BT22钛合金
钛牌号对照表
钛牌号对照表2007-06-07 11:25中国美国俄罗斯TAD 碘化钛 Grade1 1号纯钛 BT1-00 工业纯钛TA1 工业纯钛 Grade2 2号纯钛 BT1-0 工业纯钛TA2 工业纯钛 Grade3 3号纯钛 OT4 -0 Ti-0.8Al-0.7SnTA3 工业纯钛 Grade4 4号纯钛 OT4 -1 Ti-2Al-1.5MnTA4 Ti-3Al Grade5Ti-6Al-4V OT4 Ti-3Al-1.5MnTA5 Ti-4Al-0.005B Grade6Ti-5Al-2.5V BT5 Ti-5AlTA6 Ti-5Al Grade7Ti-0.2Pd BT5 -1 Ti-5Al-2.5SnTA7 Ti-5Al-2.5Sn Grade9Ti-3Al-2.5V BT6 Ti-6Al-4VTA8 Ti-5Al-2.5Sn-3Cu-1.5Zr Grade10 Ti-11.5Mo-4.5Sn-6Zr BT6c Ti-6Al-4VTC1 Ti-2Al-1.5Mn Grade11 Ti-0.2Pd BT3 -1Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3SiTC2 Ti-3Al-1.5Mn Grade12 Ti-0.3Mo-0.75Ni BT9 Ti-6.5Al-3.5Mo-0.3SiTC3 Ti-4Al-4V A-1Ti-5Al-2.5Sn BT/4 Ti-5Al-3Mo-1.5VTC4 Ti-6Al-4V A-3Ti-6Al-2Nb-1Ta BT16 Ti-2.8Al-5Mo-5VTC6 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si A-4 Ti-8Al-1Mo-1V BT18 Ti-8Al-0.6Mo-11Zr-1NbTC7 Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B AB-1 Ti-6Al-4V BT19 Ti-3Al-5.5Mo-3.5V-5.5Cr-1ZrTC9 Ti-6.5Al-3.5Mo-2.5Sn-0.3Si AB-3 Ti-6Al-6V-2Sn BT20 Ti-6Al-1.5Mo-1.5VTC10 Ti-6Al-6V-2Sn-0.5Cu-0.5Fe AB-4 Ti-6Al-2Sn-4Zr-2Mo BT22 Ti-5.5Al-5V-5Mo-1.5Cr-1.0FeTC11 Ti-6Al-3.5Mo-1.5Zr-0.3Si AB-5 Ti-3Al-2.5V ПT-3B Ti-4Al-2V TB2 Ti-5Mo-5V-3Cr-3Al B-1 Ti-3Al-13V-11Cr ПT-7MTi-2Al高耐腐蚀,耐高温材料2007-06-07 11:32一.高耐腐蚀钢.合金:1.NAS 155N(S31727)主成分:18Cr-15Ni-4MO-3CU-0.16N 专门燃烧重油用的锅炉的热交换器,烟倒,烟囱。
钛牌号对照表
钛牌号对照表钛牌号对照表2007-06-07 11:25中国美国俄罗斯TAD 碘化钛 Grade1 1号纯钛 BT1-00 工业纯钛TA1 工业纯钛 Grade2 2号纯钛 BT1-0 工业纯钛TA2 工业纯钛 Grade3 3号纯钛 OT4 -0 Ti-0.8Al-0.7SnTA3 工业纯钛 Grade4 4号纯钛 OT4 -1 Ti-2Al-1.5MnTA4 Ti-3Al Grade5Ti-6Al-4V OT4 Ti-3Al-1.5MnTA5 Ti-4Al-0.005B Grade6Ti-5Al-2.5V BT5 Ti-5AlTA6 Ti-5Al Grade7Ti-0.2Pd BT5 -1 Ti-5Al-2.5SnTA7 Ti-5Al-2.5Sn Grade9Ti-3Al-2.5V BT6 Ti-6Al-4VTA8 Ti-5Al-2.5Sn-3Cu-1.5Zr Grade10 Ti-11.5Mo-4.5Sn-6Zr BT6c Ti-6Al-4VTC1 Ti-2Al-1.5Mn Grade11 Ti-0.2Pd BT3 -1 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3SiTC2 Ti-3Al-1.5Mn Grade12Ti-0.3Mo-0.75Ni BT9 Ti-6.5Al-3.5Mo-0.3SiTC3 Ti-4Al-4V A-1Ti-5Al-2.5Sn BT/4 Ti-5Al-3Mo-1.5VTC4 Ti-6Al-4V A-3Ti-6Al-2Nb-1Ta BT16 Ti-2.8Al-5Mo-5VTC6 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si A-4 Ti-8Al-1Mo-1V BT18Ti-8Al-0.6Mo-11Zr-1NbTC7 Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B AB-1 Ti-6Al-4V BT19Ti-3Al-5.5Mo-3.5V-5.5Cr-1ZrTC9 Ti-6.5Al-3.5Mo-2.5Sn-0.3Si AB-3 Ti-6Al-6V-2Sn BT20Ti-6Al-1.5Mo-1.5VTC10 Ti-6Al-6V-2Sn-0.5Cu-0.5Fe AB-4 Ti-6Al-2Sn-4Zr-2Mo BT22 Ti-5.5Al-5V-5Mo-1.5Cr-1.0Fe TC11 Ti-6Al-3.5Mo-1.5Zr-0.3Si AB-5Ti-3Al-2.5V ПT-3B Ti-4Al-2VTB2 Ti-5Mo-5V-3Cr-3Al B-1Ti-3Al-13V-11Cr ПT-7M Ti-2Al1 钛合金以钛为基加入其他合金元素组成的合金称作钛合金。
