3104铝合金扁锭疏松缺陷分析及其抑制方法
铝合金铸锭气孔及疏松缺陷的剖析

铝合金铸锭气孔及疏松缺陷的剖析(一)铝合金铸锭无论是扁锭还是园锭在生产中经常会出现气孔和疏松缺陷问题,气孔和疏松如同孪生姐妹,常常相伴为生,给铝加工带来许多麻烦。
铝合金铸锭组织中存在圆形孔洞称为气孔。
它是金属液体在冷却期间和凝固过程中,析出的气体存留在铸锭中形成的气泡缺陷。
疏松是在铝合金铸锭组织在凝固的过程中,由于铝合金在液态和凝固态的过程中,体积在收缩得不到很好的补充而产生出分散孔洞。
(待续)气孔形成的主要因素:在溶解中的熔体的气体处于饱和状态,溶体中存在大量非金属夹渣物,气体在铸造的过程中上浮速度慢,则气泡就会停留在铸锭中产生气孔。
气孔的产生原因:1.原材料潮湿.有油污.水份。
2.熔炉大修或者中修.长期停炉后干燥不彻底。
3.熔体在炉中过热。
4.熔炼的时间过长。
5.工具末彻底干燥。
6.润滑油质量不好.7.燃气水分过大。
疏松一般分为两种:一种是收缩间产生的疏松,一种是末去除溶体气体形成的疏松。
疏松的形成主要因素与熔体的气体含量与铸锭成形时过度带的尺寸.形状以及结构有关。
在分析疏松的原因有几种情况:1.熔体中气体含量过高;2.熔体过热;3.烘炉不彻底.停炉时间过长;4.泠却强度小.铸造速度过快;5铸造温度过低;6.工具及精炼气体.溶剂等潮湿或不彻底;7.漏斗供流不均匀;8.高镁合金覆盖不好。
(待续)铝合金铸锭气孔及疏松是最为常见的缺陷之一,铝合金熔炼与铸造技术(工艺规程)产生;都是围绕气孔和疏松缺陷所制定出来的。
如何解决气孔和疏松缺陷问题?下面就几个案例或许会给你一些启示。
案例1.北方有一铝加工企业,在炉子中修烘炉时由于热电偶失灵,误认为已经达到烘炉时间,提前投入生产,结果造成4炉产品全部报废,原因很简单(气孔.疏松),为了减少损失熔铸技术员们集思广益采取几项措施:1是固体料投放改为液体料投放(缩短熔炼时间)2.是控制化学成分杂质含量(减少非金属夹杂物)3.是加强精炼除气4.是将原来小园锭规格改为大园锭(以降低铸造速度,改变过度带尺寸)结果避免损失。
浅谈铝合金铸锭铣面缺陷及其控制措施
头端,常存在于铸锭侧面,少数存在于铸锭大面,造成该缺陷是 由于铸锭在铸造初始阶段的冷却水流量、铸造速度、结晶器金属 液位、结晶器填充高度等多个参数不稳定造成的引锭头端翘曲。
控制措施 :铸锭大面氧化皮铣面后未消除的缺陷,在下游 工序板带材的轧制过程中会造成带材起皮、断带、轧辊硌伤等 多种问题,所以该缺陷必须经过二次铣面彻底消除后方可放行 ; 铸锭侧面氧化皮铣面后未消除的缺陷,由于在下游工序轧制过 程中带材会经过切边,该缺陷通常情况下可直接放行,但是,侧 面过多的氧化皮会在板带材的轧制过程中脱落至带材表面引起 少量压入性起皮,所以该缺陷也不可忽视 ;铸锭的引锭头端翘 曲问题无法彻底消除,只能在铸锭铸造过程中根据经验不断的 优化参数减少翘曲量。 3.3 铸锭表面油污
即选择公式 4 执行程序。
∆ϑk = ∆ϑk−1 + KP * ∆S + KP * ∆S / TN ( 3)
= ∆ϑ Cv * Min(∆ϑk , ∆ϑk−1) ( 4)
∆ϑ =∆ϑk ( 5)
M 冶金冶炼 etallurgical smelting 浅谈铝合金铸锭铣面缺陷及其控制措施
李国良,张 闯,王世超
(河南中孚实业高精铝公司,河南 郑州 451200)
摘 要 :铝合金是当今世界应用较为广泛的一种有色金属结构材料,在航空航天、汽车、机械制造、船舶及居家生活等行业大
量应用,随着时代的发展,对其的使用要求也越来越高,因此铝合金板带材生产加工环节的要求也越来越高。本文阐述了铝合
产生原因 :铝合金铸锭铣面机铣刀多采用硬质合金钨钢刀 片,长期使用造成刀片磨损、粘铝从而进一步引起铸锭铣面后表 面划伤、粘铝缺陷,此外,切削液润滑量不足问题也会引起该缺 陷。锭面划伤、粘铝缺陷在下游工序轧制过程中会造成带材表面 起皮,影响客户使用,所以该缺陷在铸锭铣面时必须消除。
用电解铝液直接铸造3104铝合金扁锭工艺研究_曾萍
合金化学成分控制 1 合金化学成分优化控制
3104 合金中配料元素有 Mn、Mg、Cu、Si、Fe 五 种,Na 作为杂质元素,不得高于 5ppm。
3104 中添加 Mn 可以提高合金强度。Mn 作为主要 合金元素,主要以两种形式存在 : 固溶于铝基体形成固 溶相 ;与铝在 930K 时发生共晶反应形成共晶体。由于 Mn 在铝中的溶解度随着温度的降低急剧下降,经均匀 化处理后,将析出分散的 Al6Mn 第二相。它能提高合 金的强度,还能阻碍再结晶晶粒长大,从而细化再结晶 晶粒。Mn 含量为 0.8% 时,伸长率达最大值。当合金中 Mn 含量过多时,会形成粗大、硬脆的 Al6Mn 化合物, 使扁锭在浇铸过程中易开裂。另外由于 Mn 的熔点比铝 高得多,不易溶解,易发生偏析,造成化学成分不均匀。 因此,3104 合金中 Mn 控制在 0.85% ~ 0.95% 内。
Mg 量较高,往往用氩气除氢。 充分静置后,控制保温炉内铝液温度在 710℃时
将铝液转注到流槽,开始铝液的炉外连续处理。一般 炉外采取晶粒细化与排杂、除氢的高效综合处理手段。 多数生产厂家利用供料机将丝状细化剂连续加到炉外 熔体的流槽中。其优点是加入均匀,消除了细化剂中 粒子的密度偏析 ;铸锭组织细化最好 ;细化剂用量比 其他方法少 ;与炉外连续净化装置配合使用,可实现 熔铸生产的自动化。
一般是先用高温进行除渣精炼,然后在较低的温 度下脱气,最后保温静置。首先,在熔炼炉内,须进行 初步除氢、排杂处理,常常采用熔剂法,即添加净化 所用的熔剂,针对 3104 合金扁锭生产,为了控制碱金 属含量,往往采用无钠精炼剂(一般为钾盐)进行铝液 精炼。
铝扁坯水平连铸常见缺陷分析及处理对策
铝扁坯水平连铸常见缺陷分析及处理对策发表时间:2018-05-18T11:14:33.380Z 来源:《基层建设》2018年第3期作者:黄荣燕[导读] 摘要:本文针对电解铝厂铸造车间铝扁坯的生产实践,分析了铝扁坯产品生产过程中常见缺陷产生的原因,提出了防止或减少铝扁坯铝产品的生产过程中产生质量缺陷的对策措施。
广西百矿铝业有限公司广西百色 533000摘要:本文针对电解铝厂铸造车间铝扁坯的生产实践,分析了铝扁坯产品生产过程中常见缺陷产生的原因,提出了防止或减少铝扁坯铝产品的生产过程中产生质量缺陷的对策措施。
关键词:铝扁坯;水平连铸;缺陷;对策1、前言铝扁坯采用水平铸机连铸生产工艺进行生产,而水平铸机是我公司1998年新配置安装铸造设备。
