国内自主轻量化车型碳纤维批量化应用案例分享(2018.04.20会议)
cfrp成型技术在汽车轻量化中的应用-概述说明以及解释
cfrp成型技术在汽车轻量化中的应用-概述说明以及解释1.引言1.1 概述碳纤维增强塑料(CFRP)作为一种轻质高强度复合材料,在汽车轻量化领域发挥着重要作用。
随着汽车工业的迅速发展和对环保、节能的需求日益增长,CFRP材料正逐渐成为汽车制造业的热门选择。
本文将重点探讨CFRP成型技术在汽车轻量化中的应用,通过对其基本原理、优势以及具体应用进行研究和分析,旨在为读者提供更深入的了解和认识。
随着技术的不断进步和应用的不断拓展,CFRP在汽车制造中的地位将不断提升,为汽车行业的可持续发展注入新的活力。
文章结构如下:1. 引言:1.1 概述1.2 文章结构1.3 目的2. 正文:2.1 CFRP成型技术的基本原理2.2 CFRP在汽车轻量化中的优势2.3 CFRP成型技术在汽车制造中的具体应用3. 结论:3.1 总结3.2 展望3.3 结论每个部分将详细探讨CFRP成型技术在汽车轻量化中的应用,并对其基本原理、优势以及具体应用进行深入分析和讨论。
最后总结文章内容,并展望CFRP成型技术在未来的发展趋势和应用前景。
1.3 目的本文旨在探讨CFRP成型技术在汽车轻量化领域的应用,分析其基本原理、优势以及具体应用情况。
通过对CFRP在汽车制造中的应用进行深入研究,旨在为汽车制造企业提供更多关于轻量化技术的参考,促进汽车制造业的发展和创新。
同时,通过本文的撰写,也旨在普及和推广CFRP 成型技术在汽车行业的应用,引领汽车制造业向更加节能环保和高效的方向发展。
2.正文2.1 CFRP成型技术的基本原理碳纤维增强复合材料(CFRP)是一种由碳纤维和树脂共同构成的高强度、轻质材料。
CFRP成型技术是指将碳纤维和树脂进行特定的配置和加工,以制造出具有特定形状和性能的零部件和构件。
其基本原理包括以下几个关键步骤:1. 碳纤维预处理:首先对碳纤维进行表面处理,以增强其与树脂的粘接性和机械性能。
通常采用的预处理方法包括表面氧化、涂覆树脂等。
碳纤维复合材料 新能源领域应用案例

碳纤维复合材料新能源领域应用案例碳纤维复合材料在新能源领域的应用,那可真是个特别有趣又充满无限潜力的事儿。
咱就说风能发电吧。
你看那巨大的风力发电机的叶片,就像是巨人伸展的手臂,在风中缓缓转动,捕捉着风的能量。
以前呢,这些叶片大多是用一些普通材料制作的,又重又不够坚固。
这就好比一个人想要跑得快,却穿着一双沉重又不合脚的鞋子,怎么能行呢?碳纤维复合材料的出现,就像是给风力发电机的叶片穿上了轻便又结实的运动鞋。
碳纤维复合材料重量轻啊,这使得叶片在转动的时候不需要消耗太多额外的能量来带动它自身的重量,就像运动员穿上轻跑鞋能跑得更轻松一样。
而且它的强度还特别高,面对狂风暴雨的袭击,就像一个坚强的战士,屹立不倒,能够长时间稳定地工作,把风能源源不断地转化为电能。
再看看新能源汽车领域。
汽车就像是一个移动的小城堡,要想跑得快、跑得稳,还得节省能源,这可不容易。
碳纤维复合材料在这儿就派上了大用场。
你要是摸过碳纤维复合材料制作的汽车部件,就会感觉到它那种独特的质感,轻盈却又给人一种坚韧的感觉。
用碳纤维复合材料做车身框架,就好比给汽车的骨架进行了一次升级改造。
它比传统的金属材料轻很多,这意味着汽车整体重量下降了。
你想啊,汽车轻了,就像一个人减肥成功一样,跑起来自然就更轻快了,需要的能量也就少了,这电池的续航里程不就增加了嘛。
而且碳纤维复合材料还能让汽车的安全性提高不少呢。
万一发生碰撞,它就像一个可靠的保镖,能很好地保护车内的乘客。
这就好比是用高强度的防护网把乘客紧紧地保护起来,让人特别安心。
还有在太阳能电池板的支架方面,碳纤维复合材料也有着独特的贡献。
太阳能电池板啊,就像一片片蓝色的小海洋,静静地躺在那儿吸收着阳光的能量。
那支撑它们的支架可不能马虎。
碳纤维复合材料做的支架,就像是一群默默付出的小助手。
它不会像有些金属支架那样,时间长了会生锈腐蚀,它就像一个永远精力充沛的小卫士,长时间稳定地支撑着太阳能电池板。
而且它的轻巧性也使得安装变得更加容易,就像搭积木一样轻松,不会给整个太阳能发电系统带来过多的负担。
碳纤维在汽车轻量化中的应用

集 团( 以下 简称“ 西格里” ) 投资 1 亿 欧元 对 位于美 国摩西湖的工厂进行 扩建 , 碳
纤维产量由3 o o o t / a  ̄ _ 高到 6 0 0 0 t / a 。 该
二 碳纤维汽车的轻量化
碳纤维 汽车 的轻量化通 过优化汽 车 结 构进行 , 实现 汽车零 部件 的轻质 化。 结 构设计 包括 3 个方面 : 一 是在满 足性 能 的前提 下 , 减轻 车 身骨架 及车 身质量 ; 二是在 相 同的使用性 能情 况 下, 主要功 能部件缩小尺寸 ; 三是采取 变 化的 运动方 式 实现 轻量 化 的 目标 。 下文重 点介绍碳纤 维复合材料在 汽车
E丑 j F O C U S
l
碳纤维在汽车轻量化中的应用
■ 文 /王俊峰 马祥林 张 兴龙 李
河 南永煤碳 纤维有限公 司
超 齐 苏杰 刘小利 于 浩
据预 测 , 到2 0 2 0 年 我国 汽车将 突 破1 . 5 亿辆 , 年耗 油量 将 突破 2 . 5 4 L t 。 我 国汽车 的二 氧化 碳( CO ) 排放 量大 约 占总排放量 1 0 %, 再加上其他有 害气
驰C F RP 部件。 宝马集 团与碳纤维生产 商西格里
足丰田汽车公 司和通用汽车公 司的需 求; 德 国大 众高 尔 夫 7 使 用碳 纤 维车
