全数字张力控制系统的研究
张力控制系统类型与原理

张力控制系统类型与原理1.张力控制系统的类型:(1)张力控制系统可以分为闭环控制和开环控制两类。
闭环控制是通过测量张力信号,并根据信号与给定值之间的差异进行反馈调整,从而实现张力的精确控制。
闭环控制系统可以进一步分为单点调节和多点调节两类。
单点调节是指在整个张力控制系统中,只对一个点进行测量和调节。
多点调节是指对多个点进行张力测量和调节,从而更精确地控制张力的分布。
开环控制是根据张力的经验数值进行控制,缺乏对实际张力的测量和反馈,因此控制精度较低。
(2)在闭环控制中,根据传感器的位置和张力调节位置的不同,可分为两种控制方式:①高速控制方式:传感器安装在张力调节位置之前,这样可以使系统对速度的变化更加敏感,适用于对速度较高的工艺,例如纺织品的绕线操作。
②低速控制方式:传感器安装在张力调节位置之后,这样可以更精确地调节张力,适用于对速度较低的工艺,例如纸张的抄造过程。
2.张力控制系统的原理:(1)传感器测量张力信号:根据不同的控制方式,传感器可以安装在张力调节位置的前后。
传感器通过测量物体所受到的张力大小,将其转换为电信号输出,并传送给控制器。
(2)控制器对信号进行处理:控制器接收传感器输出的电信号,通过放大、滤波等处理,得到一个与实际张力相关的数字信号。
(3)张力调节装置:根据控制器输出的信号,调节张力装置以实现需要的张力。
张力调节装置通常包括电机或气缸等控制元件,并通过调整传送装置的速度或张力装置的力来改变张力。
(4)闭环控制:如果采用闭环控制方式,控制器会将实际测量到的张力信号与设定值进行比较,计算出误差,并根据误差调整控制信号,以实现张力的精确控制。
闭环控制系统通常具有较高的控制精度,能够适应不同工艺的要求。
总结:张力控制系统通过传感器对物体的张力进行测量,并根据测量结果调整张力装置,以实现张力的控制。
控制系统可以分为闭环控制和开环控制两类,闭环控制通常具有较高的控制精度,能够适应不同工艺的要求。
信息工程专业学生的实习报告范文(通用5篇)
信息工程专业学生的实习报告信息工程专业学生的实习报告范文(通用5篇)紧张而又充实的实习生活结束了,相信你一定有很多值得分享的收获,在实习报告中记录下这来之不易的成果吧。
但是相信很多人都是毫无头绪的状态吧,下面是小编帮大家整理的信息工程专业学生的实习报告范文(通用5篇),希望对大家有所帮助。
信息工程专业学生的实习报告1一、认识毕业实习的目的:认识实习是电子信息专业十分重要的必修实践环节。
通过认识实习增强学生对电子技术专业的感性认识,了解电子信息技术在不同行业的应用。
引导学生理论联系实际,形成学以致用的工程观念。
树立正确的劳动观念,增强社会责任感。
为进一步学习专业课打下基础。
二、认识实习的任务及要求:1、通过实习,了解社会技术需求,培养自己的社会责任感,明确专业思想,理解电子信息工程专业的重要性,了解在在社会中的应用情况,了解其地位、作用及技术发展趋势。
为今后进一步学习专业课打下基础。
2、了解电子信息工程及其各专业分支,如电子电路设计、信息工程、通信系统、电子仪器仪表,软件开发等的行业知识,系统流程、制造过程,加深对电子信息工程系统应用的理性认识。
3、参观实习期间遵守实习纪律,要做好记录,并填写在实习日志当中,结束后提供不少于20xx字的实习报告。
三、认识实习计划安排1、时间:6月13日地点:建院综合楼104教室项目:观看电工技能录像。
2、时间:6月14日地点:张家口广播电视局项目:参观电视机收音机信号接收及传输设备。
3、时间:6月15日地点:张家口电信营业厅项目:参观电信设备。
4、时间:6月16日地点:河北北方学院科技楼网络室项目:参观北方学院网络设备及拓扑结构。
四、认识实习的内容总结在进行认识实习之前,老师先组织我们观看了实习录像,包括三相异步电动机的拆装、常见电动机与变压器的维修、机床电气线路的维修及电工基本操作等内容,使我们对于电子、电工及原件、工具和操作都有了比较基础和清楚地认识。
我认真仔细的观看了录像并认真记录了笔记,通过观看录像,我将学到的许多知识与录像中的内容相结合,不仅加深了对知识理论的理解,更近一步认识到了课本理论知识与实践动手操作之间的差距,知道了操作方法及注意事项,完成了知识与实践的系统转变,使我受益颇深。
本科毕业设计PLC张力控制系统的设计5
绪论随着科学技术的不断进展,工业生产的自动化程度不断地提高,微处置器、运算机和数字通信技术的应用愈来愈普遍。
工业自动化的主要支柱之一——PLC 在工业生产上具有普遍的应用,如造纸业、纺织业、橡皮业、薄膜加工业等等。
而PLC张力控制在上述工业中具有关键的作用。
在一般的造纸厂、印刷厂、纺织漂染厂、食物厂等,当处置一些如纸张、薄片、丝、布等长尺寸材料或产品时,都会用上卷壳及滚筒组成的加工生产线,因此,放料作业的张力控制,便成为通用的基础技术。
张力控制的作用就是在料膜动态处置进程中,维持恒定的张力,抑制外来干扰引发的张力抖动。
以料膜为例,在放卷,收卷和供料进程中,料膜上要维持必然的张力(或称之为拉伸力),过大的张力会致使料膜变形乃至短裂,而过小的张力又会使料膜松弛,致使褶皱,或处置尺寸不准等弊病。
如此就要求在料膜的处置进程,要维持恒定的张力。
张力控制的作用就是在料膜动态处置进程中,维持恒定的张力,抑制外来干扰引发的张力抖动。
本设计利用了伺服电机,三菱变频器、普通电机、西门子可编程控制器(PLC)、角度传感器。
项目中对两部份张力控制所选用的电机不同,是因为考虑到了生产本钱的因素。
在卷膜传送部份,需要的控制要求高,因此选用在性能好但价钱高的伺服电机,而在卷纸回收部份,需要的控制要求比较低,因此选用了廉价但能知足生产要求的普通电机。
设计中的张力控制系统,在利用传感器上选择了角度传感器。
通过对传送卷膜、卷纸的可动辊与水平面的夹角的测量,来判断张力大小是不是发生转变。
把检测出转角的模拟量送入控制器——PLC中进行控制。
第一章:张力控制系统的初步熟悉张力控制系统概述1.1.1 张力控制在一般的造纸厂、印刷厂、纺织漂染厂、食物厂等当处置一些如塑料膜卷、纸张、薄片、丝、布长尺寸材料或产品时,都会用上卷壳及滚筒组成的加工生产线,因此,放料作业的张力控制,便成为通用的基础技术。
