高速铁路技术资料二——国内外钢轨及其技术标准
钢轨技术标准手册
第一节钢轨概述钢轨是铁路轨道的主要组成部件。
它的功用在于引导机车车辆的车轮前进,承受车轮的巨大压力,并传递到轨枕上。
钢轨必须为车轮提供连续、平顺和阻力最小的滚动表面。
在电气化铁道或自动闭塞区段,钢轨还可兼做轨道电路之用。
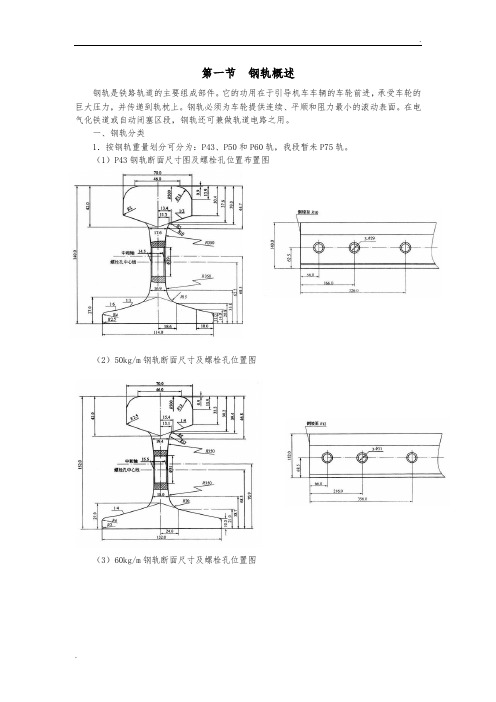
一、钢轨分类1.按钢轨重量划分可分为:P43、P50和P60轨,我段暂未P75轨。
(1)P43钢轨断面尺寸图及螺栓孔位置布置图(2)50kg/m钢轨断面尺寸及螺栓孔位置图(3)60kg/m钢轨断面尺寸及螺栓孔位置图(4)43kg/m 、50kg/m 和60 kg/m 各部主要尺寸对比P43、P50和P60主要尺寸对比 表1序号 项 目 钢轨规格43kg/m 50kg/m 60kg/m 1 每米钢轨重量(kg) 44.653 51.514 60.64 2 钢轨高度(mm) 140 152 176 3 轨头宽度(mm) 70 70 73 4 轨底宽度(mm) 114 132 150 5 轨腹宽度(mm) 14.5 15.5 16.5 6 螺栓孔直径(mm) 29 31 31 7 螺栓孔距轨底距离 62.5 68.5 69 8 轨端至第1孔中心距(mm) 56 66 76 9 1孔至2孔中心距(mm) 110 150 140 102孔至3孔中心距(mm)1601401402.按钢轨材质划分可分为U71Mn 、U75V 、U75VG 、U71MnG 、U78CrV 、U77MnCr 和U76CrRe 。
目前使用最多的为U71Mn 和U75V 材质的钢轨。
钢轨材质型号的含义:(举例U71Mn 和U75VG )(1)重载铁路:应选用强度等级不低于980MPa 的热扎钢轨(U75V 、U78CrV 、U77MnCr 和U76CrRe );在半径≤1500m 的曲线地段应选用强度等级不低于1180 MPa 的热处理钢轨(可优先选用U78CrV 、U77MnCr 和U76CrRe 等)或贝氏体钢轨。
国内外钢轨及其技术标准29页PPT

国内外钢轨及其技术标准
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
第二节 钢轨基本知识
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg/m无螺栓孔新钢轨;其他站线宜铺设50 kg/m钢轨。
200 km/h及以上高速客运铁路应选用u71MnG、强度等级为880~IPa热轧钢轨;200 km /h~250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0.71%、0.75%,V代表钒元素,Mn代表锰元素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
二、钢轨长度及断面尺寸1.钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI 和99 ITI四种。
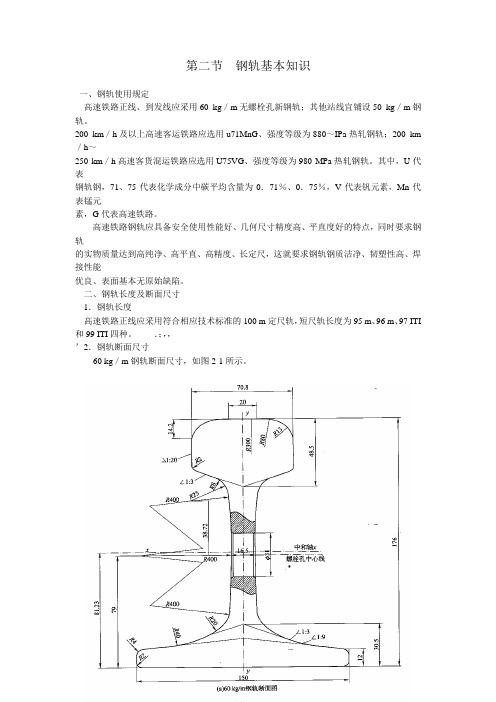
.;,,’2.钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
3.钢轨计算数据60 kg/m钢轨计算数据,如表2—9所示。
三、钢轨材质1.钢轨的化学成分(表2—10)2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表2一11的规定。
四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图2 2所示。
钢轨标准规定,在钢轨轨腰部位需要采用两种标记,即轧制标志和热压印标志,同时还规定了其他标识,如在轨端刷漆以及粘贴标签。
