新型钢卷运输车
C形高架运卷车
2.2车轮轮压校核
为了满足运卷车使用需求,根据起重机设计规
范确定车轮直径0.5 m,材质为42CrMo锻件,钢
轨采用起重机钢轨U71Mn-QU120。以下对所设计 的车轮进行校核。
(1)载荷计算
按照起重机车轮载荷计算式(8),
2P +P
Pc =—
=192.5 kN.............................. ( 8)
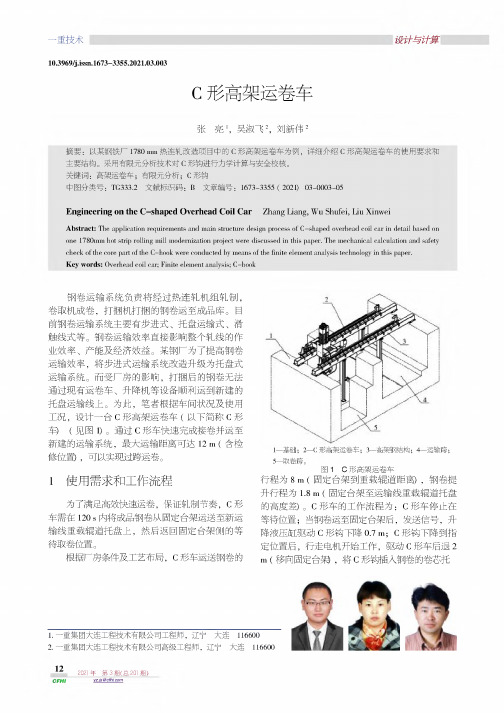
结构,车体下部由4个行走车轮落在轨道梁的钢轨 上,通过传动装置驱动车体往复行走。升降装置及 C形钩安装在车体内部,由升降液压缸驱动C形钩 上下运动,升降液压缸配有平衡阀,并设有机械插 销防止意外泄压引起落卷事故。
1—防撞装置;2—升降装置;3—车体;4—轨道梁;5—传动装置(未示出)6—C形钩。
图3 C形高架运卷车组成
14
CFHI
2021年 第3期(总201期)
yz.js@
与计算
CFHI TECHNOLOGY
(1) C形钩强度理论校核 根据材料力学公式对C形钩进行弯曲强度校
楼见图5。 运送钢卷过程中,c形钩承受钢卷的重力作
用。根据式(12计算钩子在图示位置所受的最大 应力和最大弯曲变形[3]:
滓max= M-=31.4MPa
1—减速电机;2—编码器;3—齿轮齿条传动机构;4—联轴器。 图4传动装置
式中:Pc —起重机车轮载荷(kN) ; Pm* —工作时
最大轮压(kN) ; Pmin一工作时最小轮压
(kN)。
根据式 ( 9) 算得,
p =蓸 GEg) =207.5 kN
max
n
墒 Pmi.n =蓸Gn1+G2) =162.5 kN
经计算,Pc <|蓘| — —c <约丨,满足车轮踏面
毕业(论文)——钢卷运输车

钢卷运输车摘要钢卷运输车是广泛用于轧钢生产线上的一种重要的轧钢辅助设备,其设计特点和工作性能的好坏直接影响到整个轧钢生产线的生产效率。
它是将卷取机上的钢卷运输到打捆机的重要运输设备,给轧钢生产带来了极大的方便。
本设计主要是对钢卷运输车的行走传动机构和升降机构进行设计和改造。
本次设计研究的主要内容包括总体方案设计的选择、行走机构、升降机构的设计、主要零部件的设计与校核等。
在本设计中钢卷运输车的行走机构的驱动方式的选择了电机驱动,由于传动比较大,故小车的传动机构选择了二级齿轮蜗轮蜗杆减速器。
该减速器有两个输出端通过联轴器联接驱动车轮轴使车轮转动。
钢卷运输车的升降动作由液压缸驱动完成。
现如今随着我国钢铁行业的迅速发展,轧钢生产相关的设备也向着高效、简单、节能化发展。
钢卷运输车在轧钢实现自动化生产方面起到了很大的作用,所以对于钢卷运输车的设计,既要其安全可靠,也要易于检修和维护,适合不同的生产要求同时也要最大程度的降低成本。
国外该技术已比较发达,我国在引进国外技术的同时也要根据实际需要不断的创新。
促进我国轧钢生产实现更加快速的发展。
关键词:钢卷;运输;升降机构;冷轧The Transport Vehicle Of Rolling SteelAbstractThe transport vehicle of rolling steel is an important auxiliary equipment which is widely used in rolling mill production line, its design features and work performance has a direct impact on the productivity of the entire rolling line. It is an important transportation equipment which transports steel roll from recoiling machine to bander, which make it convenient to the production of steel rolling. This design is mainly to design and remould the walking and driving mechanism and lifting mechanism of the transport vehicle of rolling steel. The main content of this design research includes the choice of the overall plan of design, traveling mechanism, the design of lifting mechanism and the design of main components’ design and checking and so on. In this design,the drive mode of traveling mechanism of transport vehicle of rolling steel is by motor machine. Because of the tachometer drive ratio is big, I choose two stage gear worm reducer for the small one. The reducer has two output ends which connect the wheels by coupler to make the wheels run. The movement of lifting mechanism is driven by the hydraulic cylinder to