螺杆设计组合计算.
(完整版)机械设计中丝杠螺母副计算校核
1、螺纹副耐磨性计算《机械设计(第四版)》公式(6.20),螺纹中径计算公式:][2P h Fpd φπ≥式中, N F 轴向力,- 2.1=-φφ整体式螺母取 1.3,81][表许用压强MPa P -6m m 螺距,-p mm p h h 365.05.0=⨯==-螺纹工作高度,螺母为整体式并且磨损后间隙不能调整,2.1,5.22.1=-=φφ取;该螺旋机构为人力驱动,因此][P 提高20%,MPa P 6.212.118][=⨯=。
mm P h FP d 3.296.212.1314.3649153][2=⨯⨯⨯⨯=≥φπ612 612注:当ф<2.5或人力驱动时,[p]值可提高20%;若为剖分螺母时则[p]值应降低15~20%。
图3.? 螺旋副受力图牙型角α=30°,螺距P 由螺纹标准选择P=6mm牙顶间隙ac ;25.0,55.1=-=ac p ;5.0,126=-=ac p ;1,4414=-=ac p 外螺纹大径(公称直径),根据各企业自行制定的行业标准(或自行设计加工)取d=44mm中径mm p d d 415.02=-= 小径mm h d d 37231=-=牙高mm ac p h 5.35.03=+= 内螺纹大径mm ac d D 452=+=中径mm d D 1422== 小径mm p d D 381=-= 牙高mm h H 5.334== 牙顶宽mm p f 196.2366.0==牙槽底宽mm ac p w 9145.10563.366.0=-=螺纹升角4470.0tan 2==d npπψ 因此选用644⨯T 的螺杆,其参数为:表3.2 644⨯T 的螺杆公称直径(mm ) d 螺距(mm ) P中径(mm ) 22D d = 大径(mm ) D 小径(mm )1d 1D446414537382、螺纹牙强度计算螺纹牙的剪切和弯曲破坏多发生在螺母。
螺纹牙底宽 mm p t 8.36634.0634.01=⨯== 螺母旋合长度94.3143.22'=⨯==d H φ 相旋合螺纹圈数 16694.3≈='=P H z 剪切强度条件MPa z Dt F 4.068.3614514.334912.51=⨯⨯⨯=πMPa 4030][-=≤τ 弯曲强度条件MPa MPa z Dt Fh b 6040][9.62618.34514.3334912.533221-=≤=⨯⨯⨯⨯⨯=σπ表3.3滑动螺旋副材料的许用应力螺旋副材料 许用应力(MPa)[σ] [σ]b[τ] 螺杆 钢 σs /(3~5)螺母青铜 40~60 30~40 铸铁 40~55 40 钢(1.0~1.2) [σ]0..6[σ]螺杆强度计算螺杆受有压力(或拉力)F 和扭矩T ,根据第四强度理论,其强度条件为;Ng d l vg G 6.778.94041.046.078504242=⨯⨯⨯⨯===πρρm291.0250.06.7715.0f N r G T =⨯⨯=⋅⋅=公称][)2.0(3)4(231221σπ≤+d T d F][49.32)370.02.010291.0(3)370.014.310349154()2.0(3)4(23622-6231221σπ≤=⨯⨯+⨯⨯⨯=+-MPa d T d F4、螺纹副自锁条件668.21414.361arctan arctan2=⨯⨯==d nP πψ 梯形螺纹的牙型斜角 15=β,其当量摩擦角3.515cos 09.0arctancos arctan===βμρv 式中,ψ为螺纹升角;μ为螺旋副的当量摩擦系数,见下表3.?。
螺杆设计说明书

螺杆设计说明书1.螺杆挤出机基本参数确定1.1螺杆区域划分及材料螺杆分为三部分:加料段,塑化段和挤出段。
机器的生产能力很大程度上取决于加料段的进料能力和挤出段的基础能力,胶料的混炼,塑炼质量则直接与塑化段的塑化能力有关。
选用38CrM0AlA。
1.2螺杆直径本设计螺杆直径D=60mm1.3螺杆长径比长径比是螺杆工作部分长度L与直径D之比。
L/D较大,有利于胶料的均匀混合和塑化,并可使胶料升温过程变得缓和,为提高螺杆转速提供了可能性,有利于提高产量;但L/D过大,螺杆机加工的难度也增大,功率消耗也相应增加,易焦烧,还会造成螺杆端部与机筒之间的间隙不均,严重时产生与衬套刮研,影响设备的使用和产量。
经分析,本设计选长径比为L/D=6,即L=360mm。
1.4螺杆转速的确定螺杆转速是螺杆挤出机的重要参数,它影响挤出机的产量、功率消耗、挤出质量等方面。
(1)转速与产量的关系随着转速的增加,产量上升,在相当一段转速区间内,产量与转速成正比。
当转速过高时,产量上升速率下降,因为转速增大,胶温随之提高,喂料段摩擦力减小、挤出段的胶料粘度下降,漏流量增加,结果是喂料和挤出能力都下降,导致产量上升的速率下降。
