第三章 微纳加工技术-微光学元件制备
光学微纳加工技术的研究

光学微纳加工技术的研究第一章:绪论随着科技的不断进步,微纳加工技术日益成熟,其中光学微纳加工技术成为了一个研究的热点。
光学微纳加工技术是利用光的特性对微纳尺度的物质进行加工,并以此制作微型器件、光学器件等。
该技术具有制作精度高、加工速度快、可加工物质种类多等优点。
本文将分别从光学微纳加工技术的概念、发展历程、加工原理、加工方法以及应用领域等几个方面进行探讨。
第二章:光学微纳加工技术的概念光学微纳加工技术是指利用光的特性对微纳尺度的物质进行加工的一种加工技术。
与传统的机械加工、化学加工等方式相比,该技术具有制作精度高、加工速度快、可加工物质种类多等优点。
随着科技的不断进步,光学微纳加工技术也不断发展和完善。
第三章:光学微纳加工技术的发展历程早在20世纪70年代初期,分子束技术和电子束技术等微纳加工技术已经开始萌芽。
20世纪80年代,随着激光技术的发展,人们开始将激光技术引入到微纳加工领域。
1997年,激光直写加工技术得到了广泛应用。
此后,人们又将飞秒激光技术引入到光学微纳加工技术中,使得加工精度得到了大幅提升。
21世纪初期,随着光学元件的应用范围的不断扩大,光学微纳加工技术也逐渐得到了广泛应用。
第四章:光学微纳加工技术的加工原理光学微纳加工技术利用光的特性对微纳尺度的物质进行加工。
光学微纳加工技术主要涉及到激光束的照射和光化学反应等,光的性质对加工产生了很大的影响。
在加工时,需要根据不同的加工要求选择不同的激光源、光学元件等,以实现精确加工。
第五章:光学微纳加工技术的加工方法光学微纳加工技术的加工方法主要包括激光直写、多光子聚焦、光刻等。
激光直写是一种基于激光束的照射和光化学反应的直接加工方法,可实现高精度的加工。
多光子聚焦是利用飞秒激光的特性对材料进行加工。
光刻则是利用可见光、紫外线等对光敏剂进行曝光的方法进行加工。
第六章:光学微纳加工技术的应用领域光学微纳加工技术已经被广泛应用于微电子、光学、生物医学等领域。
微纳加工技术与器件制备研究
微纳加工技术与器件制备研究随着现代科技的飞速发展,微纳加工技术作为一项重要的研究领域变得越来越受关注。
微纳加工技术是指在微观和纳米尺度上对材料进行加工和制备的一系列技术和方法。
它不仅在科学研究中发挥着重要作用,也在日常生活和工业生产中有着广泛的应用。
本文将介绍微纳加工技术的发展历程、相关的器件制备方法以及目前的研究热点。
一、微纳加工技术的发展历程微纳加工技术的发展可以追溯到20世纪60年代,当时的硅晶圆制备技术开创了微电子工业的时代。
随着半导体产业的迅速发展,微电子产品逐渐进入人们的日常生活,将“微”与“纳”带入了大众的视线。
在此基础上,人们开始研究如何更好地控制材料在微观和纳米尺度上的加工和制备,从而打造出更小、更快、更强的微纳器件。
随着科技的进步,研究人员针对不同材料和不同器件的加工需求,陆续提出了一系列先进的微纳加工技术。
例如,光刻技术、电子束曝光技术、离子束刻蚀技术等,这些技术均能够在微米甚至纳米尺度上进行精密的材料加工和器件制备。
这些技术的成功应用为微纳器件的研究和生产提供了有力支持。
二、器件制备方法微纳器件的制备方法多种多样,下面以典型的几种方法为例进行介绍。
1. 光刻技术光刻技术是一种基于光化学反应的制备方法,通过利用光敏树脂对光照的敏感性实现对材料的刻蚀。
在制备过程中,首先将光敏树脂涂覆在基底上,然后利用掩膜技术对树脂进行光照,最后通过刻蚀工艺将未曝光的部分去除,从而形成所需的结构和图案。
2. 电子束曝光技术电子束曝光技术是一种利用电子束的加工方法,通过电子束的扫描和曝光对材料表面进行加工和刻蚀。
这种技术具有高精度、高分辨率的特点,可以制备出更加复杂和精细的微纳结构。
3. 离子束刻蚀技术离子束刻蚀技术是利用离子束对材料表面进行刻蚀的一种方法。
通过控制离子束的能量和角度,可以实现对材料的局部加工和刻蚀,从而形成所需的微纳结构。
这种技术不仅可以用于表面的加工,还可以用于三维结构的制备。
微纳光学器件的制备及性能分析

微纳光学器件的制备及性能分析光学器件在现代科学和技术中起着重要的作用。
随着科技的不断发展,微纳光学器件的制备和性能分析成为了研究的热点。
本文将探讨微纳光学器件的制备方法以及性能分析的相关技术。
一、微纳光学器件的制备方法微纳光学器件的制备方法主要包括光刻技术、电子束曝光技术和纳米压印技术等。
光刻技术是一种常用的微纳光学器件制备方法。
它利用光刻胶和光刻机来制作图案。
首先,在基片上涂覆一层光刻胶,然后使用光刻机将光刻胶进行曝光和显影,最后通过腐蚀或者沉积等工艺将所需的结构转移到基片上。
电子束曝光技术是一种高精度的微纳光学器件制备方法。
它利用电子束在感光材料上进行曝光,通过调控电子束的位置和强度来控制曝光的图案。
电子束曝光技术具有高分辨率和高精度的优点,适用于制备微纳米级别的光学器件。
纳米压印技术是一种快速、低成本的微纳光学器件制备方法。
它通过将模具上的图案转移到感光材料上,形成所需的结构。
纳米压印技术可以制备出大面积、高质量的微纳光学器件,广泛应用于光通信、光传感等领域。
二、微纳光学器件的性能分析微纳光学器件的性能分析是评估其性能和优化设计的重要环节。
常用的性能分析方法包括光学测量、电学测量和数值模拟等。
光学测量是一种常用的微纳光学器件性能分析方法。
通过使用光学仪器,如扫描电子显微镜、原子力显微镜和光谱仪等,可以观察器件的形貌、表面粗糙度和光学特性等。
光学测量可以提供器件的实际性能数据,为性能分析和优化设计提供依据。
电学测量是一种用于微纳光学器件性能分析的重要方法。
通过测量器件的电学特性,如电阻、电容和电感等,可以评估其电性能。
电学测量可以揭示器件的电学性能和效率,为器件的优化设计提供指导。
数值模拟是一种常用的微纳光学器件性能分析方法。
通过使用计算机模拟软件,如有限元分析和光学仿真软件,可以模拟器件的光学特性和电学特性。
数值模拟可以预测器件的性能,优化设计参数,提高器件的性能。
三、微纳光学器件的应用前景微纳光学器件在光通信、光传感和生物医学等领域有着广泛的应用前景。
微纳米加工工艺在光学器件制备中的应用
微纳米加工工艺在光学器件制备中的应用随着科学技术的进步,微纳米加工技术已经成为现代科学技术领域的重要技术手段。
微纳米加工技术是指利用先进的加工技术,对微小尺度的物体进行加工制造和处理。
它包括微影技术、电子束曝光技术和离子束加工技术等各种先进的制造工艺。
在各个领域中,微纳米加工技术的应用越来越广泛,尤其在光学器件制备方面,微纳米加工技术已经成为不可或缺的技术手段。
一、微纳米加工技术的原理微纳米加工技术的基本原理是利用一系列的加工技术,对样品表面进行加工制造和处理。
这些加工技术通过控制工具的运动、加工参数和样品的结构特征,实现对样品表面和尺度的加工、改变和控制。
其中,微影技术是微纳米加工中最为常用的技术之一。
该技术通过光学模板和光阻等影响因素,对待加工样品的表面进行影像显影,从而形成微小的结构特征。
另外,电子束曝光技术和离子束加工技术也被广泛应用于微纳米制造。
二、微纳米加工技术的应用在光学器件制备中在光学器件制备中,微纳米加工技术广泛应用于微光波导、微透镜、微光栅和微反射镜等光学器件的加工制造。
这些器件的加工制造一般需要光刻、膜层沉积和微加工等制造步骤。
传统的微纳米加工技术主要是利用光刻技术进行加工制造,但是在光学器件制备中,需要高精度的加工方式来实现微光波导和微透镜等微器件的制造。
