氢脆原理
氢脆的概念、机理及应对措施详解
氢脆的概念、机理及应对措施详解一、氢脆的概念氢脆是指金属材料在冶炼、加工、热处理、酸洗和电镀等过程中,或在含氢介质中长期使用时,材料由于吸氢或氢渗而造成机械性能严重退化,发生脆断的现象。
人们不仅在普通的钢材中发现氢脆现象,在不锈钢、铝合金、钛合金、镍基合金和锆合金中也都有此现象。
从机械性能上看,氢脆有以下表现:氢对金属材料的屈服强度和极限强度影响不大,但使延伸率是断面收缩率严重下降,疲劳寿命明显缩短,冲击韧性值显著降低。
在低于断裂强度拉伸应力的持续作用下,材料经过一段时期后会突然脆断。
二、氢脆的机理氢脆的机理学术界还有争议,但大多数学者认为以下几种效应是氢脆发生的主要原因:1、在金属凝固的过程中,溶入其中的氢没能及时释放出来,向金属中缺陷附近扩散,到室温时原子氢在缺陷处结合成分子氢并不断聚集,从而产生巨大的内压力,使金属发生裂纹。
2、在石油工业的加氢裂解炉里,工作温度为300-500度,氢气压力高达几十个到上百个大气压力,这时氢可渗入钢中与碳发生化学反应生成甲烷。
甲烷气泡可在钢中夹杂物或晶界等场所成核,长大,并产生高压导致钢材损伤。
3、在应力作用下,固溶在金属中的氢也可能引起氢脆。
金属中的原子是按一定的规则周期性地排列起来的,称为晶格。
氢原子一般处于金属原子之间的空隙中,晶格中发生原子错排的局部地方称为位错,氢原子易于聚集在位错附近。
金属材料所外力作用时,材料内部的应力分布是不均匀的,在材料外形迅速过渡区域或在材料内部缺陷和微裂纹处会发生应力集中。
在应力梯度作用下氢原子在晶格内扩散或跟随位错运动向应力集中区域。
由于氢和金属原子之间的交互作用使金属原子间的结合力变弱,这样在高氢区会萌生出裂纹并扩展,导致了脆断。
另外,由于氢在应力集中区富集促进了该区域塑性变形,从而产生裂纹并扩展。
还有,在晶体中存在着很多的微裂纹,氢向裂纹聚集时有吸附在裂纹表面,使表面能降低,因此裂纹容易扩展。
4、某些金属与氢有较大的亲和力,过饱和氢与这种金属原子易结合生成氢化物,或在外力作用下应力集中区聚集的高浓度的氢与该种金属原子结合生成氢化物。
氢脆的原理与预防

去氢处理,也称除氢处理,一般对电镀前后必须进行工序,特别是对高强度高硬度的零件在电镀工艺中。
氢脆的原理与预防在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应).析氢的影响是多方面的,其中最主要的是氢脆.氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故.表面处理技术人员必须掌握避免和消除氢脆的技术,氢脆的影响降低到最低限度.一、氢脆1氢脆现象氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。
这些零件渗氢严重,无需外加应力就产生裂纹,再也无法用去氢来恢复原有的韧性.2 氢脆机理延迟断裂现象的产生是由于零件内部的氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷多(原子点阵错位、空穴等)。
氢扩散到这些缺陷处,氢原子变成氢分子,产生巨大的压力,这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过材料的屈服强度,就会导致断裂发生.氢脆既然与氢原子的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、温度和材料种类有关.因此,氢脆通常表现为延迟断裂.氢原子具有最小的原子半径,容易在钢、铜等金属中扩散,而在镉、锡、锌及其合金中氢的扩散比较困难.镀镉层是最难扩散的,镀镉时产生的氢,最初停留在镀层中和镀层下的金属表层,很难向外扩散,去氢特别困难。
经过一段时间后,氢扩散到金属内部,特别是进入金属内部缺陷处的氢,就很难扩散出来。
酸洗相关:氢脆的原理

关于氢脆问题
酸洗过程如果处理不当,常常会发生氢脆现象,又称为渗氢现象。
什么是氢脆?为什么会发生氢脆现象?