(2)转速与功率的关系转速增加,电机功率也增加,但随转速增加的速率下降。
(3)转速与挤出压力的关系随着螺杆转速的增加,挤出压力也增加,但不十分显著。
挤出压力增加有利于提高挤出半制品的致密性。
但挤出压力过高时,会由于胶料的温升过高,破坏操作的稳定性。
(4)转速与胶料塑化、升温的关系随着螺杆转速的增加,胶料运动速度梯度增大,有利于胶料的撕裂、剪切、搅拌、塑化。
但转速过高,胶料发热量过大,当冷却不好时,易形成早期硫化。
(5)转速与电能单耗的关系挤出1kg重量胶料所消耗的功率称之电能单耗。
电能单耗与转速间的关系,视具体操作条件而定。
通常普通冷喂料挤出机螺杆转速越高,电能单耗越大,而冷喂料销钉机筒挤出机螺杆转速越高,电能单耗越小。
螺旋传动设计计算
页码,2/8
对于30o锯齿形螺纹。h=0.75P,则
【5-46】
【5-47】 螺母高度
H=фd2
式中:[P]为材料的许用压力,MPa,见表5-13;ф值一般取1.2~3.5。对于整体螺母,由于磨损后不能凋整间隙,为使受力分布比较均匀,螺纹工作圈数不宜过多,故取ф=1.2~2.5对于剖分螺母和兼作支 承的螺母,可取ф=2.5~3.5只有传动精度较高;载荷较大,要求寿命较长时,才允许取ф=4。
0=1.5∼3.0时,为不完全固定;l0/
>3.0时,为固定支承。
0
2)若以整体螺母作为支承时,仍按上述方法确定。此时取l0=H(H为螺母高度)。
3)若以剖分螺母作为支承时,叫作为不完全固定支承。
4)若采用滚动支承已有径向约束时,可作为铰支;有径向和轴向约束时,可作为固定支承。
页码,8/8
/xc_jd/machide/jxsj/01-07-00.htm
【5-49】
2009-4-17
螺旋传动设计 A — 螺杆螺纹段的危险截面面积。
W —螺杆螺纹段的抗扭截面系数, T
页码,4/8
d — 螺杆螺纹小径,mm;
l
T—螺杆所受的扭矩,
[σ]—螺杆材料的许用应力,MPa,见下表
滑动螺旋副材料的许用应力
螺旋副材料
螺杆 螺母
钢
青铜 铸铁 钢
[σ] σs/(3~5)
根据公式算得螺纹中径d2后,应按国家标准选取相应的公称直径d及螺距P。螺纹工作圈数不宜超过10圈。
/xc_jd/machide/jxsj/01-07-00.htm
表:滑动螺旋副材料的许用压力[ P]
2009-4-17
螺旋传动设计
螺杆—螺母的材料 钢—青铜
注塑机设计中常用的计算规范(个人从实践经验总结)

注塑机设计中常用的计算规范一、螺杆塑化能力:G = 0.017682D·h3·n·ρSD/4*L理论注射容积:V=π2S式中:D s——螺杆直径(cm)L——螺杆行程(cm)实际注射量:G1=ρV式中:ρ—熔料的密度(g/cm3),计算时选PS料,ρ= 0.92。
V——理论注射容积(cm3)注1:计算公式来源于经验公式。
二、螺杆的强度根据螺杆最常见的破坏,是在加料段螺槽根径处发生断裂,所以螺杆的强度计算就以此处计算其应力。
σr =224τσ+c≤〔σ〕 式中:压缩应力σc =sF P 0= 210⎪⎪⎭⎫ ⎝⎛d D 0p剪应力 τ=stW M 材料许用应力〔σ〕=ny σ式中三、熔胶筒的壁厚:(按厚壁筒计算中的能量理论,校核其强度或计算壁厚)熔胶筒的总应力σr = P 1322-K K ≤ 〔σ〕熔胶筒壁厚 δ= 2b D (P3-〔σ〕〔σ〕- 1 ) 式中部分熔胶筒的K 值四、螺杆驱动功率:采用经验公式计算N s = C·5.2D·n4.1S式中:N s——螺杆驱动功率(kw)C ——与螺杆结构参数及传动方式有关的系数取C=0.00016D s——螺杆直径(cm)n ——螺杆转速(r/min)螺杆所需扭矩与直径及转速之间的关系,可用下式表示:M t = 10α·D mS式中:M t——螺杆扭矩(N·m)——螺杆直径(cm)DSα——比例系数,对于热塑性塑料α=1.2~1.5m ——由树脂性能而定的指数,m=2.7~3螺杆的驱动功率一般需留20~30%的余量,以作备用。
五、传动轴的强度:传动轴最常见的破坏是在承受扭矩的最小截面处发生断裂,所以传动轴的强度计算就以此处进行计算:σr =224τσ+c ≤〔σ〕 式中:压缩应力σc = sF P= 210⎪⎪⎭⎫ ⎝⎛d D 0p剪应力 τ=stW M 材料许用应力〔σ〕=ny σ式中六、轴 承1、基本额定动负荷计算:C =Tn dm h f f f f f ·P < C r (或C a ) 式中C ——基本额定动负荷计算值(N ); P ——当量动负荷,见下式(N ); h f ——寿命系数,按表7-2-4选取; n f ——速度系数,按表7-2-5选取;m f ——力矩负荷系数,力矩负荷较小时1.5,力矩负荷较大时2; d f ——冲击负荷系数,按表7-2-6选取; T f ——温度系数,按表7-2-7选取;C r ——轴承尺寸及性能表中所列径向基本额定动负荷(N ); C a ——轴承尺寸及性能表中所列轴向基本额定动负荷(N )。
