步进式冷床工作原理与安装制造
棒材步进式冷床热负荷调试方案探讨
·现场经验·棒材步进式冷床热负荷调试方案探讨徐言东1① 郝令培2 程知松1 吴玉霞3(1.北京科技大学 北京100083;2.北京飞天门窗制品有限责任公司北京100085;3.北京阳光恒星贸易有限责任公司 北京100081)摘要 步进式冷床由于在棒材连轧生产线上占有较大比重,热负荷调试中,需先根据经验制定切实可行调试方案,并认真组织实施,这样会缩短试生产时间,带来较大的效益。
这是作者在这方面多年实践经验的总结。
关键词 步进式冷床 热负荷调试 经验总结中图分类号 TG333.3 文献标识码 BSche me D iscussi on of Ther mal Load Co mmossi onfor Bar Walki n g Beam Cooli n g BedXu Yandong1 Hao L inpei2 Cheng Zhis ong1 W u Yuxia3(1.University of Science and Technol ogy Beijing;2.Beijing Fei Tian DoorW indow Co.,L td.3.Beijing Gorden Sun Trade Company Co.,L td.)ABSTRACT Because the walking bea m cooling bed had been p laying an i m portant r ole in bar continuous r oll2 ing line.However,during the ther mal l oad,the feasible comm issi on sche me should be made according t o p r oduce experience,and earnestly organized t o put in p ractice.So the comm issi on ti m e would be less,and the great p r ofit would be achieved.KE YWO R D S W alking bea m cooling bed Ther mal l oad comm issi on Experience intr oduce1 前言棒材连轧生产线生产过程:钢坯自加热炉加热后,沿轧制线运行,若顺利通过粗轧机组、切头剪、中轧机组、事故剪、精轧机组,棒材才能由成品倍尺分段飞剪剪切,成段的棒材由辊道输送到冷床,由冷床拨入机构拨入床体,此时棒材脱离轧制线,按冷床本身的运行规律进行冷却,由冷床成排下拨钢机构、输出辊道输送到冷剪切成定尺长度,成品由辊道输送到检验台架进行检验,然后分类计数、打包,称重后入库。
步进式冷床的设计与使用
步进式冷床的设计与使用张翠兰,郎月翠摘要:通过步进式冷床的使用,说明新技术的消化吸收工作,关键在设计与使用过程中,对运动轨迹的观察、分析、总结,充分发挥设备的潜在能力。
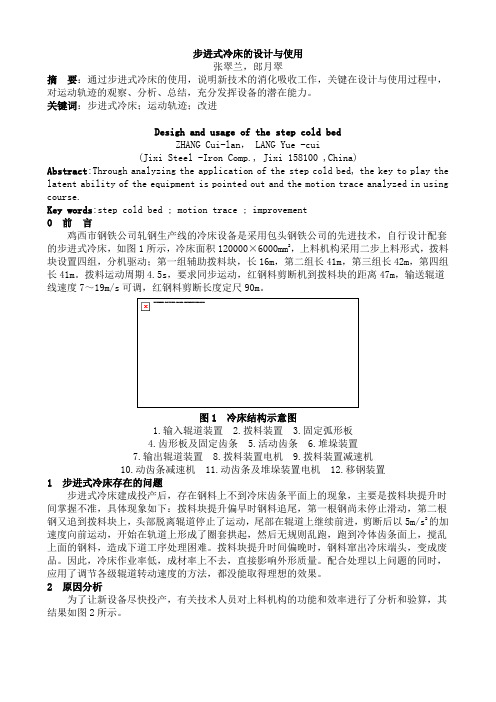
关键词:步进式冷床;运动轨迹;改进Desigh and usage of the step cold bedZHANG Cui-lan, LANG Yue -cui(Jixi Steel -Iron Comp., Jixi 158100 ,China)Abstract:Through analyzing the application of the step cold bed, the key to play the latent ability of the equipment is pointed out and the motion trace analyzed in using course.Key words:step cold bed ; motion trace ; improvement0 前言鸡西市钢铁公司轧钢生产线的冷床设备是采用包头钢铁公司的先进技术,自行设计配套的步进式冷床,如图1所示,冷床面积120000×6000mm2,上料机构采用二步上料形式,拨料块设置四组,分机驱动;第一组辅助拨料块,长16m,第二组长41m,第三组长42m,第四组长41m。
拨料运动周期4.5s,要求同步运动,红钢料剪断机到拨料块的距离47m,输送辊道线速度7~19m/s可调,红钢料剪断长度定尺90m。