顶, 可减重 1 8~2 0 磅 ; 宝马 7 系采用碳 纤维材质后 比老款减重 2 3 0 k g 。 2 0 1 4 年 1 2 月2 日, 宝马宣布 与美国波音航 空公 司展 开 合作 , 共 同开 发碳 纤维 材料 技 术应用于新型汽车和飞行器。
的 比 例 显 著 提 升。 2 0 1 0~2 0 1 7 年,
新型轻量化材料在新能源汽车中的应用

新型轻量化材料在新能源汽车中的应用
当今社会,随着环保理念的普及和新能源汽车市场的快速发展,轻量化材料在汽车制造领域扮演着越来越重要的角色。
新型轻量化材料的应用不仅可以降低汽车整体重量,提升燃油效率,还可以减少尾气排放,推动汽车工业向更加环保和可持续的方向发展。
碳纤维复合材料
碳纤维复合材料是一种重要的轻量化材料,在新能源汽车中得到广泛应用。
它具有重量轻、强度高、抗腐蚀等优点,能够替代传统的金属材料,有效降低车身重量,提高汽车整体性能。
铝合金材料
铝合金材料是另一种常见的轻量化材料,具有良好的加工性能和强度,被广泛应用于新能源汽车的车身结构和零部件制造中。
相较于传统钢铁材料,铝合金材料不仅重量轻,还具备优秀的耐腐蚀性能,有利于延长汽车的使用寿命。
镁合金材料
镁合金材料是一种新兴的轻量化材料,具有比铝合金更轻的重量和更好的机械性能,被广泛应用于新能源汽车的车身结构和动力系统中。
镁合金材料的应用可以有效降低汽车的整体重量,提高能源利用率,减少能源消耗。
新型轻量化材料在新能源汽车中的应用前景广阔,不仅可以满足汽车轻量化、节能减排的需求,还可以推动汽车制造业向更加智能、环保的方向发展。
随着技术的不断进步和创新,相信新型轻量化材料将在未来的新能源汽车领域发挥越来越重要的作用,为构建绿色、可持续的交通出行体系做出更大的贡献。
如果您对新型轻量化材料在新能源汽车中的应用有任何想法或观点,请随时分享!。
中国汽车轻量化案例

中国汽车轻量化案例
咱来唠唠中国汽车轻量化的案例哈。
就说蔚来汽车吧。
蔚来在它的一些车型上可是下了不少功夫搞轻量化呢。
你看它的车身结构,采用了很多新型的高强度铝合金材料。
这种材料又轻又结实,就像给汽车穿上了一身轻便又耐用的铠甲。
为啥这么干呢?一方面呢,轻了之后,汽车跑起来就更省劲儿了,就好比一个人减肥成功后,跑步都轻快多了。
这样一来,续航里程就增加了不少,对于电动车来说,这可太重要了。
再看看比亚迪。
比亚迪的某些车型在零部件上做了轻量化的创新。
比如说汽车的座椅,他们采用了更轻质的材料来制作骨架,同时又保证了座椅的舒适性和安全性。
这就好比把一把椅子的木架子换成了轻巧又坚韧的金属架子,但坐上去还是一样舒服。
而且在汽车的发动机周边的一些小部件,也尽可能地使用轻量化材料,别看这些小部件单个减重不多,但是加起来那也是很可观的,就像积少成多的小零钱,最后也能变成一笔大钱呢。
还有奇瑞,奇瑞在汽车的底盘设计上玩出了新花样。
它优化了底盘的结构,去掉了一些不必要的重量,同时又提高了底盘的强度。
这底盘就像是汽车的脚,现在这脚又轻又有力。
打个比方,就像运动员换上了轻便又专业的跑鞋,跑起来更快更稳了。
这些中国汽车品牌在轻量化上的努力,不但让汽车性能更好了,还对环保有帮助呢。
毕竟车轻了,消耗的能量就少了,就像人吃的少还能干更多活一样,是不是挺厉害的?。
碳纤维复合材料在汽车轻量化领域中的应用进展

碳纤维复合材料在汽车轻量化领域中的应用进展摘要:随着科技水平的迅速提高,碳纤维增强树脂基复合材料是一种由碳纤维和树脂基体组成的一种高强度复合材料。
其中,碳纤维骨架作为增强相,具有轻质高强、高热导、低热膨胀、耐化学辐射等优良特性,热固性树脂或热塑性树脂作为连续相起到连接的作用。
研究表明,相比于传统的金属材料,碳纤维复合材料在密度、强度、韧性等诸多方面具有明显的优势,因而在航空航天、风电领域、体育休闲、汽车工业以及建筑材料领域具有广泛的应用。
随着世界范围内对低碳出行和绿色能源达成的共识,我国也将燃油车的节能减排以及新能源汽车的开发作为降低碳排放、改善全球气候问题的重要举措。
其中,轻量化技术是汽车降低油耗、减少排放,以及新能源汽车提升续航里程的最有效途径之一。
关键词:碳纤维复合材料;汽车轻量化领域;应用进展引言改革开放以来,我国汽车生产和保有量持续增长,加剧了能源、环境、安全等问题。
能源节约和环境保护已经成为当今世界汽车行业的头等大事。
汽车工业轻量化可以从材料、结构以及化生产等方面进行改革以达到目标。
在各种轻质材料中,以碳纤维为代表的复合材料具有良好的综合机械性能:强度对密度比、模量对密度的比率、质量在有效失效长度中吸收的能量,与传统的碳纤维结构相比,采用等刚度或等强度的设计方法,其重量可降低50%,同时可降低70%的组装部件;并且部件更耐疲劳、耐腐蚀,寿命长。
但由于其昂贵和制造工艺的复杂性,使得其在汽车上的应用受到很大限制。
开发碳纤维复合材料的关键技术已经成为当前我国汽车工业节约能源、保护环境、转变和提升的重要举措,将碳纤维复合材料汽车零部件技术列为节能、新能源汽车发展的重点。
1碳纤维复合材料的优势目前来看,碳纤维复合材料(简称,CFRP)用于汽车轻量化的优势主要体现在以下几个方面:(1)碳纤维的比重一般为钢材的25%,CFRP的抗拉强度可以达到钢材的7倍以上,抗拉弹性模量也高于钢材。
CFRP的比强度可达到2000MPa/(g/cm3)以上,而A3钢的比强度大约为60MPa/(g/cm3),因而其轻量化效果明显。
玄武岩纤维在汽车轻量化中的应用

玄武岩纤维在汽车轻量化中的应用作者:杨堃来源:《新材料产业》 2018年第10期汽车的诞生,给人类带来很大的便捷,对人类社会的发展与进步起到了极大的促进作用。
