地下式卷取机张力辊结构分析
常见开卷机卷取机的结构和特点
常见开卷机卷取机的结构和特点常见开卷机卷取机的结构和特点开卷机是金属板材校平的专用设备,用于校平线钢板、不平整板可根据相关配置组成开卷、校平、剪切生产线和其它板材制品生产线。
适用于机械、车辆、金属制品家用电器、钢构、装饰等行业。
开卷机是钢铁生产线中必不可少的重要设备之一,它的作用一个是通过涨紧钢卷内孔来支撑住钢卷;另一个是通过旋转在直头机的配合下将钢带头部送入矫平机。
因此开卷机性能的好坏对整个生产线的影响至关重要。
开卷机主轴具有两个功能,一个是带动钢卷旋转;另一个是钢卷的涨紧支撑。
涨紧的实现,通常是由和主轴安装在一起的油缸或气缸推动斜滑块来完成的,小机组多用气缸,大机组多用油缸;旋转的实现,通常是电机通过减速器带动主轴旋转来完成的。
而安装在主轴上的油缸或气缸要和主轴一起旋转,并且油缸或气缸都需要与工作介质管路一端相连,管路的另一端又要连接在液压站或者电磁阀上。
开卷机布置在机组入口部分的前端,分别与№1和№2钢卷小车相对应。
机组的开卷机的作用之一是在保持带钢后张力下进行上开卷,另外一个显著作用是其中心控制(CPC)下能实现带钢的自动对中。
常规连退、彩涂机组配置有2台开卷机,由于两台开卷机交替进行开卷,为机组后续设备的连续生产创造了先决条件。
剪切生产线配备一台开卷机。
入口段的带钢张力就是由开卷机与机组的№1张力辊组共同建立的。
开卷机机体为焊接箱形结构,变频调速电机通过齿轮箱减速后驱动卷筒轴为开卷机提供主动力。
开卷机的卷筒是一根空心轴,通过两个轴承支撑齿轮箱体上,轴承之间安装有传动直齿轮。
该齿轮箱是采用强制润滑的方式进行润滑的,并为闭环的油润滑系统配有两台恒速电机。
芯轴为一悬臂结构,在开卷时其前端由外支撑轴承进行支撑,以保持开卷机的刚度和稳定性。
开卷机芯轴通过四个端面上带斜度燕尾槽连接四块扇形板,每块扇形板在尾端通过一个径向滑道防止其轴向窜动,但可以实现沿径向涨缩。
在卷筒轴尾端连接有旋转油缸,油缸活塞杆通过卷筒轴中心的拉杆驱动前端四棱轴轴向滑动,从而带动扇形板径向涨缩。
张力辊_毕业设计论文
张力辊毕业设计论文摘要钢铁工业是国民经济的基础产业,在我国经济的发展中一直处在主要地位,我国钢铁工业的发展长期以来都得到国家的重视,我国钢铁工业发展迅速,形成了完整的成熟的工业体系。
板带材是钢铁产业中的一类重要产品,早已成为国家基建和人民生活中常用的重要物资。
伴随着中国工业化和经济建设的进一步深入,对板带材等钢铁产品的需求也愈加强劲。
随着科学技术的发展,板带材生产目前大部分采用连续化成卷生产。
在带钢生产过程中,张力辊(Tension Roll)作为重要组成部分,在板带材生产线上的作用至关重要。
该设备在连续退火机组中使用非常广泛。
张力辊装置就是用于在连续带材生产线上实现张力调节的一种设备。
采用张力辊装置来实现张力调节是一项新技术。
其原理为:带钢包绕在张力辊上,在其包绕接触处(即包角处)产生摩擦力,以此使出口张力与入口张力按某种规律变化,借此改变张力值,对机组实现张力控制。
在查阅了大量相关资料和对连退机组及其张力辊相关设备进行了系统的了解下,本文中以机械动力学、机械原理、机械设计和材料力学等知识作为理论基础,从经济、可靠、实用的角度出发,对张力辊和压辊的结构、传动系统以及压下装置进行了细致的设计,并对各部分的重点零部件进行了强度校核。
关键词:张力辊;钢铁;板带材AbstractIron and steel industry is a foundation industry of economy, it acts as a very important role during the development of our country. By the lasting support and guidance of the government, our iron and steel industry develops quickly, a mature industry system has been built up.Board strips is an important class of product in steel industry and had become a common material in the national’s infrastructu re and the People's Daily life. Along with the futher development of industrialization and economy construction in China, our country has a strong demand of iron and steel, such as Board strips.With the development of science and technology, now most of the production of board strips use the method of continuously volume production. In the production process, the Tension roller as an