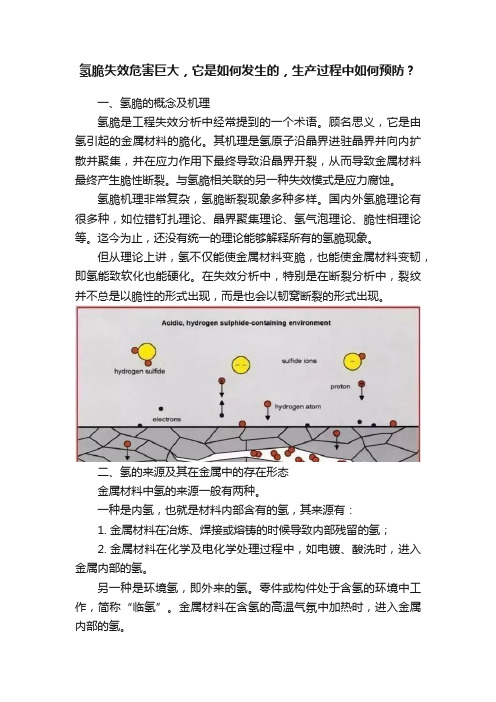
氢脆是指金属设备器壁受到氢的侵蚀,造成材料塑性和强度降低,并因此而导致的开裂或延迟性的脆性破坏,主要发生在碳钢和低合金钢中。
炼钢、焊接、电镀过程中就常常会出现氢脆,另外,酸洗也经常引起氢脆。
氢是质量最轻、直径最小的元素,因此它在钢、铜等金属中的扩散活化能比其它元素低得多,活性比较自由,即使在固态金属中,也能侵入或逸出。
酸洗过程中有大量的氢离子(H+),部分渗入扩散到金属基体内部,并夺取金属的自由电子形成氢原子。
这些氢原子会在金属(尤其是各种钢材)中的各种微观缺陷(位错、空位等)、不均匀的应力应变以及组织形态等部位发生聚集,并结合成分子,体积变大,生成了“氢气团”,产生很高的压力。
这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过金属的强度极限,就会在金属内部形成细小的裂纹,即氢脆现象。
氢脆一经产生,就消除不了,在内部残余的或外加的应力作用下导致材料脆化甚至突然开裂。
严重时会导致表面鼓包或皱折。
清达环保的韩泰清高工通过多年清洗实践经验发现:酸洗过程中若想尽量避免氢脆现象,可以在酸洗液中添加合适的缓蚀剂,如qd-8267多用酸洗缓蚀剂,这样可以有效减少渗氢数量。
1968年清达环保韩泰清高工做的氢鼓泡和氢脆裂纹实验图片。
氢脆化原理

氢脆化原理
嘿,朋友们!今天咱来聊聊氢脆化原理。
哎呀,这可真是个神奇又有点让人头疼的玩意儿呢!
你想想看啊,就好比铁家伙是个强壮的大力士,平时威风凛凛的。
可一旦氢这个小调皮掺和进来,就像给大力士使了个坏招一样。
比如,那些长期处在氢气环境中的金属零件,时间久了就可能变得脆脆的,就像大力士突然没了力气,轻轻一掰就断了,这多吓人呀!
那氢脆化到底是怎么发生的呢?简单来说,氢原子这个小淘气就像个捣蛋鬼,它会偷偷溜进金属的内部,在那里搞破坏。
它会让金属的晶体结构发生变化,让原本坚固的结构变得脆弱不堪。
就好像一个原本团结的团队,突然被人挑拨离间,变得分崩离析了。
这不,一些高强度的钢铁啊,就特别容易被氢脆化给盯上。
我之前就听一个搞工程的朋友抱怨过,他们工厂里的一些设备因为氢脆化出了问题,可把他们给烦死了。
他说:“哎呀,这氢脆化可真是个大麻烦,好好的设备就这么不顶用了!”可不是嘛,这得多耽误事儿呀!
