六西格玛常用工具及图表
最新六西格玛常用质量工具资料

★ 8P(行政或服务)
▲ Price(价格) ▲ Promotion(晋升) ▲ People(人员) ▲ Processes(过程) ▲ Place/Plant(场所) ▲ Policies(政策) ▲ Procedures(流程) ▲ Product/Service(服务)
6
例1 某车间动员所有人员都参与讨论尺寸不合格的原因,画出
3.将要因进行分类(常用人机料法环的分类方 法),并绘制到鱼骨图当中,箭头由要因指向骨 干,60度斜插于骨干上
导航视窗
点击这里开始演示
1.将要检讨的特性用问题形式表示出来
2.由左至右划上一条较粗的线条作为鱼的骨干, 箭头指向问题
3.将要因进行分类(常用人机料法环的分类方 法),并绘制到鱼骨图当中,箭头由要因指向骨 干,60度斜插于骨干上
文件延迟
废料
机器 延迟
供应商的 过失
工程设计重复
改变 顺序 定单处 缓慢
检查延迟
决策缓慢
质量管理的三个普遍过程
1
质量计划
2
质量控制
3
质量改进
4
1.1 因果图
因果图最早由日本东京大学教授石川馨 (1953)提出,因此,又称石川图(Ishikawa Diagram)和鱼骨图(Fishbone Diagram)。
错
例1
误
范
例
1
导航视窗
1.将数据输入到Excel中,其它项放在最后。并 计算出累计百分比
点击这里开始演示
导航视窗
点击这里开始演示
1.将数据输入到Excel中,其它项放在最后。并 计算出累计百分比
2.在“插入”“图表”中选择“自定义类型”并 从下面找到“双轴线-柱图”,点击“下一步”
10个常用的六西格玛统计工具

10个常用的六西格玛统计工具六西格玛是一种质量改进方法,企业已经使用了几十年- 因为它取得了成果。
六西格玛项目遵循明确定义的一系列步骤,世界各国的每个行业的公司都使用这种方法来解决问题。
但是,六西格玛在很大程度上依赖于统计和数据分析,许多对质量改进不熟悉的人感到受到统计方面的威胁。
你不必被吓倒。
虽然数据分析确实对提高质量至关重要,但六西格玛的大多数分析并不难理解,即使您对统计数据不是很了解。
但使用Minitab熟悉这些工具是一个很好的起点。
本文简要介绍六西格玛中常用的10种统计工具,了解它们的作用以及它们为何如此重要。
编译 | 何茂林发现Minitab、Minitab微课堂原创文章转载请联系客服微信:135****118001帕累托图(Pareto图)帕累托图来源于一种称为帕累托原则的观点,该观点认为大约80%的结果来自20%的原因。
即使在我们的个人生活中,也很容易想到例子。
例如,80%的时间你会穿买的衣服中20%的衣服,或者你在图书馆80%的时间只会听网易云音乐中收集的20%的音乐。
帕累托图可帮助您直观地了解此原则如何应用于您收集的数据。
它是一种特殊类型的条形图,旨在将“少数几个”原因与“琐碎的”原因区分开来,使您能够专注于最重要的问题。
例如,如果每次出现缺陷类型时就收集有关缺陷类型的数据,则帕累托图会显示哪些类型最常见,因此您可以集中精力解决最紧迫的问题。
02直方图直方图是连续数据的图形快照。
直方图使您能够快速识别数据的中心和范围。
它显示了大部分数据落在哪里,以及最小值和最大值。
直方图还显示您的数据是否为钟形,可以帮助您找到可能需要进一步调查的异常数据点。
03Gage R&R准确的测量至关重要。
你想用自己认为不可靠的数据来衡量自己吗?你会继续使用从未显示正确温度的温度计吗?如果您无法准确测量过程,则无法对其进行改进,这时Gage R&R就有了用武之地。
此工具可帮助您确定连续型数值测量(如重量,直径和压力),当同一个人反复测量同一部件时,以及当不同的操作者测量相同部件时是否准确和精确。
18个常用六西格玛统计工具介绍
18个常用六西格玛统计工具介绍六西格玛作为经典的质量管理手段,备受质量人追捧。
以下天行健将整理出18种常用六西格玛统计工具供大家学习:1、帕累托图(Pareto图)帕累托图来源于一种称为帕累托原则的观点,该观点认为大约80%的结果来自20%的原因。
帕累托图可帮助您直观地了解此原则如何应用于您收集的数据。