important part in the production process of strip, act as an important role in the board strips production line. And the equipment has come to widespread used in the continuous annealing unit is very extensive.Tension roller device is used in cont as a kind of equipment to realize tension adjustment. And adopt tension roller to realize tension adjust is a new technology. The principle is: Strip bag around tension roller, and at the contact point (namely Angle place) produces friction, so as to make the export tension and entry tension change according to some law ,and the the tension value will change. Then realized the tension control of the whole unit.In a lot of relevant information and access to Continuous AnnealingLine and it’s tension roller related equipment, This paper take the knowledge of mechanical dynamics, mechanical principle, mechanical design and material mecha nics as it’s oretical basis, from the economical, reliable and practical point of view, From the angle of economic, reliable and practical. Take a meticulous design to structure of the tension roller and pressure roller, transmission system and pressing device. And take the key elements of all part into stress test.Key words: Tension Roll; Steel; Steel and Strip目录1 绪论.................................................. 错误!未定义书签。
卷取机张力辊硌印的产生原因及解决措施
钢铁 行业 的竞 争 日益激烈 的 ,在这 样 的市场环 境 下 ,提 高产 品质量 成 为了企 业发展 的根本 。张力
免 的 ,这 样导 尺与带 钢摩擦 时 刮下 的铁 屑一 旦带 人 张 力辊就 容易 发生异物 黏着 产生硌 印 。
辊硌印是热轧卷板的主要质量缺陷之一 , 尤其是张 力辊周期性硌印是热轧厂不可忽视的问题。 根据长期 的观察发现 , 张力辊硌印集中的品种
2 张力 辊铬 印的解决措施
2 . 1 合 理调 整侧导 板 的使 用模 式 侧导 板 的模 式有三 种 ,力模 式 、随动模 式 以及
量的数据 和长 时间的现场观察判断张力辊硌 印的
成 因主要 有两 种 。 1 . 1 机 前侧 导板 刮 下 的铁 屑 带入 张力辊 辊缝
位置模式 。 侧导板的控制从总体结构上可以表述为 压力控制和位置控制两个双闭环控制系统 ,由液压 伺服系统进行驱动。在投入力模式和随动模式时 , 卷取机在咬钢前侧导板均为位置控制 , 待咬钢后侧 导板 自动进入压力控制。在夹紧力上随动模式的夹
作者简介 :李奕伯( 1 9 8 6 ~) ,男 ,轧钢助工 ,2 0 0 9年毕业 于 昆明理工大学冶金工程专业 。
E- ma i l :4 4 3 6 0 5 8 5 7 @q q . c o m
2 . 2 短行 程模 式投入 为 头尾 短 行程 模式 短行 程模 式 有 头 部 短 行 程 以及 头 尾 短行 程 模
为S P H D、P V H T 2 7 0 L、S P H C、D C 0 1 、DC 5 1 D+ Z、 C A0 6 H— G、S P H T 2 ,宽度在 1 0 0 0 mm 一1 2 7 0 mm 厚
1 . 2 钢板头部撞击张力辊辊体粘黏或辊身工作层 挫皱 。返硌钢板 从工艺方面分析,带钢出精轧末机架的头部板 形若有硬弯那么在卷取机张力辊咬钢时便容易发
地下式卷取机张力辊结构分析
地下式卷取机张力辊结构分析张力辊的作用当带尾离开轧机时,张力辊用于保持卷取张力并在卷取开始时咬入带钢,迫使带钢头部向下弯曲,沿导板方向进入卷筒与助卷辊的缝隙,进行卷取。