对于氢脆化,我们可得重视起来呀!它就像个隐藏的敌人,随时可能给我们制造麻烦。
我们得想办法去预防它、应对它。
咱不能让这个小捣蛋鬼一直捣乱呀!所以,大家一定要了解氢脆化原理,这样才能更好地和它斗智斗勇。
我的观点就是,氢脆化不可怕,只要我们充分认识它,就能找到对付它的办法,让我们的金属制品都能健健康康的!。
氢脆的概念问题回答

氢脆的概念
氢脆是指在高强度应力下,钢材等金属材料中的氢原子会发生脆化现象,导致材料的强度和韧性急剧下降,甚至会发生断裂。
这种现象在
工业生产中经常出现,给生产和使用带来了很大的安全隐患。
氢脆的产生原因主要是由于氢原子在金属材料中的扩散和积聚。
在金
属材料的制造和使用过程中,氢原子会从外部环境中吸收并进入材料
内部,然后在材料中扩散和积聚。
当材料受到高强度应力时,氢原子
会聚集在材料的应力集中区域,导致材料的强度和韧性急剧下降,从
而引发氢脆现象。
为了避免氢脆现象的发生,工业生产中需要采取一系列的措施。
首先,需要在制造和使用金属材料时,尽可能减少氢原子的吸收和积聚。
其次,需要对金属材料进行适当的热处理,以促进氢原子的扩散和释放。
此外,还需要对金属材料进行严格的检测和监控,及时发现和处理氢
脆现象。
总之,氢脆是一种在工业生产中经常出现的现象,给生产和使用带来
了很大的安全隐患。
为了避免氢脆现象的发生,需要采取一系列的措施,包括减少氢原子的吸收和积聚、适当的热处理以及严格的检测和
监控。
只有这样,才能保证金属材料的强度和韧性,确保工业生产的安全和稳定。
12.4环境断裂——氢脆

3,氢致相变导致的氢脆 , (1) 氢化物析出导致氢脆 很多金属或合金(如 , , , , , , 很多金属或合金 如Ti,Zr,Hf,V,Nb,Ta, Re等)能形成稳定的氢化物,氢化物是一种脆性中 能形成稳定的氢化物, 等 能形成稳定的氢化物 间相,一旦有氢化物析出, 间相,一旦有氢化物析出,材料的塑性和韧性就会 下降,即氢化物析出导致材料变脆. 下降,即氢化物析出导致材料变脆.这是一种氢致 相变引起的氢脆. 相变引起的氢脆.
(3) 焊接冷裂纹 焊接过程是个局部冶炼过程, 焊接过程是个局部冶炼过程,焊条及大气中的水分会进 入熔池变成H,当进入的氢量较高时, 入熔池变成 ,当进入的氢量较高时,在焊后的冷却过程中 就有可能产生氢压微裂纹(类似于钢中白点 . 就有可能产生氢压微裂纹 类似于钢中白点). 类似于钢中白点 采用低氢焊条,焊前焊条和工件烘烤, 采用低氢焊条,焊前焊条和工件烘烤,焊后工件缓冷等 措施就可避免焊接冷裂纹. 措施就可避免焊接冷裂纹.
4,氢致开裂新机理 , 基本思想: 基本思想: (1)氢促进位错发射和运动,即促进局部塑性 )氢促进位错发射和运动, 变形 (2)氢降低了原子键合力 th(H) )氢降低了原子键合力σ (3)原子氢进入微裂纹复合成 2,产生氢压 )原子氢进入微裂纹复合成H 问题:如何定量化 问题:如何定量化?
本章结束! 本章结束!
(2) H2S诱发裂纹 诱发裂纹 碳钢或低合金管线钢在H 溶液中浸泡时 溶液中浸泡时, 碳钢或低合金管线钢在 2S溶液中浸泡时,即使不存在 外应力,试样内部也会产生微裂纹,裂纹呈台阶状. 外应力,试样内部也会产生微裂纹,裂纹呈台阶状.如裂纹 处在试样表面附近,则容易在表面引起鼓泡. 处在试样表面附近,则容易在表面引起鼓泡. H2S在钢的界面上反应生成 ,它进入试样后富集在夹 在钢的界面上反应生成H, 在钢的界面上反应生成 杂物周围,复合成 产生氢压, 杂物周围,复合成H2,产生氢压,当分子氢压大于临界值时 就会产生裂纹. 就会产生裂纹.
氢脆失效危害巨大,它是如何发生的,生产过程中如何预防?