1.凸出标志钢轨一侧轨腰上轧制的凸出标志顺序:生产厂标志——钢轨轨型(如60代表60 kg/m)——钢轨钢牌号(如u75vG、u7lMnG)——制造年(轧制年度末两位)、月(如04代表轧年度为2∞4年,Ⅲ代表3月份轧制)。
2.凹入标志钢轨另一侧的轨腰上热压印凹人标志的顺序:钢厂代码——生产年份——炉号——连铸流号——连铸坯号——钢轨顺序号——班别号。
各个钢厂的热压印标志不完全相同。
国内外钢轨及其技术标准讲解共29页文档

国内外钢轨及其技术标准讲 解
26、机遇对于有准备的头脑有特别的 亲和力 。 27、自信是人格的核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
解析铁道行业标准《钢轨》第1和第2部分

2021年5月(总第415期)·8·标准化工作STANDARDIZATION WORK第49卷Vol.49第5期No.5铁道技术监督RAILWAY QUALITY CONTROL收稿日期:2021-01-29作者简介:高俊莉,副研究员;吴伟,高级工程师;朱洁琳,助理研究员1概述TB/T 2344(所有部分)《钢轨》是保障钢轨性能和质量的通用技术要求,为钢轨设计、制造、采购、验收、检验提供技术依据。
标准分为3个部分,即TB/T 2344.1—2020《钢轨第1部分:43kg/m ~75kg/m 》,TB/T 2344.2—2020《钢轨第2部分:道岔用非对称断面钢轨》,TB/T 2344.3—2018《钢轨第3部分:异型钢轨》。
TB/T 2344.1—2020适用于铁路用热轧和在线热处理钢轨;TB/T 2344.2—2020适用于铁路道岔及伸缩调节器用热轧和热处理非对称断面钢轨;TB/T 2344.3—2018适用于对称断面钢轨跟部锻造成型的异型钢轨和由非对称断面钢轨跟部锻造成型部位的制造及检验。
2020年12月,国家铁路局发布TB/T 2344.1—2020和TB/T 2344.2—2020(以下统称“新标准”)。
介绍3个部分标准历次版本发布情况、新标准修订原则和修订过程、主要修订内容及关键技术的确定。
2标准历次版本发布情况TB/T 2344.1—2020及其所代替文件历次版本发布情况如下。
1993年,发布TB/T 2344—1993《43kg/m ~75kg/m 钢轨供货技术要求》、TB/T 2341.1—1993《43kg/m 钢轨型式尺寸》、TB/T 2341.2—1993《50kg/m 钢轨型式尺寸》、TB/T 2341.3—1993《60kg/m 钢轨型式尺寸》和TB/T 2341.4—1993《75kg/m 钢轨型式尺寸》。
2003年完成第1次修订,修订TB/T 2344—1993,并入了TB/T 2341.1—1993,TB/T 2341.2—1993,TB/T 2341.3—1993和TB/T 2341.4—1993的内容,形成TB/T 2344—2003《43kg/m ~75kg/m 钢轨订货技术条件》。
钢轨尺寸、重量及使用标准
钢轨尺寸、重量及使用标准1.概述铁道器材是铁路的重要器材,钢轨是铁路器材的主要标志。
A—轨高B—底宽 C—头宽D—腰厚(1)分类。
钢轨以每米大致重量的公斤数,可分为重轨与轻轨两种:①重轨。
按所用钢材钢种分为:普通含锰钢轨、含铜普碳钢钢轨、高硅含铜钢钢轨、铜轨、锰轨、硅轨等,详见本节“8”中所提供的标准(1)、(2)。
主要有38、43、50kg 三种。
此外还有用于少数线路上的45kg轨,已计划在运量大和车速高的线路上用的60kg轨。
GB2585—81规定了我国38~50kg/m钢轨的技术条件,其尺寸和代号等如表6—7—10所示。
②轻轨。
品种在“8”的标准(5)中规定。
主要有9、12、15、22、30等不同轨型,其断面尺寸和轨型类别等如6-7-11所示。
技术条件详见“8”中标准(3)。
(2)制造及用途。