图1 冷床结构示意图1.输入辊道装置2.拨料装置3.固定弧形板4.齿形板及固定齿条5.活动齿条6.堆垛装置7.输出辊道装置8.拨料装置电机9.拨料装置减速机10.动齿条减速机11.动齿条及堆垛装置电机12.移钢装置1 步进式冷床存在的问题步进式冷床建成投产后,存在钢料上不到冷床齿条平面上的现象,主要是拨料块提升时间掌握不准,具体现象如下:拨料块提升偏早时钢料追尾,第一根钢尚未停止滑动,第二根钢又追到拨料块上,头部脱离辊道停止了运动,尾部在辊道上继续前进,剪断后以5m/s2的加速度向前运动,开始在轨道上形成了圈套拱起,然后无规则乱跑,跑到冷体齿条面上,搅乱上面的钢料,造成下道工序处理困难。
步进式冷床工作原理与安装制造
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
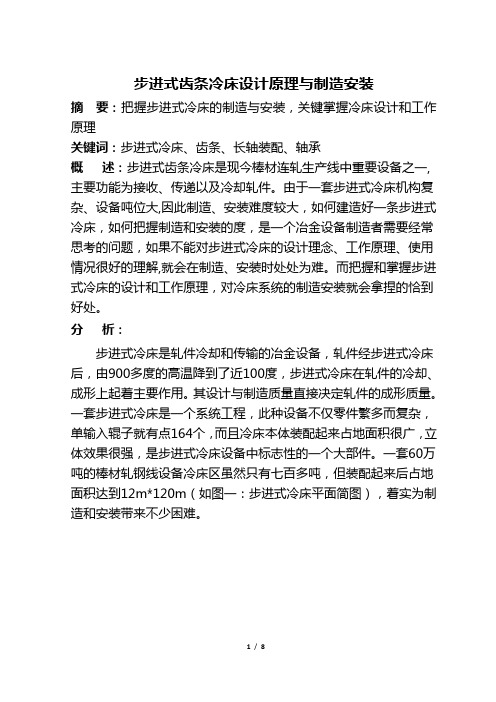
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装臵、冷床本体、成排链装臵、输出辊道装臵(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装臵,然后输送至上卸钢装臵,经拨料装臵、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装臵收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
棒材冷床功能精度恢复的实施方法
棒材冷床功能精度恢复的实施方法摘要:介绍棒材步进式冷床的工作原理,重点介绍步进式冷床年久失修后如何通过检修调整来彻底恢复其功能精度,从而满足生产需求。
关键词:冷床;涡轮箱;传动轴;偏心轮;齿条1、前言步进式冷床是轧件冷却和传输的核心设备,主要由飞剪后输送辊道、裙板上料装置、冷床本体、对齐辊道、移钢小车、输出辊道、定尺冷剪等零部件组成。
其中冷床本体由冷床传动装置、矫直板装配、齿条装配等组成。
冷床本体常用配置为两台电机带4台涡轮箱传动,零部件众多且复杂,其装配后占地面积120米*12米。
由于冷床本体自身重量约300吨,轧件在齿条上铺满后约60吨,轧件在步进式冷床上温度高达900多度,故冷床长期处于低速重载、高温、粉尘大的极度恶劣的条件下进行工作。
在国内棒材过分追求产能的大环境下,较难给与冷床较长时间的检修维护,大部分产线只是利用日常的停机时间进行基本的维护保养,无法从根本上解决问题,导致冷床设备功能进一步劣化,故障频繁,严重影响了生产节奏及轧件质量。
从实际经验来看,棒材冷床在年久失修后大多出现如下共性问题:冷床传动电机或涡轮箱地脚松动,高速轴与低速轴安装位置不成90度,偏差较大,造成电机或涡轮箱运转时振动、磨损加剧,严重时出现烧电机、涡轮箱扫齿或传动轴断轴事故。
低速轴水平偏差较大,据现场测量局部位置甚至大于4/15000,两条低速轴平行度局部大于10mm,两轴高度差大于10mm,造成冷床动梁框架跑偏,齿条错齿,冷床在步进时钢材打扭弯曲,严重影响钢材质量及步进节奏。
偏心轮安装位置严重超差,部分产线冷床主轴偏心轮全长累计偏差达70mm以上,造成整个动梁跑偏、动梁框架变形、齿条错齿、钢材打扭,同时影响拖轮、偏心轮的使用寿命。
冷床齿面高低不平,动齿、定齿弯曲变形严重,直线度不同一,冷床在步进过程中极易挂钢,生产节奏慢,处理挂钢安全风险高。
2、实施方法1、重新对冷床主轴基准进行校核:(1)以轧制中心线、轧制标高为基准线。
无缝钢管步进式冷床的控制系统
中 图分 类 号 :T G 3 3 3 . 3 文 献 标 志 码 :B 文 章 编 号 :1 0 0 1 — 2 3 1 1 ( 2 0 1 3 ) 0 4 — 0 0 7 1 - 0 4
步 进 式 冷 床 是 无 缝 钢 管 生 产 线 的 主 要 设 备 之
一
公司 @ 2 1 9 m m新型狄塞尔机组 等斜轧项 目,江阴
通常置于定 ( 减) 径机和预精整设备之 间,主要 华润制管有限公 司、韩 国 日进集 团等 l 8 O m m连 用于钢管 的输送和旋转冷却[ 。与其他 的运输冷却 轧 项 目。 设备相 比,步进式冷床的优点在于移送过程中钢管 步进式冷床结构如图 1 所示。其机械结构主要 会自 行矫直 、表面不易被划伤 、能均匀地降温 。该 由上料机构 、升降装置 、步进装置 、踏步装置和卸
Ab s t r a c t :E l a b o r a t e d i n t h e e s s a y a r e t h e e l e c t r i c d r i v e a n d c o n t r o l s y s t e m o f t h e s e a ml e s s s t e e l t u b e wa l k i n g 。