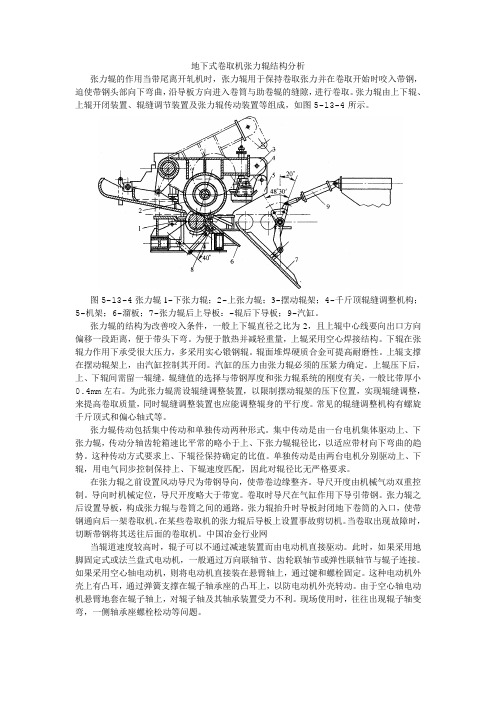
张力辊由上下辊、上辊开闭装置、辊缝调节装置及张力辊传动装置等组成,如图5-13-4所示。
图5-13-4张力辊1-下张力辊;2-上张力辊;3-摆动辊架;4-千斤顶辊缝调整机构;5-机架;6-溜板;7-张力辊后上导板:-辊后下导板;9-汽缸。
张力辊的结构为改善咬入条件,一般上下辊直径之比为2,且上辊中心线要向出口方向偏移一段距离,便于带头下弯。
为便于散热并减轻重量,上辊采用空心焊接结构。
下辊在张辊力作用下承受很大压力,多采用实心锻钢辊。
辊面堆焊硬质合金可提高耐磨性。
上辊支撑在摆动辊架上,由汽缸控制其开闭。
汽缸的压力由张力辊必须的压紧力确定。
上辊压下后,上、下辊间需留一辊缝。
辊缝值的选择与带钢厚度和张力辊系统的刚度有关,一般比带厚小0.4mm左右。
为此张力辊需设辊缝调整装置,以限制摆动辊架的压下位置,实现辊缝调整,来提高卷取质量,同时辊缝调整装置也应能调整辊身的平行度。
常见的辊缝调整机构有螺旋千斤顶式和偏心轴式等。
张力辊传动包括集中传动和单独传动两种形式。
集中传动是由一台电机集体驱动上、下张力辊,传动分轴齿轮箱速比平常的略小于上、下张力辊辊径比,以适应带材向下弯曲的趋势。
这种传动方式要求上、下辊径保持确定的比值。
单独传动是由两台电机分别驱动上、下辊,用电气同步控制保持上、下辊速度匹配,因此对辊径比无严格要求。
在张力辊之前设置风动导尺为带钢导向,使带卷边缘整齐。
导尺开度由机械气动双重控制。
导向时机械定位,导尺开度略大于带宽。
卷取时导尺在气缸作用下导引带钢。
张力辊之后设置导板,构成张力辊与卷筒之间的通路。
张力辊抬升时导板封闭地下卷筒的入口,使带钢通向后一架卷取机。
在某些卷取机的张力辊后导板上设置事故剪切机。
当卷取出现故障时,切断带钢将其送往后面的卷取机。
两辊型张力辊组的张力模型分析
两辊型张力辊组的张力模型分析【摘要】张力辊组是板材轧制过程一种重要的生产设备,我们通过对张力辊组的控制来实现对板材的张力控制。
本文通过对张力辊组的结构、受力等方面的分析,总结出张力辊组在运行过程中的受力数学模型,为整个系统的力平衡模型提供了计算依据。
【关键词】张力辊组;张力;数学模型一、张力和张力控制的含义在板材轧制的过程中我们经常会提到一个词——张力,那么张力到底是什么呢?下面我们用一幅图来说明张力到底是什么(见下图1-1)。
图1-1卷辊张力示意图如上图所示,我们把沿着辊面的切线方向产生的力就叫做张力。
同样,我们把通过控制辊的转速、转矩、辊径的大小等其他相关因素来控制张力的大小变化的方法就叫做张力控制,简单来说,张力控制就是使张力的实际值维持在设定的目标值附近的过程,而其的作用就是在生产过程中,使张力保持在我们的生产需求范围内,抑制来自于外部干扰引起的张力波动,从而更好地保证产品的印刷、分切、卷取等质量。
提到张力控制,我就必须引入另一个张力控制的重要指标:转矩。
如图1-1中所示,转矩与张力之间的关系就是:T=FD/2 (1-1)式中:T表示转矩,单位为牛·米F表示张力,单位为牛D表示辊径或卷径,单位为米在实际生产应用中,我们通过张力检测装置来测量张力的大小变化,通过控制前后电机的速度差来控制张力的大小变化,而转矩的大小控制就是靠辊道、卷取等设备的驱动电机的扭矩输出来控制的。
二、张力辊组的工作原理及其特点张力辊组在张力控制系统中是一种比较常见的执行机构,俗称S 辊,在连续的带材生产机组有着较为广泛的应用,如冷轧的酸连轧机组、镀锌机组、彩涂机组、重卷机组等。
其主要作用就是实现整个带钢张力控制系统中的张力的分隔和调节。
它是主要依靠带钢与辊面之间产生的摩擦力来工作的,当带钢缠绕在张力辊上时,在其包角处会产生一个较大的摩擦力,这就就与张力辊的出、入口产生了张力差,当我们改变棍子的包角、驱动电机的转矩等相关因素时,张力辊的出、入口张力值就会随之改变,从而达到系统实现张力控制的目标。
11.第十三章 卷取机解析

二、1700三辊式卷取机的结构(地下式)
卷取速度:8-22m/s,卷重:30t;它由张力辊、卷筒以及助卷辊组成。 1、张力辊
轧件
也称夹送辊,由上下辊组成,作用是在带尾离开轧机时保持卷取张力 并在卷取开始时咬入带钢,迫使带钢头部向下弯曲,沿导板方向进入 5 卷筒与助卷辊的缝隙,进行卷取。
6
2、卷筒:
12
§13.2
线材卷取机
60年代以前线材卷取机有两种基本结构型式: 1、 轴向送料的线材卷取机 如图3.3-5所示,由轧机来的线材,经过管1和卷取机的空心旋转 轴2,从轴的锥形端的螺旋管3出来后,在自由地挂于轴上的卷筒5 和外壳4之间的环形空间成圈地叠起。当打开门6 后,卷好的线材 掉在运输机上。 这种卷线机的主要优点是卷取过程中线卷不转动,因而可允许采 用较高的卷取速度,这样,为选择较高的轧制速度创造了有利的条 件。然而由于金属在卷取时被扭转(卷取机每转一转金属扭转3600), 故这种卷线机常用于卷取直径较小的圆形断面金属。
办法以减少冲击。
10
11
助卷辊控制过程如图所示,它 包括压力控制和“跳动”控制 两部分。激光探测器和助卷辊 上的加速度计可探测带钢头部 的位置;卷筒和张力辊的测速 计可测定卷取速度(带头速度)。 这些信息输入计算机进行处理, 然后由计算机通过伺服系统控 制助卷辊开闭液压缸,使层叠 的带头即将通过助卷辊时,助 卷辊瞬时“跳起”,让过带头。 液压助卷辊可以有效地消除冲 击,同时也使卷取中的头端压 痕、划伤、松卷、塔形等现象 大为减少。
