KS Maxum plus自动金线焊接机
金属焊接设备自动化系统生产线自动操作流程

金属焊接设备自动化系统生产线自动操作流程自动化技术在工业领域的广泛应用,不仅提高了生产效率,还提升了产品质量。
金属焊接作为一种常见的加工方法,在实际生产中也开始采用自动化设备来提高生产效率和操作精度。
本文将介绍金属焊接设备自动化系统生产线的自动操作流程。
一、设备准备首先,金属焊接设备自动化系统生产线的自动操作流程开始于设备准备阶段。
操作人员需要对设备进行检查和准备工作,确保设备正常运行。
包括检查焊接机器人、焊接电源、夹具、焊材等设备是否正常工作,并作相应的调整和维护。
同时,还需要安装好焊接工装和相关辅助设备,如工件定位装置、气源装置等。
二、工件装夹在自动操作流程中的第二步是工件装夹。
操作人员将待焊接的金属工件放置到焊接工装中,并进行定位和夹紧。
这一步骤的准确性和稳定性对后续的焊接质量和操作效率至关重要。
因此,操作人员需要仔细调整工装,并确保夹具与工件的装夹紧固可靠。
三、焊缝规划在进行金属焊接之前,需要进行焊缝规划。
使用设计好的焊接工艺参数,确定焊接路径、焊接速度以及焊接顺序等。
这是自动化设备的重要参数设定步骤,对焊接质量和生产效率均有直接影响。
经过焊缝规划后,设备将根据输入的参数进行焊接操作。
四、自动焊接接下来是自动焊接阶段。
当设备准备、工件装夹和焊缝规划完成后,系统会根据预设的操作流程开始自动焊接。
焊接机器人根据设定的焊接路径和参数,将焊枪准确地移动到焊接位置,并进行焊接操作。
在整个焊接过程中,焊接电源会根据需要提供相应的焊接电流和电压,确保焊缝的质量和稳定性。
五、焊后处理焊接完成后,需要进行焊后处理。
这包括去除焊接产生的气孔、焊渣等杂质,对焊缝进行打磨和表面处理,以提升焊接接头的质量和外观。
这一步骤通常需要操作人员进行手工处理,但在一些高级焊接设备中也会自动化完成。
六、质量检验最后,进行焊接质量的检验。
通过使用非破坏性检测技术、焊接接头的外观检查以及相关的物理测试,判断焊接接头的质量是否符合要求。
KS焊线机ConnX-LEDIntro-CustSimplifiedChinese

KS焊线机ConnX-LEDIntro-CustSimplifiedChineseConn某-LED焊线机价值陈述Conn某-LED最优化的LED焊线机,将产能最大化最快:针对LED应用的最高速焊线机最快操作简易:操作简易针对LED应用的先进设备特性改良过的设备特性提供最高生产力和设备正最高生产力和设备正常运作时间常运作时间。
结果:取得最佳结果:取得最佳CoO和最低的单位成本传承K&S创新与引领科技的传统创新与引领科技的传统传承创新与引领科技Confidential2Conn某-LED价值陈述1.最佳成本控制更快的搜寻运算法则,以达到最佳PRS设置当今焊线机市场上最快的某Y 轴控制系统良品率保护(后备电池)--最大化恢复高产能+高MTBA二最高的净产能最高的净产能2.操作简易自动性能帮助操作人员最有效地操作该设备强大特性使设置简单易行影像运算法则能帮助获得最佳产出故障检修功能有助于降低MTTAConfidential3在哪里,如何得到?产能-在哪里,如何得到?单点照明源在前瞻性前瞻性PRS运算法的配合下,以减运算法的配合下,前瞻性运算法的配合下少识别时间先进的伺服控制系统更快的打线程序减少打线时间和整体打线周期时间送料速度快新的圆形识别点运算法则提高搜索速度(大部分LED器件焊接垫为圆形)拥有自动回复路径的高MTBA能使一般焊接中断继续运行。
Confidential4如何做到“操作简便”适合的照明系统快速提供单点照明源完整的照明系统支持有不同对比度的焊接表面在故障检修时能从大矩阵中识别出某个具体单位,从而减少MTTA 独特设计使维修更为简便焊线控制简单化,适合LED市场ConfidentialK&S世界领先的服务和支持全球网点保证客户在全球范围内得到专业的服务和支持我们不但提供强大的工艺,还能保证您从该工艺获得高产能高MTBA性能我们致力于成为您线焊解决方案的“最强拍档”,为您提供一站式线焊解决方案。
全自动金丝球焊机的改造及应用

啦圃
( 第1 期 总 8 )⑥ 6
・
材料 加 工 与设 备 ・
电 子 工 业 毫 用 设 备
咖mI l 伽 P.lc I斑_ 1l协 曩 f ;u D
-
片打 线 后 表 面 点绝 缘 胶 保 护 芯 片 表 面 的特 殊 工 艺 流 程 随之诞 生 , 为此 将 一些 速度 慢 、 位精 度 差 、 定 成
e e nd b nd pa sw ela n t h i h i k ng tr a o d a l sbo d pic s s rn i .The e ry f l— u o a i o d wie bo d rc n a l ul a t m tc g l — r n e a y
顶 入工 作 台 , 步进 装 置运送 框 架 以逐 个单 元 步进 到 点胶 位置 上 夹具 定位 。 当框 架 中 的全 部单 元 点胶完
收 稿 日 期 Biblioteka 01 —62 2 00 —8球 焊 机 这 种 高 速 度 、高 精 度 的 自动 化 设 备 的 精 确
度 、 定 性和 速 度 等 性 能要 求越 来越 高 。早 期 的全 稳
自动 金 丝 球 焊 机 已不 能满 足 高精 度 打线 的 工 艺 要
求, 逐渐 被 淘 汰报 废 。 为 了 适 应 I 封 装 产 品 中 的特 殊 工 艺 要 求 , C 芯
sv s ns r i e dipe e .As a r s l.t e pa e r s n st y tm o p iin.o r to h o y n e o - e u t h p rp e e t he s se c m osto pe a i n t e r a d us ff ul
KS焊线机培训教材

KS8000系列键合机培训教材2009年2月二部前道:缪宁海 NFME 1 / 26NFME 2 / 26KS8000系列键合机的发展及种类:K&S 8020K&S 8028K&S 8028 PlusK&S Nu-TekK&S Maxum Plus高、低倍双镜头K&S MaxumK&S Maxum Elite高、低倍双镜头K&S Maxum Ultra高、低倍双镜头低倍单镜头高、低倍双镜头低倍单镜头高、低倍双镜头高、低倍双镜头NFME3 / 26接地小心卡手急停按钮小心卡手1.小心高温2.小心卡手3.小心电击4.注意警告标识NFME 4 / 26小心 卡手小心高温小心电击小心电击警 告 标 识NFME 5 / 26设备型号工作台电源开关 右升降台焊头(电路板) 左升降台X 、Y 马达金线转轴键合四要素:功率(power)、压力(force)、时间(time)、温度(temperatur)键合基本原理:NFME 6 / 26NFME 7 / 26第一点实物图第二点实物图第一焊点形成原理第二焊点形成原理键合后样品弧度形成原理NFME 8 / 26功能键的操作(可另外用光标去点选):F1 Swap 影像窗口与图像窗口的切换F2 Z Video 产品影像的放大及缩小 F3 Zoom In 打线图像的放大 F4 Zoom Out 打线图像的缩小 F5 Center 回到中心F7 USG On 打开USG 振荡 F8 Clamp Open 线夹开合 F9 Work Lgt 工作灯开关 F10 Optical 调整亮度以下需同时按 shift 键(在屏幕上为深灰色) Shift+F1 Save Prog 在目前的文件名称下作存盘Shift+F2 Stop Learn 停止自动教读 