铸钢标准
铸钢标准
Si
Mn P ≤ S ≤ Cr
Ni
Mo Cu≤ V
B
Tensil Yield
CE pa
Elongate Reduction Impact rate % of area % test J
Hardness Heat HB treatment
GB 75 0.72-0.80 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
60 55 55 60
55 55 55 50 71 50 63 45 55 45 47
Hardness Heat HB treatment
N N
N
N N
131 N 137 N 143 N 131 N
N 137 N 143 N 156 N 170 N 179 N 197 N 217 N
GB 45 0.42-0.50 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
1080 880 7 30
285 N
GB 80 0.77-0.90 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
1080 930 6 30
285 N
GB 85 0.82-0.90 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
等级D:≤0.20 ≤0.55 1.00-1.60 0.030 0.030
等级E:≤0.20 ≤0.55 1.00-1.60 0.025 0.025
等级A: ≤0.20 ≤0.55 1.00-1.70 0.045 0.045
等级B:≤0.20 ≤0.55 1.00-1.70 0.040 0.040
铸钢件表面质量标准

铸钢件表面质量标准
铸钢件是工业生产中常见的零部件,其表面质量直接关系到零部件的使用寿命
和性能。
因此,对铸钢件表面质量的标准化要求非常严格。
本文将对铸钢件表面质量标准进行详细介绍,以便于大家更好地了解和掌握相关知识。
首先,铸钢件表面质量标准包括表面粗糙度、表面缺陷和表面涂装等多个方面。
表面粗糙度是指铸钢件表面的不平整程度,通常通过表面粗糙度仪进行测量。
根据不同的使用要求,铸钢件的表面粗糙度标准也有所不同。
一般来说,表面粗糙度越小,零部件的使用寿命和性能就越好。
其次,表面缺陷是指铸钢件表面的瑕疵和缺陷,包括气孔、夹渣、裂纹等。
这
些表面缺陷会严重影响铸钢件的使用性能,甚至导致零部件的失效。
因此,在生产过程中,必须严格控制铸钢件表面缺陷的产生,确保零部件的表面质量符合标准要求。
此外,表面涂装也是铸钢件表面质量标准中的重要内容。
表面涂装不仅可以美
化零部件的外观,还可以提高零部件的耐腐蚀性能和耐磨性能。
因此,在进行表面涂装时,必须严格按照相关标准进行操作,确保涂装质量符合要求。
总的来说,铸钢件表面质量标准是保证零部件质量的重要保障。
只有严格按照
标准要求进行生产和检测,才能确保铸钢件的表面质量达到标准,从而保证零部件的使用寿命和性能。
希望通过本文的介绍,大家能够更加深入地了解铸钢件表面质量标准的重要性,为生产实践提供参考。
耐热铸钢化学成分标准
耐热铸钢化学成分标准耐热铸钢是一种具有优异耐高温性能的铸造材料,广泛应用于石油、化工、电力等行业。
其化学成分标准对于保证其耐热性能至关重要。
本文将详细介绍耐热铸钢化学成分标准,以及各元素对其性能的影响。
耐热铸钢的化学成分标准主要包括碳含量、硅含量、锰含量、磷含量、硫含量、铬含量、镍含量、钼含量等指标。
首先,碳含量是决定钢的强度和硬度的重要因素。
一般情况下,耐热铸钢的碳含量控制在0.20%~0.35%之间,过高的碳含量会导致钢的脆性增加,而过低的碳含量则会影响钢的强度。
硅是耐热铸钢中的重要合金元素,对提高钢的耐高温性能具有重要作用。
适当的硅含量可以提高钢的抗氧化性能和耐热性能,通常控制在1.00%~2.50%之间。
锰是另一个重要的合金元素,对提高钢的耐热性能和抗蠕变性能起着重要作用。
适当的锰含量可以提高钢的强度和韧性,一般控制在0.60%~1.20%之间。
磷和硫是耐热铸钢中的有害元素,其含量应尽量控制在较低水平。
高磷含量会降低钢的韧性和冷加工性能,高硫含量会降低钢的延展性和冷加工性能。
因此,磷和硫的含量应控制在0.03%以下。
铬是耐热铸钢中的重要合金元素,对提高钢的抗氧化性能和耐腐蚀性能起着重要作用。