钛牌号分析对照详表

钛牌号对照表2007-06-07 11:25中国美国俄罗斯TAD 碘化钛 Grade1 1号纯钛 BT1-00 工业纯钛TA1 工业纯钛 Grade2 2号纯钛 BT1-0 工业纯钛TA2 工业纯钛 Grade3 3号纯钛 OT4 -0 Ti-0.8Al-0.7SnTA3 工业纯钛 Grade4 4号纯钛 OT4 -1 Ti-2Al-1.5MnTA4 Ti-3Al Grade5Ti-6Al-4V OT4 Ti-3Al-1.5MnTA5 Ti-4Al-0.005B Grade6Ti-5Al-2.5V BT5 Ti-5AlTA6 Ti-5Al Grade7Ti-0.2Pd BT5 -1 Ti-5Al-2.5SnTA7 Ti-5Al-2.5Sn Grade9Ti-3Al-2.5V BT6 Ti-6Al-4VTA8 Ti-5Al-2.5Sn-3Cu-1.5Zr Grade10 Ti-11.5Mo-4.5Sn-6Zr BT6c Ti-6Al-4VTC1 Ti-2Al-1.5Mn Grade11 Ti-0.2Pd BT3 -1 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3SiTC2 Ti-3Al-1.5Mn Grade12Ti-0.3Mo-0.75Ni BT9 Ti-6.5Al-3.5Mo-0.3SiTC3 Ti-4Al-4V A-1Ti-5Al-2.5Sn BT/4 Ti-5Al-3Mo-1.5VTC4 Ti-6Al-4V A-3Ti-6Al-2Nb-1Ta BT16 Ti-2.8Al-5Mo-5VTC6 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si A-4 Ti-8Al-1Mo-1V BT18Ti-8Al-0.6Mo-11Zr-1NbTC7 Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B AB-1 Ti-6Al-4V BT19Ti-3Al-5.5Mo-3.5V-5.5Cr-1ZrTC9 Ti-6.5Al-3.5Mo-2.5Sn-0.3Si AB-3 Ti-6Al-6V-2Sn BT20 Ti-6Al-1.5Mo-1.5VTC10 Ti-6Al-6V-2Sn-0.5Cu-0.5Fe AB-4 Ti-6Al-2Sn-4Zr-2Mo BT22 Ti-5.5Al-5V-5Mo-1.5Cr-1.0Fe TC11 Ti-6Al-3.5Mo-1.5Zr-0.3Si AB-5Ti-3Al-2.5V ПT-3B Ti-4Al-2VTB2 Ti-5Mo-5V-3Cr-3Al B-1Ti-3Al-13V-11Cr ПT-7M Ti-2Al性能好、工艺性能好等优点,是较为理想的航天工程结构材料。
钛合金锻造工艺及其锻件的应用
钛合金锻造工艺及其锻件的应用摘要:近年来,钛合金因其高的比强度、优异的耐腐蚀性、良好的生物相容性等优点,迅速发展成为具有强大生命力的新型关键结构材料,被广泛应用于航空航天、军事工业、石油化工以及医疗卫生等领域。
从工业价值和资源寿命的发展前景来看,它仅次于铁、铝而被誉为正在崛起的“第三金属”。
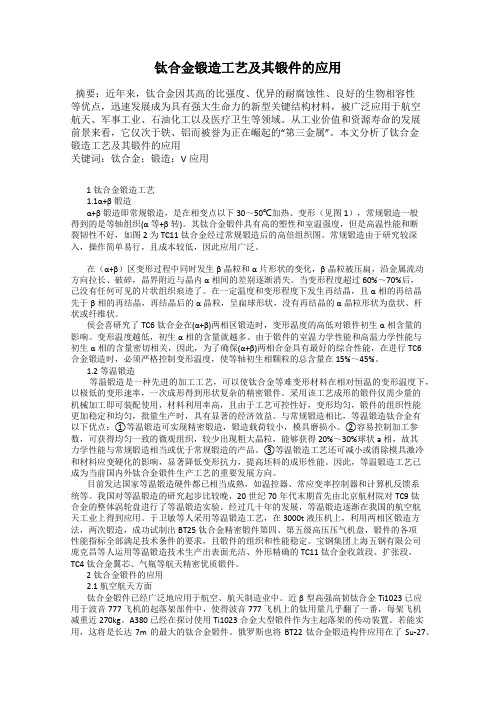
本文分析了钛合金锻造工艺及其锻件的应用关键词:钛合金;锻造;V应用1钛合金锻造工艺1.1α+β锻造α+β锻造即常规锻造,是在相变点以下30~50℃加热、变形(见图1),常规锻造一般得到的是等轴组织(α等+β转)。
其钛合金锻件具有高的塑性和室温强度,但是高温性能和断裂韧性不好,如图2为TC11钛合金经过常规锻造后的高倍组织图。
常规锻造由于研究较深入,操作简单易行,且成本较低,因此应用广泛。
在(α+β)区变形过程中同时发生β晶粒和α片形状的变化,β晶粒被压扁,沿金属流动方向拉长、破碎,晶界附近与晶内α相间的差别逐渐消失。
当变形程度超过60%~70%后,己没有任何可见的片状组织痕迹了。
在一定温度和变形程度下发生再结晶,且α相的再结晶先于β相的再结晶,再结晶后的α晶粒,呈扁球形状,没有再结晶的α晶粒形状为盘状、杆状或纤维状。
侯会喜研究了TC6钛合金在(α+β)两相区锻造时,变形温度的高低对锻件初生α相含量的影响。
变形温度越低,初生α相的含量就越多。
由于锻件的室温力学性能和高温力学性能与初生α相的含量密切相关,因此,为了确保(α+β)两相合金具有最好的综合性能,在进行TC6合金锻造时,必须严格控制变形温度,使等轴初生相颗粒的总含量在15%~45%。
1.2等温锻造等温锻造是一种先进的加工工艺,可以使钛合金等难变形材料在相对恒温的变形温度下,以极低的变形速率,一次成形得到形状复杂的精密锻件。
采用该工艺成形的锻件仅需少量的机械加工即可装配使用,材料利用率高,且由于工艺可控性好,变形均匀,锻件的组织性能更加稳定和均匀,批量生产时,具有显著的经济效益。
钛合金在飞机上的应用_杨健