在现代社会,汽车成为目前人们不可或缺的出行工具。
然而随着汽车工业的不断发展,全球汽车销量急剧增加,给生态环境带来负面影响,如能源紧缺、环境污染、资源枯竭等一系列问题。
转变传统高能耗、高污染的经济增长方式,大力推进节能减排,发展以低能耗、低排放为标志的低碳经济,实现可持续发展成为未来的发展趋势。
随着人类社会的不断向前发展,人们对环保意识的增强,加上能源危机日趋严重,实现汽车轻量化以达到节能环保的诉求越来越高,优化车身结构设计、应用新型轻质材料等成为轻量化研究工作的主要目标[1]。
汽车材料是决定汽车好坏的重要元素,汽车材料的不断更新换代是提高汽车质量的保障,实现汽车轻量化的主要途径之一是新材料的应用。
玄武岩纤维(图1)属于无机纤维,是采用天然玄武岩矿石经高温熔融拉制而成,是我国重点发展的4大纤维之一。
美国德州的C B F工业联盟指出:玄武岩纤维是碳纤维的廉价替代品,具有一系列优异性能,最为可取的是因为它取自天然矿石而无任何添加剂,是目前为止唯一的无环境污染的不致癌的绿色健康玻璃质纤维产品。
玄武岩纤维在强度、耐高温、耐腐蚀、隔热、隔音等方面性能优越,是节能环保的新材料。
未来这种材料将有望在汽车领域大幅应用。
本文针对玄武岩纤维在汽车轻量化技术中的应用而展开。
一、轻质材料在汽车上的应用汽车中大量采用轻质材料可以有效减轻汽车的质量。
1. 高强度钢这些年,高强度钢在汽车上的应用范围有着逐渐扩宽的趋势,并成为汽车工业发展最快的轻质金属材料之一,占有相当比例的市场份额。
它的抗碰撞性能、耐腐蚀性能在汽车的车身、底盘、悬架和转向系零件上应用。
2001年,奇瑞汽车股份有限公司与宝钢集团有限公司合作,在样车上应用高强度钢板262k g,减轻车身12%,对于汽车轻量化起到良好的作用。
低碳节能的新材料碳纤维使汽车进入轻量化新时代

一
级方 程式 赛车 和某 些 超 豪华 品牌 车辆 上 才 能见
到 。到 目前 为止 ,宝 马车 是 “ 第一 个 吃螃蟹 ”的 。
即将 投产 的宝 马 “ 大 城市 ”电动 汽车 基 本确 定 超 采用 碳 纤维 车 身 。它是 专 为城 市交 通设 计 的 电动 汽 车 ,体现 该 公司对 电动汽 车 的前 瞻研 究成 果 。 为 了保证 该 车 的竞 争优 势 ,宝 马下 了很 大 力气 。 采用 碳纤 维整 体车 身是其 主要 亮 点之一 。 了解 , 据 “ 大 城市 ”使 用 的碳 纤维 由欧洲 最大 碳 纤维 制 超 造 商 S L集 团提 供 ,宝 马与该集 团建 立 了合 资公 G
白汽 车诞 生 以来 ,人 们就 一 直持 续追 求减 轻
科学历 ,广东省江 门材料公司,从事材料技术工程师
《 塑资源利用》 橡
2 1. . 0 NO6 1
车 重 ,这 既 出于 节 能 的需要 ,也 为提 高 车辆 稳 定 性 的要 求 。在没 有 找到 合适 的材 料 替代 汽车 用钢 时,人 们更 多 时候 是在优 化 汽车 结 构或 提高 钢材 的性 能 。 自铝车 身 出现 了,它 明显 轻于钢 车 身 ,
勒公司, 们的短期 发展战略都包括 了轻质创新 他
材料 的研发和 降低废气排放 而长期发展战略则 包 括混合动力火 车 以及 电动汽车 的发展规划 。 2 0 年 1 月份, 09 1 宝马宣布与德国领先碳纤维制造
商 S GL ( 西格 里 )集 团成立合 资公 司 宝 马公司 为其首 欢 实现 量 产 的 电动 汽 车 Meai ei e gcy V hc t l
是新一代的增强纤维 ,也是发展 国防军工与国民经 济的重要战略物资 。由于具有优 异性能 ,碳 纤 维具有广泛的应用前 景。文章论 述了碳 纤维是汽 车轻量化的新选择 ,介绍 了车用碳 纤维复合 材料
汽车轻量化进程中碳纤维复合材料(CFRP)技术应用现状

汽车轻量化进程中碳纤维复合材料(CFRP)技术应用现状冶存良;李红娟【摘要】随着汽车工业的不断蓬勃发展,给人们带来众多福利的同时,也衍生出了很多的问题.诸如当下的能源危机、环境污染和交通安全等.面对这些全球性的棘手问题,汽车工业不得不深思产业升级和绿色化道路问题.寻求新型替代燃料和大力发展新能汽车虽然不失为一条康庄大道,但是依然还存在诸多的瓶颈性问题亟待解决.汽车轻量化发展是近年来业界提出的新的发展途径,是从汽车自身的设计、用料和制造工艺等源头上找出路.本文主要对汽车轻量化碳纤维复合材料(CFRP)的技术现状和应用进行了浅析,并提出了相关建议.【期刊名称】《时代汽车》【年(卷),期】2018(000)011【总页数】2页(P21-22)【关键词】汽车轻量化;碳纤维复合材料(CFRP);抗拉强度;弹性模量【作者】冶存良;李红娟【作者单位】宁夏理工学院宁夏石嘴山市 753000;宁夏理工学院宁夏石嘴山市753000【正文语种】中文1 引言据统计2017年全国机动车保有量达到3.101亿辆,其中汽车2.17亿辆(含新能源汽车153.0万辆),预计我国汽车保有量到2020年达到2.8亿辆,2025年达到3.6亿辆,而汽车保有量的峰值将会达到6亿辆。
这预示着我国汽车工业前景一片大好,但与此同时也会加剧能源消耗、环境污染和交通安全等重大问题的恶化。
在当下国家大力倡导节能减排和低碳环保政策的强力驱动下,汽车工业想走上又好又快的绿色发展知道,除了另辟其径发展新能源汽车,还须从汽车自身的设计、用料和制造工艺等源头上找出路。