在电解厂组织GP-320工程铝母线(铝扁坯)的生产初期,由于操作者对水平连铸生产工艺和设备性能的掌握水平有限,缺乏实际的生产经验,因此产生的废品也较多,生产初期的废品率高达30~40%,其中约有80%的废品是与铸锭中存在的缺陷有关。
因此,如何识别和分析铝扁坯铸锭中的缺陷及其成因,寻求防止或减少缺陷的方法,对提高铝扁坯铸锭和加工产品的质量,具有很现实的意义。
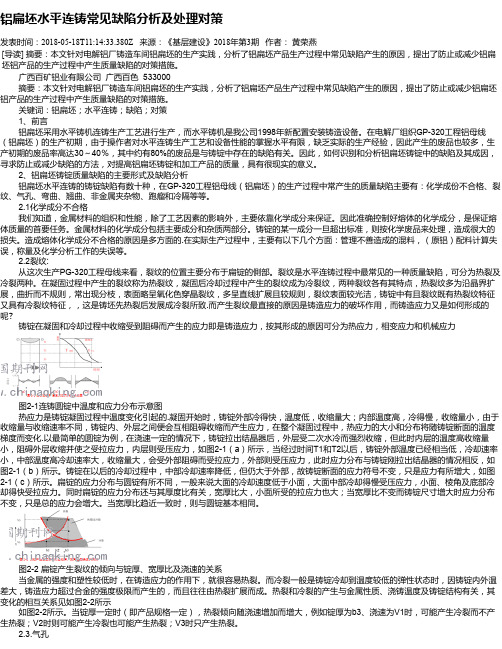
2、铝扁坯铸锭质量缺陷的主要形式及缺陷分析铝扁坯水平连铸的铸锭缺陷有数十种,在GP-320工程铝母线(铝扁坯)的生产过程中常产生的质量缺陷主要有:化学成份不合格、裂纹、气孔、弯曲、翘曲、非金属夹杂物、跑瘤和冷隔等等。
2.1化学成分不合格我们知道,金属材料的组织和性能,除了工艺因素的影响外,主要依靠化学成分来保证。
因此准确控制好熔体的化学成分,是保证熔体质量的首要任务。
金属材料的化学成分包括主要成分和杂质两部分。
铸锭的某一成分一旦超出标准,则按化学废品来处理,造成很大的损失。
造成熔体化学成分不合格的原因是多方面的.在实际生产过程中,主要有以下几个方面:管理不善造成的混料,(原铝)配料计算失误,称量及化学分析工作的失误等。
铝合金铸锭主要缺陷特征、形成原因及防止、补救方法

铝合金铸锭主要缺陷特征、形成原因及防止、补救方法1、化学成份不合格▲缺陷特征及发现方法最终分析结果主要合金元素或杂质含量超标●形成原因1、配料中宜烧损元素取值不合适或计算有误;2、中间合金不符合标准;3、清炉、洗炉不彻底残留有上炉的铝合金及杂质;4、不同合金料相混;5、加镁后停留时间过长,并且无覆盖剂保护、使合金液氧化烧损严重;6、没有彻底搅拌,成分不均匀,导致取样不能反应出真实情况;7、炉前分析不正确。
★防止办法及补救措施1、在配料中,易烧损元素取技术标准上限或经验烧损值的上限,并经过仔细校对,;2、选用符合标准的成分分析值准确的中间合金配料;3、转炉前彻底清炉、洗炉,清洗浇包及工具;4、检查和鉴定炉前分析仪表是否有故障,如有故障,应送有关计量部门或出产厂家或其他维修站修复鉴定;5、严禁加镁后停留时间超过十分钟,并用保护性覆盖剂;6、按分析化验取样技术要求规定取样,取样前要充分搅拌合金液;7、严禁使用混装的废料和不明成份的炉料。
2、气孔▲缺陷特征及发现方法铸锭表面或内部出现的大或小的孔洞,形状比较规则;有分散的和比较集中的两类;在对铸锭作外观检查或机械加工后可发现。
●形成原因1、炉料带水气,使熔炉内水蒸气浓度增加;2、熔炉大、中修后未烘干或烘干不透;3、合金液没有覆盖保护或过热;4、熔炉、浇包工具等未烘干;5、浇注时合金液流动不连续平稳、产生涡流,卷入了气体;6、合金液精去气不充分;7、煤、煤气及油中的含水量超标。
★防止办法及补救措施1、严禁把带有水气的炉料装入炉中,装炉前要在400度左右温度下烘烤2H;2、严格按工艺对大修、中修后的炉子进行烘烤;3、熔化前按工艺要求对熔炉、浇注工具、熔剂等进行烘烧,然后才可使用;4、选用合适的精炼方法和效果好的精炼剂充分精炼合金液,精炼后加覆盖剂保护。
如果精炼后静置时间超过6H,则要进行二次精炼方可浇注或使用;5、控制浇注时液流连续均匀地浇注,未注完锭模不要中断;6、使用含水量符合要求的煤或煤气、油等燃料熔化合金液。
铝合金金属型铸造中疏松缺陷的分析与预防

铝合金金属型铸造中疏松缺陷的分析与预防32《红旗技术》2005年第1期铝合金金属型铸造中疏松缺陷的分析与预防铸造厂17车间刘敏摘要针对铝舍金金属型铸造中常见的疏松铸造缺陷,从产生机理上进行分析,并寻求出适合工厂实际生产的预防措施,减少缺陷的产生,提高铸件产品合格率.关键词铝舍全金属型铸造铸件疏松1引言铝合金金属型铸造是利用重力将液态金属浇注入金属材质铸型中,并在重力作用下凝固成型,以获得铸件的一种铸造方法.它具有工序简化,生产效率高,铸件机械性能高,尺寸精度和表面粗糙度高等优点,但由于金属型本身无透气性,退让性差,并且有排气困难,散热太快等缺点,使铸件在生产中常常会出现疏松等一些铸造缺陷.这种疏松缺陷,不仅会破坏铸件质量,降低产品合格率,而且会减小铸件有效承载面积,特别是对于承载零件会在缺陷处造成应力集中,极易使零件在工作时断裂失效,成为危险隐患.因此,在铸造生产中要尽量预防疏松缺陷的产生.在铝合金金属型铸造中,由于受铸型材质,开模条件等因索的限制,疏松缺陷不能用砂型铸造中常用的工艺方法(如:使用激冷砂,安放冷铁,暗冒口等)来解决,这就要求寻找出适合于铝合金金属型铸造的方法来.预防疏松缺陷的产生2疏松缺陷分析铸件在凝固过程中,由于合金的液态收缩,凝固收缩和固态收缩,往往在铸件最后凝固部位出现大量弥散的,形状不规则的微小孔洞称为疏松.其在铸件中的表现形式如图1所示.在铝合金铸造生产中,当合金液浇入铸型后,冷却至常温,成为铸件,整个过程通常会发生三种收缩,一种是液态体积收缩,即金属液自浇注温度降至合金的液相线温度所发生的体积缩减;第二收稿日期;2005一l一251.外缩孔I2.内缩孔I3.疏松I4.铸件图1铸件疏松缺陷示意图种是凝固时期的体积收缩,即金属液从液态转变为固态,液固并存时期发生的体积缩减I第三种是固态体收缩,即从线收缩开始温度降温至常温所发生的体积缩减.这三种收缩的结果会使铸件产生体积亏损,如果铸件产生的体积亏损不能及时通过合金液来补偿,就会形成所谓的疏松,所以疏松的产生主要是合金液补缩不足造成的,形成的根本原因就是铸造合金的收缩性.这种缺陷一般出现在铸件的厚大部位,最后凝固的部位或补缩不到的部位.与铸件的工艺方案设计,顺序凝固条件,浇注温度等都有一定的关系.3预防措施在铝合金金属型铸造中,防止铸件产生疏松'红旗技术)2005年第1期的根本措施就是控{jI铸件顺序凝固,保证合金液.可从以下几方面考虑,因此,有一定的补缩通道.3.1■定合理的铸造工艺方案铸造工艺方案的确定对保证铸件质量很重要,要针对具体零件进行具体工艺性分析和技术状态分析,然后选取合理的分型位置和浇注系统. 一般情况下,从预防琉松角度考虑,应优先考虑顶注式浇注系统或垂直缝隙式浇注系统.顶注式浇注系统结构简单,金属的温度分布合理,下部温度低,上部温度高,有利于实现铸件自下而上的定向补缩,凝固,从而有利于防止琉松.垂直缝隙式浇注系统充填铸型的方式是由下而上逐渐地使铸型充满,因而使铸件具有合理的由下而上的凝固顺序,保证了铸件良好的补缩条件,有利于实现顺序凝固,也能有效防止琉松.选取分型面时,一般应将零件厚大部位朝上放置,以便于合理安放胃口, 进行补缩.3.2合理安放通气l在铝合金金属型铸造中,一般铸型都为铸铁或钢制成.