蜀锦-中国丝绸标准网
蜀锦风格特征及形成
蜀锦的风格特征及其形成蜀锦是蜀地的丝织提花织锦,既具有宋锦云锦等织锦相同的共性,又具有蜀锦自己的独特的风格特征,而蜀锦的风格特征,受于蜀民族的历史文化、风俗习惯、地域环境等元素的基因影响在几千年的孕育、生长、发展过程中逐步形成自己的风格特征。
这些风格特征体现了蜀地及民族的最朴实及追求真、善、美的理念,从而形成了蜀锦民族的及地区的人文景观融合为一体的载体,蜀锦成为蜀地的历史文化的代表,象征着蜀民族及蜀地的风貌。
一、蜀锦风格特征孕育、生长、形成的历程“一个事物的形成必须具备一定的条件。
”而蜀锦的形成需要哪些必备条件呢?主要是:1、原料:桑蚕丝2、工具3、生产技艺4、织锦匠人等要素通过织锦技艺来实施,而这些要素蜀地具备状况。
(一)原料(桑蚕丝)成都是处于四川盆地的西部,沃野千里,气候湿润,宜桑养蚕。
据历史考古记载:“蚕,以蜀为盛,故蜀曰蚕丛,蜀亦蚕也”,并有“蚕丛古国”之称,今已成为我国丝绸生产出口三大基地之一,这为蜀锦的形成原料要素具备。
(二)蜀地的织锦历史悠久从史料记载,在原始社会蜀地已有水平踞织机的工具,距今四千多年前夏禹已织丝、绢、帛。
商周已有“花绮”。
蜀锦肇始于春秋战国,兴于汉,盛于唐,宋代又得到了进一步的发展,历经元明清,独占鳌头,已成为蜀地的主要经济支柱。
(三)蜀锦生产的基本内容蜀锦从起源形成至晚清历经了漫长的历史进程。
蜀锦是一只多色彩丝织成的提花锦缎。
它的制作形成既需要提花织锦的一般条件,又需要自身的特需条件综合起来。
蜀锦制织的基本内容:蜀锦制织必备条件:1、织锦原料:蚕丝。
2、生产工具:从缫丝、调丝、纺、捻、并、炼丝、染色、牵、纺纬、织锦3、艺人:花本,经纬制织及上机拉花,投梭织锦。
4、蜀锦技艺(包括独特的工艺及制作要诀)。
(四)生产工艺程序:1、经线:从蚕丝原料加工直到上机织锦。
2、纬线3、花本制作:(挑花结本)从设计图案到反花上花。
挑花结本是有纹样设计上机作业的先行。
把纸纹样变成丝线上机提花作业纹样。
蜀锦“五星出东方利中国”的图案再析
蜀锦“五星出东方利中国”的图案再析摘要:“五星出东方利中国”蜀锦护膊从出土至今一直备受关注,此锦经由丝绸之路贸易运输至此,并且见证了古丝绸之路的畅通。
本文将从图案与文字出发来分析此锦中所蕴涵的艺术特征,结合具有西域特色的动物纹样以及高超的织造工艺,探究此锦经过丝路贸易至西域精绝国的历史价值和艺术价值。
关键词:文字织锦;吉祥图案;丝绸之路一、“五星出东方利中国”锦出土1995年,“五星出东方利中国”蜀锦护膊出土于新疆民丰县尼雅遗址的一座夫妻合葬墓。
尼雅遗址为汉代精绝国遗址,墓主人衣衾华贵,考古学家认为此墓应当为精绝贵族王墓。
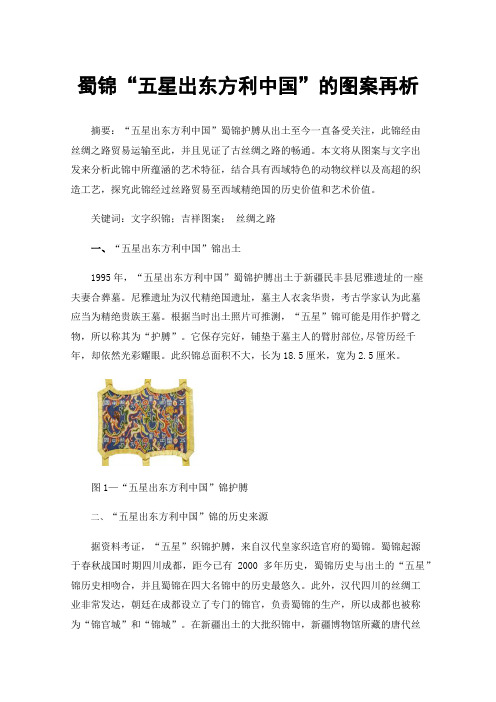
根据当时出土照片可推测,“五星”锦可能是用作护臂之物,所以称其为“护膊”。
它保存完好,铺垫于墓主人的臂肘部位,尽管历经千年,却依然光彩耀眼。
此织锦总面积不大,长为18.5厘米,宽为2.5厘米。
图1—“五星出东方利中国”锦护膊二、“五星出东方利中国”锦的历史来源据资料考证,“五星”织锦护膊,来自汉代皇家织造官府的蜀锦。
蜀锦起源于春秋战国时期四川成都,距今已有2000多年历史,蜀锦历史与出土的“五星”锦历史相吻合,并且蜀锦在四大名锦中的历史最悠久。
此外,汉代四川的丝绸工业非常发达,朝廷在成都设立了专门的锦官,负责蜀锦的生产,所以成都也被称为“锦官城”和“锦城”。
在新疆出土的大批织锦中,新疆博物馆所藏的唐代丝织物残片‘连味龙纹锦’背面,有墨书题记“双流县,景云元下,折调绌绫一匹,八月官,主薄史渝”字样;在吐鲁番出土的唐代文书有“梓州小练”等蜀锦名目,标有上、中、下三等价格,这也是四川丝织业沿“古丝路”向西域发展的真实写照。
“五星出东方利中国”蜀锦护膊作为国家一级文物,现藏于新疆考古研究所,位列我国首批禁止出境展览文物目录之首。
由此可见,此织锦的历史价值和艺术价值不容小觑。
三、图案再析(一)吉祥语“五星出东方利中国”这八个字是古代天文学中使用的占辞。
“五星”在古代中是指辰星、荧惑、岁星、太白、镇星五星,分别对应现代天文理论中的水、火、木、金、土五大行星;而“东方”则是古代占星术里特殊的天空方位;那时的“中国”并非我国“中国”一词,而是黄河中下游中原一带,并非指代国。
蜀锦产品特征及标准制定探讨

蜀锦产品特征及标准制定探讨杨晓瑜;范小敏;刘季平;张洪曲【摘要】蜀锦是以桑蚕丝为主要原料,具有浓郁地方风格的锦类提花织物.蜀锦纹样随着历史和社会发展有其时代特性,其产品组织结构随织机改良由简单平纹经线起花发展为经线或纬线多重组织起花;蜀锦织物由染色熟丝织造,具有独特的色阶染色技艺和晕裥织造技艺.在制定现代蜀锦产品国家标准过程中,依据产品本身特征及市场属性探讨了蜀锦块料和匹料的产品质量标准制定.【期刊名称】《现代丝绸科学与技术》【年(卷),期】2017(032)005【总页数】4页(P19-22)【关键词】标准;蜀锦;纹样特征;组织结构;质量【作者】杨晓瑜;范小敏;刘季平;张洪曲【作者单位】四川省丝绸协会,四川南充637000;四川省丝绸科学研究院,四川成都610031;四川省丝绸协会,四川南充637000;四川省丝绸科学研究院,四川成都610031;四川省丝绸工程技术研究中心,四川成都610031【正文语种】中文早在公元前3500年之前,中国人就具有驯化野生桑蚕的能力,中国是世界上最早发明蚕桑丝绸的国家,是蚕桑丝绸的故乡。
据唐赵蕤《嫘祖圣地》碑文“黄帝元妃嫘祖,生于本邑嫘祖山……,是以尊为先蚕”,该碑在四川盐亭金鸡镇嫘祖山嫘轩宫[1],证实黄帝元妃嫘祖是教蜀人栽桑养蚕缫丝织布始祖。
公元前316年,秦惠王建立蜀郡,把当地生产负有盛名、具有特色的织锦称为蜀锦[2]。
古蜀地处四川盆地,气候温和,雨量充足,日照丰富,为蚕桑生产提供了适宜的条件。