微电子机械加工、电子束曝光以及离子束加工等微纳米加工技术已经成为加工微光波导和微透镜等器件的常用技术方法。
三、微加工技术在光学器件制备中的应用案例1.微光波导微光波导是在光学,电子学以及光子学领域中应用广泛的一种器件,用于将光导到器件内部的其他功能件,并在尺寸尽可能小的情况下实现高效的光耦合和光传输。
微纳米加工技术可以通过在半导体材料上制作深度不等的结构,实现微光波导的加工和制造。
2.微透镜微纳米加工技术可以通过微纳加工技术来实现微透镜的制造。
微透镜具有小巧玲珑、质量轻、加工过程简单的特点,对光学仪器的成像质量能够进行有效改善。
光学器件中的微纳加工技术

光学器件中的微纳加工技术以前,我们对于光学器件的认识仅仅停留在电影院里看到的3D眼镜和照相机里的镜头。
但现在,几乎每天都会涉及到光学器件的使用,无论是智能手机、电视还是医疗仪器都需要用到光学器件。
那么,我们如何制造出这些复杂的光学器件呢?这就涉及到了微纳加工技术。
微纳加工技术是一种基于微米级和纳米级制造的高精度制造工艺。
对于光学器件而言,微纳加工技术有很重要的应用,尤其是在半导体激光器和光纤通信器件方面。
首先,我们来了解一下微纳加工技术包括哪些制造方法。
微纳加工技术的制造方法主要包括干法加工和湿法加工。
其中,干法加工包括激光切割、离子束刻蚀、薄膜沉积等方法,而湿法加工主要包括电化学加工、电喷雾沉积等方法。
目前,激光切割技术是光学器件制造时最广泛使用的干法加工技术之一。
激光切割技术通过将激光束聚焦到非常小的点上,利用高能量密度瞬间加热实现材料切割。
激光切割技术具有高精密度、高速度、无接触损伤等优点,因此在制造光学器件中得到了广泛应用。
除了激光切割技术以外,离子束刻蚀技术也是非常常用的干法加工技术。
离子束刻蚀技术是指利用离子束的原理在固体表面进行加工的方法。
它的特点是刻蚀速度快、精度高、能量均匀等。
在光学器件制造中,离子束刻蚀技术经常被用来加工光纤、光栅和微型透镜,可以制作出高精密度的光学器件。
除了干法加工技术以外,湿法加工也被广泛应用在光学器件制造中。
电化学加工是一种湿法加工技术,它是将金属表面暴露在电解质中,通过控制电容器来使电解质中的金属溶解并腐蚀。
电化学加工技术可以制造出非常小的光纤和透镜等微型光学器件。
除了上述知名加工技术以外,微纳加工技术还包括一些独特的加工技术。
例如,利用原子层沉积技术可以制造出超薄光学器件和纳米微光学器件。
原子层沉积技术是指通过反复的循环给予表面上单一分子层的方法来实现材料沉积,从而制造出超薄的光学器件。
总的来说,光学器件中的微纳加工技术极为复杂和高精度,需要涉及到多种制造技术。
微纳光电子器件的设计和制备技术
微纳光电子器件的设计和制备技术微纳光电子器件是目前光电子领域中的前沿研究领域。
因其微小的体积,具有良好的性能和独特的功能,被广泛应用于信息处理、生物医药、新能源等领域。
本文概述微纳光电子器件设计制备技术。
一、微纳光电子器件概述微纳光电子器件是指体积尺寸在微米乃至纳米量级的光电子器件,与传统的光电子器件相比,具有更高的集成度、更低的功耗、更高的速度、更强的可靠性和稳定性,因此在应用领域有着广泛发展前景。
目前,微纳光电子器件主要包括微波光子晶体、微环谐振器、微腔光机械振子、微进易出激光等。
这些器件均是基于微纳米加工技术制备的,因此需要掌握相应的设计和制备技术。
二、微纳光电子器件设计技术1. 光学仿真技术在微纳光电子器件设计中,光学仿真技术是非常重要的一部分。
通过对无限远场问题的研究,可以建立器件的电磁模型,并利用计算机仿真技术进行分析和设计优化。
光学仿真技术最常用的软件是COMSOL Multiphysics和Lumerical等。
通过光学仿真技术,可以优化器件的结构形状、材料选择、呈现和低损耗等。
2. 异质结构设计技术在微纳光电子器件很多器件应用中都需要通过异质结设计实现。
异质结异质材料的导带能带区在交界处会产生能带弯曲现象,从而形成能带偏差,这样就能够改变器件的电子结构和光学性质。
异质结是一种典型的二维和三维的结构,可以通过量子阱、能带混合、带隙调制等技术实现。
在微波光子晶体、微腔光学器件等方面有重要应用。
三、微纳光电子器件制备技术1. 电子束光刻技术电子束光刻技术(EBL)是一种高分辨率的微纳米制造技术,其分辨率可以达到亚纳米级别。
EBL主要是利用电子束照射石英等电子敏感材料,石英中会产生可溶解的空穴,再通过腐蚀、蒸镀等方式制造出器件形状。
EBL技术可以实现器件的多层加工和三维加工,但是其缺点是加工速度较慢,不能进行大面积加工和生产级量产。
2. 等离子体刻蚀技术等离子体刻蚀技术(RIE)是一种高效的微纳米制造技术,其主要原理是通过气体放电等离子体刻蚀目标材料。
基于微纳加工技术的光学元器件制备及性能研究
基于微纳加工技术的光学元器件制备及性能研究随着现代科技的不断进步,微纳加工技术和光学器件的制造技术也得到了显著的提升。
基于微纳加工技术的光学元器件具有体积小、重量轻、结构复杂、性能稳定等优异特性,被广泛应用于激光器、光通信、光谱分析等领域。
本文就基于微纳加工技术的光学元器件制备及性能研究作一些探讨和总结。
一、微纳加工技术的概述1.1 微纳加工技术的定义和基本原理微纳加工技术是指利用微纳米制造技术、光学技术、电子技术或其他相关技术在微米和纳米尺度上进行加工和制造。
其基本原理是通过利用光、电、化学等各种能量形式,对微米和纳米级别的材料进行加工、制造和调控,从而形成高精度的微纳米器件和结构。
1.2 微纳加工技术的分类及应用微纳加工技术包括光刻技术、微影技术、干法刻蚀技术、湿法刻蚀技术、建模技术等。
这些技术广泛应用于集成电路、微机电系统、生物芯片、光电器件、传感器等领域。
二、基于微纳加工技术的光学元器件制备2.1 微型光纤制备技术微型光纤制备技术是一种利用光刻、湿法刻蚀、高温烘干等工艺制备微型光纤的技术。
微型光纤具有小体积、高灵敏度、低损耗等优点,在光通信、生物医学等领域具有广泛的应用。
2.2 光子晶体光纤制备技术光子晶体光纤制备技术是一种通过自组装方式诱导光子晶体的光学波导结构,并通过微纳加工工艺制备成光纤的技术。
该技术具有波长选择性、高光耦合效率、自由调控的优点,在光子晶体传感器、光通信、光谱分析等领域具有广泛的应用。
2.3 激光增材制造技术激光增材制造技术是一种通过激光束聚焦和熔化粉末或线材,通过逐层堆积、烧结等加工工艺制造出各种复杂形状的光学元器件。
该技术具有高精度、可定制、低成本的优点,在微光学领域具有广泛的应用。
三、基于微纳加工技术的光学元器件性能研究3.1 微型光纤的性能研究微型光纤的性能研究主要涉及其光学特性、力学性能、光子晶体传感器等。
通过对微型光纤的材料、尺寸、加工工艺等因素的优化,对其光学损耗、色散、弯曲等性能进行改善和优化。
微纳加工技术在光学器件制造中的应用研究
微纳加工技术在光学器件制造中的应用研究导语:光学器件是现代科技中不可或缺的一部分,广泛应用于通信、医疗、能源等众多领域。
随着科技的发展,微纳加工技术在光学器件制造中扮演着越来越重要的角色。
本文将探讨微纳加工技术在光学器件制造中的应用,并对其发展趋势进行展望。
一、微纳加工技术概述微纳加工技术是指利用先进的加工设备和技术手段对微米级和纳米级尺寸的物体进行加工和制造的一种技术。
它包括光刻、电子束曝光、离子束刻蚀、激光加工等多种加工方法。
微纳加工技术的出现,将光学器件的制造从传统的机械加工转变为一种精细和高效的纳米级加工过程,为光学器件的制造和研究提供了重要的手段和方法。