b e a m c o o l i n g b e d . T h e c o n t r o l s o f t h e ma s t e r - s l a v e mo v e me n t o f t h e s a i d c o o l i n g b e d’ S l i f t i n g d e v i c e a r e r e a l i z e d v i a t h e S I NAMI C S f r e q u e n c y c o n v e r t e r ,i n c l u d i n g q u i c k e n e r g y f e e d b a c k f o r q u i c k b r a k i n g a n d s p e e d s w i t c h i n g .T h e 31 5— 2 DP CP U o f S 7 — 3 0 0 S e r i e s a r e u s e d a s t h e c o n t r o l c o r e o f t h e a u t o ma t i o n s y s t e m, a n d t h e S 7 一 GRAPH l a n - g u a g e i s u s e d or f c r i t i c a l p r o g r a mmi n g ; HMI r e a l i z e s r e a l — t i me mo n i t o r i n g a n d t r a c k i n g o f t h e e q u i p me n t a n d t h e ma t e r i a l a s we l 1 .As a r e s u l t ,o p e r a t i o n s t a b i l i t y o f t h e e q u i p me n t i s i mp r o v e d, a n d t h e e x c e l l e n t p r o d u c t q u a l i t y e n s u r e d . Ke y wo r d s: wa l k i n g — b e a m c o o l i n g b e d; a u t o ma t i o n c o n t r o l ; S I NAMI C S f r e q u e n c y c o n v e r t e r ;S 7一 GRAP H l a n g u a g e;HMI
冷床的制造安装流程
冷床的制造安装流程冷床的制造安装呀,这可有点小复杂但也超有趣呢。
一、冷床制造前的准备。
冷床制造之前呀,得先把材料都准备好。
这就像做饭得先把食材找齐一样。
各种钢材啦,还有一些小零件啥的,都得是质量过关的。
要是材料不好,就像盖房子用了烂砖头,那可不行哦。
然后呢,工具也得备齐,像电焊机啦,切割工具之类的。
这些工具就像是厨师的锅铲勺子,缺了可没法好好干活。
而且呀,场地也得清理好,要是场地乱七八糟的,东西都找不到,那制造的时候肯定得手忙脚乱的。
二、冷床的制造。
制造冷床的时候,先从框架开始。
框架就像是冷床的骨架,要把钢材按照设计的尺寸切割好,然后焊接起来。
这个焊接可讲究啦,得焊得牢固又整齐,就像缝衣服一样,针脚得细密均匀。
要是焊接得不好,冷床在使用的时候就可能散架,那就成了个大笑话啦。
框架做好了之后呢,就开始安装那些传动的部件。
这些部件就像是冷床的关节,让冷床能够灵活地运转。
安装的时候要特别注意它们的位置和连接方式,不然冷床就可能动不了或者动得歪歪扭扭的。
再就是要安装那些冷却的装置啦,毕竟冷床是用来冷却东西的嘛。
这个冷却装置要安装得恰到好处,保证冷却的效果。
三、冷床的安装。
冷床制造好了之后,就要安装到指定的地方啦。
安装的地方得是平坦又稳固的,要是地面不平,冷床放上去就像人站在斜坡上一样,不稳当。
把冷床搬到安装地点的时候,要小心别磕着碰着了,要是不小心碰坏了,之前的功夫可就白费了。
在安装的时候,要把冷床和周围的设备连接好,就像人与人之间要牵手合作一样。
连接的管道啦,线路啦,都得接得准确无误。
而且呀,安装的时候还要考虑到以后的维护和检修,要留出足够的空间让人能够进去检查设备。
要是把冷床安装得死死的,到时候出了问题都没法修,那可就糟糕透顶了。
四、冷床制造安装后的调试。
冷床安装好了之后,可不能马上就用,还得调试呢。
就像新手机到手得先设置一下一样。
调试的时候,要检查冷床的各个部件是不是都能正常运转。
先开一下传动装置,看看转得顺不顺,要是有卡顿的现象,那肯定是哪里出问题了。