向 120 度均布,起到压紧带钢
头几圈的作用。武钢1700热轧 卷取机助卷辊采用气动式的压 紧方案,如图所示。
助卷辊直径一般取300~400mm,采用实心辊可提高强度,但也增 加其惯性质量,对冲击更为敏感。空心辊可减少质量,提高动力控制 性能,但强度有所削弱。
带钢张力辊的设计计算和结构分析
带钢张力辊的设计计算和结构分析高卫军【摘要】根据带钢张力辊在机组中的受力情况进行了分析计算,精确得到了张力辊各段的张力值及所需电机功率,从而提高了生产效率和产品质量.并对张力辊辊筒壁厚进行了有限元分析.【期刊名称】《中国重型装备》【年(卷),期】2017(000)004【总页数】4页(P7-10)【关键词】带钢;张力;张力辊;有限元分析【作者】高卫军【作者单位】二重集团(德阳)重型装备股份有限公司,四川618013【正文语种】中文【中图分类】TG335.13张力辊是各种带钢连续处理机组(如连续酸洗、连续冷轧、酸连轧、镀锌、彩涂等机组)中重要的关键设备之一。
张力辊不仅能为连续机组提供生产所需的带钢张力,并且合理、适当的带钢张力也是保证机组稳定、高速运行的基本条件。
在张力辊的设计计算时,首先要根据连续机组所处理的带钢参数(包含带钢材质、带钢最大宽度、带钢最大厚度及带钢表面要求等)、机组运行速度和张力要求等,通过计算分析确定张力辊的结构型式(如两辊张力辊、三辊张力辊或四辊张力辊)、辊径及驱动张力辊所需要的电机功率。
本文最后对张力辊辊筒壁厚进行有限元分析计算,对张力辊辊筒进行了优化设计,减少了设备投资。
1.1 张力辊辊径的确定张力辊材质和几何参数的确定主要是指张力辊辊筒表面材质和辊径、辊身长度的选定。
首先辊径的确定是以带钢缠绕在张力辊上不产生永久性的塑性变形为原则,即以带钢弹性极限弯矩大于等于带钢绕过张力辊的弯矩为原则。
由此可计算得出张力辊辊径为:式中,σs为带钢屈服极限,单位MPa;hmax为带钢的最大厚度,单位mm;E 为带钢弹性模量,单位MPa;D为张力辊辊径,单位mm。
从式(1)中可以看出:张力辊辊径取决于带钢的屈服极限、最大厚度和弹性模量。
但实际生产中为节约设备投资及占地面积,张力辊辊径并不是越大越好,设计时应理论结合实际,综合考虑各种因素,根据现场使用经验通过类比原则选择适合该产品方案的辊径。
卷取夹送辊转矩和张力

卷取夹送辊是轧钢厂精轧机组的重要组成部件之一,它的主要作用是控制带钢的张力,保证带钢在卷取过程中的形状和质量。
卷取夹送辊的转矩和张力是卷取夹送辊的两个重要参数,下面将对这两个参数进行详细介绍。
一、卷取夹送辊转矩卷取夹送辊转矩是指在卷取过程中,卷取夹送辊电机所输出的转矩。
卷取夹送辊转矩的大小直接影响到带钢的卷取效果和形状质量。
在轧钢生产过程中,如果卷取夹送辊转矩不足,会导致带钢在卷取过程中出现松卷、层间错位等问题,严重影响带钢的质量和形状。
因此,在轧钢生产过程中,需要根据实际情况调整卷取夹送辊电机的输出转矩,保证带钢的卷取效果和质量。
卷取夹送辊转矩的控制方法主要有两种:一种是通过调节卷取夹送辊电机的电流来控制转矩;另一种是通过调节卷取夹送辊的液压系统来控制转矩。
其中,通过调节电机电流来控制转矩的方法比较常用。
在调节电机电流时,需要根据实时的轧制力和转矩反馈来进行调整,以保证带钢的卷取效果和质量。
卷取夹送辊张力是指在卷取过程中,带钢在卷取夹送辊之间所承受的拉力。
卷取夹送辊张力的大小直接影响到带钢的形状和质量。
在轧钢生产过程中,如果卷取夹送辊张力不足,会导致带钢在卷取过程中出现波浪、层间错位等问题,严重影响带钢的质量和形状。
因此,在轧钢生产过程中,需要根据实际情况调整卷取夹送辊的张力大小,以保证带钢的形状和质量。
卷取夹送辊张力的控制方法主要有两种:一种是通过调节卷取机的速度来控制张力;另一种是通过调节卷取夹送辊的液压系统来控制张力。
其中,通过调节卷取机速度来控制张力是比较常用的方法。
在调节卷取机速度时,需要根据实时的张力反馈和轧制力来进行调整,以保证带钢的形状和质量。
在实际轧钢生产过程中,卷取夹送辊的转矩和张力是相互影响的。
如果转矩不足,会导致张力不稳定;如果转矩过大,会导致带钢在卷取过程中出现压痕等问题。
因此,在轧钢生产过程中,需要对卷取夹送辊的转矩和张力进行协调控制,以保证带钢的卷取效果和质量。
三、总结本文对卷取夹送辊的转矩和张力进行了详细介绍,并阐述了它们在轧钢生产过程中的重要性。
张力辊介绍剖析
张力辊受力分析如图所示,总摩擦力和带钢 两边张力对轴心的力矩代数和ΣT=0。
T2 R T1 R Tf R 0
即
T2 T1 Tf
张力辊所需的传动功率P(单位为kW)为 Tf v P 1000 由以上各式可知,张力辊所建立张力的 大小取决于带钢和张力辊间的摩擦力,而在 驱动装置的传动能力范围内,摩擦力的大小 又和功率P及带钢的速度有关。当传动的功 率增大时,带钢和张力辊间的摩擦力也要相 应地增大。显然,当其他条件不变时,这个 摩擦力有一极限值。
张力辊介绍
冷轧厂设备室
2008年09月
6#、7#张力辊 1:张力辊的作用是什么? 2:张力辊的见张原理是什么? 3:压辊的作用是什么? 4:压辊何时投入? 5:压辊投入后,何时需要驱动? 6:如何检测?