由于秦末开始中原战乱加剧,且在东汉及三国时期,黄河流域及中原地区温度普遍下降,不适宜种桑养蚕,使得蜀地的织锦业在适宜的气候条件和相对稳定社会环境下获得快速发展的机遇[3]。
蜀锦兴于秦汉,盛于唐宋,历经两千多年技艺的传承和发展,形成其独特的织造技艺和织物风格特征。
蜀锦发展到现在,受到政府高度重视,蜀锦织造技艺2006年经国务院批准被列入了第一批传统手工技艺的国家级非物质文化遗产名录、2009年经联合国教科文组织审议列入《人类非物质文化遗产代表作名录》。
蜀锦的制作工艺
蜀锦的制作工艺蜀锦是中国传统的高级织物之一,其制作工艺源远流长,历经数千年的发展,形成了独具特色的传统工艺。
蜀锦以其细腻的手感、绚丽奇特的图案和丰富多彩的色彩,深受人们的喜爱和青睐。
下面我们就来了解一下蜀锦的制作工艺。
一、选料蜀锦的选料非常严格,一般选用优质的丝、缎、绸子等天然纤维作为原料,并要求其质地细腻、色泽明亮、手感柔软。
选料过程中要注意纤维的长度、强度和柔韧性,以保证制作出来的蜀锦质量优良。
二、设计图案设计图案是蜀锦制作的一个重要环节,其图案多以花鸟、人物、山水等为主题,严谨精细、细致入微,表现了中国传统文化的精髓。
设计图案要根据织物的用途和制作工艺来确定,力求图案的美观和使用性的完美结合。
三、织造蜀锦的织造是一个非常复杂的过程,需要经过多道工序完成。
首先是织布,这一步需要进行纬、经的织造,确定织物的密度和质感。
接下来要进行图案的织造,这一步需要在织布的基础上进行绣花,纹理的变化和图案的细节都要考虑到。
最后是整理,将织造好的绸缎进行整理,使其具有更好的手感和光泽。
四、染色蜀锦的染色一般采用传统的手染方式,即将织造好的绸缎浸泡在染料中,经过反复的搓洗、烘干等环节,使染色均匀而不褪色。
染色的色彩鲜艳明亮,符合蜀锦的特点。
五、刻版印花刻版印花是一种常见的蜀锦装饰技艺,是将图案刻在木板上,然后用刮刀将染料刮在木板上,将图案印在绸缎上。
印花的图案清晰、细腻,色彩鲜艳,增强了蜀锦的装饰性和艺术性。
六、绣花绣花是蜀锦的另一种装饰技艺,其制作工艺相对比较简单,但需要花费较多的时间和精力。
绣花的图案多以花鸟、人物为主,采用丝线、金银线等材料进行绣制,使图案更加精致、立体。
七、组合缝制组合缝制是将织造好的绸缎、印花、绣花等元素进行组合,进行裁剪、缝制等环节,制作成各种服装、家居用品等。
组合缝制的工艺需要考虑到各种元素的整体效果,使其达到更好的美观和实用性。
八、加工整理加工整理是蜀锦制作的最后一道工序,其目的是使制作好的产品更加完美。
蜀锦的名词解释中国工艺美

蜀锦的名词解释中国工艺美中国是一个拥有悠久历史和灿烂文化的国家,其独特的工艺美术传统更是闻名于世。
而其中一项独具特色的工艺便是蜀锦。
蜀锦是指中国四川地区出产的一种传统丝织品,以其精湛的织造工艺和华丽绚烂的图案而闻名于世。
蜀锦的历史可以追溯到2000多年前的秦汉时代,当时它作为一种贵族的身份象征而备受推崇。
蜀锦的制作需要经过多个环节,包括图案设计、纱线编织、织造等等。
在这个过程中,需要经过无数次的细致操作和耐心等待,才能最终呈现出织就的绚丽锦缎。
蜀锦被称为“织出的画”,这不仅是因为它呈现出的图案如同画作一般绚丽多彩,更是因为它具备了高度的艺术价值。
蜀锦中的纹样图案常常取材于自然界,如花鸟、山水等,每一幅图案都精心设计,寓意深远。
蜀锦的色彩鲜艳明亮,线条流畅,使得整幅作品更加生动活泼。
这些独特的特点使蜀锦成为了中国工艺美术中的瑰宝,也成为了中国文化的一部分。
蜀锦的制作过程非常繁琐,首先需要设计师根据图案的要求进行绘制,然后选择合适的纱线进行编织。
在编织时,纱线经过反复的上下穿插,形成细密而复杂的纹样。
为了保证图案的清晰度和效果,工匠们需要保持极高的专注力和准确度,在织造之前,他们还必须将色彩分配得当,以确保色彩的协调和平衡。
而后,经过细致的织造,蜀锦的图案、色彩和纹理得以完美呈现。
蜀锦作为一种独特的工艺品,不仅在中国拥有广泛的市场,也成为了海内外收藏家追逐的对象。
它的制作需要极高的技艺和耐心,因此每一件蜀锦作品都是独一无二的艺术品。
它不仅展现了中国传统工艺的魅力与震撼,更是向世人展示了中国人民千百年来对美的追求和独特的审美观念。
蜀锦的传统工艺美的传承也面临一些困境。
由于现代工业化的进程,许多传统手工艺的传承遇到了挑战。
而蜀锦也受到了市场需求的改变和年轻人的兴趣缺失的影响,许多传统的蜀锦工艺家难以找到继承人。
因此,保护和传承蜀锦这一瑰宝的工艺,不仅需要政府的支持和保护,更需要大众的认同和支持。
只有通过加强宣传和推广,使更多的人了解并喜爱蜀锦,才能保证这项传统工艺得以传承。
蜀锦的制作工艺

蜀锦的制作工艺
蜀锦是中国四川地区独特的传统丝织工艺,具有悠久的历史和独特的技术。
下面是蜀锦的制作工艺的概述:
1. 设计与图纸:首先,设计师根据需要创作蜀锦的图案,并绘制详细的图纸。
图纸中包含了每根丝线的位置和颜色的指示。
2. 丝线染色:根据图纸的指示,将丝线分为不同的颜色,进行染色。
传统的蜀锦采用天然植物染料,如藤黄、蓝靛等,以保持色彩的持久和稳定。
3. 织布:经验丰富的蜀锦织工使用手工织布机进行织布。
织工根据图纸上的指示,逐根穿梭丝线,采用特定的编织方法将各个丝线交织在一起,形成复杂的图案和纹理。
4. 揭织:完成一段蜀锦织布后,需要进行揭织。
揭织是将已织成的锦缎从织布机上取下,分离出单独的布料。
5. 织后处理:经过揭织后,蜀锦需要进行一些后续处理工艺。
这包括洗涤、漂白、熨烫等步骤,以增加布料的光泽和质感,并使其更加平整。
蜀锦的制作工艺需要高度的技术和细致的操作,传统工艺大部分依靠手工完成。
现代蜀锦也采用了一些机械化的方法,如采用电子织布机来提高效率,但仍然保留了传统手工艺的精神和特点。
蜀锦以其独特的美学价值和精美的工艺而闻名于世。
蜀锦