以料膜为例,在放卷,收卷和供料进程中,料膜上要维持必然的张力(或称之为拉伸力),过大的张力会致使料膜变形乃至短裂,而过小的张力又会使料膜松弛,致使褶皱,或处置尺寸不准等弊病。
楚鹰科技张力控制器ST6400说明书
1第一章 产品概述……………………………………………………1.1 概述…………………………………………………………1.2 功能特点…………………………………………………… 1.3 面板图及按键操作说明……………………………………第二章 控制器的安装与端子排的连线……………………………2.1 控制器的外形尺寸…………………………………………2.2 控制器的安装………………………………………………2.3 端子排的电气连接………………………………………………2.3.1 连接注意事项………………………………………2.3.2 端子排电气连接图………………………………………2.3.3 连接端子说明………………………………………第三章 菜单操作……………………………………………………3.1 画面与菜单结构……………………………………………3.2 主要画面介绍………………………………………3.3 参数画面………………………………………3.4 参数说明……………………………………………………第四章 传感器的安装与注意事项…………………………………4.1 张力传感器的作用…………………………………………4.2 张力传感器的安装…………………………………………4.3 张力传感器安装、使用的注意事项………………………4.4 接近开关的作用……………………………………………4.5 接近开关的选择……………………………………………4.6 接近开关的安装……………………………………………4.7 接近开关安装、使用的注意事项…………………………第五章 张力控制器的操作使用……………………………………5.1 控制器使用及调机的原则与步骤…………………5.2 信号量程范围的选择……………………………………5.3 初始类参数的设置………………………………5.4 去皮调零与定标……………………………………………5.4.1 去皮调零………………………………………………5.4.2 张力定标……………………………………………5.5 调试运行…………………………………………5.5.1 手动控制张力………………………………………5.5.2 自动控制张力………………………………………5.5.3 控制器的启动与停机………………………………………5.5.4 PID调节参数的设置………………………………………5.5.6 双轴切换及预加速………………………………………5.5.7 加速/减速控制………………………………………第六章 其它功能…………………………………………6.1 语言选择…………………………………………6.2 零张力报警…………………………………6.3 键锁功能………………………………………6.4 参数备份………………………………………6.5 恢复出厂值………………………………………6.6 错误提示………………………………………5.6.3 双轴切换及切换前的预加速………………………5.6.4 锥度张力控制………………………………………第七章 故障排除及维护……………………………………………目 录3第一章产品概述1.1 概述ST-6400型张力控制器是一种全数字式、自动控制卷材张力的高精度仪器,它采用图形液晶显示器及LED双重显示,界面友好,式样新颖。
TC-02A张力说明书.pdf

2.2 安装
TC-02A张力控制器可采用水平安装、立面安装或屏式开孔安装方式:
123
自动运行 设定值 10 .0Kg 实际值 10 .0Kg 输出值 50 .0%
168
4-M4*12
安装螺钉
256 水平安装
172.5 立面安装
2~4mm 140
屏式开孔安装
4-M4 244+-0.5
进入零张力标定界面。
小提示:如果传感器发生了零点飘移(即无张力时,测量张力不为0),则应进行零张力标定,此时可进入818菜 单 选 择 “ 零 张 力 标 定 ” 或 在 主 界 面 长 按[ E s c键] 3秒 , 快 速 进 入 零 张 力 标 定 界 面 。
2. 自动/手动切换键及指示灯 按此键可实现自动控制模式和手动控制模式的双向无扰切换。
数值设定旋钮
Set:确认键 Esc:取消键
▲+ :递增键/菜单向上键 ▼- :递减键/菜单向下键
OUTA:A轴输出指示灯 OUTB:B轴输出指示灯 ALM: 张力报警指示灯 COM: 通讯指示灯
1. Set/Esc 键: 用这两个键可以进行各种菜单的选择或设定的确认。 [Set键]: 进入下级菜单或确认执行。 [Esc键]: 返回上级菜单或确认返回。在主界面(即"手动控制"或"自动控制"画面),长按住3秒,可快速
TC-02A接收到上位机发送的有效命令,应答回送数据时COM灯点亮。
4
TENSION CONTROLLER TC-02A
第二章 安装与电气连接
2 实际值 10 .0Kg 输出值 50 .0%
154
60 147
228 245
单位:mm
浅谈卷取设备中张力控制系统发展现状

浅谈卷取设备中张力控制系统发展现状摘要:张力控制是纺织,造纸等行业应用最为广泛的一项技术,它实现的好坏直接关系到产品的生产效率的高低和质量的优劣。
本文对张力控制领域的间接法、直接法张力控制原理进行介绍,并梳理恒张力控制系统的国内外发展现状,为进一步研究提供了相关参考资料。
关键词:卷曲设备;张力控制;专利分析;技术发展一、引言张力控制,比较通俗的讲,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
早期的工业应用中,张力控制并未引起人们足够的重视。
直到人们对卷取材料的质量和表面质量提出越来越严格要求的时候,张力控制技术才逐渐被各国电气工程师重视起来,特别是张力应用最广泛的纤维、造纸、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。
二、张力控制系统的概念以及基本原理在纺织、造纸等轻工业行业中,在加工过程中或者是加工完成之后,最后的一道工序一般就是将加工物卷绕成筒状。
在这一过程中,卷绕的好坏将是决定产品质量的关键,卷的太紧,容易使织物变形,拉断,卷的太松又容易使卷取不紧凑,不利于搬运和运输,因而为了达到使卷绕紧凑,保证产品的质量,都要求在卷绕过程中,在织物上建立一定的张力,并保持张力为一恒定值,能够实现这一功能的系统,就叫做张力控制系统。