实验证明,汽车整备质量减轻10%,油耗将减少6%~8%,排放性改善6%,制动距离降低5%,加速时间缩短8%,转向力矩减少6%,轮胎寿命提高7%,材料疲劳寿命提高10%,CO2排放量降低8~11g/(100km);对于纯电动汽车,整车重量降低10%,平均续驶能力可以增加5%~8%[1]。
现代轿车所使用的传统材料主要为钢材、铸铁、铝合金和塑料等。
碳纤维增强复合材料在汽车轻量化中的应用

碳纤维增强复合材料在汽车轻量化中的应用咱今儿就来说说这碳纤维增强复合材料在汽车轻量化里头的应用,这事儿可真是个有趣的玩意儿。
我记得头一回听说这碳纤维增强复合材料啊,那是在一个汽车展上。
那展厅里头啊,人挤得像下饺子似的,热闹得很。
我就挤在人群里头,眼睛直勾勾地盯着一辆辆崭新的汽车,心里头那个好奇啊,就跟猫爪子挠似的。
这时候,我瞧见了一辆模样特别的汽车,那线条流畅得就跟模特儿的身材似的。
我就琢磨啊,这车子咋这么轻呢,开起来不得跟飘似的。
后来啊,一打听,才知道原来是用了这碳纤维增强复合材料。
这碳纤维增强复合材料啊,可不是一般的材料。
你瞧瞧它那模样,黑黢黢的,细细的纤维交织在一起,就跟编草篮子似的,不过这可精细多了。
它的强度那可是相当高啊,比普通的钢材还结实呢。
就好比一个小个子,别看他个子小,力气可大着呢。
在汽车上啊,这碳纤维增强复合材料可派上大用场了。
比如说那汽车的车身吧,以前的车身啊,都是厚厚的钢板,重得要死。
现在用上这碳纤维增强复合材料,车身一下子就轻了不少。
就好像一个人啊,本来背着个大包袱,走得吭哧吭哧的,现在把包袱一扔,那脚步不就轻快多了嘛。
还有那汽车的零部件,像发动机罩啊、车门啊,用了这材料,也都轻了。
我有个朋友啊,他就是搞汽车维修的。
他跟我讲啊,以前换个车门,那得费好大的劲儿,两三个人抬都费劲。
现在这碳纤维的车门啊,一个人轻轻松松就能拿起来。
他还开玩笑说,这换车门啊,都变得跟换衣服似的容易了。
而且啊,这碳纤维增强复合材料不仅轻,还能让汽车更省油呢。
你想啊,车子轻了,跑起来就不那么费劲了,那油耗不就降下来了嘛。
就好比一个人啊,身上的担子轻了,走路自然就不那么累了,也就能走得更远了。
不过啊,这碳纤维增强复合材料也不是十全十美的。
它的成本啊,比普通材料高了不少。
这就好比买东西啊,好东西是好,就是贵了点。
好多汽车厂家啊,都在琢磨怎么能把成本降下来,让更多的汽车都能用上这好东西。
咱就盼着啊,这碳纤维增强复合材料能越来越便宜,以后啊,咱开的汽车都能又轻又省油,那多好啊。
碳纤维复合材料(CFRP)在汽车轻量化中的应用

碳纤维复合材料(CFRP)在汽车轻量化中的应用作者:孙少杰来源:《粘接》2022年第07期摘要:针对传统汽车在制造过程中存在的高油耗、质量大、安全性低等问题,采用将碳纤维复合材料(CFRP)应用于汽车零部件制造过程的方式,并结合计算机辅助工程(CAE)对汽车进行结构优化,可有效根据汽车的不同结构及用途灵活的对产品进行设计及加工成型,有利于最大限度的减轻汽车整体质量,利用碳纤维复合材料超高的自身频率及吸收震动能量,使该材料的震动阻尼系数不断增高,在汽车遭受冲击时,碳纤维复合材料可有效吸收冲击能量,提高驾驶人员的安全性。
将该材料应用于汽车生产领域,可实现降低油耗、减少排放的目的。
关键词:碳纤维复合材料;CFRP;汽车轻量化;发展趋势中图分类号:TQ342+.742 文献标识码:A 文章编号:1001-5922(2022)07-0076-04Application of Carbon Fiber Reinforced Polymer (CFRP)in automotive lightweightSUN Shaojie(School of Automotive Engineer, Shanxi College of Communication Technology, Xi'an 710018, China)Abstract:In view of conventional cars in the manufacturing process of high fuel consumption,low quality, safety problem, Carbon Fiber Reinforced Polymer (CFRP) was applied to auto parts manufacturing process, and connecting with the Computer Aided Engineering (CAE) for structural optimization about cars, which can effectively design and proceed according to thedifferent structure and usage with flexibility of the car. It is beneficial to reduce the overall mass of the car to the maximum extent. The vibration damping coefficient of the material is continuously increased by using the super high frequency of the carbon fiber composite material and absorption of vibration energy. When the car is impacted, the carbon fiber composite material can effectively absorb the impact energy and improve the safety of the driver. The application of the material in automobile production canreach the aim of reducing fuel consumption and emissions.Key words:carbon fiber composites; CFRP; automotive lightweight; development trend隨着我国经济的不断发展,汽车工业领域的规模越来越大,人们对于汽车的需求也越来越高。