NEW OBSERVATION新观察航空制造技术2006年第11期当今要求航空材料具有质轻、强度高、耐高温、耐腐蚀、抗氧化和加工成形性好等良好的综合性能,既要保证飞机机体和发动机零件在受力、高温、腐蚀和其他作用条件下有较强的工作能力,又要使飞机达到高的技术品质。
钛合金由于比强度高、耐腐蚀、耐热等良好的综合性能和结构效益高而被广泛用于航空领域,多用于制造航空发动机中要求强度高与耐热性好的重要零部件和飞机机体结构件,尤其适用于大马赫数飞行的飞机。
随着航空工业的进一步发展,钛合金在飞机上的使用将越来越多。
随着飞机更新换代的加速,对飞机性能要求不断提高,而飞机性能的改进首先需要从材料入手,既要选用先进材料来降低机体重量,又要考虑材料的可靠性和经济性。
基于这样的背景需求,铝合金在飞机上应用的主导地位开始被削弱,逐渐被满足高性能要求的新材料所代替,其中,钛合金为飞机设计者所青睐。
机承力构件。
通过添加Si元素使该合金在中温保持较高强度,优于Ti-6Al-4V。
该合金板材可在室温下进行超塑性成形,是F-22战斗机的主要材料,用于制造飞机下部龙骨翼弦锻件。
固溶时效后拉伸强度可达1200MPa,屈服强度1100MPa,拉伸及压缩模量比Ti-6Al-4V高8%,裂纹扩展速率与高纯Ti-6Al-4V合金相当,固溶处理后的成形性比退火态好,成为最佳选用材料。
Ti-10V-2Fe-3Ai(TB6)是20世纪70年代后期发展的一种高强、高韧近β型钛合金。
该合金具有比强度高、断裂韧性好、淬透面积大、各向异性小、锻造性能好和抗腐蚀能力强等优点,兼有亚稳β钛合金的诸多优点而不丧失α-β钛合金的固溶特性,能满足损伤容限设计需要和高结构效益、高可靠性及低成本要求,最高工作温度320℃。
该合金主要产品有棒材、锻件、厚板和型材,用于制造飞机机身、机翼和起落架结构钛合金锻件,包括梁、框、短舱接头、襟翼滑轨等。
在不考虑刚度的情况下,用该目前,国内外军民机上应用的典型钛合金有:Ti-6Al-4V(TC4)是20世纪60年代初期研制的一种中等强度α-β型钛合金,具用优良的综合性能,誉称万能合金,是最早最广泛用于飞机结构的通用钛合金,包括板材、棒材和锻铸件等。
钛合金中、美、俄三国牌号对照表
BT20 BT22 ПT-3B ПT-7M
国牌号对照表
俄 罗 斯
工业纯钛 工业纯钛 Ti-0.8Al-0.7Sn Ti-2Al-1.5Mn Ti-3Al-1.5Mn Ti-5Al Ti-5Al-2.5Sn Ti-6Al-4V
Ti-6Al-4V
Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si
TA8
Ti-5Al-2.5Sn-3Cu-1.5Zr
Grade10
Ti-11.5Mo-4.5Sn-6Zr
BT6c
TC1
Ti-2Al-1.5Mn
Grade11
Ti-0.2Pd
BT3 -1
TC2
Ti-3Al-1.5Mn
Grade12
Ti-0.3Mo-0.75Ni
BT9
TC3 TC4
Ti-4Al-4V Ti-6Al-4V
A-1 A-3
Ti-5Al-2.5Sn Ti-6Al-2Nb-1Ta
BT/4 BT16
TC6
Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si
A-4
Ti-8Al-1Mo-1V
BT18
TC7
Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B
AB-1
Ti-6Al-4V
BT19
TC9 TC10 TC11 TB2
钛合金中美俄三国牌号对照表tadta1ta2ta3ta4ta5ta6ta7ta8tc1碘化钛工业纯钛工业纯钛工业纯钛ti3alti4al0005bti5alti5al25snti2al15mngrade1grade2grade3grade4grade5grade6grade7grade9grade10grade11ti6al4vti5al25vti02pdti3al25vti02pd俄罗斯bt100bt10ot40ot41ot4bt5bt51bt6bt6cbt31工业纯钛工业纯钛ti08al07snti2al15mnti3al15mnti5alti5al25snti6al4vti6al4vtc2tc3tc4tc6tc7tc9tc10tc11tb2ti3al15mnti4al4vti6al4vgrade12a1a3a4ab1ab3ab4ab5b1ti03mo075niti5al25snti6al2nb1tati8al1mo1vti6al4vti6al6v2snti3al25vti3al13v11crbt9bt4bt16bt18bt19bt20bt22t3bt7mti5al3mo15vti28al5mo5vti6al15mo15vti4al2vti2al这个钛合金具体牌号对照表包含中国美国和俄罗斯常用钛合金牌号方便寻求钛合金棒钛合金板钛合金管钛合金丝及钛法兰和纯钛等产品的客户方便查询相关执行标准
BT22钛合金
BT22(TC18)钛合金介绍BT22对应我国牌号TC18,属于合金是一种具有临界成分,即马氏体转变温度接近室温,合金化元素含量较高的合金,(β相稳定系数:指钛合金中各β稳定元素浓度与各自的临界浓度比值之和)杂质成分含量在退火状态和热处理强化状态BT22钛合金的物理性能相同:合金密度:4.5620电阻率:不同温度热导率不同温度比热容不同温度范围线膨胀系数BT22钛合金板材及棒材常规力学性能BT22钛合金室温和高温典型的力学性能:下图和下表BT22钛合金不同温度下拉伸应力—应变曲线如下:BT22可制成锻件、模锻件、棒材、型材、厚板、管材及板坯,也可用于制造大型锻件和模锻件。
