体和冷床输出三大部分,设备总重约1800吨。
冷床为齿条式的步进式冷床,其宽度为165米,长度为20米,在其宽度上分二段。
一段为60米,另一段为105米。
根据生产钢管实际长度的需要,在这两大段之间有冷床传动的离合装置,通过它的离合可使冷床60米段或整个冷床床面运动。
冷床上输送的钢管是从张力减径机输送过来的(参见示意图),其尾部是对齐的。
在冷床下设有风机对成品钢管进行强制冷却,使其温度迅速降至100~300℃,然后通过输送辊道送至锯床切割。
冷床的节拍时间为0~5次/分。
以下对冷床的技术参数,制造方面和安装调试方面的有关问题做一说明。
步进式冷床平面示意图1—冷床输入;2—冷床本体;3—冷床输出1、冷床的技术参数和机械说明通过冷床的钢管外径¢21.3~139.7毫米,壁厚2~25毫米,钢管最大长度为160米。
1)、冷床输入:用于输送从张力减径机轧制出来的钢管,快速拨料和制动,以至冷床前的受料槽上。
输出辊道有239个,将近240米长,辊道速度2.5~18米/秒。
辊道分为两组控制。
起快速拨料作用的制动导槽Ⅰ将在辊道上输送的钢管拨入第二个制动导槽Ⅱ中,制动导槽Ⅱ又将停稳的钢管拨入冷床前的受料槽上。
钢管从导槽Ⅰ滚动到导槽Ⅱ的整个过程中一直处于和铸铁件表面摩擦状态,从而起着制动钢管的作用。
为了使钢管在冷床上能以钢管尾部对齐的输送,导槽Ⅰ拨出钢管的位置根据钢管出张力减径机的速度是可以调整的。
制动导槽Ⅰ总长约220米,上下杠杆用4台各57千瓦的电机带动,四个曲柄连杆传动,采用液压平衡方式。
制动导槽Ⅱ总长165米,上下杠杆用4个液压缸传动,也是采用液压平衡方式。
2)、冷床本体:齿条式的步进式冷床用于通过齿条的运动一步一步地将钢管横向的往前输送,钢管在冷床齿面上既前进而又滚动,以达到均匀冷却的目的。
钢管连续式热处理炉冷床的设计与应用
中图分类 号 : T G 1 5 5 . 1
Co o l i n g Be d De s i g n a n d Ap p l i c a t i o n f o r Co n t i n u o u s He a t Tr e a t i n g F u r n a c e o f S t e e l Tu b e s
Abs t r a c t : T h i s p a p e r p r e s e n t s t h e a d v a n t a g e,d e s i g n,t y p e s e l e c t i o n ,u s a g e a n d e f f e c t o f t h e c o o l i n g b e d w h i c h i s a d d e d b e .
种运 行平 稳 , 结构 简单 , 维修方 便 的钢 管连 续热 处
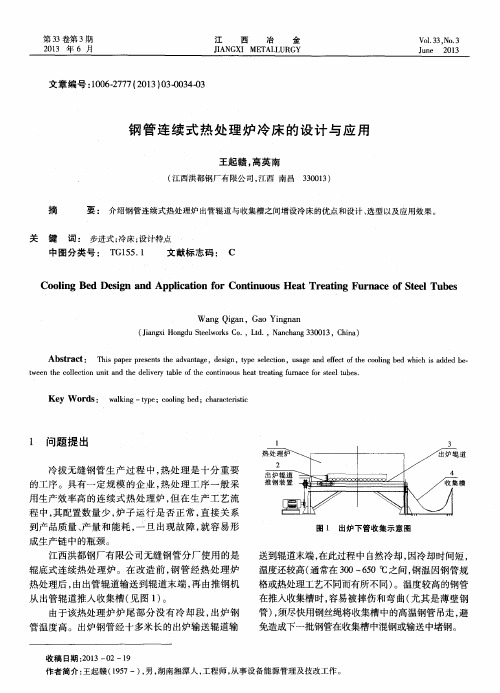
相对 快 而 引起 两批 钢 管追尾 、 堆 积 。在 炉 内堵 钢 , 严 重 时会 造成 钢管 变形 缠绕 , 管 头挂 炉墙 , 使 设 备无 法 运转 , 造 成事 故 。・ 发 生炉 内堵 钢事 故 时 , 需 降 温后 处 理, 时 间一般 较 长 , 严 重 影 响 炉 子 效 率 的充 分 发 挥 。
程中, 其 配置数 量 少 , 炉 子运 行 是 否 正 常 , 直接 关 系
槽
到产 品质 量 、 产 量 和 能耗 , 一 旦 出现 故 障 , 就 容 易形
成生 产链 中 的瓶 颈 。
图1 出炉下管收 集示意 图
江西 洪都 钢厂有 限公 司无缝钢 管分 厂 使用 的是 辊底 式连续 热 处 理 炉 。在 改造 前 , 钢 管 经 热处 理 炉 热处 理后 , 由出管辊道 输送 到辊道 末端 , 再 由推 钢机 从 出管辊 道推 入收集 槽 ( 见图 1 ) 。 由于该 热 处理 炉 炉 尾部 分 没 有 冷 却段 , 出炉 钢 管温 度 高 。出炉钢管 经 十多米长 的 出炉输 送辊 道输
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号: !**! , >QQ0 R %**@ S *@ , **!% , *%
机械设计与制造 +HNE45F1M dF;4C5 e +H5YKHNLY1F