complete. Nowadays , with the rapid development of China's iron and steel industry, the related equipment of steel rolling production has efficient, simple, and energy saving development. The transport vehicle has played a big role in achieving automation production , so the design must be safe and reliable, easy to repair and preserve, suitable for different production requirements and also to reduce the cost of the big extent. The technology has been developed in other countries, so we should bring in the foreign technology and also innovate according to our actual need. To promote the steel rolling production for China to achieve more rapid development.KEY WORDS: rolling steel, transport, lifting mechanism, cold rolling目录摘要 (I)Abstract (III)1绪论 (1)1.1 选题的背景 (1)1.2 国内外研究状况和相关领域中的研究成果 (2)1.3 课题的研究方法 (2)1.4 研究的内容 (2)2 总体方案设计 (4)2.1 方案设计 (4)2.2 方案的对比 (4)2.3 方案的确定 (5)3电动机选择 (8)3.1 设计参数 (8)3.2 电动机的选择 (8)3.2.1 电机类型的选择 (8)3.2.2 选择电动机 (10)3.2.3 电动机的校核 (10)4 主要零件设计与参数计算 (12)4.1 传动比分配 (12)4.1.1 各级运动参数 (12)4.2 设计减速器第一级斜齿轮传动 (13)4.2.1 选定齿轮类型、精度等级、材料及齿数 (13)4.2.2 按齿面接触强度设计 (13)4.2.3 按齿根弯曲强度设计计算 (15)4.2.4 几何尺寸计算 (16)4.3 蜗轮蜗杆的设计 (17)4.3.1 选用蜗杆传动类型 (17)4.3.2 选用蜗轮蜗杆材料 (17)4.3.3 按齿面接触疲劳强度进行设计 (18)4.3.4 蜗轮蜗杆的主要尺寸参数 (19)4.3.5 校核齿根弯曲疲劳强度 (20)4.4 确定传动系统轴的最小直径和主要轴的受力分析 (20)4.4.1 减速器输入轴的最小直径和受力分析 (20)4.4.2 计算减速器中间轴的最小直径 (21)4.4.3 减速器输出轴的最小直径和受力分析 (21)4.4.4 车轮轴的尺寸的确定 (22)4.5 轴的校核 (22)4.5.1 减速器输出轴的校核 (22)4.5.2 车轮轴的校核 (24)4.6 联轴器的选择 (27)4.6.1 选择减速器输出端与车轮轴之间的联轴器 (27)4.6.2 选择电动机与减速器之间的联轴器 (28)4.7 键的尺寸确定及校核 (28)4.7.1 减速器输出轴上键的尺寸的确定 (28)4.7.2 车轮与车轴承之间键的尺寸与校核 (29)4.7.3 蜗轮与蜗轮轴之间的键的选择与校核 (30)4.8 选择轴承并校核其寿命 (30)4.8.1 减速器轴承的选择与轴承寿命校核 (30)4.8.2 选择车轮轴上的轴承并校核 (34)4.9 车轮的校核 (36)4.10 车轮的打滑校核 (37)4.11 钢卷运输车升降机构液压缸的选择 (38)5 润滑方式的选择 (39)5.1 轴承润滑方式的选择 (39)5.2 减速器润滑方式的选择 (39)6 钢卷运输车经济与环保分析 (40)6.1 环保分析 (40)6.2 经济性分析 (40)6.2.1 投资回收期的计算 (40)6.2.2 设备合理的更新期的计算 (41)结束语 (43)致谢 (44)参考文献 (45)。
C80B型不锈钢运煤敞车
C80B 型不锈钢运煤敞车
车型
C80B 型不锈钢运煤敞车
照片
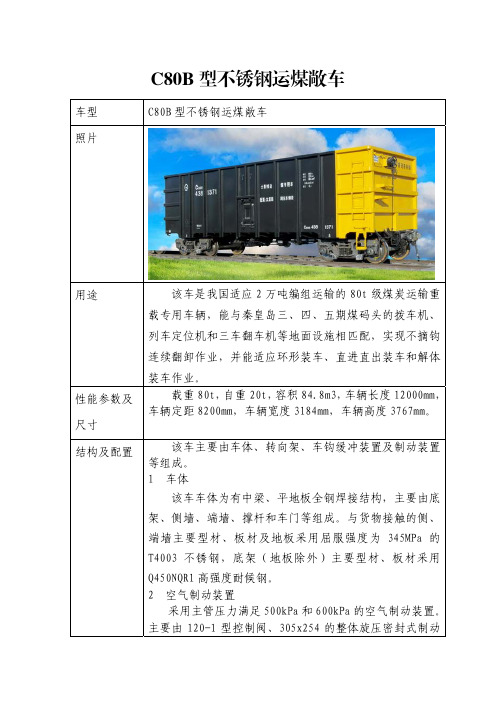
用途 该车是我国适应2万吨编组运输的80t 级煤炭运输重
载专用车辆,能与秦皇岛三、四、五期煤码头的拨车机、列车定位机和三车翻车机等地面设施相匹配,实现不摘钩连续翻卸作业,并能适应环形装车、直进直出装车和解体装车作业。
性能参数及尺寸 载重80t,自重20t,容积84.8m3,车辆长度12000mm,车辆定距8200mm,车辆宽度3184mm,车辆高度3767mm。
结构及配置 该车主要由车体、转向架、车钩缓冲装置及制动装置等组成。
1 车体
该车车体为有中梁、平地板全钢焊接结构,主要由底架、侧墙、端墙、撑杆和车门等组成。
与货物接触的侧、端墙主要型材、板材及地板采用屈服强度为345MPa 的T4003不锈钢,底架(地板除外)主要型材、板材采用Q450NQR1高强度耐候钢。
2 空气制动装置
采用主管压力满足500kPa 和600kPa 的空气制动装置。
主要由120-1型控制阀、305x254的整体旋压密封式制动。
基于AMEsim的冷轧运卷小车液压系统设计
撑最外层钢卷,一个用于测量钢卷内径。
2.1 设计计算
(1)负载计算
钢卷小车是将大约 30吨的钢卷运输到指定