铸型透气性,退让性差,散热快,而且受开模条件限制,与砂型铸造相比不宜使用激冷砂, 安放冷铁,暗冒口等来解决琉松缺陷,所以工艺方案有时就受到很大的限制,为此,可采用在铸型中镶通气塞的方法来解决铸件小范围局部琉松问题.通气塞材料通常可选用紫铜,形状可根据零件需激冷部位形状制作成矩形或圆形,沿圆周开出小槽,配作镶嵌在铸型中,如图2所示.图2圆形通气塞示意图因为在相同的温度条件下,紫铜的热导率几,℃时200在:如(倍左右8乎可以达到铸铁和钢的.紫铜的热导率为380W/m?C,而HT200为50.24~54.43W/m?C,45钢为46.47W/m?C),热量传递快,可以起到加快铸件局部冷却速度的作用,能有效预防铸件小范围局部疏松的产生.3.3正确选用涂料,合理进行喷涂涂料是铝合金金属型铸造中必用的辅助材料,它具有调节铸件冷却速度,保护金属型,增加透气性,保持液体金属的流动性,改善充型能力等多方面的作用,所以涂料的选取和喷涂好坏对铸件的质量有着至关重要的意义.在铝合金金属型铸造中要求涂料有足够的耐热性,必要的化学稳定性,必要的导热性以及足够的流动性和良好的透气性.3.3.1涂料种类的选取为了取得良好的补缩效果.在选取涂料时,要根据不同的部位使用不同的涂料.据资料介绍,在660-680C范围内,当煅烧石棉加入量为涂料成分重量的15.79时,石棉涂料的导热系数为0.167w/(m.C),而相同条件下,氧化锌涂料的导热系数为0.311W/(m.C),白垩粉涂料的导热系数为0.279W/(m.℃),滑石粉涂料的导热系数为0.395W/(m.℃),并且通过实践验证,石棉涂料的保温性确实比氧化锌涂料和白垩粉涂料要好得多.所以,为了达到良好的补缩效果,保证胃口最后凝固,一般情况下,浇冒口部位应选取保温性能好的石棉涂料;型腔部位可根据零件需要选《红旗技术》2005年第1期表面质量要,小铸件选用氧化锌涂料,一般中,取.求高的铸件可选用颗粒度细的白垩粉涂料这样就可以利用涂料保温性能的差异来实现从铸件到冒口的顺序凝固,预防疏松的产生.3.3.2涂层厚度和喷涂原则金属型铸造中涂料的一个重要的作用是调节铸件的冷却速度,疏松的预防就是要给铸件创造顺序凝固的条件,所以调节铸件冷却速度,使铸件冷却速度实现从铸件到冒口逐渐减小,就能达到有效预防疏松的目的.每种涂料都有一定的保温作用,涂层越厚,保温效果就越好,铸件冷却就越慢.在实际生产中要掌握好涂料厚度和喷涂的原则,即:浇注系统和冒口应喷厚(涂层厚度为1~2mm,某些铸件的冒口在喷涂前还要粘石棉膏); 铸件的薄壁部位应适当的喷厚一些(涂层厚度为0.2--.-0.5ram)I厚壁部位以及希望冷却快的地方应喷薄一些(涂层厚度为0.05~0.2ram);凸台,棱角处,筋条及壁的交接处涂料则应更薄,甚至为了更快冷却,可以将涂料全部刮去.喷涂的顺序应为先喷厚处,后喷薄处,对于不易逐层喷涂的铸件,可在喷完涂料后,将铸件厚大部位的涂料刮薄,这样可以有效预防铸件的局部疏松.3.4保证必要的金属型工作温度金属型工作温度是保证铝合金金属型铸造生产的前提,工作温度过高会使铸件结晶组织变坏; 过低会造成模具热量不均衡,浇注时无法达到热平衡,另外,热的金属液进入型腔后会先加热型腔,从而大大降低合金液的流动性,合金液来不及,很容易在局部产生意想不到的疏松,补缩就凝固所以必须保证合理的金属型工作温度.在实际生产中,通过实践证明,选取金属型工作温度为200~300'C较为适宜,复杂,难于成型的铸件应取上限;冬季生产,由于环境温度低,要取上限,并且为了减少金属型热量散失,应在铸型外加盖石棉布或陶瓷保温棉进行保温.为了保证金属型均匀热透,预热金属型时应尽量将其放在箱式电阻炉内长时间加热,温度控制在250~300C,保温时间不小于3小时.3.5尽量使用低的浇注温度液态金属浇入铸型后,由于铸型的冷却作用,温度下降,金属液由液态向固态转变,发生凝固, 产生体积收缩,这种体积上的收缩如果没有后续合金液来补缩,就形成了所谓的疏松.合金液浇注温度越高,金属液白浇注温度降至合金的液相线温度所需的时间就越长,液态体积收缩就会越大, 就越容易产生疏松.所以在实际生产中,在能保证铸型充满的情况下,应尽量选取低的浇注温度,这样对预防疏松有一定好处.通常在铝合金金属型铸造中,浇注温度选取为700730C为宜,薄壁,难成型的铸件取上限,厚壁铸件取下限值..4结论1)采用垂直缝隙式或顶注式浇注系统,有利于实现铸件的顺序凝固,可减少疏松缺陷的产生.2)采用在铸型中镶嵌通气塞,合理喷涂,保证金属型工作温度为200~300C,浇注温度为700~提高铸件产品,能有效预防疏松,等措施730C.合格率.3)任何方法都不是绝对的,对不同的合金,不同的零件在确定铸造工艺方案,尤其是在选取铸造工艺参数时,要以生产实际为基础进行分析,选择使用,这样才能取得更好的效果.四种人不宜吃花生花生含有丰富营养.但有四种人不宜吃花生.膏膳血定患者花生含有大量脂肪,高脂血症患者食用花生后.会使血液中的脂质水平升高.而血脂升高往往又是动脉硬化,高血压,冠心病等疾病的重要致病原因之一.丝囊切除者花生里含有的脂肪需要胆汁去消化.胆囊切除后.储存胆汁的功能丧失.这类病人如果食用花生.没有大量的胆汁来帮助消化.常可引起消化不良.消化不良者花生含有大量脂肪.肠炎,痢疾等脾胃功能不良者食用后.会加重病情. 殴打癫肿者花生含有一种促凝血因子.跌打损伤,血脉瘀滞者食用花生后.可能会使血瘀不散.加重肿痛症状.。
大规格3104铝合金扁锭的生产技术_张机琴
余量
配料 0 .20~ 0.22 0 .38 ~ 0 .42 0.17 ~ 0 .18 0.89~ 0.91 1.23~ 1.25 ≤0.10 0.090~ 0.098 ≤0 .05 0 .05 0 .05
-
注 :铅 Pb 、砷 A s 、镉 G e 含量均不大于 0 .01 %。
2 配料 根据铝及铝合金扁锭化学成分的要求 , 合理搭配
表 1 3104 合金(易拉 罐料)合金扁锭化学成分配料要求 w(%)
其它杂质
31 04
Si
Fe
Cu
Mn
Mg
Zn
Ti
V
单个 合计
Al
内控 0 .17~ 0.25 0 .35 ~ 0 .45 0.15 ~ 0 .20 0.85~ 0.95 1.16~ 1.24 ≤0.10 ≤0.10 ≤0 .05 0 .05 0 .15