二、微纳加工技术在光学器件制造中的应用1. 光纤传感器光纤传感器是一种能够通过光线来检测和测量物理量的器件。
微纳加工技术可以用于制造光纤传感器中的微扁平化结构和微力传感器。
通过对光纤表面的微纳结构进行加工,可以提高光的耦合效率,增强传感器对环境变化的响应能力,大幅提高光纤传感器的灵敏度和精确度。
2. 纳米光栅纳米光栅是一种具有周期性结构的光学元件,具有优良的光学性能。
微纳加工技术可以用于制造纳米光栅中的微米级凹槽和纳米级结构。
通过精确控制加工参数,可以实现光栅的高精度制造,提高光栅的光学性能,为光学应用提供更加稳定和高效的解决方案。
3. 光学存储器件光学存储器件是一种能够将信息以光信号的形式存储和读取的器件。
微纳加工技术可以用于制造光学存储器件中的微米级光栅和纳米级介质颗粒。
通过精细的加工工艺和控制技术,可以在光存储介质上制造高密度和高精度的信息存储结构,大大提高存储器件的容量和速度。
4. 激光加工工具激光加工是一种高能量激光束对工件进行加工和切割的技术。
微纳加工技术可以用于制造激光加工工具中的微槽和微透镜。
通过对工具表面进行微纳加工,可以增加激光束的聚焦能力和加工精度,提高激光加工的效率和质量。
三、微纳加工技术在光学器件制造中的发展趋势1. 高精度加工随着科技的进步,对光学器件加工精度的要求越来越高。
微纳加工技术在光学器件中的应用研究
微纳加工技术在光学器件中的应用研究随着科学技术的不断发展,微纳加工技术已经广泛应用于众多领域,包括电子、材料和医学等领域。
但随着科技的不断进步,人们对微纳加工技术在光学器件中的应用研究也越来越关注。
微纳加工技术在光学器件中应用具有很多优势,例如制造精度高、成本低、加工速度快等等,因此得到了广泛的应用。
1. 微纳加工技术的分类在讨论微纳加工技术在光学器件中的应用之前,我们首先需要了解微纳加工技术的分类。
目前,微纳加工技术主要分为光学微纳加工、机械微纳加工、表面微纳加工和化学微纳加工四种类型。
光学微纳加工主要采用激光器或其他光源来进行加工,主要用于制作微型模具、微透镜等器件。
机械微纳加工则采用机械工具进行加工,主要用于制造微型机械系统、微机电系统等器件。
表面微纳加工则是利用表面化学反应进行加工,主要用于制造微流控芯片、光子晶体等器件。
化学微纳加工则是利用化学反应进行加工,主要用于制造微型反应器、生物芯片等器件。
2. 微纳加工技术在光学器件中的应用主要包括其在光学器件加工、制造和应用方面的研究。
在光学器件加工方面,微纳加工技术可以利用其高精度和高效率的特点进行微型光学器件的制造。
近年来,微纳加工技术在微型透镜、微型分光器、微型波导等器件中得到了广泛应用。
微型透镜是一种用于光学成像和聚焦的重要光学器件。
传统制造方法较为复杂,而微纳加工技术则可以实现高精度制造,并且可以将微型透镜与其他光学器件集成在一起,从而实现高度集成化。
微型分光器是光学器件中的重要组成部分,可以将一个光学信号分成多个波长。
利用微纳加工技术,可以实现微型分光器的制造和集成,从而实现微型分光器用于光学成像和检测的应用。
微型波导是一种用于将光信号在微型光学器件中传输的重要器件。
传统制造方法较为复杂,并且需要较高的制造成本。
而微纳加工技术则可以实现微型波导的制造,并且可以将微型波导与其他光学器件集成在一起,从而实现高度集成化。
除了在光学器件的加工和制造方面,微纳加工技术在光学器件的应用方面也非常重要。
微纳光学元件
微纳光学元件微纳光学元件是指在微纳米尺度下制备的光学元件,其物理尺寸与波长相当或小于波长。
由于微纳米尺度下的光学元件具有精细的结构和独特的光学性能,因此它们在纳米光学、纳米电子学、生物医学、光子学和量子信息等领域都有着广泛的应用。
本文将介绍微纳光学元件的种类、制备方法和应用领域。
1.微型透镜微型透镜是一种具有微观尺度的透镜。
在微型透镜中,光线沿着一个由两个球形凸面镜构成的小光学系统进行聚焦。
微型透镜可以用于大规模的太阳能电池板、荧光探针和微小的成像器件中。
2.表面等离子体共振元件表面等离子体共振元件(SPR)是由金属和介电质组成的结构,在金属表面激发出介电质与金属相互作用而形成的等离子体振荡。
SPR可以用于生物传感和化学传感器,便携式光谱仪和科学研究中。
3.纳米图案化二维材料纳米图案化二维材料是通过纳米图案化技术在二维材料表面形成的纳米图案阵列。
这些阵列可以用于各种应用,如有机太阳能电池、晶体管和量子点发光二极管等。
4.纳米光阀门纳米光阀门可以在纳米尺度下控制光的传输。
这种阀门利用有机材料在受激电荷转移时的光响应和半导体的光学和电学特性制成。
纳米光阀门可以用于光开关和光电子学器件中。
5.量子点量子点是一种极小的材料,其长度为纳米级别。
由于量子点的尺寸非常小,因此它们的行为在经典物理学和量子力学之间。
量子点已被证明在计算机处理、太阳能电池板、生物传感和医学成像等领域中具有应用潜力。
1.电子束光刻电子束光刻是一种制备微纳米结构的先进技术,利用电子束在光刻胶层和光学材料表面刻蚀微纳米结构。
该技术相对于其他光刻技术具有更高的分辨率和更好的控制能力。
2.激光直写3.纳米压印纳米压印技术是一种将微纳米尺度的结构转移至各种材料表面的方法。
该技术利用硅基底上制作的微纳米结构进行压印,从而制造出具有高分辨率和复杂形状的微纳米结构。
4.分子束外延分子束外延是一种利用分子束在晶体表面上生长高质量微纳米结构的方法。
通过控制分子束的数量和速度,可以精确地控制微纳米结构的形成和生长过程。
《微纳加工技术》课件

聚焦离子束技术
特点:精度高、可控性好、 可加工复杂结构
原理:利用高能量的离子束 轰击材料表面,形成微纳结 构
应用:微纳电子、微纳光学、 微纳机械等领域
发展趋势:与光刻技术相结 合,提高加工精度和效率
化学气相沉积技术
原理:通过化学反应在气相中形成 薄膜
应用:广泛应用于微电子、光电子 等领域
添加标题
热管理:微纳加工 技术用于制造高性 能的热管理设备, 如热交换器、散热 器等
06
微纳加工技术的挑战与 展望
微纳加工技术的挑战
精度要求高:需要达到纳 米级精度
材料选择困难:需要选择 适合微纳加工的材料
工艺复杂:需要掌握多种 微纳加工工艺
成本高昂:微纳加工设备 的研发和制造成本高
微纳加工技术的发展趋势
2004年,美国科学家查尔斯·利伯发明 纳米碳管,为纳米材料研究提供新方向
2010年,美国科学家乔治·怀特塞兹发 明石墨烯,为纳米电子学研究提供新领 域
03
微纳加工技术的基本原 理
微纳加工技术的物理基础
微纳加工技术的基本原理: 利用物理或化学方法,在微 米或纳米尺度上对材料进行 加工
物理基础:包括光学、电学、 磁学、热学等物理原理
微纳加工技术在生物医学 领域的应用
微纳加工技术在生物医学 领域的优势
微纳加工技术在生物医学 领域的挑战
微纳加工技术在生物医学 领域的未来发展趋势
能源领域的微纳加工技术应用
太阳能电池:微纳 加工技术用于提高 太阳能电池的效率 和稳定性
燃料电池:微纳加 工技术用于制造高 性能的燃料电池电 极
储能设备:微纳加 工技术用于制造高 性能的储能设备, 如超级电容器、锂 离子电池等
基于光刻机的微纳光学元件制备技术
基于光刻机的微纳光学元件制备技术微纳光学元件是一种在微米或纳米尺度下设计和制造的光学元件,具有小尺寸、高分辨率和强大的光学功能。
在现代光电子技术中,微纳光学元件在光通信、图像传感、激光加工等领域发挥着重要作用。
基于光刻机的微纳光学元件制备技术是一种常用的制造方法,本文将对其原理、制备步骤和应用进行探讨。