钢轨采用平炉、氧气转炉冶炼的碳素镇静钢轧制而成。
其用途是承受机车车辆的运行压力及冲击载荷。
(3)生产厂和进口国。
我国现用的钢轨,主要是国内一些钢厂生产,如鞍钢、武钢等。
此外,由于用量较大,尚需进口一些按我国技术标准要求的理化性能和按国外有关标准方法判定的钢轨及钢轨附件。
进口生产国有日本、德国、法国、英国、俄罗斯、澳大利亚等。
2.尺寸规格钢轨的长度和其他几何尺寸及公差等,由“8”中有关轻重轨相应标准规定。
3.外观质量(1)轧制后的钢轨应笔直,不得有显著弯曲与扭转。
对于轻重轨的局部弯曲和扭转及其矫正变形量,轨端面的倾斜等,不得超出标准规定。
(2)钢轨表面应洁净光滑,不得有裂纹、结疤、划痕等缺陷;其端面不得有缩孔痕迹和夹层等。
对于轻重轨整体表面所允许存在的缺陷及其几何量的程度,均不得超过标准的规定。
4.化学成分与物理性能(1)理化指标:国产钢轨的机械工艺性能和化学成分指标,见表6—7—12、表6—7— 13。
表6-7-10国产重轨规格钢轨类型断面尺寸mm横截面面积cm2理论重量kg每m重量12.5m长的重量25.0m长的重量每根钢轨螺栓孔部分重量未扣除螺栓孔每端扣除三个螺栓孔每端扣除三个螺栓孔A B C D501521327015.565.80.496643.925643.4291287.8501287.3540.496 431401147014.557.00.472558.162557.690116.3251115.8530.472 381341146813.049.50.423484.162483.739968.325967.9020.423 331201106012.542.50.271416.075415.804--0.271表6-7-11 国产轻轨规格轻轨类型kg/m断面尺寸mm通常长度m截面面积cm2理论重量kg/mABCD963.5063.5032.10 5.905~711.298.941269.8569.8538.107.546~1015.5412.20 1579.3779.3742.868.336~1019.3315.20 2293.6693.6650.8010.727~1028.3922.3030107.95107.9560.3312.307~1038.3230.10(2)检验方法:对于规定的钢轨化学成分及力学工艺性能的检验,按照一般钢铁分析实验方法有关标准规定进行。
高速铁路对钢轨的质量要求

高速铁路对钢轨的质量要求
文章来源:钢铁E站通/dict/detail.php?id=282
高速客运铁路对钢轨的要求主要是:
(1)关于钢轨断面,多数国家选择50kg/m或60kg/m平底轨,其长度为25m、
36m、50m或焊接钢长轨。
(2)关于钢种,一般采用碳素钢,其强度要求在900MPa以上。
为防止早期疲劳和剥
离的产生,要求钢轨钢采用硅脱氧镇静钢,钢中最大铝含量不大于0.005%。
为获得洁净钢,要对钢轨钢包精烁和真空脱气。
按ASTME45/84条款规定对氧化物最坏的
视场是B1,对硅酸盐型夹杂的视场是C1。
在德国DIN50602条款中,要求钢必须
满足如下要求:
-K3≤10对95%的钢轨;-K3≤20对其余5%的钢轨。
(3)对平直度的要求是:
1)轨端平直度:垂直上翘不大于0.2mm/m,垂直下弯不大于0.1mm/m,水平弯曲不大于0.25mm/m;
2)全长平直度:垂直方向不大于0.1mm/m,水平方向不大于0.3mm/m,垂直方向上翘最大5mm,水平方向旁弯的弯曲半径不小于1000m。
(4)对于焊接轨,焊缝处轨高尺寸公差要控制在0.1~0.2mm。
(5)为保证在高速下行车平稳,轮、轨接触带宽不应超过12~14mm,而且在这个接
触带上不应存在任何表面缺陷,为此必要时要对轨头进行打磨抛光。
(6)对于轴重大于20t的线路,则应采用耐磨级钢轨。
中国高铁的轨道质量标准