汽车轻量化转型案例范文(3篇)
第1篇随着全球汽车产业的快速发展,节能减排、绿色环保成为汽车行业发展的必然趋势。
汽车轻量化作为实现这一目标的关键技术,已经引起了全球汽车制造商的广泛关注。
本文以我国新能源汽车为例,探讨汽车轻量化转型的成功案例。
一、案例背景近年来,我国新能源汽车产业发展迅速,销量逐年攀升。
然而,新能源汽车在续航里程、充电速度、成本等方面仍存在一定不足。
其中,整车重量过大是制约新能源汽车发展的重要因素。
为了提高新能源汽车的性能和竞争力,实现汽车轻量化转型成为当务之急。
二、案例分析1. 材料轻量化(1)车身材料:在新能源汽车轻量化过程中,车身材料的选择至关重要。
我国新能源汽车制造商采用高强度钢、铝合金、碳纤维等轻量化材料,替代传统的钢材。
例如,比亚迪采用高强度钢与铝合金混合车身结构,降低了车身重量,提高了车辆的安全性能。
(2)电池材料:电池作为新能源汽车的核心部件,其重量对整车重量影响较大。
我国新能源汽车制造商在电池材料方面进行创新,采用磷酸铁锂、三元锂电池等轻量化电池,降低了电池重量,提高了续航里程。
2. 结构优化设计(1)车身结构:通过优化车身结构设计,降低车身重量。
例如,比亚迪秦Pro EV采用笼式车身结构,提高了车身强度和抗扭刚性,同时降低了车身重量。
(2)零部件设计:优化零部件设计,降低零部件重量。
例如,吉利汽车在新能源汽车零部件设计方面采用轻量化设计,如采用轻量化铝合金轮毂、轻量化电池壳体等。
3. 工艺轻量化(1)焊接工艺:采用激光焊接、激光拼焊等先进焊接工艺,提高焊接质量,降低焊接过程中的重量损失。
(2)成型工艺:采用先进的成型工艺,如液压成形、热冲压成形等,提高材料利用率,降低成型过程中的重量损失。
三、案例成效1. 提高续航里程:汽车轻量化后,降低了能耗,提高了续航里程。
据相关数据显示,新能源汽车每减重10%,续航里程可提高约5%。
2. 降低能耗:汽车轻量化后,降低了发动机负荷,降低了燃油消耗,降低了碳排放。
汽车制造中的轻量化材料应用
汽车制造中的轻量化材料应用在当今的汽车制造领域,轻量化已经成为了一个至关重要的发展趋势。
随着环保要求的日益严格和消费者对燃油经济性的关注不断增加,汽车制造商们纷纷致力于减轻车辆的重量,以提高性能、降低能耗和减少排放。
而实现汽车轻量化的关键之一,就在于广泛应用各种轻量化材料。
一、轻量化材料的种类及特点1、铝合金铝合金是汽车制造中应用较为广泛的轻量化材料之一。
它具有密度小、强度高、耐腐蚀等优点。
相较于传统的钢铁材料,铝合金的重量可以减轻约 40% 50%。
在汽车的车身、发动机缸体、轮毂等部件中,铝合金的应用越来越常见。
例如,一些高端汽车品牌的车身结构采用了全铝合金材质,不仅减轻了车身重量,还提升了车辆的操控性能和加速性能。
2、镁合金镁合金是目前已知的最轻的金属结构材料之一,其密度约为铝合金的三分之二。
它具有良好的减震性能和电磁屏蔽性能,在汽车仪表板骨架、座椅骨架、方向盘等部件中有着广阔的应用前景。
然而,镁合金的强度相对较低,且耐腐蚀性较差,这在一定程度上限制了其在汽车制造中的大规模应用。
3、碳纤维复合材料碳纤维复合材料具有极高的强度和刚度,同时重量极轻。
它的强度可以达到钢铁的数倍,而重量却只有其几分之一。
在高性能跑车和赛车中,碳纤维复合材料常用于车身、底盘等关键部件,以实现极致的轻量化效果。
但由于其成本高昂,目前在普通量产汽车中的应用还相对较少。
4、高强度钢高强度钢并非传统意义上的轻量化材料,但通过采用先进的制造工艺和材料配方,新型高强度钢在保持强度的同时,可以显著减轻重量。
例如,热成型高强度钢的应用,可以使车身结构在满足安全性能要求的前提下,实现一定程度的轻量化。
二、轻量化材料在汽车制造中的应用案例1、特斯拉 Model S特斯拉 Model S 作为一款具有代表性的电动汽车,在轻量化方面做了很多努力。
其车身采用了铝合金和高强度钢的混合结构,既保证了车身的强度和安全性,又有效地减轻了重量。
此外,车内的一些零部件也采用了碳纤维复合材料,进一步降低了整车重量。
轻量化课题案例

轻量化课题案例轻量化是一个在多个领域中都在追求的目标,特别是在汽车、航空航天、电子设备等领域。
下面我将提供一个汽车轻量化课题案例,并简要概述其他领域的一些轻量化案例。
汽车轻量化课题案例项目背景:随着全球环保意识的提高和燃油消耗法规的日益严格,汽车制造商正面临巨大的压力来减少车辆的质量和油耗。
轻量化是实现这一目标的关键策略之一。
项目目标:•减少汽车整备质量,提高燃油经济性和动力性能。
•维持或提高车辆的安全性、舒适性和耐用性。
实施策略:1.材料替代:采用高强度钢、铝合金、碳纤维复合材料等轻质高强材料替代传统的钢铁材料。
2.结构优化:使用先进的计算机辅助设计(CAD)和仿真技术对车辆结构进行优化,减少冗余部件和重量。