一、光刻机的原理光刻机是一种将图案投影到光敏材料上的设备,其原理基于光敏材料的光化学反应。
通常,光刻机包括投影仪、掩模和光敏材料。
投影仪通过透镜将掩模上的图案投影到光敏材料上,然后通过曝光和显影等工艺步骤来形成所需图案。
二、基于光刻机的微纳光学元件制备步骤1. 掩模设计:首先进行微纳光学元件的掩模设计,根据所需光学功能和器件结构,使用计算机辅助设计软件进行图案的生成和调整。
2. 掩模制备:将掩模图案转移到制作用的硅片或石英玻璃上,一般采用电子束曝光或光刻的方式进行,形成掩模。
3. 光刻胶涂覆:将待制备的光刻胶均匀涂覆在光刻片表面,使其形成一层薄膜。
4. 曝光:将制备好的掩模与光刻片对准,并使用光刻机进行曝光,将图案投影到光刻胶上。
5. 显影:通过显影液将未曝光区域的光刻胶溶解掉,使得仅剩下曝光区域的光刻胶。
6. 蚀刻:利用蚀刻液将被显影过的光刻胶模板转移到所需的基底材料上,通过化学反应将材料蚀刻成所需形状。
7. 清洗:去除光刻胶和显影液残留,保持微纳光学元件表面的洁净度和光学性能。
三、基于光刻机的微纳光学元件制备技术的应用基于光刻机的微纳光学元件制备技术在光通信、图像传感、激光加工等领域都有广泛应用。
1. 光通信:微纳光学元件的制备技术可以用于制作光纤耦合器、光波导等组件,提高光通信的传输效率和稳定性。
2. 图像传感:基于光刻机的微纳光学元件可以制备微透镜阵列、光栅等组件,用于图像传感器的增强和改进,提高图像的清晰度和灵敏度。
3. 激光加工:利用微纳光学元件的制备技术可以制作激光光栅、波导等组件,用于激光加工和微加工领域,实现更精确的加工效果和更高的加工精度。
光电子器件中的微纳加工技术研究
光电子器件中的微纳加工技术研究第一章:引言光电子器件是指利用光与电子相互作用的特殊器件,在通讯、信息处理、光学成像等领域有着广泛的应用。
微纳加工技术是制造微纳尺度器件和结构的重要方法,成功地将微纳技术应用于光电子器件制造,对于提高器件性能和功能具有重要意义。
本文将从微纳加工技术的原理入手,介绍光电子器件中常用的微纳加工技术,包括光刻、电子束曝光、激光微纳加工等,探究其在光电子器件制造中的应用及进展。
第二章:微纳加工技术的原理微纳加工技术是利用微纳米级别的加工方法将微观器件和结构制造出来的技术。
微纳加工技术的原理主要包括以下几个方面:1. 光刻技术:光刻技术是一种利用光学影像将图案复制到光刻胶或者光刻膜上的加工方法。
常用于微电子器件和光学器件中的裂解器、导向器、微波射频器件等微细光电子器件中。
2. 电子束曝光技术:电子束曝光技术是一种利用电子束在悬浮的细缝、孔眼等位置形成成像的微电子加工技术。
多用于微电子器件的制备。
3. 离子束刻蚀技术:离子束刻蚀技术是利用离子束的高速轰击作用,将材料表面的原子或分子逐个碰撞溶解,并完成对材料微细结构的加工。
4. 激光微纳加工技术:激光微纳加工技术是以激光光束为工具的一种先进的微纳加工技术,可以通过对激光束的大小、形状和强度进行控制,实现对材料精细加工的目的。
第三章:光电子器件中的微纳加工技术1. 光刻技术光刻技术大量应用于微细电子器件和液晶显示器等高科技领域,其制造方法与普通相机洗印技术类似,但是光刻技术更为精细。
在光电子器件方面的应用,光刻技术可用于制造掩模板,如制造光学毛细管、超声探测器、分光器等微细光电器件。
2. 电子束曝光技术电子束曝光技术是微细光电子器件内部结构制造的主流技术之一,其精度和分辨率较高。
利用电子束曝光技术可以制作出较为复杂的结构,如微波射频器件、光伏电池、纳米材料、光电子晶体管等微细光电器件。
3. 激光微纳加工技术激光微纳加工技术是一种可以在大气环境下进行非接触性的微细加工技术,与传统的微细加工技术相比,具有加工效率高、加工速度快和加工质量好等优点。
微纳光学器件的制备与应用研究
微纳光学器件的制备与应用研究随着科学技术的不断进步,微纳技术的发展也得到了迅猛的发展。
微纳光学器件是微纳技术的一个重要领域,它是以微纳技术为基础,通过微纳加工手段对光学材料进行加工制备,以实现对光场的控制和调节,具有广泛的应用前景。
本文将从微纳光学器件的制备方法、光学效应以及应用领域进行分析和探讨。
一、微纳光学器件制备方法微纳光学器件制备的关键在于微纳加工技术,微纳加工技术主要包括光刻、电子束曝光、激光刻蚀、离子束刻蚀等。
这些技术因其高精度、高效、低成本等优势,成为微纳器件制备中最有效的手段。
1.光刻技术光刻技术是一种重要的微纳加工技术,它是通过添加光敏剂,将光的影像记录在光敏剂上,然后用化学腐蚀或电子束刻蚀对材料进行加工制备。
该技术具有高分辨率、高精度、可重复性好等优点,可制备出尺寸微小的器件。
2.电子束曝光技术电子束曝光技术是利用电子束在光敏聚合物膜表面上刻画出微纳级别的图形,然后通过化学腐蚀或开发技术,制备出微观结构。
该技术具有高分辨率、加工速度快、加工深度大等优点。
3.激光刻蚀技术激光刻蚀技术是利用激光束对材料进行蚀刻,形成所需结构的加工技术。
它具有批量加工、在各种材料上都可进行加工,可以实现三维加工等优点。
4.离子束刻蚀技术离子束刻蚀技术是利用高能离子束轰击样品表面,形成微细的结构。
离子束刻蚀技术具有加工精度高、加工速度快、加工深度大等优点。
二、微纳光学器件的光学效应微纳光学器件的性能和特点决定了其在光学上所产生的效应。
微纳光学器件通常包括微透镜阵列、光子晶体、金属纳米结构等。
这些器件的光学效应与其结构有关,主要包括反射、透射、散射、偏振、折射等效应。
1.反射效应反射效应也称为镜面反射,是指光线在反射面上发生反射,遵循反射定律。
微纳光学器件中反射效应主要用于制备反射镜、微透镜等。
2.透射效应透射效应是指光线在穿过物体时发生偏折的现象。
微纳光学器件中透射效应主要用于制备微透镜、透射光栅等。
光学微纳加工技术在光学元器件制造中的应用

光学微纳加工技术在光学元器件制造中的应用光学微纳加工技术是近年来发展迅速的应用技术,该技术通过利用激光、电子束等光学器件,将光束聚焦并照射到材料表面,实现对材料的微纳尺度加工。
在光学元器件制造方面,光学微纳加工技术的应用相当广泛。
一、激光微纳加工技术在制造光学元器件中的应用激光微纳加工技术是光学微纳加工技术的一种,该技术通过聚焦激光束,并以高能量密度照射材料表面,实现对材料的微纳尺度加工。
在制造光学元器件方面,激光微纳加工技术可用于制造微透镜阵列、光传感器、光学波导、光纤连接器等各种光学元器件。
其中,微透镜阵列是一种基于光学微纳加工技术制造的光学元器件,它能够将入射的光线聚焦到不同的点上,从而实现对光线的分束和聚焦。
同时,激光微纳加工技术还可用于制造光学波导,它利用类似于微纳米加工的方法,将光束导向到需要的位置,从而实现一系列光学功能。
二、电子束微纳加工技术在制造光学元器件中的应用电子束微纳加工技术是另一种应用广泛的光学微纳加工技术,该技术通过使用电子束照射材料表面,实现对材料的微纳尺度加工。
在制造光学元器件方面,电子束微纳加工技术常用于制造光栅衍射元件、光学元件等。
光栅衍射元件是一种通过光束在光栅上的衍射达到分光和搭配的元器件,它在太阳能电视、相像授权、躲避和文献扫描等范畴有着举足轻重的作用。
而光学元件则包括透镜、棱镜、楔形体等各种形状和材质的元件,它们可以实现光波的衍射、聚焦和反射等光学功能。
三、纳米加工技术在制造光学元器件中的应用纳米加工技术是一种新兴的光学微纳加工技术,它通过控制纳米级尺寸的光学元件,在光学传感、微积分学和生命科学等领域中发挥着重大的作用。
在制造光学元器件方面,纳米加工技术可以制造光学网络、光学薄膜以及各种光学纳米元器件等。