螺杆和螺母设计计算
1螺杆和螺母的设计计算(F=58KN,H=250mm )1.1螺旋副的计算1.1.1螺杆螺纹类型的选择螺纹有矩形、梯形与锯齿形,常用的是梯形螺纹。
梯形螺纹牙型为等腰梯形,牙形角α=30º,梯形螺纹的内外螺纹以锥面贴紧不易松动。
故选梯形螺纹。
1.1.2选取螺杆材料螺杆材料常用Q235、Q275、40、45、55等。
选45钢。
1.1.3计算根据国家规定ϕ=1.2~2.5,取ϕ=1.4(梯形螺纹);螺纹牙的工作高度h=0.5P ;查教材表2-4-9,[p ]取21Mp a故,d 2≥[]p h FP ϕπ = []p P FP πϕ5.0 =6310214.114.35.01058⨯⨯⨯⨯⨯≈35.45mm 查机械制图附表2-3,d 取40m m ,mm 5.362取d ,P=7mm螺母高度mm d H 63.4945.354.12'=⨯==ϕ,'H 取50mm 螺母的螺纹工作圈数14.7750'===P H z ,所以z 取7圈 螺纹牙的工作高度3.5mm 70.5=0.5P =h =⨯根据教材(2-4-36)的校核式[]p hzd F p ≤=2π []p MPa hz d F p ≤=⨯⨯⨯⨯⨯⨯==--66.207105.3105.3614.310583332π ,满足条件1.1.4自锁验算自锁条件是≤λρv ,式中:λ为螺纹升角;ρϖ为螺旋⎬副当量摩擦角,ρv =arcta n v f ,当螺旋副材料为钢对青铜时取v f =0.09(为保证自锁,螺纹升角至少要比当量摩擦角小1°~1.5°)λ=arcta n (nP / πd 2)=arcta n (1⨯7/3.14⨯36.5)≈3.5°ρv =arcta n 0.09≈5.14°故,λ=3.5°<ρv -1°,所以满足自锁条件1.2螺杆的计算1.2.1螺杆强度螺旋千斤顶工作时,螺杆受轴向压力F 和转矩T 的作用,应根据第四强度理论对其强度进行校核。
对拉螺杆计算
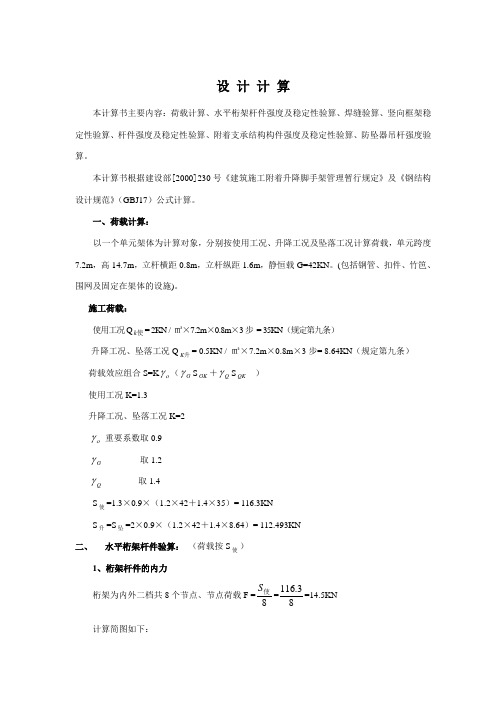
设 计 计 算本计算书主要内容:荷载计算、水平桁架杆件强度及稳定性验算、焊缝验算、竖向框架稳定性验算、杆件强度及稳定性验算、附着支承结构构件强度及稳定性验算、防坠器吊杆强度验算。
本计算书根据建设部[2000]230号《建筑施工附着升降脚手架管理暂行规定》及《钢结构设计规范》(GBJ17)公式计算。
一、荷载计算:以一个单元架体为计算对象,分别按使用工况、升降工况及坠落工况计算荷载,单元跨度7.2m ,高14.7m ,立杆横距0.8m ,立杆纵距1.6m ,静恒载G=42KN 。
(包括钢管、扣件、竹笆、围网及固定在架体的设施)。
施工荷载:使用工况Q 使k = 2KN / ㎡×7.2m ×0.8m ×3步 = 35KN (规定第九条)升降工况、坠落工况Q 升K = 0.5KN / ㎡×7.2m ×0.8m ×3步= 8.64KN (规定第九条) 荷载效应组合S=K ογ(G γS GK +Q γS QK )使用工况K=1.3升降工况、坠落工况K=2ογ 重要系数取0.9G γ 取1.2Q γ 取1.4S 使=1.3×0.9×(1.2×42+1.4×35)= 116.3KN S 升=S 坠=2×0.9×(1.2×42+1.4×8.64)= 112.493KN 二、 水平桁架杆件验算: (荷载按S 使)1、桁架杆件的内力桁架为内外二档共8个节点、节点荷载F =8使S =83.116=14.5KN 计算简图如下:A A'BB'FF RA=2FRB=2F根据节点平衡原理计算杆件内力如下表:(计算过程省略)2、杆件强度验算:组成桁架杆件的材料为Φ48×3.5钢管,力学性能如下: 截面积A=4.89㎝2=489㎜2惯性矩I=12.19㎝4=121900㎜4抵抗矩W=5.08㎝3=5080㎜3迥转半径i=1.58㎝=15.8㎜抗拉、压、弯曲强度设计值205N / ㎜2抗剪强度设计值125N / ㎜2杆2受拉力最大为2F ,简图如下:A—A截面积489㎜2B—B截面积(36-18)×10×2=360㎜2B—B截面验算:2σ =AF2=360105.1423⨯⨯=80.56N / ㎜2< 180N / ㎜2B—B截面为铸钢件牌号ZG230—450,强度设计值180N / ㎜23、杆2钢管与接头焊缝验算:焊缝高度3.5㎜,长度πD=3.14×48=150㎜验算:1505.37.02⨯⨯F=78.9N / ㎜2<160N / ㎜2强度满足要求。
系列变螺距螺杆的设计计算