适当的铬含量可以提高钢的耐高温性能,一般控制在8.00%~11.00%之间。
镍和钼是耐热铸钢中常用的合金元素,对提高钢的耐高温性能和抗氧化性能具有重要作用。
适当的镍和钼含量可以提高钢的强度、塑性和耐蠕变性能,一般控制在0.50%~1.00%和0.20%~0.50%之间。
除了上述元素外,耐热铸钢中还有一些微量元素对其性能也有一定影响,如钒、铌、钛等。
这些元素的含量较低,一般控制在0.02%以下。
耐热铸钢的化学成分标准对于保证其耐热性能至关重要。
合理控制各元素的含量可以提高钢的耐高温性能、抗氧化性能和耐腐蚀性能,确保其在高温环境下长期稳定运行。
常用铸钢件化学成份及标准(二)2024
常用铸钢件化学成份及标准(二)引言概述铸钢件是工业制造中常用的零部件,其性能直接影响着产品的质量和可靠性。
了解常用铸钢件的化学成份及标准对于材料选择、制造工艺以及产品设计都具有重要的指导意义。
本文将介绍常用铸钢件的化学成份及标准,以供参考和应用。
一、低合金高强度铸钢件1.1 铸钢件的基本化学成份要求- 碳含量:一般控制在0.25%-0.40%之间,以满足强度和硬度的要求。
- 硅含量:一般控制在0.15%-0.35%之间,以提高耐磨性和耐腐蚀性。
- 锰含量:一般控制在0.90%-1.40%之间,以提高强度和抗冲击性。
- 磷含量:一般控制在0.03%以下,以防止冷脆性的发生。
- 硫含量:一般控制在0.04%以下,以防止脆性产生。
1.2 铸钢件的常用标准- GB/T 3077-2015《合金结构钢技术条件》:适用于低合金高强度铸钢件的生产和使用,规定了化学成份、机械性能、硬度和耐磨性等要求。
- GB/T 1503-2019《铸钢件化学分析方法》:规定了铸钢件的化学分析方法,包括热力学法、光谱法等。
- GB/T 6414-2008《铸钢件热处理》:对于低合金高强度铸钢件,该标准规定了热处理的温度、时间和冷却速率等。
二、高合金铸钢件2.1 铸钢件的基本化学成份要求- 碳含量:一般控制在0.05%-0.15%之间,以保持强度和韧性的平衡。
- 铬含量:一般控制在12%-30%之间,以提高耐腐蚀性和耐磨性。
- 镍含量:一般控制在3%-30%之间,以提高抗氧化性和抗高温性。
- 钼含量:一般控制在0.2%-5%之间,以提高硬度和耐蚀性。
- 钒含量:一般控制在0.03%-0.50%之间,以提高强度和硬度。
2.2 铸钢件的常用标准- GB/T 5675-2010《高合金铸钢件技术条件》:适用于高合金铸钢件的生产和使用,规定了化学成份、机械性能、硬度和耐磨性等要求。
- GB/T 17445-2009《高合金铸钢件机械性能试验方法》:规定了高合金铸钢件的拉伸、冲击和硬度等机械性能试验方法。
铸钢件尺寸公差标准

铸钢件尺寸公差标准
铸钢件的尺寸公差标准通常由国家标准或行业标准规定。
在中国,铸钢件的尺寸公差标准一般是根据国家标准GB/T 6414《铸件尺寸公差及其允许偏差》来执行的。
这个标准规定了铸件的尺寸公差及其允许偏差的范围和要求。
根据GB/T 6414标准,铸钢件的尺寸公差应根据零件的尺寸、形状和用途来确定。
一般来说,铸钢件的尺寸公差包括线性尺寸的公差、角度尺寸的公差、形状尺寸的公差等。
这些公差的确定需要考虑到铸件的工艺要求、功能要求以及加工工艺的可行性。
此外,铸钢件的尺寸公差标准还可能受到客户要求、行业惯例以及特定的工程要求的影响。
不同的行业和用途对铸钢件的尺寸公差可能会有不同的要求,因此在实际生产中,可能会根据具体情况进行调整。
总的来说,铸钢件的尺寸公差标准是非常重要的,它直接影响着铸钢件的质量、可靠性和使用性能。
因此,在设计和生产铸钢件时,需要严格遵循相应的国家标准或行业标准,确保铸钢件的尺寸公差符合要求,从而满足工程设计和使用的需要。
铸钢45号标准
铸钢45号标准摘要:一、铸钢45 号标准的概述1.铸钢45 号标准的定义2.铸钢45 号标准的重要性二、铸钢45 号标准的主要性能指标1.化学成分2.力学性能3.物理性能三、铸钢45 号标准的应用领域1.工程机械2.汽车制造3.轨道交通4.能源行业四、铸钢45 号标准的发展趋势1.绿色制造2.高质量要求3.技术创新正文:铸钢45 号标准是一种高强度、高韧性的铸钢材料,广泛应用于各种重要工程结构件的制造。
铸钢45 号标准不仅对化学成分有严格的要求,还对力学性能、物理性能等有明确的规定,以保证其在各种工况下的稳定性能。