地点完成上卷和卸卷过程,本次主要设计小车的
升降系统,其中是升降系统又有三个回路,现假设
主回路液压缸所承受外载荷为 300kN。对于内劲
测量回路它的负载为 30kN,对于起外支撑作用的
回路来说它的负载为 60kN。
任意位置停止。为了本文针对冷轧运卷小车的升 降液压系统进行优化设计研究,优化设计了多级 调速系统替代常见的比例伺服系统,在确保根据 工况及安全要求的基础上大大节约了制造成本。 2 优化设计
钢卷小车需要完成上升上卷和下降卸卷两个 动作并且要求小车在运动过程中平稳运行。其中 上卷和卸 卷 两 个 动 作 又 分 为 低 速 和 高 速 两 个 工 况,其中低速为 30mm/s,高速为 120mm/s。它通 过节流调速回路的控制完成相应动作。通过控制
① 作者简介:杨小娇,女,1991年生,硕士,工程师,邮箱:857218435@qq.com
— 27—
总第 289期 冶 金 设 备
2024年 2月第 1期
换向阀的得电以失电以及相关阀的控制作用达到
控制液压缸完成相应动作使小车完成工作要求。
并且钢卷小车还有两个辅助液压系统一个用于支
KEYWORDS Coldrolling;Coilcarriage;Hydrauliccomponents;AMEsim simulation
1 前言 在现代冶金设备中钢卷小车是冷轧生产线重
要辅助设备,其作用是将钢卷通过固定轨道从开 卷卷取机运输到下一步的工序设备。钢卷小车主 要分为平移装置和升降装置,其中平移装置由主 要由电机驱动、升降装置由液压系统控制。其中 小车升降液压系统设计要求及其严格,不仅需要 满足钢卷举升力、升降速度、高度等工艺参数,而 且要求小车在承载近 30吨钢卷的情况下,要求升 降系统满足不同的上升下降速度且可以平稳地在
新型非接触式供电重载过跨车
作者单位:1首钢迁钢公司硅钢事业部,河北迁安064409;2北京首钢国际工程技术有限公司,北京100043
—62
万方数据
2014年第5期
2015年第1期
工艺与猿鳘
巾蚵。fus jnd白u『口mEn}5《<.<
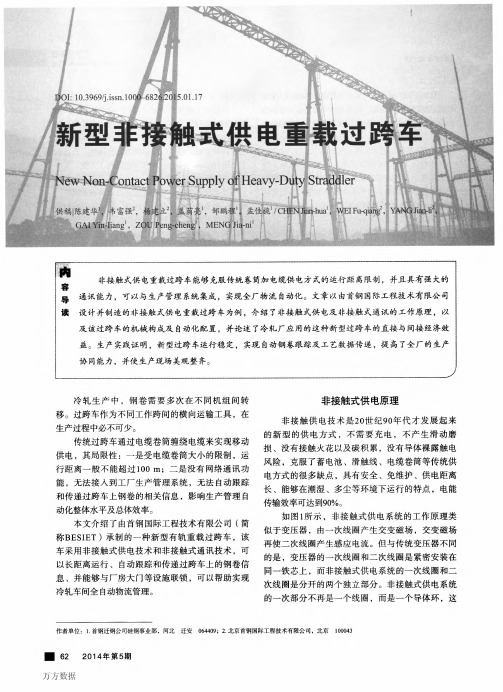
个导体环外观如同一对电缆,可以沿过跨车运行轨 道铺设。二次侧是车载拾电器,能够与埋于地面下 的导体环进行感应藕合,将地面下导体环的电能拾 取到车上以驱动车上传动系统及控制系统。拾电器 与地面之间有10~15mm的空隙,能够延导体环自由 移动。 一次导体交变磁场的频率一般为20000 Hz,是 常规电源频率的400倍:高频率使大间隙下的有效电 能传输成为可能。拾电器拾取的感应电流必须通过 整流回路重新整流才能使用。
非接触式供电原理
非接触供电技术是20世纪90年代才发展起来 的新型的供电方式,不需要充电,不产生滑动磨 损、没有接触火花以及碳积累,没有导体裸露触电 风险,克服了蓄电池、滑触线、电缆卷筒等传统供 电方式的很多缺点,具有安全、免维护、供电距离 长、能够在潮湿、多尘等环境下运行的特点,电能 传输效率可达至1190%。 如图l所示,非接触式供电系统的工作原理类 似于变压器,由一次线圈产生交变磁场,交变磁场 再使二次线圈产生感应电流。但与传统变压器不同 的是,变压器的一次线圈和二次线圈是紧密安装在 同一铁芯上,而非接触式供电系统的一次线圈和二 次线圈是分开的两个独立部分。非接触式供电系统 的一次部分不再是一个线圈,而是一个导体环,这
经济效益评述
如图4所示,冷轧厂某区域是3座厂房,共8个工 作跨。工艺上需要有3个运输线,最短的150 m,最 长的是360
m。
美化工厂环境,视觉效果好。当今现代化工 厂对环境的越来越高,采用非接触供电的运输车 无拖缆,无滑触线,电缆埋在地下,地面无沟 槽,运输线上地面平坦且便于清扫,视觉上车间 更加整洁美观。
毕业(论文)——钢卷运输车

钢卷运输车摘要钢卷运输车是广泛用于轧钢生产线上的一种重要的轧钢辅助设备,其设计特点和工作性能的好坏直接影响到整个轧钢生产线的生产效率。
它是将卷取机上的钢卷运输到打捆机的重要运输设备,给轧钢生产带来了极大的方便。
本设计主要是对钢卷运输车的行走传动机构和升降机构进行设计和改造。
本次设计研究的主要内容包括总体方案设计的选择、行走机构、升降机构的设计、主要零部件的设计与校核等。
在本设计中钢卷运输车的行走机构的驱动方式的选择了电机驱动,由于传动比较大,故小车的传动机构选择了二级齿轮蜗轮蜗杆减速器。
该减速器有两个输出端通过联轴器联接驱动车轮轴使车轮转动。
钢卷运输车的升降动作由液压缸驱动完成。
现如今随着我国钢铁行业的迅速发展,轧钢生产相关的设备也向着高效、简单、节能化发展。
钢卷运输车在轧钢实现自动化生产方面起到了很大的作用,所以对于钢卷运输车的设计,既要其安全可靠,也要易于检修和维护,适合不同的生产要求同时也要最大程度的降低成本。
国外该技术已比较发达,我国在引进国外技术的同时也要根据实际需要不断的创新。
促进我国轧钢生产实现更加快速的发展。