它是一种特殊类型的条形图,旨在将“少数几个”原因与“琐碎的”原因区分开来,使您能够专注于最重要的问题。
2、直方图直方图是连续数据的图形快照。
直方图使您能够快速识别数据的中心和范围。
它显示了大部分数据落在哪里,以及最小值和最大值。
直方图还显示您的数据是否为钟形,可以帮助您找到可能需要进一步调查的异常数据点。
3、Gage R&R准确的测量至关重要。
如果您无法准确测量过程,则无法对其进行改进,这时Gage R&R就有了用武之地。
4、属性一致性分析另一个确保您可以信任您的数据的工具是属性一致性分析。
Gage R&R评估连续型数据的重复性和再现性,而属性一致性分析评估的是属性数据,例如通过或失败。
此工具显示对这些类别进行评级的人是否与已知标准,与其他评估者以及他们自己一致。
5、过程能力分析几乎每个过程都具有可接受的下限和/或上限。
例如,供应商的零件不能太大或太小,等待时间不能超过可接受的阈值,填充重量需要超过规定的最小值。
能力分析向您展示您的流程与规范的完美程度,并深入了解如何改善不良流程。
经常引用的能力指标包括Cpk,Ppk,Cp,Pp,百万机会缺陷数(DPMO)和西格玛水平(Z值)。
6、检验我们使用t检验来比较样本的平均值与目标值或另一个样本的平均值。
例如,工艺参数调整后,想确定钢筋抗拉强度均值是否比原来的2000要高。
7、方差分析t检验将平均值与目标进行比较,或者将两个平均值相互比较,而ANOVA则可以比较两个以上总体的均值。
例如,ANOVA可以显示3个班次的平均产量是否相等。
您还可以使用ANOVA分析多于1个变量的均值。
六西格玛DMAIC各阶段分析工具及产出详解
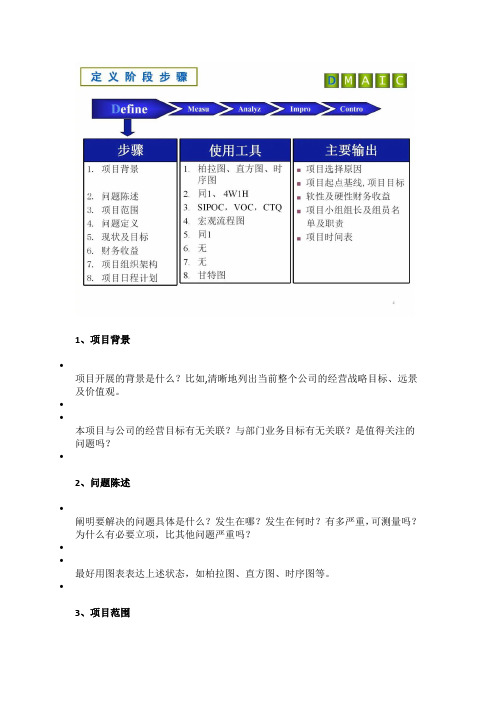
1、项目背景•项目开展的背景是什么?比如,清晰地列出当前整个公司的经营战略目标、远景及价值观。
••本项目与公司的经营目标有无关联?与部门业务目标有无关联?是值得关注的问题吗?•2、问题陈述•阐明要解决的问题具体是什么?发生在哪?发生在何时?有多严重,可测量吗?为什么有必要立项,比其他问题严重吗?••最好用图表表达上述状态,如柏拉图、直方图、时序图等。
•3、项目范围•项目涉及的过程是什么?如列出项目的焦点可能在制程或过程的哪几个步骤或环节?涉及的产品型号是什么?用流程图将其表达出来。
••明确过程的内部与外部客户是什么?顾客认为重要的核心项目是什么?(一切从使客户满意出发,建立过程质量特性),常采用SIPOC、VOC,CTQ’s方法来表达。
•4、问题定义•在项目中要解决的问题是什么?需要给它下一个准确的定义,以免公司成员对它造成误解。
••项目需测定的指标是什么?客户要求或内部规格是什么?(即什么是你要研究的过程质量特性)••过程输出什么是不对的(或缺陷是什么)?对缺陷(不良) 的具体定义。
•5、现状及目标•项目的现状是怎样的?建立基准线,应该收集大于三个月以上的数据才有代表性。
••项目要达成的目标是什么? 比如,通过比较与极限目标(Entitlement)的差距,建立目标为缩短70%差距,接近Entitlement 。
注意Entitlement可以是同行业或同企业的最高水平(Benchmarking),也可以是极限目标(比如零缺陷)。
•6、财务收益•项目实施结果可带来的利益,硬性和软性节约有多少?(通常计算一年的财务效果)••项目测量阶段开始前,应尽可能完成财务效果预估的确认。
•7、项目组织架构•选定项目小组成员,包括倡导者(CHAMPION)、部门长(SUB- CHAMPION)、指导黑带大师MBB或BB是谁,以及项目小组成员。
••明确他们在项目中的职责。
••不同阶段项目小组成员可视实际情况变动。
六西格玛常用7种质量管理工具

已知车削某个外圆尺寸为 mm的零件,为调查其外圆尺 寸的分布情祝,从加工过程中随机抽取100个零件,测得尺
寸 的 值(单位:0.0001mm)如下表所示。
42
43
1.3.6 如何使用直方图
★直方图的常见类型
44
1.3.6 如何使用直方图
★直方图与规格限的比较
45