Shift+F3焊线与焊点的标示Shift+F4 W/H Oper 工作抬的操作 Shift+F5 MagOper 料盒升降机的操作 Shift+F6点火烧球Shift+F7 BndHt Reln 焊点高度的重新教读 Shift+F8个别XY 坐标轴的移动Shift+F9 Z Chess 升降焊针高度 Shift+F10 Park Indexer 把定位器移到右边基准点NFME 9 / 26名称:劈刀作用:完成键合必备的耗材,其型号由使用的金丝尺寸及作业品种决定名称:玻璃导管 作用:过滤金丝 名称:tension 作用:键合时,使金线弧度张紧 名称:金丝张力器 作用:是金丝形成一定的张力 名称:分流导向柱 作用:支撑金丝,使之形成一定的张力角度名称:换能器作用:将电能转换成动能,形成超声,输出功率名称:线夹作用:开合动作配合完成烧球、打第一点、拉弧、切断金丝等键合过程 名称:转轴 作用:安装金丝输入系统:键盘区域鼠 标 区 域NFME 10 / 26键盘的使用:NFME 11 / 26NFME 12 / 26鼠标的使用: B1:选择按键如选择菜单、选择焊线、选择焊点等均按此键B2 B3B1 B1:焊头移动按键按住此键拖动(焊接区),可移动焊头B1:删除按键在特定菜单选择焊点、焊线按此键删除NFME 13 / 26确认劈刀寿命:在设备正常运行的情况下:NFME 14 / 26确认参数(1st / 2nd 的power、force、time) 在设备正常运行的情况下:USG Current1 第一点功率Force1第一点压力USG Current2 第二点功率Force2第二点压力NFME 15 / 26温度确认:气压显示高低倍切换ZTC 温度控制键合温度 键合后温度预热温度预热温度:由于制品在键合区加热时间较短,为使制品在键合前加热达到或接近键合温度, 键合温度:使制品在键合时达到键合所需的温度(超声热压焊技术)键合后温度:使键合后制品慢慢冷却到常温状态,如果快速冷却到常温状态,制品材料会发生变形,影响制品质量ZTC 温度控制:键合设备焊头内部的温度控制,出现红色时即为报警 高低倍切换:在观察或编程时,高倍与低倍镜头的切换使用气压显示:当设备的压缩空气的气压不够时会出现报警(红色)NFME 16 / 26抓料、作业、上下料盒:按“Shift+F4 W/H Oper ” 进入工作台的操作按“2”后料条进入轨道 按“indext”料条进入工作区按“1Auto”进入自动焊接菜单 按“Auto Run”正常作业按“Shift+F5 Mag Oper ”进入料盒升降机的操作(点击“Mag Selection”可切换左右升降台控制)1. 右升降台抓料盒(无料盒时)右升降台降一格(有料盒时)2. 右升降台升一格3. 右升降台降料盒1. 左升降台抓料盒(无料盒时)左升降台降一格(有料盒时)2. 左升降台升一格3. 左升降台降料盒NFME 17 / 26劈刀交换:(1) 点击5 Calibration=>3 Bond Head => 6 Cap Change Sequence. (2) 按屏幕提示:a 按Shift+F10将INDEXER 移到轨道最右侧;b 移动轨迹球或鼠标并点击B2将压焊头移到便于 操作的位置(一般为轨道的左前方,如右图);c 用镊子在线夹下将金线断开后从劈刀尖端拉出,如果需要可以按F7打开超声,用扭矩松开劈刀 螺丝,取下旧劈刀; d 将Tensioner 关闭(绿色闪光灯灭);e 装上新劈刀,劈刀必须顶到最上端,用扭矩(25英寸/盎司)锁住劈刀螺丝,扭矩发出“喀嚓”一声就不要再旋了。
引线键合中引线运动学构型数据获取实验
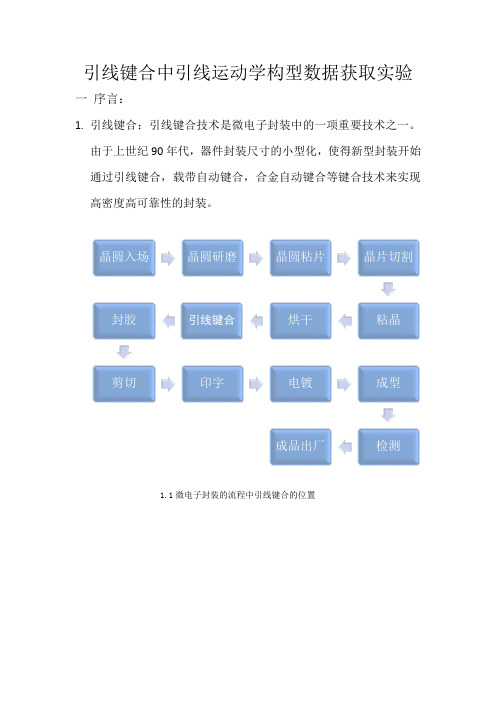
引线键合中引线运动学构型数据获取实验一 序言:1. 引线键合:引线键合技术是微电子封装中的一项重要技术之一。
由于上世纪90年代,器件封装尺寸的小型化,使得新型封装开始通过引线键合,载带自动键合,合金自动键合等键合技术来实现高密度高可靠性的封装。
1.1微电子封装的流程中引线键合的位置2.引线键合的过程是晶片上的焊垫(pad)作为第一焊点(the first bond)基板的内引脚(inter lead)作为第二焊点(the second bond)在外部能量(超声或者热能)作用下,通过引线(金线、铜线、铝线)把第一焊点第二焊点连接起来。
1.2 自动焊线机批量焊接 1.3 引线键合引线键合技术是实现集成电路芯片与封装外壳多种电连接中最通用最简单有效的一种方式,又因为引线键合生产成本低、精度高、互连焊点可靠性高,且产量大的优点使其占键合工艺的80%以上,在IC 制造业得到了广泛的应用,一直是国际上关注的热点。
对于引线键合中引线成型的引线及键合头的研究也备受关注。
以较为普遍的超声金丝键合为例介绍介绍引线成型的过程。
一个完整的引线键合过程包括两种不同的运动状态。
一种是自由运动,该阶段的任务是拉出键合弧线,键合头运动按照已经设定好的运动轨迹。
此状态执行工具尖端与芯片失去接触,不产生力的反馈信号。
另一种约束运动,当执行工具尖端与芯片接触时,在超声和高温的作用下,稳定的键合力保证了金线被充分的焊接在芯片和引脚上,力传感器产生力反馈信号,这个阶段的任务是实现结合力的整定控制。
•1.线夹关闭,电子打火形成金球,引线夹将金线上提金属熔球在劈刀顶端的圆锥孔内定位•2.线夹打开键合头等速下降到第一键合点搜索高度(1st bond searchheight)位置•3.劈刀在金属熔球(最高180℃)上施加一定的键合力同时超声波发生系统(USG)作用振动幅度经变幅杆放大后作用在劈刀顶端完成第一键合点•6.劈刀下降接触引线框架焊盘调用第二键合点参数在热量和超声键合的能量下完成锲键合•5.键合头运动到第二键合点位置,形成弧线•4.键合头上升运动到“top of loop”位置然后进行短线检测,判断第一焊点是否成功•7.松开线夹键合头上升到“tail heightposition”形成预留尾丝长度•8.线夹关闭,键合头上升将金线从第二键合点尾端压痕处拉断。
MAXLME线机操作指导

MAXLME线机操作指导
1.准备工作:
-确保MAXLME线机的电源是正常的,并且连接到稳定的电源线。
-检查线机上的切割刀具和成型模具是否齐全,并确保它们是正确的
型号和规格。
-检查机器的润滑系统,确保润滑油是充足的,并且清洁系统没有堵
塞问题。
2.设置参数:
-打开MAXLME线机的控制面板,进入参数设置界面。
-根据生产线上线材的规格和要求,设置切割长度、成型角度和焊接
参数等。
-确保设置的参数是正确的,并保存设置。
3.载入线材:
-将线材放置在线机的线材滚轮上,调整滚轮的张力,使线材可以顺
利地进入线机。
-确保线材是正确的长度和直径,并且没有弯曲或损坏。
4.运行线机:
-按下线机的启动按钮,线机将开始运行。
-线材将被自动切割为设定的长度,并通过成型模具进行成型。
-成型后的线材会被带入焊接区域,并根据设定的焊接参数进行焊接。
-完成焊接后,线材会被自动排出线机,并准备进行下一轮的操作。
5.监控生产过程:
-在线机运行期间,需要时刻监测机器的运行状态和生产过程。
-检查切割和成型的精度,确保线材的长度和形状符合要求。
-检查焊接质量,确保焊接的牢固度和外观质量良好。
-定期清洁和润滑机器,以保持其正常运行。
6.故障排除:
-如果在线机运行过程中发生故障,需要及时进行故障排除。
-先检查故障显示屏上的报警信息,尝试查找解决方案。
自动金线焊接机保养标准作业书

6.7.1设备光学组件,传动机构维修或更换后需要通过设备能力指数CMK判定,使用正常品生产检测,50个产品数据,要求CMK≥1.67.