退火状态该钛合金强度极限可达,实际广泛应用的强度通常为BT22钛合金的锻造和模锻温度应在1000~750条件下进行,另外当温度低于多晶转变温度850~750时,应保证形变率不小于30%~50%,以获得质量好的显微组织和低倍组织。
BT22的焊接性能良好,适用于各种熔化焊(氩弧焊和埋弧焊)和接触焊接(滚焊和点焊)方法,为了使焊接接头获得良好塑性,通常需要对接头进行退火处理,但不宜进行热处理强化处理。
机械加工性能良好,在大气条件和大多数腐蚀介质中都具有较高的耐腐蚀性。
用BT22制造的承力零件和冲压构件,在350~450可长时间工作,温度在750~800下可短时间工作。
当前广泛应用于航空制造业,主要用于制造高承力零件和结构件,其中包括焊接构件BT22钛合金在现代飞机结构中,主要用于起落架部件、高承力装置及构件、发动机固定支撑结构及其他承力构件在航空发动机中,主要用于制作风扇和低压压气机的叶盘和叶片铸造金属或者预变形锻坯的热变形时所形成的金属组织结构特征,是决定钛合金半成品力学性能的一个重要因素。
因此,制造钛合金半成品的主要问题之一,就是要获得稳定的组织结构,以提供所需要的力学性能。
然而,工业钛合金为多相钛合金,在其加热和变形过程中往往发生多态转变,同时,还会因为钛合金中出现不稳定相和、和相而产生大量亚稳态转变。
国内TC18钛合金本构关系研究进展
国内TC18钛合金本构关系研究进展贾宝华;刘思勇;李革【摘要】TC18钛合金具有高韧性,高强度,优良的塑性、淬透性等特点,在航空航天领域被广泛用做各种高承力构件,因此对其力学性能进行研究十分必要.本构关系是表征材料力学性能的最基本方法之一,为此,对TC18钛合金在准静态下的本构关系研究方法进行了综述,主要是通过热压缩实验(包括有限元仿真模拟)和应力松弛实验得到合金的力学性能数据并建立相应的准静态本构关系,并对各种研究方法的特点进行了比较分析.此外,参照具有相同结构类型的合金在动态下的本构关系研究方法,对TC18钛合金动态力学性能和本构关系研究的方向进行了展望.%TC18 titanium alloy has many characteristics such as high toughness, high strength, excellent plasticity, hardenability and etc.It is widely used in a variety of high bearing capacity components in aerospace field, so it is necessary to research its mechanical properties.The constitutive relation is one of the most basic characterization on the mechanical properties of the material.The research on the constitutive relation of TC18 titanium alloy was reviewed at quasi-static state in this paper.The main research method was to obtain the mechanical properties of the alloy and to establish the quasi-static constitutive relation of the alloy by hot compression experiments(including finite element simulation) and stress relaxation experiments.Then characteristics of various research methods were compared and analyzed.The research direction of dynamic mechanical properties and constitutive relation of TC18 titanium alloy was prospectedwith the reference to the constitutive relation of the alloy with the same structure type in the dynamic.【期刊名称】《钛工业进展》【年(卷),期】2017(034)004【总页数】4页(P9-12)【关键词】TC18钛合金;准静态;动态;本构关系【作者】贾宝华;刘思勇;李革【作者单位】内蒙古科技大学,内蒙古包头 014010;内蒙古科技大学,内蒙古包头014010;内蒙古科技大学,内蒙古包头 014010【正文语种】中文【中图分类】TG146.2+3TC18钛合金(苏联牌号为BT22)是20世纪70年代,由苏联研制的一种α+β型高强钛合金,其名义成分为Ti-5Al-5Mo-5V-1Fe-1Cr[1],具有高韧性,高强度,优良的塑性、淬透性、锻透性,良好的焊接性,可适用于多种焊接手段等特点[2-3]。