ቤተ መጻሕፍቲ ባይዱ
1:6#和7#张力辊的作用是什么?
6#和7#张力辊为轧机提供轧制后张力
2:张力辊的见张原理是什么?
当带钢有打滑趋势时,摩擦力即达到极限值,忽略 带钢由于离心力作用而产生的拉力和由于弹塑性弯曲而 产生的拉力,出口端张力与入口端张力二者的临界值间 的关系为 f
T2 T 1e
'
T ——张力辊入口端的带钢张力,N; 式中, T2 ——张力辊出口端的带钢张力,N; f ——包角处带钢与棍子表面的摩擦系数,对于钢 辊子,取值为0.15~0.18;对于表面包有橡胶的辊子,取 值为0.18~0.28; ' ——带钢在辊子上的实际包角, ' =(0.8~0.9)
1
α
,带钢越厚, 取值越小。
e ——张力放大系数
f '
张力辊组处于电动状态 当张力辊组工作 于电动状态时,张力 辊处于主动状态,这
卷取机的设计与结构分析

卷取机的设计与结构分析作者:张卓来源:《中国新技术新产品》2016年第03期摘要:卷取机作为机械加工行业中经常用到的加工设备,对卷板机的结构的了解对于我们更好的使用此设备是非常重要的。
本文针对卷取机的设计和结构分析进行详细的阐述和分析,希望能够对卷板机设备的发展和创新有一定的帮助。
关键词:卷取机;设计结构;工作原理;分析中图分类号:TG162 文献标识码:A对于我们来讲,卷板机的工作原理和机械结构是非常重要的,我们只有掌握了卷板机的工作原理和相关的工作参数,才能够更好的利用和使用卷取机。
一、简要叙述卷取机设备机械生产的过程中有三种设备必不可少:第一个是热连轧机,第二个是炉卷轧机,第三个是行星轧机。
作为这三种轧机设备的主要配套设备,热带钢卷取机设备主要有两种形式。
第一种形式是地上式的卷取机;第二种形式是地下式的卷取机。
现阶段我国的机械生产加工过程中,最常使用的是地下式的卷取机。
主要是因为地下式的卷取机设备具有四个显著的优点。
第一个优点是地下式卷取机的生产效率较高;第二个优点是地下式的卷取机可以卷曲较宽的钢板和较厚的钢板;第三个优点是地下式的卷取机的卷曲生产速度较快;第四个优点是地下式的卷取机卷出的钢板较为密实。
正是由于地下式卷取机的上述四种优点,才导致了我国机械行业现阶段使用地下式的卷取机设备。
二、简要叙述卷取机设备的结构特点和相应的工作原理本文从六个方面阐述了卷取机设备的结构特点和相应的工作原理,第一个方面是卷取机设备的机座部分。
第二个方面是卷取机设备驱动装置中的减速机设备。
第三个方面是卷取机设备的卷筒。
第四个方面是卷取机设备的推板装置。
第五个方面是卷取设备的活动支撑。
第六个方面是卷曲设备的卷筒准确停车装置。
下面进行详细的阐述和分析。
(1)主要结构一卷取机设备的机座部分。
卷取机设备的机座主要由两个部分组成。
第一个部分是浮动形式的底座。
第二个部分是和基础栓接的底座。
这两种底座组成了设备的整体底座。
张力辊理论计算及结构设计
所以, 当 人 > 出 时, / x > 0 ,张 力 辊 电机 处 于
此时,忽略压辊的滚动摩擦力, 则带钢所受的
最大 摩擦 力 总和为 :
摩一= 一 T 2 = t x p e  ̄ ' P + ( e 1 ) …… … ( 1 2 )
电动 状 态 ; 当 人 < 7 T 出 时, < O ,张力辊 电机处于 令 1 ,
一
重技 术
于带钢的摩擦力方向与 一致, 且此时的摩擦力值 达 到最 大 ,忽 略 圆弧运动 离 心力对 摩擦 力 的影响 。 则有 受力平 衡 方程
j { d F  ̄ = F o s i n d ( I t + ( F o + d F o ) s i n d 鲁
… …
( 7 )
l = ( d ) c o s d 鲁一 o s d 鲁
由 于 d 仅 很 小 , 所 以 , s i n d 号 等 , c 。 s d =
1 , 略 掉二阶 微 分量d F e s i n d  ̄ - , 式 ( 7 )可 转变 为:
图 5 压 辊 布 置 分 析
\ f d o 【………………… ( 8 ) u dF 产dF
( 9 ) 则取 “ 一 ” 。
对 式( 9 ) 两 边 进 行 积 分 : J 等= J 。 仅
可得 : = e I m … …… … …… …… … … ( 1 0 )
3 电机 功率及传动力矩
现 以四辊张力辊辊组为研究对象对 电机传动 功率及传动力矩进行设计计算 ( 见图 6 ) ,张力辊
、克 服 轴 承 摩 擦 需 要 的 力 矩
尬、克服带钢弯 曲变形需要的力矩 之和 ,由下
T L ~带 钢 密度 ; 一 带 钢运行 速度 ( m / s ) 。
卷取机解析课件
§13.1 热带钢卷取机
它是热带钢轧机的配套设备,又可再分为地上式与地下式两种。以地 下式的为最常用。
一、设备布置 1、地下式卷取机的配置