6.8设备报废
因公司生产制程发生变化,导致该设备无任何使用价值时;设备出现故障,维修费用超出设备本身价值时;设备老化,达不到公司生产工艺标准时.
4.用手移动导轨的一端到另一端4-5次,使油脂均匀,并擦除多余油脂.
检查气压表
NA
检查
HBVAC GEN气压表读数不小于0.5Mpa;XYZ+OPTICS COOLING气压表读数不小于0.2Mpa
工程师
检查皮带
目视
检查各皮带是否有磨损、断裂的情况
皮带无磨损、断裂情况
工程师
清洁、校正光学組件
NA
校正
6.9以上点检和保养项目需按照《WOC设备年度保养计划表》进行合理的点检与保养,保养过程中机器操作可按照《WOCEagle Xtreme自动金线焊接机操作标准作业书》进行操作。
7.相关文件:
《WOC设备年度保养计划表》
《WOCEagle Xtreme自动金线焊接机操作标准作业书》
《WOCEagle Xtreme自动金线焊接机参数表》
无尘布、酒精
关闭夹爪马达,用无尘布加酒精擦试,复电后检查移位夹爪功能
移动夹爪表面无赃物,复电后按下“Clear Track”夹爪运行正常。
技术员
检查、清洁线夹
无尘布、酒精
用无尘布加酒精擦试并检查线夹功能
线夹表面无赃物,按下“Feed Wire”线夹放线正常。
技术员
清洁显微镜目镜
无尘布
使用无尘布加酒精擦拭目镜
光学组件表面无赃物
工程师
检查各模组螺丝
KS焊线机

KS8028PPS焊线机作业指导书功能介绍操作键盘F1-F10对应屏幕F1- F10F1:大小屏幕转换F2:大屏幕放大、缩小F3:小屏幕放大: F4:小屏幕缩小F5:焊头回到中心位置,F6:焊头复位F7:超声测试F8:线夹开关F9:照明开关F10: LIGN 1、主灯光2、环灯7、设置8、保存Sdue : 保存 shift+f1 :保存shift+F3:sonfiguve 1、2、3项改成SHOWshift+F4: WOVKHO 第四项是工作台张开shift+F5: 第8项 IMPUT(左料盒) 1、左料盒下降一格OUTPUT(右料盒) 2、上升一格3、料盒清出shift+F6:点火烧球shift+F7:测高换材料。
瓷嘴时要测高shift+F8: 方向箭头解锁shift+F10:抓料臂、右抓臂复位第一个是预热块第二焊接温度右边预热块1、2操作键盘介绍Motov stop: 马达电源开关Runstop : 开始/暂停,按该键无反应时,先按1 再按开始Ihdex : 进料 /过片Autolndex : 自动过片Bdck space : 删除Escape : 退出鼠标:B1 默认, B2移动 B3删除操作步骤开机进入系统出现有#830提示按1 → 按1 → 按1等一分中后再跟着提示按1,等系统调出程序出现 ( H/B posi tim ) 提示要对压板大屏幕在1位置按B1 ,移到2的位置上按B1,再移到3的位置上按B3如图shift+F3:sonfiguve 1、2、3项改成SHOW(开户显示焊点与线数)二、编程1焊点主菜单上按:3→3→3 →把第5项改成1→点击Netx→设置对角点,对好直支架点按B1(后上面显示opvpont 2 )→点击Next,拍支架角照片,要把灯光调好,框好支架角点按B1 →Netx→Netx ,把(L1-1 VLL)第1项改成OFF,再按B2移动工作台到第一个二焊焊点按B1,第二、第三、第四焊点都是按B1 ,完成后焊点上有1、2、3、4如图→Netx2一焊点主菜单上按:3→3→2 → Netx 对晶片电极角,如图:第一点按B1 ,第二点按B1 (opvpont 2 )显示2→Netx对好晶片电极角拍照,对准按鼠标B1 ,→Netx→Netx (U1-1)第1项(padfinder)该成OFF, B2移动对准第一个一焊点按B1,再移动对准第二个一焊点按B1 ,三、四一焊点同样做法,完成4个焊点→Done→Done。
KS焊线机生产流程及参数控制

W/B生产流程及参数控制与MTBA改善建议( For Operator & Technician )( Copied out / Translated from operation manual and training material ) Date: Oct. / 20041.0 Background / Objective针对生产过程中可能出现的问题,在此对相关主要参数进行解释,并列举分析方法及建议,以便改善质量,稳定性及MTBA.2.0 相关参数讲解2.0.1 Bond Parameter ( 1’st & 2’nd )Tip1 & 2 ( mil )Z向以通常速度开始下降至搜索高度,在此段搜索高度再以C/V运动,Wire Clamp将在Z到达Tip1值时关闭,此值将影响焊接力,球形,球厚,第二点力等,并且不同的产品应选择相应的数值.通常,小间距( Pad pitch / ball size ) 应相应加大此值以求稳定. 普通产品可选择:1’st : 5 ~ 10 mils2’nd : 3 ~ 6 milsC/V 1 & 2 ( mil/ms )Z向到达Tip时,在Tip与焊接表面间以搜索速度下降,接触到焊接表面时再以Contact Threshold所设定的灵敏度来检测是否接触.通常,小间距( Pad pitch / ball size ) 应相应减小此值以求稳定. 普通产品可选择:1’st : 0.6 ~ 1.0 mil/ms2’nd : 0.8 ~ 1.5 mil/msSquashed Ball Size C/V-170um 0.6 - 0.860um 0.5 - 0.650um 0.4 - 0.4545um 0.3 - 0.440um 0.25 - 0.3Capillary Tip Dia C/V-24.0 - 4.5 mils 0.8 - 1.03.5 -4.0 mils 0.6 - 0.72.8 -3.3 mils 0.5 - 0.6USG 1 & 2 ( 建议使用 Current Mode )应由工艺工程师根据第一/二点的不同要求,结合Force及BondTime选择不同的参数组合,应考虑Ball Formation,Ball Shear,Wire Pull,Die Cratering 等多种要求.USG Bond Time 1 & 2 ( ms )此时Wire Clamp打开,据此时间进行超生波焊接.一般可选择6 ~ 15 ms,时间过长过短都会影响焊接强度.Bond Force 1 & 2 ( g )Bond Force与Bond USG,Time及温度共同作用完成焊接,此值也将直接影响焊接力,球形,厚度等指标.通常,小间距( Pad pitch / ball size )或细线应相应减小此值.Target Ball Size Bond Force-1 Cap Tip Dia. Bond Force-2 70um 20g-25g 100um 80-100g60um 15g-20g 76um 40-60g50um 10g-15g 71um 35-50g40um 6g-12g N/A 20-35gBond Head Z Axis Displacement CurveFollowing Figure is a diagram showing the Bond Head Z-axis displacement curve. Noted on the "Time" line are the ultrasonic and wire clamp operation. This diagram will aid in understanding the parameters described in the following subsections.2.0.2 Loop ParameterLooping参数对于产品很重要,尤其对于多线数,多层或特殊线形的产品更需特别注意,应由产品/工艺工程师在大批量生产前制定,生产中不应随便改动线形或参数,若出现异常,应先判断是否是机器硬件调整或材料问题.Tool Trajectory DiagramNOTE: When used together, KINK HEIGHT, REVERSE MOTION and RMOT ANGLE (Reverse Motion Angle) create a wire forming motion that generates the wire bend over the ball. They are the primary parameters for controlling loop height and the angle of the wire over first bond. Typical loops require a Reverse Motion of ~ 80% of the desired loop height and an equal Kink Height. The reverse motion angle is generally set to 90? however, various combinations of these parameters can yield specific loop shapes. Caution should be used for Reverse Motion in excess of Kink Height and Reverse Motions in excess of 90?as neck damage may result.loop factor This parameter is used to fine tune loop height by adding or subtracting wire from the loop. It adjusts the length of wire pay-out for a given loop length before the wire clamps are closed. It is a determining factor for loop height and wire straightness. It is used to increase or decrease wire pay out from that calculated by the machine. Most applications require that some wire be subtracted from the wire pay-out in order to achieve a loop with the highest point located over first bond. A positive value for this parameter will increase wire pay out. A typical value would be -4 mils.2.0.3 Ball ParameterCurrent,Gap,Extension通常使用各项推荐值即可.但Ball Size是第一点各项参数及测试结果的基值,要首先对第二点参数进行优化,因为第二点会影响线尾及FAB的形成及稳定性,并应在完成第一点参数调整前根据所选用的Capillary,金线及Pad 尺寸确定此数值,确定后,应尽量不对此值进行改动.3.0开机自检4.0校准次序应注意的是:KNS机器的一大特点就是几乎所有的基准都是根据Z值及PRS来定义的.所以应优先 / 保证Z及PRS的精度/准确性,使机头与工作台,上下料部同时去靠拢同一基准,此基准也是焊接的水平高度.( 校准与操作步骤详见操作手册 )Maxum Plus Bonder Specifications1.1 Material Handling CapabilityLeadframe DimensionsLength: 3.5 to 10.5 in. (90 to 267 mm)Width: 0.60 to 3.2 in. (15.2 to 81.3 mm)Thickness: 0.004 to 0.035 in. (0.10 to 0.89 mm)Die Pad Down-Set: Up to 0.090 in. (2.3 mm)Die Site Pitch: 0.1 to 3.5 in. (2.5 to 90 mm)Lead Pitch (minimum): 0.0026 in. (66 mm) with 1 mil (25 mm) wireLead Width (minimum): 0.0016 in. (40 mm) with 1 mil (25 mm) wireMinimum Lead Spacing: 1 mil (25 mm)Magazine DimensionsWidth: 0.8 to 3.75 in. (20 to 95.3 mm)Length: 5.00 to 10.75 in. (127 to 273 mm)Height: 2.0 to 7.0 in. (50 to 178 mm)Slot Pitch: 0.05 to 1 inch (1.27 to 25 mm)Wire Bonding CapabilityBonding Area2.2 in. x 2.6 in. (56 mm x 66 mm) - for leadframe widths up to3.2 in. (81.3 mm). For leadframes greater than 3.2 in. (81.3 mm), the bondable area will be reduced in the Y direction to 2.3 in. (58.4 mm). Bond Height Differential0.9 mm (35 mils) maximum offset between first bond and second bond with 2X and 6X focus at respective bondplane.Wire Capacity3000 wires per process program, standard; 10,000 wires, optional.Wire Diameter0.7 mil (18 mm) to 1.3 mils (33 mm), standardEye point Capacity300 Pattern Recognition System (PRS) eye points per process programNOTE: Some loop shape options are added-cost premium features, and are not included in the standard machine software version. Premium looping features must be added at the factory before machine shipment. Contact any K&S Sales and Service representative for more information.Maximum Wire Length0.300 in. (7.6 mm) for standard/low loop (other loop shape options may increase/decrease maximum wire length)Programmable Bond ForceMinimum: 10 gramsMaximum: 300 grams (subject to maximum power limit)Resolution: 1 gramAccuracy: ? grams @ ?10 g, ?0% @ 10 to 50 g, ? g @ 50 to 300 gProgrammability: Operator programmable on a per bond basisProgrammable Bond TimeMinimum: 1 millisecond (msec)Maximum: 2000 msec (subject to maximum bond power limit)Accuracy: +1 / -0 msecResolution: 1 msecProgrammability: Operator programmable on a per bond basis?Pre/Post Bond Ultrasonics DelayMaximum: 30 msecAccuracy: +1, -0 msecResolution: 1 msecProgrammability: Operator programmable on a per bond basis. Delay can be inserted either before or after ultrasonic bond time.?Temperature Control (Pre Heat/Bond Site/Post Heat/ZTC)Temperature control is required for the three (3) indexer zones (pre heat, bond site, and post heat) and for thermal management (ZTC) of the bond head and optics assemblies.Minimum (Pre Heat/Bond Site/Post Heat/ZTC): Ambient TemperatureMaximum (Pre Heat/Bond Site): 300?CMaximum (Post Heat): 200?CMaximum (ZTC): 100?CResolution: 1?CVariability: ??C about set point temperature (display versus bond site heat block)Variability: ?0?C about set point temperature (display versus pre heat/post heat blocks)?Total Bond Placement ErrorFirst bond: ?.5 mm, 3s (includes machine accuracy, repeatability and real-time thermal drift compensation) Second bond: ?2.5 mm, 3s (includes machine accuracy and repeatability, VLL accuracy and repeatability and real-time thermal drift compensation)?Ball Size Control (programmable target settings for unbonded balls)Minimum: 1.4 times wire diameterMaximum: 3.0 times wire diameterResolution of Programmable Setting: 0.1 wire diameterRepeatability about Target Setting: ?.0 mm (?.2 mils) @ 3sNOTE: These values assume standard capillary design.?Ball Squash Diameter ControlMinimum Average: 32 mm (1.26 mils)Variability about Target Setting for >50 mm: ?% @ 3sVariability about Target Setting for 50 mm: ?0% @ 3s?Ball Squash Height ControlMinimum: 5.0 mm (0.2 mils)Maximum: 30.0 mm (1.2 mils)Offset from Nominal: ?5% @ 3sNOTE: Ball squash height is measured from the bond pad to the tool mark on the ball.?Die CharacteristicsMinimum Die Size: 0.010 in. (0.25 mm) squareMaximum Rotation: ? Degrees @ default box size of 0.020 x 0.020 in. (0.5 mm x 0.5 mm)Maximum Tilt: ?.0024 in. (60 mm) corner-to-corner5.0 Trouble Shooting5.1线弧问题Looping Problem问题发生之现象建议检查之区域问题排除步骤在导线架接脚位置处发生塌线情形a. 第二焊点教读太靠近接脚的尖端重新教读第二打点位置以增加导脚尖端与第二焊点间的导脚面积5.2第一焊点不黏Non-Stick on Pad Errors (NSOP)问题发生之现象 建议检查之区域 问题排除步骤参数/超音波 a. 检查超音波输出执行超音波输出校正检查焊针与锁针螺丝及扭力大小(25 in-oz)检查换能器(Transducer)的上锁螺丝及扭力大小(65 in-oz)b. 检查焊黏参数(Power, Time, Bond Force, Ball Size, Wire Size, Temperature 的设定值)针对第一焊点与第二焊点的参数进行最佳化调整焊黏点位置 a. 检查十字线打点是否与影像位置同步 修正十字线打点位置 Crosshair Offset b. 检查程序是否被正确的加载 加载正确的焊线程序或重新教读程序c. 检查下列各项是否有拴紧•换能器 (Transducer) •光学装置 (Optics) •X-Y 工作台•送料平台 (Workholder) •焊黏头 (Bond Head)将有松脱的螺丝上紧d. 检查换能器是否水平垂直 使用制具及 1 mil 厚薄规检查Transducer 水平及垂直的状况e. 气流扩散器(Diffuser)设定 检查气流扩散器(Diffuser)设定f. 影像辨识系统(PRS)作业功能正常执行PRS 校正及确认电眼(eyepoint)与校正所得出的find/scale 两项因素 初始接触压力 a. 所教读的打点高度不正确重新教读打点高度 (Re_Teach Bond Height)5.3第一焊点不且线断NSOP – Broken Wire问题发生之现象建议检查之区域问题排除步骤焊针针对焊针作下列的检查•清洁与否•损耗•正确的型号与尺寸•针印良好(Tool Mark)•正确的锁针扭力 (25 in-oz)如有必要, 更换新的焊针送线路径针对送线路径作下列的检查•清洁与否•线夹与焊针有否正确的被定位(金线是否有成一直线)•送线路径中的真空张力设定•不良的线夹•清洁送线路径•调整线夹与焊针的垂直相对位置•降低真空张力器的气流设定•更换受损的线夹组件材料检查下例情况:•金线有无弯折•不良的金线更换金线参数弧度参数调整弧度参数(降低反向位移参数)压合材料所造成的摆动送料工作台的热压板的压合状况校正工作台的压板 (Clamp Calibration)重新教读进料定位(Indexing Teach)更换热板与压板 (Heat Block & ClampInsert)5.4第一焊点不黏假侦测False NSOP Error Indications问题发生之现象建议检查之区域问题排除步骤5.5 第二焊点不黏Non Stick on Lead (NSOL) Errors问题发生之现象 建议检查之区域 问题排除步骤参数/超音波 a. 检查超音波输出执行超音波输出校正检查焊针与锁针螺丝及扭力大小(25 in-oz)检查换能器(Transducer)的上锁螺丝及扭力大小(65 in-oz)b. 检查焊黏参数(Power, Time, Bond Force, Ball Size, Wire Size, Temperature 的设定值)针对第一焊点与第二焊点的参数进行最佳化调整焊黏点位置 a. 检查十字线打点是否与影像位置同步 修正十字线打点位置 Crosshair Offset b. 检查程序是否被正确的加载 加载正确的焊线程序或重新教读程序c. 检查下列各项是否有拴紧•换能器 (Transducer) •光学装置 (Optics) •X-Y 工作台•送料平台 (Workholder) •焊黏头 (Bond Head)将有松脱的螺丝上紧d. 检查换能器是否水平垂直 使用制具及 1 mil 厚薄规检查Transducer 水平及垂直的状况e. 气流扩散器(Diffuser)设定 检查气流扩散器(Diffuser)设定f. 导脚位置的影像辩识(VLL) 重新教读VLLg. 影像辨识系统(PRS)作业功能正常执行PRS 校正及确认电眼(eyepoint)与校正所得出的find/scale 两项因素 初始接触压力 a. 所教读的打点高度不正确 重新教读打点高度 (Re_Teach Bond Height)b. Z 轴马达有矿渣或受外部的影响 检查并清洁Z 轴马达c. Z 马达在动作时有受到干扰或阻碍检查打火棒的高度设定及周边的组件是否有阻碍到Z 轴的运动行程5.6第二焊点不黏假侦测False NSOL Error Indications问题发生之现象建议检查之区域问题排除步骤材料产品的阻抗值过高(边晶/晶体表面出现黑污)•将阻抗值过高的接线之焊黏侦测的功能关闭•假如所有的接线显示出阻抗过高则将5.7缩线Short Tail Error (SHTL)问题发生之现象建议检查之区域问题排除步骤如有必要, 更换新的焊针焊针针对焊针作下列的检查•清洁与否•损耗•正确的型号与尺寸•针印良好(Tool Mark)•正确的锁针扭力 (25 in-oz)工作台(Workholder) a.导脚平贴在热板上•重新作压板的校正(ClampCalibration)•重新教读进料定位 (Bond Position)•清洁/更换一组新的热压板(clampinsert / heat block insert)b.热板或压板有脏污受损的情形清洁脏污的热板与压板, 如有损毁则更换新的热压板调整适当的参数值参数设定第二焊点的焊黏参数(power, bond force与contact angle)检查十字线打点是否与影像位置同步修正十字线打点位置 Crosshair Offset焊黏点位置 a.b. 检查程序是否被正确的加载加载正确的焊线程序或重新教读程序c. 检查下列各项是否有拴紧将有松脱的螺丝上紧•换能器 (Transducer)•光学装置 (Optics)•X-Y工作台•送料平台 (Workholder)•焊黏头 (Bond Head)d. 检查换能器是否水平垂直使用制具及 1 mil厚薄规检查Transducer水平及垂直的状况e. 气流扩散器(Diffuser)设定检查气流扩散器(Diffuser)设定f. 影像辨识系统(PRS)作业功能正常执行PRS校正及确认电眼(eyepoint)与校正所得出的find/scale两项因素5.8无法烧球EFO Open Error问题发生之现象建议检查之区域问题排除步骤不正常的线尾 a.BITS线尾侦测功能被关闭将线尾侦测功能打开b. 前一条线的第二焊黏侦测未被侦测出•调整第二焊黏点的参数设定使期能正确检出黏着不良的焊点•修正热板与压板的中心对位•修正第二点打点位置c.不良的EFO •设定打火棒高度与间隙•清洁或更换新的打火棒•清洁或更换新的线夹•更换EFO高压接线•检查EFO烧球时整个接地路径是否正常参数检查第二焊黏点参数设定值 (Power, bondforce, contact angle)调整参数5.9焊点偏移Bond Placement问题发生之现象建议检查之区域问题排除步骤操作员作业错误检查以下项目:•不正确的十字线(Crosshair Offset)同步设定•不良的操作点与电眼教读与对位修正•不良的打点位置教读•修正十字线教读•重新调整操作点的对位•重新教读打点位置X-Y工作台精准度错误检查以下项目:•在X-Y工作台上的滑轨道有过度移动或不正确的前载•松动的X马达托架( motor bracket)•马达位置定位松动或马达定位不良•没有润滑剂•不正确的十字线定位 (Crosshair)•XY服务器控制没有调教 (XY ServoTune)•更换X-Y工作台•将松动的组件与螺丝栓紧•将马达依照推压点(bench point)重新放置定位•将润滑剂涂抹在way bar 及rear Yslide bearing•重新教读十字线•校正 X-Y servos tune5.10球型不良 Deformed Bonds问题发生之现象建议检查之区域问题排除步骤球型有过度挤压成型的现a. 