中频电炉倾倒机械系统设计毕业论文
中频感应加热炉毕业设计

中频感应加热炉毕业设计引言中频感应加热炉是一种常见的工业加热设备,广泛应用于金属材料的加热、熔化和热处理等领域。
在本毕业设计中,我们将设计并实现一个中频感应加热炉,用于对金属材料进行加热实验。
本文将详细介绍设计方案和实施步骤。
设计方案系统结构中频感应加热炉由主机、感应线圈、冷却系统和控制系统等部分组成。
主机负责产生中频电流,通过感应线圈将能量传输到被加热物体上。
控制系统用于控制加热过程的参数和监测系统状态。
冷却系统用于保持设备工作时的温度,避免过热。
设计要点•输出功率调节:设计中频感应加热炉时需要考虑到不同材料的加热需求。
因此,要设计一种能够调节输出功率的机制,以便根据需要对被加热物体进行目标加热。
•温度控制系统:为了确保被加热物体加热至预定温度并保持稳定,需设计一个有效的温度控制系统。
可以采用PID控制算法对加热过程进行精确控制。
•安全保护机制:为了保证操作人员和设备的安全,需要设计多种安全保护机制,如过流保护、过热保护和过载保护等。
•易操作性:考虑到用户的使用体验,设计中频感应加热炉时应尽量简化操作界面,提供直观的操作指导和提示信息。
实施步骤1.梳理需求:明确实验要求和目标,确定所需材料和加热温度范围等。
2.选型和采购:根据需求和预算,选择适合的主机、感应线圈、冷却系统和控制系统等设备,并进行采购。
3.组装设备:根据设备说明书,按照标准流程组装设备,并进行连接和布线。
4.编写控制程序:根据需求,编写中频感应加热炉的控制程序。
该程序应具备调节功率、温度控制和安全保护等功能。
5.调试和测试:对设备进行调试和测试,通过加热实验验证设备功能和效果。
6.优化和改进:根据测试结果,对设备进行优化和改进,提高工作效率和加热质量。
结论通过本毕业设计项目,我们成功设计并实现了一个中频感应加热炉,用于金属材料的加热实验。
该设备具有输出功率调节、温度控制、安全保护和易操作性等特点。
在未来的工业应用中,该设备可以广泛应用于金属材料的加热和热处理领域,具备一定的商业价值。
中频炉设计方案范文
中频炉设计方案范文中频炉是一种用于加热金属的设备,具有操作简便、加热速度快、能耗低等特点。
下面是一个关于中频炉设计方案的详细描述,超过1200字。
设计方案:中频炉是一种用于加热金属的设备,通常用于金属材料的熔化、热处理等工艺。
中频炉由电源系统、电源变换装置、加热装置等组成。
本设计方案将从加热装置设计、电源变换装置设计和电源系统设计三个方面进行详细论述。
首先,加热装置设计是中频炉设计的核心。
加热装置通常由感应线圈和工作温度控制系统组成。
感应线圈是产生感应磁场的关键部件,根据工作需求选择合适的线圈材料和线圈数量。
感应线圈的线圈布局应合理,以达到均匀加热的效果。
此外,感应线圈的匝数和直径也应根据工作温度确定。
工作温度控制系统可以采用PID控制器等设备,通过控制电源开关周期和频率,调节加热功率和温度。
其次,电源变换装置设计是中频炉设计的另一个重要方面。
电源变换装置通常由斩波电路、逆变电路和输出变压器等组成。
斩波电路负责将电网的交流电信号转换为直流电信号,逆变电路将直流电信号转换为中频交流电信号,输出变压器将中频交流电信号提供给感应线圈。
设计中频炉的电源变换装置需要考虑其高效率、稳定性和可靠性。
在设计过程中,还应考虑频率适宜、波形质量高等要求。
最后,电源系统设计是中频炉设计的另一个重要环节。
电源系统通常由电源主机、控制系统和保护系统组成。
电源主机负责提供电能,控制系统负责控制加热功率和温度,保护系统负责监测电流和电压等参数,保护设备的正常运行。
在电源系统设计中,应注意电源的稳定性和可靠性。
此外,还需要考虑负载变化时的性能,以及响应速度和效率等因素。
综上所述,中频炉设计方案主要包括加热装置设计、电源变换装置设计和电源系统设计。
加热装置设计需要考虑线圈材料、线圈布局和工作温度控制系统等因素。
电源变换装置设计需要注意其高效率、稳定性和可靠性。
电源系统设计需要考虑电源的稳定性、负载变化时性能的变化和保护系统等因素。
中频感应加热炉毕业设计

中频感应加热炉毕业设计1. 引言中频感应加热炉是一种高效能、节能、环保的加热设备,广泛应用于冶金、机械、汽车、电子等行业。
本文将介绍中频感应加热炉的毕业设计方案,包括设计目标、设计原理、关键技术及实施方案等。
2. 设计目标本毕业设计的主要目标是设计一个中频感应加热炉,能够快速、均匀地加热金属材料,并实现温度控制,以满足生产工艺要求。
具体设计目标如下: - 定时定温功能:能够按照设定的时间和温度参数进行加热控制; - 高效能加热:能够快速将金属材料加热至设定温度,提高生产效率; - 温度控制精度:能够实现对加热过程中温度的精确控制,保证产品的质量; - 环保节能:通过合理的设计,减少能源消耗和二氧化碳排放。
3. 设计原理中频感应加热炉的加热原理是利用交流电产生的磁场感应金属材料内部的涡流,从而使金属材料发生加热。
具体的设计原理如下: - 电源系统:使用中频交流电作为电源,通过电流传感器感应电流大小,进而通过控制器控制电源输出功率; - 磁场产生系统:通过感应线圈产生强磁场,使金属材料内部发生涡流,从而实现加热; - 温度控制系统:通过热电偶或红外测温器测量加热物体的温度,并通过控制器控制功率大小,以实现温度的控制。
4. 关键技术为了实现设计目标,需要掌握以下关键技术: - 中频功率控制技术:通过控制电源输出功率的大小,实现加热过程中温度的控制; - 磁场感应技术:设计合理的感应线圈,使金属材料内部产生均匀的涡流,以实现均匀加热; - 温度测量与控制技术:使用热电偶或红外测温器对加热物体的温度进行实时测量,并通过控制器调节功率以实现温度的控制; - 故障诊断与保护技术:通过故障诊断技术对设备进行监测和检修,确保设备的正常运行,并通过保护措施保护设备免受过压、过流等异常情况的影响。
5. 实施方案基于以上设计目标和关键技术,本文提出以下实施方案:1. 设计一个中频感应加热炉的整体结构,包括电源系统、磁场产生系统和温度控制系统; 2. 选择合适的电源系统,包括中频交流电源和相应的电流传感器; 3. 设计感应线圈,并进行磁场分析和优化,确保金属材料内部涡流均匀; 4. 选择合适的温度测量与控制技术,包括热电偶或红外测温器,并设计相应的控制器; 5. 设计故障诊断与保护系统,包括故障监测和保护措施,确保设备的安全运行; 6. 进行实验验证,测试设备的加热效果和温度控制精度,进行性能评估和优化。
基于PLC的中频感应加热炉电源控制系统设计