氢脆失效危害巨大,它是如何发生的,生产过程中如何预防?一、氢脆的概念及机理氢脆是工程失效分析中经常提到的一个术语。
顾名思义,它是由氢引起的金属材料的脆化。
其机理是氢原子沿晶界进驻晶界并向内扩散并聚集,并在应力作用下最终导致沿晶界开裂,从而导致金属材料最终产生脆性断裂。
与氢脆相关联的另一种失效模式是应力腐蚀。
氢脆机理非常复杂,氢脆断裂现象多种多样。
国内外氢脆理论有很多种,如位错钉扎理论、晶界聚集理论、氢气泡理论、脆性相理论等。
迄今为止,还没有统一的理论能够解释所有的氢脆现象。
但从理论上讲,氢不仅能使金属材料变脆,也能使金属材料变韧,即氢能致软化也能硬化。
在失效分析中,特别是在断裂分析中,裂纹并不总是以脆性的形式出现,而是也会以韧窝断裂的形式出现。
二、氢的来源及其在金属中的存在形态金属材料中氢的来源一般有两种。
一种是内氢,也就是材料内部含有的氢,其来源有:1.金属材料在冶炼、焊接或熔铸的时候导致内部残留的氢;2.金属材料在化学及电化学处理过程中,如电镀、酸洗时,进入金属内部的氢。
另一种是环境氢,即外来的氢。
零件或构件处于含氢的环境中工作,简称“临氢”。
金属材料在含氢的高温气氛中加热时,进入金属内部的氢。
氢在金属中的存在形态有如下几种:溶解氢:以间隙原子状态固溶于金属中的氢[H];化合氢:形成各种氢化物;TiH、NiH、VH、ZrH、NbH等分子氢:气态H2存在于金属内部的气孔、裂缝中;氢还可以与各种合金元素溶质原子、晶体缺陷、各种化合物相发生程度不同的结合。
如与位错结合成为Cottrell气团。
三、氢脆的种类及其特征1. 氢蚀(氢+第二相→高压气体)发生氢鼓泡的温度较高,在205-595℃。
例如碳钢在300-500℃的高压氢气氛中工作,氢与钢中的碳结合生成CH4而断裂。
反应公式:H+C=H4C。
宏观断口形貌呈氧化色,颗粒状;微观断口晶界明显加宽,呈沿晶断裂。
2. 白点(发裂)通常发生于大型钢锻件中。
10氢脆的原理是什么

十、氢脆的原理是什么?氢脆是一种氢元素进入金属基体,导致材料的力学性能降低从而在未达到许用条件情况下即发生失效断裂的现象。
氢脆常表现为冲击韧性降低和应力作用下金属材料的延迟断裂,往往因其不可预测性从而造成安全问题和经济损失。
金属材料中的氢来源分为内源氢和外源氢。
内源氢主要来源于金属冶炼过程,在冶炼过程中进入的水在高温状况下分解以及废钢表面附着的铁锈,都可引入内源氢。
外源氢一般来源于H、HS等气体与金属交互作用中产生的氢原子,由于氢原子尺寸很小,当其吸附在大多数金属表面时,在浓度差的驱动力下会扩散进金属基体。
氢原子渗人材料内部品格中,可在金属内部扩散,并聚集于金属内部的空穴、位错、第二相粒子和夹杂物等缺陷周围。
金属内部的氢可在一些缺陷处重新结合成H分子,并在金属内部形成强大的氢气压,造成金属内部裂纹的形成。
另外,氢也会聚集在裂纹尖端的塑性区,使裂纹扩展的阻力大大降低。
一般来说,钢强度越高,位错、空穴、第二相等缺陷数量就越多,越容易受到氢脆的响。
氢脆发生的机理主要包括高压氢气理论、晶格脆性理论、位钱理论等多种理论。
氢脆可能会导致一些突发性的事故,造成经济财产损失,危及生命安全,是氢能产业实现安全生产重要的隐患之一。
在氢能产业中,储氢容器、输氢管道、氢压缩机、接触氢气的管件等均可能产生氢脆现象,从而造成危险。
尤其是高压钢制容器、高压长输管道及相关管件一般选择高强度钢,而钢强度越高,越容易发生氢脆风险,对容器和管道的寿命影响越大。
氢脆只能预防,氢一旦进入金属材料内部,造成材料的性能损伤不可避免。
避免氢脆发生的一种办法是采用不易发生氢脆的材料,比如采用塑料作为储氢容器内胆,采用不易产生氢脆的低强度钢材作为低压输氢管道的材料。
采用阻氢涂层或者进行材料组织改良也是防止氢脆的技术手段。
核工业中,已通过阻氢涂层作为氢扩散进基体的屏障,来防止零件因氢脆失效。
在石油行业里,一般通过热处理等工艺制备X系列管线钢等氢脆敏感低的钢材。