超音波输出太高将超音波的输出大小设定降低或将焊黏时间减少象(BallOversquashed)b. 焊黏压力太大调降焊黏压力c. 温度设定太高将预热区(Preheat)及焊黏区(Bond site)的温度设定降低d. 初始焊黏压力(initial bond force)设定太大降低初始焊黏压力e. 金球大小或金线尺寸设定太小设定正确的金线尺寸f. 焊黏压力校正没有教读做bond force校正g. 焊针有磨耗损坏或规格不对更换新的焊针h. 超音波输出校正没有教读做USG校正i. 焊黏的接触高度不正确使得接触延后侦测出重新教读打点高度 (re-teach bond height)球型有不足挤压成型的现a. 焊黏压力接触临界值温度或超音波设定太低如有需要增加设定值象(Ball Undersquashed) b. 金球大小或金线尺寸设定太大安装正确的金线尺寸或设定金球大小(FAB)c. 焊针有磨耗损坏或规格不对更换新的焊针d. 金线尺寸规格不对安装正确的金线以符合焊针尺寸e. 不良的热压板压合重新教读热压板及定位f. 因晶体的高度变化使得接触延后被侦测出重新教读打点高度 (re-teach bond height)g. 不正确的:•超音波输出校正•焊黏压力校正执行:•超音波输出校正•焊黏压力校正高尔夫球型(金线与球型中心偏离)Clubbed Balls a. 张力器(tensioner)气流被关闭,与线夹相对垂直度不合或张力气有脏污•确定张力器的气流指示灯是在ON的状态•增加张力器的真空气流量可以改善高尔夫球型的现象发生•确定在张力气内的导管是清洁的, 如有脏污则以酒精清洗b. 焊针有磨耗损坏或规格不对更换新的焊针c. 线夹的滑动宝石(jewels)有磨损或脏污•清洁宝石, 使用细颗粒酒精来清洗•更换线夹中有损毁的组件, 如变形的弹片d. 前一条焊线有发生第二点不黏的现象参考1-4第二焊点不黏e. 线夹的玻璃导管有破损或脏污•更换损毁的玻璃导管•如导管有脏污则使用酒精以超音波共振器清洗并以高压气流喷吹使其干燥f. 线夹的玻璃导管与线夹及焊针位置没有在一直线上重新调整其相对位置使金线在经过玻璃导管到线夹时是呈现垂直的且金线在线夹打开时不会碰触到线夹的夹合片. 然后金线在通过焊针时不会碰触到焊针内径的壁面g. 金线污染或线径没有与焊针匹配更换新的金线或尺寸匹配的线卷h. 金球与线径大小参数确定正确的线径与金球大小(FAB)被设定5.11放线路径与侦测器检查Wire Feed/Wire Sensor Troubleshooting问题发生之现象建议检查之区域问题排除步骤金线侦测器设定不成功或送线错误a. Air Guide 阻塞或脏污清洁Air Guideb. Air Guide的气流不足以支撑线弧•调整Air Guide的气流量•确定通气孔没有阻塞•检查气流系统c. 光纤没有正确的连接到侦测器(红光点没有出现在Air Guide面板)检查Air Guide的光纤连接与侦测器设定检查光纤有损毁现象d. 光纤有损毁现象e. 灵敏度差更换新的光纤重新校准放大器灵敏度6.0 Capillary的更换步骤 ( 应标准化更换步骤,以便降低人为操作及更换Cap对制程及质量的影响 )z在控制面板上按Park Indexer (Shift + F10), 將定位器(Indexer)移至出料位,利用鼠标将机头移至较容易取下Cap的位置(一般为左前方)z检查Air Guide与Tensioner指示灯,如灯亮,按下按钮将其关闭z將金线抽离Cap(如有金球在Cap尖端时,將线夹打开,抽掉金球以避免造成塞針情形) z在控制面板上按Z Chess以使Z轴上升到脱离EFO Wand的高度z將锁紧Cap的螺丝松开,用镊子將Cap取下,可打開USG ON (F7)以帮助Cap脱离z利用镊子將新的Cap裝上,并向上頂到換能杆(Transducer)的定位位置z使用扭力扳手將锁Cap螺丝上紧到25 or 35 in-oz的扭力z进行USG的校正 USG Calibration (Calibration → Bond Head → USG)z进行十字线校正 Crosshair Offset (Calibration → Bond Head → Crosshair Offset)z进行打火棒高度校正 EFO Height (Calibration → Bond Head →EFO Height)z从菜单工具栏中选择 BND HT RELRN 以对Die的表面高度重新进行教读z穿金线,使用 F8 來打开线夾,如有需要,可以使用 F7键將超音波(USG)z利用鼠标將Cap移到产品上,选择适当位置后,按下B1键进行消线尾( 此动作时线夹应处于打开状态.如否,按F8 將线夹打开,切线完成后,真空張力器將被自动打开(Tensioner On)z假如所裝的Cap为新的,则应將Cap记数复位归零(Configure → Tool Change → Tool)7.0 检查金线送线路径的气量/并保持线径的清洁Index Name SettingNotes1Main Input Air Regulator 55 pound per squareinch系統氣壓顯示出目前進氣的壓力, 其調節鈕位置在上層控制台的右上後方處, 唯一黑色旋轉鈕, 調整時, 將旋鈕下拉後旋轉調整 2 Air Guide 15 - 25 psi1. 將Air Guide 的按鍵壓下,此時指示燈號亮著2. 旋轉調節鈕使氣流指示器指到所要的氣流量3. 將Air Guide 的按鍵再壓下,此時指示燈號熄掉3 Wire Tensioner 10 psi – 15 psi1. 將Tensioner 的按鍵壓下,示燈號亮著2. 旋轉調節鈕使氣流指示器指到所要的氣流量8.0 MTBA的逐步改善Production Data Summary Dialog Box7.4.2.1.2 Set Error Collection CategoriesPast versions of ball bonder software incorporates a mean-time- between-assist (MTBA) count which is based on any error that will stop the bonding process during auto mode processing. This approach is found to be not applicable to some customers since they are only interested in collecting MTBA data based on a limited set of error conditions. In addition, past versions of ball bonder software define Production time to include all the time that the machine is running in auto mode. Any initial warm-up/ editing time for starting a new package in auto mode is also counted. The Maxmm software incorporates a feature that changes this former method by creating a "K&S Friendly" statistics that improve the MTBA reporting data.The `Set Error Collection Categories' feature allows MTBA information to be collected and reported based upon specific "Error Collection Categories." The user has the ability to select from groups of individual error "Types" in order to formulate the final MTBA report. This selection is programmable and supported with Privileged Lockout capabilities. If the user does not select error collection categories, the MTBA data will be collected using the default K&S categories. Any categories not selected will be inactive (grayed) and contain only a zero `0' value for the number of assists.MTBA statistics will only be collected in Auto mode during "Production Time" automatic bonding. In addition, the Maxmm software redefines production time as continuous bonding (in Auto Mode) without Errors or Stoppages for a minimum of 4 minutes. The MTBA statistics will only be collected after Production Time has been established. If any error or stoppage has occurred during the 4 minute initial warm-up time, the 4 minute timer will be reset when bonding resumes. Each time the user exits Auto Mode, MTBA collection will be discontinued. Each time Auto Mode is re-entered, Production Time will be re-established before MTBA data collection resumes.After Production Time auto bonding has been established, any "Repeated Errors" that create a machine stoppage (within 1 index) will not decrease the final MTBA statistics. Repeated Errors are defined as multiple machine stoppages that occur within 1 workholder index. However, repeated errors will increment individual assist counters. Example: Only 1 assist per index will be recorded against reducing final MTBA. Multiple stoppages of PRS, VLL, or MHS errors that occur on the same workholder index will count as "1" stoppage against MTBA.Past versions of ball bonder software handled all of the Temperature-out- of-limit errors by displaying an event handler error message on the screen so that the user could take action to recover from it and at the same time the machine would continuously monitor the workholder temperature and would automatically resume bonding if the temperature is found to be within the programmable limit. This condition would always be counted as one assist even if the user was not involved in the recovery. The Maxmm softwarewill only count it as an assist if the operator has acknowledged and recovered the error manually.The current statistics counters will be saved in non-volatile random access memory (NVRAM) so values can be recovered during power failure recovery.Since this feature is supported under the Privileged Lockout software, selecting [2] Set Error Collection Categories from the `Production Data Summary' dialog box displays a "NO PASSWORD ENFORCEMENT" message or a request for the user to enter the password. The user selects OK or enters the password respectively. This, in turn, displays the `Set Error Collection Categories' dialog box (see Figure 7-23).7.4.2.1.7 