铸钢45 号标准的主要性能指标包括化学成分、力学性能和物理性能。
其中,化学成分是决定铸钢45 号性能的基础,对其中的碳、硅、锰、磷、硫等元素的比例有严格的规定。
力学性能是铸钢45 号标准的核心,包括抗拉强度、屈服强度、延伸率等指标,这些指标需要在一定的范围内才能满足使用要求。
物理性能包括密度、熔点、热膨胀系数等,这些指标对于铸钢45 号的使用环境和热处理工艺有重要影响。
铸钢45 号标准广泛应用于工程机械、汽车制造、轨道交通和能源行业等领域。
在工程机械领域,铸钢45 号标准用于制造各类大型机械的底盘、臂架等关键部件;在汽车制造领域,铸钢45 号标准用于制造汽车发动机的缸体、缸盖等部件;在轨道交通领域,铸钢45 号标准用于制造轨道车辆的车体、转向架等部件;在能源行业,铸钢45 号标准用于制造各类压力容器、管道等设备。
随着我国制造业的不断发展,铸钢45 号标准也将面临新的挑战和发展趋势。
首先,绿色制造将成为铸钢45 号标准的重要发展方向,要求在生产过程中减少能耗和污染排放,提高资源利用效率。
其次,随着工程机械、汽车等行业的技术进步,对铸钢45 号标准的高质量要求也将不断提高。
国家铸钢件铸造标准
国家铸钢件铸造标准
国家铸钢件铸造标准包括以下几个方面:
1.铸钢件的设计和制造技术规范:涉及铸钢件的设计、制造、
加工、检验等方面的技术要求和规范。
2.铸钢件制造的质量控制和检验:指铸钢件制造过程中必须遵
守的质量控制和检验要求,如原材料选料、化学成分控制、熔炼工艺、浇注工艺、热处理工艺、检验标准等。
3.铸钢件的工作条件:规定了铸钢件在不同的工作条件下的使
用要求和注意事项,包括使用温度、工作强度、使用环境等等。
4.铸钢件的修复和维护:铸钢件在使用过程中,由于各种原因
可能会出现损坏或磨损,需要进行修复或更换。
该标准规定了铸钢件修复和维护的方法和步骤。
国家铸钢件铸造标准的制定和执行,有利于提高铸钢件制造的技术水平和质量,保障铸钢件的使用安全和可靠性,也促进了我国铸造产业的发展。
铸钢标准及牌号对照
铸钢标准及牌号对照
铸钢是一种常用的金属材料,具有良好的可塑性和机械性能,广泛应用于机械
制造、汽车制造、船舶建造等领域。
在不同的工程中,需要选择不同牌号的铸钢,以满足特定的要求。
因此,了解铸钢的标准及牌号对照是非常重要的。
首先,我们来了解一下铸钢的标准。
铸钢的标准主要包括国际标准、国家标准
和行业标准。
国际标准由国际标准化组织(ISO)制定,国家标准由各个国家的标
准化组织制定,而行业标准则是针对特定行业的标准。
在选择铸钢材料时,需要根据具体的使用要求,参照相应的标准进行选择。
其次,我们需要了解不同牌号的铸钢及其对照关系。
铸钢的牌号通常由数字和
字母组成,不同的牌号代表着不同的化学成分和机械性能。
在国际标准中,常见的铸钢牌号包括ASTM、DIN、JIS等,而在国家标准中,常见的牌号包括GB、JB 等。
在实际应用中,需要根据工程要求选择合适的铸钢牌号,以保证材料的质量和性能。
在实际工程中,我们需要根据具体的使用要求选择合适的铸钢材料。
例如,在
汽车制造领域,需要选择具有良好强度和韧性的铸钢材料,以确保汽车的安全性能。
而在机械制造领域,需要选择耐磨性好的铸钢材料,以提高机械设备的使用寿命。
因此,了解铸钢的标准及牌号对照对于工程师和设计师来说是非常重要的。
总之,铸钢是一种重要的金属材料,在工程应用中具有广泛的用途。
了解铸钢
的标准及牌号对照,可以帮助我们选择合适的铸钢材料,满足工程要求。
希望本文对大家有所帮助,谢谢阅读!。
铸钢 标准
铸钢标准
铸钢是指用熔化后的钢水,经过浇注、冷却而得到的成品钢件。
为了保证铸钢的质量和安全性,国家制定了一系列的标准来规范铸钢的生产和使用。
以下是一些常用的铸钢标准:
1. GB/T 11352-2009 铸钢件数控加工技术条件:该标准规定了铸钢件数控加工的技术条件和要求,包括铸钢件数控加工的设备、工具、刀具等方面的内容。
2. GB/T 15001-2011 铸钢件技术条件:该标准规定了铸钢件的外形尺寸、允许偏差、表面质量、内部缺陷、化学成分、力学性能等技术条件和要求。
3. YB/T 080-1995 铸钢件检查方法:该标准规定了铸钢件检查的方法和程序,包括外观检查、
尺寸检查、物理和机械性能试验、化学成分分析等方面的内容。
4. GB/T 7233-2012 铸钢件质量证明文件:该标准规定了铸钢件质量证明文件的格式、内容和