第@期 %**@ 年 @ 月
新型步进式冷床的设计与应用
陈华江 ! 胡占齐 % 杨成林 ! (! 重庆科技学院机械工程学院,重庆 <***-* S R % 燕山大学机械工程学院,河北 *@@**<)
参考文献
! 徐言东等 & 小型交流传动步进式窄冷床的设计改进 & 冶金设备 ’ (; ) & #DD#’ (= ) # 金宁 & 工程机械中滚动轴承的润滑分析 & 应用能源技术 ’ #DD! R !D S !!& (=) T <% S <<& % 孙保芹 & 棒材机组冷床偏心轮结构改造 & 冶金设备’ #DD;’ ; 徐灏 & 机械设计手册 " O $ & 北京 T 机械工业出版社 ’ !JJ!& < 孟少农 & 机械加工工艺手册 " O $ & 北京 T 机械工业出版社 ’ !JJ#&
!? 升降曲柄摆装置 %? 齿条升降连杆 >? 偏心轮装置 0? 电动机 )? 液压推杆制动器 图 ! 冷床传动布置简图 B4C? ! DEF G1HI45C JK L1H5;34;;4J5 ;M;LF3 JK NJJO45C PFG GF;4C5 Y;45C H EJ3JCF54\HL4J5 3FLEJG # 7 $ ? ]J3[YL? +FLEJG; A[[O? +FNE? ^5C? !Q))" 0! R % S T !Q0 U %%<? >* U >Q?
李川奇, 沈连官, 等 ? 电容式微加速度传感器的现状及研究方 ! 尤晖, 向 # 7 $ ? 中国机械工程, !QQ) R !* S T -0 U @%? 刘昌孝 ? 电容式微机械加速度计测量范围上限设计 # 7 $ ? 传 % 陈宇晓, 感器技术 ? %**> R @ S T @% U @<?
444444444444444444444444444444444444444444444444444444445
%& # 上料装置
如图 # 所示,上料装置采用悬臂圆锥形辊道,棒材轴向制 动后靠自身重力滚到固定齿板上’ 由冷床上的齿条组 ( 和齿条 组 ) 交替运动将轧件步进式移动。
!& 齿条组 ( #& 轧件 %& 齿条组 ) 图 ; 齿条矫直结构 *+,& ; -./ A67@26@7/ 34 A679+,.6/5
%& < 冷床矫直结构
如图 ; 所示,在冷床齿条组 ( 与齿条组 ) 交错升降过程 中, 由于两组齿条齿形不同 " < $ , 在将轧件交错交接过程中, 齿条 对轧件有滚动挤压作用, 而轧件在高温状态下刚性不大, 因而齿 条对轧件有矫直作用, 在冷床步进过程中实现将轧件自动矫直。
<? 齿条组 A 进退装置 -? 齿条组 A 进退连杆 @? 圆柱齿轮减速器
分组成。常见的步进式冷床采用动齿条组与静齿条组结构,静ห้องสมุดไป่ตู้齿条组静止固定在支座上,起着在动齿条组运动到低位时承载 轧件的任务。动齿条组随着偏心轮的转动而循环升降步进,将 轧件从静齿条组上步进式向前移动。偏心轮的转动靠电动机通 过长轴带动蜗杆蜗轮减速器转动实现,该步进式冷床在偏心轮 传动轴上必须配置平衡摆, 以平衡动齿条组的重量。 这种步进式
%& = 对齿条组滚轮强度校核
由图 < 可知: C 点为应力集中危险点 已 知 : ! " <D E !? F #& >?6 & " !;D 88 轴承座受力分析如图 < 所示: ( % E #) , ’ F D 由 ’! G ’# H ! F D 且 ’! I % " ! ( # F <D 88 $ " % E # F !<D 88
% 设计的基本参数
电动机 型号 &’(%)*+ , ) 功率 -%./ 转速 0%01 2 345 圆柱齿轮减速器 型号 67(8 , 9)** , %** 减速比 4 : %** 液 压 推 杆 制 动 器 型 号 &/’; , <** 2 !%! 制 动 力 矩 !!%* , !)**=3 齿条一间行程周期 >? @ 秒 2 次 冷床最大载荷 -* 吨
%& % 冷床升降结构
如图 ! 、 图 % 所示, 在冷床主传动轴上配置了三套齿条组 ( 与齿条组 ) 偏心轮升降连杆装置 " % $ , 冷床本体为步进式, 分别 由两组都要动的齿条组成可移动的床身,冷床有十八套曲柄摆 曲柄摆 装置。齿条组 ( 与齿条组 ) 均由曲柄摆上的滚轮支撑, 悬挂在销轴上, 随着连杆的前后移动, 曲柄摆也作前后摆动, 从 而带着齿条组 ( 与齿条组 ) 交错升降。 齿条升降连杆与曲柄摆 采用绞接装置,以保证连杆的前后移动和曲柄摆的前后摆动都 能灵活自如。升降连杆采用螺杆与螺纹套连接,以方便安装时 的位置和尺寸调整, 同时在维修时也便于拆装零件。