1.3.7 箱线图
箱线图提供了数据的一种直观表示,可 以同时展示数据的多个数字特征,比如位置 或中心趋势,数据的波动,对称性与离群值 的判定等。此外,平行并排的箱线图,有助 于比较几批数据。
导航视窗
点击这里开始演示
1.将要检讨的特性用问题形式表示出来
2.由左至右划上一条较粗的线条作为鱼的骨干, 箭头指向问题
3.将要因进行分类(常用人机料法环的分类方 法),并绘制到鱼骨图当中,箭头由要因指向骨 干,60度斜插于骨干上
导航视窗
点击这里开始演示
1.将要检讨的特性用问题形式表示出来
2.由左至右划上一条较粗的线条作为鱼的骨干, 箭头指向问题
导航视窗
点击这里开始演示
1.收集数据(数据总数建议大于50个),并标注 出最大值和最小值 2.依据公式,计算出组数和组宽度
3.依据公式,计算出第一组下界与上界
4.依次累加组宽度,即得可得出各组的上下界 5.统计出现在各组内的数据个数 6.点击“插入”选择“柱状图”按提示完成左图 7.双点“柱子”在“选项”中将“分类间距”调 整为“0”,“确定”
2.在“插入”“图表”中选择“自定义类型”并 从下面找到“双轴线-柱图”,点击“下一步”
3.在数据产生区域中,框选不良项目栏、不良 DPPM栏和累计百分比栏,点“确定”
4.双点“柱子”在“选项”中将“分类间距”调 整为“0”,并勾选“依数据点分色”,点”“确 定”
六西格玛设计(DFSS)高效常用的工具
六西格玛设计(DFSS)高效常用的工具六西格玛设计(DFSS)通过一套严谨的产品设计程序和高效的解决设计问题的方法,使产品的固有质量得到大大提高,并能缩短产品的开发周期,降低产品的售后维修率,为企业节约了新产品的开发费用和投入到市场的售后维修费用,具有可观的经济效益。
我们在学习实践六西格玛设计的时候,需要接触到许多的六西格玛设计工具。
下面,为大家介绍六西格玛设计高效常用的工具。
从目前六西格玛在中国的发展来看,六西格玛工具早已褪去了当初的神秘光环,企业对它的期望日趋务实。
随着企业实际运用的加深,很多人意识到传统的培训教材和项目实施模式存在着很多弊病,比如说:1.适合少数行业制造流程的质量改善,不适合很多企业的实际运营特点。
随着六西格玛管理纵向(供应链、研发、财务、人力资源等)和横向(半导体、化工、钢铁、烟草、医药、银行等不同行业)的拓展,传统内容显得越来越难以适应,无法做到“一招鲜吃遍天下”。
2.仅适合培养少数精英式人才,而不便于提高员工的整体素质。
六西格玛强调用数据说话,所以统计工具的培训和应用必不可少。
传统六西格玛培训时间跨度长(黑带培训往往要四个星期),其中很多时间都是在讲授复杂的统计学原理和一些在实际工作中用起来并不方便的统计工具,这很大程度上阻碍了六西格玛帮助企业持续获得成功。
传统的培训模式和六西格玛工具如果不与时俱进,很可能会严重影响六西格玛推广的成效。
众多与会专家建议通过“交互式、可视化”以及“更适合非统计专业工程技术人员”的数据分析方式来帮助企业缩短学习和培训时间,提高六西格玛的效率和效果。
“交互式、可视化”数据分析及“可视化六西格玛”最早由全球领先的六西格玛软件JMP 提出,其实质是在确保数据分析能力和六西格玛工具完备性的前提下,通过交互式图形、动画等可视化手段降低六西格玛人员使用统计方法分析数据的难度,并以一种技术人员分析和解决问题的思路将这些手段和统计功能整合起来,做到能力强大但简单易用。
六西格玛管理测量阶段几种工具
/六西格玛管理测量阶段几种工具1、过程描述工具①复杂性价值流图:过程流图把工作标识为增值或非增值,捕捉时间数据和复杂性数据;②过程周期效率:计算过程中的增值时间与周期总时间的比值;③时间价值分析:绘制时间价值分析图,以可视化的形式,将过程中的增值时间从非增值时间中区分开来。
2、聚焦/排序工具①排列图用柱状条表示问题的每个原因或子问题的影响程度。
把柱状条按降序排列。
通常,大多数问题产生的原因集中在少数原因上,如果排列图是平直型的(即柱状条基本上高度是一致的),这说明过程中可能复杂性比较高了,或者是你观察到的原因不是关键原因。