Process Error StatisticsTemperature Error The total number of temperature errors occurring during Auto Run mode.NSOL Error No Stick on Lead and Bad Tails. The total number of failures to have a wire bond to stick to a lead and the total number of bad tails (wire left in the capillary after wire tearing) during Auto Run mode. EFO Open The total number of EFO failures occurring during Auto Run mode.Short Tail The total number of wires which tore prematurely after the second bond leaving inadequate wire length for EFO.NSOP Error No Stick on Pad and Broken Wire. The total number of failures to have a wire bond to stickto a die pad and the total number of wires which broke during Auto Run mode.7.4.2.1.8 Vision Error StatisticsDevice Eye Failure The total number of times the vision system failed to locate an eye point in a die, lead or substrate reference system.VLL Find Failure The total number of times the vision system encountered a VLL Find Failure during Auto Run mode. For example: the vision system failed to locate a lead or the found lead failed to be within the width limits.Line Tol. Failure The total number of times the line tolerance between two eye points failed to be within limits.5.2.3 Pattern Recognition System (PRS)[1] Align Scheme This parameter can be set to `Per Device' or `Per Package'.Per Device: The alignment parameters in the dialog box correspond to each separate device as it is indexed to the bond site.PRS单独辩识每个Device然后开始打线Per Package: The alignment parameters in the dialog box correspond to all devices within the package (i.e., a package consisting of one or more device matrixes)PRS辩识整个窗口内的所有Device然后再开始打线[2] Eye Points Set to `As Taught' or `Last Found'.As Taught: When selected, PRS searches for the eye point at its taught X, Y location, regardless of the location where the last eye point was found.PRS按预教的Eye Point XY座标进行搜寻定位Last Found: When selected, the PRS will search for the current eye point starting at the X, Y location where the same eye point was found on the previous device. The eye point must meet all of the criteria established from the last eye point that was found of the same type (i.e., a primary eye point on the die from the previous device).PRS参考前一个运送的Eye Point XY座标进行搜寻定位,运送速度较前者快5.2.3.1 Pad Finder Alignment[4] Pad Align Ltol Pad Alignment Line Tolerance. This parameter sets the maximum allowable deviation from the programmed distance between two operator points on the die reference system. This parameter is used when PRS functions as an assistance during manual or auto alignment of the die reference system (see "Assist in Opr Align" or "Assist in Auto Align" below). The user may change the line tolerance by entering a new value into the data entry field.设定2个Operator Points相距的最大允许误差[5] Assist in Operator (Opr) Align When set to ON, this feature enhances the method by which a die reference system is manually aligned by adjusting for any slight misplacement of the manually entered operator point. This feature is operational only on a die reference system. During manual alignment, when the operator point is entered, PRS locates the die pad nearest the operator point. Then, the software calculates the placement of the manually entered operator point and compares it with the placement of the originally taught operator point. If needed, the manually entered point's location is adjusted to the location of the originally taught point. The value of the "Pad Align Ltol" parameter is used during the operator point calculations. This procedure is done for both operator points.此项只适用于Die Ref.其有助于帮助手动对点时的轻微偏差[6] Assist in Auto Align This parameter may be set to one of three states: `As Backup', `Always' or `Never'. This feature enhances the method by which a die reference system is auto aligned by using the taught locations of the die reference system's operator points, the die pads nearest those operator points and the value of the `Pad Align Ltol' parameter. This feature is operational only on a die reference system. The following defines each setting.As Backup: If eye point alignment fails due to a line tolerance failure, pad alignment (see below) is performed and, if successful, the pad alignment will override the eye point alignment.进行Eye Point Alignment时,若因为Line Tolerance Failure而导致失败,将执行Pad Alignment若成功,将执行Eye Point AlignmentPad Alignment: PRS locates a die pad nearest each operator point. Then, the software aligns the reference system by calculating the placement of the die pads in relationship to the operator points at the same time verifying the Pad Align Ltol value.Always: If eye point alignment is successful, pad alignment is performed to verify the line tolerance (i.e., the Pad Align Ltol value) and the eye point alignment is kept. If eye point alignment fails due to the line tolerance, pad alignment is used and this mode is treated as `Backup' mode.若Eye Point Alignment成功,将校验Pad Alignment,Pad Align Ltol若因为Line Tolerance Failure而导致失败, 将执行类似于后备模式的Pad AlignmentNever: Reference system eye point alignment performs normally, that is, without the pad alignment function.Pad Alignment不使用5.2.3.3 Configure PRS Delay[1] VLL Delay This delay extends the amount of time from when the bond head optics are positioned over the lead(s) to be scanned to when the scan actually begins. The delay time allows inherent vibrations of the optics and device which may interfere with VLL to damp. If this parameter is set to some value other than zero, the overall completion time for the process is increased.当将B/H移至材料上方要进行PRS辩识时,增加一个延时时间,可改善B/H移动或材料变形给PRS所造成的误差,将影响UPH[2] PRS Delay This delay extends the amount of time from when the bond head opticsare positioned over the eye point to be scanned to when the scan actually begins. The delay time allows indexing to complete and the site to stabilize prior to eye point search.If this parameter is set to some value other than zero, the overall completion time for the process is increased.当将B/H移至eye point上方要进行PRS辩识时,增加一个延时时间,可得到较稳定的eye point辩识,将影响UPH5.7.2 Device ParametersBondplane Offset: Adjusts position (in Z axis) where top of material is presented when the material is clamped at the bond site. This offset is relative to the bond plane height. A positive offset value raises thetop of the material above the bond plane. A negative offset value lowers the top of the material below the bond plane.