蜀锦
蜀锦产于四川成都,因四川简称蜀,故名“蜀锦”,是我国久负盛名的丝织工艺品。
蜀锦最具特色之处是经线显花。
汉唐时期蜀锦达到极盛,并通过“丝绸之路”远销西方各国。
流传到日本的蜀锦,被日本人称“蜀江锦”。
蜀锦色彩以真红最具特色,主要品种有“方方锦”、“月花锦”、“雨丝锦”、“浣花锦”、“铺地锦”等。
方方锦——在织物单一的底色上,以彩色经纬配成若干个不同色彩的等边形方方,以水波纹、万字纹作暗底花纹。
后来发展成在小方格内填充各种小团花,显得格调清新。
月花锦——由数组彩色经纬线排列成由浅入深,逐步过渡的色彩,然后加上装饰花纹,在工艺上充分体现了蜀锦牵经技艺的特点。
雨丝锦——由传统的“月华三闪”发展而来,在技艺上采用的手法是:用白色和其他色彩的经线作色、白相间,疏、密不同的排列,状如雨丝,中间再饰以各种花纹图案。
浣花锦——又叫落花流水锦,以梅花、桃花或其他单朵花为素材,织合成漩涡宛转、落花漂浮的锦样,简练、古朴、典雅、大方。
铺地锦——又称锦上添花。
主要技艺手法是:用几何形或其他细小花纹作底纹组织,再饰以大朵花卉,显得色彩富丽,层次分明。
此外,还有以满底排列的散花锦;作对称式排列的对花锦以及一种以团花作装饰、中间加金寿字,供部分少数民族作衣料用的“民族缎”等。
蜀锦制作工艺
蜀锦制作工艺蜀锦是中国传统的一种织物,以其精湛的制作工艺和独特的图案而闻名于世。
蜀锦的制作工艺历史悠久,技艺精湛,被誉为中国丝绸艺术的瑰宝。
在这篇文章中,我将向您介绍蜀锦的制作工艺,包括其起源、材料、工艺流程和发展。
一、蜀锦的起源蜀锦起源于中国古代的蜀地,现在的四川省。
据史书记载,蜀锦的历史可以追溯到公元前221年的秦朝。
在当时,蜀地的人们就已经开始利用丝绸和金银线来织制华丽的图案。
蜀锦因其织造技艺独特,图案精美而备受赞誉。
二、蜀锦的材料蜀锦所用的主要材料是丝绸和金银线。
丝绸作为蜀地的特产,纤维柔软且有良好的拉力,非常适合用于织造复杂的图案。
而金银线则赋予了蜀锦独特的光泽和贵气,使其更加华丽耀眼。
三、蜀锦的工艺流程蜀锦的制作工艺十分繁琐,需要经过多个步骤和环节。
下面是一般的蜀锦制作工艺流程:1. 设计图案:蜀锦的设计图案通常是由专门的设计师设计的,他们根据蜀锦的主题和用途来创作独特的图案。
2. 选线染色:在织造之前,需要选取合适的丝线并进行染色。
染色的过程中,需要注意控制色彩的深浅和渐变,以实现织物上的图案效果。
3. 织造:织造是蜀锦制作过程中最关键的一步。
织造师傅们需要根据设计图案,精确控制每一根丝线的进出,通过操纵织机完成图案的织造。
4. 锦盘:织造完成后,需要将织造好的蜀锦裁剪成所需尺寸,并进行整理和熨烫,使其更加平整和光滑。
5. 后整理:在锦盘后,还需要对蜀锦进行一系列的后整理工艺,如整理端饰、补裁线头、拼补缺口等,以完善蜀锦的质感和美观度。
四、蜀锦的发展蜀锦的制作工艺经过几千年的发展,逐渐形成了丰富多样的风格和纹样。
从最初的简单图案到后来的花鸟、人物、山水等各种主题,蜀锦的发展追寻着中国文化的脉络,成为了中国传统文化的代表之一。
蜀锦制作工艺的发展也受到了现代科技的影响。
如今,机织蜀锦已经取代了手工织造的主要地位,虽然在某种程度上损失了手工艺的独特魅力,但同时也使蜀锦得以更加高效地生产和推广。
中国四大名锦之蜀锦西行探宝
中国四大名锦之蜀锦西行探宝蜀锦,专指蜀地(四川成都地区)生产的丝织提花织锦。
蜀锦多用染色的熟丝线织成,用经线起花,运用彩条起彩或彩条添花,用几何图案组织和纹饰相结合的方法织成。
锦是“织彩为文”的彩色提花丝织品,是丝织品中最为精致、绚丽的珍品。
因其制作工艺复杂,耗时费力,故《释名》云:“锦,金也,作之用功重,其价如金,故其制字从帛与金也。
”由此可见“寸锦寸金”的说法自古时以来便已有之。
四川古称“蜀”、“蜀国”和“蚕丛之国”,这里桑蚕丝绸业起源最早,是中国丝绸文化的发祥地之一。
蜀锦兴于春秋战国而盛于汉唐,因产于蜀地而得名,在我国传统丝织工艺锦缎的生产中,历史最悠久,影响最深远。
起源于战国时期成都所出产的锦类丝织品,有两千年的历史,大多以经线彩色起彩,彩条添花,经纬起花,先彩条后锦群,方形、条形、几何骨架添花,对称纹样,四方连续,色调鲜艳,对比性强,是一种具有汉民族特色和地方风格的多彩织锦。
它与南京的云锦、苏州的宋锦、广西的壮锦一起,并称为中国的四大名锦。
2006 年,蜀锦织造技艺经国务院批准列入第一批国家级非物质文化遗产名录。
成都蜀锦织绣博物馆是蜀锦工艺的传承单位。
蜀锦也是日本国宝级传统工艺品京都西阵织的前身。
成都是蜀锦的故乡,公元前316 年秦灭蜀后,便在成都夷里桥南岸设'锦官城' ,置'锦官'管理织锦刺绣。
汉朝时成都蜀锦织造业便已经十分发达,朝廷在成都设有专管织锦的官员,因此成都被称为“锦官城”,简称“锦城”;而环绕成都的锦江,也因有众多织工在其中洗濯蜀锦而得名。
十样锦是蜀锦的主要品种之一,简称“什锦”。
春秋战国时期春秋战国至甚至更早,就已经初步形成了“南方丝绸之路”,这条路上商人们把蜀锦和其他货物销往印度、缅甸,继而又转运中亚。
从成都出发至印度的一段被称为“蜀身毒道”,由于它始于丝织业发达的成都平原,并以沿途的丝绸商贸著称,因此也被历史学家称为“南方丝绸之路”。
[浅析蜀锦的传统特征及其历史影响]蜀锦
![[浅析蜀锦的传统特征及其历史影响]蜀锦](https://img.taocdn.com/s3/m/a7bd72cebcd126fff6050b1b.png)
[浅析蜀锦的传统特征及其历史影响]蜀锦一概述我国是世界上最早饲养家蚕和缫丝织绸的国家。
蜀地深处内陆,优良的气候条件为丝绸制品的发展提供了安稳的外部环境。
“蚕丛之国”是对古蜀国早期养殖桑蚕历史的概括,其最具代表性的丝织物就是蜀锦。
蜀锦是指成都地区制造的用多彩丝线制成的提花织物,兴于秦汉,盛于唐宋,明末由于战争原因受到摧残,清朝再次盛行,到了近代却又因工业大发展陷入危机。