签发机构等要求,以确保铸钢件的合格性和可追溯性。
5. GB/T 26625-2011 铸钢件中砂型铸造技术条件:该标准规定了铸钢件中砂型铸造的工艺、设备、材料、操作规程等技术条件和要求。
以上是一些常用的铸钢标准,具体标准可能会因为不同的行业、不同的用途而有所差异。
在
生产和使用过程中,应当参考相应的标准来进行操作和检验,以确保铸钢件质量和安全性。
铸钢件标准

铸钢件标准
《铸钢件标准》
1、铸钢件标准的定义
铸钢件标准是一种确定和保证工程铸件质量的规范性文件。
它定义了铸件的质量控制要求,以及生产、检验、检测、安装、使用等各个环节的要求。
2、铸钢件标准的类别
铸钢件标准包括:表面质量标准、尺寸公差标准、材料牌号标准、焊接接头标准、性能试验标准和安装操作要求标准等。
3、铸钢件标准的基本要求
铸钢件标准中关于技术要求的基本要求包括:
(1)材料要求:确定材料牌号,填写材料技术卡,对焊接材料进行抽检等;
(2)焊接要求:检查焊接接头的工艺质量,检查接头的尺寸公差,确保接头的强度。
(3)表面质量要求:确定铸件的表面处理要求,检查铸件的表面质量,确保表面质量符合要求。
(4)性能试验:检验铸件的性能参数,确保铸件性能达到标准规定的要求。
(5)安装操作要求:确定安装操作的步骤,并之后对安装质量进行检查,确保铸件在使用中能够稳定可靠地工作。
zg310—570铸钢技术标准
zg310—570铸钢技术标准
ZG310-570 是中国标准中关于铸钢的技术标准之一。
这个标准定义了一系列与铸造钢材料相关的技术要求、化学成分、机械性能等方面的规范。
一般而言,ZG310-570 标准主要涉及以下内容:
1. 化学成分要求:包括铸钢的主要化学成分要求,如碳含量、硅、锰、磷、硫等元素的限制范围。
2. 机械性能要求:规定了铸钢材料的机械性能指标,例如抗拉强度、屈服强度、延伸率等。
3. 热处理:对于需要热处理的铸钢材料,标准可能包含了相应的热处理方法、温度要求等规定。
4. 检测方法:包括对铸钢材料进行化学成分分析、机械性能测试等的测试方法和标准。
这些标准旨在确保铸钢材料的质量符合特定的标准要求,以保障其在特定工程、结构或设备中的安全和可靠使用。
如需具体的技术细节或标准内容,建议查询中国相关的标准文档或向专业机构或相关领域的专家咨询。
1。
连续铸钢板坯 标准

连续铸钢板坯标准
连续铸钢板坯的尺寸和外形允许偏差以及外形允许偏差都有相应的标准。
连续铸钢板坯的尺寸允许偏差为:公称厚度+4.0mm。
公称宽度+10mm,连铸板坯可按定尺或非定尺交货,定尺长度允许偏差+ 80mm。
连续铸钢板坯的外形允许偏差包括横截面脱方、镰刀穹、不平度、鼓肚、切斜、凹陷等,具体标准如下:
1.横截面脱方:公称厚度< 150mm,as4.0mm; 公称厚度150 ~ 200mm, a<6.0mm; 公称厚度> 200mm,as8.0mm。
2.镰刀穹:每米不大于8mm.
3.不平度:每米不大于15mm,总不平度总长度的1.5%。
4.鼓肚:宽面鼓肚:铸坯厚度最大尺寸与铸坯厚度最小尺寸之差<1%铸坯宽度;侧面鼓肚:≤5%铸坯厚度。
5.切斜:宽度方向s25mm,厚度方向≤10mm。
6.凹陷:侧面凹陷≤5mm,宽面凹陷≤5mm。
此外。
连续铸钢板坯还规定了连铸板坯牌号和连铸板坯标准。
制表:审核:批准:。
铸钢材质标准
铸钢材质标准一、背景与意义铸钢作为一种重要的工程材料,被广泛应用于各种工业领域,如机械制造、石油化工、航空航天等。
由于其优良的力学性能、耐腐蚀性和高温性能,铸钢材质标准对于保证产品质量、促进技术进步和保障工程安全具有重要意义。
本文将对铸钢材质标准进行全面深入的探讨。
二、标准内容概述铸钢材质标准是一个综合性的标准体系,包括对铸钢的化学成分、力学性能、金相组织等方面的规定。
这些标准旨在确保铸钢产品的质量稳定、可靠,满足不同工程领域的实际需求。
三、化学成分标准铸钢的化学成分对其性能起着决定性的作用。
根据不同的用途和工艺要求,铸钢的化学成分范围广泛,常见的元素包括碳、硅、锰、磷、硫等。
铸钢的化学成分标准规定了各种元素的含量范围,以确保其具有所需的性能。
四、力学性能标准力学性能是评价铸钢质量的重要指标之一。
常见的力学性能指标包括抗拉强度、屈服强度、伸长率、冲击韧性等。
铸钢的力学性能标准根据不同的用途和工艺条件,规定了相应的力学性能要求,以确保其在实际应用中的安全性和可靠性。