光学网络是一种可以在核级引擎中存放比特且进行通信的纳米级光学元器件。
在微积分学中,纳米加工技术也可以通过制造光学芯片和纳米线阵列等仪器,实现对微尺度物质的检测和分析。
光电子器件制造中的微纳加工技术研究
光电子器件制造中的微纳加工技术研究第一章引言光电子器件是指将光电子学原理应用于电子技术中,制造具有光电转换和光学传输功能的器件。
光电子器件的应用领域涉及广泛,如光通信、光储存、光信息处理、激光、光学传感等。
而微纳加工技术是实现光电子器件制造的关键技术之一,它通过微缩制造技术,将器件的尺寸缩小到微米级别或纳米级别,从而实现器件的高集成度、高性能和小型化等优势。
因此,本文将探讨光电子器件制造中的微纳加工技术研究。
第二章微纳加工技术概述微纳加工技术是指在微米级别或纳米级别范围内进行的加工和制造技术。
微纳加工技术可分为两种,即表面微纳加工和体积微纳加工。
表面微纳加工是指在单个平面上进行微米或纳米级别的加工和制造,包括光刻、薄膜沉积、蚀刻等。
体积微纳加工是指在几何体内进行微米或纳米级别的加工,包括激光刻蚀、离子束刻蚀、电解加工等。
第三章光电子器件制造中的微纳加工技术光电子器件制造中的微纳加工技术是将微纳加工技术应用于光电子器件制造中,主要包括以下内容。
3.1 光刻技术光刻技术是一种通过光照射光刻胶,将芯片设计图形转移到光刻胶上的表面微纳加工技术。
其应用广泛,包括制造光学通信器件、液晶显示器材料等。
光刻技术的主要过程包括铺胶、预烘烤、曝光、显影、后烘烤等,其中曝光环节是关键步骤。
3.2 薄膜沉积技术薄膜沉积技术是一种将材料沉积在晶片表面的微纳加工技术,常用的方法包括化学气相沉积、物理气相沉积、溅射沉积等。
该技术主要应用于制造薄膜光学元件、微振动器件等。
3.3 蚀刻技术蚀刻技术是将蚀刻液对芯片表面材料进行刻蚀,形成指定的形状和尺寸的微纳加工技术。
蚀刻技术根据刻蚀液的化学性质可以分为湿法蚀刻和干法蚀刻,其中干法蚀刻技术的制作精度较高。
3.4 激光刻蚀技术激光刻蚀技术是利用高能量的激光对芯片表面进行刻蚀,将器件的尺寸缩小到微米或纳米级别的微纳加工技术。
激光刻蚀技术主要应用于制造光栅、衍射光栅、微光谱仪等光电子器件。
微纳光学元件
微纳光学元件微纳光学元件是一种在微纳米尺度下设计和制造的光学元件。
由于其小尺寸和优异的光学性能,微纳光学元件在微纳米光学和纳米光电子学领域中有着广泛的应用。
本文将从微纳光学元件的定义、制造技术、应用等方面进行介绍。
一、微纳光学元件的定义微纳光学元件是指在微纳米尺度下制造的光学元件。
与传统的光学元件相比,微纳光学元件具有小尺寸、高精度、高通量、高灵敏度等优点。
微纳光学元件的制造需要借助现代微纳技术,包括光刻、电子束曝光、离子束刻蚀等。
微纳光学元件的制造技术是微纳技术的一个重要分支。
目前,微纳光学元件的制造技术主要有以下几种:1. 光刻技术:光刻是一种半导体工艺中常用的制造技术,也是微纳光学元件制造的一种重要技术。
光刻技术是利用光刻胶对光刻模板进行曝光,然后进行显影、蚀刻等步骤,制造出微纳光学元件。
2. 电子束曝光技术:电子束曝光是一种高精度的微纳加工技术,可以用于制造微纳光学元件。
电子束曝光技术可以通过控制电子束的位置和能量,在微米级别上进行精确的加工。
3. 离子束刻蚀技术:离子束刻蚀是一种利用离子束进行加工的技术。
离子束刻蚀技术具有高精度、高速度、高质量等优点,可以制造出微纳光学元件。
三、微纳光学元件的应用微纳光学元件在微纳米光学和纳米光电子学领域中有着广泛的应用。
主要应用包括:1. 光学传感器:光学传感器是利用光学原理进行测量的传感器,可以用于测量光、电、磁、化学等各种物理量。
微纳光学元件可以制造出高灵敏度的光学传感器,具有广泛的应用前景。
2. 光学通信:光学通信是利用光进行信息传输的技术,具有高速度、高带宽、低损耗等优点。
微纳光学元件可以制造出高精度的光学器件,可以用于实现高速率的光学通信。
3. 光学存储:光学存储是一种利用光进行信息存储的技术,可以用于制造光盘、光存储器等设备。
微纳光学元件可以制造出高密度、高精度的光学存储器件,具有广泛的应用前景。
四、微纳光学元件的发展趋势随着纳米技术的不断发展,微纳光学元件的制造技术也在不断进步。
光学元件的微纳加工与制备

光学元件的微纳加工与制备在当今科技飞速发展的时代,光学元件在众多领域中发挥着至关重要的作用,从通信、医疗到航空航天,无一不依赖于高性能的光学元件。
而光学元件的微纳加工与制备技术则是实现这些高性能的关键所在。
光学元件的微纳加工,顾名思义,是指在微观甚至纳米尺度上对光学元件进行精确的制造和处理。
这一领域涉及到众多复杂的技术和工艺,要求极高的精度和准确性。
首先,让我们来了解一下微纳加工技术中常用的材料。
在光学元件的制备中,硅、玻璃、聚合物等材料被广泛应用。
硅具有良好的电学和光学性能,常用于制造集成电路中的光学器件。
玻璃则因其透明度高、化学稳定性好等优点,成为制造光学透镜、棱镜等元件的常用材料。
而聚合物材料则具有成本低、易于加工成型等特点,在一些特定的应用中具有独特的优势。
在微纳加工的工艺中,光刻技术是一项核心技术。
它类似于在微小尺度上进行“绘画”,通过将设计好的图案转移到光刻胶上,然后再通过刻蚀等工艺将图案转移到材料上。
光刻技术的精度直接决定了光学元件的尺寸和性能。
除此之外,还有电子束光刻、离子束光刻等更为先进的光刻技术,能够实现更高的分辨率和精度。
另一个重要的工艺是刻蚀技术。
刻蚀就像是在材料上进行“雕刻”,通过化学或物理的方法去除不需要的部分,从而形成所需的结构。
常见的刻蚀技术包括湿法刻蚀和干法刻蚀。
湿法刻蚀成本较低,但精度和控制难度较大;干法刻蚀则能够实现更高的精度和更复杂的结构,但设备成本较高。
除了光刻和刻蚀,薄膜沉积技术也是微纳加工中不可或缺的一环。
通过物理气相沉积、化学气相沉积等方法,可以在基底上沉积出各种功能性的薄膜,如增透膜、反射膜等,从而改善光学元件的性能。
在微纳加工过程中,如何保证加工的精度和质量是一个关键问题。
这需要对加工设备进行精确的校准和调试,同时对加工环境进行严格的控制,例如温度、湿度、洁净度等。
此外,还需要建立完善的质量检测体系,采用各种先进的检测手段,如扫描电子显微镜、原子力显微镜等,对加工后的光学元件进行检测和评估。
基于微纳加工技术的光谱和光学组件制备及应用
基于微纳加工技术的光谱和光学组件制备及应用随着科技的发展,微纳加工技术受到越来越多的关注。
微纳加工技术可以在毫米级的空间尺度下制造出微小的结构和装置,具有许多优秀的性能和应用。
其中,微纳加工技术在光谱学和光学组件制备领域具有广泛应用。
一、微纳加工技术在光谱学中的应用光谱学研究光与物质之间的相互作用,是现代科学中非常重要的分支之一。
而微纳加工技术可以制备出微小的结构和装置,可以用于制作光谱学中的各种样品限制器、调制器、分光计、探测器等器件。
由于微纳加工技术的独特性,可以利用微纳加工技术制造出可微调谐的光滤波器、光波导、能谱仪等器件。
其中,微紫外光谱仪是一种基于微纳加工技术的仪器装置,它可以使用微型光学元件捕捉和处理弱的紫外光谱,是一种高灵敏度和快速分析小分子的重要工具之一。
二、微纳加工技术在光学组件制备中的应用微纳加工技术可以制造出微小尺寸、高精度和高效率的光学组件。
利用微纳加工技术制造的组件可以用于构造精密光学系统、包括透镜、光纤连接仪器、微型插入式传感器以及微型荧光探针等。
其中,由于其小型化和高效率,微型透镜是其中一个广泛应用的组件,可以用于医疗成像、功率激光系统、摄像机、量子电脑等领域。