2006年,成都蜀锦与南京云锦、杭州织锦、苏州宋锦一并被列入第一批国家级非物质文化遗产名录中,蜀锦重新被认知。
二蜀锦的传统特征1 工艺特征锦的生产工艺要求极高,按照编织方法分为经起花和纬起花两种,也称为经锦和纬锦。
经锦采用两组或两组以上的经线同一组纬线交织而成,在战国、西汉之前经锦的图纹以二色、三色轮流显花;纬锦则是用两组或两组以上的纬线同一组经线交织编织。
蜀锦质地紧密,采用独特的经向提花和多重经纬组织结构,沿用传统的染色熟丝织造技术。
蜀锦从图样设计到意匠制作、挑花节本、过花、编连纹板最后到上机织造,每一步都是制作工艺核心,每一步都是蜀锦能够得到世界范围内肯定的基础。
因蜀地深处内陆,属于亚热带季风气候,常年潮湿的气候再加上经济发展的相对落后使我们很难在本地看到保存完好的蜀锦,现在所能见到的最具研究价值的蜀锦实物是从新疆塔克拉玛干沙漠一座墓葬中出土的。
因为这件汉代蜀锦是采用复杂的五重高密度经纬组织制作成的五重平纹经锦,上面不仅织有鸟兽、日月等汉代流行纹饰,还绘织有“五星出东方利中国”的字样。
汉朝时,蜀锦大多还是平纹经线彩锦也兼有简单的纬线起花的类型。
同时在利用蚕丝的基础上开始运用加金技术,不仅使成品色彩效果更加丰富,也更能体现贵族地位身份。
汉代起,各地都设有管辖机构管理染织品,无论是官营还是民营都发展迅速,为蜀锦向更广阔市场拓展提供了条件。
且统治者认识到了农业、手工业对社会经济政治的影响,在统一之后提出“休养生息”的政策,“文景之治”的盛世增强了农民、手工业者的积极性,给丝织业的发展提供了广阔的空间。
中国五大织锦
中国五大织锦织锦是用染好颜色的彩色经纬线,经提花、织造工艺织出图案的织物。
中国丝织提花技术起源久远,早在殷商时代已有丝织物。
周代丝织物中出现织锦,花纹五色灿烂,技艺臻于成熟。
南京云锦、四川蜀锦、苏州宋锦、杭州织锦被称为中国四大织锦,但我今天加上一种“土锦”,为朋友们介绍中国五大织绵。
一、蜀锦蜀锦是中国四川生产的彩锦,已有两千年的历史。
以经向彩条和彩条添花为特色。
蜀锦兴起于汉代,早期以多重经丝起花(经锦)为主,唐代以后品种日趋丰富,图案大多是团花、龟甲、格子、莲花、对禽、对兽、翔凤等。
清代以后,蜀锦受江南织锦影响,又产生了月华锦、雨丝锦、方方锦、浣花锦等品种,其中尤以色晕彩条的雨丝、月华最具特色。
雨丝锦是利用经线彩条宽窄的相对变化来表现特殊的艺术效果;月华锦则是利用经线彩条的深浅层次变化为特点。
月华锦牵经时要根据彩条配色以及经线配色的编号,按彩条的次序、宽窄、色经的深浅变化规律来排列籆子,每牵完一柳头,必须调换一部分篗子,称为“手换手”,此为蜀锦独有的牵经方法。
蜀锦的织造在汉唐时期以多综多蹑织机为主,唐宋以来使用束综提花的花楼织机。
现代蜀锦采用的是分条整经的方式,适宜于牵彩条经。
它与南京的云锦、苏州的宋锦、广西的壮锦一起,并称为中国的四大名锦。
二、云锦云锦是南京传统的提花丝织工艺品,是南京工艺“三宝”之首,与苏州缂丝并誉为“二大名锦”。
南京云锦配色多达十八种,运用“色晕”层层推出主花,富丽典雅、质地坚实、花纹浑厚优美、色彩浓艳庄重,大量使用金线,形成金碧辉煌的独特风格。
由于用料考究,织工精细,图案色彩典雅富丽,宛如天上彩云般的瑰丽,故称“云锦”。
云锦过去专供宫廷御用或赏赐功臣之物,现除少数民族做衣饰外,还出口国外做高档服装面料。
现代只有南京生产,常称为“南京云锦”。
至今已有1580年历史。
云锦工艺独特,用老式的提花木机织造,必须由提花工和织造工两人配合完成,两个人一天只能生产5-6 厘米,这种工艺至今仍无法用机器替代。
成都古蜀蜀锦研究所传承蜀锦传统织造技艺绝活

60风采成都古蜀蜀锦研究所位于成都市双流区九江街道双九路二段86号,于2008年4月组建,是集保护、传承、研究、生产、销售为一体的综合性个人独资单位。
成都古蜀蜀锦研究所聚集了一批原成都市蜀锦厂的专家和艺人,现有国家级非遗蜀锦织造技艺代表性传承人2人,高级工程师、高级美术设计师1人,省级非遗代表性传承人、省级工艺美术大师工程师1人,纹织组织工艺设计师2人,技术工人十余人。
成都古蜀蜀锦研究所是四川省旅游协会常务理事单位、四川省丝绸协会会员单位、四川省工艺美术行业协会常务理事单位、四川中华文化促进会理事单位、四川文化品牌理事单位、成都市工艺美术行业协会副理事长单位、蜀锦织造技艺专业委会主任单位,并获得首届四川省(特色工艺)城市文化名片、四川创新文化企业、第二届四川省特色文化旅游品牌企业、四川文化品牌理事单位等荣誉称号。
2010年4月,成都古蜀蜀锦研究所被命名为成都市非物质文化遗产蜀锦织造技艺传习所;2010年9月,获国家质量监督检验检疫总局核准使用国家地理标志保护产品成都古蜀蜀锦研究所:传承蜀锦传统织造技艺绝活专用标识;2019年11月,成为2021年第31届世界大学生运动会特许生产商;2020年8月,被命名为四川省非物质文化遗产优秀传承发展基地;2020年9月,被国家列入中欧地理保护标志协定贸易产品。
东方瑰宝——蜀锦蜀锦是我国四大名锦之一,距今有近三千年的历史,兴于春秋战国,盛于汉唐,是中华民族古代物质文明中一颗璀璨的明珠。
蜀锦是成都这座历史文化名城的重要组成部分,它厚重的文化艺术内涵和独特的工艺技艺历经数千载而不衰。
2006年,蜀锦织造技艺被列为首批国家级非物质文化遗产;2010年,成都地区丝织技艺被联合国教科文组织列入世界非物质文化遗产名录。
蜀锦有着丰富的文化艺术内涵和欣赏收藏价值,故世人誉之为“东方瑰宝,神州一绝”。
蜀锦产品是团队共同合作的结晶,共4个工种近70道工序。
成都古蜀蜀锦研究所自组建以来,在蜀锦产品的研发、创意以及纹织工艺设计、小样设计、纹织组织设计、提花装造技艺、经纬配色、胡光俊在进行装造技艺的另一个工序胡光俊在吊综丝(蜀锦装造技艺的一个工序)机械设备等方面进行了创新,在保证传统织造技艺完全不变的基础上,采用了电子提花纹枕生产出原汁原味的蜀锦产品,为传统技艺产业化生产走出了一条新路,实现了七梭三十六色重纬、重组织、经纬同时起花的织造技艺。