②失效模式与后果分析(FMEA)用一张表格描述产品、服务或过程的潜在失效模式,从3方面进行度量,每个指标从1一l0:事物失效的可能性(1=不可能,10=几乎肯定);失效的可探测度(1=可能探测到,10=不可能探测到);失效的严重度(1=没有影响,10=影响极大,例如私人受伤或财务损失巨大)。
作为一种服务团队理清思路的工具,FMEA表格越来越受到大家的欢迎。
3、数据收集和数据精确化量具是一种研究和调整测量系统,改善可靠性的方法。
“重复性”是指使用同一个量具或程序,对同一物件获得同一结果。
“再现性”是指不同的人对单个物件进行测量而得到相同的结果。
一直以来,量具都是用来确保制造设备是否运行可靠,操作人员使用这些设备的方式是否一致。
在服务业,比起设备的精确性,是否用同一种方式收集数据显得更为重要。
例如,测量过程周期时间的时候,是否同一时刻“启动秒表”的?团队是否按同一种方式计算缺陷?为了完成一项任务,需要追查一些信息,一会做这项任务,一会做那项任务,有些事情你以前很少涉及,因为看似简便,高效,所以按批量处理工作事件。
这些情况中,当事人都是从做增值工作转向了做非增值工作。
通常这些做法都被视为“理所当然”的,但是实际上这些做法是不增值的,加长了延迟时间,增加了WIP。
4、量化并描述波动控制图:控制图可以按时间顺序排列数据点,通过计算可以描绘出数据自身所表现出来的波动是否超出过程的正常范围(“偶然”和“异常原因”波动),或者描绘出数据是否有异常或明显差异(“特殊原因”或“非随机”波动)。
6sigma常用工具及图表

S
E
DZÔÚ Òª Òò
V
O
C
µ±Ç°¿Ø ÖÆ ·½ ·¨
C
DR E P ÍÆ ¼ö µÄ ´ë Ê©
TN
ʲ ô µ¼ Ö ¹Ø ¼ü Êä Èë ³ö ´í £¿
ÏÖ ´æ µÄ Ô¤·À Òª Òò »ò ʧ°Ü Ä£ ʽ µÄ ¿Ø ÖÆ ·½ ·¨ºÍ ³Ì Ðò £¨¼ì ²é ºÍ ¼ì Ñé £© ÊÇ Ê² ô £¿ Ó¦ ¸Ã °ü À¨SOPºÅ
检验员与标准
100 80
研究日期: 报表人: 产品名称: 其他:
95.0% 置信区间 百分比
60
百分比
40
20
0 Duncan
Hayes
Holmes 检验员
Montgomery
Simpson
评级 的属性一致性分析
每个检验员与标准评估一致性
#检 #相
检验员
验数 符数 百分比 95 % 置信区
间
Duncan
操作员
2 3.1673 1.58363 39.617 0.000
重复性
78 3.1179 0.03997
合计
89 94.6471
量具 R&R
方差分量
来源
方差分量 贡献率
合计量具 R&R 0.09143
7.76
重复性
0.03997
3.39
再现性
0.05146
4.37
操作员 0.05146
4.37
部件间
6Sigma是我们的工作方式
- 15 / 11 -
15
[ Measure ]
Failure Modes,Effects and Criricality Analysis
六西格玛之DMAIC常用工具中英文对照表
--
Audit
审核
--
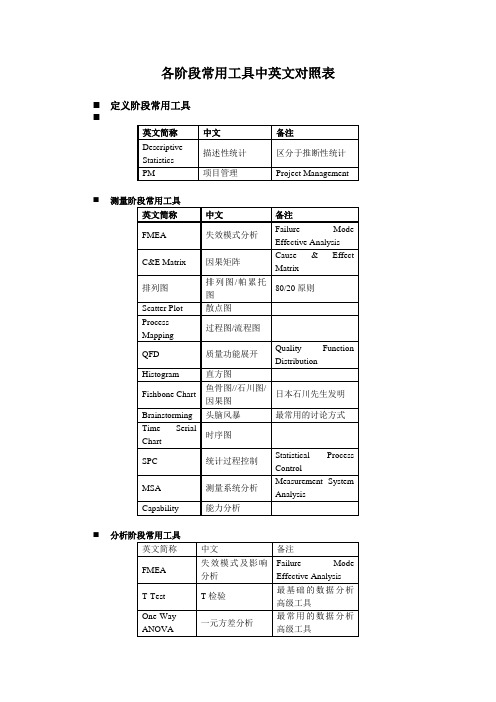
六西格玛各阶段工具使用简表
Define
Measure
Analyze
Improve
Control
Adult Learning Model
Process Mapping
Multi Vari
Variable DOE
ent
Cause & Effect Matrix
卡方检验
分析方法之一(结论常常很奇怪)
Confidence Level
置信水平
显著水平,常用95%
Hypothesis Test
假设检验
零假设、对立假设
Correlation
相关分析
--
改善阶段常用工具
英文简称
中文
备注
DOE
实验设计
Design of Experiment
2kFactorials DOE
Correlation
Fractional DOE
Response Surface DOE
Computer Tools
Fishbone Diagram
Regression