(1)认清产品牌号 , 熟知材料性能 。在材料繁杂 、品 种较多 、市场采购和生产较为难以统一标准情况下(特别 是合金钢类), 劣质产品和优质产品难以分辨 , 给生产厂 家和使用单位的择优使用带来了困难 。 应指出的是:中 碳中合金钢是指几种合金元素相加之和等于或大于 5 % 的材料;中碳中铬合金钢是指铬元素含量为 5%~ 10 %的 材料 ;中碳低合金钢是指几种合金元素相加之和小于 5 % 的材料 ;“中碳多元合金钢”材料的称谓, 从使用者角度上 看不准确 , 容易给使用者造成错觉 ,难以分辨 。
(2)选择优势企业产品 。 (3)由于磨机的不同部位受冲击磨料磨损的程度 不同 , 所以不同部位应该选择不同材质的衬板 , 以充分 发挥材料性能 。 (4)衬板与磨球材料应相匹配 。 新形势下磨球应 该选择高铬球 。 高硬度衬板和高硬度磨球匹配 , 系统 耐磨性最高 。 (5)呼吁粉磨工艺专家 、学者 , 多设计小而厚 , 单 螺栓孔或无螺栓衬板 , 使高合金材料 , 高性能产品应用 范围更宽更广 , 降低金属材料消耗 , 提高粉磨效率 。
铝合金扁锭铸造缺陷的产生及预防措施
铝合金扁锭铸造缺陷的产生及预防措施摘要:铝合金扁锭铸造缺陷是铝合金扁锭铸造过程中不可避免的,本文研究了铝合金扁锭铸造缺陷产生的原因,分析了造成铝合金扁锭大面漏铝、锭尾余漏、锭尾回弹、锭尾塌陷、裂纹、氧化夹杂等19种铸造缺陷发生的原因,从缺陷发生的原因出发,以铸造速度、铸造温度、冷却水流量、液位高度为排除缺陷的前提,提出了铝合金扁锭铸造缺陷预防的措施,提高了铝合金扁锭的成品率。
关键词:铝合金;扁锭铸造;拉裂;预防铝板带箔材的主要原料是铝合金扁锭。
随着它的需求量的增大,相应的热轧扁锭也有很大的发展空间。
铝合金扁锭最常见的生产技术是直冷式半连续铸造生产工艺,每次可以生成3-5块扁铝锭。
它的优点是适应性强,能生产各种铝合金,单机生产能力大,但其生产出来的铝锭表明粗糙、粗晶层和偏析瘤比较严重,底部也容易翘曲,成品率较低。
国内外铝加工企业一直探索新的铸造技术,提高铸锭的成品率,产生了一些新的铸造技术如低液面结晶器铸造技术、电磁铸造技术等。
1影响铸造的主要因素在直接水冷铸造条件下,结晶器内的熔体在与结晶器壁接触后,首先受结晶器壁的一次水冷却,一次水冷程度较弱,因此形成较薄的凝壳,此凝壳强度较低,随着铸造的进行,铸锭向下运动,当凝壳的强度不足以抵抗铸锭与结晶槽工作面间的摩擦力时,则在铸锭表面形成拉痕或拉裂,拉裂严重时可将局部硬壳拉破,在裂口处产生漏铝。
拉裂裂口断断续续,小裂口边界不整齐。
通常,在铸锭没有得到适当冷却的条件下,比如冷却水压过小、水温过高,结晶器长期工作水垢过厚致使导热性降低时,最容易产生这种缺陷。
影响拉裂的因素主要有:1.1 抵抗拉应力的能力与结晶器间形成摩擦的凝固薄层抵抗拉应力的能力增加时,有利于防止拉裂的产生。
影响凝固薄层承受拉应力能力的因素主要是该薄层本身的强度和厚度,薄层的强度升高,抵抗拉应力的能力增大;薄层的厚度增加时,有利于防止薄层拉断。
1.2 摩擦力的大小凝固薄层与结晶器壁的摩擦力越大,拉应力越大,产生拉裂的可能性也越大。
3104铝合金易拉罐罐体缺陷的表征与成因分析_彭小燕

易产生应力集中,导致 晶 界 过 早 产 生 裂 纹,最 终 影 响 合
(g)针状 SEM
(h)针状 EDS
图4 3104铝合金不同析出相的 SEM 和 EDS分析
2.2 罐 体 缺 陷 断 口 处 的 第 二 相 和 夹 杂 物 从图1的宏观照片中可肉眼观察到罐体上的针孔、
裂罐缺陷。图5为 缺 陷 断 口 处 的 EDS 分 析。 从 图 5a、 图5b 可 以 观 察 到 缺 陷 断 口 上 分 布 着 大 量 颗 粒 状 的 第 二 相,EDS分析表明是(FeMn)Al6 和(AlFeMnSi);图 5c、 图5d中除了第 二 相 颗 粒 外,还 存 在 含 有 C、O、Na、Si、 S、Cl、K、Ca等 元 素 的 粗 大 夹 杂 物 ,其 大 小 约 为 10μm。
314
3104 铝 合 金 易 拉 罐 罐 体 缺 陷 的 表 征 与 成 因 分 析 彭 小 燕 等
1000号金相砂纸磨平后机械抛光至 表 面 光 亮 无 痕。 采 用日本 理 学 D/max-2500/PC 型 X 射 线 衍 射 仪 对 其 进 行 物 相 分 析 ,扫 描 范 围 为10°~80°,扫 描 速 度 为8°/min。 从罐体缺陷位置处切取部分试样并用硫酸清洗表面涂
(a)骨骼状 SEM (c)片状 SEM
(e)长条状 SEM
(b)骨骼状 EDS (d)片状 EDS (f)长条状 EDS
图 2 3104 铝 合 金
图 3 3104 铝 合 金 铸 锭 的
铸锭的 SEM 照片
X射 及 分 布 对 合 金 板 材 的
成 形 性 能 具 有 一 定 的 影 响 :针 [12,13] 状 析 出 相 的 尖 端 较
方 案 ,旨 在 为 提 高 制 罐 成 品 率 提 供 参 考 。
罐料用3104铝合金扁锭化学成分及第二相技术研究与控制

罐料用3104铝合金扁锭化学成分及第二相技术研究与控制唐正洪;梁鲁清【摘要】对易拉罐用3104铝合金扁铸热轧坯料的化学成分、物相控制等方面的技术研究进行了阐述.通过实际生产中对罐料用3104合金扁锭化学成分、第二相的形态分布、铸造工艺及均匀化热处理工艺的优化控制,可有效降低制罐的断罐、制耳与针孔率.【期刊名称】《铝加工》【年(卷),期】2018(000)006【总页数】6页(P51-56)【关键词】3104铝合金;扁锭;成分控制;第二相;低液位铸造;均匀化;相变【作者】唐正洪;梁鲁清【作者单位】青海桥头铝电股份有限公司,青海西宁810100;青海桥头铝电股份有限公司,青海西宁810100【正文语种】中文【中图分类】TG2920 前言3104铝合金属Al-Mn-Mg系不可热处理强化铝合金,具有密度小、强度高、耐腐蚀性强、易深冲成形等优点,是用作易拉罐罐体的理想铝合金材料。
随着熔铸技术、加工及热处理技术的发展,近年来用电解铝液替代传统的铝锭重熔法生产3104合金热轧坯料已逐渐成为国内外铝加工企业生产高端产品,降本增效,提高经济效益的重要途径,同时在市场竞争、技术进步的推动下,对3104H19合金制罐料的需求也逐步向质优、减薄、降低缺陷率、提高强度和成形性能等方向发展。
本文就3104合金中元素、扁铸锭的第二相化合物对罐料冶金、机械性能等影响作了分析研究,并结合生产实际提出合金成分、第二相的技术控制措施。
1 主要化学元素的影响铝合金的强化是以铝与其他金属元素形成金属间化合物在α固溶体中的溶解度变化为基础的[1]。
3104合金是1978年8月30日在美国注册的牌号,主要合金元素有Mn、Mg、Cu等[2]。