金属材料的氢脆性研究

金属材料的氢脆性研究金属材料的氢脆性是指金属材料在吸收了氢气后,其力学性能和延展性明显降低的现象。
这种现象在工程实践中被广泛认识到,并对金属材料的使用和可靠性造成了一定的影响。
因此,研究金属材料的氢脆性对于提高金属材料的性能及其应用具有重要意义。
本文将从金属材料的氢脆形成机制、影响因素以及相应的解决措施等方面进行探讨。
一、氢脆形成机制氢脆的形成机制是一个复杂的过程,主要包括氢原子的吸附、扩散和聚集三个阶段。
首先,在金属表面发生氢原子的吸附反应。
氢原子由于其小的原子半径和较高的扩散能力,易吸附到金属表面。
接下来,吸附的氢原子在金属晶格中发生扩散,其中包括原子间和扩散动能的改变过程。
扩散是氢脆形成的关键步骤,它导致了氢原子聚集并渗入金属晶界。
最后,氢原子在金属晶界内聚集成氢气团,阻碍了金属晶界滑移,使金属材料的延展性明显降低,产生氢脆现象。
二、影响因素氢脆的发生和发展涉及多种因素,包括材料性质、外界环境和工艺条件等。
1. 材料性质:材料的化学成分、晶体结构、晶界特征等对氢脆性具有重要影响。
一般来说,高强度、低塑性的材料更容易发生氢脆性。
2. 外界环境:氢气的浓度、气压和温度对金属材料的氢脆性有明显影响。
较高的氢气浓度和气压,以及低温环境会加剧金属材料的氢脆性。
3. 工艺条件:材料的热处理和加工过程对氢脆性有一定影响。
不适当的热处理和加工条件可能导致金属材料内部残留应力增大,进而促进氢脆的发生。
三、解决措施为了减轻氢脆的影响,人们采取了一系列的解决措施。
1. 材料设计:通过合理设计材料的化学成分和晶体结构,强化晶界等措施,提高材料的氢脆性。
2. 降低氢含量:采用合适的材料储氢和处理方法,降低氢气浓度和气压,从而减轻金属材料的氢脆性。
3. 控制温度:控制金属材料的工作温度,在适当的温度范围内降低氢脆性。
4. 适当热处理:通过热处理过程中的恰当温度和时间选择,减轻金属材料内部残余应力,改善氢脆性。
综上所述,金属材料的氢脆性是一个重要的研究课题。
氢脆机理及其防止办法

氢脆机理及其防止办法氢脆是氢原子和位错交互作用的结果。
氢脆的位错理论能成功地解释以下几个重要实验结果:(1) 氢脆对温度和形变速率的依赖关系。
氢脆只发生在一定的温度范围和慢的形变速率情况下。
当温度太低时,氢原子的扩散速率太慢,能与位错结合形成气团的机会甚少;反之,当温度太高时,氢原子扩散速率太快,热激活作用很强,氢原子很难固定在位错下方,位错能自由运动,因此,也不易产生氢脆。
对钢来说,对氢脆最敏感的温度就在室温附近。
同样,可以理解形变速率的影响。
当形变速率太高时,位错运动太快,氢原子的扩散跟不上位错的运动,因而显示不出脆性。
(2) 氢脆的裂纹扩展特性。
高强度钢产生的氢脆,其裂纹扩展是跳跃式前进的。
先是在裂纹尖端不远的地方出现一个细小的裂纹,之后这个裂纹在某个时刻突然和原有裂纹连接起来。
新裂纹形核地点一般是在裂纹前沿的塑性区与弹性区的交界上。
氢要扩散到这里并达到一临界浓度时才能形成裂纹,所需的时间就是裂纹的孕育期。
(3) 氢脆氢纹扩展第二阶段的特性。
在 dt/da~K 的关系中,氢脆裂纹扩展出现一水平台,是谓裂纹扩展第二阶段,这一阶段裂纹扩展速率恒定,与应力强度因子无关,而与温度有关,说明 dt/da 在这一阶段主要决定于化学因素,是一典型的热激活过程。
氢原子扩散到裂纹尖端并保持某一浓度是裂纹扩展的决定性因素。
金属材料在氢中裂纹扩展速率主要决定于氢原子在基体中的扩散速率。
对于主要是内部氢脆产生的,要多从严格执行工艺规定着手。
对于环境氢脆,首要的一条是尽量不用高强度材料,村料强度越高,对氢脆越敏感。
减少氢脆的办法大致有以下几个方面:。
热处理对金属材料的氢脆性的影响
热处理对金属材料的氢脆性的影响热处理是一种常用的金属加工技术,通过加热和冷却金属材料,可以改善其力学性能和结构组织。
然而,在某些情况下,热处理可能会对金属材料的氢脆性产生不利影响。