211206247_蜀锦团窠纹在女士手提包中的应用探析
doi:10.19677/j.issn.1004-7964.2023.03.015蜀锦团窠纹在女士手提包中的应用探析吴晶,马佳敏,刘文庆,郑好(四川大学轻工科学与工程学院,四川成都610065)摘要:蜀锦是我国非物质文化遗产,团窠纹样作为蜀锦代表性的纹样之一,记录着蜀锦文化的交流与变迁,具有重要的传承意义。
通过分析蜀锦团窠纹的起源及流变,总结蜀锦团窠纹的特征与文化内涵;在此基础上,对传统团窠纹样元素进行提取与再设计,并应用于女士手提包的设计中,将传统蜀锦纹样与女士手提包相结合,既能提升现代女士手提包的文化价值和设计美感,也能拓展蜀锦文化的传播媒介,助力蜀锦文化的传承与传播。
关键词:蜀锦;陵阳公样;团窠纹样;女士手提包中图分类号:TS 563.4文献标志码:AApplication of Shu Brocade Tuanke Pattern in the Design ofFemale Handbags(College of Biomass Science and Engineering,Sichuan University,Chengdu 610065,China)Abstract:Shu Brocade is an intangible cultural heritage of China.As one of the representative patterns of Shu brocade,Tuanke pattern records the exchange and change of Shu Brocade culture and has an important significance of inheritance.This paper summarized the characteristics and cultural connotation of Shu Brocade Tuanke pattern by analyzing its origin and evolution.On this basis,the traditional pattern elements of the Tuanke pattern were extracted,re-designed,and appliedin the design of female bining the traditional patterns of Shu brocade with female handbags can not only enhance the cultural value and design beauty of modern female handbags,but also expand the communication media of ShuBrocade culture,and help the inheritance and dissemination of Shu Brocade culture.Key words:Shu brocade;Lingyanggong pattern;Tuanke pattern;female handbags收稿日期:2022-08-04第一作者简介:吴晶(1967-),女,硕士,副教授,主要从事服装与服饰创意设计研究。
蜀锦
东 南与 资 阳市 毗邻 ,南 面与眉 山市相连 ,西 南与雅 安市 、西北与N- O ! 藏族 自治 州接壤 。全市东西 长 1 9 2
千米 , 南北 宽 1 6 6 千米 , 总面积 1 2 3 9 0 平方千米 。 其中, 平原 『 4 0 . 1 %,丘 陵 占 2 7 . 6 %,山 占 3 2 3 %,总人
为蜀地 农业 要经 济作物 ,普遍种 植 ,不仪 供本地 染色用 ,还从千 里栈 道远销 到陕西 和 中原 地 .为 蜀地染色丁艺的发展和提高奠定 了基础。
合 镇 的金 筒桥 ,海拔 为 3 8 5米 。由于 东 、西两个部 分 地表 海拔高 度差 异 著 ,直接 造成气 候要 素在 空 间分布 上 的不 同,形 成 明 的不 同热量 差异 的垂直 气候 带 ,凶 『 而 在成 都市域 范 围内生 物资源种类繁多 ,
门类 齐 全 ; 分 布义相 对集 中 ,为 发展农 、 和蚕 桑业 带来 了极为 有利的条件 . . 成都 属 于 亚热 带 湿润 季 』 x L 气候 区 ,气候 温 暖 , 四川 I 古称 “ 蜀 ”“ 蜀 国” 和 “ 蚕丛之 围” ,是我
国蚕桑 丝绸的发源地之一 。蜀锦始于战 同而盛于唐 , 因产 于蜀地 而得 名 ,为 我 同三大 名锦之 一 。早在 春
千里 ,气候 温 润 ,雨量 充 沛 ,宜栽 桑 养蚕 。据 《 史
记》记载 : “ 蚕 ,以蜀 为盛 ,故 蜀日蚕丛 ,蜀亦蚕也”
并有 “ 蚕 古 国”之 称 ,周边 邛蛛 、金堂 、资 阳及 城 内处处 植桑 养蚕 ,同时 由于地域 、气候 和地理 地 质条件特点 ,土壤结构 巾有机含量和微量 元素丰富 ,
四季分 明 ,无 霜期 长 ,雨量 充 沛 , 日照 较少 ,年平
蜀锦制作工艺
蜀锦制作工艺1. 蜀锦的概述蜀锦是中国传统的丝织品之一,产于四川成都及其周边地区。
它以其独特的制作工艺和精湛的技艺而闻名于世。
蜀锦以其丰富多彩的图案和细腻的质地而备受喜爱,被誉为“东方织宝”。
2. 蜀锦的历史蜀锦可以追溯到两千多年前的西汉时期。
在当时,蜀地的工匠们就开始使用丝织品进行制作。
经过长时间的发展和演进,蜀锦工艺逐渐成熟,并在唐朝达到巅峰。