合金化的目的就是添加适当的这些金属,形成不同的金属间化合物,改善金属的性质,提高合金的强度、塑性、加工性、抗蚀性、硬度、液态金属的流动性、表面性能以及成形性能等,以适应制罐的要求。
1.1 锰的作用Mn是3104合金的主要元素,随其含量的增加,合金的强度随之提高。
变形铝及铝合金铸锭的显微疏松检验
变形铝及铝合金铸锭的显微疏松检验王卫军【摘要】Micro porosity testing sample preparation process and matters needing attention for deformation aluminium and aluminium alloy ingot were introduced with 3104 aluminium alloy ingot as an example.And problems easily produced when rating the micro porosity grade according to the standard grade pictures were listed.Finally distribution rule of micro porosity in deformation aluminium and aluminium alloy ingot was studied through micro porosity testing at different positions and direction of 3104 aluminium alloy ingot.%以3104铝合金铸造扁锭为例,介绍了变形铝及铝合金铸锭显微疏松检验试样的制备过程及其注意事项,并给出了在依据标准图谱判定显微疏松等级过程中容易出现的问题。
通过对3104铝合金铸锭在各个方向进行检验,得出了显微疏松在变形铝及铝合金铸锭中的分布规律。
【期刊名称】《理化检验-物理分册》【年(卷),期】2012(048)004【总页数】4页(P241-244)【关键词】铝合金铸锭;显微组织;显微疏松检验【作者】王卫军【作者单位】青海盐湖工业股份有限公司,格尔木816000【正文语种】中文【中图分类】TG113.12疏松是液态铝合金在凝固过程中,体积收缩时得不到很好的补充,而在铝合金铸锭组织中出现的宏观或微观的分散性孔洞。
3104铝合金易拉罐划模缺陷产生的原因及其控制措施
己QI 9, N q ICJ —「严 — 盛:DOI : 10. 13979/j. 1007-7235.2019. 10.0133104铝合金易拉罐划模缺陷产生的原因及其控制措施陈强正,曾凡清,周建军,梁卫民(青海平安高精铝业有限公司,青海海东810006)摘要:3104铝合金罐体料在生产过程中控制不当,制罐厂冲罐过程中容易出现划模缺陷。
划模缺陷是制罐厂变薄拉 伸后的罐体在修边过程中,罐口的裂边没有完全切干净,到缩颈/翻边工序时,裂边将缩颈/翻边的模具划伤,划模缺陷会严重影响生产效率。
作者从3104铝合金罐体料在生产过程中厚度测量值、同板差指标、宽度要求、制耳率指标、 冲罐模具匹配等方面分析了产生划模缺陷的原因,根据划模缺陷产生的原因提出了相应的预防措施,使划模缺陷得 到有效控制。
关键词:划模;厚度测量值;宽度公差;模具间隙中图分类号:TG146.21 文献标识码:A 文章编号:1007 - 7235(2019)10 - 0058 - 04Causes and countermeasures of the die-scratching defects in the production process of 3104 aluminum alloy cansCHEN Qiang-zheng,ZENG Fan-qing,ZHOU Jian-jun ,LIANG Wei-min(Qinghai Pingan Alunimum High Precision Machining Industrial Co. , Ltd. , Haidong 810006,China)Abstract : Due to improper control of 3104 aluminum alloy can material in the productionprocess , the die-scratching defects are easy to occur in the process of pot punching in thetank factory. When the thinned and stretched cans are incompletely edge-trimmed , the edgeburr will make dies scratched in the necking/flanging process. The die ・scratching defectswill seriously affect the production efficiency. The causes of die ・scnitching defects in 3104 aluminum alloy cans were analyzed from the aspects of thickness measurement value , samesheet difference index , width requirement , ear-making rate index and matching of punching die. According to the causes of die-scratching defects , the corresponding preventive meas ures were put forward to effectively control the scratching defects.Key words : die-scratching ; thickness measurement value ; width tolerance ; die gap铝合金易拉罐因可回收、环保、美观等优点大量 应用在啤酒、饮料等包装行业。
铝合金铸锭疏松原因分析及对策
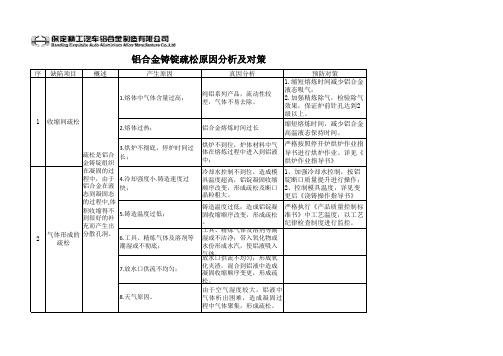
序缺陷项目概述产生原因真因分析预防对策1.熔体中气体含量过高;纯铝系列产品,流动性较差,气体不易去除。
1.缩短熔炼时间减少铝合金液态吸气;2.加强精炼除气,检验除气效果,保证炉前针孔达到2级以上。