系列变螺距螺杆的设计计算孙秋花;吕艳;张利萍【摘要】为了使罐头包装机具有柔性加工的功能并提高设备利用率,根据圆柱形罐的螺杆供送机构的原理,设计开发了可调变螺距螺杆供送机构和对应不同罐径的系列变螺距螺杆.根据对罐的运动规律要求,给出了变螺距螺杆结构参数的设计计算方法以及罐的运动规律的计算分析方法.阐明了罐运动规律与螺杆长度、罐直径、螺距、螺距数之间的关系.研究的变螺距螺杆的设计计算及运动规律分析方法适合常用的罐径系列.%In order to improve the flexible manufacturing function of the can packing machine's efficiency,the adjustable variable pitch screw feeding mechanism and a series of variable pitch screw corresponding to different can diameter were designed and developed according to the principle of screw feeding mechanism for the cylindrical can.The structural parameters design and calculation method for variable pitch screw and the calculation and analysis method of can movement rule were provided based on the motion rule of can.The relationship among the can movement rule,the screw length,the can diameter,the pitch and the pitch quantity was illustrated.The method of variable pitch screw design and calculation and movement rule analysis can be applied to the commonly used tank diameter series.【期刊名称】《大连工业大学学报》【年(卷),期】2013(032)003【总页数】4页(P227-230)【关键词】罐头包装机;变螺距螺杆;结构参数;运动规律【作者】孙秋花;吕艳;张利萍【作者单位】大连工业大学机械工程及自动化学院,辽宁大连 116034;大连工业大学机械工程及自动化学院,辽宁大连 116034;大连工业大学机械工程及自动化学院,辽宁大连 116034【正文语种】中文【中图分类】TH1220 引言变螺距螺杆是罐头包装机中供送机构的重要组成部分。
机械设计教程大作业螺旋千斤顶设计方案

机械设计教程大作业——螺旋千斤顶设计一、要求条件根据最大起升重量选择材料和螺纹尺寸,要求满足耐磨性条件、强度条件、稳定性条件和自锁条件。
确定全部结构形式和尺寸,绘制装配图和螺母零件图。
设计计算部分包括螺旋传动的材料选择,螺纹牙型的选择,工作能力计算和自锁性计算,其它结构的工作能力计算(螺母许用挤压应力[σp ]≈1.5 [σb ]);地面承压能力计算,确定下支承面尺寸(木材许用挤压应力[σp ]=3MPa);人手的操作能力计算,确定手柄的直径和长度(人手最大操作力≈200N )。
根据学号尾数为3,对应的最大起升重量为F max =50kN ,最大升距为h max =300mm 。
二、设计及计算1、 螺杆的设计及计算1.1、螺杆螺纹类型选择螺纹根据牙形,分为普通螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹。
其中,本题选择梯形螺纹,右旋单线,截面为等腰梯形,牙型角α=30º,内外螺纹以锥面贴紧不易松动,基本牙型按照GB/T5796.2-2005规定。
1.2、选材由于螺旋千斤顶受力较大,转速较低且为传力螺旋,由教材P98表2-38,选择45或50钢正火。
本设计采用45钢。
1.3、确定螺杆直径 由耐磨性及设计公式 d 2≥[]p h F πφP依国家规定,∅=1.2~2.5,考虑到螺母为整体结构,取∅=1.2。
又由于梯形螺纹,h =0.5P 。
由于为重载低速场合,螺母取ZCuAl10Fe3材料,则螺杆螺母为钢-青铜材料,[p]=18~25Mpa 。
由于∅<2.5,提高20%,故[p ]=21.6~30Mpa ,则取[p]=28Mpa ,取f=0.09。
代入数据,如下计算得到d 2≥[]p h F πφP = 0.8][p F φ=0.8√500001.2×22×106=34.82mm 。