关键词:钢卷;运输;升降机构;冷轧The Transport Vehicle Of Rolling SteelAbstractThe transport vehicle of rolling steel is an important auxiliary equipment which is widely used in rolling mill production line, its design features and work performance has a direct impact on the productivity of the entire rolling line. It is an important transportation equipment which transports steel roll from recoiling machine to bander, which make it convenient to the production of steel rolling. This design is mainly to design and remould the walking and driving mechanism and lifting mechanism of the transport vehicle of rolling steel. The main content of this design research includes the choice of the overall plan of design, traveling mechanism, the design of lifting mechanism and the design of main components’ design and checking and so on. In this design,the drive mode of traveling mechanism of transport vehicle of rolling steel is by motor machine. Because of the tachometer drive ratio is big, I choose two stage gear worm reducer for the small one. The reducer has two output ends which connect the wheels by coupler to make the wheels run. The movement of lifting mechanism is driven by the hydraulic cylinder to complete. Nowadays , with the rapid development of China's iron and steel industry, the related equipment of steel rolling production has efficient, simple, and energy saving development. The transport vehicle has played a big role in achieving automation production , so the design must be safe and reliable, easy to repair and preserve, suitable for different production requirements and also to reduce the cost of the big extent. The technology has been developed in other countries, so we should bring in the foreign technology and also innovate according to our actual need. To promote the steel rolling production for China to achieve more rapid development.KEY WORDS: rolling steel, transport, lifting mechanism, cold rolling目录摘要............................................................................................................................................ Abstract (I)1绪论 01.1 选题的背景 01.2 国内外研究状况和相关领域中的研究成果 (1)1.3 课题的研究方法 (1)1.4 研究的内容 (1)2 总体方案设计 (3)2.1 方案设计 (3)2.2 方案的对比 (3)2.3 方案的确定 (4)3电动机选择 (7)3.1 设计参数 (7)3.2 电动机的选择 (7)3.2.1 电机类型的选择 (7)3.2.2 选择电动机 (9)3.2.3 电动机的校核 (9)4 主要零件设计与参数计算 (11)4.1 传动比分配 (11)4.1.1 各级运动参数 (11)4.2 设计减速器第一级斜齿轮传动 (12)4.2.1 选定齿轮类型、精度等级、材料及齿数 (12)4.2.2 按齿面接触强度设计 (12)4.2.3 按齿根弯曲强度设计计算 (14)4.2.4 几何尺寸计算 (15)4.3 蜗轮蜗杆的设计 (16)4.3.1 选用蜗杆传动类型 (16)4.3.2 选用蜗轮蜗杆材料 (16)4.3.3 按齿面接触疲劳强度进行设计 (17)4.3.4 蜗轮蜗杆的主要尺寸参数 (18)4.3.5 校核齿根弯曲疲劳强度 (19)4.4 确定传动系统轴的最小直径和主要轴的受力分析 (19)4.4.1 减速器输入轴的最小直径和受力分析 (19)4.4.2 计算减速器中间轴的最小直径 (20)4.4.3 减速器输出轴的最小直径和受力分析 (20)4.4.4 车轮轴的尺寸的确定 (21)4.5 轴的校核 (21)4.5.1 减速器输出轴的校核 (21)4.5.2 车轮轴的校核 (23)4.6 联轴器的选择 (26)4.6.1 选择减速器输出端与车轮轴之间的联轴器 (26)4.6.2 选择电动机与减速器之间的联轴器 (27)4.7 