基于PLC的中频感应加热炉电源控制系统设计发布时间:2023-03-03T08:20:52.029Z 来源:《中国科技信息》2022年第10月19期作者:杜鸿运[导读] 系统采用PLC设计控制系统,由于具有控制简单、设计灵活、可靠性好、编程简单、性价比高、抗干扰能力强等特点杜鸿运东北轻合金有限责任公司黑龙江省哈尔滨市 150000摘要:系统采用PLC设计控制系统,由于具有控制简单、设计灵活、可靠性好、编程简单、性价比高、抗干扰能力强等特点,但因图表显示困难、用户界面差、监控不便等缺陷,在实际应用中存在一定局限性。
未来,充分发挥控制系统优势,提供良好人机界面的PLC控制系统将为工业控制做出重要贡献。
目前,系统设计还未考虑以计算机为上位机,但在未来的研究中,将引入良好的人机界面,使系统控制更加简单可靠。
关键词:PLC;中频感应加热炉;电源;系统设计中频感应加热炉是利用电磁感应原理实现感应加热的一种电源设备,由于这种加热方式是通过电磁感应传递,感应线圈不直接接触金属工件,工件本身产生热量,因此称为感应加热。
感应加热炉的发展有赖于数控技术和计算机技术的应用,国外厂商在这方面发挥了主导作用,其感应炉控制技术先进,高效、可靠、操作简单的特点已得到广泛认可,所以大多铸造厂通常使用“国外”生产的感应应加热炉。
如何吸收国外控制技术的优势,逐步缩小差距,利用PLC简单、准确的特点控制感应加热,提高感应加热系统的自动化水平意义重大。
一、PLC的特点PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置,它采用可编制程序的存储器,用来在其内部存储执行逻辑运算、序运算、计时、计数和算术运算等操作指令,并能通过数字式或模拟式输入输出,控制各种类型的机械或生产过程。
1、通用性强。
它采用了微型计算机的基本结构,而其接口电路依工业控制技术设计,输出接口的驱动功能强,可直接驱动接触器、继电器。
电磁阀线圈等,免除了微型计算机二次开发的困难。
中频电炉解决方案
中频电炉解决方案一、引言中频电炉是一种常用于金属熔炼和加热的设备,广泛应用于冶金、机械、电子、建材等行业。
为了满足不同行业的需求,中频电炉解决方案需要综合考虑炉体结构、电源系统、控制系统等多个方面的因素。
本文将详细介绍中频电炉解决方案的设计要点和技术参数。
二、炉体结构设计1. 炉体结构材料:采用高温耐热材料,如耐火砖、耐火浇注料等,以确保炉体在高温下能够正常工作。
2. 炉体结构形式:常见的炉体结构形式有固定式、倾倒式和旋转式等。
根据不同的工艺要求选择合适的炉体结构形式。
3. 炉体散热设计:合理设计炉体散热系统,确保炉体能够快速降温,提高生产效率和设备寿命。
三、电源系统设计1. 电源类型选择:根据炉体容量和工艺要求选择合适的电源类型,常见的有晶闸管电源、电容器电源和电感电源等。
2. 电源功率设计:根据炉体的加热需求和工艺要求,确定电源的额定功率,以保证炉体能够快速升温。
3. 电源控制方式:电源控制方式包括手动控制和自动控制两种,根据实际需求选择合适的控制方式。
四、控制系统设计1. 温度控制:采用PID控制算法,根据炉体的温度变化调整电源输出功率,以保持炉体温度稳定。
2. 保护控制:设置过温保护、过流保护、漏电保护等功能,确保设备运行安全可靠。
3. 自动化控制:可根据工艺要求实现自动化控制,如定时启动、定时停止、温度曲线控制等功能。
五、安全性设计1. 设备接地:确保设备接地良好,减少漏电风险。
2. 防护罩设计:对炉体周围设置防护罩,防止操作人员误触热源,提高工作安全性。
3. 紧急停机装置:设置紧急停机按钮,一旦发生紧急情况,可立即切断电源,确保操作人员的安全。
六、技术参数1. 炉体容量:根据工艺要求确定炉体容量,常见的有100kg、500kg、1000kg 等。
2. 电源功率:根据炉体容量和工艺要求确定电源功率,常见的有100kW、500kW、1000kW等。
3. 控制精度:温度控制精度一般在±5℃以内,根据具体工艺要求可调整。
10kg真空中频感应炉装置设计毕业设计
10kg真空中频感应炉装置设计摘要目前,随着航天、航空、军工、核电、能源、化工等领域的不断向前发展,不仅特殊钢、精密合金、电热合金、高温合金及耐蚀合金等特殊合金的的需求量越来越大,而且对其质量要求更加苛刻,这就促进了真空感应炉的发展与研究。
与其他冶炼方法相比,真空感应炉熔炼能够精确控制所炼钢种或合金的成分;钢或合金中气体和非金属夹杂物的含量水平远远低于其他熔炼方法;真空感应炉的温度相对来说比较容易控制,而控制压力水平就是真空感应炉最显著的特点。
本课题研究的对象是10kg真空中频感应炉装置的设计,包括工艺参数的选择,坩埚材料的选择以及尺寸的设计,感应器材料的选择与结构的设计,倾炉机构的选择,冷却系统的设计等,本课题的设计论述出了各部分的设计方法与原则以及计算设计过程和必要的强度校核。
关键词真空,感应炉,设计ABSTRACTAt present,with the continuous development of some areas,such as aerospace,aviation,military industry, nuclear power,energy and chemical area, not only the demand of special alloy—heat-resisting alloy, high temperature alloy, corrosion resistant alloy—are increasing, but the quality requirements of this special alloy are becoming more stringent.All of this promoted the development and research of vaccum induction furnace. Compared with other smelting method, vaccum induction smelting furnace is able to precisely control composition of steel or alloy, and gas and nonmetallic inclusions in steel or alloy are far below other smelting method.The temperature of the vacuum induction furnace is relatively easy to control, and control the pressure level is the most distinguishing feature of vacuum