查询GB/T5796.2-2005,取d 2=36.5mm ,d=40mm ,P=7mm ,D 4=41mm ,d 3=32mm (即以下计算中的d1),D1=33mm。
螺杆强度校核计算

材料的屈服强度 (MPa) s 轴向力F(N) 外螺纹中径d2(mm) 螺距p(mm) 螺纹工作长度l(mm) 连接螺纹牙数z 螺纹工作高度h(mm) 挤压面积A(mm2)
计算挤压应力 p (MPa)
许用挤压应力 p (MPa)
计算结果
螺纹副抗挤压强度计算
计算公式
计算值
1.5
355
计算值 28.58 28.52 24.22 26.82
弯曲力臂L(mm)
单圈外螺纹截面抗弯模量W(mm)
螺纹牙底宽度b(mm)
轴向力F(N)
螺距p(mm)
螺纹工作高度h(mm)
连接螺纹牙数z
安全系数S
材料的屈服强度
(MPa)
s
许用拉应力 (MPa)
对螺杆,计算弯曲应力 (Mpa) b
对螺母,计算弯曲应力 b(Mpa)
30000
30
4
50
z=l/p
12.5
h=0.541p
2.164
A=π*d2*h*z
2548.11
p F/A p s / n
11.77343207 236.6666667
如果p p ,则合格,
合格
反之则不合格
项目 轴向力F(N) 公扣时使用螺纹小径d1(mm) 母扣时使用螺纹大径D(mm) 连接螺纹牙数z
许用弯曲应力 b (Mpa)
L d d2 2
W d1b2 6
b=0.75p
h=0.541p
S=3~5
s / S
b
3Fh d1b2z
b
3Fh Db2
z
b (1~1.2)
计算结果
0.85
71.8724621 2.38125 138112 3.175 1.717675 9.26 1.5 517.5 345
螺杆组合

根据经验+理论+实验相结合的方法进 行设计整体螺杆组合设计
6.1 整体螺杆设计前的考虑点
1.混合作业的目的,最终制品的配方和加入双螺杆挤 出机进行混合时物料中各组分的形态、性能和配比。 因为不同聚合物、不同添加组分及其配比对挤出过 程、螺杆构型、运转条件的要求是不同的。 2.对各种螺杆(及机筒) 元件及各功能区的局部螺杆 构型、工作原理和性能及适用场合有较全面而深入 的了解 3.就整个混合工艺而言,对加料方式、加料顺序有无 特殊要求也必须弄清楚。
4.3 捏合段的设计原则
1.凹槽内物料承受的平均剪切速率 减小螺棱间隙及增大螺纹头数都可提高平均剪切速率, 亦即 可增强单块捏合块的混炼能力。 2.捏合块间的错列角 是决定捏合段工作性能的一个关键参数 3.注意捏合段的压力须与和它相连的正、反向螺纹段中的压 力相匹配;各自的轴向流量和轴向压力梯度的关系曲线
6.1 整体螺杆设计前的考虑点
4.挤出过程主要是实现分布性混合,则应使物料在螺 杆中流动时能不断重新取向,使其与剪切方向成45。 适当松弛提高前面降低的粘度 5.挤出过程主要是实现分散性混合, 则螺杆构型的 设计与分布混合就有所不同。分散混合的关键变量 是应力,只有能提供大的剪应力,才能使结块和液滴 破裂,这就要在螺杆(机筒) 中设置高剪切区,而且 要使物料多次通过这些高剪切区。
五、啮合同向双螺杆挤出过程不同功能段的螺 杆构型
啮合同向双螺杆挤出过程一般由加料、 固体输送、熔融、熔体输送、混合、排 气等功能段组成。 不同的功能段需要不同的局部螺杆构型 与它相适应,以完成不同的功能。
5.1 加料段和固体输送段的螺杆构型
1.加料段 一般采用大导程、正向螺纹输送元件加大螺槽深度 的非标准螺纹元件 2.固体输送段 把物料输送,同时松散 的粉状低松密度物料压 实或提高粒状物料在螺槽中的充满度,以促进物料在 下游的熔融塑化
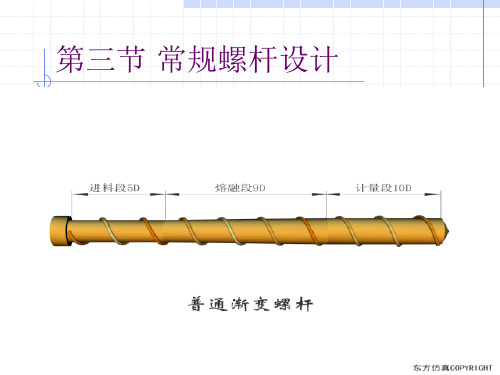
常规螺杆设计
螺杆的压缩比
作用:将物料压缩,排除气体,建立必要 的压力,保证物料到达螺杆末端时有足 够的致密度。 几何压缩比要大于物理压缩比 获得压缩比的方法: 等距变深、锥形螺杆、等深不等距,不等 深不等距等。
螺棱的宽度一般为0.08—0.12D,但在螺 , 螺棱的宽度一般为 槽的底部则较宽,其根部应用圆弧过渡。 槽的底部则较宽,其根部应用圆弧过渡。
(七)螺杆头部结构和螺纹断面形状
螺杆材料和强度的计算
(一)螺杆材料
我国目前常用的材料有 45号钢 40Cr 氮化钢 38CrMoAlA 等材料。
(三)关于螺杆长径比的确定
1 增加螺杆长径比,塑料在螺杆中的停留 时间增加,塑化的更加均匀,故可以提 高螺杆转速来提高产量。 2 长径比加大后螺杆、料筒和装配等比较 困难和复杂。 3 塑料挤出机一般选择 L/D=18,20,25,30,40,45
(四)螺杆的分段和各段参数的确定 1 加料段的设计
(一)螺杆型式的确定
(1)渐变型螺杆 (2)突变型螺杆
密炼机下辅机螺杆