中国高铁的轨道质量标准中国高铁是全球最发达、最先进的高速铁路网络之一,其曾刷新了世界多项高铁纪录,成为中国交通基础设施建设的骄傲。
高铁轨道作为高铁运行的基础,其质量标准举足轻重。
下面将从轨道标准的制定过程、技术指标及质量控制等方面介绍中国高铁的轨道质量标准。
一、轨道标准制定过程中国高铁的轨道质量标准经历了长期研发和改进的过程。
早期的高铁发展,借鉴了国外先进经验,如日本、德国等国家的标准。
自2008年起,中国开始独立研发高速铁路技术,并于2012年制定了第一套国家标准,即《钢轨线路设计标准》(GB 50440-2007)和《钢轨道基与道床设计规范》(GB 50441-2007)。
这两个标准成为中国高铁起步阶段的基准,为后续标准的制定提供了基础。
二、技术指标中国高铁轨道的技术指标主要包括弹性线性、轨向准直度、轨缺陷及水平和垂直几何形状等多个方面。
1.弹性线性弹性线性是轨道对列车荷载产生的减震和导向作用的能力。
铁轨的质量和连接方式直接影响弹性线性。
按照标准,铁轨的弹性线性要求在规定的跨距内,车轮受到的冲击力要小于规定的极限值,以保证列车运行的平稳性和安全性。
2.轨向准直度轨向准直度指铁轨中轨头和轨尾的位置与所需位置之间的距离差。
高铁运行的速度较高,对轨道准直度的要求也较严格。
标准规定,铁轨的轨向准直度应在一定的限值范围内,保证列车的平稳通过和安全运行。
3.轨缺陷轨缺陷主要包括凸起、脱轨、断轨等问题。
这些缺陷会严重影响列车行驶的平稳性和安全性。
标准规定了轨缺陷的检测和修复要求,以保证高铁运行的安全性。
4.水平和垂直几何形状铁轨的水平和垂直几何形状对列车的行驶平稳性起着重要作用。
标准规定了轨道的水平和垂直位置、曲线半径和坡度等指标,确保列车能够平稳通过。
三、质量控制为了保证高铁轨道的质量,中国采取了一系列的质量控制措施。
1.严格的工艺要求高铁轨道的铺设过程需要严格按照标准化的工艺要求进行,包括基础预处理、轨道定位、轨道铺设和固定等。
高速铁路技术资料二——国内外钢轨及其技术标准
2021/3/12
25
6)《250km/h和350km/h客运专线钢 轨检验验收暂行标准》(铁建设函[2005]
402号)等。
适用于客运专线钢轨的用户检验
2021/3/12
26
6 严格执行标准 保证钢轨质量
12
图7 钢轨平立复合矫直
2021/3/12
13
图8 激光辅助四面液压矫直
2021/3/12
14
3)钢轨质量检测
质量检测一般采用集中布置,包括平直度激光自动 检测;涡流探伤;超声波探伤;表面质量在线肉眼 检查等。
图9 钢轨平直度激光自动检测
2021/3/12
15
1.2 与国外先进国家的差距
鞍钢已于2002年底引进国外先进设备和技术,完成了炉外精 炼、真空脱气、大方坯连铸和万能法轧制钢轨的技术改造, 并已初步具备了生产50m长定尺钢轨的条件。
2)前苏联/俄罗斯钢轨标准:ГOCT 24182-80, ГOCT 18267-82,ГOCT P 51685-2000。
3)日本钢轨标准:JIS E1101,JIS E1123,JIS E 1120—1994。
2021/3/12
20
4)国际铁路联盟:UIC860 钢轨供货技术条件第八版 (1986.7)。是流行较广的钢轨标准之一,许多国家 在钢轨的国际采购招标中均使用这一标准。但由于国 际铁路联盟工作重点发生变化,不再制定和修订钢轨 标准,1986年制定的钢轨标准显然不能满足铁路发展 和冶金生产技术进步的要求。
攀钢已于2003年底完成了钢轨连铸生产和精加工的技术改造, 2004年底完成了万能法轧制生产长定尺钢轨的技术改造,现 可以生产100m长定尺钢轨。
国内外钢轨生产和使用
1.2 国内钢轨标准
自1998年修建秦沈客运专线以来,铁道部根据 铁路发展的需要,并兼顾国内钢轨生产的实际, 先后颁布了10余个钢轨暂行技术条件和标准,涵 盖了250km/h和350km/h客运专线、时速160 公里以下既有线以及时速200公里提速线路用的 热轧钢轨、热处理钢轨以及道岔用钢轨。