Full and 2k Factorial DOE
Multiple Regression
Descriptive Statistics
2k因子实验设计
DOE常用方法
Full Factorials DOE
全因子实验
DOE常用方法
Variable DOE
变量实验
DOE常用方法
Logistic Regression
逻辑回归分析
分析实验数据
控制阶段常用工具
六西格玛工具一览

亲和图:将大量创意想法根据自然关系分类。
关系图:表示因果关系,帮助你分析复杂情景中不同方面之间的天然联系。 树形图:将比较宽泛的种类逐级细分,帮助你从一般情况到具体情况的逐步思考。 矩阵图:表示2组信息、3组信息、或4组信息之间的关系,并能给出关系信息,如每种因素的力量、每个 个体扮演的角色、或度量的结果。 矩阵数据分析:用来分析矩阵的一种复杂的数学技术,与之相似的优先排列矩阵可被替换使用。优先排 列矩阵是最严格、精确、耗时的决策工具之一。它是一个L形的矩阵,根据一套标准对一列选项进行成对 对比,以此找到最佳选项。
项目计划实施工具 这些工具可以帮助你管理改善项目: 甘特图:一种条形图表示一个项目中的工作任务,每个任务开始的时间、持 续的时间以及完成的状况都能在图中表示出来。 PDCA循环(计划-实践-检查-执行)或PDSA循环(计划-实践-研究-执行):一 个循环模型使用四个步骤来实施变革,达到不断的改善。
六西格玛工具一览表
内容较粗糙,但是必须要了解的。
原因分析工具 当你要发掘某个问题或某种情况的原因时,使用这些原因分析工具: 鱼骨图:分析一种问题或现象的多种可能的原因,并将这些原因分成有 用的几类。 排列图:在一个条线图中表示哪些因素更重要。 散点图:将一系列数字资料表示在坐标图中,一个坐标轴代表一个变量, 通过这个图帮助你发现某种关系。
评估工具和决策工具
当你准备从一组待选项中选择最好的一项时,或当你想要评估完成的 工作时,可以使用评估工具和决策工具。它包括评估项目结果。
决策矩阵:应用预先确定的衡量标准评估一组待选项,并区分优先次 序。 多次投票:将大量的可能性缩小到一个优先选择的范围或一个最终选 择;允许一个选项多次被选,累计排名上升至最高,而不是某一个投 票者的首选使其排名升高。
六西格玛管理中20种常用工具
六西格玛管理中20种常用工具1FMEA和FTA分析故障模式与影响分析(FMEA)和故障树分析(FTA)均是在可靠性工程中已广泛应用的分析技术,国外已将这些技术成功地应用来解决各种质量问题。
在ISO 9004:2000版标准中,已将FMEA和FTA分析作为对设计和开发以及产品和过程的确认和更改进行风险评估的方法。
我国目前基本上仅将FMEA 与FTA技术应用于可靠性设计分析,根据国外文献资料和我国部分企业技术人员的实践,FMEA和FTA可以应用于过程(工艺)分析和质量问题的分析。
质量是一个内涵很广的概念,可靠性是其中一个方面。
通过FMEA和FTA分析,找出了影响产品质量和可靠性的各种潜在的质量问题和故障模式及其原因(包括设计缺陷、工艺问题、环境因素、老化、磨损和加工误差等),经采取设计和工艺的纠正措施,提高了产品的质量和抗各种干扰的能力。
根据文献报道,某世界级的汽车公司大约50%的质量改进是通过FMEA和FTA/ETA来实现的。
2Kano模型日本质量专家Kano把质量依照顾客的感受及满足顾客需求的程度分成三种质量:理所当然质量、期望质量和魅力质量。
A:理所当然质量。
当其特性不充足(不满足顾客需求)时,顾客很不满意;当其特性充足(满足顾客需求)时,无所谓满意不满意,顾客充其量是满意。
B:期望质量也有称为一元质量。
当其特性不充足时,顾客很不满意,充足时,顾客就满意。
越不充足越不满意,越充足越满意。
C:魅力质量。
当其特性不充足时,并且是无关紧要的特性,则顾客无所谓,当其特性充足时,顾客就十分满意。
理所当然的质量是基线质量,是最基本的需求满足。
期望质量是质量的常见形式。
魅力质量是质量的竞争性元素。
通常有以下特点:1、具有全新的功能,以前从未出现过;2 、性能极大提高;3、引进一种以前没有见过甚至没考虑过的新机制,顾客忠诚度得到了极大的提高;4、一种非常新颖的风格。