(二)关于螺杆直径的确定
我国挤出机的螺杆直径标准:30、45、 65、90、120、150、200。 一般情况下,螺杆的直径应符合 此系列,螺杆直径的大小一般根据所加 工制品的断面尺寸,加工塑料的种类和 所要求的生产率确定。
(五)螺杆与料筒间隙的确定
必须结合被加工物料的性质,机 头的阻力,螺杆和料筒的材质及其 热处理情况、机械加工条件以及螺 杆的直径的大小螺纹升角: S=пDtg ɸ, D =S, ɸ=17。41’ 加料段螺纹升角30。适合粉料, 17。适合圆柱料, 15。适合方块料。 螺纹头数:单头和双头。 螺纹棱部宽度e: e小:漏流增加,产量降低。 e大:增加螺棱的动力消耗,产生局部过热。
千斤顶的设计与计算

(2)根据GB/T 892,由 得
1.5自锁验算
自锁条件是 ,式中: 为螺纹中径处升角; 为当量摩擦角(当量摩擦角 ,为保证自锁,螺纹中径处升角至少要比当量摩擦角小 。)
查教材表得 ,(收启动时的最大值)
故
所以自锁性可以保证。
1.6结构
如右图一:
螺杆上端用于支撑托杯10并在其中插装手柄7,因此需要加大直径。手柄孔径 的大小根据手柄直径 决定, +0.5mm
1.螺杆的设计与计算
1.1螺杆螺纹类型的选择
螺纹有矩形、梯形与锯齿形,常用的是梯形螺纹。
纹的内外螺纹以锥面贴紧不易松动。矩形螺纹牙根强度低,锯齿形螺纹牙型为不等腰梯形,加工成本高。从实用性考虑,故选梯形螺纹,它的基本牙形按GB/T5796.1---2005的规定。
1.2选取螺杆材料
考虑到千斤顶转速较低,单个作用面受力不大,螺杆常用Q235、Q275、40、45、55等。此处最常用45钢。教材表5-11
紧定螺钉直径常根据举重量选取,一般为6~12mm。
2.4.1螺母的相关尺寸已得:
内螺纹小径
;
3.托杯的设计与计算
3.1托杯的尺寸计算
托杯用来承托重物,可用铸钢铸成,也可用Q235钢模锻制成,取材料Q235。其结构尺寸见图。为了使其与重物接触良好和防止与重物之间出现相对滑动,在托杯上表面制有切口的沟纹。为了防止托杯从螺杆端部脱落,在螺杆上端应装有挡板。
=26.00mm
螺母材料选
青铜ZCuSn10Pl
螺纹工作圈数
u=12
;
合格
托杯厚度:
托底厚度为:
沟纹宽度:
沟纹深度为: ;
托杯高度为
手柄材料选用Q235
螺栓连接的强度计算

强度条件验算公式:
设计公式:
分析:由上式可知,当f=0.2,i=1,KS=1则QP=5R,说明这种联接螺栓直径大,且在冲击振动变载下工作极不可靠
为增加可靠性,减小直径,简化结构,提高承载能力
可采用如下减载装置: 减载销 减载套筒 减载键
2、铰制孔螺栓联接——防滑动
特点:螺杆与孔间紧密配合,无间隙,由光杆直接承受挤压和剪切来传递外载荷R进行工作
1、防松目的
01
开槽螺母与开口销,圆螺母与止动垫圈,弹簧垫片,轴用带翅垫片,止动垫片,串联钢丝等
2)机械防松:
自锁螺母——螺母一端做成非圆形收口或开峰后径面收口,螺母拧紧后收口涨开,利用收口的弹力使旋合螺纹间压紧
弹簧垫圈
01
02
开槽螺母
与开口销
永久防松:端铆、冲点、点焊
化学防松——粘合 圆螺母 与止动垫圈 串联钢丝
扳手拧紧力矩——T=FH·L,
拧紧时螺母:T=T1+T2 T——拧紧力矩 T1——螺纹摩擦阻力矩 T2——螺母端环形面与被联接件间的摩擦力矩
FH—作用于手柄上的力,L——力臂
一般 K=0.1~0.3
——拧紧力矩系数
由于直径过小的螺栓,容易在拧紧时过载拉断,所以对于重要的联接不宜小于M10~M14
材料 螺栓级别: 点后数字为 螺母级别:
螺母、螺栓强度级别:
1)根据机械性能,把栓母分级并以数字表示,此乃强度级别
带点数字表示 , 点前数字为 注意:选择对螺母的强度级别应低于螺栓材料的强度级别,螺母的硬度稍低于螺栓的硬度(均低于20~40HB)
2)所依据机械性能为抗拉强度极限σBmin和屈服极限σSmin
作图,为了更明确以简化计算(受力变形图) 设:材料变形在弹性极限内,力与变形成正比
建筑木工螺杆用量计算公式
建筑木工螺杆用量计算公式在建筑木工中,螺杆是一种常用的连接件,用于连接木材和其他结构件。
正确计算螺杆的用量对于确保建筑结构的稳固和安全至关重要。
本文将介绍建筑木工螺杆用量的计算公式,并详细解释如何使用这个公式来计算螺杆的用量。
螺杆用量计算公式如下:螺杆用量 = (木料长度×木料宽度×木料厚度) / (螺杆间距×螺杆直径)。
在这个公式中,螺杆用量表示需要的螺杆数量,木料长度、宽度和厚度分别表示连接的木材的尺寸,螺杆间距表示螺杆之间的距离,螺杆直径表示螺杆的直径。
首先,我们需要确定连接的木材的尺寸,包括长度、宽度和厚度。
这些尺寸通常可以在建筑设计图纸或者现场测量中得到。
在确定了木材的尺寸之后,我们需要确定螺杆的间距和直径。