与此同时,利用微纳加工技术制造的微型光纤连接器可以克服传统光纤在适应苛刻环境上的缺点,使之具有小型、轻便、高精度、高可靠性的特点,因此得到了广泛的应用。
三、微纳加工技术在生物医学中的应用微纳加工技术可以制造出高精度的生物传感器和诊断设备,可以检测微量分子、细胞、细胞培养和生物样品,有效地帮助医生管理病人的健康状况。
例如,在微量分子检测中,通过微纳加工技术制造的微流控芯片可以通过微小的反应室,提高灵敏度,并且能够用于蛋白质、DNA、病毒等微小分子的检测。
这就为药物筛选和疾病诊断提供了基础。
而在细胞检测中,微纳加工技术可以用于构建微流系统,通过微小型的生物反应器,可以用来培养、观察和研究细胞的繁殖和功能。
生物传感器就是一个利用生物体系完成生物分子、微生物以及对其它生命体监测识别等相关传感技术的代表性产品。
第三章 微纳制造技术_光刻
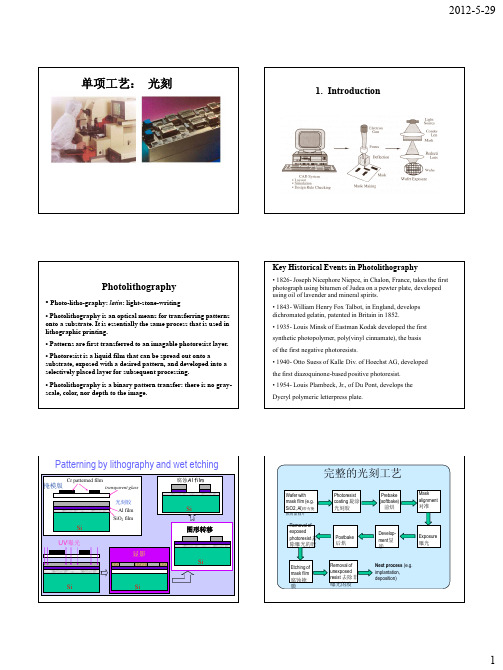
单项工艺: 光刻1. IntroductionPhotolithography• Photo-litho-graphy: latin : light-stone-writing• Photolithography is an optical means for transferring patterns onto a substrate. It is essentially the same process that is used in lithographic printing.• Patterns are first transferred to an imagable photoresist layer. • Photoresist is a liquid film that can be spread out onto asubstrate, exposed with a desired pattern, and developed into a selectively placed layer for subsequent processing.• Photolithography is a binary pattern transfer: there is no gray -scale, color, nor depth to the image.Key Historical Events in Photolithography• 1826- Joseph Nicephore Niepce, in Chalon, France, takes the first photograph using bitumen of Judea on a pewter plate, developed using oil of lavender and mineral spirits.• 1843- William Henry Fox Talbot, in England, develops dichromated gelatin, patented in Britain in 1852.• 1935- Louis Minsk of Eastman Kodak developed the first synthetic photopolymer, poly(vinyl cinnamate), the basis of the first negative photoresists.• 1940- Otto Suess of Kalle Div. of Hoechst AG, developed the first diazoquinone-based positive photoresist. • 1954- Louis Plambeck, Jr., of Du Pont, develops the Dycryl polymeric letterpress plate.transparent glassCr patterned film掩模版Si 光刻胶 SiO 2 filmAl film Si UV 曝光Si显影Si图形转移Si 腐蚀Al filmPatterning by lithography and wet etching完整的光刻工艺Wafer with mask film (e.g. SiO2, Al)带有掩膜的晶圆片Photoresist coating 旋涂光刻胶Prebake (softbake)前烘Mask alignment 对准Exposure 曝光Develop-ment 显影Postbake 后烘Removal of exposed photoresist 去除曝光的胶Etching of mask film 腐蚀掩膜Removal of unexposed resist 去除非曝光的胶Next process (e.g. implantation, deposition)掩模板设计软件L-EditStarting material for reticle (刻线)manufacturing is ~800 Å thickfilm of chromium (铬)covered with resist andanti-reflective coating (ARC)Chromium has very good adhesion andopaque properties (粘附力好,不透明)Substrate: quartz glass plate (石英玻璃板)Patterned by direct writing using e-beam orlaser (电子束或激光直写)Usually wet etching of Cr after exposure4 or 5x magnification is normal for projectionlitho (投影制版)Pellicle used for dust protection of reticle掩模板制作亮场和暗场掩模板工程1. Optical proximity correction (OPC)光学邻近校正High-frequency components of the diffracted light is lost because of finite apertures,circular lenses etcEnds and bows of narrow lines are not ideal(端面和弯曲的地方不理想)OPC: Clever mask engineering based on software algoritms cancompensate some of this error: (软件算法补偿)掩膜版工程2. Phase shifting masks (PSM) (相移掩膜)Introducing material which shifts the light by 180°for adjacent mask patterns barely resolved improved resolutionIntensity ∝ (Electrical amplitude)2Positive vs. Negative Photoresist 正性和负性光刻胶传统光刻胶Typically consist of 3 components:-树脂或基材• a binder that provides mechanical properties (adhesion, chemical resistance, etc)- 光敏化合物(PAC)- 溶剂• control the mechanical properties, such as the viscosity of the base, keeping it in liquid state.