步进式冷床卸料装置液压系统的优化设计
步进式冷床卸料装置液压系统的优化设计摘要:介绍步进式冷床卸料装置的结构和工作原理,并针对使用中出现的问题进行了理论分析,通过优化设计提高液压系统的同步性、可靠性和稳定性,经过实践检验,改进后的液压系统运行可靠有效,减少了生产事故,提高了成品率。
关键词:步进式冷床、卸料装置、液压系统、优化设计1步进式冷床简介冷床是棒材生产线上不可缺少的设备,其设备始于倍尺飞剪后,止于冷剪,主要功能是使经过高温轧制后的钢材经过倍尺剪切,平稳的输送到冷床得到有效的缓冷并输送到冷剪进行成品剪切。
冷床结构有步进式、斜台架式、链式、托盘式等。
步进式冷床作为棒材连轧自动化生产线中的新一代冷床形式被引进到国内以来,由于适应现代高速轧制生产线的连轧化、高速轧制性、自动化和切分轧制的要求,具有冷却均匀、对钢材表面损伤小等特点,因此在国内近年新建的轧线中得到了很广泛的应用。
步进式冷床主要由加速辊道、上卸钢装置、冷床本体、对齐辊道装置、卸料装置和输出辊道组成。
目前要求冷床满足的工艺要求为:棒材终轧速度v=12~18m/s,轧件长度60m~110m,适应棒材的移钢和切分轧制。
1.1冷床卸料装置冷床卸料装置由排料运输链和料层运输小车组成。
冷床卸料装置的作用是排料运输链按照冷床活动梁运动节奏将棒材按预设定的间距和根数逐根布料,然后将棒料移送一个较大步距至托料位形成料层,料层运输小车拖架将成层的棒材拖起,横向将棒材运送到输出辊道上方放下,棒材在输出辊道上运送到冷剪剪切,小车降到辊道以下后,返回至拖料位等待下一周期动作。
1.2冷床卸料装置液压系统动作原理托板小车有高位、低位两个工作位置,当排料运输链将冷床活动梁输送的轧件按照设定的间距和根数布好料后,托板小车从接料低位升起,直至高位托起布好的料,通过料层运输小车输送到相应的位置后,托板小车从高位运行至低位,完成从冷床到输出辊道的卸料,托板小车再运行到托料位,完成一个工作过程,如此循环,达到连续轧制卸料的目的。
步进式冷床设计需注意的问题.doc
步进式冷床设计需注意的问题【摘要】良好的设计是步进式冷床顺利建成的前提和基础,也是其投入使用后运行安全的重要保证,故本文主要从设计角度为出发点对步进式冷床生产、制造中的相关问题进行研究。
【关键词】步进式冷床;设计;注意事项0.前言在长材生产线中,步进式冷床作主要用于生产棒材、型钢,无缝型钢管生产,在其中主要起到输送与旋转冷却作用。
步进式冷床同其它类似设备相比其优点在于能实现均匀降温,减少钢管坏损和矫直。
除了用于步进式移送,冷床通过设计优化还能实现旋转踏步,以便捷后续工作。
为实现冷床的上述作用,步进式冷床设计除了需要符合使用标准之外,还需要满足实际生产所需,避免设计工作中容易出现的问题,为步进式冷床使用价值的实现奠定基础。
1.结构设计及工作原理概述1.1结构设计组成图1为步进式冷床主要结构组成,除图中标注结构之外,冷床组成中还有输入装置、拨钢器、减速机转动轴等。
其中负责输送棒材的是冷床中的输入装置,当装置将其拖至钢架后,在拨钢器作用下,棒材进入静齿条。
在这一过程中,静齿条主要负责承载轧件。
偏心轮转动时,动齿轮会在带动力作用下逐渐步进,从而使静齿条上的轧件后移。
步进式冷床中有时配有平衡摆,将其置于偏心轮转动轴位置处,能达到平衡动齿条的目的。
2.步进式冷床设计需注意的技术问题 2.1裙板拨料块设计问题 2.1.1问题表现冷床投产后,有时会遇到钢料不进入冷床齿条的问题,这主要由于冷床设计中没有注意提升裙板拨料块问题,从而造成时间掌握不准。
其具体表现如下:提升裙板拨料块时,如果时间偏早则很容易导致追尾现象,致使前方钢料尚未静止而后方已经追上,或是导致头尾部移动不协调。
如果提升时间过晚,则很容导致钢料窜出成为废料。
由此可以看出,上述问题不仅影响冷床作业率,也在一定程度上给钢材外观质量造成影响,因此在设计过程中一定注意考虑这一问题。
当步进式冷床出现上述问题时,为尽快生产,技术人员应重新分析冷床上料部分的结构,并以此为基础进行重新验算。
步进式冷床工作原理与安装制造
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
摘要图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装置、冷床本体、成排链装置、输出辊道装置(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装置,然后输送至上卸钢装置,经拨料装置、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装置收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