五、金相组织标准金相组织是指铸钢内部的显微组织结构,对其性能具有重要影响。
铸钢的金相组织标准主要关注其晶粒度、碳化物分布、夹杂物类型等方面的要求。
通过控制金相组织,可以提高铸钢的力学性能、耐腐蚀性和高温性能。
六、无损检测标准无损检测是评价铸钢产品质量的重要手段之一。
铸钢的无损检测标准主要包括超声波检测、磁粉检测、涡流检测等方法。
这些标准旨在确保铸钢产品中不存在缺陷或不均匀性,保证其在使用过程中的安全性和可靠性。
七、总结与展望铸钢材质标准作为保障产品质量和技术进步的关键准则,在实际操作中起到了不可或缺的作用。
随着科技的持续进步,铸钢的应用领域将进一步拓宽,对其性能要求也将更加严格。
展望未来,铸钢材质标准将不断更新和优化,以适应新的市场需求和技术发展。
同时,随着环保意识的提升和可持续发展理念的普及,对铸钢环保性能的要求也将更加严格。
因此,在制定铸钢材质标准时,应充分考虑环保因素,推动绿色制造技术的进步和应用。
铸钢件国标
铸钢件国标是指按照国家相关标准制造铸钢件的产品。
以下是关于铸钢件国标的详细解答:一、主要材质铸钢件的主要材质包括碳钢、合金钢、不锈钢等。
其中,碳钢是铸钢件中最常用的材质,具有价格便宜、耐腐蚀性好的优点。
合金钢则可以提高铸钢件的强度、耐腐蚀性、耐磨性等性能。
不锈钢则具有更好的耐腐蚀性能,适用于需要长期暴露在腐蚀环境中的铸钢件。
二、执行标准铸钢件国标中规定了铸钢件的设计、制造、验收等标准。
具体的执行标准包括GB/T 11352-2009《一般工业用灰铸件》、GB/T 9439-2009《灰铸铁件》、GB/T 1298-2008《球墨铸铁件》等。
这些标准规定了铸钢件的尺寸、形状、重量、表面质量等方面的要求。
三、制造工艺铸钢件的制造工艺包括造型、熔炼、浇注、冷却、清理等步骤。
其中,造型是制造铸钢件的基础,需要选择合适的材料和工艺来保证铸件的质量。
熔炼需要使用合适的原材料,并控制熔炼过程中的温度、成分等参数,以保证铸钢件的材质和性能。
浇注需要控制浇注速度和温度,以保证铸件的结构和形状的准确性。
清理需要将铸件表面的残渣、砂子等杂质清理干净,以保证铸件的质量和外观。
四、应用领域铸钢件在各个领域都有广泛的应用,包括机械制造、建筑、汽车、船舶、化工等领域。
在机械制造中,铸钢件可以作为机器的零部件,如齿轮、轴承等。
在建筑中,铸钢件可以作为建筑材料,如梁、柱等。
在汽车领域,铸钢件可以作为发动机的零部件。
在船舶领域,铸钢件可以作为船体的结构件。
此外,铸钢件还可以用于化工、电子、医疗等领域。
五、质量控制为了保证铸钢件的质量,需要进行严格的质量控制。
在生产过程中,需要对铸件的材料、尺寸、表面质量等进行检测和记录。
同时,还需要对铸件的力学性能进行检测,如硬度、强度、韧性等指标。
对于不合格的铸件,需要进行返工或报废处理,以保证最终产品的质量。
总之,铸钢件国标规定了铸钢件的设计、制造、验收等方面的标准,以保证产品的质量和性能。
在制造过程中,需要选择合适的材质和工艺,并进行严格的质量控制,以确保最终产品的质量和性能符合国家标准的要求。
铸钢45号标准
铸钢45号标准
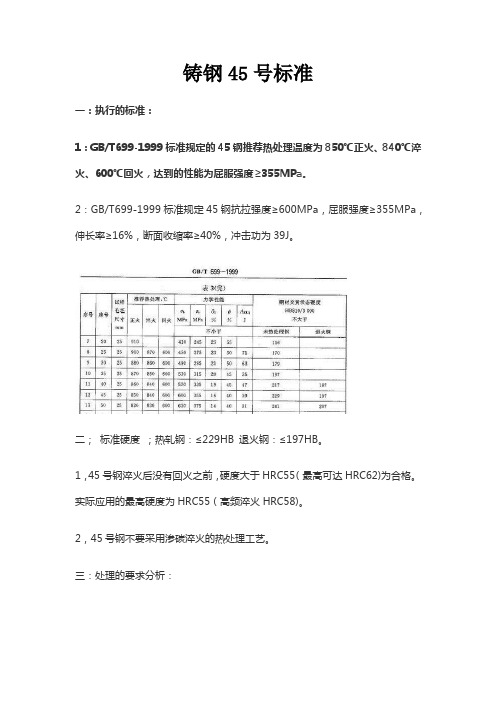
一:执行的标准:
1:GB/T699-1999标准规定的45钢推荐热处理温度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPa。
2:GB/T699-1999标准规定45钢抗拉强度≥600MPa,屈服强度≥355MPa,伸长率≥16%,断面收缩率≥40%,冲击功为39J。
二;标准硬度;热轧钢:≤229HB 退火钢:≤197HB。
1,45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2,45号钢不要采用渗碳淬火的热处理工艺。
三:处理的要求分析:
1,45钢调质硬度在HRC20~HRC30之间(热处理温度:正火850,淬火840,回火600)。
2,45钢淬火硬度在HRC55~58之间,极限值可达HRC62。
3,45号钢要放置15-20天才能使用,是因为要进行时效处理,使钢的性能稳定下来,实际应用的最高硬度为HRC55(高频淬火HRC58)。
4,45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
5,45钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