目前应用的张力控制系统,根据其测量控制的原理结构,主要有以下三种:1.间接法张力控制系统2.直接法张力控制系统3.兼有间接法和直接法的复合张力控制系统2.1间接法张力控制原理间接法张力控制,也就是通过调节驱动力的及时大小来实现张紧力的调节。
比较通俗的讲,是一个开环扰动的控制系统,即按照现场张力与实际设定值之间的偏差来进行调节,通过间接地改变张力执行部件的激励电流、磁场等电气参数来动态补偿现场的干扰量。
电动机通过减速机构输出控制收卷轴的卷取速度:卷取速度快,相应地张力就大,卷取速度慢,张力显示就小。
因而只要借助于一定的检测设备,检测出现场的扭转角速度或者是卷径,在保证电机激励磁通不变的情况下,动态修正激励电流即可以实现在卷径和速度变化情况下现场张力的恒定。
单片机张力检测控制系统本科 毕业设计
毕业设计(论文) 论文题目单片机张力检测控制系统
摘要
随着科技的发展,单片机在一些自动控制的生产系统中得到充分的应用,本课题主要 研究对象是车牌膜卷冲压的张力控制,通过我们苦苦的研究,终于找到一种比较好的解决 方法:通过传感器检测膜卷带转动的角度转化为电流信号 I(in),将 4~20mA 电流信号 I(in) 转换为 A/D 转换器能接收的电压信号 U(in);A/D 转换器将模拟电压信号 U(in)转化为 单片机处理器可以读写的数字信号 D0-D7,将此数字信号与给定线速度电流数字信号送给 单片机处理器,用预先汇编好 PID 算法程序进行处理,PID 算法是能自我调节增量式的自 动控制系统,以及用 8155 扩展输入输出口芯片进行扩展成一个输入口一个输出口,两个 IO 口都是用 2501 隔离芯片进行各种输出输入信号的光电隔离。然后将得出的增量式的数 字信号传送给 D/A 转换器,通过转换得到需要的电流信号,将电流信号通过放大器等模拟 芯片转换成电压信号,再将此电压信号用 XR101 转换成 4~20mA 的电流信号。将此模 拟电流信号驱动伺服电机控制器,再驱动伺服电机,使膜卷带保持恒定的线速度。 关键词:单片机;PID 控制
simatic 卷绕和张力控制讲解
Simatic卷绕和张力控制是一种先进的自动化控制技术,广泛应用于纺织、印刷、包装等领域。
它通过精确的控制系统,可以实现对卷绕过程中的张力、速度和卷绕密度进行精准调控,从而确保产品质量和生产效率。
本文将从以下几个方面对Simatic卷绕和张力控制进行详细讲解:一、Simatic卷绕和张力控制的基本原理1. 张力控制的概念和作用2. Simatic控制系统的结构和工作原理3. 卷绕系统中的传感器和执行器二、Simatic卷绕和张力控制的应用领域及优势1. 在纺织行业的应用案例2. 在印刷行业的应用案例3. 在包装行业的应用案例4. Simatic控制系统相比传统控制系统的优势三、Simatic卷绕和张力控制的技术特点和创新1. 控制精度和灵活性2. 实时监测和报警功能3. 与其他自动化系统的整合四、Simatic卷绕和张力控制的发展趋势1. 智能化技术的应用2. 数据化管理和远程监控3. 绿色环保的设计理念通过对以上内容的深入讲解,读者将能够全面了解Simatic卷绕和张力控制技术的原理、应用和发展趋势,进而为相关行业的生产和管理提供参考和指导。
本文也将分析Simatic卷绕和张力控制技术在工业生产中的重要性,并展望其未来发展的前景和挑战。
一、Simatic卷绕和张力控制的基本原理1. 张力控制的概念和作用在卷绕过程中,张力控制是非常重要的一环。
张力控制的主要作用是保证卷绕过程中产生的卷曲产品具有一定的紧密度和外观效果,避免卷绕过程中过紧或过松而导致的产品质量问题。
良好的张力控制也有助于提高生产效率和节约原材料。
2. Simatic控制系统的结构和工作原理Simatic控制系统是由西门子公司开发的一种先进的工业自动化控制系统,其核心部分是PLC(可编程逻辑控制器)。
PLC是一种可编程的数字计算机,通常用于工业生产线上的控制系统,能够实现对生产过程的数据采集、逻辑控制和运动控制等功能。
在Simatic卷绕和张力控制系统中,PLC可以通过与传感器、执行器和人机界面等设备的连接,实现对张力、速度、卷绕密度等关键参数的实时监测和精准控制。
带钢生产过程中张力问题研究和对策

钢板轧制过程中张力控制的分析和对策张守兴<海口经济学院信息工程学院海南海口 571127〕摘要:本文介绍了武钢集团海南有限责任公司单机架四辊可逆式轧机机组张力控制系统的应用研究,通过精准调整相关参数,提高轧机张力控制精度,解决了轧制和平整极薄带钢过程中出现的带钢鼓包和拉皱现象。
关键词:冷轧;张力控制;精度The Analysis and countermeasuresOf Tension Control In TheSteel MiLL's ProcessZHANG SHOU XING<Haikou College of Economics,The Institute of Information Engineering,Haikou,Hainan 571127〕Abstract:This paper introduces the hainan wisco group limited liability company leveling unit motor applied research, through the motor related parameter calculation and replace domestic motor, solve the stability of motor, make the unit production get more powerful guarantee.Key word:cold mill;tension controls;accuracy一概述武钢集团海南有限责任公司目前逐步形成了国内精密极薄带钢的生产基地,公司冷轧机组为单机架四辊可逆式轧机,完成带钢的冷轧轧制和平整两道工序,机组由美国综合工业I2S公司设计制造,主要设备全部从美国引进,具有90年代国际先进水平。
该轧机设计年产量10万吨,产品的厚度范围是0.2mm-2.0mm。