3.制造工艺改进:采用先进的连接技术(如激光焊接、热熔自攻螺钉等)减少车身部件的连接重量。
4.模块化设计:将多个部件集成为一个模块,减少接口和装配工作量。
预期成果:•车辆整备质量减少15%-20%。
•燃油经济性提高10%-15%。
•动力性能得到提升,加速和制动性能更优异。
其他领域轻量化案例1.航空航天:采用先进的复合材料(如碳纤维、玻璃纤维)制造飞机和航天器的结构部件,以减轻重量并提高性能。
2.电子设备:使用薄型、轻质的新型材料(如柔性电子材料)制造智能手机、平板电脑等电子设备的外壳和内部组件,减少整体重量。
3.建筑工程:采用预制装配式建筑和轻质建筑材料(如加气混凝土、泡沫混凝土)建造房屋和桥梁,减少建筑重量并提高施工效率。
这些案例展示了轻量化在不同领域中的应用和潜力,通过材料创新、结构设计和工艺改进,可以实现产品性能的提升和成本的降低,同时减少对环境的负担。
中国汽车品牌使用碳纤维零件案例

我国汽车品牌使用碳纤维零件案例一、概述在汽车制造行业中,碳纤维作为一种轻质高强度的材料,被越来越多的汽车制造商所关注和采用。
我国作为世界上最大的汽车市场,我国汽车品牌也积极跟进这一趋势,开始广泛应用碳纤维零件来提高汽车的性能和节能减排。
本文将以我国汽车品牌使用碳纤维零件的案例为例,探讨我国汽车制造业在碳纤维应用方面的进展以及未来发展方向。
二、案例分析近年来,我国许多知名汽车品牌开始采用碳纤维零件来改善汽车性能。
某知名豪华汽车品牌在其最新款SUV车型中采用碳纤维制造车身结构,在保证车身强度的同时大幅减轻了车身重量,提升了汽车的操控性能和燃油经济性。
一些我国新兴电动汽车品牌也开始使用碳纤维制造电池和车身零部件,以提高电动汽车的续航里程和安全性能。
三、碳纤维在汽车制造中的优势1. 轻质高强:碳纤维具有重量轻、强度高的特点,可以大大减轻汽车自重,提升汽车的动力性能和燃油经济性。
2. 耐腐蚀:碳纤维具有优良的耐腐蚀性能,可以增加汽车部件的使用寿命,降低维护成本。
3. 设计灵活:碳纤维可以根据设计要求进行复杂造型,满足汽车设计师对于轻量化设计和空气动力学性能的需求。
4. 环保节能:采用碳纤维零件可以减轻汽车的整体重量,降低能源消耗,减少尾气排放。
四、我国汽车品牌在碳纤维应用中的挑战虽然我国汽车品牌在碳纤维应用方面已经取得一定进展,但仍面临诸多挑战。
主要包括:1. 技术研发:碳纤维制造技术相对成熟的国外公司在此领域拥有先发优势,我国汽车品牌需要大力加强碳纤维材料和制造工艺方面的研发能力。
2. 成本控制:碳纤维材料价格昂贵,制造成本高,如何降低碳纤维零部件的制造成本是我国汽车品牌亟待解决的问题。
3. 质量稳定:碳纤维零部件的质量对汽车安全性能至关重要,我国汽车品牌需要加强品质管理,确保碳纤维零件的质量稳定和可靠性。
五、未来展望随着汽车工业的不断发展和碳纤维技术的日益成熟,我国汽车品牌在碳纤维应用方面有望迎来更大的发展机遇。
汽车轻量化中碳纤维的应用分析
汽车轻量化中碳纤维的应用分析随着环保意识的提高和节能减排的要求,汽车轻量化成为了一个不可避免的趋势。
轻量化的目的在于减少汽车自身的重量,以此减少耗油,减少对环境的污染,提高汽车的性能和经济性。
在一系列轻量化方案中,碳纤维的应用已经逐渐被广泛认可,并且在汽车工业中已经开始大规模的应用。
碳纤维是一种高强度、高模量、轻质的纤维材料,它的密度只有钢铁的1/5,强度却是它的5倍以上。
这种材料在制造汽车时,可以用来替代传统的钢铁、铝材和塑料等材料,实现汽车轻量化。
下面从碳纤维的制造工艺、优点和应用等方面进行分析。
首先,碳纤维的制造工艺包括高强度聚酰胺纤维和石墨化纤维两种,其中石墨化纤维是主要的产品。
石墨化纤维的制造需要通过高温加工,将聚丙烯腈纤维进行氢气还原、高温石墨化等多种工艺过程。
制成的碳纤维可以根据需要制成不同的形状,并可以与其他材料进行复合。
由于制造工艺的独特性,碳纤维的成本比较高。
其次,碳纤维的优点主要体现在其材料的性质上。
碳纤维具有优异的机械性能、导电性和导热性能,同时密度又非常小。
它的拉伸强度和弹性模量比很大一部分金属高出很多,所以在汽车轻量化中,碳纤维所代替的材料重量更轻、强度更大。
在保持汽车性能的条件下,可以减少汽车本身的重量和空气动力学阻力,从而减少燃料的消耗,降低碳排放量。
此外,碳纤维的导电性能可以使得汽车中的电子设备连接得更加稳固,同时能够改善汽车的针对性和反应速度。
碳纤维的导热性能可以减少混合动力汽车中电池发热造成的热问题,从而达到延长电池使用寿命的效果。
最后,碳纤维的应用范围十分广泛。
目前,碳纤维已经开始在汽车工业中得到大规模的应用。
如陆风X8采用了碳纤维材料打造,其重量仅为传统车身重量的一半,同时保持了车身安全性和车辆性能。
奔驰SLS AMG电动车则采用了空心碳纤维轮辐,使得车轮重量大大减少,从而提高了车的灵敏度和行驶舒适性。
除此之外,碳纤维的应用还可以拓展到汽车内饰和外观部件的制造,如车门、车顶、前保险杠、车尾扰流板等。
碳纤维在轻量化汽车领域的应用
碳纤维在轻量化汽车领域的应用
碳纤维具有高强度、高模量、耐腐蚀、密度小、耐疲劳等系列优异性能,尤其是其具有轻质高强特性,如碳纤维强度可达钢铁的8倍,但其密度仅为钢铁的1/4,因此轻量化效果明显。
在不同应用领域,碳纤维复合材料逐渐成为传统金属的替代材料。
近年来,国内外汽车企业在汽车轻量化领域进行了大量实验性工作,目前碳纤维复合材料已经在汽车多种零部件获得应用,如汽车车身、底盘、车顶、车门、头盖、引擎盖、尾翼、压尾翼、中控台、装饰条、仪表盘、传动轴、特殊动力传动系统、座椅、座椅套垫、前扩散器、尾扰流板、后扩散器、后视镜外壳、悬挂臂、前唇、侧裙、侧格栅、车用箱包、导流罩、A柱、遮阳罩、散热器面罩、侧护板、低位踏板、副保险杠等外部和车身、内饰和外饰配件等。