在唐代,蜀锦的制作工艺被引入宫廷,成为皇室和贵族的专属品。
如今,蜀锦已成为中国文化的瑰宝,被广泛用于礼品、家居装饰和时装设计。
3. 蜀锦的特点蜀锦以其丰富的色彩和精细的图案而著称。
它采用丝线作为材料,通过织布、织锦和缕锦的工艺进行制作。
蜀锦的图案多样,常见的有花鸟、山水、人物等。
在制作过程中,工匠们使用特殊的织造技术,使得蜀锦具有饱满的质感和立体感。
4. 蜀锦的制作工艺蜀锦的制作工艺十分复杂,需要经过多道工序才能完成。
以下是蜀锦的主要制作工艺:4.1 筹备工作首先,选取上等的丝绸作为基础材料,并将其染色。
染色工序需要严格控制温度和染料的浓度,以使得织锦后的颜色饱满而持久。
4.2 编织工艺在染好色的丝绸上,工匠们根据设计要求进行编织。
他们使用特制的织布机,将丝线织成布料。
蜀锦的编织工艺需要细心和耐心,以保证图案的精准和纹样的清晰。
4.3 织锦工艺在完成织布后,工匠们开始进行织锦工艺。
他们使用金属钩针将各种色彩的丝线穿插入布料中,形成丰富多样的图案。
这个过程需要高度的技巧和经验,以确保图案的连续性和质感的一致性。
4.4 缕锦工艺在织锦完成后,还需要进行缕锦工艺以增强蜀锦的质感和立体感。
工匠们使用细线将蜀锦表面的纹路勾勒出来,使其更加立体和生动。
4.5 后续加工织锦和缕锦完成后,工匠们可能还需要进行一些后续加工,如熨平、修剪等,以使蜀锦更加完美。
5. 蜀锦的传承与发展蜀锦工艺是一项需要长期积累和传承的技艺。
在四川成都等地,一些工匠家族承担着传统蜀锦工艺的传承和发展。
谈谈蜀锦不同时期的织物纹样特点

花织机也逐渐形成, 使织锦的纬线提花成为可能。因
此, 隋
唐时期
的蜀锦
不仅有
很成熟
的经锦
小联珠团花锦
晕繝提花锦 唐
织物, 也有大量的纬锦织物的出现。如晕繝锦、樗蒲锦、
龟纹锦、格子红锦以及牡丹锦, 团花纹锦和联珠对鸟对
兽纹锦等。经锦在唐代初期出现 2/1 的斜纹, 如当时较
为流行的联珠小花锦、方格联珠小花锦及四联珠对兽
总第 116 期
解析深衣之深意
朱华
摘 要:深衣是春秋战国时期最有代表性的服饰, 在当时男女、文、武、贵、贱皆穿, 至于等级制 度, 主要体现在色彩及图案上, “深衣”之名的来源除“被体深邃”以外, 其“深衣”二字亦隐含了“深 意”之意。
关键词:深衣 深意 规 矩 权 衡 绳
1 深衣的形制
服 。 “深 衣 ”的 领 、袖 、襟 、裾 等 部 位 也 都 镶 有 彩 色 的 边 缘。“深衣”这种款式, 到了魏晋以后, 则逐渐不再盛行。
色的是八答晕锦。它是在唐朝的对称纹样为主的固定格
式, 有了新的创意, 用色上采用晕绣间套色手法, 在方形、
正六方形的几何纹样
的 骨 架 中 以 牡 丹 、菊
花和宝相花填满框
内。从清地朵花到满
宝地蓝八答晕锦
地纹锦上再提花称之 为 “锦 上 添 花 ”、或 “铺
地散花
锦 ”, 如 宝
地蓝八答
晕锦。
落花
流水锦是
色 上 , 花 纹 经 多 用 朱 红 、绛 色 , 地 经 多 用 茶 褐 色 、深 棕
色、玄色等 , 纹、地经色彩对比不是很强烈, 色相接近,
受综框提花技术的限制, 纹样也较为简单, 基本为几何
纹和写意变形的花卉、动物纹。东汉后 , 由于“蜀锦勃
《宋锦》《蜀锦》等三项丝绸国家标准发布
” 秋刷皿/,, 2ⅢH l f{{】衍合 《安徽 竹贪 ·l 种审定 准 》,川 (发徽 省茧 丝 f J 业 协 会 )
千 年 丝 韵 百 年 产 业 丝 绸 文 化 旅 游 在 南 充 发 芽
2()l 7 t, I柯充 确 定 将 “r‘ 丝 绷 翩 ” “崭陵
” “三 丈化源 ”作 为 南 _允的 火 文 化
;JkiD7晶 。 达 人.5^ , 南充 将 深 入 拊 进 旅 游 “舣 亿 『 ” , 南 危 iti22个 大旅 游 项
l】建 设 。{ j J k"- .d L1呱5,C近 1OOfL , 力 争 个 旅 游 项 H捌 阳 ,j【资掺 约 额 100亿 。 j此 川时 , 作 为
血 I 1, … 准 化 蚕 贝 会  ̄;k20l 7q-32I, I‘文批 准 发 56顺 纺 、1 家 够 绸 蚕 公 IJ¨1管 的 顺 标 准 , 施 日期 20l 7』j l【l。
1 GBtT 35258-2017
宋 锦
适用 服用 、装裱 、装饰 、箱包 和工艺 品等宋锦织物 的品质评定 2018—07-01
原 文链 披
蔫 币ll 也等蜀锦黎织 物的。品 质 定 201 8-07-01
3 T 35445 ·7 鸶李蓑 氟勰 螽差 磊 蹴 2ol8 驯
(全 同 丝 绸 标 准 化 技 术 蚕 i i会供 稿 )
20 1 7中 国 丝 绸 大 舍 壁 第 七 届 舍 员代 表 大 舍 在 广 西 南 宁 隆 重 举 行
m 宽 “ r- 够 .Ⅵ韵 ” 找 休 的 ,、 合丝
I≮, 也 卜』 、;衲 宋4A级 b 的创 1 。 南 允
蜀锦“五星出东方利中国”——神秘的巧合
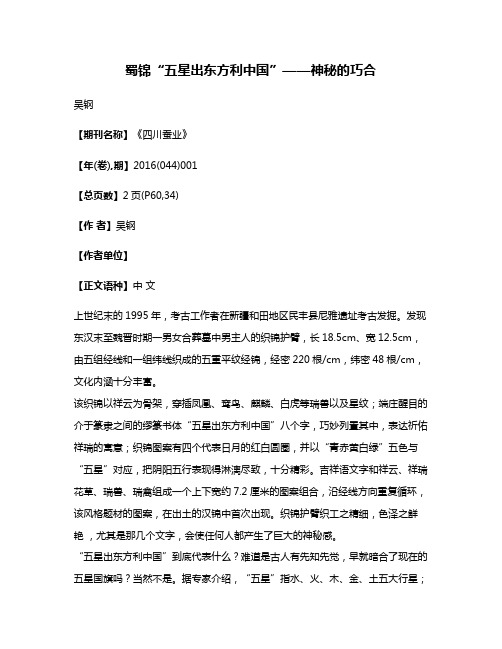
蜀锦“五星出东方利中国”——神秘的巧合吴钢【期刊名称】《四川蚕业》【年(卷),期】2016(044)001【总页数】2页(P60,34)【作者】吴钢【作者单位】【正文语种】中文上世纪末的1995年,考古工作者在新疆和田地区民丰县尼雅遗址考古发掘。
发现东汉末至魏晋时期一男女合葬墓中男主人的织锦护臂,长18.5cm、宽12.5cm,由五组经线和一组纬线织成的五重平纹经锦,经密220根/cm,纬密48根/cm,文化内涵十分丰富。
该织锦以祥云为骨架,穿插凤凰、鸾鸟、麒麟、白虎等瑞兽以及星纹;端庄醒目的介于篆隶之间的缪篆书体“五星出东方利中国”八个字,巧妙列置其中,表达祈佑祥瑞的寓意;织锦图案有四个代表日月的红白圆圈,并以“青赤黄白绿”五色与“五星”对应,把阴阳五行表现得淋漓尽致,十分精彩。