无缝钢管生产线步进式冷床设计优化
无缝钢管生产线步进式冷床设计优化摘要:以某∅159mm无缝钢管连轧机组生产线步进式冷床设计为例,简单介绍步进式冷床的生产工艺及目前存在的问题,着重推导并提出该问题冷床的优化设计方案,对于冷床改造设计具有一定的参考意义。
关键词:步进式冷床;增加1.5°斜垫板;液压缸1步进式冷床动作工艺参数步进式冷床为无缝钢管连轧机组生产线常用配置的冷却设备。
由于设计时工艺要求步进式冷床的工作状态为:取料→前进→放料或者为取料→踏步(多次或单次动作)→前进→送料重复动作,由于冷床本体凸轮的偏心设计,保证钢管在固定时间周期在每个齿槽内滚动一定角度,使得红热金属在圆周方向接触冷床齿面的时间保持一致,其在冷却过程中边滚动边冷却,保证钢管冷却的均匀性,以获得良好直线度的钢管产品。
张力减径后的红热钢管经输送辊道运输至冷床入口,由升降机构将钢管送至浆式拨料钩上,启动拨料钩将钢管送至冷床第一个静齿槽内存放。
根据冷床动作工艺要求,钢管在齿条上有两种工作方式:踏步动作(升降)和前进动作(升降+平推)两种,动作分解如下:单排布料:取料→前进→前进…放料;双排布料:取料→踏步→前进→踏步→前进…放料;三排布料:取料→踏步→踏步→前进→踏步→踏步→前进…放料;四排布料:取料→踏步→踏步→踏步→前进→踏步→踏步→踏步→前进…放料。
为保证钢管冷却的均匀性,当冷床在踏步动作时,钢管在同一个齿槽内滚动固定角度,以保证冷床在固定间隔时间内,钢管完成一定角度的滚动,保证钢管在整个冷却过程中的均匀性,以获得良好直线度的冷却钢管产品。
某钢厂步进式冷床为上坡式,台面倾角4.8°。
冷床具体参数如下:冷却钢管外径:∅60~180mm;冷却钢管壁厚:3.5~27mm;冷床长度:23m;冷床宽度:90m;冷床布料形式:单排,双排,三排,四排布料;冷床入口钢管温度: 820~900℃;冷床出口钢管温度:<100℃;冷却率:大于85%;冷床齿距:160mm,偏心距60mm;冷床台面整体斜度:4.8°;水平油缸参数:液压缸C25WE125/70-130MII-N;冷床液压站参数:油箱:15000 L;主泵流量:8×265L/min;主泵电机功率:8×75kW (7+1);主泵电机转数:1500rpm;试验压力:21Mpa;循环泵流量: 692 L/min;循环泵电机功率: 22kW;循环泵电机转数: 1450rpm;循环系统最高压力: 1.6 Mpa;系统清洁度:NAS7;工作介质:矿物油VG46。
无缝钢管厂460作业区步进式冷床的位置控制
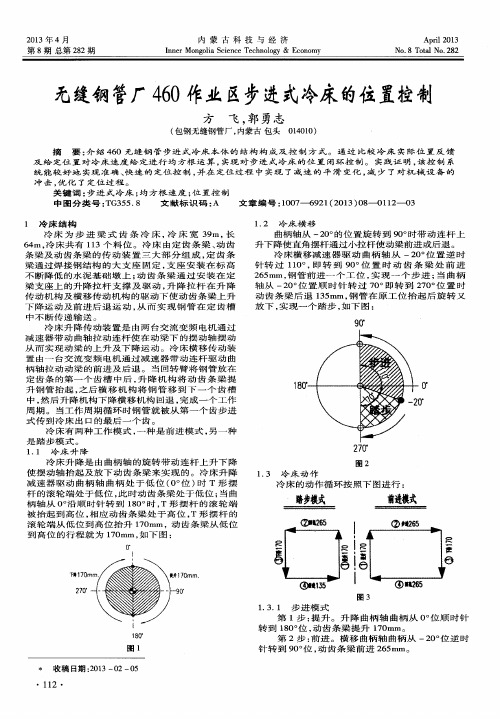
1.2 冷 床 横 移
曲柄 轴 从 一20。的 位 置 旋 转 到 90。时 带 动 连 杆 上 升 下 降 使 直 角 摆 杆 通 过 小 拉 杆 使 动 梁 前 进 或 后 退 。
冷 床 横 移 减 速 器 驱 动 曲 柄 轴 从 一20。位 置 逆 时 针 转 过 110。,即 转 到 90。位 置 时 动 齿 条 梁 处 前 进 265mm ,钢 管 前 进 一 个 工 位 ,实 现 一 个 步 进 ;当 曲 柄 轴 从 一20。位 置 顺 时 针 转 过 70。即 转 到 270。位 置 时 动 齿 条 梁 后 退 135mm ,钢 管 在 原 工 位 抬 起 后 旋 转 5L 放 下 ,实 现 一 个 踏 步 ,如 下 图 :
第 2 步 :前 进 。 横 移 曲 柄 轴 曲 柄 从 一20。位 逆 时 针 转 到 90。位 ,动 齿 条 梁 前 进 265mm。
方 飞 ,等 ·无缝钢管厂 460作业 区步进式冷床 的位 置控 制
2013年第 8期
第 3 步 :下 降 。 升 降 曲 柄 轴 曲 柄 从 180。位 顺 时 针 转 到 0。位 ,动 齿 条 梁 下 降 170mm。
冲 击 ,优 化 了 定 位 过 程 。 关 键 词 :步 进 式 冷 床 ;均 方 根 速 度 ;位 置 控 制 中 图 分 类 号 :TG355.8 文 献 标 识 码 :A 文 章 编 号 :1007m 6921(2013)08-_0112__o3
1 冷 床 结 构 冷 床 为 步 进 梁 式 齿 条 冷 床 ,冷 床 宽 39m,长
J
27o
冷 床 的 动 作 循 环 按 照 下 图进 行 :
世界最大的宽165米冷床设计
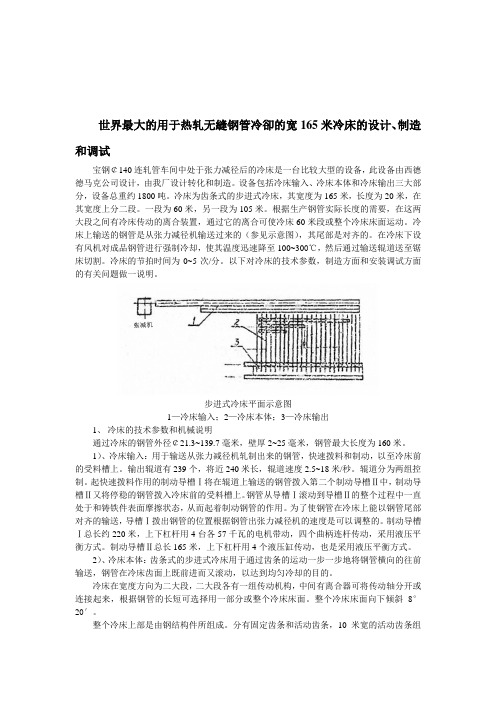
世界最大的用于热轧无縫钢管冷卻的宽165米冷床的设计、制造和调试宝钢¢140连轧管车间中处于张力减径后的冷床是一台比较大型的设备,此设备由西德德马克公司设计,由我厂设计转化和制造。