螺杆的间距通常是根据建筑设计标准或者实际需要来确定的,而螺杆的直径则可以根据连接木材的厚度和木材的硬度来选择。
接下来,我们可以使用上述公式来计算螺杆的用量。
首先,将木料的长度、宽度和厚度代入公式中,然后将螺杆的间距和直径代入公式中,最终得到螺杆的用量。
这个用量可以帮助我们确定需要购买的螺杆数量,从而确保建筑结构的连接牢固。
除了上述公式,我们还需要考虑一些其他因素来确定螺杆的用量。
例如,如果连接的木材需要承受较大的荷载,我们可能需要增加螺杆的数量,以增强连接的稳固性。
另外,螺杆的材质和表面处理也会影响螺杆的使用寿命和稳固性,因此在选择螺杆时需要谨慎考虑这些因素。
此外,螺杆的安装方法和技术也对连接的稳固性有重要影响。
在安装螺杆时,需要确保螺杆和木材之间的紧密连接,避免出现松动或者脱落的情况。
因此,在计算螺杆用量的同时,我们还需要考虑螺杆的安装方法和技术,以确保连接的牢固和安全。
总之,建筑木工螺杆用量的计算是建筑结构连接设计中的重要环节。
正确计算螺杆的用量可以帮助我们确保建筑结构的稳固和安全。
通过使用上述公式,并结合其他因素考虑,我们可以准确计算螺杆的用量,从而为建筑结构的连接提供可靠的支持。
普通螺栓的构造和计算
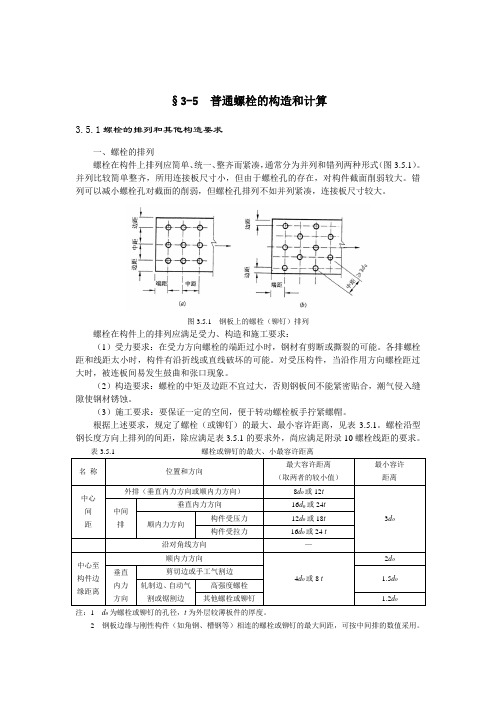
§3-5 普通螺栓的构造和计算3.5.1螺栓的排列和其他构造要求一、螺栓的排列螺栓在构件上排列应简单、统一、整齐而紧凑,通常分为并列和错列两种形式(图3.5.1)。
并列比较简单整齐,所用连接板尺寸小,但由于螺栓孔的存在,对构件截面削弱较大。
错列可以减小螺栓孔对截面的削弱,但螺栓孔排列不如并列紧凑,连接板尺寸较大。
图3.5.1 钢板上的螺栓(铆钉)排列螺栓在构件上的排列应满足受力、构造和施工要求:(1)受力要求:在受力方向螺栓的端距过小时,钢材有剪断或撕裂的可能。
各排螺栓距和线距太小时,构件有沿折线或直线破坏的可能。
对受压构件,当沿作用方向螺栓距过大时,被连板间易发生鼓曲和张口现象。
(2)构造要求:螺栓的中矩及边距不宜过大,否则钢板间不能紧密贴合,潮气侵入缝隙使钢材锈蚀。
(3)施工要求:要保证一定的空间,便于转动螺栓板手拧紧螺帽。
根据上述要求,规定了螺栓(或铆钉)的最大、最小容许距离,见表3.5.1。
螺栓沿型钢长度方向上排列的间距,除应满足表3.5.1的要求外,尚应满足附录10螺栓线距的要求。
表3.5.1 螺栓或铆钉的最大、小最容许距离注:1 d0为螺栓或铆钉的孔径,t为外层较薄板件的厚度。
2 钢板边缘与刚性构件(如角钢、槽钢等)相连的螺栓或铆钉的最大间距,可按中间排的数值采用。
二、螺栓的其他构造要求螺栓连接除了满足上述螺栓排列的容许距离外,根据不同情况尚应满足下列构造要求:(1)为了使连接可靠,每一杆件在节点上以及拼接接头的一端,永久性螺栓数不宜少于两个。
但根据实践经验,对于组合构件的缀条,其端部连接可采用一个螺栓。
(2)对直接承受动力荷载的普通螺栓连接应采用双螺帽或其他防止螺帽松动的有效措施。
例如采用弹簧垫圈,或将螺帽或螺杆焊死等方法。
(3)由于C级螺栓与孔壁有较大间隙,只宜用于沿其杆轴方向受拉的连接。
承受静力荷载结构的次要连接、可拆卸结构的连接和临时固定构件用的安装连接中,也可用C级螺栓受剪。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计螺杆元件时:
1、输送能力; 2、混合性能; 3、停留时间及停留时间分布; 4、几何参数的优化优选。
设计螺杆元件时:
根据双螺杆几何学和加工体系所需的混合 能力、输送能力进行设计。
啮合同向双螺杆元件的设计
输送元件
包括正向螺纹元件和反向螺纹元件,设计 时需考虑螺纹头数、螺旋方向、导程、元件 的轴向长度。
另一根螺杆,即沿着螺槽有流动,则叫纵向开放;反之,就叫纵向封闭。纵 向封闭意味着两根螺杆上各自形成若干个相互不通的腔室,一根螺杆的螺槽 完全被另一根螺杆的螺棱所堵死。
横向开放或封闭:在两根螺杆的啮合区,若横过螺棱物料有通道,即物料可以
从同一根螺杆的一个螺槽流向相邻的另一个螺槽,或一根螺杆的一个螺槽中的 物料可流到另一根螺杆的相邻两个螺槽中,叫横向开放,否则叫横向封闭。
开放与封闭型双螺杆挤出机: 开放与封闭是指啮合区螺槽的情况,即指在
两根螺杆啮合区的螺槽中,物料是否有沿着螺槽或通过螺槽的可能通道 (该通道不包括螺棱顶部和机筒壁之间的间隙或在两螺杆螺棱之间由于加 工误差所带来的间隙)。由此可分为纵向开放或封闭、横向开放或封闭。
纵向开放或封闭:如果物料自加料口到出口有通道,物料可由一根螺杆流到
双螺杆元件设计、组合和评价
主讲 马秀清
双螺杆挤出机的分类:
非啮合与啮合型双螺杆挤出机:非啮合双螺杆挤出机(non-intermeshing