Kano模型三种质量的划分,为6Sigma改进提高了方向。
六西格玛培训课件愉悦质量管理工具资料
(2)缺陷位置检查表
----主要用于记录、统计、分析不同类型的外观质量缺陷所发生的部
位和密集程度,进而从中找出规律性,为进一步调查和找出解决问题的 办法提供事实依据。
----做法:画出产品示意图或展开图,并规定不同外观质量缺陷的表 示符号。然后逐一检查样本,把发现的缺陷,按规定的符号在同一张示 意图中的相应位置上表示出来。
由上图可以看出,香烟“空松”和“贴口”这两项目质量缺陷 占全体质量缺陷的76.3%,因此这两项应作为“质量改进”的 主要对象。紧紧抓住这个机会,就能取得质量改进的最好效果。
四、因果图
1、概念:
又叫特性要因图,鱼刺图,石川图 (最早是由石川馨提出)。 用于寻找造成质量问题产生的原因, 即分析原因与结果关系的一种方法。
3、应用直方图的步骤
F
做频数表。将各组组界依次列在频数表中, 将观测值分别画线道记入相应各组,统计 频数f.
机翼划伤位置记录表 单位:×车间×工段 操作者:× ×
× ×
×
日期: 年
月
日
×
填号者:×
×
×
× :严重划伤
× :轻划伤 0 :压坑
(3)质量分布检查表
----质量分布检查表是根据以往的资料,将某一质量特性项目的数据分布范 围分成若干区间而制成的表格,用以记录和统计每一质量特性数据落在某一区 间的频数。
4270 4471 4627 4747 4870
69.14 79.84
87.69 91.82 95.02 97.48 100.00
调查者:吴× × 地点:×公司插头焊接小组
_____年____月____日
(1)不合格品项目检查表
成品抽样检验及外观不合格品项目检查表
六西格玛管理工具(QFD,FMEA,SPC,DOE)

六西格玛管理工具(QFD,FMEA,SPC,DOE)六西格玛管理工具(QFD,FMEA,SPC,DOE)详解:(一)质量功能展开质量功能展开(QFD)是将顾客家的需求转换为质量特性,保证顾客的关键需求以及企业的核心技术系统地展开到产品的各项功能部件,过程变量等质量特性,从而实现满足要求的质量。
QFD是一种在设计阶段应用的系统方法,它采用的方法将保证来自顾客或市场的需求精确无误地转移到产品寿命循环到灭个阶段有关技术和措施当中去。
(二)统计制程控制(SPC)统计过程控制或统计制程控制(SPC)是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
当过程仅受随机因素影响时,过程处于统计控制状态(简称受控状态);当过程中存在系统因素的影响时,过程处于统计失控状态(简称失控状态)。
由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。
SPC正是利用过程波动的统计规律性对过程进行分析控制的。
因而,它强调过程在受控和有能力的状态下运行,从而使产品和服务稳定地满足顾客的要求。
(三)故障树分析法故障树分析法,(FTA)是一种系统化的演绎方法,用以找出系统内可能存在的原件失效,环境影响,软件缺陷及人为失误等各种因素与系统之间的逻辑关系,形成故障树,为了简化故障树,达到同样的效果,采取故障表的方式。
(天行健管理咨询公司)(四)故障模式与影响分析故障模式与影响分析(FMEA)是在工程实践中总结出来的以故障模式为基础,以故障影响或者后果为目标的分析技术。
对可靠性管理系统中的关键特性进行分析。
(五)实验设计实验设计(DOE)是一种安排实验和分析数据的梳理统计方法,实验设计主要对实验进行合理安排,以较小的实验规模及实验次数,较短的实验周期和降低的实验成本,获得理想的实验结果以及得出科学的结论。
6SIGMA常用工具课件

5M(适用于制造业) 5P(适用于服务业)
Manpower 人力,
Materials
材料,
Methods
方法,
Machine
机器,
Measurements 测量。
People Provisions Procedures Place Patrons