设备包括冷床输入、冷床本体和冷床输出三大部分,设备总重约1800吨。
冷床为齿条式的步进式冷床,其宽度为165米,长度为20米,在其宽度上分二段。
一段为60米,另一段为105米。
根据生产钢管实际长度的需要,在这两大段之间有冷床传动的离合装置,通过它的离合可使冷床60米段或整个冷床床面运动。
冷床上输送的钢管是从张力减径机输送过来的(参见示意图),其尾部是对齐的。
在冷床下设有风机对成品钢管进行强制冷却,使其温度迅速降至100~300℃,然后通过输送辊道送至锯床切割。
冷床的节拍时间为0~5次/分。
以下对冷床的技术参数,制造方面和安装调试方面的有关问题做一说明。
步进式冷床平面示意图1—冷床输入;2—冷床本体;3—冷床输出1、冷床的技术参数和机械说明通过冷床的钢管外径¢21.3~139.7毫米,壁厚2~25毫米,钢管最大长度为160米。
1)、冷床输入:用于输送从张力减径机轧制出来的钢管,快速拨料和制动,以至冷床前的受料槽上。
输出辊道有239个,将近240米长,辊道速度2.5~18米/秒。
辊道分为两组控制。
起快速拨料作用的制动导槽Ⅰ将在辊道上输送的钢管拨入第二个制动导槽Ⅱ中,制动导槽Ⅱ又将停稳的钢管拨入冷床前的受料槽上。
钢管从导槽Ⅰ滚动到导槽Ⅱ的整个过程中一直处于和铸铁件表面摩擦状态,从而起着制动钢管的作用。
为了使钢管在冷床上能以钢管尾部对齐的输送,导槽Ⅰ拨出钢管的位置根据钢管出张力减径机的速度是可以调整的。
制动导槽Ⅰ总长约220米,上下杠杆用4台各57千瓦的电机带动,四个曲柄连杆传动,采用液压平衡方式。
制动导槽Ⅱ总长165米,上下杠杆用4个液压缸传动,也是采用液压平衡方式。
2)、冷床本体:齿条式的步进式冷床用于通过齿条的运动一步一步地将钢管横向的往前输送,钢管在冷床齿面上既前进而又滚动,以达到均匀冷却的目的。
无缝钢管齿条步进式冷床传动系统的设计计算
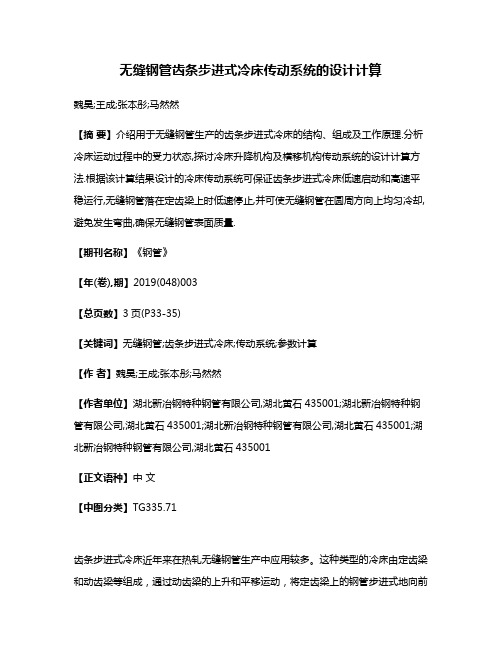
无缝钢管齿条步进式冷床传动系统的设计计算魏昊;王成;张本彤;马然然【摘要】介绍用于无缝钢管生产的齿条步进式冷床的结构、组成及工作原理.分析冷床运动过程中的受力状态,探讨冷床升降机构及横移机构传动系统的设计计算方法.根据该计算结果设计的冷床传动系统可保证齿条步进式冷床低速启动和高速平稳运行,无缝钢管落在定齿梁上时低速停止,并可使无缝钢管在圆周方向上均匀冷却,避免发生弯曲,确保无缝钢管表面质量.【期刊名称】《钢管》【年(卷),期】2019(048)003【总页数】3页(P33-35)【关键词】无缝钢管;齿条步进式冷床;传动系统;参数计算【作者】魏昊;王成;张本彤;马然然【作者单位】湖北新冶钢特种钢管有限公司,湖北黄石435001;湖北新冶钢特种钢管有限公司,湖北黄石435001;湖北新冶钢特种钢管有限公司,湖北黄石435001;湖北新冶钢特种钢管有限公司,湖北黄石435001【正文语种】中文【中图分类】TG335.71齿条步进式冷床近年来在热轧无缝钢管生产中应用较多。
这种类型的冷床由定齿梁和动齿梁等组成,通过动齿梁的上升和平移运动,将定齿梁上的钢管步进式地向前移送,钢管在这个过程中由流动空气或强制通风进行冷却。
如果合理地设计定齿梁、动齿梁的齿形以及二者的相对运动轨迹,钢管可在移送过程中实现滚动,使钢管在圆周方向上均匀冷却,避免发生弯曲。
由于冷床工作负载大,带载启动频繁,传动系统参数的正确计算是设备正常运行的前提条件。
本文着重探讨冷床升降传动装置及横移传动装置的设计计算方法,以对同类型冷床的设计提供参考[1-3]。
1 冷床结构组成齿条步进式冷床一般由定齿梁、动齿梁、升降传动装置及横移传动装置4个部分组成,结构如图1所示。
定齿梁对钢管起静支撑作用,升降传动与横移传动装置用于驱动动齿梁分别产生升降及横移运动,从而使钢管在前进过程中滚动并均匀冷却。
升降传动装置由变频电机驱动,带动曲柄摇杆机构,摇杆的上下摆动带动动齿梁升降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
步进式齿条冷床设计原理与制造安装摘要:把握步进式冷床的制造与安装,关键掌握冷床设计和工作原理关键词:步进式冷床、齿条、长轴装配、轴承概述:步进式齿条冷床是现今棒材连轧生产线中重要设备之一,主要功能为接收、传递以及冷却轧件。
由于一套步进式冷床机构复杂、设备吨位大,因此制造、安装难度较大,如何建造好一条步进式冷床,如何把握制造和安装的度,是一个冶金设备制造者需要经常思考的问题,如果不能对步进式冷床的设计理念、工作原理、使用情况很好的理解,就会在制造、安装时处处为难。