铸钢的相关标准和知识
铸钢的相关标准和知识铸钢井盖采用GBT5613-1995国际及其它国家铸钢牌号表示方法(1)国际标准化组织(ISO)“一般工程用铸造碳钢”和“一般工程与结构用高强度铸钢”均按屈服强度和抗拉强度分级,高合金铸钢以化学成分表示牌号。
(2)美国试验与材料学会(ASTM)一般工程用碳钢铸件(ASTM A27/A27M),高强度铸钢结构件(ASTM A148/A148M)和公路桥梁用铸钢件(ASTM A486/A486M)均按强度分级。
高合金铸钢采用美国合金铸造协会(ACI)的表示方法。
(3)日本标准(JIS)日本铸钢牌号前冠以大写字母SC,其后,不同用途的铸钢采用特定的字母和数字表示牌号。
一般碳素铸钢件的牌号用强度表示,在SC后的三位数字,即抗拉强度(MPa)的最低值。
焊接结构用铸钢件的牌号也用强度表示,在SC后加字母W表示焊接用,再用数字表示最低抗拉强度(MPa)。
结构用高强度碳钢及低合金钢按合金元素分类。
碳钢为SCC,后加一分类号。
低锰钢为SCMn,后加一分类号。
锰铬钼钢为SCMnCrMo,后加一分类号。
在SC后,加字母“S”表示铸造不锈钢,加“H”表示耐热铸钢,加“PH”表示高温用压力容器铸钢,加“PL”表示低温压力容器铸钢。
其后加1~2位数字的顺序号。
(4)德国标准(DIN)所有碳素钢铸钢和低合金铸钢牌号均冠以大写字母GS。
一般铸钢件按强度分级,在GS后加一组二位数字,表示抗拉强度(1/10MPa)。
要求焊接性能较好的铸钢及合金钢则以化学成分表示牌号。
(5)英国标准(BS)英国有三种铸钢系列:BS3100为一般工程用铸钢件。
BS3146金属熔模精铸件,其中第一部分为碳钢和低合金钢,第二部分为耐蚀热钢,第三部分为真空熔炼的合金。
BS1504为承压的铸钢件,其中碳钢铸件为一组(BS1504—161),牌号为三位数字,即抗拉强度(MPa)。
低、中合金钢牌号按成分分为8种,高合金钢的牌号与BS3100相同。
常用铸钢件化学成份及标准(一)2024

常用铸钢件化学成份及标准(一)引言:铸钢件是机械制造中常见的零件类型之一,其化学成分及标准对于材料性能的确定具有重要作用。
本文将依次介绍常用铸钢件的化学成分及标准,帮助读者了解铸钢件的材料特性和适用范围。
正文:一、低碳钢件1. 碳含量:一般在0.1%以下,以提高材料的延展性和可焊性。
2. 硅含量:控制在0.15-0.35%,以增加铸件的强度和耐磨性。
3. 锰含量:通常控制在0.6-0.9%,可提高材料的强度和硬度。
4. 磷含量:应控制在0.04%以下,过高的磷含量易导致脆性。
5. 硫含量:应控制在0.05-0.07%以内,过高的硫含量会降低材料的塑性和冷加工性能。
二、中碳钢件1. 碳含量:一般在0.3-0.6%,以提高材料的强度和硬度。
2. 锰含量:控制在0.6-1.2%之间,以提高耐磨性。
3. 硅含量:通常控制在0.15-0.35%,适当的硅含量可提高材料的强度。
4. 磷含量:控制在0.04%以下,过高的磷含量易造成脆性。
5. 硫含量:一般控制在0.05-0.07%以内,过高的硫含量会降低铸件的塑性和冷加工性能。
三、高碳钢件1. 碳含量:通常在0.6-1.4%之间,以提高材料的硬度和耐磨性。
2. 锰含量:控制在0.3-0.9%之间,以提高材料的韧性和强度。
3. 硅含量:通常控制在0.15-0.35%,可以提高材料的强度。
4. 磷含量:控制在0.04%以下,过高的磷含量会降低材料的塑性。
5. 硫含量:应控制在0.05-0.07%以内,过高的硫含量会降低铸件的冷加工性能。
四、合金钢件1. 合金元素:常见的合金元素包括铬、镍和钼等。
2. 铬含量:控制在1-3%之间,可以提高材料的耐腐蚀性和热稳定性。
3. 镍含量:通常控制在0.5-1.5%之间,可以提高材料的强度和韧性。
4. 钼含量:控制在0.1-0.5%之间,可以提高材料的耐高温和抗热蚀性能。
5. 其他合金元素:根据具体应用场景,还可以添加钛、钢、铌等元素,以改善材料的特性。
国标铸钢参数-1

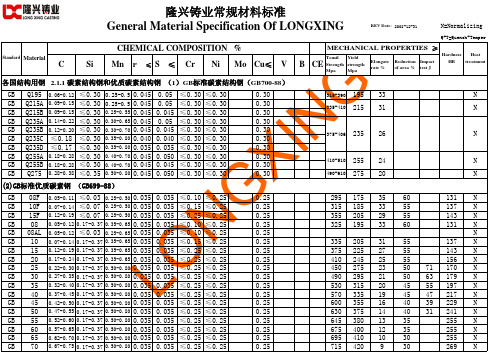
各种铸钢标准与性能
铸钢牌号 ,-.—/0. ,-.—/0.4 2/.—33. 2/.—33.4
!! ! — . 1 ,3 — . 1 ,3
"#! — 5 1 ,. — 5 1 3.