induction furnace.This research sets the target of 10 kg vacuum intermediate frequency induction furnace equipment design, including the selection of process parameters, the selection of crucible materia and size design, material selection and structure design of sensors, furnace tilting mechanism and cooling system selection. the topics addressed in the design of the various components of the design principles and calculation methods and design process and the necessary degree of intensity.Key words vacuum, induction furnace, design目录摘要 .............................................................. I I ABSTRACT. (II)1绪论 (1)1.1真空中频感应炉概述 (1)1.2 国内外真空感应炉使用状况及发展趋势 (1)1.3 真空感应熔炼炉设计特点 (2)1.4 本课题研究的目的及意义 (2)2真空中频感应炉冶炼工艺 (3)2.1 装料 (3)2.2 熔化期 (3)2.3 精炼期 (3)2.3.1 精炼温度 (4)2.3.2 真空度 (4)2.3.3 精炼时间 (4)2.4 出钢和浇注 (5)310kg真空中频感应炉设计理论计算 (6)3.1 计算所需要的原始数据 (6)3.2 配料计算 (7)3.2.1 全部使用新料 (7)3.2.2 使用部分返回料 (9)3.3 真空感应炉炉衬耐火材料 (9)3.3.1 真空感应炉用耐火材料的工作条件和特点 (9)3.3.2 感应炉坩埚材质 (9)3.3.3 坩埚制作方法 (10)3.4 坩埚尺寸计算 (10)3.4.1 确定坩埚的总体积和金属液的体积 (10)3.4.2确定坩埚几何尺寸 (11)3.5 感应器 (12)3.5.1 确定感应器的直径 (12)3.5.2 确定感应器的有用功率 (13)3.5.3确定感应器的高度 (13)3.5.4 感应器截面形状的选择 (14)3.5.5 感应线圈铜管匝数的计算 (14)3.6 电源频率的选择 (15)3.7 磁轭 (17)3.8 水冷系统 (19)3.9 感应器与炉料系统的热计算 (20)3.10 倾炉机构 (22)3.11真空系统 (23)3.12 炉壳 (23)结论 (25)参考文献 (26)结论 (27)1 绪论1.1 真空中频感应炉概述真空感应熔炼(VIM)就是在真空条件下,利用电磁感应在金属液导体内产生涡流加热炉料进行熔炼的方法。
一拖二中频电炉的工程设计
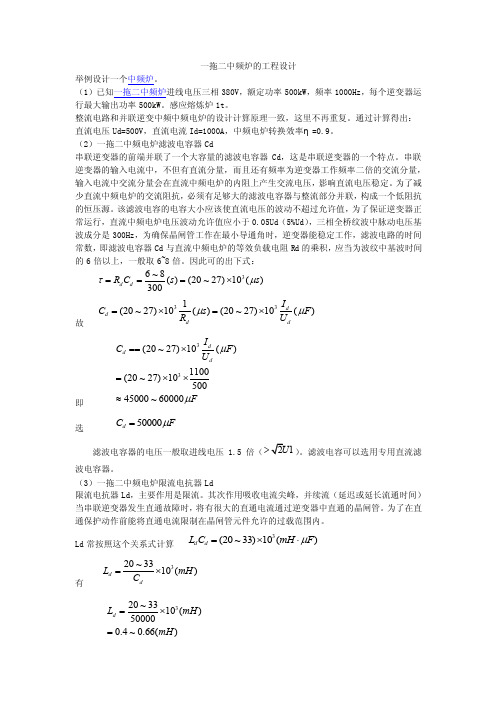
一拖二中频炉的工程设计举例设计一个中频炉。
(1)已知一拖二中频炉进线电压三相380V ,额定功率500kW ,频率1000Hz ,每个逆变器运行最大输出功率500kW 。
感应熔炼炉1t 。
整流电路和并联逆变中频中频电炉的设计计算原理一致,这里不再重复。
通过计算得出: 直流电压Ud=500V ,直流电流Id=1000A ,中频电炉转换效率η=0.9。
(2)一拖二中频电炉滤波电容器Cd串联逆变器的前端并联了一个大容量的滤波电容器Cd ,这是串联逆变器的一个特点。
串联逆变器的输入电流中,不但有直流分量,而且还有频率为逆变器工作频率二倍的交流分量,输入电流中交流分量会在直流中频电炉的内阻上产生交流电压,影响直流电压稳定。
为了减少直流中频电炉的交流阻抗,必须有足够大的滤波电容器与整流部分并联,构成一个低阻抗的恒压源。
该滤波电容的电容大小应该使直流电压的波动不超过允许值,为了保证逆变器正常运行,直流中频电炉电压波动允许值应小于0.05Ud (5%Ud ),三相全桥纹波中脉动电压基波成分是300Hz ,为确保晶闸管工作在最小导通角时,逆变器能稳定工作,滤波电路的时间常数,即滤波电容器Cd 与直流中频电炉的等效负载电阻Rd 的乘积,应当为波纹中基波时间的6倍以上,一般取6~8倍。
因此可的出下式: 36~8()(20~27)10()300d d R C s s τμ===⨯故 331(20~27)10()(20~27)10()d d d d I C s F R U μμ=⨯=⨯即 33(20~27)10()1100(20~27)1050045000~60000d d d I C F U Fμμ==⨯=⨯⨯≈ 选 50000d C F μ=滤波电容器的电压一般取进线电压1.5倍(21U >)。
滤波电容可以选用专用直流滤波电容器。
(3)一拖二中频电炉限流电抗器Ld限流电抗器Ld ,主要作用是限流。
其次作用吸收电流尖峰,并续流(延迟或延长流通时间)当串联逆变器发生直通故障时,将有很大的直通电流通过逆变器中直通的晶闸管。
中频电炉解决方案

中频电炉解决方案一、背景介绍中频电炉是一种用于金属加热和熔化的设备,广泛应用于冶金、铸造、锻造、热处理等行业。
为了提高生产效率和能源利用率,中频电炉解决方案应运而生。
本文将详细介绍中频电炉解决方案的设计原理、技术参数、优势以及应用案例。
二、设计原理中频电炉解决方案基于电磁感应加热原理,通过高频电源将电能转换为高频电磁场,进而将金属材料加热至所需温度。
具体工作原理如下:1. 高频电源:中频电炉解决方案采用高频电源作为能源供应,高频电源输出的电能经过整流和逆变,转换为高频交流电。
2. 感应线圈:高频交流电经过感应线圈产生高频电磁场,金属材料放置在感应线圈内,受到高频电磁场的感应作用。
3. 电磁感应加热:金属材料中的电导体产生涡流,涡流在电阻中发生热量损耗,从而使金属材料加热。
4. 温度控制系统:中频电炉解决方案配备温度控制系统,通过传感器实时监测金属材料的温度,并根据设定的温度范围进行自动控制。
三、技术参数1. 功率范围:中频电炉解决方案可根据不同的应用需求提供不同功率的设备,通常功率范围从10千瓦到100兆瓦不等。
2. 频率范围:中频电炉解决方案的频率通常在1千赫兹到10兆赫兹之间,可以根据具体需求进行调节。
3. 加热效率:中频电炉解决方案具有较高的加热效率,能够实现快速加热和高温熔炼,加热效率通常在80%以上。