twin-screw extruder)的两根螺杆轴线分开的距离等于或大于两根螺杆外 半径之和;啮合型双螺杆挤出机的两根螺杆轴线间的距离小于两根螺杆 外半径之和。根据啮合程度的不同,啮合型又分为全啮合型和部分啮合 型。所谓全啮合型是指在一根螺杆的螺棱顶部与另一根螺杆的螺槽根部 之间不留任何间隙,而部分啮合型是指一根螺杆的螺棱顶部与另一根螺 杆的螺槽根部之间在几何上留有间隙。
双螺杆螺槽的纵横 向开放与封闭
同向和异向旋转双螺杆挤出机:
同向旋转:同向旋转双螺杆挤出机的两根螺杆的旋转方向相同,从螺杆外形看,同
向旋转的两根螺杆完全相同,螺纹方向一致。
异向旋转:异向旋转双螺杆挤出机两根螺杆旋转方向相反。有向内旋转和向外旋转两
种。向内旋转时,物料自加料口加入后,在两根螺杆的推动下,物料会首先进入啮合 区的两根螺杆的径向间隙之间,并在上方形成料堆,从而减少了可以利用的螺槽自由 空间,影响接受来自加料器物料的能力,不利于将螺槽尽快充满和使物料向前输送, 加料性能不好,还易形成架桥。同时进入两螺杆径向间隙的物料有一种将两螺杆分开 的力,把螺杆压向机筒内壁,从而加快了螺杆和机筒的磨损。向外旋转则可避免以上 缺点,物料在两根螺杆的带动下,很快向两边分开,充满螺槽,且很快与热机筒接触, 吸收热量,有助于将物料加热、熔融。从外形看,异向旋转的两根螺杆螺纹方向相反。
程度以及螺杆的旋转方向有关。
正位移输送:所谓正位移输送就是移动的外部表面置换了系统中的部分液
体。如注射机中的柱塞-机筒结构和齿轮泵。从理论上说,正位移输送与被 输送介质的流变特性无关,即介质的摩擦性质和粘性对输送特性没有影响。
非啮合双螺杆挤出机的输送机理:非啮合双螺杆挤出机因两根螺杆不能形成
封闭的或半封闭的腔室,无正位移输送条件,故其物料不是靠正位移输送。 其输送机理类似于单螺杆挤出机,物料对金属的摩擦系数和粘性力是控制挤 出机输送量的主要因素,摩擦是主要的推动力。
啮合异向双螺杆挤出机的输送机理:啮合异向双螺杆挤出机可通过设计使这
种双螺杆实现不同程度的正位移输送。螺槽纵横向封闭越好,正位移输送特 性越强。只有全啮合、螺槽纵横向完全封闭,才能实现完全的正位移输送。
啮合同向双螺杆挤出机的输送机理:啮合同向双螺杆挤出机可以设计成螺
槽全啮合横向封闭的,但纵向不能封闭,否则螺杆会啮合不上,会发生 干涉。也就是必须将螺槽宽度设计得大于螺棱宽度,在纵向留下一定的 通道。通道的大小由使用目的而定。纵向开放得越大,正位移输送能力 丧失得越多,而摩擦拖曳和粘性拖曳的作用越大。因此啮合同向双螺杆 挤出机的输送机理介于单螺杆挤出机和纵横向皆封闭的啮合异向双螺杆 挤出机之间:有正位移输送,也有摩擦、粘性拖曳输送。
锥型双螺杆挤出机的输送机理:锥型双螺杆挤出机的输送机理与啮合异向双
螺杆挤出机的输送机理相同,如果螺槽纵横向皆封闭,其输送为正位移输送; 如果螺槽纵横向有一定开放,则会丧失一部分正位移输送能力,但会加大混 合作用。
双螺杆挤出机的用途
非啮合双螺杆挤出机主要应用于反应挤出、熔剂法或乳液法制取聚合物、
着色、玻璃纤维增强以及热熔体粘接剂的准备工序,广泛应用于熔剂含 量高达50%,每小时需干燥4500-6750kg物料的情况下。 啮合同向双螺杆挤出机广泛应用于聚合物的物理改性-共混、填充和增强, 也可用于成形制品和反应挤出。 啮合异向双螺杆挤出机和锥型双螺杆挤出机广泛应用于挤出成型和配料造 粒等方面,主要用于聚氯乙烯粉料的加工。
加料段:大导程、正向输送元件
压缩段:分段改变导程或渐变改变导程
啮合同向双螺杆元件的组合设计
熔融塑化段:可设置捏合盘、反向螺纹元件、反向 大导程元件。
啮合同向双螺杆元件的组合设计
排气段:
混合段:
啮合同向双螺杆元件的组合设计
整根螺杆组合时需根据具体配方、物料特性、混合 要求、操作条件来进行:
1. 混合作业的目的、加入到挤出机进行混合时物料各组分的 形态、性能和配比。 2. 对各种螺杆元件的结构、工作原理和性能、应用场合全面 了解。 3. 对混合工艺中的加料方式、加料顺序等弄清楚。 4. 看混合工艺要求的主要混合形式,即是分布性混合还是分 散性混合。
平行和锥形双螺杆挤出机:按两螺杆轴线的平行与否可将双螺杆分为平行
双螺杆或锥形双螺杆挤出机。锥形双螺杆,其螺纹分布在锥面上,两螺 杆轴线成一交角,一般为异向旋转。
双螺杆挤出机的输送机理
输送机理: 对于挤出机来说,是指物料本质上靠什么原理和以何种方式由
加料段向末端输送。
双螺杆挤出机的输送机理较为复杂,与其啮合与否、纵横向开放与否和开放
啮合同向双螺串使用。 设计时应考虑头数、厚度等。在应用时考虑错列 角的大小和方向、捏合盘的个数、捏合块的轴向 长度等。
捏合盘错列角对混合的影响
捏合盘厚度对混合的影响
啮合同向双螺杆元件的设计
混合元件
啮合同向双螺杆元件的设计
混合元件
啮合同向双螺杆元件的组合设计