TC9000-LC2全自动张力控制器 说明书

()请务必在使用之前阅读5在打开控制器准备安装和接线之前要断开控制器电源至少要分钟。
正确的配置和安装是控制器正常运行的前提。
对以下几点要特别注意:●容许保护等级:保护接地,只有正确连接保护接地,才能减少外界电磁干扰。
●安装工作必须在无电状态下进行。
●与电网断开后,要等电容放电完毕,才可进行操作。
●不要让任何异物进入控制器内。
●在使用前,要除去所有覆盖物,以防止装置过热。
●切勿在易燃易爆等危险环境中使用。
●请勿将该产品安装在高温、潮湿等恶劣环境下。
●请勿将产品直接安装在易受震动冲击的环境中。
T C 9000系列张力控制器是一种高精度数字式可以自动控制卷材张力的自动控制仪器,它可以控制材料的放卷、送料、牵引及收卷张力。
第一章产品概述1.1概述D/A0.1%/●采用高精度转换器,输出精度可达,张力控制更精确。
●可以直接驱动磁粉(电磁)离合器制动器,也可控制变频、伺服等。
●可以接收单路或双路传感器输入信号,自动标定。
●金属外壳,坚固美观,更具有很强的防电磁干扰功能。
●插拔端子,接线安装方便。
自动调零,●可以双路输出控制。
人性化界面设计,操作十分方便。
●多行液晶显示,中英文菜单,编程简单,方便明了。
●内有密码功能,可以避免误操作改变设定参数。
●带有储存盒,可以将各种参数进行备份。
进行●1.2功能及特点磁粉制动器(放卷)1.编程键2.LCD递增键递减键11.自动控制模式下图为张力控制器面板TC9000-LC213.数值设定刻度盘[1]编程键:用这两个键可以进行各种菜单的选择或设定的确认。
返回键:按下此键可以返回到上一级菜单或返回到运行画面。
控制键确认键:进入编程菜单或确认设定参数。
手动控制模式键按下此键,控制器面板上手动指示灯()亮,控制器进入手动控制模式。
此时不受内部设定参数控制,按键键直接改变输出值。
自动控制模式键按下此键,控制器进入自动控制模式,此时面板上自动控制指示灯()亮,控制器处于自动运行状态,输出值受内部设定参数及、、控制。
PLC在恒张力控制系统中的应用
霍 传 器2 _ 下 尔 感 _松 L-
按钮 1 h
F 0C 2 P 3 P【 C
由于系统采用抗 干扰功 能强 ,响应速度快的 P C L 控制装置,信号 的采样采用全数字装置 , 而根除了由 从
按 L- 钮2 _ —
j
于设备传动 ,配合公差 ,振荡所产生的干扰因素 ,克服
维普资讯
第 5卷 第 2期
2 o 年 6 月 07
顺 德 职 业 技 术 学 院 学 报 J u n l f S u d oye h i o r a h n e P ltc n c o
Vo . NO 2 15 .
Jl 2 0 ui e 07
作者简介: 王鸿博 (9 3), 17 一 男,陕西华 阴人,讲师 ,硕士 ,研究方 向:机电控制。
维普资讯
第 2期
王 鸿博 :PL C在 恒 张力 控制 系统 中的应 用
化的信号【 l J 。张力信号检测及控制算法均 由P C完成。 L
()执 行 装 置 :直 流 2 2 4V,电 流 0 3A的 电磁 粉 ~ 末 制 动 器 ,形 成 阻 力 矩 用 于 形 成 张 力 。 电磁 粉 制 动 器 是 一 种性 能 优 越 的 自动 控 制 元 件 ,它 以磁 粉 为 工 作 介
在 图 3中 ,
为 过轮 半 径 , 。 放 卷 轴 半 径 ,见 为
为放 卷 的带 材半 径 , 为 带运 行 的线 速 度 。根据 电磁粉 末 制 动器 工 作原 理 可知 ,磁 粉 制 动器 产生 的制 动力 矩是
与励 磁 电流 的大小 成 正 比的 ,即 :
=
质 ,以激磁 电流为控制 手段 ,达到控制制 动或传递转
KTC828全自动张力控制器

9. ALM : 张力报警指示灯 该指示灯为红色,在张力系统运行过程中,当张力小于张力报警值[04]AL1时,ZT继电器动作,产生报警信号。
在系统启动/停止、轴切过程中,零张力报警器不报警。 10. COM : 通讯指示灯
该指示灯为红色,KTC828接收到上位机发送的有效命令,应答回送数据时COM灯点亮。
第五章 其它功能 .......................................... 23 5.1 语言选择 ........................................... 23 5.2 参数备份 ........................................... 23 5.3 恢复出厂值 ......................................... 23
第三章 菜单操作 .......................................... 8 3.1 画面与菜单结构 ..................................... 8 3.2 主要画面介绍 ....................................... 9 3.3 参数说明 .......................................... 10
4. LED 显示切换键及指示灯 按此键可使LED显示窗分别显示张力测量值(kg/N指示灯点亮),输出功率(%指示灯点亮),卷径大小(mm指示
灯点亮)。
3
TENSION CONTROLLER KTC828
5. 键锁定键 当控制器处于"自动控制"或"手动控制"显示界面时,此键用于锁定(防止误操作)或解锁,键锁定后将使递增键
张力控制系统
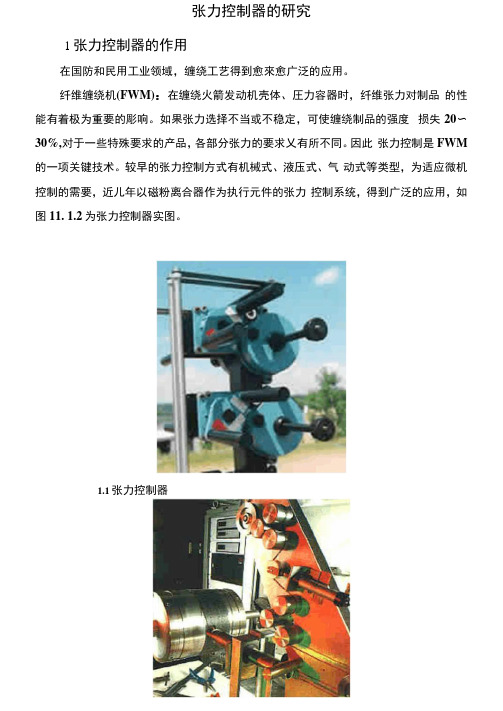
张力控制器的研究1张力控制器的作用在国防和民用工业领域,缠绕工艺得到愈來愈广泛的应用。
纤维缠绕机(FWM):在缠绕火箭发动机壳体、圧力容器时,纤维张力对制品的性能有着极为重要的彫响。
如果张力选择不当或不稳定,可使缠绕制品的强度损失20〜30%,对于一些特殊要求的产品,各部分张力的要求乂有所不同。
因此张力控制是FWM 的一项关键技术。
较早的张力控制方式有机械式、液压式、气动式等类型,为适应微机控制的需要,近儿年以磁粉离合器作为执行元件的张力控制系统,得到广泛的应用,如图11. 1.2为张力控制器实图。