这种类型的卷取机位于工作辊道的下面,所以称之为地下式的卷取机。 特点:工作条件恶劣,处于连续交替作业,生产节奏快。
6
7
3、助卷辊:
一般设有三个助卷辊沿圆周方 向120度均布,起到压紧带钢 头几圈的作用。武钢1700热轧 卷取机助卷辊采用气动式的压 紧方案,如图所示。
助卷辊直径一般取300~400mm,采用实心辊可提高强度,但也增 加其惯性质量,对冲击更为敏感。空心辊可减少质量,提高动力控制 性能,但强度有所削弱。
12
13
2、径向送料的线材卷取机:
如图所示,卷筒l与托钩2一起旋转,金属经管3沿切向进入卷 筒与外壳4之间的环形空间。卷取时,外壳支在托钩上一同旋转。 卷取终了卷取机停止,在曲柄机构5的作用F使辊子支架6升起,托 钩被掀向卷筒内侧,外壳4落到圆锥座7上,从而使成品卷落在运 输机上。在下一次卷取开始前,卷取机加速到稳定速度。
①盘重大,成卷的线材因缓冷而产生大量的氧化铁皮,且属难于溶 解的Fe3O4。,给酸洗带来巨大的困难。
②由于盘条是堆成团的,从高温下冷却后,内外圈的冷却速率相差 甚大,沿长度方向的机械性能和显微组织不均,高碳钢则尤为严重。
③冷却后铁素体晶粒粗大,机械性能差。由于高碳钢线材一般都 经冷拔、冷轧而制成制绳钢丝、弹簧钢丝和焊条钢丝,故冷加工性 能特别差。
目前热轧线材轧后直接索氏体化的工艺主要有以下几种:
17
18
1)斯太尔摩法。线材终轧后,通过水冷区使线材温度急冷至750~ 800℃进入吐线成圈器。成圈器吐出的螺旋形立式线圈依次倒在不断 移动的链式平板运输机上,形成水平的散圈状态,在运输机下强行 鼓风冷却到400℃以下,最后由线圈收集装置收集并打包。
地下式热带卷取机夹送辊结构参数的研究
IIDY ’, ON ] V,THDRAW AL I ROLL TRUCTURE S PAR A Ⅱ TER F 0l UNDERGROUND ] Hty T I REEL P
W ANG n Yo g-qn , i ZHU n , N n—c u LI Ja Ni YA Xi h n , U in—y W A e e, N F i
1 引言
三辊地 下式 热 带卷取 机 广泛 应用 于 热轧带 钢 车 间, 而夹 送 辊装 置作 为地 下 卷 取 机 的重 要 组成 部 分 是用来 将成 品带 钢 头 部 弯 曲 , 带 钢 导 入 卷 取 机 的 将 卷筒 。 目前 , 国的几个 主 要大 型钢 铁联 合企 业 ( 我 如 宝钢 、 武钢 、 钢 、 钢 等 ) 在使 用 国际 上最先 进 的 鞍 攀 都 地 下卷取 机 。但 是 , 各企 业 所 使 用 的卷 取 机 及 夹送 辊装 置都 是从 国外 进 口 , 是 引 进 国外技 术 在 国 内 或
王 勇勤 ,朱 宁 ,严兴春 ,刘建业 ,万 飞2
(. 1 重庆大学 , 庆 4 0 4 ; . 重 0 0 4 2 第二重型机械集 团公 司 , t S; q德 阳 6 8 0 ) 10 0
摘
要: 目前广泛应用于热 轧带钢 车间的三辊地下 式热带 卷取 机主要 依赖 国外 进 口 , 引进 国外 技术 在 国内配套 或
维普资讯
第2 3卷第 3期
20 0 2年 9月
钢
铁
钒
!
钛
工! !
Vo12 No. .v
Se tm ̄_2 0 pe r 02
地 式 热 带 取 机 夹 送 辊 结 构 参 数 研 究 下 卷 的
第10章+卷取机
§10.2.1.2 地下式卷取机的分类及其结构 1.地下式卷取机的分类 地下式卷取机型式上的主要差别在于助卷 辊的数目、分布情况、控制方式以及卷筒结构 的不同。习惯上就以上述差别进行分类。按助 卷辊数目,地下卷取机可分为八辊式、四辊式、 三辊式、滑座四辊式、二辊式等;按助卷辊的 移动控制方式,又可分为各助卷辊连杆联接集 体定位控制的和辊单独定位控制两种。按卷筒 结构则可分为连杆胀缩卷筒卷取机和棱锥斜面 柱塞胀缩卷筒卷取机等。地下式卷取机的分类 情况如图12-3(P405页)所示。
3. 八棱锥卷取机 近年来冷轧机向高速、重卷、自动化方向发 展,在卷取机结构上也做了较大的改进。首先 为减小卷取机转动惯量,改善启动、调速、制 动性能,趋向于采用电动机直接传动卷筒的方 式。其次,为解决胀开时扇形块间的缝隙对薄 带钢表面质量的影响,卷筒采用四棱锥加镶条 的结构(即八棱锥),卷筒胀开后能成为一个完 整的圆柱体。
第10章 卷取机
10.1 卷取机线材卷取机
10.1 卷取机的用途和类型 1. 用途 收集超长轧件,将其卷取成卷以便于贮 存和运输。卷取机是轧钢车间的重要辅助 设备,在带材和线材生产中均被广泛应用。 2. 类型 按其用途可分为:热带材卷取机、冷带材卷 取机、小型线材卷取机等。