阿斯顿·马丁 Valkyrie AMR Pro全碳纤维复合材料车身
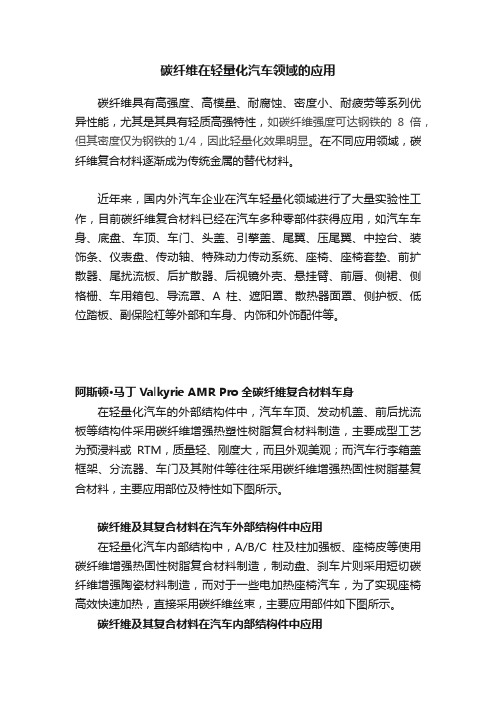
在轻量化汽车的外部结构件中,汽车车顶、发动机盖、前后扰流板等结构件采用碳纤维增强热塑性树脂复合材料制造,主要成型工艺为预浸料或RTM,质量轻、刚度大,而且外观美观;而汽车行李箱盖框架、分流器、车门及其附件等往往采用碳纤维增强热固性树脂基复合材料,主要应用部位及特性如下图所示。
碳纤维及其复合材料在汽车外部结构件中应用
在轻量化汽车内部结构中,A/B/C柱及柱加强板、座椅皮等使用碳纤维增强热固性树脂复合材料制造,制动盘、刹车片则采用短切碳纤维增强陶瓷材料制造,而对于一些电加热座椅汽车,为了实现座椅高效快速加热,直接采用碳纤维丝束,主要应用部件如下图所示。
碳纤维及其复合材料在汽车内部结构件中应用
(欢迎分享,转载请注明出处)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
案例介绍
中国恒瑞产品开发示例- 顶盖&门槛横梁
案例介绍
工艺:真空导流VARI
工艺:树脂传递模塑RTM
材料:Toray 3K碳纤维/12K碳纤维+Hexion增强环氧树脂基 材料:西格里大丝束碳纤维+Hexion增强环氧树脂基
减重比例:高于50%
成型技术及路线
热固性批量化成型工艺技术——高压压缩RTM(HP-CRTM)
该工艺的设备与HP-RTM通用,部件生产的节拍与HP-RTM基本一致; 该工艺上先在模具合拢前留出一定的间隙,使用高压注射机注射时压力不用过高,待注射完成后进一步锁紧压机,闭合模具; 该工艺生产的部件纤维体积分数高,注射时纤维变形小,产品的机械性能好
• WCM
后背门框架
• RTM
• SMC
后框架
• RTM
前罩板-防火墙
• SMC
• RTM • SMC • TMP
A, B, C, D 柱及其加强筋 • TMP • RTM
底部框架
• WCM
• Braiding – RTM
车门板
• TMP
引擎盖框架
• RTM • SMC • TMP
门板加强筋 • TMP • RTM
成型技术及路线
亚洲首条独家专利自动化FRP成型生产线 RMCP——Rapid Multi-injection Compression Process(可适用于RMCP/HP-IRTM/HP-CRTM/WCM)
不同工艺之间成本对比
典型碳纤维汽车零部件,假定4KG重和50000件/年产量,基于(2016年)成本估算
减重10%
安全 -节省10%动能
耐久性 -疲劳减少50%
性能 -0.5s(0-100kph)
有效负载和牵引 -增加130公斤
碳纤维汽车市场 - 轻量化的必要性和紧迫性
CO2 排放政府规定
欧洲 美国轻型载货车 日本 中国
市场概览
每公里二氧化碳排放克数,以新欧标为基准
主机厂需要轻量化解决方案和也需多方面的考量:技术优势/成本/产能/技术成熟度等
CFRP在汽车碳纤维零部件的应用 及量产化技术
中国恒瑞有限公司 杨恒
2018.04.20
汽车用CFRP成型技术及应用
汽车用CFRP零部件潜在成型技术路线及工艺 热塑性路线
成型技术及路线
热固性路线
短切纤维
长纤维
连续性纤维
连续性纤维
长纤维
注塑成型
注塑/模压成型 • GMT • LFT/LFT-D • LWRT
• RTM • SMC-WCM
侧架
防撞梁 • SMC • TMP
冲击吸收盒 • Braiding - RTM
顶架 • RTM • SMC
• Braiding - RTM
• WCM
• RTM: 树脂传递模塑
• SMC: 模压成型
• WCM: 湿法模压
• PCM: 预浸料模压
*其中RTM技术涵盖且不限于基于同一工艺原理而衍生出的RMCP,L-RTM,-C-RTM,V-RTM等成型方法
生产; 该工艺压机锁模力相对高压RTM要低,生产节拍与HP-RTM类似,但设备投资相对较少,单个产品根据价格竞争优势; 可制作产品造型复杂度相对HP-RTM要低一些
放料与切割
铺层
将料放入模具 (有时需要做预制体)
在表面上涂胶
脱模
加压固化
合模
热固性批量化成型工艺技术——快速预浸料模压PCM
成型技术及路线
Source:
• RTM: 树脂传递模塑 • SMC: 模压成型 • WCM: 湿法模压 • PCM: 预浸料模压 • TMP: 热成型(热塑材料)
成型技术及路线Βιβλιοθήκη 热固性批量化成型工艺技术——高压RTM(HP-IRTM)
可实现快速自动化放料与切割,机器人自动化搬运铺层,自动化预成型,预制体自动转运合模,快速高压注射树脂,并配合使用快速固 化树脂体系,固化后自动开模产品自动转运; 高压RTM能制作产品复杂的部件,可实现包括三明治结构的一体化成型; 由于全部生产线自动化程度高,生产节拍一般可达3-6分钟,特殊情况下,甚至可高达2分钟; 需要人工少,产品一致性好,特别适合汽车零部件等高生产节拍需求; 利用高压RTM生产线设备,还可以改进出基于快速化工艺的高压压缩RTM(HP-CRTM),低压超级RTM(Ultra-RTM)等工艺
碳纤维车身工艺路线与传统车身工艺路线对比
汽车用CFRP复合材料行业展望及分析
冲压
焊接
涂装
总装
VS
注塑
胶接
总装
以碳纤维复合材料为代表的轻量化时代已经来临,中国汽车品牌需提早战略规划与布局方 能在这个以技术创新为核心原动力的时代实现腾飞
谢谢大家!