1.1张力控制器1.2张力控制器1.1张力的产生在复合材料成型工艺中,为了得到满足成型工艺要求的张力,必须有摩擦力或阻力施加于缠绕材料上,摩擦或阻力的产生分为两种情况,一种情况是在缠绕过程中,在缠绕材料表面设置摩擦带或皮带,由于芯模的旋转收线,摩擦辘或皮带与缠绕材料之间必然产生摩擦力,摩擦馄与芯模之间的缠绕材料形成张力。
在这种情况中,缠绕材料张力不随卷轮或纱团半径变化而变化,整个系统结构比较简单。
但由丁摩擦银对缠绕材料表面有正压力和摩擦力,因而对有些材料不适用。
另一种张力产生办法是对开卷辗施加阻力矩,即开卷規放线时,在卷辗中心轴上设置可产生阻力的装置。
在这种类型中,如阻力矩保持不变,缠绕材料张力就会随卷報半径变化而变化,这种现象使张力变得更为复杂,但这种方式使用较为广泛,数控纤维缠绕机的张力控制系统大多采用这种方式。
1.2张力控制方法的选择张力的控制方法按照不同的工艺要求,可以分为间接张力控制和直接张力控制两种。
间接张力控制是通过控制维持张力恒定的传动系统的电参数(往往是速度调节器的输出限幅)实现张力控制,一般采用最大力矩控制或恒功率控制等方式,适用于一般要求不高的场合,可简单实现一般张力控制要求。
克接张力控制系统采用张力传感器并构成张力闭环调节,视传感器结构不同, 可分为位置式张力控制和反馈式张力控制。
ALTEC TC808张力控制器 说明书

ALTECTENSION CONTROLLERTC808INSTRUCTION MANUALTC808张力控制器使用说明书1.概述.................................................................................012.功能特点................................................................................................013.型号定义................................................................................................024.仪器安装及外形尺寸..............................................................................025.电气连接................................................................................................03 5.1 接线注意..........................................................................................03 5.2 接线图.............................................................................................04 5.3 接线端子说明....................................................................................056.面板介绍................................................................................................067.面板显示及操作....................................................................................06 7.1 面板显示及操作..............................................................................06 7.2 参数显示及修改..............................................................................07 7.3 软件组态(功能参数代码及含义)...................................................088.张力系统的操作....................................................................................09 8.1 张力系统的启动/停止控制............................................................09 8.2 预张力的选择.................................................................................09 8.3 运行系统的加速/减速控制............................................................10 8.4 运行系统的点动控制.....................................................................10 8.5 轴切换控制功能..............................................................................119.张力标定................................................................................................1210.卷径张力控制的使用...........................................................................1411.张力锥度控制的使用...........................................................................1512.卷径-输出曲线程序控制的使用............................................................1613.串行数字通讯 (18)…………………目 录1.概述张力控制是任何以卷材为原料的机器上最重要的控制系统。