本文将就热处理对金属材料氢脆性的影响进行探讨。
一、热处理对金属材料的氢脆性的基本原理氢脆性是指金属材料在存在氢气的环境下容易发生断裂的现象。
而热处理过程中,金属材料被加热到高温,处于高温状态下会发生吸氢现象,将氢原子溶解进入晶界或金属内部。
然后,在冷却过程中,随着温度的下降,金属材料很容易重新吸附氢气。
当金属材料中存在过多的氢原子时,会造成金属晶粒之间产生氢原子的积聚,导致晶界脆化,从而引发氢脆性的发生。
二、热处理对金属材料的氢脆性的具体影响1. 晶界脆化热处理中的高温过程会导致金属材料吸氢,进而引发晶界脆化的现象。
晶界是金属材料中的弱点,当金属晶界发生脆化时,金属的韧性和延展性都会受到影响,从而使金属材料容易发生断裂。
2. 马氏体析出在金属材料的热处理过程中,马氏体相的析出可以显著提高材料的硬度和强度。
然而,马氏体析出过程中产生的晶界和晶内缺陷会成为氢原子的富集点,进一步加剧了氢脆性的发生。
特别是在高温环境下,氢的扩散速率增加,更容易进入和聚集在马氏体晶界和晶内缺陷处。
3. 残余应力影响热处理过程中,金属材料经历了加热和冷却的过程,会导致产生残余应力。
而残余应力是氢脆性的重要影响因素之一。
在存在氢气的环境下,残余应力与氢相互作用,使金属材料的机械性能下降,并使金属材料更容易发生断裂。
三、减轻热处理对金属材料的氢脆性的方法1. 降低热处理温度通过降低热处理温度,可以减少金属材料的吸氢量,从而减轻其氢脆性的发生。
较低的温度下,氢的扩散速率会减缓,进而减少氢原子在金属晶粒内的扩散和积聚。
2. 控制热处理时间合理控制热处理时间,即使在较高的温度下进行短时间的热处理,可以限制金属材料吸氢的程度,减少氢脆性的发生。
适当的时间控制能够使金属材料在热处理过程中在高温下接触氢气的时间减少,减少氢原子的吸附。
第六章-氢脆

当金属中存在固溶的氢时,氢原子能使原子的键合力下降,这样金属发 生断裂所需要的外力下降,则局部应力集中所需的临界应力从没有氢脆时的 σc下降到σcH,或应力强度因子KIC从下降到KIH 。
第6章 氢脆
6.2 氢脆的机理
第6章 氢脆
6.1 氢脆现象与分类
6.1.5 氢的来源
1)冶金过程
在冶炼过程中,原料中所含的水分及炉气 中水分在高温下分解,分解的氢进入液态金属。
在冷却过程中,这些氢不能及时排出来, 在金属中聚集并结合,变成氢气泡残留在金属 及合金中。
如果将试样拉断,通常在断口上观察到如鱼目状的一种白色圆形斑点。 俗称“白点”,直径约为0.5-3mm,白点中心含有微细气孔或杂质物,对塑 性韧性有较大影响。 降低冶炼过程中的氢量是防止白点的有效措施。采用低氢冶炼工艺或炉
第6章 氢脆
6.2 氢脆的机理
6.2.4 晶格弱化机制
3)解释现象
按照氢脆的定义,它是氢进入材料内部而引起材料的塑性下降的现
象。对一些氢脆过程,如果金属的断裂应力或断裂的临界应力强度因子 下降,均可用晶格弱化机制。如高韧性钢在预充氢后进行缓慢的拉伸, 或在含氢溶液中的缓慢拉伸,后者通常称为动态充氢,是缓慢增长的应 力和充氢同时作用。
由降低到σcH ,或应力强度因子KIC从下降到KIH
cH
[
2E H (1 2
)a
]1/
2
KIH
[
2E H (1 2
)
]1/
2
6.2 氢脆的机理
6.2.3 吸附机制
第6章 氢脆
对金属材料来说,断裂时裂纹尖端存在塑性变形,断裂吸收塑性变形
氢脆发生条件
氢脆发生条件氢脆是一种金属结构材料的破裂现象,主要发生在高强度钢、铝合金等金属材料中。
其原因是氢与金属的相互作用导致金属内部产生大量氢气聚集,从而引起脆性断裂。
氢脆的发生条件首先是存在大量氢源。
氢源可以来自多个方面,比如金属的制备工艺中使用了含氢溶液或含氢气体,或者金属在使用过程中接触了含氢化合物等。
这些氢源通过金属的表面渗透到内部,与金属内部的组织结构相互作用形成氢气团聚。
其次,金属的本身结构也是影响氢脆发生的因素之一。