4. 控温精度:中频电炉解决方案配备先进的温度控制系统,控温精度可达±1℃,能够满足不同工艺要求。
5. 自动化程度:中频电炉解决方案可实现全自动化操作,配备PLC控制系统和触摸屏界面,操作简便,提高生产效率。
四、优势中频电炉解决方案相比传统燃气炉、电阻炉等加热设备具有以下优势:1. 高效节能:中频电炉解决方案采用电磁感应加热,加热效率高,能耗低,节约能源。
2. 温度控制精度高:中频电炉解决方案配备先进的温度控制系统,能够实现精确的温度控制,提高产品质量。
3. 加热速度快:中频电炉解决方案具有快速加热的特点,能够提高生产效率,缩短生产周期。
毕业设计(论文)基于pid控制器的中频烧结机温度控制系统设计
毕业设计(论文)基于PID控制器的中频烧结机温度控制系统设计学生姓名:学号:0615013114所在系部:电气信息系专业班级:06自动化(1)指导教师:日期:二○一〇年六月毕业设计(论文)任务书此表由指导教师填写由所在系部审核毕业设计(论文)学生开题报告毕业设计(论文)学生申请答辩表学生签名:日期:毕业设计(论文)指导教师评审表毕业设计(论文)评阅人评审表毕业设计(论文)答辩表毕业设计(论文)答辩记录表毕业设计(论文)成绩评定总表学生姓名:姜晓曦专业班级:06自动化(1)毕业设计(论文)题目:基于PID控制器的中频烧结机温度控制系统设计注:成绩评定由指导教师、评阅人和答辩组分别给分(以百分记),最后按“优(90--100)”、“良(80--89)”、“中(70--79)”、“及格(60--69)”、“不及格(60 以下)”评定等级。
其中,指导教师评定成绩占40%,评阅人评定成绩占20%,答辩组评定成绩占40%。
学位论文原创性声明本人郑重声明:所呈交的学位论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
本人完全意识到本声明的法律后果由本人承担。
作者签名:年月日学位论文版权使用授权书本学位论文作者完全了解学院有关保管、使用学位论文的规定,同意学院保留并向有关学位论文管理部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权省级优秀学士学位论文评选机构将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
本学位论文属于1、保密□,在年解密后适用本授权书。
2、不保密□。
(请在以上相应方框内打“√”)作者签名:年月日导师签名:年月日毕业设计(论文)楼宇空调监控系统设计学生姓名:姜晓曦学号:0615013114所在系部:电气信息系专业班级:06自动化(1)指导教师:赵熙临副教授日期:二○一〇年六月Based on PID controller IF sintering temperature control system designByJiang XiaoxiJune 2010摘要烧结机适用于大型黑色冶金烧结厂的烧结作业,可将不同成份,不同粒度的精矿粉,富矿粉烧结成块,并部分消除矿石中所含的硫,磷等有害杂质。
中频感应电炉在铸铁生产中的研究与应用

DOI:10.16660/ki.1674-098X.2018.15.085中频感应电炉在铸铁生产中的研究与应用①朱文振(山东能源枣矿集团柴里煤矿 山东枣庄 277519)摘 要:本文主要介绍了中频感应电炉在铸铁生产中的应用,通过中频感应电炉的发展状况、主要特点及其生产实践来展现中频感应电炉在铸铁生产中有哪些优势和作用。
中频感应电炉的原理是利用感应加热技术,具有加热快、效率高等突出优点,成为中小型铸造企业快速熔炼的主要设备。
随着国家对环保的严格要求,中频感应电炉取代其他高耗能、高污染的熔炼炉已成为趋势。
关键词:中频感应电炉 铸铁 主要设备中图分类号:TG232.3 文献标识码:A 文章编号:1674-098X(2018)05(c)-0085-02①作者简介:朱文振(1989,5—),男,山东滕州人,本科,助理工程师,研究方向:机械设计制造及其自动化。
1 绪论1.1 中频感应电炉简介中频感应电炉是铸造行业作为金属熔炼的生产设备,它是利用电磁感应原理将电能转变为热能,主要由电源、感应圈以及感应圈内用耐火材料筑成的坩埚组成。
随着国家对环保要求的进一步加大,中频感应电炉的取代其他高耗能、高污染的熔炼炉已经成为趋势。
1.2 中频感应电炉的特点(1)中频感应电炉熔炼工艺没有波动,生产出来的铸件有比较高的机械强度。
(2)可利用廉价的原材料。
在中频电炉熔炼的过程中,铁水中会存在一定的电磁搅拌作用,这些废料会快速熔化,而且氧化烧损非常小,能大量使用各种廉价废料,从而可以大幅度降低炉料的成本。
(3)减少环境污染。
中频感应电炉在生产过程中,所排出的粉尘很少,设备产生的噪音也大大低于传统的冲天炉。
2 中频感应电炉的生产实践2.1 感应电炉在生产实践中的概况(1)感应电炉在生产实践中的概况。
目前,国外先进厂商制造的中频感应电炉,其通常配置的功率密度为600~800kW/t,其中高达1000kW/t小容量感应电炉也被制造出来。
KGPS-1-0.25T中频电炉电控系统改造设计

原 设 备系 统 中 , 电容器 出线 口到 电炉 之 间用 从
铜: ̄6 0 联接 , 为负 载 线 路 , 约 3米 长 的 范 1 ( ×8 ) t 1 作 在
如此 , 还是不 能一 次性 成 功 启 动 , 且 , 而 电控 系 统 故
原设 备 的 电源 控制 板 由手 工工 艺 制作 而 成 ,பைடு நூலகம்晶 体 管极脚有 虚焊 、 假焊现 象 , 或受焊锡 的腐蚀 出现断
脚、 脱焊 现象较 多 ; 为控制 中心环 节 的整 流触 发 电 作
障 频繁 , 经常 因烧坏 可控硅 等元 件而 影响 正 常生产 。
此类 故 障 , 都必须 用 示 波器 跟 踪 检查 线 路板 上 各 个
用铸 钢 毛坯件 的铸 造 成 本居 高 不 下 , 难 维 持 正 常 很
的生 产经 营 。
1 原 设 备 存 在 的 主 要 问题
1 l 负载 线路接 头 多 。 , 易发 热
输 出点 的信号波 形 , 至找 到故 障所 在 ; 修工作 量 直 维
控 系统进行常规性的维护保养, 尤其是电源柜部分, 由于柜内元件多 、 空间狭小, 常常发生因修理某一元
件 而无意 中人 为地碰 坏 另 一 元 件 的现 象 , 人有 苦 让
难 言。在检修高低压输电线路 、 动力变压器、 自动空 气开关、 以及交 流接 触 器 时 , 须 给 电缆线 头 、 备 必 设
熔 炼 钢铁 占用 时 问较长 、 电能消 耗量 大 , 使 各种 矿 致
路和逆变触发电路中, 由于脉冲移相范围不够、 脉冲