而把握和掌握步进式冷床的设计和工作原理,对冷床系统的制造安装就会拿捏的恰到好处。
分析:步进式冷床是轧件冷却和传输的冶金设备,轧件经步进式冷床后,由900多度的高温降到了近100度,步进式冷床在轧件的冷却、成形上起着主要作用。
其设计与制造质量直接决定轧件的成形质量。
一套步进式冷床是一个系统工程,此种设备不仅零件繁多而复杂,单输入辊子就有点164个,而且冷床本体装配起来占地面积很广,立体效果很强,是步进式冷床设备中标志性的一个大部件。
一套60万吨的棒材轧钢线设备冷床区虽然只有七百多吨,但装配起来后占地面积达到12m*120m(如图一:步进式冷床平面简图),着实为制造和安装带来不少困难。
图一步进式冷床平面简图1-输入辊道;2-上拨钢裙板;3-冷床本体;4-成排下拨钢机构,5-输出辊道虽然说步进式冷床零件繁多而复杂,但也是有规律可循的。
常规的步进式冷床主要由五部分组成:输入辊道、上卸钢装臵、冷床本体、成排链装臵、输出辊道装臵(见图一)。
图一所示从左到右的方向为轧件在冷床上的运转方向。
步进式冷床工作时,高温轧件由成品飞剪剪切后进输入辊道,经过平辊运输辊道逐步过渡到斜辊运输装臵,然后输送至上卸钢装臵,经拨料装臵、固定裙板、上升裙板等一系列部件进入冷床本体,并在移动的过程序中冷却。
由成排链装臵收集后卸到输出辊道。
再由输出辊道将其运送到冷剪机定尺剪切为成品(见图二)。
图二步进式冷床工作原理示意图1—输入辊道装臵,2、3—上卸钢装臵,4、5—冷床本体,6—成排链装臵,7—输出辊道装臵,8—拨料装臵电机,9—拨料装臵减速机,10—动齿条减速机,12—移钢装臵冷床生产能力取决于冷床床面尺寸,其冷床宽度取决于被冷却轧件的最大长度,冷床长度是确定冷床生产能力的主要参数,它的计算原则是在保证轧机产量的情况下,满足轧件所需的冷却时间。
整个冷床上部是由钢结构件组成(见图二),分别由一组布臵在支座上的固定齿条和一组设臵在冷床升降装臵上的活动齿条所组成。
轧件从升降滑板上卸料,滚到矫直板第一个齿上,并静止下来。
冷床主传动电机接到信号开始启动,电机通过减速机带动偏心轮运转,在偏心轮每一个循环中,动齿条装臵中的单托辊和双托辊将带动动齿条做步进运动。
轧件在动齿条的带动下被举升并放臵在矫直板(或齿条)下一个齿上。
通过活动齿条的提升→前进(后退)→下降→后退(向前移动),使得轧件向前移动,在运动过程中,可以看出轧件始终是在滚动中循环的(图三)。
经过多次循环后,轧件被放臵在对齐辊道的第一个齿上。
轧件在对齐辊道的驱动下,逐步被移送到固定挡板上并纵向对齐。
图三轧件一个步进循环在正常工作状态下,冷床上轧件的步进是根据轧制频率决定的,依据轧件直径来选择单齿或双齿的轧件步进。
冷床配有不同的工作循环,这要根据不同上料方式而定。
其工作循环有以下几种:轧件旋转循环;单齿向前移动;双齿向前移动等。
在轧件移动的初始位臵上可以预先收集轧件。
步进冷床每排放1根轧件,或放2~4根轧件,运行方式是不一样的。
例如放2根轧件时,先到的一根轧件等到第二根轧件到达后,再一起向前步进,但这个等待并不是原地不动,而是向后退一个位臵(不是向前)与第二根轧件对齐后再一起向前步进。
冷床横梁设备(即齿床床面)在车间地平面较高的地方,这样有利于空气流通,便于轧件冷却。
当然有的冷床还在冷床床面下面加设吹风装臵,以便加速轧件冷却。
冷床末端有升降机构和分料器可把轧件放臵到成排链上。
图四步进冷床动齿条前进运动轨迹。
轧件在动齿条的带动下被放臵到静齿条最后一个齿上,并触发信号检测装臵。
接到信号后,升降传动装臵的电机启动,通过摆杆运动,将成排链整体托起,直至成排链与定齿条齿底高齐平。
同时,接到信号后,托钢装臵中的电液推杆开始启动,动作中托架将轧件托起,放在成排链上。
此时电液推杆完成一个循环并复位。
在电液推杆开始工作时,升降挡板装配中的气动系统开始工作,升降挡板上升,使轧件在横向上对齐,当一轧件进入成排链并被对齐后,成排链通过链传动将轧件带到冷床输出辊道上方。
这时,升降装臵处于最高位,升降传动装臵的电机抱闸松开。
升降装臵靠自重下落,下落最低点时,成排链面低于冷床输出辊子最高面,此时,轧件被搁臵在冷床输出辊道上。
成排链在升降传动装臵的驱动下由低位回到接料点,准备下一次接料,开始下一个循环。
从以上冷床区动作原理上来看,步进式冷床是通过一个个步进循环将轧件传输出冷床区的。
由于要将很长的倍尺轧件传送出冷床区,步进式冷床对同步性要求高,相同零件同步作业要求高。
所以步进式冷床制造安装特点也就凸现出来了。
1、输入辊道配臵冷却风机的专用变频辊道电动机单独直联辊子,辊子材质采用耐磨的灰铸铁,精加工后,需做动平衡试验,合格后,再进行等温淬火处理,使其达到较高的综合机械性能和耐磨性。