改变H/B在W/C闭合时的高度,其值将影响焊线高度+值将抬高H/B的高度-值将降低H/B的高度Clamp Force Offset: Adjusts the amount of force applied by the clamp insert when material is clamped for bonding. A positive value for clamp offset increases the applied clamp force. The clamp insert is moved down the number of mils entered to apply more force. A negative value for clamp offset reduces theapplied clamp force. The clamp insert is moved up the number of mils entered to apply le\ss force.以改变闭合时W/C垂直升降的距离(mil)来改变W/C压紧材料时的压力+值将增加W/C压紧时的压力-值将降低W/C压紧时的压力Index Speed (Slow, Medium, Fast): Sets the speed at which leadframes/flatboats are moved by the index gripper. Slow speed should be selected for lightly-built flatboats that require gentle handling during indexing or for any carrier where wire loops can be easily disturbed after wire bonding. It should, however, be selected only if necessary because it causes a decrease in throughput. Medium speed should be suitable for most other applications. Use high speed only with heavier leadframes/flatboats. Refer to the index speed summary in Table选择材料进入到index gripper的运送速度,将影响UPHSLOW MEDIUM FAST Acceleration(Inches/Sec2)32100250 Velocity(Inches/Sec)51020RS During/After Clamp Focus Motion:DURING CLAMP FOCUS MOTION PRS seeks the eye point while the clamp is moving toward its focus position. Materials sensitive to heat expansion can cause PRS to fail the eye point recognition. Materialscan buckle causing the eye point to be blurred because it is out of the vision system's depth of field. Using this setting for large easily defined eye points decreases the index cycle time per device.PRS在移动到聚焦位置的同时,搜寻Eye Point,但易受材料热变形等因素的影响,但运送时间较快。
maxumplus焊线机说明书

maxumplus焊线机说明书KS maxum plus全自动焊线机产品描述:KS maxum plus全自动焊线机主要应用于发光二极管、中小型功率三极管、集成电路及一些特殊半导体器件等内部引线的焊接,适用于SMD贴片支架:3528、5050、0603、0805、1206、等等;大功率LED、大功率LED 侧射型、DIP等;食人鱼支架:内凹系列、平头系列;普通支架:、Φ5、Φ8、10Φ、椭圆系列、草帽头系列、闪烁灯系列、双色灯系列、发射管接收管系列等LED支架的焊接。
产品优点:节省人工,一个人可同时操作4-5台。
生手一样能操作,生手熟手均可在半小时内学会。
提高产能,现有金丝球焊线机经改造后单机产量可提高30%以上。
提升品质,焊线机改造后LED焊线站的品质将大大提升。
减少材料浪费,焊线站的良品率提高后材料便可少浪费了。
员工无须在显微镜下操作,有效降低了员工的劳动强度,使员工工作时更具人性化,从而有效地降低焊线站人员的流动性。
自动化程度高:由CCD镜头摄取图像经电脑计算控制滑板运动到精确位置后打线。
适用于目前led在线加工的所有产品。
焊线准确度:+/-5.0um间距:55um焊接区域:50*65mm线径:0.8MIL - 3MIL,最大线长度:7.6mm最小循环高度:100µm引线框架的尺寸,长度: 90 - 267mm,宽度: 15.2到81mm,厚度: 0.10到0.89mm 下垫板:2.3毫米输入电压:100-240va 消耗量:2.0kva重量:590kg品牌:KS型号:maxum plus类型:金线绑定机加工定制:否工作气压:6kgMPa焊接压力:2kgf温度设置:25℃热压时间:1s热压精度:1mm产能:16kpcs/h压头尺寸:10mm电源:220V/Hz功率:2kW外形尺寸:8*8*8mm重量:550kg精度:+/-2.5um间距:35um最小循环高度:100µm 焊接区域:50*65mm线径:0.8MIL - 3MIL。
林科恩电子Magnum PRO 100L电缆焊接机操作手册说明书
Operator’s ManualSave for future referenceDate PurchasedCode: (ex: 10859)IM10519| Issue D a te Nov-18© Lincoln Global, Inc. All Rights Reserved.SECTION A:WARNINGSC ALIFORNIA PROPOSITION 65 WARNINGSWARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code § 25249.5 et seq.)ARC WELDING CAN BE HAZARDOUS. PROTECTYOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY.PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.BE SURE THAT ALL INSTALLATION, OPERATION,MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS.FOR ENGINE POWERED EQUIPMENT.1.a.Turn the engine off before troubleshootingand maintenance work unless themaintenance work requires it to be running.1.b.Operate engines in open, well-ventilated areas or vent the engineexhaust fumes outdoors. 1.c.Do not add the fuel near an open flame weldingarc or when the engine is running. Stop the engine and allow it to cool before refueling to with hot engine parts and igniting. Do not spill fuel when filling tank. If fuel is spilled, wipe it up and do not start engine until fumes have been eliminated.1.d. Keep all equipment safety guards, coversand devices in position and in good repair.Keep hands, hair, clothing and tools away from V-belts, gears, fans and all other moving parts when starting, operating or repairing equipment.1.e.In some cases it may be necessary to remove safety guards toperform required maintenance. Remove guards only when necessary and replace them when the maintenance requiring their removal is complete. Always use the greatest care when working near moving parts. 1.f. Do not put your hands near the engine fan. Do not attempt tooverride the governor or idler by pushing on the throttle control rods while the engine is running. 1.g.To prevent accidentally starting gasoline engines while turningthe engine or welding generator during maintenance work,disconnect the spark plug wires, distributor cap or magneto wire as appropriate. 1.h.To avoid scalding, do not remove the radiatorpressure cap when the engine is hot.ELECTRIC ANDMAGNETIC FIELDS MAY BE DANGEROUS2.a.Electric current flowing through any conductorcauses localized Electric and Magnetic Fields (EMF).Welding current creates EMF fields around welding cables and welding machines 2.b.EMF fields may interfere with some pacemakers, andwelders having a pacemaker should consult their physician before welding. 2.c.Exposure to EMF fields in welding may have other health effectswhich are now not known. 2.d.All welders should use the following procedures in order tominimize exposure to EMF fields from the welding circuit:2.d.1.Route the electrode and work cables together - Securethem with tape when possible.2.d.2.Never coil the electrode lead around your body.2.d.3.Do not place your body between the electrode and workcables. If the electrode cable is on your right side, the work cable should also be on your right side.2.d.4.Connect the work cable to the workpiece as close as pos-sible to the area being welded.2.d.5.Do not work next to welding power source.SAFETYTABLE OF CONTENTS INSTALLATION.............................................................................................................................................SECTION A GENERAL DESCRIPTION.............................................................................................................................................A-1 TECHNICAL SPECIFICATIONS.....................................................................................................................................A-1 