西安石油大学毕业论文
中频感应加热炉温度控制系统的数学建模摘要:通过对中频感应加热炉温度控制系统的数学建模,可以更精确的对温度进行控制,从而得到电源功率与温升的最佳方案,使电能得到最高效的利用,从而在最快的时间内达到所需要的最准确的温度,减少工件的废品率,并提高生产效率。
本文运用电磁学及热学的知识,研究中频感应加热炉温度控制系统电源输出功率与被加热材料电涡流的关系;电涡流与发热量的关系;发热量与温升的关系。
从而得出电源的输出功率与被加热材料温升的电-热学模型。
数学模型中运用金属材料学的知识考虑材料电阻、比热随温度变化而变化的影响,得出在这些条件影响下的数学模型。
简化得出的加热炉温度控制系统为一阶惯性系统。
以某中频感应加热炉为例,计算各环节的数学关系并建立其温度控制系统的数学模型。
这些研究工作为系统的仿真、技术培训及控制优化提供了理论基础。
关键词:中频感应加热炉;温度控制系统;数学模型;感应线圈;涡流;发热量;温升The mathematical modeling of temperature control system about medium frequency induction heating furnaceAbstract:Based on the medium frequency induction heating furnace temperature control system modeling, can be more accurate temperature control, so as to obtain the power and temperature rise is the best solution, so that electricity can be the most efficient use, resulting in the fastest time to meet the needs of the most accurate temperature, reduce the reject rate, and improve production efficiency. In this paper, using the electromagnetic and thermal knowledge, study of the medium frequency induction heating furnace temperature control system power supply and the material to be heated electric eddy current; eddy current and heat; heat and temperature relationship. Thus the power output and the material to be heated temperature electro thermal model. A mathematical model using metal material science knowledge considering material, heat resistance changes with temperature effects obtained in these conditions, mathematical model. Simplify the heating furnace temperature control system as an inertial system. A medium frequency induction heating furnace as an example, the mathematical relationship between the calculated to establish the mathematical model of the temperature control system. The research on the system provides theoretical basis for simulation, technical training and Control optimization theoretical basis .Keywords:Medium frequency induction heating furnace;Temperature control System;Mathematic model;Induction coil;Eddy current;Calorific value目录1 绪论 (1)1.1 感应加热的基本原理 (1)1.2 感应加热炉的作用 (1)1.3 数学模型和一般建模方法 (2)1.3.1 数学模型的定义及分类 (2)1.3.2 一般的建模方法 (3)1.4 常规加热炉的数学模型 (4)1.4.1 简易的加热炉温度系统数学模型 (4)1.4.2 连续加热炉的数学模型 (5)1.5 课题研究的内容和目的 (6)1.6 论文安排 (7)2 中频感应加热炉系统结构分析 (8)2.1 中频感应加热炉系统总体结构 (8)2.2 中频电源的结构分析 (9)2.3 加热炉的结构分析 (10)2.4 被加热材料的输送装置 (11)3 中频感应加热炉温度控制系统的数学建模 (12)3.1 中频感应加热炉温度控制系统的结构 (12)3.2 加热炉感应线圈的数学模型 (13)3.2.1 温度对加热炉感应线圈电阻的影响 (13)3.2.2 线圈电流与电源输出功率的关系 (15)3.2.3 电源输出功率与线圈磁感应强度的关系 (16)3.2.4 感应线圈数学模型的简化 (17)3.3 被加热材料涡流的数学模型 (17)3.3.1 感应线圈与被加热材料涡流的关系 (17)3.2.2 被加热材料涡流的简化数学模型 (18)3.3 被加热材料涡流与热功率的关系模型 (18)3.4 被加热材料电阻率随温度变化对系统的影响 (19)3.4.1 材料被加热部分受温度影响下的电阻 (19)3.4.2 受温度影响下的R的简化值 (20)W3.4.3 电阻随温度变化对材料涡流的影响 (21)3.4.4 电阻随温度变化对材料自发热的影响 (21)3.5 热功率与发热量的关系 (22)3.5.1 传送速度与加热时间的关系 (22)3.5.2 材料发热量的数学模型 (22)3.5.3 传送速度为v时材料发热量的数学模型 (23)3.6 被加热材料出口温度的数学模型 (23)3.6.1 发热量与出口温度的关系 (23)3.6.2 