正性光刻胶(I)•Two-component DQN resists:Currently the most popular positive resists are referred to as DQN, correspondingto the photo-active compound, diazoquinone (DQ) and resin, novolac (N), respectively. •Novolac 酚醛 (N):- a polymer whose monomer is an aromatic ring with two methyl groups and an OH group.- it dissolves in an aqueous solution easily.- solvent added to adjust viscosity, however, most solventis evaporated from the PR before exposure and so playslittle part in photochemistry• Diazoquinone(DQ)- 20-50 % weight- photosensitive- DQ Carboxylic acid 羧酸 (dissolution enhancer)UV正性光刻胶(I)-Photoactive compound (DQ) is insoluble in base solution.-Carboxylic acid readily reacts with and dissolve in a base solution-resin/carboxylic acid mixture will rapidly takes up water(the nitrogen released in the reaction also foams the resist, further assisting the dissolution) -The chemical reaction during the dissolution is the breakdown of the carboxylic acid into water-soluble amines such aniline and slat of K (or Na depending on the developer).-Typical developer KOH or NaOH diluted with waterAdvantages of DQN photoresists:• the unexposed areas are essentially unchanged by the presence of the developer. Thus, line width and shape of a pattern is precisely retained.非曝光部分不变,维持线宽和形状• novolac is a long-chain aromatic ring polymer that is fairly resistant chemical attack. ThePR therefore is a good mask for the subsequent plasma etching. 酚醛是长链芳环聚合物,耐化学腐蚀正性光刻胶(II)• PMMA (Ploymethyl methacrylate)short-wavelength lithography: deep UV, extreme UV, electron-beam lithography r resin itself is photosensitive (Slow)(pro’s) high resolution(con’s)Plasma etch tolerance of the resist is very low.it needs to have thick PMMA to protect the thin film, otherwise the PMMA willdisappear before the thin film doesdissociation of PMMA changes the chemistry of the plasma etch and often leads to polymeric deposits on the surface of thesubstrate.Low sensitivityit needs to add PACs or to elevate exposure temperature to increase the speed ( the elevation of temperature can also increase the contrast)resist feature with aspect ratio higherthan 4 is not considered to mechanicalstable.负性光刻胶(I)Based on azide-sensitized rubber(叠氮敏橡胶) such as cyclizedpolyisoprene• Advantages•Negative photoresists have very high photospeeds•Adhere to substrate without pretreatment• DisadvantagesSwelling of photoresists during the development.- an after develop bake will make the lies to return to their original dimension, but this swelling and shrinking process can cause the lines to be distorted. The minimum feature size of negative PR is limited to 2 µmDirt on mask causes pinholeDeveloper is usually organic 显影液为碱性溶液,如 NaOH or TMAH (tetramethyl ammonium hydroxide)光刻胶工艺中的问题:驻波效应: in particular when exposing on reflective layers such as metals解决办法:镀制减反层: Suppressed by antireflective coating (ARC) prior to resist spinning特殊的光刻工艺1. 剥离工艺(Lift-off)适用于制作难腐蚀材料图形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(a) (b)
难点: -表面光滑且保真度高的刻蚀转移; - 高冠高的微透镜.