航空航天钛合金领域存在的五个关键技术问题

航空航天钛合金领域存在的五个关键技术问题1.超高强度钛合金锻造问题(1)钛合金强度水平可以达到1200MPa以上的超高强度水平,但强塑性、强韧性和损伤容限性能等综合性能匹配难度大,一直是制约超高强度钛合金发展与应用的瓶颈,这也是超高强度钛合金研究的热点方向之一。
研究表明,β型钛合金因具有优异的热处理强化效应、高的淬透性、良好的加工性能等特性,最适宜用来开发和发展高强韧或超高强韧钛合金。
(2)国外从上世纪40年代初就已经开始开发β型钛合金。
第一个商用β型钛合金为美国研发的Ti-13V-11Cr-3Al合金,该合金属于亚稳定β钛合金类型,并被大量应用于SR-71黑鸟侦察飞机上。
Ti-13V-11Cr-3Al合金锻件使用强度值为1240MPa,但塑性值仅2%。
当前,国外应用较多的钛合金主要包括Ti-10-2-3(美)、BT22(俄)和Ti-55531(美)合金。
(3)Ti-10-2-3合金是美国Timet公司于1971年研制成功的,并被广泛应用的一种近β型钛合金,主要被用于商用/军用飞机主起落架、横梁、滑轨、接头等重要零部件,于90年代中后期被我国引进并国产化应用,国内牌号为TB6。
但该合金处于高强强度级别时,通常具有较低的塑性和韧性富裕度,且热加工工艺调控窗口较窄。
(4)BT22钛合金是原苏联航空材料研究院于1974年研制成功的一种具有高淬透性的近β钛合金,其成分为Ti-3Al-5V-5Mo-1Fe-1Cr,我国也对该合金进行了仿造引进并国产化,并命名为TC18钛合金。
BT22钛合金主要用于大型锻件和大型整体构件,截面淬透深度高达250mm。
俄罗斯的Su-27,伊尔IL-76、IL-86、IL-96,安-124和图204等主干线客机和重型运输机的机体和起落架的大型承力构件和部件中均使用了BT22钛合金锻造构件。
BT22钛合金锻件强度值一般在1105MPa~1200MPa之间,断裂韧度一般在50MPa·m1/2~80MPa·m1/2之间。
钛合金材料组织性能关系
✓织构控制与性能
晶体学织构:主要影响力学性能各向异性、疲劳与腐蚀行为等 发展现状:X-射线(极图、ODF),SEM(EBSD),TEM等
取向与疲劳裂纹形成关系 (F. Bridier,France)
相的ND取向图(621所、北工大) (钛合金准锻造大块相形成机理)
1075 14 40 1080 13 33 1117 14.2 40.8 1138 12.4 49.1 ≥1010 ≥8 ≥20
KIC MPam0.5
74.3 71.2 76.1 76.8 ≥60
例子3:中强度TC6(BT31)钛合金
TC6钛合金是普遍应用的中强度钛合金,采用新型“准锻 造工艺” ,也获得了高性能综合性能,并在某歼击机上得 到应用。
1
TC21钛合金相比美Ti62222S钛合金具有更加优异的综合性能匹配
例子2:高强韧TC18(BT22)钛合金
TC18钛合金是我国大型运输机大量选用的高强韧钛合金, 也采用新型“准锻造工艺” ,获得了高性能综合匹配。
取向
L L 指标
b MPa
1120 1125 1154 1176 ≥1080
0.2 5 MPa % %
钛合金组织类型的工程化定义
适合工程应用 的分类
1、等轴组织
2、网篮组织
3、双态组织
4、片层组织
钛合金组织类型的工程化定义
近型合金
+型合金
近型合金
等轴组织及其类型变化
● 等轴组织=(α等 + β转) ● 特征: α等轴≥40%以上
● 等轴α,有球形、椭圆形、橄榄形、棒锤形、短棒形等多种形态
钛合金组织类型的工程化定义
钛及钛合金综述

百度文库- 让每个人平等地提升自我钛及钛合金综述一钛及钛合金的发展钛在化学元素周期表中属于TVB族元素,其原子其原子序数为22。
钛在地壳中的含量为%,在所有的元素中,名列第九,但在常用金属元素中仅次于铝、铁、镁,居第四位。
钛在地壳中大都以金红石(TiO2)和钛铁矿等形式存在。
由于分离提取困难,具有工业意义的金属钛直到20世纪40年代才生产出来。
钛及钛合金的密度小,抗拉强度高(可达140Kg/mm2)。
在-253~600℃范围内,它的比强度(抗拉强度/密度)在金属材料中几乎最高。
它在适当的氧化性性环境中可形成一种薄而坚固的氧化膜,具有优异的耐蚀性能。
此外,钛及钛合金还具有非磁性、线膨胀膨胀系数小等特点,这就使钛及钛合金首先成为重要的宇航结构材料,随后又推广到舰船制造、化学工业等领域,并得到了迅速的发展。
二钛及钛合金的分类及应用钛及钛合金按组织结构分为α合金、α+β合金、β合金等三大类合金。
1 α合金α合金中有TA1、TA2、TA3、TA4、TA5、TA6、TA7、TA8等8种合金。
TA1、TA2、TA3是工业纯钛。
它们是按杂质元素含量分的三个等级。
它们主要应用于要求高塑性、适当的强度、良好的耐蚀性以及可焊接性的场合。
TA1、TA2、TA3它们的冷加工性能好,可生产各种规格的板材、棒材、型材、带材、管材和箔材。
板材可以进行冷冲压。
TA4是一种钛-铝二元合金。
它的抗拉强度比工业纯钛稍高,可以做中等强度范围的结构材料。
国内主要用做焊丝。
TA5是一种全α型合金。
它的抗拉强度比工业纯钛高,但塑性稍差,有良好的焊接性能及耐腐蚀性能。
这种合金在要求在退火状态下交货,可用做海水腐蚀环境下的结构材料。
目前已成功地应用于造船工业。
TA6是一种全α型的钛-铝二元系合金。