输入辊道辊子有一定角度倾斜,因此在安装时必须保证辊面在同一平面上,同时辊子中心应在辊道中心线上,其误差不得超过±0.5mm,安装时主要采用水平仪等工具及全长上拉直线的方法,来保证安装的准确性。
2、步进式冷床的平面度较高。
所以在安装好的冷床要求达到:总平面度误差不大于5mm (指动齿条、静齿条、矫直板装臵在任意位臵时) ,其直线度必须满足用长5m检验圆棒在台面的任意位臵检验时,不允许有2个以上不接触的面齿存在。
3、若要保证棒材在冷床本体段内能完全制动停止,就要求它必须有一定的裙板长度。
因工况多变,可通过调节副冷床段上的液压离合器,调节出不同长度的有效裙板,可以避免在出现轧件追尾现象。
裙板的动作周期,随棒材的品种、轧制速度不同,需要作相应的调整。
4、裙板装臵中的连杆由于上钢频繁,须有很好的抗疲劳性能,机加工前必须进行热处理,消除焊接内应力,选用剖分面为加工基准,配对镗孔,加工键槽后,采用专用靠模,配对加工,保证其互换性;5、裙板装臵中传动轴材质为45#圆钢,在机加工前需调质处理,同一根轴上的各段键槽必须在龙门铣床上, 一次装夹来完成加工,出厂前必须进行分段组装。
现场安装时,将各段机构调整至同一水平,全长上拉线保证各段传动轴安装后,轴心线误差不超过±0.5mm,同时保证传动轴轴心线与输入辊道中心线、平行度偏差不大于±0. 5mm,试车时通过调整调节杆的长度,来保证裙板升降的一致性。
6、冷床本体长轴传动装臵:是实现齿条步进的主要机构,控制每次步进的距离。
由电动机驱动减速箱,通过减速箱的双出轴带动装有偏心轮的长轴,从而使压在偏心轮上的动齿条装臵进行步进动作。
其安装要求是保证装配好的长传动轴上的偏心轮的偏移方向一致,确保托在偏心轮上的整个动面,处于同一高度平面上; 这一切可以通过改善零件加工工艺,减少积累误差,来满足使用要求。
长传动轴材质为45#钢,要求使用同一批号圆钢制作而成,其加工和安装要求同裙板传动轴要求相同。
轴上的轴承除一端定位外,其余轴承应有移动的余地。
以适应轴的伸缩。
由于是长轴装配,在装配轴时,必须做好轴承的同心度、两根轴间的平行度、垂直度以及轴与联轴器的同心度检查,轴承的同心度用挂线方法来检查,两根轴的垂直度与平行度用角尺、内径千分尺寸以及块规、挂机线和用摇臂的方法测量。
7、刚性联轴器为剖分式联轴器,材质为45#铸钢,关键是保证键槽的加工精度,使键槽的对称误差保持一致,成对联轴器需做好记号。
使用百分表对联轴器找正,并测径向间隙和轴向间隙。
联轴器的找正可用1点测量、2点测量或4点测量的方法进行,进行多点测量可以获得较高的精度,但应注意,所谓一点法测量是指在测量一个位臵上的径向间隙时,同时还测量同一位臵的轴向间隙。
安装时,对于精度不高或小型机器,在调整时,可采用逐次试加或试减垫片以及左右敲打移动主动机的办法。
对于精密和大型的机器,在调整时,则应通过测量计算来确定应加或应减垫片的厚度和沿水平方向左右的称动量。
8、冷床本体中偏心轮材质为45#铸钢,要求各个偏心轮偏心距一致,键槽方向一致。
粗加工后,调质处理,精加工时,以内孔为基准,车削外圆,保证零件的互换性,对外圆表面进行高频淬火,保证其使用寿命。
9、冷床本体齿条的原料为宽厚钢板,需先在数控火焰切割机床上下料,先切割锯齿边,后割直边,保证表面的粗糙度为Ra12.5,保证齿间距尺寸误差不大于±0. 1mm,累积误差不大于0. 5mm;然后进行校直,以齿面为基面,采用靠模式成组的在龙门铣床上加工安装孔。
现场安装前应对齿条进行再次校直。
10、矫直板装臵:其用于制动、矫直轧件,若齿形误差超差,会影响轧件的直线度及外观质量。
矫直板材质为灰铸铁,经过二次定性处理后,使用龙门刨上的对刀板及专用数控装臵,采用多件装夹,来完成成批加工,并用样板检验齿形的准确性。
安装时,沿来钢方向,不准存在高点。
11、成排链输送机构的传动轴材质为45#钢,其加工和安装要求同裙板传动轴要求相同;链轮加工后,齿面表面淬火,要求键槽方向一致,且具有互换性。
安装链条导轨时必须与链条运行方向保持一致。
12、输出辊道其主要作用是输送由下拨钢机构拨下的成排棒材。
辊道有集体传动、单独传动两种型式。
辊子辊身采用无缝钢管,粗加工后需校静平衡,保证其厚度,热装两端轴头,焊接后回火处理,机械加工后,进一步校动平衡,以提高配套件的使用寿命。
结论1)一个系统设备不管有多繁杂,了解其设计原理和工作特性,能很快掌握设备的特性,从而由繁变简。
有效地提高工作效率。
2)掌握了设备的设计原理和工作特性,可以更好地发现制造和安装的重难点,把握设备制造的关键参考文献:《冶金机械安装与维护》2002版谷士强。