键的尺寸确定及校核 (27)4.7.1 减速器输出轴上键的尺寸的确定 (27)4.7.2 车轮与车轴承之间键的尺寸与校核 (28)4.7.3 蜗轮与蜗轮轴之间的键的选择与校核 (29)4.8 选择轴承并校核其寿命 (29)4.8.1 减速器轴承的选择与轴承寿命校核 (29)4.8.2 选择车轮轴上的轴承并校核 (33)4.9 车轮的校核 (35)4.10 车轮的打滑校核 (36)4.11 钢卷运输车升降机构液压缸的选择 (37)5 润滑方式的选择 (38)5.1 轴承润滑方式的选择 (38)5.2 减速器润滑方式的选择 (38)6 钢卷运输车经济与环保分析 (39)6.1 环保分析 (39)6.2 经济性分析 (39)6.2.1 投资回收期的计算 (39)6.2.2 设备合理的更新期的计算 (40)结束语 (42)致谢 (43)参考文献 (44)1 绪论1.1 选题的背景在轧钢机械生产中,除了在轧机上完成塑性变形工序外,在整条生产线中还有一系列的辅助工序,如大型轧钢厂车间的表面清洗、加热、轧制,锯切和矫正等工序。
基于机器视觉技术的钢卷智能装车系统

系统以西门子 PLC 作为主控制器,配合旋转编码器、 变频器、触摸屏、工控机配合相应网卡、视觉识别设备、 电动卧卷夹钳组成。为了完成钢卷自动装车工艺流程, 需要各个功能进行技术支撑。
2.1 桥机定位、摇摆控制 桥机定位控制采用位置传感器实时检测大小车、起
升机构的位置信息,控制系统根据反馈信息做闭环控制
0 引言
钢厂在搬运钢卷时,通常采用人工的方式,这种操 作方式需要桥式起重机(以下简称桥机)司机与地面指 挥人员紧密配合,工人劳动强度大,定位精度依靠工人 目测与经验判断,导致钢卷需放置的位置定位不准确, 经常会出现放置不到位,夹钳夹伤钢卷的情况,存在安 全隐患。
针对这些问题,有必要开发一种无人化钢卷搬运智 能控制系统,通过机器视觉自动定位钢卷运输车辆鞍座 位置精确定位,无需人为手动操作,实现钢卷从库区移 动至钢卷运输车上。
Keywords: jib crane; luffing mechanism; counterbalance trolley; step adjustment
0 引言
平衡重调节常见于正面吊、堆高机等港口流机,同 时也常用于起重机、旋挖钻机、挖掘机等工程机械,对 于较小规格的机械,通常是在其后方设置铸铁平衡重。 有些新型机械为满足大幅度大吨位起吊,会将部分铸铁 平衡重采取液压驱动后移,以增加平衡重的作用力臂。
设备技术 EQUIPMENT TECHNOLOGY
基于机器视觉技术的钢卷智能装车系统
孙 星 1 宋文宇 1 史纪录 1 哲江龙 2 姚天富 2 1 宁夏天地奔牛实业集团有限公司 石嘴山 753001 2 宁夏天地奔牛银起设备有限公司 银川 750000
摘 要:针对目前钢厂搬运钢卷过程中,桥式起重机操作工人的劳动强度大、信息化水平低、桥式起重机利用率低、 定位不准确等问题,提出了一种基于视觉识别技术的智能装车系统,该系统可实现无人干预情况下钢卷自动出库, 可有效提高钢厂钢卷搬运行业智能化水平,为行业发展提供了借鉴。
钢卷运输方案
钢卷运输方案1. 引言钢卷是一种广泛使用的重要工业产品,它们在建筑、汽车制造、机械制造等领域都有着重要的应用。
由于钢卷的重量较大、体积较大且易受损,因此在运输过程中需要特别小心谨慎。
本文将介绍一种高效、安全和可靠的钢卷运输方案,确保钢卷在运输过程中不受损,并提供一种便捷的方式来管理和跟踪钢卷的运输过程。
2. 钢卷运输方案的要素2.1 运输工具选择在钢卷运输过程中,选择适合的运输工具非常重要。
常见的钢卷运输工具包括卡车、铁路货车和海运集装箱。
考虑到钢卷的重量和尺寸,我们建议使用卡车进行短途运输,使用铁路货车进行中长途运输,而海运集装箱适用于国际长途运输。
在选择运输工具时,应考虑到运输距离、成本、交付时间和货物安全等因素。
2.2 包装和固定在运输钢卷之前,必须进行适当的包装和固定,以确保钢卷不会在运输过程中移动或损坏。
常见的包装材料包括防水塑料薄膜和木质包装材料。
在包装钢卷之后,应使用绳索、钢丝和夹具等工具将其固定在运输工具上,以防止钢卷在运输中发生位移。
2.3 路线规划选择合适的运输路线对于钢卷运输方案非常重要。
在路线规划中,应考虑道路状况、交通流量、桥梁承重能力等因素。
在钢卷运输过程中,应尽量选择宽敞平稳的道路,避免颠簸和震动。
2.4 运输过程监控为了确保钢卷的安全和可靠运输,监控运输过程是必要的。
现代技术提供了许多监控解决方案,如GPS追踪器和温湿度传感器等。
这些设备可以安装在运输工具上,管理人员可以通过追踪系统实时监控钢卷的位置、环境条件和运输状态,并及时采取措施解决潜在问题。
3. 钢卷运输方案实施步骤3.1 准备工作在实施钢卷运输方案之前,应进行充分的准备工作。
这包括了解运输要求和限制、制定详细的运输计划、购买必要的包装和固定材料、选择合适的运输工具和设备等。
3.2 钢卷包装和固定在进行钢卷包装和固定时,应注意以下几点: - 使用防水塑料薄膜将钢卷包裹起来,防止受潮和腐蚀。
- 使用木质包装材料加固钢卷的周围,防止在运输过程中受到外部冲击。
钢卷运输车机构改造的设计与研究
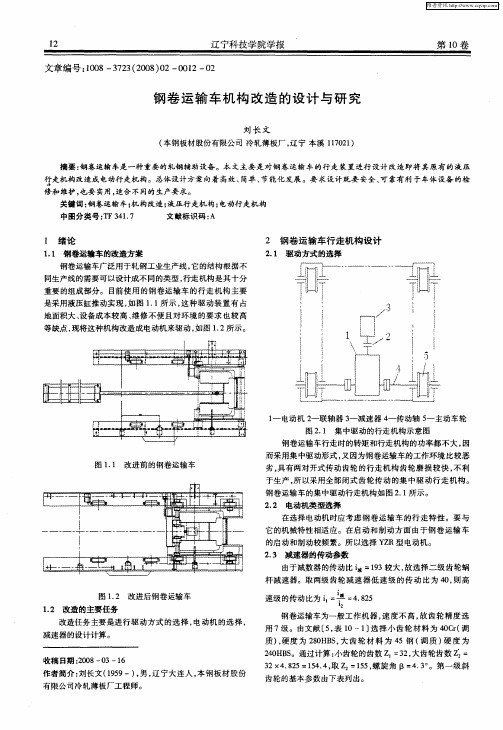
重要 的组成部分 。目前使 用的钢卷 运输车 的行走机 构主要 是采用液压缸推动实现 , 图 1 1 示 , 如 .所 这种 驱动装 置有 占 地面积大 、 设备成本 较高 、 修不便 且对环境 的要求 也较 高 维 等缺点 , 现将这 种机构改造成 电动机来驱动 , 如图 12所示。 .
环保等 特点 。综 合上述 内容得 出以下结论 :
3 1 该 钢卷 运输 车 在设 计 时 主要 实 现 了车 体行 走 功 .