人员, 供给, 程序, 地点, 客户。
何时使用因果图
3.化胶用自来水
○
○
2.大豆磷脂过期
◎
◎
1.原粉粗糙
◎
◎
原料 设备工装
现象
胶丸 接缝 不严
胶丸 有小 砂眼
双 粒
1.模具磨损严重
◎
◎
2.泵心磨损严重
3.蒸馏水机坏
○
○
○
4.电磁阀坏
○
○
软胶囊压丸质量 T 型矩阵图
丸型 不均 匀 ◎ ◎
Y型矩阵图:适用于三个因素组三个对关系
蜜丸外观质量 Y 型矩阵图
•失效模式的风险评价,应综合考虑:
影响的严重程度(S——Severity) 失效发生的频度(O——Occurrence) 不易探测度(D——Detection)
GJB1391 推荐的 FMEA 表样式
失效模式及影响分析表
初始约定层次
2
约定层次
3
任务 分析人员
正常发射飞行 审核 批准
第1页 共1页 填表日期
几乎肯定
评价准则:由设计控制可探测的可能性
设计控制不能和/或不可能找出潜在的原因/机理及后 续的失效模式,或根本没有设计控制 设计控制只有很极少的机会能找出潜在原因/机理及 后续的失效模式 设计控制只有极少的机会能找出潜在原因/机理及后 续的失效模式 设计控制有很少的机会能找出潜在原因/机理及后续 的失效模式 设计控制有较少的机会能找出潜在原因/机理及后续 的失效模式 设计控制有中等的机会能找出潜在原因/机理及后续 的失效模式 设计控制有中上的机会能找出潜在原因/机理及后续 的失效模式 设计控制有较多的机会能找出潜在原因/机理及后续 的失效模式 设计控制有很多的机会能找出潜在原因/机理及后续 的失效模式 设计控制几乎肯定能够找出潜在原因/机理及后续的 失效模式
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hayes
Holmes 检验员
Montgomery
Simpson
会话框输出如下:
评级 的属性一致性分析 每个检验员与标准评估一致性
#检 #相 检验员 验数 符数 百分比 95 % 置信区间 Duncan 15 8 53.33 (26.59, 78.73) Hayes 15 13 86.67 (59.54, 98.34) Holmes 15 15 100.00 (81.90, 100.00) Montgomery 15 15 100.00 (81.90, 100.00) Simpson 15 14 93.33 (68.05, 99.83)
➢选择 :统计>质量工具>能力分析>正态
规格下限0.50 规格上限 0.60
➢选择对话框
➢点击选项
工程能力分析
[ Measure ]
图形输出如下:
规格下限 规格上限 算术平均 抽样数 群内标准偏差 全体标准偏差
过程数据
LSL
0.5
目标
0.55
USL
0.6
样本均值
0.54646
样本 N
100
标准差(组内) 0.0185477
因果分析图
[ Measure ]
原始数据如下:表面缺陷.MTW
➢选择 :统计>质量工具>因果
选择相应对话框
因果图
测量
材料
人员
微米 显微镜 检查员
凝聚 湿度 % 环境
合金 滑润剂 供应商
刹车 接触 角度 方法
班次 主管人 培训 运算符 表面缺陷
Minit速a度b输出如下表:
车床 位 套接字
机器
Case 3:
百分比
样本极差
变异分量 100
50
% 贡献 % 研究变异
0 量具 R&R
重复
再现性
A 1.0
R 控制图(按 操作员)
B
C
部件间
0.5
0.0
A 2
Xbar 控制图(按 操作员)
B
C
UCL=0.880 _ R=0.342 LCL=0
__U C L = 0 . 3 5 1
0
X =0.001
LCL=-0.348
[ Measure ]
原始数据:汽车工业行动组织量具研究.MTW
共10个部件
(3人对同一部件测量3次)
➢选择 :统计>质量工具>量具研究 >量具R&R 研究(交叉)
MSA
[ Measure ]
➢选择对话框
图形输出如下:
测量 的量具 R&R (方差分析)
量具名称: 研究日期:
报表人: 公差: 其他:
部件 9 88.3619 9.81799 245.614 0.000