2.熔体过热;铝合金熔炼时间过长缩短熔炼时间,减少铝合金高温液态保持时间。
3.烘炉不彻底,停炉时间过长;烘炉不到位,炉体材料中气体在熔炼过程中进入到铝液中;严格按照停开炉烘炉作业指导书进行烘炉作业。
详见《烘炉作业指导书》4.泠却强度小.铸造速度过快;冷却水控制不到位,造成模具温度超高,铝锭凝固收缩顺序改变,形成疏松及断口晶粒粗大。
1、加强冷却水控制,按铝锭断口质量提升进行操作;2、控制模具温度,详见变更后《浇铸操作指导书》5.铸造温度过低;铸造温度过低;造成铝锭凝固收缩顺序改变,形成疏松。
严格执行《产品质量控制标准书》中工艺温度,以工艺纪律检查制度进行监控。
6.工具、精炼气体及溶剂等潮湿或不彻底;工具、精炼气体及溶剂等潮湿或不洁净;带入氧化物或水份形成水汽,使铝液吸入气体。
7.放水口供流不均匀;放水口供流不均匀;形成氧化夹渣,混合到铝液中造成凝固收缩顺序变更,形成疏松。
8.天气原因。
由于空气湿度较大,铝液中气体析出困难,造成凝固过程中气体聚集,形成疏松。
铝合金铸锭疏松原因分析及对策1收缩间疏松2气体形成的疏松疏松是铝合金铸锭组织在凝固的过程中,由于铝合金在液态到凝固态的过程中,体积收缩得不到很好的补充而产生出分散孔洞。
3104铝合金低液位铸造扁锭质量研究
l 试 验 方 法
1 . 1 配料 与合 金 的化学成 分
参考 3 1 0 4铝 合 金 国标 成 分 范 围 配 料 , 分 别 以 工
铸锭 外表 面偏 析层 厚 , 偏 析瘤 大 ; 同 时扁 锭 成 品率 低 ,
铸造 缺 陷主 要 表 现 为 裂 纹 J 。采 用 低 液 位 铸 造 技 术
铸锭 。
关键词 : 半连续铸造 ; 低液位铸造 ; 3 1 0 4铝合金 ; 裂纹 ; 石 墨内衬
中图分类号 : T G 2 9 2 文 献标 识码 : A 文章 编 号 : 1 6 7 1— 6 7 9 5 ( 2 0 1 4 ) 0 3— 0 0 2 2— 4 0
铝合 金低 液位 铸 造技 术 能够 极 大 地 提 高 铸 锭 的 表面 质量 , 近年 来 在 国 内各 大 铝 加 工企 业 的扁锭 生 产 线得 到广 泛 应 用 。该 技 术 通 过 采 用 结 晶器 内较 低 的 液 面和增 强 二 次 冷 却 技 术 大 幅 改 善 铸 锭 的成 形 特 性
第4 3卷
第 3期
有 色 金属 加 工
NONF ERRO US MET AL S PROCE SSI NG
Vo 1 . 4 3 NO . 3
2 0 1 4年 6月
J u n e 2 01 4
3 1 0 4铝 合 金 低 液 位 铸 造 扁 锭 质 量 研 究
量很好 , 但其装置的引进成本费用 高 , 资 金 实 力 一 般 的铝 加工 企业 往 往无 力 引 进 。本 文选 择 3 1 0 4铝 合 金
作为试 验 合金 , 采用 自行设 计 的液 位 控 制装 置 和 结 晶
器开 展 了低 液 位 铸 造 试 验 。分 析 结 晶器 内熔 体 液 位
用电解铝液生产3104铝合金扁锭熔铸工艺技术研究
用电解铝液生产3104铝合金扁锭熔铸工艺技术研究刘民章;梁鲁清;张志超;李莉【摘要】介绍了3104铝合金扁锭的主要用途、常见质量缺陷及其对制耳率和断罐率的影响,提出了利用电解铝液生产罐用3104铝合金扁锭的工艺控制要点.【期刊名称】《铝加工》【年(卷),期】2014(000)002【总页数】6页(P25-30)【关键词】电解铝液;3104铝合金;扁锭;熔铸工艺【作者】刘民章;梁鲁清;张志超;李莉【作者单位】青海桥头铝电股份有限公司技术中心,青海西宁810100;青海桥头铝电股份有限公司技术中心,青海西宁810100;青海桥头铝电股份有限公司技术中心,青海西宁810100;青海桥头铝电股份有限公司技术中心,青海西宁810100【正文语种】中文【中图分类】TG290 前言随着国民经济的发展和国民生活质量的提高,铝合金材料饮品包装的需求量不断增长。
目前,市场上广泛使用的碳酸饮料包装罐材质主要以3104铝合金为主。
在美国、日本等发达国家,以3104铝合金作为啤酒、可乐等饮料的包装罐已经有很长的时间,而在中国使用铝合金材料作为包装罐的历史则相对很短。
近十几年来,国内相关研究机构、学院和企业相继进行了3104罐用合金的研究,并取得了一定进展。
但是,这方面的研究大多集中于理论方面(如轧制织构等)以及均热处理对合金基体中第二相形貌、制耳率及断罐率的影响方面,而关于用电解铝液生产高品质罐用3104铝合金扁锭的研究却鲜见报道。
在目前电解原铝产能过剩的情况下,研究用电解铝液直接生产高品质3104罐用铝合金扁锭的生产工艺,对于高品质罐料的轧制有着重要的意义。
1 轧制对3104铝合金扁锭的基本要求1.1 罐用3104铝合金扁锭的化学成分罐用3104铝合金扁锭的化学成分要求见表1。
表1 罐用3104铝合金扁锭的化学成分(质量分数/%)注:合同中注明用于生产食品包装用合金带材的坯料,有害元素铅、砷、镉应控制在Pb≤0.01%、As≤0.01%、Cd≤0.01%; Na≤3ppm、Ca≤3ppm。
降低3104罐料用铸锭废品率的改进措施_李朝阳

降低3104罐料用铸锭废品率的改进措施李朝阳,方 英,王明博,梁志勇 (西南铝业(集团)有限责任公司,重庆 九龙坡 401326)摘要:3104罐料作为公司的主导产品之一,其年产量可达到4万吨左右,有着极其广泛的市场前景。
但是,公司生产的3104罐料用铸锭与同行相比,锯切加工和后续加工中废品率高达20.76%,远远超过了正常废品比例,造成铸锭交货期的延后和加工成本大幅提高,严重影响公司生产经营指标。
为了控制这种不良的发展势头,提出了具体办法和措施,通过增添措施,改进方法,3104罐料铸锭废品率降低到17.53%。
关键词:3104罐料;废品率;质量管理;降低中图分类号:TG292 文献标识码:B 文章编号:1005-4898(2014)03-0036-04doi:10.3969/j.issn.1005-4898.2014.03.08作者简介:李朝阳(1984-),男,四川平昌人,工程师,在读硕士研究生。
收稿日期:2014-03-180 前 言2011年我公司3104罐料用铸锭废品率为20.76%,现场废品、锯切废品、加铣废品等高达9301t,这些不合格铸锭改尺、继续加工或回炉熔化,不仅影响成品率,而且增加工作量和工作效率。
为了提高铸锭使用率,降低生产成本,本文提出了具体办法和措施,改进工艺,优化制度,并取得了一定成效。