出口温度的简化数学模型及传递函数 (24)3.6.3 材料比热随温度变化对材料导热的影响 (25)3.7 中频感应加热炉温度控制系统的数学模型 (27)3.7.1 温度控制系统的框图 (27)3.7.2 中频感应加热炉温度控制系统的数学模型 (28)3.7.3 中频感应加热炉温度控制系统的S传递函数 (28)3.8 本章小结 (29)4 某型号的中频感应加热炉温度控制系统数学模型 (30)4.1 某型号中频感应加热炉结构 (30)4.2 A加热炉各参数及说明 (30)4.3 A加热炉温度控制系统的数学模型 (32)4.3.1 A加热炉感应线圈的数学模型 (32)4.3.2 A加热炉材料涡流的数学模型 (32)4.3.3 A加热炉材料涡流与热功率的关系 (33)4.3.4 A加热炉I材料(自发热)环节的传递函数 (33)4.3.5 A加热炉材料(热导)环节模型 (33)4.3.6 A加热炉的数学模型 (33)5 总结与展望 (35)参考文献 (36)1 绪论1.1 感应加热的基本原理感应加热的基础是法拉第发现的电磁感应现象,即交变的电流会在导体中产生感应电流使导体周围产生感应磁场,被加热的材料(即坯料)的内部在磁场的作用下产生电涡流,依靠这些涡流的能量达到加热目的。
中频电炉倾倒机械系统设计

中频电炉倾倒机械系统设计1. 引言中频电炉倾倒机械系统是自动操作设备,通常被用于将中频电炉中的熔融金属倾倒到铸型中。
这个机械系统一般包括机械臂、控制系统、感应线圈等部分,其主要作用是在机械臂的控制下,将熔融金属有序地倾倒到铸型中,从而确保高质量的铸件制造。
2. 机械臂的设计机械臂是整个系统中最为重要的组成部分之一,因为它必须能够精准地控制熔融金属的倾倒,确保在倾倒过程中铸型毫不受损。
以下是机械臂设计中需要考虑的几个关键因素:2.1 结构设计机械臂的结构设计应合理,能够承受金属液的重量,并提供必要的稳定性。
一般情况下,机械臂由数个可旋转的塔式臂组成,每个塔式臂由一个旋转台和一个旋转臂组成,这能够充分利用机械臂的三轴移动功能,使其能够在特定的角度下作精细的调整。
2.2 控制系统机械臂的控制系统应具备高精度的动力学控制能力,这种能力是通过数控系统和程序实现的。
可以通过触摸屏幕设定不同铸件的倾倒角度和速度,不仅提高了工作效率,也减少了人为错误。
此外,机械臂的控制系统还应具有实时监测功能,能够及时发现系统故障并报警提示。
2.3 传动系统机械臂传动系统应具有可靠性、高精度、高速度和大扭矩等特点,能够保证系统的快速响应和精准控制。
常用的传动方式有电动和液压两种,电动传动由于响应速度更快、系统离散度更小和成本更低等优点,所以在中频电炉倾倒机械系统中更为常见。
3. 接触金属的部分机械臂的材料应能够耐受高温和腐蚀,并保持力学稳定性。
最常用的接触金属的材料是不锈钢、含钼、铬和镍的合金,这种材料不仅耐高温,还具有优异的耐腐蚀性质。
4. 感应线圈感应线圈被用来控制中频电炉的磁场,从而使其产生排斥力,使金属液倾倒到铸型中。
感应线圈应有良好的散热设计,以防止过热和损坏。
5. 安全保护中频电炉倾倒机械系统安全保护必须高效可靠,以防止人身伤害和设备损坏。
具体措施包括紧急停止按钮、安全门锁定和机械臂倾倒角度限位器等。
这些保护措施都应符合相应的国家和地方标准和规范。
815V、5吨中频电炉无功补偿和谐波治理的成功案例
815V、5吨中频电炉无功补偿和谐波治理的成功案例2007-4-27天津市津开电气有限公司总经理盖福健高级工程师孙泽林关键词:中频电炉、无功功率、无功补偿、谐波、间谐波、谐波治理、变流、变频、谐波电流、谐波电流放大、博里叶级数1.绪论:随着电力电子技术的飞速发展,我国的工矿企业中,电力电子器件的大量应用,可控、全控晶闸管作为为主要开关元件,电力电子器件的整流设备,变频、逆变等非线性负荷设备的广泛应用,谐波问题亦日益广泛的提出。
诸如谐波干扰、谐波放大、无功补偿失效及谐波无功电流对供电系统的影响等。
上述电力电子设备是谐波产生的源头。
谐波电流的危害是严重的,主要有以下几个方面:·谐波电流在变压器中,产生附加高频涡流铁损,使变压器过热,降低了变压器的输出容量,使变压器噪声增大,严重影响变压器寿命。
·谐波电流的趋肤效应使导线等效截面变小,增加线路损耗。
·谐波电流使供电电压产生畸变,影响电网上其它各种电器设备不能正常工作,导致自动控制装置误动作,仪表计量不准确。
·谐波电流对临近的通讯设备产生干扰。
·谐波电流使普通电容补偿设备产生谐波放大,造成电容器及电容器回路过热,寿命缩短,甚至损坏。
·谐波电流会引起公用电网中局部产生并联谐振和串连谐振,造成严重事故及不良后果。
2.概述2.1天津市某铸造公司(简称铸造公司)为生铁铸造企业,工厂主要设备为两台500HZ中频感应电炉以溶化生铁进行铸造,因采用中频电炉,故由于变流及变频等原因造成用电谐波超标,功率因数过低,为此进行设备改造以提高功率因数,治理谐波,节约能源,提高电网质量,降耗增容。
2.2中频电炉运行主要参数①电炉为长期间断运行,运行时间每炉出铁冷炉约为2.5小时,热炉约2小时。
②在正常运行时高压侧工作电流为150~160A。
整流变压器二次侧为六相十二脉波输出。
③现场仪表指示数据一次测电压10.2KV 二次测电压815V×2一次测电流157A 二次测电流992A×2一次测功率因数COSø=0.6~0.7最低COSø=0.23最高COSø=0.79予升温COSø=0.49保温COSø=0.23~0.49加温COSø=0.72~0.792.3中频炉一次系统图2.4 中频炉谐波测试电流谐波含量A相30.43%B相27.81%C相29.65%电流谐波含量如棒图电流谐波含量针对5、7、11、13次谐波数值整流变压器侧电压和电流波形①电压波形在电流谐波影响下发生畸变,但不失交流正弦波基本波形,其电压畸变率以严重超标。
中频电炉解决方案
中频电炉解决方案引言概述:中频电炉是一种常见的工业加热设备,广泛应用于冶金、机械、建材等行业。
本文将介绍中频电炉的解决方案,包括炉体结构、电源系统、温度控制、能耗管理和安全措施等五个方面。
一、炉体结构1.1 密封性设计:中频电炉的炉体结构应具备良好的密封性能,以防止能量的损失和外界杂质的进入。
采用双层炉壳结构可以有效隔热,减少能量损失。
同时,在炉体的连接处采用高温密封材料,确保炉体的密封性。
1.2 冷却系统:中频电炉在工作过程中会产生大量的热量,需要通过冷却系统进行散热。
冷却系统应具备高效散热和稳定性能,以保证炉体的正常运行。
常见的冷却系统包括水冷却和风冷却两种方式,根据具体情况选择合适的冷却方式。
1.3 耐高温材料:由于中频电炉的工作温度较高,炉体内部需要使用耐高温材料,如耐火砖、耐火水泥等。