§10.2.1.1 地下式卷取机的设备配置及卷取工艺 1. 地下式卷取机的布置及设备构成 地下式卷取机布置在热带钢连轧机输出辊 道后面。由于它位于辊道标高之下,所以被称 为地下式卷取机。在整个连轧机组中,卷取机 的工作条件最为恶劣,也是最易出故障的环节 之一。为保持连轧机组的生产节奏,一般依次 布置三台以上的卷取机。二台交替使用,一台 备用检修。
§10.2.2.2冷带钢卷取机的结构 常见的冷带钢卷取机有实心卷筒式、四棱锥 式、八棱锥式、四斜楔式、弓形块式等结构。表 12-4(P413页)列出了某些规格卷取机的技术性 能。 1.实心卷筒卷取机 实心卷筒卷取机一般为两端支撑,结构简单, 具有高的强度和刚度,用于大张力卷取。其缺点 是卸卷需采用倒卷方法,影响了轧机的生产能力。 为减少卸卷辅助时间,提高作业率,常采用转盘 式双卷筒结构。
张力辊组控制原理及打滑现象分析

力 为辊 面 与带 钢 之 间 的摩 擦 系数 ; 为带 钢 在 辊 面上 的实 际包 角 。 如图 2 ( a ) 所示 : 当张力 辊 处 于 电动 状 态 时 ,
F1> F2 ;
定初 始 张力作 用 时 , 带 钢 与 辊 子 之 间 的摩 擦 力
有 一最 大值 。当辊子 的传 递动力 超 过最大 摩擦 力 时, 在辊 面 与带 钢 之 间 将会 发 生 打滑 。此 时 带 钢 两 端 的张力 比满 足如下 公式 :
An a l y s i s o n Co n t r o l P r i n c i p l e a n d S l i p p i n g P r o b l e m o f Te n s i o n Ro l l As s e mb l y
Y a n g Q i n g l i n g
T a c c=( G D / 3 7 5 )×( d n / d t ) 1 a c e=( c c )× 9 . 8 ( 9 . 8 )×( G D / 3 7 5 )×( d n / d t ) 1 a c e =( G D 2 × n ) / ( o . 9 7 4 ̄ 3 7 5 XE×T a e c )
由于张力辊 上 的带 钢在 加减 速时会 产生很 大 的惯
现象 , 不仅会引起诸如带钢跑偏等生产故障, 同时 对 生产设 备 的安全 也构成 威胁 。
1 张 力辊 的控制 方式 张力辊 电机的转矩 和张力 辊辊径 D( 不考虑
性, 因此 , 这 个补偿 是 必不可 少 的。
加减 速转矩 :
辊 电机 的电流设 定值 , R 即, R E = I t + I a c c+ , m 1 . 1 张 力转矩 电流 ^的计算 电机 产生 的转矩 :
张力辊结构及强度校核_艾小平
[σ]。由上可知,45 钢的许用剪应力取[τ]=35MPa;Q235-
A 的许用剪应力取[τ]=24MPa。
M
考虑到冶金机械的载荷特性以及轴的键槽、轴肩和
(c)
环形槽等的应力集中系数,应选择一定的设备安全系数K
图 4 辊子的剪力和弯矩图
进行强度校核,张力辊一般可取 K=2.5~3.0 即可。当然,如
T1
图 1 张力机力传递示意图
辊子的受力分析及剪力和弯矩图如图 4 所示。 由于带钢是均匀缠绕到辊身上的,所以该载荷为均 布载荷,其均布载荷的集度为 q=149.8kN/m。
我们将整个辊子和缠绕在辊子上的钢带作为研究对
我们初定 AC=DB=425,CD=1250mm,AD=2100mm;
象,则它只受到 T2、T3 的外力和电机传递过来的扭矩作 由于 RA=RB=T/2=93625N。
除 半 环 类 铸 件 裂 纹 全新的思路、全新的工艺方案,极大地提高了生产效率,降
缺陷的最佳方案。
低了生产成本。
3结论
(编辑 黄 荻)
图 7 拉筋移至端面或上面
本文首先从半 环类铸件的结构特
!!!!!!!!!! 作者简介:顾晨佳(1983-),女,助理工程师,主要从事数控加工、生产
点,铸造时工艺拉筋产生应力的情况,分析半环类铸件裂
会因“断辊”而影响生产,给企业带来经济损失。
以 75kW 变频电机 YTSP280S-4 为例,其额定转矩
因此,对辊子本体的结构进行受力分析和对各部件 为 477.4N·m,张力辊直径按 600mm 初定,工艺速度按
进行强度校核很有必要。
80m/min 进行设计,则减速比为 i=35.325,所以辊子处的
张力辊结构及强度校核
张紧辊传动接手结构分析与选型

动 机等组 成 ( 见图 1。常 见 的故障有 接 手窜位 、 ) 接
有一定量的磨损 , 导致所连接的传动轴精度降低 , 容易引起接手内套轴向窜位 , 长期下去还需修复 传 动轴 , 加大 了维修成 本 。 ( ) 运行 时 内 、 套之 间存 在一 定 的轴 向位 3在 外 移量 , 大约 为 2 ~mm, .5 5 由于 内 、 外套 为 可分 离式 , 运行 过程 中极 容易切 断端盖 连接螺栓造 成脱齿 。 ( ) S 15 4 K S 2 为非 标 准件 , 换性 较差 , 互 铰制 螺