!& 齿条组 ( #& 齿条组 ( 滚轮 %& 齿条组 ) ;& 齿条组 ) 滚轮 <& 转动销轴 =& 曲柄摆 >& 齿条升降连杆 ?& 绞接装置 图 % 齿条升降曲柄摆装置 *+,& % -./ 0/1+2/ 34 2@71/ AB+5,
图 < 齿条组滚轮受力图 *+,& < -./ 079B+5, 34 B.//: A@44/7 4372/
> +? V? WF5G;JF? =? .4XYNE4? ZF5F1HL45C J[L43HO LJ[JOJC4F; 45 ;L1YNLY1HO
王成国, 庄茁 ? 虚拟工程与科学 # + $ ? 北京: 气象出版社, < 胡平, %**!T
第=期
陈华江等: 新型步进式冷床的设计与应用
H !% H
冷床由于需要几套蜗杆蜗轮减速器, 且需长轴传动, 因此工程造 价高, 零配件加工制造要求高, 安装调试难度大。 因此, 本冷床设 只需一个圆 计采用的是一种新型步进式冷床结构, 如图 ! 所示, 柱齿轮减速器, 不分动齿条、 静齿条, 两组齿条都要交错运动, 无 须平衡摆, 由两组齿条相互平衡, 且带自动矫直功能。冷床偏心 轮、 曲柄摆装置等需要润滑的部位采用集中间歇供油润滑 " # $ 。
! 引言
冷床作为棒材厂生产工艺线上的一个必备设备 " 是生产过 程中不可缺少的重要环节。其主要作用是承载高温轧件及冷 却、 矫直 # ! $ 。目前, 常用冷床的形式主要有: 推杆式, 链条式, 步 进式。推杆式及链条式冷床结构简单" 造价低 " 在一些单位仍在 使用。但由于其在使用中存在很多缺陷 " 因此一些单位相继对 其进行改造。冷床改造的方向主要是步进式" 因为步进式冷床 有许多优点 " 能克服推杆式及链条式冷床存在的缺陷 " 满足生 产工艺的要求 " 提高产品质量 " 因此某棒材厂拟建一台有自动 矫直作用的步进式冷床设备。
> 步进式冷床结构设计
>? ! 冷床传动布置结构
步进式冷床主要由上料装置、 冷床本体、 矫直装置等几部
! 来稿日期: %**- , *) , !-
6666666666666666666666666666666666666666666666666666666666666666666666666
参考文献
4444444444444445 444444444444444444444444444444444444444444444444444444445 4444444444444445
【摘要】 通过对棒材厂不同冷床结构的比较, 介绍了一种新型步进式冷床的结构设计, 尤其是该冷 床对轧件具有自动矫直作用, 对其它冷床的技术改造提供参考。 关键词:步进式冷床;自动矫直;设计 【!"#$%&’$】 !"#$ %&%’( )*+%&(’$ ,"’ $,(-),-(’ &.*-, $*+’ )**/#01 .’23 4, #0,(*2-)’$ ,"’ 2’$#10 +’,"*2 &02 $,(-),-(’ 5’&,-(’$ &.*-, ,"’ 0’6 6&/7#01 .’&+ )**/#01 .’2 3 4, )&0 $,(",’0$ ,"’ %(*2-),3 4, %(*8#2’$ (’5’(’0)’ 5*( *,"’( )**/#01 .’23 ()* +,%-#. /&01234 ")&5 ’,,0234 ")-6 7$%&248$)36 9)#243 中图分类号:DZ>>>? % 文献标识码:A
!"#$%& ’&( ’))*+ ,- ./" &"0 0’*1$&% 2"’3 4,,*$&% 2"(
]_^= _YH , ‘4H5C! ,_a ’EH5 , b4% ,&A=Z ]EF5C , O45! R ! ]EJ5Cb45C a54cF1;4LM JK 8N4F5NF H5G DFNE5JOJCM" ]EJ5Cb45C <***-*" ]E45H S R % &H5;EH5 a54cF1;4LM" _FPF4 *@@**< , ]E45H S