这些材料能够承受高温环境下的腐蚀和热膨胀,保证炉体的结构稳定性和使用寿命。
二、电源系统2.1 高效电源:中频电炉的电源系统是关键的组成部分,直接影响到炉体的加热效果和能耗。
采用高效电源可以提高能量利用率,降低能耗。
常见的高效电源包括电容器电源和谐振电源,根据具体需求选择合适的电源系统。
2.2 变频调速:中频电炉的电源系统应具备变频调速功能,以满足不同加热要求。
通过调整电源频率和电压,可以实现对加热温度和速度的精确控制。
变频调速还可以降低电网对电炉的影响,提高电网的稳定性。
2.3 智能控制:电源系统应具备智能控制功能,可以实现对加热过程的自动监测和调节。
通过传感器和控制系统的配合,可以实时监测温度、电流、电压等参数,并根据设定值进行自动调整,提高加热效果和工作效率。
三、温度控制3.1 温度传感器:中频电炉的温度控制需要借助温度传感器进行实时监测。
常见的温度传感器包括热电偶、红外线测温仪等,根据具体需求选择合适的温度传感器。
传感器的准确性和响应速度对于温度控制的精度至关重要。
3.2 温度控制系统:温度控制系统是中频电炉的核心组成部分,负责对加热过程进行实时控制。
基于SVM的中频感应电炉自动浇注系统设计
Design of the Automatic Gating System of Medium-Frequency Induction Furnace Based on SVM
作者: 王春荣[1,2];黄凌山[2];吴龙[1,3];高浩[4];夏尔冬[1,2]
作者机构: [1]三明学院机电工程学院,福建三明365004;[2]三明机械CAD工程研究中心,福
建三明365004;[3]福建三明高新技术产业开发区博士后工作站,福建三明365004;[4]福建汇华集团东南汽车缸套有限公司,福建三明365004
出版物刊名: 三明学院学报
页码: 68-72页
年卷期: 2014年 第2期
主题词: 中频感应电炉;数学模型;支持向量回归机;误差补偿
摘要:针对中频感应电炉金属液手工浇注误差大的缺点,根据电炉的结构参数、倾斜运动的
角速度、已经倾斜的角度和比例调节阀的电流,建立浇注流量的数学模型,并通过支持向量回归机算法预测每个时刻浇注系统的流量值,控制电炉的浇注流量进行误差补偿,实现精确的闭环反馈自动浇注控制.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录摘要 (III)Abstract..................................................................................................................................... I V 目录 (V)第1章绪论 (1)第2章总体方案确定 (2)2.1 中频电炉倾倒机械工作原理 (2)2.2中频电炉倾倒机械总体设计 (3)2.2.1 中频电炉倾倒机械的整机结构及选择 (3)2.2.2 中频电炉倾倒机械中频电炉倾倒机械的工作流程 (3)第3章中频电炉倾倒机械结构设计 (4)3.1 电炉倾倒机械电机设计计算 (4)3.2 减速机设计选型 (4)第4章零部件力学分析 (6)4.1 有限元简介 (7)4.2 支架受力分析 (9)4.3 前处理 (10)4.4 工况设定 (11)4.5 分析 (12)4.6 分析结论 (14)第5章销轴的设计与计算 (15)5.1 销轴的材料选择 (15)5.2 销轴的最小直径确定 (15)5.3 销轴的结构设计 (15)5.4 销轴的校核 (16)第6章电控部分设计 (19)6.1速度控制原理 (24)6.2 控制电路设计 (25)结论 (26)参考文献 (27)致谢 (28)第1章绪论盛钢水的容器,用钢制成,内砌耐火砖,钢水由底部的口流出,进行浇铸。
也叫“钢水包”用途钢水包用于炼钢厂、铸造厂在平炉、电炉或转炉前承接钢水、进行浇注作业。
结构特点结构形式有塞杆式及滑动水口式,龙门架配有脱勾式及轴承式两种,其中塞杆式钢包的升降机构中置有滑杆间隙消除机构,以保证多次使用后,塞杆中心与水口中心的一致性。
10 吨以下的钢水包可带有回转减速箱,方便倒渣,钢水包用于炼钢厂、铸造厂在平炉、电炉或转炉前承接钢水、进行浇注作业结构形式有塞杆式及滑动水口式,龙门架配有脱勾式及轴承式两种,其中塞杆式钢包的升降机构中置有滑杆间隙消除机构,以保证多次使用后,塞杆中心与水口中心的一致性。
10 吨以下的钢水包可带有回转减速箱,方便倒渣。
电炉是把炉内的电能转化为热量对工件加热的加热炉,同燃料炉比较,电炉的优点有:炉内气氛容易控制,甚至可抽成真空;物料加热快,加热温度高,温度容易控制;生产过程较易实现机械化和自动化;劳动卫生条件好;热效率高;产品质量好;且更加环保对与日趋严重的环境问题是一个很好的产品等。
冶金工业上电炉主要用于钢铁、铁合金、有色金属等的熔炼、加热和热处理。
19世纪末出现了工业规模的电炉,20世纪50年代以来,由于对高级冶金产品需求的增长和电费随电力工业的发展而下降,电炉在冶金炉设备中的比额逐年上升。
电炉可分为电阻炉、感应炉、电弧炉、等离子炉、电子束炉等。
第2章总体方案确定2.1 中频电炉倾倒机械工作原理以电流通过导体所产生的焦耳热为热源的电炉。
按电热产生方式,电阻炉分为直接加热和间接加热两种。
在直接加热电阻炉中,电流直接通过物料,因电热功率集中在物料本身,所以物料加热很快,适用于要求快速加热的工艺,例如锻造坯料的加热。
这种电阻炉可以把物料加热到很高的温度,例如碳素材料石墨化电炉,能把物料加热到超过2500℃。
直接加热电阻炉可作成真空电阻加热炉或通保护气体电阻加热炉,在粉末冶金中,常用于烧结钨、钽、铌等制品。
采用这种炉子加热时应注意:①为使物料加热均匀,要求物料各部位的导电截面和电导率一致;工业电阻炉②由于物料自身电阻相当小,为达到所需的电热功率,工作电流相当大,因此送电电极和物料接触要好,以免起电弧烧损物料,而且送电母线的电阻要小,以减少电路损失;大部分电阻炉是间接加热电阻炉,其中装有专门用来实现电-热转变的电阻体,称为电热体,由它把热能传给炉中物料(图1 间接加热电阻炉)。
这种电炉炉壳用钢板制成,炉膛砌衬耐火材料如陶瓷纤维,内放物料。
最常用的电热体是铁铬铝电热体、镍铬电热体、碳化硅棒和二硅化钼棒,硅碳棒、二硼化锆陶瓷复合发热体。
根据需要,炉内气氛可以是普通气氛、保护气氛或真空。
一般电源电压220伏或380伏,必要时配置可调节电压的中间变压器。
小型炉(<10千瓦)单相供电,大型炉三相供电。
对于品种单一、批料量大的物料,宜采用连续式炉加热。
炉温低于700□的电阻炉,多数装置鼓风机,以强化炉内传热,保证均匀加热。