4
2012-6-5
微透镜的复制
• 硅衍射微透镜母版制作
Photolithography + IBE or RIE 8-level Si microlens
• 光刻胶作为母版时
SU-8 replica Lamp power: 282W Flood exposure time: 7 min Post bake: 15min @60C - PR microlens as a master - good surface quality Array: 256 256 Pixel: 33 m 50m - Defects occurs due to bubbles
• 实验装置和方法
Mask aligner provides UV sources and alignment tool
微透镜母版制作
• 光刻胶母版
光刻胶: Clariant AZ 1500
• 石英折射微透镜母版制作
主要工艺: - 光刻 - 热熔成型 - 刻蚀转移
- 简单的热熔成型方法,未 转移至衬底上; - 表面粗糙度1nm; - 产生的PDMS中间模和SU-8 复制品的表面质量均很好。
0.2
0.0 -2 -1 0 1 2
x (m)
1.0
0.8
dx=0 m dx=0.4m dx=0.9m
0.6
•
0.4
0.2
0.0 -2 -1 0 1 2
对4 阶菲涅耳透镜衍射效率的 影响比较显著,对8阶菲涅耳 透镜衍射效率的影响小。
x (m)
在横向误差(包括线宽误差和对准 误差)和深度误差中,以对准误差的 影响最大 衍射效率随对准误差衰减速度很快。
a. 高宽比过小
3
b高宽比过大
h3
c 高宽比适中
4h 2 (3R h) 3d 2
透镜 F#=1~3
光刻胶热熔后的几种不同结果
2
2012-6-5
热熔Sol-Gel 玻璃制O2 Sol-Gel热熔
热熔后光刻胶图形 反应离子刻蚀转移:
表面轮廓测量曲线
刻蚀选择比对微透镜形貌的影响
★ 连续浮雕制作中使用的光刻胶:厚度10微米左右; 低的 对比度和宽阔的线性区;与微电子中的光刻胶不同,需要 改造(预曝光,改变硬度;改造显影工艺)。
- 不后烘或未足够的后烘可导致S U-8复制微透镜的冠高 比PDMS高6-9%; - 横向尺寸变化在1%以内。
灰阶掩模技术
模拟灰阶 或半色调 屏
HEBS玻璃
• 母版: silicon, glass, polymer, metal, ceramic,…. • 中间模: soft ( PDMS), hard(glass,PMMA,PC,Sol-gel…) • 复制品: UV-polymer: SU-8, BCB,PI, epoxy adhesive, …
• 现在使用的材料
Array: 1500640 Pixel: 25 m 25 m
- 工艺兼容性 - 表面的平坦性
• 制作技术
制作方法 热熔法 二元光学法 灰度等级掩模 离子束刻蚀(IBE) 材料 PR PR 控制参数 孔径,冠高 特征 常用,简单,F数受接触角限制
• 光刻热熔成型 • 干法刻蚀转移
环带半径,台 高衍射效率,填充系数,设计自 由度,但存在临界尺寸限制,套 阶深度 刻对准困难
2012-6-5
二元光学制作技术
•二元编码分层掩模量化相位; • N次掩模,可制作2N个台阶; 衍射效率:
sin c
1 N
2
第三章 微纳加工技术 - 4 微光学元件制备
• 标准微电子工艺;
二元光学设计
紫外光刻 + 刻蚀 (三次)
八相位微透镜阵列
关键技术
套刻对准技术
Silicon,silic a Silicon, silica, 反应离子刻蚀 (RIE) polymer 激光直写 微喷墨 微模制 PR Liquid polymer Polymer
聚合物微透镜:BCB
折射微透镜设计
光刻胶热熔前后截面变化 在热熔前后,可以近 似认为光刻胶浮雕图 形的体积保持不变, 设d为热熔前圆柱状 光刻胶的底边直径, H为光刻胶层厚度, 于是有
专用设备,曝光量可调,但冠高 PR, Sol-gel 曝光量和曝光 分布 在几个微米 能量,电流, 入射角 气体组份和配 比,功率,气 压 功率,光束直 径 液滴量 压力 ,温度,曝 光剂量 专用设备,高刻蚀精度,但刻蚀速 度慢 专用设备,高刻蚀速率和选择性, 但刻蚀精度不高 专用设备, 刻蚀速率慢 打印设备, 接触角限制 批量,低成本,多样性
M.He,X.-C.Yuan, Optics Letter, 2003,v28n9,731
凹微透镜以及旋转双曲面微透镜的制作
• 复制技术
MiaoHe,XiaocongYuan, Optics Letter, 2004,v29,9,1007; v29,n17, 2004
注模复制菲涅尔透镜
Mold
热压 注模
紫外模塑
+ 成熟的技术 + 投入小,成本低
+ 聚合物中的光程短 + 平坦度高 + 相对于衬底的可调性 + 可利用现有设备
PMMA Lens - 材料范围受限 - 复制质量较低 - 低稳定性 1mm - 收缩率较高 - 成本相对较高
3
2012-6-5
紫外模塑(UV UV-molding)技术
• 主要工艺过程 • 材料
• PDMS 和SU-8 微透镜的形貌比较
PDMS中间模 SU-8, 未后烘 SU-8,后烘15min @60C
连续浮雕微光学器件制作技术
• 二元光学器件是对连续浮雕结构的近似,衍射 效率不高。 • 连续浮雕器件则采取一次成形技术,不仅衍射 效率高,而且省去了套刻对准过程。 • 制作方法:基于灰阶掩模的投影法和采用电子 束或激光束的束能直写法。
Canyon Materials Inc
宽范围:500灰度等级 高分辨:0.1μm/ 等级 连续光密度变化: 0.1~2
银离子交换层; 在高能束流轰击 下,交换层由透 明变成黑色;
5
2012-6-5
可采用传统桌面出版技术 制作掩模: 高精度打印输 出设设备产生半色调频, 再精缩(10倍),再空间 滤波去除高频分量即得到。
对 光强 相
1
2012-6-5
聚合物微透镜制作技术
• 石英衍射微透镜
自对准工艺 (专利)
• 使用聚合物的理由
- 材料多样性: PMMA, PC, 光学环氧胶,聚酰亚胺等. - 重量轻 - 规模复制,成本低 - 可作为独立的光学元件,也可用于单片集成
• 单片集成的要求
- 高光学透过率(材料,表面状况) - 物理和化学稳定性
红外双面对准光刻机
高精度刻蚀技术
离子束刻蚀 SF6/O2/CHF3等离子体
离子束刻蚀
反应离子刻蚀
套刻误差的影响
菲涅耳透镜存在δ 对准误差
存在套刻误差的微透镜
1.0
0.8
强值 对光 相
0.6
dx=0m dx=0.45m dx=0.9m
0.4
• 离子束刻蚀存在二次效 应即再沉积、再溅射和槽 底开沟,导致侧壁倾斜,但 刻蚀速率控制精度高,硅 的刻蚀速率10nm/min左右;
H h 2 R
H
d 2
2
• 制造直径为100μm微透镜的不同参数 (设光刻胶的折射率为1.6) 焦距 曲率半径R 60 100(F#=1) 200 120 400 240 对于较高数值孔径的透 镜, 熔化过程令人满意; 对于长焦距透镜,熔化 过程倾向于在中间产生 凹陷而不是球面。 顶点高度h 27 10.9 5.5 膜厚H 14.8 5.3 2.6
束能直写技术-无掩膜光刻
是一种无掩模光刻技术。高能粒子束扫描感光涂层而直接产生图 形信息。电子束理论上可聚焦到10nm ,可加工特征尺寸在1μm或更 精细的图形;激光束束斑在1 μm以下,加工几微米的图形。
6