能, 完成 了行 走机构的设计工作 。 3 2 为了钢 卷运 输车 能正 常行走 , 证钢 卷运 输车 能 . 保
频繁 的启动要求 , 通过合理 的计算 , 择 Y R型电动机代 替 选 Z 了工厂所使用 的液压驱 动。液 压设备 占地 大而且效 率不高 ,
2 4 润 滑方式 的选择 . 润 滑的 目的是在机 械设备 磨擦 副相对 的表 面加入 润滑 剂 以降低磨擦 阻力 和能 源消 耗 , 减少表 面磨 损 , 长使 用寿 延 命, 保证设备 正 常运 转。依 据各 部 件 的结构 和工 作 条件 不
同 , 以 选 择 油 润 滑 和 脂 润 滑 两 种 润 滑方 式 。 可
维普资讯
1 2
辽 宁科 技学 院学报
第1 0卷
文章 编号 :0 8— 73 20 ) 2— 02—0 10 32 (0 8 0 0 1 2
钢 卷 运 输 车 机 构 改 造 的 设 计 与 研 究
刘 长 文 ( 本钢板材股份有限公司 冷轧薄板厂 , 宁 本溪 172 ) 辽 0 1 1 摘要 : 钢卷运输车是一种重要 的轧钢辅助设 备。本 文主要是 对钢卷 运输 车的行走 装置进行 设计 改造即将其 原有 的液 压
货车装钢卷方法

货车装钢卷方法
货车装载钢卷的方法主要有以下几种:
1.固定座采用波浪架装载钢卷:这种方法需要使用波浪架作为固定装置,底部垫橡胶片,并使用拴紧装置进行捆绑。
需要注意的是,钢卷的宽高比应低于70%,且应使用支撑装置进行固定。
2.可调式座架装载钢卷:这种方法同样需要使用底部垫橡胶片,以及拴紧装置进行捆绑。
3.设置三角木或波浪板:在货车底部铺设一些摩擦力大的木板或者增大摩擦的草垫,可以增大钢卷与车底的摩擦力,减少钢卷滑动的可能性。
同时,使用一些增加高差的三角木或者波浪板,可以在钢卷滑动时起到很好的阻挡作用。
4.使用钢丝绳捆绑:钢丝绳比草绳或普通绳子更不容易挣断,因此应首选钢丝绳进行捆绑。
使用手摇葫芦拉紧钢丝绳,可以防止钢卷在急刹车等情况下滑动。
5.货车底部铺上木板的防滑草垫:在车底铺设木板或厚防滑草垫,可增加钢卷与车底的摩擦,减少钢卷滑动的可能性。
6.正确使用枕木固定钢卷:选择枕木或钢架固定钢卷,以减少行车时滑动的可能性。
两个钢卷之间用足够的垫木固定好,这样可以更好的保证钢卷的稳定性。
同时,出车之前,准备足够的三角木以备不时之需。
需要注意的是,在装载过程中要遵循相关规定和安全要求,避免发生意外事故。
半挂车类型简析
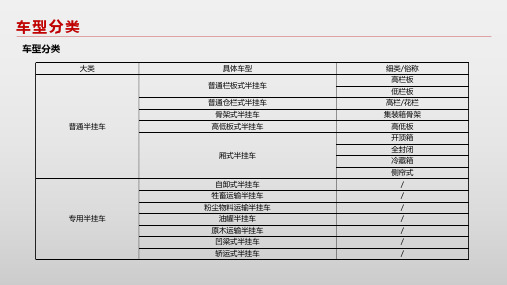
车型分类车型分类大类具体车型细类/俗称普通半挂车普通栏板式半挂车高栏板低栏板 普通仓栏式半挂车高栏/花栏骨架式半挂车集装箱骨架高低板式半挂车高低板厢式半挂车开顶箱全封闭冷藏箱侧帘式专用半挂车自卸式半挂车/牲畜运输半挂车/粉尘物料运输半挂车/油罐半挂车/原木运输半挂车/凹梁式半挂车/轿运式半挂车/02栏板式半挂车车厢为栏板结构的半挂车,主要用于散装货物及型材的运输,实际该车型主要用于钢材、沙石料、袋装水泥运输,也有用于配货运输。
常见长度在13米,钢卷等重货运输有10.5车型。
常年栏板高度有600mm及800mm。
平板式半挂车常见长度在13.75米,多用于需要吊车或叉车装载的重货及不可解体物品。
有将其做到16米及以上的,不符合法规。
高低板平板半挂车该类半挂车由机械运输挂车演变而来,载货面更低,载货重心更高,长17.5米,宽3米,俗称“17米5大板”,根据GB1589-2004的规定是只可以运输不可拆解物体的(运送不可拆解物体的低平板专用半挂车车宽限值3000mm;车长限值不适用于运送不可拆解物体的低平板专用半挂车,而其他半挂车宽度限值为2500mm)。
现行合规的低平板运输车长度为14.6米。
高低板平板半挂车在实际操作过程中,有些地方在上牌时给这类大件运输车盖上了普通货运的章。
用户也大批量地购入17米5大板车进行普通货运,至此,大板车变成了一个历史遗留问题。
由于大板车的长度和宽度都大大超过市面上的普通货运车辆,且在道路运输过程中事故频发,所以国家在2007年末发文取消了这类车的公告。
该类半挂车的使用年限最长是15年,所以2022年17米5大板将全面淘汰。
仓栏式半挂车仓栏式半挂车车身为可拆卸护栏的半挂车!属万能车型。
实际运营过程中除了大件,可覆盖多种普货。
所以仓栏式半挂车是目前市面上保有量最大的挂车类型。
目前市面上最多的尺寸是3轴13米长,两轴为10米,也有单轴的长度在8.6米左右。
在最新的法规当中,13米高栏车型需要标配盘式制动和空气悬挂。
运输钢卷的安全隐患说明

运输钢卷的安全隐患说明
运输钢卷存在以下安全隐患:
1. 钢卷掉落:钢卷掉落对周围车辆和行人的安全构成了极大的威胁。
钢卷掉落不仅会造成道路交通堵塞,还可能导致严重的交通事故。
一旦钢卷从货车上掉落,由于其高速运动的惯性,很可能突然滚落至道路上或撞击其他车辆,造成严重的人员伤亡和财产损失。
2. 自燃:钢卷在生产过程中通常会与化学物质接触,这些化学物质会导致钢卷表面产生氧化反应。
如果钢卷在运输过程中受到外界温度的影响,就有可能引发自燃。
一旦钢卷自燃,不仅会造成货车损毁,还会对周围环境造成严重的污染,甚至引发火灾。
3. 急刹车或急转弯时的危险:钢卷本身重量大,如果没有固定好,在驾驶员急刹车、急转弯或者车辆颠簸中,容易发生滚动,加上惯性会造成非常大的破坏力。
在事故中可能会对驾乘人员、路人等造成严重的伤害。
因此,在运输钢卷时,必须格外小心,确保货物牢固固定,避免意外发生。