用于熔化易熔金属(铅、铅铋合金、铝和镁及其合金等)的电阻炉,可做成坩埚炉;或做成有熔池的反射炉,在炉顶上装设电热体。
电渣炉是由溶2.2中频电炉倾倒机械中频电炉倾倒机械总体设计这种设计是一个小稻田根据南方丘陵区中频电炉倾倒机械是小而设计,结合中频电炉倾倒机械可以完成电炉倾倒机械,中频电炉倾倒机械,分离和装袋操作。
本机体积小,重量轻,操作灵活,通过良好的和适应性,在山上大,中型中频电炉倾倒机械更好的解决方案,山脉和中频电炉倾倒机械难的问题,双季稻区南部,泥脚不深更大的超过20厘米就可以正常电炉倾倒机械稻田。
2.2.1中频电炉倾倒机械的整机结构及选择利用物料的感应电热效应而使物料加热或熔化的电炉。
感应炉的基本部件是用紫铜管绕制的感应圈。
感应圈两端加交流电压,产生交变的电磁场,导电的物料放在感应圈中,因电磁感应在物料中产生涡流,受电阻作用而使电能转变成热能来加热物料;所以,也可认为感应电热是一种直接加热式电阻电热。
感应电热的特点是在被加热物料中转变的电热功率(电流分布)很不均匀,表面最大,中心最小,称为趋肤效应。
为了提高感应加热的电热效率,供电频率要合宜,小型熔炼炉或对物料的表面加热采用高频电,大型熔炼炉或对物料深透加热采用中频或工频电。
感应圈是电感量相当大的负载,其功率因数一般很低。
为了提高功率因数,感应圈一般并联中频或高频电容器,称为谐振电容。
感应圈和物料之间的间隙要小,感应圈宜用方形紫铜管制作,管内通水冷却,感应圈的匝间间隙要尽量小,绝缘要好。
感应加热装置,主要用于钢、铜、铝和锌等的加热及熔铸,加热快,烧损少,机械化和自动化程度高,适合配置在自动作业线上。
感应炉系列加热炉特点2.2.2 中频电炉倾倒机械中频电炉倾倒机械的工作流程电炉倾倒机械台悬挂在框架悬架,后悬架中频电炉倾倒机械的柴油,配置在左侧中频电炉倾倒机械中间槽的前方,前部和后部端部连接到切割台和中频电炉倾倒机械部。
有关资产负债割台,割台被放置到合适的档位。
为收获后留中频电炉倾倒机械设备布局,风选设置在右侧,而粮袋放置在右侧的中频电炉倾倒机械中频电炉倾倒机械部背面的平衡中频电炉倾倒机械。
由柴油机,柴油后动力输出轴提供动力的收获部分提供整体前进的动力。
当中频电炉倾倒机械进行操作,先卷分配到作物刀,砍下一刀切割后的作物,然后滔滔不绝的产量下降到割台,割台螺旋输送器,以削减产量倒下预留伸展左侧是指向机构,组织放下以高速发送回槽抛物线手指螺旋钻作物,槽作物的手指后该机构发送从所述塔底物流连续加入到释放机构抓取,作物后入轴流中频电炉倾倒机械机制,因为它是受高速战斗以及作物为螺旋运动不断击中凹版屏的结果期间辊掺入,使得晶粒把它关闭,并落在通过在凹谷组螺旋钻筛板。
谷粒谷跌至镶钻推抵簸(上未显示的另一面),再由风选被抛向粮袋。
中频电炉倾倒机械机被关造成凹版目筛保留不能通过粮食净稻草。
宁波大红鹰学院毕业设计(论文)第3章 中频电炉倾倒机械设计3.1 电炉倾倒机械电机设计计算因为生产产品的特殊,对各个工作硬件也有一定的要求,钢坯的持续高温,让环境的温度也一直持续高温,辊道的散热的冷却水的蒸发是电动机的环境处在了高温、潮湿状态,同时在车间的运输各个运行模式下,环境的控制的较低,尘埃较多,综述各个环境因素,对电动机的要求功率不高,而环境适应能力却要到达一定的要求。
(1)根据机械负载特性、生产工艺、电网要求、建设费用、运行费用等综合指标,合理选择电动机的类型。
(2)根据机械负载所要求的过载能力、启动转矩、工作制及工况条件,合理选择电动机的功率,使功率匹配合理,并具有适当的备用功率,力求运行安全、可靠而经济。
(3)根据使用场所的环境,选择电动机的防护等级和结构形式。
(4)根据生产机械的最高机械转速和传动调速系统的要求,选择电动机的转速。
(5)根据使用的环境温度,维护检查方便、安全可靠等要求,选择电动机的绝缘等级和安装方式。
(6)根据电网电压、频率、选择电动机的额定电压以及额定频率。
电机的单缸最大升起的质量kg m M 5004=÷= 升降平台的最大起升高度: m h 5.1= 上升速度等于下降速度: s m v /1.0= 平台上升工况的最大负载kN g M F510500max=⨯=⨯=电机的机械效率:95.0=η电机的工作压力由表3-1可知MPa P 5.1=表3-1不同负载条件下的工作压力3.1.1电机缸筒的设计和计算1、电机内径D 的计算 由公式ηπP D F max4=(kN F 5max =;Mpa P 5.1=;95.0=η;) 解得m D 066858.0=。
根据表3-2可知,圆整成标准值后,得电机内径D=80mm 。
3.1.2、缸筒壁厚和外径计算本设计的内径D 为80mm,查设计手册电机的外径D1为95mm,缸壁的厚度为7.5mm 。
一般按正规的方法选取电机壁厚都能满足其强度,但为安全起见我们还要进行校核。
由于D=80mm ,外径D1=95mm ,则25.0094.0≤=D δ,可按第一强度理论,即按照薄壁圆筒的中径公式计算,则有 ][2maxσδDP≥式中 δ---缸筒壁厚; D ---缸筒内径;P max ---缸筒试验压力,电机的额定压力Mpa P n 16≤时的P P n 5.1max =,额定压力MPa P n 16>时的P P n 25.1max =; ][σ---材料许用应力。
σb为材料的抗拉强度,n 为安全系数,55.3-=n ,这里取5=n 。
选用45号钢,并且调质HB 285241-,查阅《工程力学》刘静香著可知45号钢的抗拉强度MPa b598530-=σ,现取MPa b 560=σ,故:第10章 破碎装置其他部分设计MPa n b 1125560][===σσ由于电机的工作压力MPa MPa P 165.1<=,故取MPa P P n 25.25.1max == 所以mm m DP8.00008.011228025.2][2max==⨯⨯==σδ因为7.5mm>0.8mm ,故强度足够。
3.1.3的设计与计算是电机专递动力的主要零部件,它要承受拉力、压力、弯力和震动冲击等多种作用,必须有足够的强度和刚度。
1、直径的计算根据受力状况来确定,一般为受拉力作用时,d=0.3~0.5D 。
受压力作用时:P <5MPa 时,d=0.5~0.55D 5MPa <P <7MPa 时,d=0.6~0.7D P>7MPa 时,d=0.7D因为P=1.5MPa ,D=0.066858mm ,故d=0.036771mm 根据下表可知直径d=40mm3.1.4强度校核(1)按强度条件校核 由公式 ][4σπFd ≥ 式中 d---的直径; F---上的作用力;σ---材料许用应力,nb σσ=,σb为材料的抗拉强度,n 为安全系数,一般取4.1≥n 。