金属的晶格结构、晶界和位错等缺陷都会对氢的扩散和团聚起到促进作用。
高强度金属由于其晶界和位错数量较多,所以更容易发生氢脆。
此外,温度也对氢脆的发生起到重要作用。
一般情况下,氢脆发生的温度范围较窄,一般在常温到中温之间。
当金属处于这个温度范围内时,氢的扩散速度显著增加,有利于氢气的聚集,从而导致氢脆发生。
了解了氢脆的发生条件后,我们可以采取一些预防措施来防止氢脆的发生。
首先,要加强金属材料的设计和制造过程的质量控制,避免在金属表面残留含氢介质,以及降低金属与含氢介质的接触时间。
其次,选择合适的材料来替代高强度钢等容易发生氢脆的金属材料。
比如可采用耐氢脆性能更好的铜合金、不锈钢等。
另外,控制金属材料的工作温度也能够减少氢脆的发生。
当然,在使用金属材料时,还应定期进行材料的检测与维护,及时发现并处理可能的氢脆问题,确保材料的安全使用。
总之,氢脆是一种金属结构材料的破裂现象,其发生与氢源、金属结构和温度等因素密切相关。
了解氢脆的发生条件,我们可以采取相应的预防措施来降低氢脆的发生概率,保障金属材料的安全使用。
抗氢脆性材料的研究与应用

抗氢脆性材料的研究与应用氢脆性是金属材料在与氢气接触后出现脆性破坏的现象。
氢脆性不仅会引起材料的损坏,还可能导致事故和灾难的发生。
为了解决这一问题,科学家们致力于研究和开发抗氢脆性材料,以提高材料的可靠性和延长其使用寿命。
一、氢脆性的原理与机制氢脆性是由于金属与氢气反应产生的氢原子在材料晶界和缺陷处的吸附和扩散引起的。
这些吸附的氢原子会导致晶界和缺陷的结构松弛,从而降低材料的强度和韧性。
此外,氢原子还可以析出并聚集在晶界和缺陷处形成氢脆裂纹,从而导致材料的脆性破坏。
二、抗氢脆性材料的研究进展随着对氢脆性机制的深入研究,科学家们逐渐认识到了一些抗氢脆性材料的设计原则。
首先是通过控制晶界的特性来提高材料的抗氢脆性。
晶界是氢原子扩散的主要通道,因此控制晶界的结构和化学成分可以有效降低氢的扩散速率,减少氢脆性的发生。
其次是通过合金化来改善材料的抗氢脆性。
添加一些合金元素可以改变材料的晶体结构和晶界特性,从而增加材料的强度和韧性。
此外,一些合金元素还可以与氢原子发生化学反应,减少氢的吸附和扩散,从而提高材料的抗氢脆性。
另外,纳米材料的研究也为抗氢脆性材料的开发提供了新的思路。
纳米材料具有特殊的晶界结构和形态,这些结构和形态可以限制氢原子的扩散和析出,从而有效降低材料的氢脆性。
三、抗氢脆性材料的应用抗氢脆性材料在工业生产和航空航天等领域有着广泛的应用。
例如,在航空航天领域,抗氢脆性材料可以用于制造飞机和航天器的结构件,提高其抗氢脆性和安全性。
在石油化工领域,抗氢脆性材料可以用于制造储氢设备和管道,提高其耐腐蚀和抗疲劳性能。
此外,抗氢脆性材料还可以用于制造汽车和电子等产品。
在汽车领域,抗氢脆性材料可以用于制造汽车结构件和储氢装置,提高汽车的安全性和燃料利用率。
在电子领域,抗氢脆性材料可以用于制造电池和电子器件,提高其耐用性和可靠性。
四、未来的发展方向尽管已经取得了一些进展,但抗氢脆性材料的研究仍然面临着许多挑战。
氢脆现象的原因和处理措施

氢脆钢材中的氢会使材料的力性能脆化,这种现象称为氢脆。
氢脆主要发生在碳钢和低合金钢。
钢中氢的来源主要为下列四个方面:(1)冶炼过程中溶解在钢水中的氢,在结晶冷凝时没有能及时逸出而存留在钢材中;(2)焊接过程中由于水分或油污在电弧高温下分解出的氢溶解入钢材中;(3)设备运行过程中,工作介质中的氢进入钢材中;(4)钢试件酸洗不当也可能导致氢脆。
含氢的钢材,当应力大于某一临界值时,就会发生氢脆断裂。
氢对钢材的脆化过程是一个微观裂纹在高应力作用下的扩展过程。
脆断应力可低达屈服极限的20%。
钢材的强度愈高(所承受的应力愈大),对氢脆愈敏感。
容器中的应力水平,包括工作应力及残余应力是导致氢脆很重要的因素。
氢脆是一种延迟断裂,断裂迟延的时间可以仅几分钟,也可能几天。