对于专业的运输车辆来说,使用专业的固定卡座、紧绳器等工具可以有效减少运输过程中的安全隐患。
同时,保持低速行驶,以防急刹车或者颠簸导致钢卷滑动发生事故。
首钢京唐1700冷轧镀锌机械设备简介

• 结构特点:5个工作辊由5根细长轴通 过一台齿轮箱集中驱动,下工作辊固 定;2个上工作辊高度通过丝杠可调 ,同时上工作辊可以由液压缸驱动快 速打开。
• 维护要点:
• 1)对直头机传动万向节轴要定期检查接手螺栓是否松动。
• 2)对直头机辊面要利用定修时进行检查,有缺陷产生时要及时更换。
出口钢卷运输设备 钢卷称重机 钢卷打捆 热镀锌钢卷
二、镀锌机械设备
2.1 入口段设备
液压系统 1、入口步进梁 2、钢卷钢卷运输车(梭车) 3、1#、2#钢卷小车 4、1#、2#开卷机 5、磁力皮带 6、入口夹送辊
7、直头机 8、入口剪 9、焊机 10、月牙剪 11、张力辊 12、入口活套 13、纠偏单元 14、测张单元
设备组成:主要包括1个钢结构焊接梁、2个特殊小车(每个小车包括2个平轮 和2个“V”形轮和1个提升液压缸)、1个驱动步进梁水平运动的液压缸、1 个用于支撑小车轨道和连接水平驱动液压缸固定框架和轨道。
技术参数:
步进梁载荷 5×38 t,max
步进梁长度 13200 mm
钢卷间距
3100 mm
步进梁水平行程 3100 mm
二、镀锌机械设备(入口段)
9、焊机: • 功能原理:焊机的基本原理与电阻焊的基本原理相同(如图
2.1)都是利用在焊接件的上下两侧加以大的电流。当大量 电流瞬时通过,根据公式:Q=KI²t,在焊点上产生瞬时高 热,熔化焊接件金属,使焊接件被牢牢地焊接在一起。
带头
上焊轮 压力
带尾 下焊轮
二、镀锌机械设备(入口段)
• 3)更换工作辊后要对直头机调零。
二、镀锌机械设备(入口段)
8、入口剪 功 能:剪切带头、便于焊
新型铁路货车车型汇总

新型铁路货车车型汇总新型铁路货车车型汇总车种车型
C80型铝合金运煤敞车
C80A型全钢运煤敞车
敞C80B型不锈钢运煤敞车
C80C型全钢运煤敞车车C70型通用敞车
C70A型运煤敞车
C70B型不锈钢通用敞车
棚P70型通用棚车
车P70A型活动侧墙棚车
GQ70型轻油罐车
GN70型粘油罐车
GS70型浓硫酸罐车
罐GJ70型液碱罐车
车GF70型氧化铝粉罐车
GQ70A型苯类罐车
GN70A型对二甲苯罐车
GHA70型醇类罐车
GH70A型乙二醇罐车
GH70B型冰醋酸罐车
GHB70型xx罐车
U70型散装水泥罐车
GHA70A型对二甲苯罐车
GL70型沥青罐车
平NX70型共用车-集NX17型共用车车矿
xxKM70型煤炭漏斗车
KZ70型石碴漏斗车
KM70A型底开门运煤专用车车KM70B型不锈钢煤炭漏斗车
集X2K型集装箱专用平车
装X4K型集装箱专用平车箱车X6K型集装箱专用平车
专SQ5型双层运输汽车专用车
用C100型载重100t三支点矿料、钢材运输专用敞车车C100A三支点运输矿料、钢材专用敞车
T11BK型长钢轨运输车
NP70型带活动棚钢卷运输专用车
DL1型大吨位预制xx运输专用车组
D38型380t钳夹车
DQ35型350t钳夹车
D45型450t落下孔车
D32型320t凹底平车特种D32A型320t凹底平车
D9A型90t凹底平车
D15A型150t凹底平车车D15B型150t凹底平车
D28型280t凹底平车D26A型组合式xx平车D22A型120txx平车
D30G型370t双联平车。
首钢京唐冷轧镀锌机械设备简介专题培训课件

二、镀锌机械设备(入口段)
8、入口剪 功 能:剪切带头、便于焊
接 设备组成:曲柄连杆、剪
刃、油缸
维护要点: 1)每次更换剪刃后要按照维修技术标准测量剪刃间隙并做好相应的
记录(调整剪刃间隙0.06~0.08mm)。 2)更换完剪刃后要对极限规格的钢板作剪切试验,观察剪切状况。
首钢京唐1700冷 轧镀锌机械设备简
介
主要内容 一 镀锌工艺生产线简介 二 镀锌机械设备介绍 三 点检员的日常工作内容
一、镀锌产线简介
板带生产工艺流程
炼
炼
热
冷
铁
钢
轧
轧 酸轧
连退 镀锌
罩退
一、镀锌产线简介
一、镀锌产线简介
一、镀锌产线简介
生产工艺流程图
轧后冷硬卷 入口钢卷运输设备
手动拆捆带
入口1#钢卷小车 1#开卷机
• 焊接
电流
搭接
二、镀锌机械设备(入口段,焊头冷却
二、镀锌机械设备
液压站简图
二、镀锌机械设备
液压阀台
二、镀锌机械设备(入口段)
1、入口步进梁
功能:接收天车放置的冷硬卷,拆卸捆带后,送到运输车可以接触的位置。
设备组成:主要包括1个钢结构焊接梁、2个特殊小车(每个小车包括2个平轮 和2个“V”形轮和1个提升液压缸)、1个驱动步进梁水平运动的液压缸、1 个用于支撑小车轨道和连接水平驱动液压缸固定框架和轨道。
二、镀锌机械设备(入口段)
9、焊机: • 功能原理:焊机的基本原理与电阻焊的基本原理相同(如图
2.1)都是利用在焊接件的上下两侧加以大的电流。当大量 电流瞬时通过,根据公式:Q=KI²Rt,在焊点上产生瞬时高 热,熔化焊接件金属,使焊接件被牢牢地焊接在一起。
行车吊运钢卷安全注意事项

行车吊运钢卷安全注意事项
行车吊运钢卷是一项需要高度专业技能和安全意识的工作。
以下是一些关于吊运钢卷的安全注意事项:
1. 确保设备和工具的正常运行:在吊运钢卷之前,应检查行车和钢丝绳等吊装工具,确保它们处于良好的工作状态,没有磨损或损坏。
2. 正确使用吊带:在吊运钢卷时,应使用专业的吊带,并确保其宽度与钢卷的直径相匹配。