l 外 齿 套 ;一 内齿 套 ;一 端 盖 一 2 3
出现 上 述故 障 时 , 要 检 查分 析 才 能 判断 故 需 障部 位 。一 般 检 查步 骤 为 : 机一 卸 掉 张 紧辊 张 停 力一脱 开接 手连 接一 手盘 张 紧辊 一 检查 齿型 接手 串位 一 检 查 各 轴 承一 检查 连 接 齿 面一 检 查 连 接 键 , 上述 部位 正常 则需 电气 专业 检 查 电 动机 及 如
每次 出现 故 障会 造 成 机组 停 机检 查 12 , 出现 —h如 接 手损坏 , 处理故 障需 4 5 。每月需 更换接 手 34 —h -
个, 导致机组断带 34 ~ 次。
() 1等速传动 , 传动精确度高 , 最大偏转角度 可 达 5 , 安装精 度要求较 低 。 。 对
— —
栓连 接安装较 困难 。
K S 2 型接 手结构 ( 图2 。 S 15 见 )
手磨损 、 张紧辊磨损 、 电动机故障等。
一
图 1 张紧辊传动示意
l 张 紧辊 ;一 轴 承 座 ;一 接 手 ;一 减 速 杌 ;一 电 动机 一 2 3 4 5
浅谈张力辊的结构及应用
浅谈张力辊的结构及应用
陈晶晶
【期刊名称】《科技创新与应用》
【年(卷),期】2012(000)016
【摘要】在酸洗冷轧联合机组中,为了适应不同的工艺要求,机组中分段张力值不同。
这样,张力大小的控制在整个机组中就显得尤为重要。
张力值如果太小很难满足机组建张或轧制要求,反之,如果张力值太大会影响带钢表面质量甚至拉断带钢,这样就要求在生产过程中实现张力调节,保持符合工艺要求的恒张力。
本文简要介绍一种典型的张力控制设备即张力辊,俗称S辊。
【总页数】1页(P70-70)
【作者】陈晶晶
【作者单位】一重集团大连设计研究院有限公司,辽宁大连116600
【正文语种】中文
【中图分类】TS103.337
【相关文献】
1.浅谈剪力墙结构设计在建筑结构设计中的应用
2.浅谈结构优化在建筑结构设计中的应用
3.浅谈剪力墙结构设计在建筑结构设计中的应用
4.浅谈建筑结构设计中框架结构设计的应用
5.浅谈装配式PC结构的应用
——以中共福建省委党校新校区建设项目装配式结构为例
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
地下式卷取机张力辊结构分析
张力辊的作用当带尾离开轧机时,张力辊用于保持卷取张力并在卷取开始时咬入带钢,迫使带钢头部向下弯曲,沿导板方向进入卷筒与助卷辊的缝隙,进行卷取。
张力辊由上下辊、上辊开闭装置、辊缝调节装置及张力辊传动装置等组成,如图5-13-4所示。
图5-13-4张力辊1-下张力辊;2-上张力辊;3-摆动辊架;4-千斤顶辊缝调整机构;5-机架;6-溜板;7-张力辊后上导板:-辊后下导板;9-汽缸。
张力辊的结构为改善咬入条件,一般上下辊直径之比为2,且上辊中心线要向出口方向偏移一段距离,便于带头下弯。
为便于散热并减轻重量,上辊采用空心焊接结构。
下辊在张辊力作用下承受很大压力,多采用实心锻钢辊。
辊面堆焊硬质合金可提高耐磨性。
上辊支撑在摆动辊架上,由汽缸控制其开闭。
汽缸的压力由张力辊必须的压紧力确定。
上辊压下后,上、下辊间需留一辊缝。
辊缝值的选择与带钢厚度和张力辊系统的刚度有关,一般比带厚小0.4mm左右。
为此张力辊需设辊缝调整装置,以限制摆动辊架的压下位置,实现辊缝调整,来提高卷取质量,同时辊缝调整装置也应能调整辊身的平行度。
常见的辊缝调整机构有螺旋千斤顶式和偏心轴式等。
张力辊传动包括集中传动和单独传动两种形式。
集中传动是由一台电机集体驱动上、下张力辊,传动分轴齿轮箱速比平常的略小于上、下张力辊辊径比,以适应带材向下弯曲的趋势。
这种传动方式要求上、下辊径保持确定的比值。
单独传动是由两台电机分别驱动上、下辊,用电气同步控制保持上、下辊速度匹配,因此对辊径比无严格要求。
在张力辊之前设置风动导尺为带钢导向,使带卷边缘整齐。
导尺开度由机械气动双重控制。
导向时机械定位,导尺开度略大于带宽。
卷取时导尺在气缸作用下导引带钢。
张力辊之后设置导板,构成张力辊与卷筒之间的通路。
张力辊抬升时导板封闭地下卷筒的入口,使带钢通向后一架卷取机。
在某些卷取机的张力辊后导板上设置事故剪切机。
当卷取出现故障时,切断带钢将其送往后面的卷取机。
当辊道速度较高时,辊子可以不通过减速装置而由电动机直接驱动。
此时,如果采用地脚固定式或法兰盘式电动机,一般通过万向联轴节、齿轮联轴节或弹性联轴节与辊子连接。
如果采用空心轴电动机,则将电动机直接装在悬臂轴上,通过键和螺栓固定。
这种电动机外壳上有凸耳,通过弹簧支撑在辊子轴承座的凸耳上,以防电动机外壳转动。
由于空心轴电动机悬臂地套在辊子轴上,对辊子轴及其轴承装置受力不利。
现场使用时,往往出现辊子轴变弯,一侧轴承座螺栓松动等问题。