一种卷取机张力控制新方法

一种卷取机张力控制新方法唐炜;赵勇【摘要】对传统轧机卷取机张力控制方法进行完善,从而提高张力控制的响应速度、控制精度和稳定性,保证轧制产品质量.【期刊名称】《云南冶金》【年(卷),期】2014(043)001【总页数】3页(P97-99)【关键词】卷取机;张力控制;新方法【作者】唐炜;赵勇【作者单位】云南冶金昆明重工有限公司,云南昆明650203;云南浩鑫铝箔有限公司,云南昆明650216【正文语种】中文【中图分类】TG333.2+4在带材轧制过程之中,开卷、卷取张力的控制是必不可少的。
轧制过程中的张力恒定,对带材最终的精度有很大影响,因此保持轧制过程中张力的稳定是控制系统首先要解决的问题。
张力的控制目前一般分成两种方式:一为间接张力控制,根据卷径、张力给定要求值和电机励磁强度等因素,计算电机所需电流;二为直接张力控制,通过检测张力实际值修正电机电流,从而使张力保持恒定。
两种方式各有利弊:间接张力方式响应可以做得比较快,电机稳定性好,但由于卷径、励磁强度等数据与实际存在偏差,张力可能并不恒定;直接张力方式,控制方式简单,精度高,但响应较慢,容易引起电机不稳定,造成带材忽松忽紧。
针对上述情况,我们的张力控制方式采取了复合张力控制方式,先通过间接张力方式确定一个电机电流的初步给定,并建立张力,等张力趋于稳定的时候,将张力反馈信号投入控制系统进行闭环,由于此时张力信号的偏差已经比较小,张力闭环调整的响应可以做得很快,这样在保证快速响应的同时,又实现张力恒定的要求。
1 间接控制张力的基本原理卷取机传动示意图如图1所示。
图1 卷取机传动机构示意图Fig.1 Schematic diagram for the transmission mechanism of coiler电动机的转矩为:在恒速卷取时Md=0,考虑空载转矩较小,并忽略不计,于是张力为:由公式 (2)可知,要维持张力T的恒定有两种方法:一是维持Ia=常数和Φ/D=常数;二是使Ia正比于Φ/D而变化。
五轴联动数控纤维缠绕机及其张力系统的设计
五轴联动数控纤维缠绕机及其张力系统的设计随着材料科学的不断发展和技术的进步,纤维复合材料在航空、汽车、船舶等众多领域得到了广泛应用,然而纤维复合材料的制备过程不仅需要高质量的纤维材料,更需要高精度的制备设备。
而五轴联动数控纤维缠绕机作为一种高精度的纤维制备设备,已经成为了复合材料行业中一种不可或缺的设备。
五轴联动数控纤维缠绕机是一种可以实现纤维在三维空间内自由移动的设备,对于形状复杂的复合材料制备,它可以通过精准的控制来实现高质量的制备。
其中五轴联动技术是保证纤维在三维空间内自由移动的关键技术,而数控技术则是保证纤维缠绕的精度和工艺稳定性的关键技术。
对于五轴联动数控纤维缠绕机的设计,其关键在于张力系统的设计。
张力系统是保证纤维顺滑地缠绕在工件上的关键系统,其稳定性和精度直接影响到整个纤维缠绕过程的质量。
因此,张力系统的设计应该按照以下几个方面来考虑:首先,需要根据工作需求合理选用张力传感器。
不同的纤维材料对张力传感器的要求不同,一些高强度的纤维材料需要使用极高精度的张力传感器。
同时,为了能够准确传感到纤维的张力,张力传感器应该与纤维缠绕头固定在同一直线上。
其次,针对不同的纤维材料和缠绕表面,需要根据张力大小和缠绕速度进行调节。
在缠绕过程中,由于纤维材料和工件表面的不同,张力大小和缠绕速度都需要进行适当的调节。
而且在整个缠绕过程中,张力系统需要及时检测和校正,才能保证纤维缠绕的质量和稳定性。
最后,需要通过完善的控制算法来实现对张力系统的精确控制。
控制算法直接影响到缠绕质量的稳定性和缠绕速度的快慢,因此需要进行深入的研究和开发,才能实现缠绕过程中张力系统的精密控制。
综上所述,五轴联动数控纤维缠绕机的设计离不开对张力系统的精确控制。
只有通过不断的研究和改进,才能实现更加高效和稳定的纤维缠绕过程,为复合材料制备提供更好的技术支持。
对于五轴联动数控纤维缠绕机和其张力系统,相关数据包括但不限于:缠绕速度、张力大小、张力传感器精度等。
张力控制PID参数的经验设置
张力控制PID参数的经验设置我在手册上查到的,并已实际的测试过,方便且比较准确应用于传统的PID1。
首先将I,D设置为0,即只用纯比例控制,最好是有曲线图,调整P值在控制范围内成监界振荡状态。
记录下临界振荡的同期Ts2。
将Kp值=纯比例时的P值3。
如果控制精度=1.05%,则设置Ti=0.49Ts ; Td=0.14Ts ;T=0.014控制精度=1.2%,则设置Ti=0.47Ts ; Td=0.16Ts ;T=0.043控制精度=1.5%,则设置Ti=0.43Ts ; Td=0.20Ts ;T=0.09朋友,你试一下,应该不错,而且调试时间大大缩短******************************************************************************************** 效果不理想,平常手动时在+/-200牛顿左右波动(LoadCell式张力传感器);自动时最好也就+/-80N吧(注意:6%了!感觉有震荡嫌疑了)。
没有趋势图,波动周期没测过。
简单介绍一下这里的张力控制:loadcell测张力(单位n,范围0~2400n);通过调速调节张力;速度主给定为前级车速(前级车速由模拟量传送到PLC,PLC进行速比运算后模拟量输出到驱动主给定),张力PID输出做为车速的辅助给定(主给定+/-5%);OB13调用PID 功能块;5次平均法滤波(会导致一定的滞后,但可disable)。
我做过:张力传感器校验,通过,入PLC信号屏蔽良好,校验时波动非常小;各模拟量屏蔽,屏蔽线单端接地;强制输出模拟量到驱动主给定,手动模式下调试驱动装置,速度较稳定(直流模拟装置,150mpm给定下速度波动+/-0.4mpm,最大车速375mpm);前级车速控制回路参数整定(数字回路,车速稳定);disable 张力传感器滤波,效果与有滤波无明显不同,最终还是加了滤波;PI参数整定,比例参数由原来的6.00一直降到2.45效果稍好,但不明显,比例加大后超调太多;上帝呀,老天爷呀,真主呀,佛祖呀,土地呀我都求过了。