同时,要确保吊带牢固地系在钢卷上,以防止其滑落。
3. 保持稳定操作:在吊运钢卷的过程中,应保持行车的稳定,避免突然的启动和停止。
同时,应避免在地面不平或障碍物较多的地方进行吊运。
4. 注意钢卷的放置:在放置钢卷时,应确保其放置平稳,避免倾倒或滑动。
同时,应确保钢卷之间留有足够的空间,以便于行车的操作和人员的安全。
5. 遵守操作规程:在进行吊运钢卷时,应遵守相关的操作规程,如先检查再操作、一人操作一人监护等。
同时,应避免在疲劳或情绪不稳定的状态下进行吊运工作。
6. 注意天气条件:在恶劣的天气条件下,如强风、暴雨、雪等,应尽量避免进行吊运工作。
如果必须进行,应采取相应的防护措施,并确保行车和人员的安全。
7. 设置警戒区域:在吊运钢卷时,应设置警戒区域,禁止无关人员进入。
同时,应安排专人监护,以确保人员的安全。
总之,行车吊运钢卷需要高度的专业技能和安全意识。
在实际操作中,应遵循相关的安全规程和注意事项,确保吊运工作的顺利进行和人员的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压传动,并且通过位移传感器进行检测和控制 ,保
证行走液压缸做匀速运动 ,使整个钢卷运输过程平 稳、准确、高效 ,而且设备故障率大大降低。
运输方法 , 其转向过程是 :钢卷 由运卷小车运送到 托盘上 以后 ,承载 钢卷 的托盘通 过运输 辊道被运 送 至回转 台上_ 回转台回转 9。 ÷ 0一托盘驶离回转 台继 续运输一 回转台反转 9。 0等待下一个托盘。整个过 程在 5 左右就能完成 ,完全可以满足生产工艺 0S 要求。而且 ,由于钢卷在整个运输过程中一直存放 在 托盘上 ,与托 盘没有 发生相 对位 置 的变 动 ,因此
4 新 旧运输方式比较
()传统的钢卷运输方式 主要是采用步进梁 、 1 快速链 、慢速链相结合的运输方式 。而且即使在运 输链之间运输时,在运输转 向时也需要步进梁的配 合。其转向过程是 :步进梁将钢卷抬起_ 前进一放 ÷ 下 退 回一 回转 台回转 9 。 O ,垂直方 向的步进梁前
可 以有效 地保 护钢卷外 层 ,提高成 材率 。
3 工作原理
当卸卷小车将钢卷放在固定台架上并退 回到卸 卷位置后 ,运卷小车行走液压缸驱动运卷小车向固 定台架中心线匀速前进 ,安装在行走液压缸内的位 移传感器对行走距离进行检测 ,当到达固定台架中 心线时 , 运卷小车停在固定台架中心线处 ;升降液 压缸动作 ,将升降架体抬升并托起钢卷 到一定高 度 ,其位置 由升降液压缸 内的位移传感器检测出 , 控制系统在收到抬升到位的信号后液压缸锁死 ,抬 升停止;然后行走液压缸反向动作拉动运卷小车将 钢卷运至打捆台架中心停止 ,升降缸下降,将钢卷 放在打捆台架上打捆,打捆结束后升降缸再次将钢 卷托起 ,行走缸 将运 卷小车 拉 向位 于运输辊 道上 的 托盘处 ,运卷小车向托盘式运输机等待位置匀速前 进 ,在到达托盘式中心线以后 ,运卷小车停止 ; 升 降液压缸下降 , 把钢卷放到托盘上 ;行走液压缸再 次动作 ,运卷小车离开托盘至打捆台架下方的待机 位置,等待下一次运卷开始。
一
一技市
的内部安装的位移传感器 , 以随时检测升降液压 可 缸的行程 ,在液压控制系统中装有压力传感器,当 升降液压缸抬升并托住钢卷时 ,液压系统保压 ,升 降液压缸被锁死 ,保证托卷时液压缸不 回缩。在行 走液压缸的内部也装有位移传感器 ,可以准确检测 运卷 小车 的行走距 离 。由于整个运 卷过 程全部 为液
式无法充分发挥主轧线的生产能力 ;对于某些需要 卷取温度很高的钢种 ,其钢卷的强度在卷取后仍然 较低 ,而步进梁在运输钢卷时,每走一个步距 ,步 进梁都要和钢卷的外圈接触一次,在钢卷重量较大 的时候 ,由于钢卷与步进梁托卷部位的接触面积很 小, 会使钢卷外圈产生不可恢复的塑性变形 , 从而
( 2 )在传统的钢卷运输方式中,快速链和慢速 链都采用接近开关来控制运输链的定位停车,在使
用一 段时 间后 , 由于链 子发生 变形 ,生产 中经常会
出现接近开关对不准信号块而导致停车定位不准确 等问题,即使重新调整好接近开关的位置 ,由于链 子会继续变形 ,经过一段时间后仍会产生上述问 题 。而新式钢 卷运卷 小车 ,由于整个运 卷过程 全部 都 由液压传动 ,并且通过位移传感器进行数据检测 和控制 ,只需 一次调 整就可 以保证 长期定 位准确 。 ( 3 )采用传统钢卷运输方式时,钢卷在各运输 设备之间的接转工作全部都 由步进梁负责 ,导致液 压站规模很大 ;而采用运卷小车加辊道托盘的运输 方法 以后 ,承载钢卷的托盘在辊道上平稳运送至其 它生产线或库房 ,由 c型钩从托盘上直接装卸钢 卷 ,操作过程简单方便 ,即使运输高度有所改变 , 也只需要规模很小的液压站就可以满足要求。
收 稿 日期 0s 0 以上。而现代热轧带钢生产线的最短生产 节奏每分钟即可生产 1 卷钢卷 。因此传统的运输方
…
? 1芏 _ 星, 期 0o 笫 1 ' 期 1
y. @ f. , zs c c n j N  ̄
CF HI
进一抬起 一后退 放 下 。整 个过程 需要 的时 间至少
5 结 语
该结构的运卷小车与辊道托盘运输方法配合使 用, 使钢卷运输设备结构更紧凑 ,性能更可靠 ,安 装和维修更方便 ,可广泛应用于采用卧卷运输的热 连 轧机生 产线 上 。 目前 ,国 内已有多条 热连轧生 产 线采用此类运卷方式 ,使用效果 良好。