后翼子板 • SMC
• RTM: 树脂传递模塑 • SMC: 模压成型 • WCM: 湿法模压 • PCM: 预浸料模压 • TMP: 热成型(热塑材料)
汽车应用- 内饰件
仪表盘 • RTM • SMC
仪表盘装饰 •RTM •SMC
潜在应用
样件及小批量生产可以通过预浸料、真空导流和手糊等工艺实现
主控台 • SMC • RTM
该工艺原材料利用率高,生产效率高,节拍可达3-10分钟; 该工艺设备投资相对比较低,可实现手工、半自动、全自动转换,柔性化程度高;
可结合其他已有的技术如SMC等技术,实现复杂零部件(如带加强筋部件)的一体化成型。在该 工艺中,SMC作为高流动性填料用于制作部件的加强筋卡扣等复杂特征造型,而连续预浸料可作 为部件的加强部分,因而可实现既具有力学性能又可以实现高复杂造型的结构件;
成型技术及路线
原材料计算依据按照BMW与SGL碳纤维的协议价格价格在16$/KG左右;
汽车用CFRP零部件案例介绍
碳纤维应用汽车案例-迈凯伦720(2017)
案例介绍
部件:车身 工艺:碳纤维SMC+快速预浸料模压 一级供应商:意大利C.P.C 原材料供应:日本三菱 生产节拍:3分钟/件 总产能:10,000套/年
• TMP: 热成型(热塑材料)
Source:
汽车应用- 外覆盖件
引擎盖 • SMC • RTM
前翼子板 • SMC
前保险杠 • SMC • TMP
后视镜 • RTM
潜在应用
样件及小批量生产可以通过预浸料、真空导流和手糊等工艺实现
顶盖 • RTM • SMC
扰流器 • Braiding - RTM
减重比例:高于50%
中国恒瑞产品开发示例- 外覆盖件
材料:碳纤维加强环氧树脂基材料 工艺:预浸料模压/预浸料热压罐/快速
多孔注入压缩成型(开发中) 减重:可达50% 产量:预计2019年达 5000 件/年
产品:左车门外板下段 量产工艺:预浸料模压 部件尺寸:1307*200*80mm
案例介绍
汽车应用- 底盘部件
潜在应用
样件及小批量生产可以通过预浸料、真空导流和手糊等工艺实现
弹簧 • GFRP
引擎罩 • SMC • TMP
传动轴 • Winding-Braiding - RTM
稳定杆 • Winding-Braiding - RTM
板簧
• GFRP
油盘 • SMC
*其中RTM技术涵盖且不限于基于同一工艺原理而衍生出的RMCP,L-RTM,-C-RTM,V-RTM等成型方法
后背门 • SMC
后保险杠 • SMC • TMP
后扰流器 • RTM
前扰流器 • RTM
头灯底座 • RTM
轮毂 • RTM
门 • SMC • RTM
侧扰流器 •RTM
*其中RTM技术涵盖且不限于基于同一工艺原理而衍生出的RMCP,L-RTM,-C-RTM,V-RTM等成型方法 Source:
模压成型
• SMC • 湿法模压
WCM
HRC现有及未来发展工艺
短切纤维
模压成型 • BMC 注射成型 • R-RIM
潜在应用
汽车应用- 车身结构件
样件及小批量生产可以通过预浸料、真空导流和手糊等工艺实现
车顶框架及加强筋
车顶横梁
• Braiding – RTM
• Braiding - RTM
• SMC
门饰 • RTM • SMC
方向盘 • Braiding – RTM
座椅框架 • TMP • RTM
*其中RTM技术涵盖且不限于基于同一工艺原理而衍生出的RMCP,L-RTM,-C-RTM,V-RTM等成型方法
Source:
• RTM: 树脂传递模塑 • SMC: 模压成型 • WCM: 湿法模压 • PCM: 预浸料模压 • TMP: 热成型(热塑材料)
放料与裁切
铺层
预成型
Vacuum
Vacuum
脱模
抽真空合模固化
模具预留间隙
Resin
注射浸润预制体
成型技术及路线
热固性批量化成型工艺技术——湿法模压WCM
湿法模压为开模操作,在纤维浸润之前的裁切与搬运方法与高压RTM类似; 一般情况下无需制作预成型体,但若部件的造型相对比较复杂,湿法模压难以实现均匀浸润时,需要制作预成型体; 在铺层好的纤维垛上直接自动撒上胶液,有时可在模具外面进行撒胶,有时可直接放入模具撒胶,具体根据实际状况优化
模压成型预浸料(织 物铺层)TMP 拉挤成型 编织成型 纤维缠绕 自动铺丝/铺带 • ATP/AFP 热塑性液体成型
• RTM
模压成型
• 预浸料模压 PCM
• 热压罐 Autoclave
拉H挤R成C型
编织成型 纤维缠绕 自动铺丝/铺带 液体成型