国内外钢轨生产和使用
5)欧洲钢轨标准:EN13674-1:2003(E)
1994年11月提出初稿,1996年2月提出第二稿,
1998 年 第 三 稿 面 世 , 2000 年 确 定 了 标 准 号 ,
2003年正式颁布。该标准全面反映了高速铁路对
钢轨的要求,是当今世界上最先进、最严格的标
准之一。在标准范围中明确规定了该技术条件适
国内外钢轨生产和使用
7)《客运专线60AT钢轨暂行技术条件》(铁科 技函[2005] 101 号)
适用于新建客运专线。该标准以欧洲道岔钢轨 标准为采标对象,结合国内钢种以及试验方法等 方面的国内习惯制定。
国内外钢轨生产和使用
8)《250km/h和350km/h客运专线钢轨检验 及验收暂行标准》(铁建设函[2005] 402号) :
为监督钢轨的生产质量而制定。适用于客运 专线钢轨的用户检验。
国内外钢轨生产和使用
9)《TB/T2344-2003 :43kg/m~75kg/m热 轧钢轨订货技术条件》:
适用于时速160km/h以下既有线用的热轧钢轨
。目前铁路每年约70~100万吨大修和维修用轨
均采用该标准生产和采购。该标准以欧洲钢轨标
国内外钢轨生产和使用
从此改变了钢厂不采用铁路钢轨标准 的历史。现在已经形成了由铁道部提 出标准,钢厂按此生产的局面。从而 大大推动了钢轨生产的现代化技术改 造。
国内外高速铁路技术比较
国内外高速铁路技术比较近年来,高速铁路技术一直在不断发展。
中国目前的高速铁路网已经成为世界上最大的高速铁路网之一,而其最高时速直接达到了380公里/小时。
在全球范围内,也有很多国家不断研究开发着高速铁路技术。
本文将主要探讨国内外高速铁路技术的比较。
一、列车制动技术高速铁路的制动技术是铁路安全的核心。
目前,中国高速铁路的制动系统分为电磁制动和空气制动两种类型。
空气制动是一种较为传统的制动方式,而电磁制动则是近年来几乎所有高速列车都采用的制动系统。
电磁制动的优点在于制动灵敏度高、噪音小、寿命长等等。
许多国家也在研发电磁制动技术,如日本、德国等。
二、轨道技术高速铁路轨道技术是保证高速铁路安全运行的另一个重要方面。
目前,中国和日本的高速铁路轨道技术最为先进。
中国采用了“三介质”(即车辆、轨道和基础)连续结构技术,而日本则采用了“UIC60”标准的钢轨。
两种技术都有各自的优势。
三、列车动力技术高速列车的动力系统对于列车的运行速度、加速度等方面都有着至关重要的影响。
现代高速列车动力系统主要有两大类:内燃机动力和电力动力。
而在电力动力方面,又分为交流电和直流电两种。
目前,中国的高速列车采用的是交流电电力动力系统,而日本则在部分铁路线路上采用了直流电系统。
四、列车控制技术高速列车的控制技术可以说是目前高速铁路技术中最为关键的部分之一。
与传统铁路的人工控制不同,高速列车通过电子单元来进行控制。
这些电子单元还负责监测温度、电流等一系列数据,确保列车正常运行。
对于控制系统的可靠性和稳定性,各个国家的高速铁路制造商都在进行探索。
五、票务系统技术高速铁路的票务系统技术不仅仅与安全无关,同时也关系到铁路公司和乘客之间的关系。
目前,中国高速铁路票务系统主要有两种形式:实名制购票系统和动车组列车的自动售票系统。
这两种系统都在保护乘客利益、提升购票效率等方面有一定的作用。
总结来看,高速铁路技术在我国和世界各地都得到了广泛的应用和推广。
铁路钢轨 标准
铁路钢轨标准
1.概述
本标准规定了铁路钢轨的断面尺寸、材质和性能要求,以及制造、加工、质量检验等方面的要求。
适用于新建和既有铁路的钢轨选用及使用。
1.1 目的和范围
本标准旨在规定铁路钢轨的基本要求,包括断面尺寸、材质和性能等,以确保列车运行的安全性和舒适性。
适用于新建和既有铁路的钢轨选用及使用。
1.2 钢轨类型和尺寸
铁路钢轨主要分为重轨和轻轨两大类,分别适用于不同的轨道结构和载重需求。