它的抗拉性能高于TA4,但是它的塑性稍差。
用它制成的板材可进行冷冲压,焊接性能良好,耐蚀性好。
它和TA5一样,也是在退火状态交货,适用于400℃以下和存在浸蚀介质的环境下工作。
钛牌号对照表
钛牌号对照表钛牌号对照表2007-06-07 11:25中国美国俄罗斯TAD 碘化钛 Grade1 1号纯钛 BT1-00 ⼯业纯钛TA1 ⼯业纯钛 Grade2 2号纯钛 BT1-0 ⼯业纯钛TA2 ⼯业纯钛 Grade3 3号纯钛 OT4 -0 Ti-0.8Al-0.7Sn TA3 ⼯业纯钛 Grade4 4号纯钛 OT4 -1 Ti-2Al-1.5MnTA4 Ti-3Al Grade5 Ti-6Al-4V OT4 Ti-3Al-1.5MnTA5 Ti-4Al-0.005B Grade6 Ti-5Al-2.5V BT5 Ti-5AlTA6 Ti-5Al Grade7 Ti-0.2Pd BT5 -1 Ti-5Al-2.5Sn TA7 Ti-5Al-2.5Sn Grade9 Ti-3Al-2.5V BT6 Ti-6Al-4VTA8 Ti-5Al-2.5Sn-3Cu-1.5Zr Grade10 Ti-11.5Mo-4.5Sn-6Zr BT6c Ti-6Al-4VTC1 Ti-2Al-1.5Mn Grade11 Ti-0.2Pd BT3 -1 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3SiTC2 Ti-3Al-1.5Mn Grade12 Ti-0.3Mo-0.75Ni BT9 Ti-6.5Al-3.5Mo-0.3SiTC3 Ti-4Al-4V A-1 Ti-5Al-2.5Sn BT/4 Ti-5Al-3Mo-1.5V TC4 Ti-6Al-4V A-3 Ti-6Al-2Nb-1Ta BT16 Ti-2.8Al-5Mo-5V TC6 Ti-6Al-1.5Cr-2.5Mo-0.5Fe-0.3Si A-4 Ti-8Al-1Mo-1V BT18 Ti-8Al-0.6Mo-11Zr-1NbTC7 Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B AB-1 Ti-6Al-4V BT19 Ti-3Al-5.5Mo-3.5V-5.5Cr-1ZrTC9 Ti-6.5Al-3.5Mo-2.5Sn-0.3Si AB-3 Ti-6Al-6V-2Sn BT20 Ti-6Al-1.5Mo-1.5VTC10 Ti-6Al-6V-2Sn-0.5Cu-0.5Fe AB-4 Ti-6Al-2Sn-4Zr-2Mo BT22 Ti-5.5Al-5V-5Mo-1.5Cr-1.0FeTC11 Ti-6Al-3.5Mo-1.5Zr-0.3Si AB-5 Ti-3Al-2.5V ПT-3B Ti-4Al-2VTB2 Ti-5Mo-5V-3Cr-3Al B-1 Ti-3Al-13V-11Cr ПT-7M Ti-2Al⾼耐腐蚀,耐⾼温材料2007-06-07 11:32⼀.⾼耐腐蚀钢.合⾦:1.NAS 155N(S31727)主成分:18Cr-15Ni-4MO-3CU-0.16N 专门燃烧重油⽤的锅炉的热交换器,烟倒,烟囱。
BT22合金的成分设计和淬透性的关系研究
70 1 , 10 6 电话 : 2 - 6 30 8 0 98 2 17 -
维普资讯
采 用德 国 A E 公 司制 造 的 lt l) 真空 自耗 熔 炼 炉 经 2次 真空 自耗 电弧熔 炼 ,得 到  ̄2 0ln b 6 l、质 量 为 n
8%以上 大形 变量 的变形 , 0 以使 晶粒 得 到充 分 破碎 ; 再 在 a 两 相 区 由 G M—0精锻 机 锻成 2 的 + F l 3mm 棒材 , 进而 得到 实验 所需 的试 样 。
表1 B2 T 2合 金 2 0k 0 g铸锭 成 分 分 析 结果 (, ) 1 t %
4 5 一 C- F ,是前苏联航空材料研究院( H M) . V 1 r1e 7 一 BA 于 17 年开发的高强 、 94 高韧钛合金。该合金在退火
状 态下具 有很 高 的强度 水平 ( 8 a ,采 用强化 1 0MP ) 0 处理 ,强度还 可达到 130MP , 现有 钛合 金 中退 0 a 是 火强度 最 高 的合金 , 并且 淬透 性 极佳 , 面淬透 厚 度 截 可达 2 0a 5 m。 由于截 面厚 度 不受 淬 透 性 限制 , 采 可 用 普 通 低 成 本模 锻 ( 模 锻锤 上 进 行 )热 模 锻 和 等 在 、 温模 锻 等多种 工 艺生产 近 净形锻 件 。因此 , 特别 适合 制造 飞机 大型 承力构 件 。 该合 金 在苏联 已列 入 F T OC 和 OC T等 标 准 中 , 行 工 业 化生 产 , 于 制 造 伊 尔 进 用 7 、6 安 14 雅 克 4 、 24等飞机 的承 力框 架 及 68 、 2 、 2图 0 部件 。该 合 金还 可 用 于制 造 在 30 40o下 长 期工 5 ~0 C
作的机身、 机翼受力件和操作系统等紧固件 , 以及使
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合金的抗蠕变性和抗氧化性随着铝含量的增加而提高,同时其塑性和变形能力下降,因此开发新合金时合金元素的铝当量不得超过9%(质量分数),否则,合金将析出导致钛合金脆化的金属间化合物Ti3Al.