IDENTIFY AND LOCATE COMPONENTS ......................................................................................................................A-2 POWER MIG 140-180 INSTALLATION (LINCOLN FEEDERS).........................................................................................A-3 LINER INSTALLATION AND TRIMMING INSTRUCTIONS................................................................................................A-3 CONTACT TIP AND GAS NOZZLE INSTALLATION.........................................................................................................A-3OPERATION ................................................................................................................................................SECTION B ELECTRODES AND EQUIPMENT..................................................................................................................................B-1 MAKING A WELD........................................................................................................................................................B-1 AVOIDING WIRE FEEDING PROBLEMS........................................................................................................................B-1 MAINTENANCE.............................................................................................................................................SECTION C REMOVAL, INSTALLATION AND TRIMMING INSTRUCTIONS FOR MAGNUM®PRO LINERS...........................................C-1 REMOVAL AND INSTALLATION OF GUN TUBES AND NOZZLES....................................................................................C-1 GUN CABLE CLEANING...............................................................................................................................................C-1TROUBLESHOOTING.....................................................................................................................................SECTION DMAGNUM PRO®100LOPERATIONMAGNUM PRO®100LMAINTENANCEATENÇÃOJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.ATENÇÃOJapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.customer assistance policyThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any respon-sibility for updating or correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.。
KAIJO 金线焊线机 FB-900 (平面型 LED 自动金球焊线机)

KAIJO金线焊线机FB-900(平面型LED自动金球焊线机)(LED灯专用生产设备)销售专线:158****6609、***************************性价比最好的焊线机系列,性价比最好的贴片机系列。
国产最好的回流焊系列,国产最好的波峰焊系列;国产最好的回流炉系列,国产最好的印刷机系列;国产最好的丝印机系列,性价比最好的金线焊线机系列;FB-900(LED焊线机)是日本KAIJO全自动金线焊线机最新水平类机种;速度快、适应品种广、更强的稳定性、性价比高!是目前LED封装3528、5050等产品的日本主力封装机型。
同时可应对HIPOWER、贴片SMD(0603、0805等)、sideview等其他规格LED封装。
金线机FB-900(LED焊线机)之特点(印刷机,波峰焊,回流焊,贴片机,焊线机,丝印机,回流炉,金线机,金线焊线机):(1)全自动金线机焊线速度达到48ms/线;(2)全自动金线机超音波双频标准搭配,应对不同产品;(3)全自动金线机悬挂式平台直线伺服驱动,应对高速运动,效率超高; (4)金线焊线机多种线弧控制技术,对于HI-POWER等高难度线弧应对轻松; (5)金线焊线机超宽的Y方向可焊线面积(80mm),是目前业界唯一的标准机型,轻松应对宽框架,提升效率明显;(6)金线焊线机国产的价格、进口的质量;性价比超高;本公司是KaiJo(LED焊线机)全球金线最大的代理商,交货快,售后有保障,KaiJo最新型号FB900,焊接速度快,质量可靠,稳定性好!欢迎广大客户洽谈业务!LED焊线机适用范围:LED光柱、双色LED灯、全彩LED灯、超高亮LED、食人鱼、大功率LED、普通LED灯、紫外线LED灯、表面贴装LED、数码管等。
1.设备概要:本机是通过采用实现低振动防振控制XY 操作平台及搭载有超小型无振动系统的低惯性焊头,达到提升焊线品质及高速焊线功能,提高综合产能,并便于操作且应用广泛的金线焊线机.在适应领域方面,也兼备以往机型上的双频超声波振动器和代表了KAIJO独自LOOP形成技术的FJ-LOO P技术,可应用于更广泛的品种.要实现以上功能,需采用下面的技术:采用了CAE技术的耐振设计,具备可承受焊线高速化的构造。
KNS MaxumUltra 试题库及答案

KNS Maxum/Ultra试题库及答案一.填空题:1. E.F.O WAND与CAPILLARY之间的GAP一般为__5__MIL。
2. 写出下列各英文缩写的涵义:PRS Pattern Recognition System(图像识别系统);MDP Machine Dependent Parameters (机器特性参数);MHS Material Handling System (料的运送系统)。
3. 调整Wire Clamp Gap 时,线夹打开时的GAP 一般为金线直径的_2 ~ 4_倍。
4. 机器的系统压力表的取值范围是:_55 ~ 65_PSI。
5.影响眼点质量的4因素:(1)_眼点框的位置(2)眼点框尺寸的大小_ (3)_ 灯光的设置_ (4)_ 焦聚_ _二.是非题:1. 调整Connx或IConn打火杆位置时,一般要用到Bond force Gauge。
(╳)2. EFO wand 在放电时,正常情况下为黄色。
(╳)3.MHS 包含Input Handler, Workholder, Output Handler。
(√)三.选择题:1.EFO Height (打火杆高度)的取值范围: ( 2 )(1)270~280 mils (2)260~280 mils (3)250~270 mils(4)260~270 mils2.Connx或者IConn机器更换CAP(劈刀)的力矩是:( 2 )(1) 15 oz.inch (2) 25 oz.inch (3) 35 oz.inch (4) 45oz.inch四.简答题:1.更换CAP(劈刀) 后需要完成哪几个步骤:答:(1) USG Calibration (USG 校准)(2) EFO Height check (检查打火杆高度)(3) Crosshair offset calibration (十字线校准)(4)Changed Tool (劈刀焊接次数清零)(5) Bond Height Relearn (重新测焊接高度)2.如何编教一个新的程序:答:(1)Teach New MHS Program (教新的运送料的程序)1)Enter new leadframe and magazine parameters(输入料和弹闸的参数)Measure leadframe and magazine if necessary2)Install a new clamp insert and heat block (装入新的加热块和压板)3)Teach new bond (Index) position (教新的料的运送位置)4)Load magazines onto Input and output magazine handlers(装入进出弹闸)(2)Teach New Bond Program (教新的焊线程序)1)Teach new lead reference system (教新的框架的识别系统)2)Teach new die reference system (教新的芯片的识别系统)3)Teach wire/Parameters (教焊线和焊线参数)4)Teach matrix devices (教整个窗口的产品)(3)Save bond and MHS program data(保存程序)3.(1)列出做超声波校准时的菜单路径;(2)Connx机器的USG阻抗值范围是多少?答:(1)Calibration---Bond Head---USG---calibrate(2)USG阻抗值范围: Low Frequency < 320ΩHigh Frequency < 75Ω4.请写出金线焊接的四大要素:答:(1)TEMPERATURE(温度) ( 2)USG CURRENT (POWER)/超声波(3)FORCE(压力)( 4) TIME(时间)5.不正确的轨道校准可能造成什么问题?答:不正确的轨道校准将造成 (1)运送定位不良.(2) 框架的损坏.(3)Y轴修正错误.(4).进出料卡料.(5)影响弹匣的定位。
KS金线机图解
Z Axis Rise to Kink Motion
Z Axis Rise to Kink Motion
Z Axis Rise to Kink Motion
XY Axis Reverse Motion
XY Axis Reverse Motion
XYZ Axis 2nd Bond to Next 1st
XYZ Axis 2nd Bond to Next 1st
Z Axis Seek(tip) (clamp open)
Z Axis Seek(tip) (clamp open)
Z Axis Contact (clamp is Rise to Clamp
Z Axis Rise to Clamp
Z Axis Rise to Clamp
Z Axis Rise to Clamp
Z Axis @Clamp Height (clamp closed)
XYZ Axis 2nd Bond to Next 1st (Z rise to reset)
XYZ Axis 2nd Bond to Next 1st (Z @ Reset)
XYZ Axis 2nd Bond to Next 1st (ball formation)
XYZ Axis 2nd Bond to Next 1st (ball formation)
XYZ Axis 2nd Bond to Next 1st (ball formation)
Z Axis Rise to Loop Motion
Z Axis Rise to Loop Motion
Z Axis Rise to Loop Motion
全自动金丝环焊接机夹具控制器的研制

全自动金丝环焊接机夹具控制器的研制
杨兆平
【期刊名称】《《LSI制造与测试》》
【年(卷),期】1990(011)003
【总页数】4页(P4-6,30)
【作者】杨兆平
【作者单位】
【正文语种】中文
【中图分类】TN405.96
【相关文献】
1.全自动塑料管材热熔焊接机控制器的设计 [J], 刘文源
2.小型PLC可编程序控制器在全自动穿壁焊接机中的应用 [J], 刘庆利
3.全自动塑料管材热熔焊接机控制器的设计 [J], 刘文源
4.全自动金丝球焊接机电控部分研制 [J], 黄晓东; 彭祁雪
5.中国首台自主研制的全自动焊接机器人“昆山一号”问世 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。