其中,重轨适用于主要干线铁路,轻轨则适用于支线铁路、城市轨道交通等。
尺寸方面,钢轨的轨高、轨顶宽、轨底宽等参数均应符合相关规定。
1.3 钢轨材质和性能要求
钢轨材质应具备较高的强度、硬度和耐磨性,以保证在承受列车压力、摩擦和冲击时能够保持较好的性能。
此外,钢轨还应具备良好的抗疲劳性和抗腐蚀性。
2.钢轨断面尺寸
2.1 轨高:钢轨的高度应符合标准规定,以保证与轨道电路的匹配。
2.2 轨顶宽:轨顶部的宽度应符合标准规定,以确保列车轮对的顺利通过。
2.3 轨底宽:轨底部的宽度应符合标准规定,以提供足够的支撑面积。
2.4 轨头坡度:轨头应具有一定的坡度,以利于排水和轮对润滑。
2.5 轨底坡度:轨底也应具有一定的坡度,以防止积水积尘。
3.钢轨材质和性能要求
3.1 化学成分:钢轨的化学成分应符合标准规定,以确保具备所需的力学性能和耐腐蚀性。
3.2 力学性能:钢轨的抗拉强度、屈服点和延伸率等力学性能应符合标准规定,以确保在使用过程中不易变形或断裂。
3.3 微观结构:钢轨的微观结构应均匀分布,以提高材料的致密性和耐磨性。
铁路钢轨 标准

铁路钢轨标准铁路钢轨是铁路运输系统中的重要组成部分,它承载着列车的重量,并提供平稳的行驶轨道。
为了确保铁路运输的安全和高效运行,各国都制定了一系列关于铁路钢轨的标准。
本文将介绍铁路钢轨的标准,并分析其对铁路运输的重要性。
1. 钢轨的材质标准铁路钢轨的材质标准是确保其强度、耐久性和耐磨性的重要基础。
常见的铁路钢轨材质包括普通碳素结构钢、高碳素合金钢、镟轧型钢等。
这些材质均需符合国际标准组织(ISO)和各国相关标准的要求,以保证钢轨的质量和可靠性。
2. 钢轨的尺寸标准铁路钢轨的尺寸标准规定了其长度、高度、宽度和截面形状等参数。
这些标准旨在确保钢轨之间的连接紧密,以减少因连接松动而引发的事故风险。
此外,尺寸标准还涉及到钢轨的弯曲能力和承载能力等关键性能指标,以确保铁路运输的安全性和稳定性。
3. 钢轨的焊接标准钢轨的焊接是保证钢轨连接牢固的重要环节。
焊接标准规定了焊接材料、工艺和检验要求等,以确保焊接接头的质量和可靠性。
良好的焊接质量可以提高钢轨的整体强度和耐久性,减少事故风险,并延长钢轨的使用寿命。
4. 钢轨的表面处理标准钢轨的表面处理标准对于保护钢轨的外观和防止腐蚀起着重要作用。
常见的表面处理方法包括热浸镀锌、喷涂防锈漆等。
这些标准规定了表面处理的方法、材料和技术要求,以确保钢轨能够在恶劣的气候和使用环境下保持良好的外观和性能。
5. 钢轨的测试和检验标准测试和检验是铁路钢轨质量控制的重要环节。
各国都制定了一系列测试和检验标准,包括物理性能测试、化学成分分析、无损检测和破坏性试验等。
这些标准旨在确保钢轨的质量符合要求,并排除潜在的缺陷和安全隐患。
综上所述,铁路钢轨的标准在铁路运输系统中起着至关重要的作用。
合理的材质选择、严格的尺寸和焊接标准、有效的表面处理和可靠的测试检验,都可以保证铁路钢轨的质量和可靠性。
只有遵循这些标准,铁路运输才能更加安全、高效地进行,为人们的出行提供更好的保障。
国内外钢轨及其技术标准共29页

•
46、寓形宇内复几时,曷不委心任去 留。 Nhomakorabea•
47、采菊东篱下,悠然见南山。
•
48、啸傲东轩下,聊复得此生。
•
49、勤学如春起之苗,不见其增,日 有所长 。
•
50、环堵萧然,不蔽风日;短褐穿结 ,箪瓢 屡空, 晏如也 。
谢谢
11、越是没有本领的就越加自命不凡。——邓拓 12、越是无能的人,越喜欢挑剔别人的错儿。——爱尔兰 13、知人者智,自知者明。胜人者有力,自胜者强。——老子 14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。——歌德 15、最具挑战性的挑战莫过于提升自我。——迈克尔·F·斯特利
铁路钢轨资料

铁路钢轨的绿色生产 与可持续发展