张力系统最全
2015-1-7
北京首钢自动化信息技术有限公司京唐运行事业部
德布兰特张力计
一冷镀锌 2012年6月19日
1. 带钢张力的作用 2. 张力计测量张力的原理
3. 接线方法 4. 通电运行 5. 切换显示信息
6. 参数设置菜单 7. 基本调整 8. 数据传输
京唐运行事业部
1 带钢张力的作用
近年来,国内的热镀锌生产发展很快,热镀锌生产工 艺水平有了很大的提高。国内生产的镀锌产品满足汽车、 家电等用户的需要,部分产品已打入欧美市场;机组的 速度有了很大的提高,如首钢已建成的一冷镀锌生产线, 工艺段速度可达160~180m/min。 采用张力控制防止带钢堆拉现象发生,同时,张力在 生产过程中也发挥着十分重要的作用,主要表现在以下 几个方面 1.1 防止带钢跑偏 在实际生产过程中,由于各种因素的影响,带钢在运 行过程中容易发生跑偏,而且会随着运行而越来越严重。 为了防止跑偏,可以采用纠偏辊或八字辊,但这两种方 法都有一定的时滞,有一定的局限性。而适当调节张力 值,维持张力稳定,带钢可以在一定的张力作用下平稳 的运行,张力反映迅速,无时滞,所以是防止带钢跑偏 的有效方法。
京唐运行事业部
6.2.7. 设置测压头信号灵敏度
按回车键(↵)设置张力计压头的信号灵敏度:
可以选择如下类别的信号灵敏度: 0.25mV/V, 0.5mV/V, 1.0 mV/V,2.0mV/V 6.2.8. 结束/退出输入通道的设置
按↵键退回到主菜单。同时按上(↑)、下(↓) 键可以在任何时候退回主菜单。
见下表张紧辊位置型号量程tm1tm10tm11vbz40560kntm2tm3hbz40518kntm4tm5vbzmr15kntm6vbzmr175kntm7vbzs40065kntm8tm9vbzs40025kn京唐运行事业部接线方法张力传感器接线方式京唐运行事业部传感器在张力计图纸中的接线端子如下图所示图纸中接线端子京唐运行事业部传感器在实际现场中的接线端子如下图所示实际接线端子京唐运行事业部上图中接线方式从左到右依次如下表所传动侧传感器操作侧传感器含义x21
基于数字PID的缠绕机张力控制研究
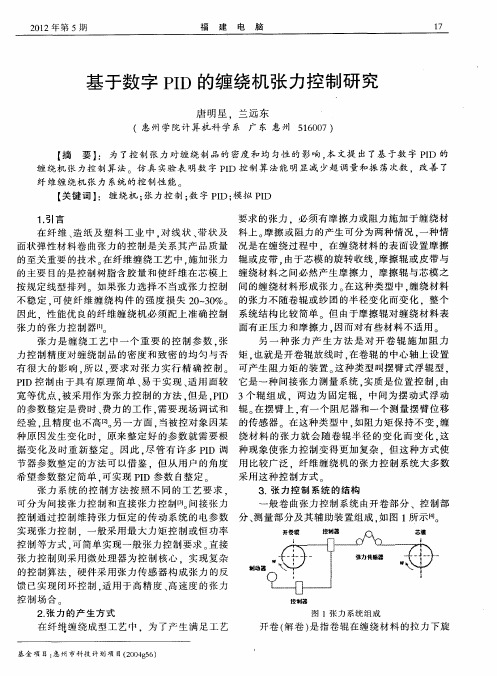
经 验 。 精度 也不 高罔 另 一方 面 , 且 。 当被控 对象 因某 的传 感器 。在 这种 类 型 中 , 阻力矩 保持 不 变 , 如 缠 种 原 因发 生变 化时 .原来 整定 好 的参 数 就需 要根 绕 材料 的 张力 就会 随卷 辊半 径 的 变 化 而变 化 . 这
据 变 化 及 时重 新 整定 。 因此 , 管有 许 多 P D调 种 现象使 张力 控 制变 得更 加复杂 .但 这种 方 式使 尽 I 节 器参 数 整定 的方法 可 以借 鉴 .但 从 用 户 的角度 用 比较 广泛 .纤 维缠 绕机 的张力 控制 系统 大 多 数 采用 这种 控制 方 式 希 望参 数 整定 简单 . 可实 现 PD 参数 自整 定 。 I 张力 系统 的 控制 方 法 按 照 不 同的 工艺 要 求 . 可 分 为问 接张力 控制 和直 接张 力控 制I 问 接张力 3 l
脑
21 0 2年 第 5期
转放 线 。 纤维 缠绕 成型工 艺 中 . 在 纤维 是 在旋 转 芯 通 常 ,模 拟 PD控 制 器 的 基 本 控 制 规 律 如 图 I 模 带 动下 产生 运 动 , 在开 卷辊 和芯模 之 问 . 有 多 2 示 , 可 所 其算 式为 :
个 导 向辊 控 制纤 维缠 绕 的走 向 。 之平 稳运 动 : 使 控 制部 分包 括控 制 器 和控制执 行元 件 较 早 的张力 控 制系 统 的控 制 器 多为模拟 式 . 系统复 杂 . 可靠 性
纤 维 缠 绕 机 张 力 系统 的 控 制 性 能 。
【 键词 】 缠绕机 ; 力控 制 ; 字 PD; 拟 PD 关 : 张 数 I 模 I
要 求 的张力 .必 须有 摩擦 力或 阻力 施加 于缠 绕材 摩 一 在 纤 维 、 纸 及 塑 料 工 业 中 , 线 状 、 状 及 料 上 。 擦 或 阻 力 的 产 生 可 分 为 两 种 情 况 . 种 情 造 对 带 面 状弹 性材 料卷 曲张力 的控 制 是关 系 其产 品质量 况是 在缠 绕过 程 中 .在 缠绕材 料 的表 面设 置摩擦
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全数字张力控制系统的研究•机械制造论文
全数字张力控制系统的研究
陈杰金S览宇
(湖南机电职业技术学院电气工程系,湖南长沙410151)
【摘要】本文研究了国内外张力控制系统的数字化发展趋势,并分析对比目前市面上各种张力控制系统的特点和不足,提出了基于通用PLC控制器和变频器为核匕、的全数字张力控制系统设计方案。
关键词数字化;张力控制系统;PLC ;变频器
※基金项目:湖南省2013年度教育厅科学研究项目(13C254 X
作者简介:陈杰金(1979.02—),女,吉林松原人,湖南机电职业技术学院电气系,讲师。
1问题的提出
很多行业涉及到张力的控制,张力控制系统是以卷材为材料的生产机械上最重要的控制系统,在冶金、纺织、造纸、印染等许多行业应用广泛,各种产品如钢板、铝箔、布料、塑料薄膜、纸张等卷材,这些材料在加工过程中需要卷曲或者开卷等工序,如铝箔张力控制系统,铝带经过粗轧、精轧等多个工序,变为铝箔之后卷曲成一卷成品。
这个过程中张力的控制非常重要,张力过大、过小都会造成卷材质量问题,导致成品率彳氐,比如在放卷、收卷以及过程中,都要保持一定的张力(或者称之为拉伸力),过大的张力会导致材料变形、甚至断裂,而过小的张力又会松弛,导致褶皱,张力控制不稳也会造成不匀、切断长度不稳定等现象,所以必须对张力进行控制,保持张力恒定。
由于张力会随替卷径而变化,而张力的变化对卷取效果会有很大影响。
因此说恒张力控制是奇隋度卷取控制的关
键环节。
在某些某冶金企业中仍有为数不少的卷取张力控制设备,其张力控制系统仍采用传统的模拟电子插板式控制系统,以分立的电子器件控制,设备老化,故障频发,急需逬行控制系统的升级改造。