操作员 2 3.1673 1.58363 39.617 0.000
重复性 78 3.1179 0.03997
合计 89 94.6471
量具 R&R
方差分量
来源
方差分量 贡献率
合计量具 R&R 0.09143 7.76
重复性 0.03997 3.39
其他
计数
274
59
43
19
10
18
百分比
64.8
13.9
10.2
4.5
Hale Waihona Puke 2.44.3累积 %
64.8
78.7
88.9
93.4
95.7
100.0
Case 1:
汽车工业行动组织量具研究,选择了 10 个代表过程变 异预期范围的部件。3 名操作员以随机顺序测量这 10 个部件,每个部件测量 3 次
MSA
检验员之间评估一致性 #检 #相 验数 符数 百分比 95 % 置信区间 15 6 40.00 (16.34, 67.71)
所有检验员与标准评估一致性 作业者之间判 定结果不一致
#检 #相 验数 符数 百分比 95 % 置信区间
15 6 40.00 (16.34, 67.71)
测量系统只有 40%的可信度
标准差(整体) 0.0193414
直径 的过程能力
LSL
目标
USL 组内 整体
潜在(组内)能力 Cp 0.90 CPL 0.83 CPU 0.96 Cpk 0.83
整体能力 Pp 0.86 PPL 0.80 PPU 0.92 Ppk 0.80 Cpm 0.85
原始数据:散文.MTW
MSA(属性一致性) [ Measure ]
➢选择 :统计>质量工具>属性一致性分析
MSA(属性一致性) [ Measure ]
➢选择对话框
图形输出如下:
评估一致性
检验员与标准
100
研究日期: 报表人: 产品名称: 其他:
80
95.0% 置信区间 百分比
60
百分比
40
20
0 Duncan
柏拉图
[ Define ]
原始数据如下:质量控制示例.MTW
➢选择 :统计>质量工具>Pareto 图
计数 百分比
缺陷数 的 Pareto 图
100 400
300 200
➢点击 :已整理成表100格的缺陷数据
80
60 40
Minitab输出如下表: 20
0
0
缺陷数 丢失的螺丝钉 缺少的线夹 漏油衬垫 有缺陷的外罩 不完整部件
-2
测量 à 部件 2
0
-2
1
2
3
4
5
6
7
8
9 10
部件
测量 à 操作员 2
0 -2
2 0
A
B
操作员
操作员 乘 部件 交互作用
C
操作员 A B C
平均
-2 1 2 3 4 5 6 7 8 9 10
部件
样本均值
Session输出如下:
量具 R&R 研究 - 方差分析法
不包含交互作用的双因子方差分析表
来源 自由度 SS MS F P
再现性 0.22684 1.36103 20.90
操作员 0.22684 1.36103 20.90
部件间
1.04233 6.25396 96.04
合计变异 1.08530 6.51180 100.00
可区分的类别数 = 4
判定:≥5
Case 2:
一家教育考试公司正在为六年级标准化论文式考试的写 作部分培训五名新检验员。现在需要评估检验员对论文 评级时遵守标准的能力。每个评分员以五点尺度 (-2,-1,0,1,2)对 15 篇论文进行了评级。
再现性 0.05146 4.37
操作员 0.05146 4.37
部件间 1.08645 92.24
判定:Gage
合计变异 1.17788 100.00
R&R≤30%
研究变异 %研究变
来源
标准差(SD) (6 * SD) 异 (%SV)
合计量具 R&R 0.30237 1.81423 27.86
重复性 0.19993 1.19960 18.42
一家线缆制造商希望评估线缆的直径是否符合规格。线 缆直径必须为 0.55 + 0.05 cm 才符合工程规格。分析 员评估过程的能力以确保其满足客户的要求,即 Ppk 为 1.33。分析员每小时从生产线中取 5 根连续的线缆 作为一个子组,并记录直径。
原始数据如下:线缆.MTW
工程能力分析
[ Measure ]