降低3104合金铸锭废品率,不但可以为公司增效益,改进铸锭加工方法,而且还可以推广到其他产品中去。
1 现状调查 (1)对2011年生产的3104合金所有规格进行统计,确定其投料量、加工量、底部缺陷位置、加铣废品量和加铣废品率的分布情况,统计结果如表1所示。
表1 2011年3104罐料用铸锭生产加工情况统计规格/mm 投料量/t 加工量/t 底部缺陷位置/mm 加铣废品量/t 加铣废品率/%520×9807364.2817.6270134.029 1.82520×1230211.0721.371250 3.778 1.79520×13608842.6971.48270160.935 1.82520×1600167771860.7250286.88 1.71520×17004894544.9225584.666 1.73520×18505080.3559.9626091.18 1.79600×16001634.9379.8926026.976 1.65汇总448045156.9270788.4441.76(2)对2011年3104罐料用铸锭的生产加工、晶粒度和粗晶层深度进行了现状调查(见表2和表表2 2011年3104罐料用铸锭粗晶层深度统计情况3),从这些统计表中可看出,影响3104锯切量的底部缺陷主要集中在270mm以内,平均粗晶层深度10mm以内,晶粒度检测最终低倍分析结果100%合格。
大规格3104铝合金扁锭的技术开发_张机琴

0.91%,Mg含量控制在1.23% 1.25%。 杂质Fe、Si对合金的热脆性有比较明显的影响。Si
含量增加,合金的热脆性急剧提高;而Fe含量增加,合 金的热脆性明显下降。这是因为在3104合金中,Mg和Si 形 成 M g 2S i 后 , 有 大 量 的 过 剩 M g 存 在。 此 时 M g 2S i 很 少
2. 调整了激光器的位置 结晶器液位高度激光监测器在生产中经常报警, 严重时系统会自动停止铸造。分析其中的原因,主要是 流量调节棒执行器的固定位置偏低,加紧力不够,在 执行器运行时调节棒有松动现象,铝液不能均匀经过 调节棒进入结晶器。为此研发组将激光器安装位置向 上升高了20mm,将安装底板距分配溜槽顶面的距离由 35mm调整为15mm,调整后执行器的加紧力和稳定性 得到了增强,改善了铝液流量的控制效果,从而提高了 监测铝液高度的准确性,消除了因液位高度微小变化 引起的报警和铸造中断。改进后的安装情况,见图3。 3.解决紧急水打开问题 在铸造时紧急水阀会突然自动打开,这种现象经 常出现在铸 造 长 度 达 到 1m或3m左右时。紧 急 水 阀 一
1.化学元素含量的确定 3104合金中含量较高的元素主要有: Mn 、Mg
和杂质Fe、Si等,他们对合金的质量均有影响。通过 实验研究,我们发现随着Mn含量的增加,裂纹倾向 增高,过高就会形成大量的脆性化合物MnAl6,使扁 锭 在浇 铸 过 程 中 易 开 裂。另外 由 于 Mn的 熔 点 比 铝 高 得多,Mn不易溶解,易发生偏析,造成化学成分不均 匀;增加Mg含量则有利于降低裂纹倾向,这是因为 Mg与Si结合形成Mg2Si化合物,降低了Si游离数量的 结果。因此,在实际生产中应将Mn含量控制在0.89%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
未见异常 739~742
>180 13~16
从表1中可以看出,当炉内金属液温度低于733℃ 或高于742℃就会产生疏松废品,其原因是:金属液 温度过低,降低了金属液流动性和补缩能力,导致铸 坯形成补缩性疏松;金属液温度过高,高温合金液极 易吸气从而引起夹杂疏松。
当 溜 槽 中 的 温 度 低 于 129℃ 时 易 出 现 疏 松 废 品 , 原因是:高温合金液流经低温溜槽时,溜槽迅速吸热 使合金液温度急剧下降,降低了金属液流动性和补缩 能力,引起补缩性疏松。
造成生产困难和经济损失。 铝合金扁锭高倍显微组织按质量可分为四个等
级,即未见异常 (特级)、轻微疏松 (一级)、中度疏 松 (二级) 和严重疏松 (三级)。未见异常和轻微疏 松为合格品,中度疏松和严重疏松则为废品。
对3104扁锭出现疏松缺陷的试样采用扫描电镜和 金相显微镜进行分析,确定3104扁锭疏松的类型为夹 杂性疏松和补缩性疏松。
时,同样会引起夹杂性疏松。
物。经测试和分析,当环境相对湿度大于85%时易引
3.2.2 炉内合金液静止时间不够 炉内合金液经过搅 起夹杂性疏松缺陷。
拌、扒渣和气体精炼净化后,合金液中杂质向上飘 3.2.4 炉内金属液温度、溜槽温度、环境温度不适宜
浮,这需要一定的时间 (一般在30min以上) 方能完 炉内金属液温度、溜槽温度、环境温度与显微组织分
研究与开发
2009 年第 4 期
青海科技
3104铝合金扁锭疏松缺陷
分析及其抑制方法
魏国忠
(中国铝业青海分公司,青海 大通 810108)
摘 要:本文从铸锭工艺条件方面分析了3104铝合金易拉罐料扁锭疏松缺陷的原因,提出了抑制铝合金扁锭疏松缺 陷的方法。
关键词:铝合金扁锭;疏松;缺陷分析;抑制方法
1 引言
2 铝合金扁锭疏松缺陷类型
在铝合金铸锭的晶界或晶枝间,常常有一些宏观 或微观的孔洞,孔洞内表面大多参差不齐,呈棱角 状,就是疏松。疏松可以通过切取铸锭的低倍试片磨 光后用肉眼或显微镜检查出来。疏松破坏金属的连续 性,降低组织的致密度,在后续压延加工过程中,易 发生破裂,降低制品的机械性能、抗腐蚀能力、高强 铝合金的冲击韧性和横向延伸率。3104扁锭的疏松缺 陷使冲罐过程中易发生起泡、针孔、断罐等现象,不 仅影响正常生产和经济效益,而且给下游铝加工企业
图1 疏松试样扫描电镜典型形貌
3.2 疏松缺陷形成原因 3.2.1 合金液的净化程度不高 以电解原铝为主料的
52
合金液因夹有大量的电解质、炭渣等杂物,当注入合 金炉的原铝得不到有效净化处理,就会引起夹杂性疏
青海科技
2009 年第 4 期
研究与开发
松。当熔炼炉的料转注到静止炉,在转注过程中会产 的静止时间,夹杂性疏松废品就会不可避免地产生。
成工艺净化。如果合金炉内的金属液没达到工艺要求 析结果见表1。
表1
炉内金属液温度、溜槽温度、环境温度与显微组织分析结果
/℃
试样分析结果 炉内金属液温度
溜槽温度 环境温度
严重疏松 <728,>742
34~55 <2
中度疏松 729~732 56~129
<8
轻微疏松 733~738 130~180
9~12