吉祥语文字和祥云、祥瑞花草、瑞兽、瑞禽组成一个上下宽约7.2厘米的图案组合,沿经线方向重复循环,该风格题材的图案,在出土的汉锦中首次出现。
织锦护臂织工之精细,色泽之鲜艳,尤其是那几个文字,会使任何人都产生了巨大的神秘感。
“五星出东方利中国”到底代表什么?难道是古人有先知先觉,早就暗合了现在的五星国旗吗?当然不是。
据专家介绍,“五星”指水、火、木、金、土五大行星;“东方”是我国古代星占术中特定天穹位置;“中国”指黄河中下游京畿地区及中原;“五星出东方”指五颗行星同时出现于东方天空即“五星连珠”现象;“五星出东方利中国”即出现五星共见东方之天象,则利于中国。
《史记·天官书》记载“五星分天之中,积于东方,中国利;积于西方,外国用(兵)者利。
”结合现代天文学,可知“五星积于东方”和“五星出东方”是指五大行星在某个时点,在日出前同时出现在东方。
该天象十分罕见,故其引起古人的敬畏与重视,并将此现象附会上某种“天意”,将五星视为五行之精,天之五佐,佐天行德,而现实关怀的是战争胜负、王位安危、年成丰歉、水旱灾害等政治、军国大事。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ICS59.080.30W 43中华人民共和国国家标准GB/T XXXXX—XXXX蜀锦Shu brocade点击此处添加与国际标准一致性程度的标识(征求意见稿)(本稿完成日期:2016-11-17)XXXX-XX-XX发布XXXX-XX-XX实施前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准由中国纺织工业联合会提出。
本标准由全国丝绸标准化技术委员会(SAC/TC401)归口。
本标准负责起草单位:本标准主要起草人:引言蜀锦被誉为中国丝织品三大名锦之一。
早在公元前316年,秦惠王派司马错带兵伐蜀,建立蜀郡,将蜀地生产的独特丝织物称为蜀锦。
蜀锦兴于秦汉,盛于唐宋,历经两千多年传承和发展,形成了独特的织造技艺和织物风格特征。
蜀锦织造技艺2006年经国务院批准被列入第一批国家级非物质文化遗产名录,2009年经联合国教科文组织审议列入《人类非物质文化遗产代表作名录》,2011年,蜀锦被国家质量监督检验检疫总局批准为“中华人民国和国地理标志保护产品”。
蜀锦是以桑蚕丝为主要原料的锦类提花丝织品。
其经线由多组染色桑蚕丝组成,纬线由多组染色桑蚕丝、粘胶人丝或其他染色丝组成。
秦汉时期的蜀锦主要以多组染色经丝的多重经组织起花为特色,称为经锦。
随着唐朝建立,织机改良,开始出现纬织蜀锦,即在保留经锦特色的同时,以多组染色纬丝起花,或经纬均起花的织造方法,更好地丰富了蜀锦的色彩表达。
蜀锦的组织结构由平纹、斜纹、缎纹及变化等多重组织形式组成;其图案纹样以方形、条形、几何骨架添花等对称、连珠、团窠、四方连续等为主要表现形式;蜀锦的传统织造技艺包括多踪多蹑经锦织造技艺、小花楼提花织造技艺、彩条晕裥牵经技艺等。
在精湛织造技艺、丰富多彩的配色和组织等巧妙结合下,蜀锦织品呈现出图案清晰、色彩丰富、花型饱满、对比性强、古朴庄重、工艺精美等特点,具有浓郁的汉民族和四川地方风格特色。
近年来,随着科技进步和市场需求趋旺,以及国家对非物质文化遗产的支持和保护,相关蜀锦研究机构和生产企业在挖掘、传承蜀锦传统技艺的基础上大胆创新,既保留了蜀锦传统文化、织造技艺及艺术内涵,又运用现代设计、织造、装饰等手段,将古老的蜀锦与现代工艺相结合,研究开发出适合当代消费需求的蜀锦产品,在工艺品、家纺产品、服装、服饰等领域,蜀锦织造技艺、花色品种及用途等得到了进一步的发展,赢得了国内外市场认可,深受消费者喜爱。
为了规范蜀锦生产和巿场秩序,提高蜀锦产品质量,使蜀锦这一非物质文化遗产能够得到更好的保护、传承和发展,制定本标准。
蜀锦1 范围本标准规定了蜀锦的术语和定义、要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于服用、家纺、装饰、工艺品和箱包等蜀锦织物的品质评定。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 250 纺织品 色牢度试验 评定变色用灰色样卡GB/T 2910 (所有部分) 纺织品 定量化学分析GB/T 3920 纺织品 色牢度试验 耐摩擦色牢度GB/T 3922 纺织品 色牢度试验 耐汗渍色牢度GB/T 3923.1 纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)GB/T 4666 纺织品 织物长度和幅宽的测定GB/T 4668-1995 机织物密度的测定GB/T 4669-2008 纺织品 机织物 单位长度质量和单位面积质量的测定GB/T 5711 纺织品 色牢度试验 耐干洗色牢度GB/T 5713 纺织品 色牢度试验 耐水色牢度GB/T 6152 纺织品 色牢度试验 耐热压色牢度GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 8427-2008 纺织品 色牢度试验 耐人造光色牢度:氙弧GB/T 14801 机织物与针织物纬斜和弓纬试验方法GB/T 15552 丝织物试验方法和检验规则GB 18401 国家纺织产品基本安全技术规范GB/T 19981.1 纺织品 织物和服装的专业维护、干洗和湿洗 第1部分:清洗和整烫后性能的评价GB/T 19981.2 纺织品 织物和服装的专业维护、干洗和湿洗 第2部分:使用四氯乙烯干洗和整烫时性能试验的程序GB/T 29862 纺织品 纤维含量的标识GB/T 30557 丝绸 机织物疵点术语FZ/T 01057(所有部分)纺织纤维鉴别试验方法FZ/T 40007 丝织物包装和标志3 术语与定义下列术语和定义适用于本文件。