$%! — . 1 6. — . 1 6.
&! . 1 .23 . 1 .23 . 1 .23 . 1 .23
$! . 1 .23 . 1 .23 . 1 623 . 1 .23
牌号 ZG200-400 ZG230-450 ZG270-500 ZG310-570 ZG340-640
旧牌号 ZG15 ZG25 ZG35 ZG45 ZG55
C≤ 0.2 0.3 0.4 0.5 0.6
化学成分(质量分数%) Si≤ Mn≤ S≤ 0.5 0.8 0.4 0.5 0.9 0.4 0.5 0.9 0.4 0.6 0.9 0.4 0.6 0.9 0.4
" 7 ;"
" 7 ," " 7 <" " 7 :"
" 7 $"
" 7 $"
" 7 $"
" 7 +"
" 7 "8
" 7 8" " 7 :"
对上限每减少 ! ( .) 允许增加 ! ( )*) 其 = " 7 "! - , = " 7 ", - 。 56+""—,"" 锰的质量分数最高至 ! 7 ""- , 余 , 个牌号 )* 的质量分数最高至 ! 7 +" - 。 残余元素总的质量分数不超过 ! 7 "" - , 如需方无要求, 残余元素可不进行分析。
铸钢件执行标准代号
铸钢件执行标准代号嘿,大家好呀!今天咱就来好好唠唠铸钢件执行标准代号这个事儿。
铸钢件在工业生产中那可是相当重要的角色,不同的标准代号就像是它们的“身份证”,能让咱们清楚地知道它们的各种特性和要求。
下面咱就一起来看看常见的一些铸钢件执行标准代号哈。
一、GB/T 5676-2018这个标准代号可是非常重要的哟!GB/T 5676-2018是铸钢件射线照相检测标准。
它就像是一个严格的“监督员”,通过射线照相的方法来检查铸钢件内部有没有什么隐藏的缺陷,比如气孔、夹渣这些小“毛病”。
这样就能保证铸钢件的质量啦,让它们在各种重要的场合都能放心“上岗”。
比如说在一些大型机械设备的制造中,像发动机的缸体这些关键部件,要是有缺陷那可不得了,所以就得按照这个标准来严格检测。
二、GB/T 7233.1-2009这是铸钢件超声检测第1部分:一般用途铸钢件标准。
超声检测就像是给铸钢件做了一个“全身B超”,能发现一些肉眼看不到的内部问题。
这个标准详细规定了检测的方法、步骤还有合格的标准等等。
在一些对安全性要求特别高的领域,像航空航天领域的铸钢件,那肯定得按照这个标准来进行超声检测,确保万无一失呀。
三、GB/T 11352-2009它是一般工程用铸造碳钢件标准。
这个标准主要是对铸造碳钢件的化学成分、力学性能等方面做出了规定。
比如它规定了不同等级的碳钢件中碳、硅、锰等元素的含量范围,还有它们的抗拉强度、屈服强度等力学性能指标。
这就好比给铸钢件定了一个“身体素质标准”,只有达到这个标准的,才能算是合格的“运动员”,在实际应用中发挥作用。
比如说在建筑行业中使用的一些铸钢连接件,就必须符合这个标准,这样才能保证建筑物的安全和稳定。
四、JB/T 5000.6-2007这是重型机械通用技术条件第6部分:铸钢件。
它是针对重型机械领域的铸钢件制定的标准。
在重型机械中,铸钢件往往要承受很大的压力和冲击力,所以对它们的质量要求那是相当高的。
这个标准对铸钢件的材质、制造工艺、检验方法等都有详细的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30
(2)GB标准优质碳素钢 (GB699-88)
GB 08F 0.05-0.11 ≤0.03 0.25-0.50 0.035 0.035 ≤0.10 ≤0.25 GB 10F 0.07-0.14 ≤0.07 0.25-0.50 0.035 0.035 ≤0.15 ≤0.25 GB 15F 0.12-0.19 ≤0.07 0.25-0.50 0.035 0.035 ≤0.25 ≤0.25 GB 08 0.05-0.12 0.17-0.37 0.35-0.65 0.035 0.035 ≤0.10 ≤0.25 GB 08AL 0.05-0.12 ≤0.03 0.25-0.65 0.035 0.035 ≤0.10 ≤0.25 GB 10 0.07-0.14 0.17-0.37 0.35-0.65 0.035 0.035 ≤0.15 ≤0.25 GB 15 0.12-0.19 0.17-0.37 0.35-0.65 0.035 0.035 ≤0.25 ≤0.25 GB 20 0.17-0.24 0.17-0.37 0.35-0.65 0.035 0.035 ≤0.25 ≤0.25 GB 25 0.22-0.30 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25 GB 30 0.27-0.35 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25 GB 35 0.32-0.40 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25 GB 40 0.37-0.45 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
等级B:≤0.16 ≤0.55 0.80-1.50 0.040 0.040
等级A: ≤0.20 ≤0.55 1.00-1.60 0.045 0.045
等级B:≤0.20 ≤0.55 1.00-1.60 0.040 0.040
GB Q345 等级C:≤0.20 ≤0.55 1.00-1.60 0.035 0.035
Si
Mn P ≤ S ≤ Cr
Ni
Mo Cu≤ V
B
Tensil Yield
CE Strength strength Mpa Mpa
Elongate Reduction Impact rate % of area % test J
Hardness Heat HB treatment
GB 75 0.72-0.80 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
等级D:≤0.20 ≤0.55 1.00-1.60 0.030 0.030
等级E:≤0.20 ≤0.55 1.00-1.60 0.025 0.025
等级A: ≤0.20 ≤0.55 1.00-1.70 0.045 0.045
等级B:≤0.20 ≤0.55 1.00-1.70 0.040 0.040
0.02-0.15 0.02-0.15 0.02-0.15 0.02-0.15 0.02-0.15 0.02-0.15 0.02-0.15 0.02-0.20 0.02-0.20 0.02-0.20 0.02-0.20 0.02-0.20 0.02-0.20 0.02-0.20