生大量的氧化物 (如Al2O3、MgAl2O4、MgO),同时还 带有熔炉中还没除净的杂物 (如NaCl、KCl、Na3AlF6 等盐分及其他杂质),静止炉内的精炼和扒渣不到位
3.2.3 环境相对湿度大 在现场铸造过程中冷却产生 的大量水蒸汽回旋在铸锭上方并与合金液表面接触, 铝合金液吸气和氧化,在流动过程中极易夹裹这些杂
熔体静止时间在30~40min就能达到净化的目的,
但在实际工作中往往对这项工艺缺乏经验或认识不足 而不重视,由此产生的疏松废品也占一定比例。因 此,编制炉内金属保持时间监控程序,设置“静止时 间不足30min不允许铸造”拒绝执行的模块,可使熔 体达到工艺净化标准。 4.3 增设抽流风机设备,减弱环境湿度对铸锭组织 的影响
53
Hale Waihona Puke 研究与开发2009 年第 4 期
青海科技
冷拔弹簧钢拔裂原因分析
赵冬梅 (西宁特钢股份有限公司,青海 西宁 810005)
摘 要:本文对冷拔弹簧钢拔裂原因进行了分析。为保证SiMn弹簧钢表面质量,在对三种不同工艺进行比较的基础 上,选择了26火—25.5火磨─25.3—24.2火磨─24Ф工艺,其成材率为90.41%。
3 铝合金扁锭疏松缺陷典型形貌及形成原因 分析
3.1 疏松缺陷典型形貌 对疏松铸锭试样做扫描电镜分析,发现有一定数
量弥散状分布的微观夹杂。夹杂主要成分是O、Na、 Mg、Si、Mn、H等元素的化合物,在严重疏松试样的 横截面存在大量的孔洞,这是夹杂性疏松,典型形貌 见图1a。
铸造温度过低会降低金属液流动性和补缩能力,金 属在结晶时进行液态收缩和凝固收缩,会在晶粒或晶枝 间形成孔隙,位于过渡带的液体金属黏性大、流动性差, 从而导致铸坯形成补缩性疏松,典型形貌见图1b。
冷拔SiMn弹簧钢半成品硬度(HB)要求≤270,硬度 越高,冷拔就越困难,也就越容易拔断和拔裂。根据 经验,每增加1%的减面率,硬度提高1.3~2.6。实践 证明:当压缩量大时,抗张强度提高很多,而压缩量 小时,虽然因道次多达到同一总压缩率,但抗张强度 的提高程度却少很多。SiMn弹簧钢属于难变形钢种, 减面率不能太大,否则冷加工变形加大,则内应力增 大,由于缺口的敏感性很容易造成裂纹与拔断,因 此,选择合适的坯料规格、制定合理的拔制工艺是减 少拔制缺陷产生的途径之一。 2.4 润滑影响
中国铝业青海分公司第二电解厂铸造车间采用全 自动控制低液位铸造技术 (LHC),在两条立式半连 续铸造机上成功地用电解原铝液生产出3104铝合金易 拉罐扁铸锭 (以下简称3104扁锭)。该产品合格率为 91%,在国内民用铝合金生产中处先进水平,但与国 外铝合金铸造技术发达企业的同型号产品合格率96% 以上相比,差距明显,经分析,该产品疏松废品率达 7.24%,是影响其成品合格率的主要因素。本文分析 了3104扁锭疏松缺陷类型、形成原因及防止方法。
65Si2MnWA、60Si2Mn,它们属于珠光体类型钢,含碳 量较高,钢的强度大、硬度高、塑性差。此类钢中, 由于SiMn在钢中不形成碳化物,而是以固溶体的形态 存在于铁素体中,它提高了钢中固溶体的强度,使冷 加工变形硬化率的作用增强,但在一定程度上降低了 钢 的 韧 性 和 塑 性 。 Si 与 Mn 共 同 作 用 虽 然 使 淬 透 性 提 高,但也增加了钢的回火脆性。一般弹簧钢所以选用 硅或硅锰钢,就在于硅能显著提高钢的弹性极限,提 高屈服强度和屈服比 (σS /σb) ,提高疲劳强度和疲 劳比 (σ-1 /σb),Mn和Fe形成固溶体也提高了钢中铁 素体的硬度和强度,所以,Si、Mn弹簧钢弹性极限很 高,屈强比可以达到0.8~0.9,但冷加工硬化强度和 塑性差,热处理时易于石墨化和脱碳,有回火脆性倾 向,这也是造成冷拔困难的原因。 2.2 坯料对拔制过程的影响
拔制时采用适宜的润滑剂和合理的润滑方法是正 常进行拔制和提高质量的条件之一。优良的润滑剂可 降低拉拔力,减少钢材与模具的摩擦系数,延长模具 的寿命。在选择润滑剂时应遵循原则:润滑料应有足 够的耐冲压强度,并要保证紧密贴合、均匀分布在金 属表面上。若冷拔选用的润滑剂不适宜,则常会出现 划线、拔制困难等现象,所以,SiMn弹簧钢应选比较 好的润滑剂,如磷化润滑剂、皂化润滑剂。 2.5 拔制速度的影响
拔制速度是根据拔制钢种而定的。对于低碳钢和 硬度低的钢,速度高可提高成材率。对于易裂钢及硬 度高的钢,应采用低速拔制 (12m·min-)1 。在冷拔的
5 结论
中国铝业青海分公司在铝合金铸造生产中,通过 对3104扁锭疏松缺陷的分析及其抑制方法的实施,使 3104扁锭疏松 废品率由原 来的 7.24% 降 低 到 现 在 的 2.2%,降低了5.04个百分点。实践证明,这些方法是
54
切实可行的。
参考文献: [1] 向凌霄. 原铝及其合金的熔炼与铸造[M]. 北京:冶金工业出版
社,2005. [2] 苏州有色金属研究院. 提高热轧用方铸锭产品质量生产技术
研究前期研究报告[R]. 苏州:苏州有色金属研究院,2008.
在铸造平台侧旁增设抽流风机,将竖井冒出的水 汽排到其他区域,消除或减弱铸造平台上方聚集的水 蒸汽,使相对湿度小于40%,可减少因结晶夹气产生 的疏松废品。 4.4 控制炉内合金液温度
制定合理的合金生产炉内铝合金液温度控制区 间,并在达到温度后保持20~30 min,以免熔体温度失 控。同时在炉侧、炉门、出口三点监测温度,温差应 小于4℃,若温度低,可继续加温,若温度高,可添 加适量的降温料,直至炉内温度达到工艺要求(733~ 742℃)。 4.5 增设烘烤溜槽装置,采取石棉板封盖保温措施
制作溜槽腔体和浇铸导流管加热装置,并用石棉 板盖住溜槽敞口,这样溜槽就可加热或保温,一般情 况下溜槽温度130℃以上就能达到工艺要求。 4.6 制定适时工艺制度,克服环境温度对铸锭组织的
影响 根据季节的变化和昼夜温差,分析制定适时扁锭 工艺制度,对铸造温度进行调整,或加长铸造长度,克 服环境温度对铸锭组织的影响,避免疏松废品的产生。
关键词:弹簧钢;拔裂原因;对策
1 引言
SiMn弹簧钢生产的主要问题是在拔制过程中常常 出现拔裂与拔断现象,降低了弹簧钢的成材率、合格 率,提高了成本。为了提高SiMn弹簧钢的成材率,有 必要对SiMn弹簧钢拔裂与拔断的原因进行分析。
2 冷拔弹簧钢拔裂原因分析
2.1 化学成分对冷拔过程的影响 SiMn弹簧钢在冷 拔生产中主 要钢号 有 55Si2Mn、
受季节和昼夜温差的影响,冬季和夜间所产生的 扁锭疏松废品占有率达95%。这是因为铝合金铸造的 三要素 (温度、水压和速度) 中最为重要的温度不稳 定引起的质量波动。