• 绿色生产 • 节能减排:优化生产工艺,降低能耗,减少排放 • 循环经济:合理利用资源,减少浪费,实现可持续发展
铁路钢轨在全球铁路建设中的市场机遇与挑战
市场机遇
• 基础设施建设:全球铁路建设的高峰期,为铁路钢轨提 供了广阔的市场空间 • 技术输出:中国铁路钢轨技术的输出,为铁路钢轨提供 了新的市场机遇
04
铁路钢轨的重要性与应用领域
铁路钢轨在铁路运输中的作用
• 作用 • 支撑列车:钢轨作为铁路的基础,支撑着列车的重量 • 引导列车:钢轨的走向决定了列车的行驶方向 • 传递动力:钢轨将列车的动力传递给车轮,使列车行驶
铁路钢轨在铁路建设中的关键 地位
• 关键地位 • 铁路钢轨是铁路建设的基础,决定了铁路的质量和性能 • 铁路钢轨的生产工艺和技术水平,反映了铁路建设的水平
市场挑战
• 竞争加剧:全球铁路钢轨市场的竞争日益激烈,需要不 断提升产品质量和技术水平 • 贸易壁垒:全球贸易保护主义抬头,为铁路钢轨出口带 来挑战
谢谢观看.
Thank you for watching.
Docs
02
铁路钢轨的生产工艺
冶炼与连铸工艺
冶炼工艺
• 高炉炼铁:生产出含碳量较高的生铁 • 转炉炼钢:将生铁中的碳含量降低,生产出钢液 • 电炉炼钢:通过电弧加热,生产出高质量的钢液
连铸工艺
• 连铸机:将炼钢炉中的钢液倒入结晶器,冷却凝固成钢 锭 • 轧机:将钢锭加热后,通过轧制工艺生产出钢轨
轧制与热处理工艺
质量控制
• 原材料质量控制:确保钢轨的材质符合要求 • 工艺质量控制:确保钢轨的生产工艺符合要求 • 成品质量控制:确保钢轨的性能符合要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•2020/8/2
•1.1 现代钢轨生产技术 •1)钢坯生产 •现代化钢轨生产一般采用精炼和连铸工艺进行,工艺 流程为:生铁脱硫预处理——氧气顶吹转炉冶炼—— 除渣处理——LF炉外精炼——真空脱气——连铸等。 •通过脱硫预处理、炉外精炼和真空脱气等先进设备和 技术,使钢质洁净。 •采用连铸生产不仅提高金属收得率和成材率,更重要 的是提高了铸坯的质量。
•2020/8/2
•图1 钢坯冶炼和连铸系统
•2020/8/2
•图2 轨钢的转炉冶炼
•2020/8/2
•图3 轨钢的四流方坯连铸
•2020/8/2
•2)钢轨轧制、精整和质量检测
•钢轨轧制工艺流程为:连铸坯——步进式加热炉— —高压水除鳞——万能轧机轧制——钢轨热预弯—— 复合矫直——平直度在线检测——涡流探伤——超声 波探伤——外观检查——锯切,端头精加工——入库 。
39ft(12m) 、78ft(24m) 、82ft(、25
30、37、40、50、60
25、50
54、60
36、75(76)
54、60
36、120
37、38、43、50、60、75
12.5、25、50(100)
• 国外钢轨的长度:德国120m,法国80m,日本50m。国 内鞍钢已可生产50m钢轨,攀钢和包钢技术改造后可产100m
•图7 钢轨平立复合矫直
•2020/8/2
•图8 激光辅助四面液压矫直
•2020/8/2
•3)钢轨质量检测 •质量检测一般采用集中布置,包括平直度激光自动 检测;涡流探伤;超声波探伤;表面质量在线肉眼 检查等。
•图9 钢轨平直度激光自动检测
•2020/8/2
•1.2 与国外先进国家的差距
•鞍钢已于2002年底引进国外先进设备和技术,完成了炉外 精炼、真空脱气、大方坯连铸和万能法轧制钢轨的技术改造 ,并已初步具备了生产50m长定尺钢轨的条件。
•攀钢已于2003年底完成了钢轨连铸生产和精加工的技术改 造,2004年底完成了万能法轧制生产长定尺钢轨的技术改造 ,现可以生产100m长定尺钢轨。
•包钢已于98年完成了轨钢精炼生产、02年完成了钢轨的精 整改造,目前万能法轧制长定尺钢轨的技术改造正在进行之 中。