∝合金主要应用于化工和加工工业,这些工业要求合金必须具有优异的抗腐蚀性能和变形能力。
含氧量是各种级别商业纯钛的主要差别。
作为间隙型合金化元素,氧可以显著地提高合金的强度,同时降低塑性。
(氧是有意加入的元素)
(∝+β)合金中,Ti−6Al−4V合金应用最为广泛。
BT22对应我国牌号TC18,属于(∝+β)合金
是一种具有临界成分,即马氏体转变温度接近室温,合金化元素含量较高的合金,kβ= 1.1(β相稳定系数:指钛合金中各β稳定元素浓度与各自的临界浓度比值之和)
在退火状态和热处理强化状态BT22钛合金的物理性能相同:
合金密度:4.56g/cm3
20℃电阻率:153×10−6Ω∙cm
不同温度热导率
不同温度比热容
不同温度范围线膨胀系数
BT22钛合金板材及棒材常规力学性能
BT22钛合金室温和高温典型的力学性能:下图和下表
BT22钛合金不同温度下拉伸应力—应变曲线如下:
BT22可制成锻件、模锻件、棒材、型材、厚板、管材及板坯,也可用于制造大型锻件和模锻件。
退火状态该钛合金强度极限可达σb≥1400MPa,实际广泛应用的强度通常为σb= 1150~1250MPa
BT22钛合金的锻造和模锻温度应在1000~750℃条件下进行,另外当温度低于多晶转变温度850~750℃时,应保证形变率不小于30%~50%,以获得质量好的显微组织和低倍组织。
BT22的焊接性能良好,适用于各种熔化焊(氩弧焊和埋弧焊)和接触焊接(滚焊和点焊)方法,为了使焊接接头获得良好塑性,通常需要对接头进行退火处理,但不宜进行热处理强化处理。
机械加工性能良好,在大气条件和大多数腐蚀介质中都具有较高的耐腐蚀性。
用BT22制造的承力零件和冲压构件,在350~450℃可长时间工作,温度在750~800℃下可短时间工作。
当前广泛应用于航空制造业,主要用于制造高承力零件和结构件,其中包括焊接构件BT22钛合金在现代飞机结构中,主要用于起落架部件、高承力装置及构件、发动机固定支撑结构及其他承力构件
在航空发动机中,主要用于制作风扇和低压压气机的叶盘和叶片
铸造金属或者预变形锻坯的热变形时所形成的金属组织结构特征,是决定钛合金半成品力学性能的一个重要因素。
因此,制造钛合金半成品的主要问题之一,就是要获得稳定的组织结构,以提供所需要的力学性能。
然而,工业钛合金为多相钛合金,在其加热和变形过程中往往发生多态∝⇌β转变,同时,还会因为钛合金中出现β不稳定相和∝‘、∝’‘和ω相而产生大量亚稳态转变。
从制造钛合金锭坯开始到零件完成结束,钛合金的热机械处理工艺经历了许多阶段的过程。
这些阶段过程包括连续加热、始于β区、随后为(∝+β)区或∝区(∝型合金)不同温度下的变形等。
因此,钛合金的组织结构热变形后受金属变形速率和冷却速率的影响非常大。
一般情况下,钛合金机械热处理的最后工序为热处理(退火或热处理强化)
一般说来,钛合金最初的毛坯是锭坯或铸锭。
铸造金属变形的第一阶段是在β相温度区间进行的,其目的是细化铸造组织,消除组织的不均匀性。
铸造组织结构的细化还可以通过在结晶过程(在β相区温度加热和变形时发生)获得。
通过选择变形和热处理制度,铸造组织晶粒的细化可提高一个数量级以上。
钛合金铸锭在β相区加热时,粗大晶粒组织的多晶结构变形时会产生非常大的不均匀性。
晶粒中心区域的形变总是小于边界区域,因此具有更少的位错结构。
在变形加工过程中,边界区域会产生较多且更为多向性的亚晶粒,其中包括那些位错接近大角度晶粒的亚晶粒组织,后者的出现则是动态再结晶的一个标志。
边界区域亚晶粒及晶粒的形成往往伴随着最初晶界的迁移,使晶界呈波浪形。
BT22变形钛合金典型组织结构β相图如图所示
图中DD线表示温度与动态再结晶起始
边界比率的关系。
线上的位置反映了已知的
趋势,随着温度的提高和变形率的降低(DD
线左上侧区域),动态再结晶的趋势增加。
DC线上的点为所描述的状态,位于DD线右
侧,再结晶过程来不及开始,因此,亚晶粒
结构非常不完整,具有不规则位错密度很高。
这种结构在高温β相区具有不稳定的特点,在
冷却过程中变形金属很容易发生结构重组,
形成再结晶晶粒。
温度越低,变形率和变形