本文主要是针对这个问题,提出了基于PLC 和变频器为核心的恒张力的控制方案,以较低的成本和较好的控制效果,实现设备的价值再现。
2国内外研究现状综述
目前高精度的张力控制均能采取闭环控制,通常根据控制方式可分为直接张力控制、间接张力控制和复合张力控制三种方式。
直接张力控制,是构建张力闭环控制系统,利用张力检测元件的检测信号与给定张力值比较,通过张力调节器, 驱动执行机构,调节张力覘的位
移,逬而达到控制张力的目的;间接张力控制则是对卷取张力建模,通过对卷取机构的转矩方程逬行静态、动态分析,确定影响张力的相关因素(如电流、卷径等),进而对这些因素进行反馈控制(如电流反馈、反电势反馈、卷径反馈控制等),从而达到恒张力控制的目的。
复合恒张力控制则是两者的结合。
在间接张力控制方式的基础上,增加一个张力闭环,形成三环控制系统。
近年来,国内外卷取张力控制现状主要有以下两个方面:
(1 )利用制动器(磁粉离合器)的励磁电流与输出力矩的线性关系,通过控制和调节磁粉离合器的励磁电流进而控制输出力拒,实现张力控制。
这种方式主要应用在轻工
业如纺织、印刷行业等,代表产品有三菱张力控制器、华纳张力控制器等等,市场上产品丰富。
(2 )通过标准工艺张力控制板及附带的控制软彳牛,通过交直流传动装置,完
成张力控制中的动态力拒补偿、卷径计算、恒张力控制等功能,进而实现恒张力
控制,这种方式主要应用于冶金行业。
代表产品有西门子T400张力控制工艺板。
目前张力控制设备的发展趋势是向功能多样化、产品系列化和微机化方向发展,集机、电、液一体。
随看智能控制理论的发展,新型张力控制系统也得到了应用,如模糊参数自整定PID张力控制,基于神经网络的张力控制系统,这也是张力控制设备发展的另一个方向。
3方案设计
本系统主要以以高性能PLC和变频器为控制核心,以组态软件为监控层,在原张力控制系统基础上进行全数字化改造,采用间接张力控制方案,优化张力控制算法,优化设计锥度、卷径和动静态张力补偿以及速度和转矩的计算方法,克服建张阶段和加减速过程中的张力振荡,满足性能要求。
本接张力控制系统的优势在于不需要额外的张力检测元件,
而是通过计算分析建立张力方程,确定张力与电枢电路、励磁、卷径直接的相互关系,提供一种经济实用的铝箔张力控制方氯本论文要解决的两个关键问题:一是,间接张力控制(主要是通过卷径的实时检测和计算);二是”张力控制系统的PLC变频控制统的硬件设计。
本系统采用速度模式张力控制。
速度模式张力控制通过调节变频器频率给定,进而调节电机运行速度,从而实现张力恒定控制。
因此根据反馈信号计算张力同步匹配的频率反馈信号,与频率设定值构成PID闭环,从而调整变频器输出,达到恒张力控制。
张力匹配频率的可以通过F= (Vxpxi)/(TTxD)计算得到(F为张力同步匹配频率指令,V
为卷取线速度,P为电机极对数,i为机械传动比,D为收卷卷径)。
因此要获取张力配套频率反馈,必须要计算出线速度V和实时卷径D的大小。
通过图1,可以分析线速度和卷径的计算方法。
在单位时间内测量辗走过的铝箔长度与卷取机收卷的长度是相等的。
假设单位时间内牵引电机运行转速为nl, 测量辗的周长为C1,因此单位时间内,测量覘的走过的长度为nlCl;同样卷取机收卷的长度为ixn2C2 (i为减速箱的减速比X
由于nlCl=ixn2C2 ,即nliiDl二n2TTD2/i ; D2=nlxDlxi/n2 ;卷取电机的
转速可以通过编码器测量n2二P2/Pn2 ( P2为编码器产生的脉冲个数,Pn2为
编码器的线数1为方便计算,取nl=l,这样测量規转1圈,也就是PLC每收
到1个接近开关信号,此时根据:V=nDl; D2=DlxixP2/Pn2进行计算,间
接得到线速度和实时卷径。
本系统采用西门子S7-200PLC做控制单元,西门子MM440变频器为驱动单元,西门子TP177做操控单元。
PLC通过高速脉冲计算编码器反馈的数据,通过程序计算卷取线速度和实时卷径的大小,进而通过PID调节,输出频率指令, 并通过模拟量模块,送给两台变频器,从而实现转速的自动调节,维捋张力的恒定。
4动态补偿
卷取机构在收卷过程中会存在大卷、小卷、加速、减速、停车、启动等不同工
科,为保证张力的平稳性,需要逬行转矩的补偿。
卷取电机的转矩二静摩擦转矩(启动瞬间)+滑动摩擦转矩+负载转矩,本系统按照电机输出转矩的百分比,在启动瞬间进行静摩擦转矩的补偿;在速度变化时,根据加速度设置相应的补偿系数进行转矩补偿,稳定运行时根据不同速度,以收卷额定转矩为标准,在PLC 程序中进行分段补偿。
同时还要进行速度的限制。
如卷取机构在空芯卷径时的转速是最快的,可以根据空心转径DO、线速度的最大值、张力最大设定值和减速比,计算最高转速, 并进行限制,这样可以避免飞车事故;同样,对于交流异步电机,变频器频率给定很低的时候会出现爬行等不稳定
现象,当达到最大卷径时,电机转速最慢,因此要根据参数计算最iESt速,并进行限制。
5总结
本方案采用了速度模式张力控制,通过PID调节能够满足控制要求。
当然也可以采用转矩模式张力控制,目前市面上提供了很多高性能的矢量控制变频器, 通过测速电机或编码器,能对电机的转矩做精确反馈,这里不再累述。
进行了变频收卷的改造后,收卷都很稳定,张力始终恒定。
而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施,使得收卷的性能更好。
由于采用通用的控制系统和方案,改造简便而且造价低,周期小,能够满足企业的需求。
参考文献
[1 ]董建芝,孙彬,董跃敏•热连轧卷取机智能张力控制系统[J].自动化应
甩2011.
[2 ]张晓武,崔桂梅,刘丕亮.冷轧带钢卷取张力控制系统的研究[J].自动化应
甩2011.
[3 ]许红兵彭辉.剪切线张力控制系统及应用[几冶金自动化,2010.
[4 ]应腾云,张森林.基于模糊・P】并联控制的经纱张力控制系统[几纺织学
报,2010.
]苏全在•冷连轧卷取张力控制系统研究[D].东北大学,2010.
]景征冷连车Uts带张力控制系统的研究[D].河北工Ik大学,20n.
]李冬.退火生产线张力控制系统的研究[D].河北工业大学,2011.
]冯传兵.安钢炉卷轧机卷轧张力控制[J]•电气传动,2011.
[责任编腿:汤静]。