•综上所述,在钢轨生产设备硬件配置方面,鞍钢攀钢已进 入世界一流水平,包钢在今年年底也将达到国际先进水平。 但是,真正生产出具有世界一流水平的钢轨,国内钢厂还有 待努力。
。
•2020/8/2
3 现代铁路对钢轨的基本要求
• 客运专线及高速铁路对钢轨的要求可以归纳为 高的安全性、高的平直度以及高的几何尺寸精 度等方面,在欧洲钢轨标准以及起草的暂行技 术条件中有充分的体现。高的安全性不仅反映 在要求钢质洁净、表面无缺陷、低的轨底残余 拉应力、优良的韧塑性及焊接性能等方面,还 反映在便于生产、质量稳定和高可靠等方面。
高速铁路技术资料二— —国内外钢轨及其技术
标准
2020年8月2日星期日
作者简介
周清跃,1982年浙江大学毕业,1986年铁道科 学研究院硕研毕业。曾担任铁道科学研究院金 化所副所长。现为铁科院研发中心材料工程研 究 部常务副主任、主任研究员、博士生导师。 长期从事铁路钢轨的研究工作。发表论文近70 篇,翻译出版最新钢轨标准汇编二部,主编《 钢轨的材质性能及相关工艺》专著一部。 为铁道部青年科技拔尖人才,铁道部首批〔37 人〕专业技术带头人。荣获第五届詹天佑人才 奖,享受国务院政府特贴。
•2020/8/2
1 国内外钢轨的生产 2 钢轨断面及长度 3 现代铁路对钢轨的基本要求 4 国外钢轨标准简介 5 国内钢轨标准简介 6 严格执行标准 保证钢轨质量
•2020/8/2
1 国内外钢轨的生产
•钢轨的传统生产工艺大致可分为三个部分, 即冶炼、轧制和精整。以前钢轨采用平炉冶 炼、模铸以及采用孔型法轧制生产,无论是 钢质的洁净性还是几何尺寸等均不够理想。
2)前苏联/俄罗斯钢轨标准:ГOCT 24182-80, ГOCT 18267-82,ГOCT P 51685-2000。
3)日本钢轨标准:JIS E1101,JIS E1123,JIS E 1120—1994。
•2020/8/2
4)国际铁路联盟:UIC860 钢轨供货技术条件第八版( 1986.7)。是流行较广的钢轨标准之一,许多国家在 钢轨的国际采购招标中均使用这一标准。但由于国际 铁路联盟工作重点发生变化,不再制定和修订钢轨标 准,1986年制定的钢轨标准显然不能满足铁路发展和 冶金生产技术进步的要求。
•步进式加热炉能使钢坯均匀加热;
•采用多级高压水除鳞,可以保证钢轨的表面质量;
•用万能轧制技术生产,是现代钢轨生产的标志之一 。
•采用热预弯,可减少残余应力和矫直噪音。 •2020/8/2
•图4 采用万能轧机轧制钢轨
•2020/8/2
•2020/8/2
•图5 钢轨热预弯
•图6 钢轨热预弯
•2020/8/2
•2020/8/2
•2 钢轨断面及长度
•1865年美国首先用轧制方法生产工字型断面的钢轨。 •我国钢轨生产大约是从1894年开始。1953年鞍钢生产 43kg/m轨;1965年武钢生产43kg/m轨;1970年包钢生 产50kg/m轨;1975年攀钢生产50kg/m轨。 •世界多数国家出厂钢轨的长度约为12.5~36m。 •长定尺钢轨生产的优点:提高生产效率和成材率;去 掉钢轨端部存在的矫直和探伤盲区;减少钢轨焊接接 头,提高钢轨使用的安全性及平顺性。
•2020/8/2
•表1 钢轨断面和长度
国别
美国
俄罗斯 日本 法国 德国 中国
钢轨断面单重(kg/m)
钢轨长度(m)
AREA115(57 kg/m)、AREA119(60 kg/m)、AREA132(65 kg/m)、
AREA133(66 kg/m)、AREA136(68 kg/m)、AREA147(73 kg/m)
• 重载铁路对钢轨的要求主要体现在具有高的强 度以提高其耐磨性、好的焊接性能等方面。
•2020/8/2
4 国外主要钢轨标准简介
1)美国AREMA技术条件2004修订版:AREMA Manual for Railway Engineering: SECTION2.1 SPECIFICATIONS FOR STEEL RAILS.