410 245 26 450 275 24 490 295 22 540 315 20 560 335 18 590 355 17 620 375 15 645 390 13 695 410 11 735 430 9 785 450 8
390-570 295 23 390-570 295 23 470-630 345 21 470-630 345 21 470-630 345 22 470-630 345 22 470-630 345 22 490-650 390 19 490-650 390 19 490-650 390 20 490-650 390 20 490-650 390 20 520-680 420 18 520-680 420 18
0.25
645 380 13 35
255 N
GB 60 0.57-0.65 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
675 400 12 35
255 N
GB 65 0.62-0.70 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
1080 880 7 30
285 N
GB 80 0.77-0.90 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
1080 930 6 30
285 N
GB 85 0.82-0.90 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
695 410 10 30
255 N
GB 70 0.67-0.75 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
715 420 9 30
269 N
Standard Material
C
CHEMICAL COMPOSITION %
MECHANICAL PROPERTIES ≥
0.25
600 355 16 40 39 229 N
GB 50 0.47-0.55 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
630 375 14 40 31 241 N
GB 55 0.52-0.60 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25
0.25
1130 980 6 30
302 N
LONGXING GB 15Mn 0.12-0.19 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25
GB 20Mn 0.17-0.24 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 25Mn 0.22-0.30 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 30Mn 0.27-0.35 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 35Mn 0.32-0.40 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 40Mn 0.37-0.45 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 45Mn 0.42-0.50 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 50Mn 0.48-0.56 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 60Mn 0.57-0.65 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 65Mn 0.62-0.70 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25 GB 701Mn 0.67-0.75 0.17-0.37 0.70-1.00 0.035 0.035 ≤0.25 ≤0.25
0.25 0.25 0.25 0.25 0.25 0.25 0.25 0.25 0.25 0.25 0.25
2.1.2 低合金高强度钢、耐候钢和GB/T 1591-94)
等级A:≤0.16 ≤0.55 0.80-1.50 0.045 0.045 GB Q295
Si Mn P ≤ S ≤ Cr Ni Mo Cu≤ V
各国结构用钢 2.1.1 碳素结构钢和优质碳素结构钢 (1)GB标准碳素结构钢(GB700-88)
GB Q195 0.06-0.12 ≤0.30 0.25-0.5 0.045 0.05 ≤0.30 ≤0.30 GB Q215A 0.09-0.15 ≤0.30 0.25-0.5 0.045 0.05 ≤0.30 ≤0.30 GB Q215B 0.09-0.15 ≤0.30 0.25-0.55 0.045 0.045 ≤0.30 ≤0.30 GB Q235A 0.14-0.22 ≤0.30 0.30-0.65 0.045 0.05 ≤0.30 ≤0.30 GB Q235B 0.12-0.20 ≤0.30 0.30-0.70 0.045 0.045 ≤0.30 ≤0.30 GB Q235C ≤0.18 ≤0.30 0.35-0.80 0.040 0.040 ≤0.30 ≤0.30 GB Q235D ≤0.17 ≤0.30 0.35-0.80 0.035 0.035 ≤0.30 ≤0.30 GB Q255A 0.18-0.28 ≤0.30 0.40-0.70 0.045 0.050 ≤0.30 ≤0.30 GB Q255B 0.18-0.28 ≤0.30 0.40-0.70 0.045 0.045 ≤0.30 ≤0.30 GB Q275 0.28-0.38 ≤0.35 0.50-0.80 0.045 0.050 ≤0.30 ≤0.30
60 55 55 60
55 55 55 50 71 50 63 45 55 45 47
Hardness Heat HB treatment
N N
N
N N
131 N 137 N 143 N 131 N
N 137 N 143 N 156 N 170 N 179 N 197 N 217 N
GB 45 0.42-0.50 0.17-0.37 0.50-0.80 0.035 0.035 ≤0.25 ≤0.25