程度就越高,在冷却过程发生的再结晶就越
完整。
在左图中,变形金属在冷却过程中形
成的密集再结晶区位于CC线的右上侧。
与该区对应的变形金属,则不可避免地具有部分或完全再结晶组织。
对于具有高合金化β相稳定元素钛合金(过渡合金、近β合金、kβ>1.0)片状∝相的球化
转变不是很敏感。
这主要是由于该类型钛合金β相较多,晶内组织结构过于多相化,不利于粗大片状结构的生成。
BT22钛合金锻造工艺性能
具有强度、塑性、淬透性和焊接性都较高的优点
下图是BT22钛合金变形温度和应变速率对变形抗力的影响。
由图可以看出,在700℃~1000℃温度和10−1s−1~102s−1应变速率范围内,随着温度的降低,相同应变速率下的变形抗力分别增加3.5倍和6倍,而且应变速率越低,增加倍数越大;相同变形温度的变形抗力分别增加3倍和4倍,而且变形温度越高,增加倍数越大;在700℃~900℃温度和10−1s−1~102s−1应变速率范围内,随着变形温度的升高,变形抗力急剧下降,当温度升至900℃以上时,变形抗力随着变形温度的升高而缓慢下降,并逐渐升至最高点。
根据该图的实验数据和工厂实践生产经验,BT22
常用锻造工艺性能解释说明(β⇀∝+β,相变温度750±10℃)
铸锭开坯的始锻温度的选取基于:温度区在β相区内,合金在β相区的塑性高、变形抗力小,为了争取更长的锻造时间,有利于提高生产效率;另外,铸锭开坯的坯料主要是供给锻造做毛坯,其组织经过大变形程度的锻造后,还可以得到改善。
不致于影响锻件性能,故选择生产率高的工艺。
压力机上模锻的始锻温度不但大大低于铸锭开坯的始锻温度,而且低于∝/β相变温度,模锻温度选择在950℃是为了确保在∝+β相区变形,以获得锻件需要的组织性能。
由于锻锤模锻需要多次打击,操作时间较长,其成品锻件的模锻加热温度可比压力机锻造适当提高。
但是为了保证钛合金成品锻件的组织和力学性能,所有锻造程序的终锻温度都应控制在∝+β
预成形等过渡工序的始锻温度都低于铸锭开坯,高于模锻的始锻温度,在这个温度区变形既照顾了生产率,又为锻件准备了组织较好的毛坯。
锻造工艺
BT22属于∝+β合金,常采用β锻造工艺,即在相变温度以上的β相区进行锻造,此时合金的塑性显著提高、变形抗力大幅度降低。
显然,β锻可显著降低变形能和提高生产率,并且可以利用小设备锻造较大的精密锻件,还可以提高锻件的断裂韧度和冲击韧度,但不易控制锻件中的∝相和β相的比例,导致锻件室温拉伸伸长率较低,且数据分散性增大。
Β锻主要用于后续工序还要在相变温度以下进行较大变形量变形的铸锭开坯、坯料改锻
和制坯工序,以及对性能要求不高的大型钛合金锻件和对冲击韧度和断裂韧度有特殊要求的锻件的成形
铸锭锻造过程
(1)铸锭自由锻开坯,采用多火次自由锻
主要目的是:破碎钛合金铸锭铸态的粗晶组织,改变其宏观组织及显微组织,获得所需要的力学性能和锻造工艺性能;锻制出外形符合要求的锻造坯料或锻件。
(2)模锻工艺:
模锻工序特点:
(1)测试相变温度
(2)除氧化皮(干吹砂、湿吹砂、喷丸或酸洗)
(3)碱溶液洗涤除油程序
(4)涂覆玻璃防护润滑剂(钛合金的化学性质活泼,在高温下表面容易氧化和吸收氢等有害气体,工件容易和模具粘连、毛坯或锻件表层温度下降引起变形抗力
急剧升高等原因,因此需要对毛坯润滑、防护和隔热)
(5)毛坯加热:
a)加热气氛及毛坯防护;b)加热温度和终锻温度:加热温度按照下述次序递降,铸锭开坯
—预制坯(预锻)—模锻—切割—弯曲—切边—校正;c)加热温度和保温时间:缓慢加热,并延长保温时间,避免因加热速度过快和保温时间不足而降低塑性,导致断裂或变形不均匀影响锻件性能
(6) 校正 (7) 吹砂清理 (8) 化铣
(9)
真空热处理(除了获得锻件所需要的性能外,还能减少锻造加热和化铣过程中的增氢效果)
BT22采用的热处理方式为:退火,淬火+时效,多晶转变温度860~890℃,β相稳定系数为1.16
BT22的退火指的是:将温度加热至高于钛合金的再结晶温度,在规定的温度下保温和随后冷却,一般不采用完全重结晶退火,因为会随着组织的不可逆变改变(显微晶粒长大),引起强度和塑性显著下降
热处理强化对k。