3.1蜀锦shu brocade蜀锦是以桑蚕丝为主要原料的色织提花锦类丝织物,分为经锦和纬锦两大类。
以三组及以上染色桑蚕丝作经线,一组或二组染色桑蚕丝或其它染色纤维作纬线,采用多重经组织,以经线显花、经向彩条添花的蜀锦为经锦;以一组及以上染色桑蚕丝作经线,三组及以上染色桑蚕丝、染色粘胶长丝或其它染色纤维作纬线,采用多重纬组织,以纬显花或经纬均显花的蜀锦为纬锦。
注: 蜀锦织物特征、特种工艺及主要工艺流程见附录A。
3.2挑花结本tiao hua jie ben制作蜀锦的花本工艺,即把蜀锦的图案和色彩转换(编结)成可程序控制的提花织造工艺语言——花本。
3.3范、幛、纤fan zhang qian手工织机上专用控制经丝升降的三种部件。
范:专用提升地(甲)经,以形成地组织;幛:控制乙经,以形成花浮纬组织的间丝;纤:专用提升单根或相邻的几根经丝,以形成花部组织。
3.4木机装造 mu ji zhuang zao根据所织蜀锦的品种、规格及装造工艺要求,将织机上的范、幛、经、纤等分别安装到位,使其符合产品制造工艺要求。
3.5野纤yeqian兜纤、掏纤的操作过程中,把不应起的纤线抓起,反映在织物上则为花纹错位,形成经向错花。
4 要求4.1 要求内容蜀锦要求包括内在质量、外观质量。
4.1 考核项目内在质量考核项目包括质量偏差率、密度偏差率、断裂强力、纤维含量允差、色牢度、干洗尺寸变化率等六项。
外观质量考核项目为色差(与标样对比)、幅宽偏差率、外观疵点等三项。
4.2 分等蜀锦的品质评定以匹(块)为单位,由内在质量、外观质量中的最低等级项目评定,匹料依次分为优等品、一等品、二等品、三等品,低于三等品的为等外品;块料(工艺品)依次分为优等品、一等品、二等品、三等品,低于三等品的为等外品。
4.3 基本安全性能蜀锦基本安全性能应符合GB 18401的要求。
4.4 内在质量分等规定蜀锦内在质量分等规定见表1。
表1 内在质量分等规定项 目指 标优等品 一等品 二等品 三等品 质量偏差率/% ±3.0 ±4.0 ±5.0 ±6.0 密度偏差率/%经密 ±2.0 ±3.0 ±4.0 ±5.0纬密 ±3.0 ±4.0 ±5.0 ±6.0 纤维含量允差/% 按GB/T 29862要求执行。
断裂强力/N≥箱包 400 服用、家纺、装饰250色牢度/级 耐水、耐汗渍变色 4 3沾色 4 3耐干洗变色 4 3-4 3 耐干摩擦沾色 4 3-4 3 耐光 变色 4 3-4 3 耐热压 变色 4 3-4 3干洗尺寸变化率/% -1.0~+1.0 -1.5~+1.5 -2.0~+2.0 -2.0~+3.0 4.5 外观质量分等规定4.5.1 外观质量分等规定见表2。
表2 外观质量分等规定项 目指 标优等品 一等品 二等品 三等品 色差(与标样对比)/级 ≥ 4 3-4 3 幅宽偏差率/% ±1.5 ±2.0 ±2.5 ±3.0表2 (续)项 目指 标优等品 一等品 二等品 三等品外观疵点定等限度匹料 /分/100m2 ≤ 20.0 40.0 60.0 100.0 块料 /分/m2 ≤0 4 6 ——4.5.2 外观疵点评分规定见表3。
表3 外观疵点评分规定序号 外观疵点a分 数1 2 3 41 经向疵点 0.3cm~8cm 8cm以上~16cm 16cm以上~24cm 24cm以上~50cm2纬向疵点 0.3cm~8cm 8cm以上~24cm 24cm以上~半幅 半幅以上纬档疵点 —— 普通 —— 明显3 污渍及破损性疵点 —— 1cm及以下 —— 1cm以上4 边部疵点 8cm以内 —— —— ——5 纬斜、花斜、幅不齐 —— —— —— >3%注1:纬档以经向10cm及以内为一档。
注2:纤维略有起毛按普通评分,起茸毛按明显评分。
注3:外观疵点的归类按附录B执行。
a 外观疵点的解释按 GB/T 30557执行。
4.5.3 外观疵点评分说明:a)外观疵点评分规定分匹料和块料两类。
b)块料外观疵点评等以纹样单幅(块)为单位。
整幅纹样完整。
c)外观疵点的评分采用有限度的累计评分。
d)进行外观疵点检验评等时,其中有一项不达标即降为下一等级评定。
e)如块料的经向或纬向的尺寸长度超过1.2m及以上时,则按匹料外观疵点评等规定进行评等。
f)外观疵点的长度以经向或纬向最大方向量计。
经向1m内累计评分最多4分,超过4分按4分计。
g)不到评分起点的疵点,视其影响外观程度,按质评分或定等。
块料上非完整纹样上的疵点不评分。
h) “经柳”普通,定等限度二等品,“经柳”明显,定等限度三等品。
其他全匹性连续疵点,定等限度为三等品。
i)优等品、一等品内不允许有轧梭档、拆烊档、开河档、错纬档等严重疵点。
j)同匹色差(色泽不匀)达GB/T 250中规定的4级及以下,1m 及以内评4分。
4.5.4 外观疵点定等分数的计算每匹蜀锦织物外观疵点定等分数由式(1)计算得出,计算结果按GB/T 8170修约至小数点后1位。
wl qc ×=×100 ………………………………………………………(1) 式中:C ——每匹(块)织物外观疵点定等分数,单位为分每百平方米(分/100m 2);q ——每匹(块)织物外观疵点实测分数; l ——织物匹长,单位为米(m ); w ——织物有效幅宽,单位为米(m )。
5 试验方法 5.1 质量试验方法按GB/T 4669—2008中方法5执行。
仲裁检验按方法3执行。
5.2 密度试验方法按GB/T 4668—1995执行。
经密可采用方法C,纬密可采用该标准附录A中的方法E ,仲裁检验采用方法A。
每匹样品在距两端至少3m 处宜测量五处纬密,每二测量处间隔宜在2m 以上,求各处测量值的算术平均值,按GB/T 8170修约至0.1根/1cm 。
块料密度按匹样规定测量。
5.3 断裂强力试验方法 按GB/T 3923.1执行。