氢脆断裂只发生在100~150C的温度范围内,很低的温度不利于氢的移动和聚集,不易发生氢脆,而较高的温度可以使氢从钢中逸出,减少钢中的氢浓度,从而避免脆化。
焊后保温及热处理就是利用高温下氢能从钢中扩散逸出的原理,用来降低焊缝中氢含量,它是改善焊接接头力学性能的有效措施。
氢对钢铁材料的危害性较大,由于氢而导致材质劣化的现象统称为氢损伤。
氢损伤的形式有很多种,除了氢脆以外,还有因氢在钢板分层处聚集引起的氢鼓泡;氢在钢材中心部位聚集造成的细微裂纹群,称为白点;以及钢在高温高压氢(对碳钢,温度大于250℃.氢分压大于2MPa)作用下的氢腐蚀。
发生氢腐蚀时,钢的组织发生脱碳,渗碳体分解,沿晶界出现大量微裂纹,钢的强度、韧性丧失殆尽。
无损检测不能检测和判定清脆。
其余种类的氢损伤检测:氢鼓泡一般用肉眼便可观察到;白点可应用超声波检测方法测出来;氢致表面裂纹可应用磁粉或渗透方法检测出来;氢腐蚀可通过硬度试验和金相方法检测和判定。
氢脆现象解释

氢脆现象解释
氢脆现象是指在高强度金属中,如钢和铁合金中,当金属在加工过程中或在使用过程中接触到氢气时,会出现脆性破裂现象。
氢脆的主要解释有三个方面:
1. 氢渗透:氢气在金属中运动并渗透进入金属晶粒中,会导致晶粒边界处的氢浓度升高。
当氢浓度超过金属破裂强度的临界值时,氢在晶粒内部形成气泡,增加了晶体的内部应力和负面应力。
这使得金属变得脆弱,容易发生脆性断裂。
2. 氢吸收:金属表面与氢气发生反应,形成金属与氢的化合物,这种化合物可被金属晶界吸收。
当晶界吸收了大量氢时,会导致晶界的强度减弱,从而引发氢脆现象。
3. 奥氏体转变:某些钢和铁合金的冷加工或焊接过程中会发生奥氏体亚晶的形成。
在奥氏体亚晶中,氢原子可以通过间隙位错或溶质排斥的机制嵌入金属晶体中,从而导致亚晶区域的氢浓度升高。
当氢浓度超过亚晶区的承受能力时,亚晶很容易发生断裂。
为了减少氢脆现象,可以采取以下措施:
1. 预处理:在金属加工或焊接之前,可以对金属进行退火或热处理,以减少在金属中的氢含量。
2. 控制加工条件:在金属加工过程中,控制加工速度、温度和
应变速率,以减少金属中的氢渗透和吸收。
3. 添加抑制剂:在金属中添加特定的元素,如钼、钛、铝等,可以减少氢对金属的吸收和渗透。
4. 使用防脆剂:在金属表面形成一层防脆剂涂层,可以减少金属与氢气的接触,从而减少氢脆现象的发生。
总之,氢脆现象是金属与氢气相互作用的结果,通过控制氢含量和加工条件,以及采取防护措施,可以减少或避免氢脆现象的发生。
西安交大 氢脆机理

西安交大氢脆机理
氢脆机理是指金属在含有氢气的环境中发生脆裂现象的机制。
西安交通大学对氢脆机理进行了深入研究,以下是一些常见的氢脆机理:
1. 渗透氢原子机理:氢气可以渗透到金属结构中,与金属原子结合形成氢化物。
这些氢化物的形成会导致金属内部应力增加,从而引起脆性裂纹的形成和扩展。
2. 氢原子扩散机理:氢气可以通过金属晶界及金属晶体内部的缺陷(如孔洞、位错等)进入金属内部。
在金属晶界和缺陷处聚集的氢原子会导致金属结构的破坏和脆裂现象。
3. 氢脆诱发应力机理:在含氢环境中,金属的强度和延展性会降低。
在存在外界应力的情况下,金属容易发生脆性破坏,即氢脆。
这是因为氢原子的存在会引发金属晶体内部的应力集中,从而加速了脆性裂纹的形成和扩展。
4. 氢原子解理机理:金属的解理面是其内部性质较差的面,容易发生脆性破坏。
在含氢环境中,氢原子会在金属晶体的解理面上聚集,从而导致晶体的解理面强度降低,加速脆性裂纹的形成和扩展。
通过研究西安交通大学提供的氢脆机理,可以更好地理解和预防材料在含氢环境中的脆性破坏,为相关工程和材料应用提供指导。
氢储存运输及加注技术教学课件:2.2氢脆

题
➢ 开发抗脆化涂层
➢ 减少材料服役环境中存在的氢量
促进了裂纹的萌生氢脆碳钢由于氢脆现象,在低于金属屈服强度的施加载荷下,结构元件会受到裂纹和脆
性断裂的影响。
氢吸收后
通过金属块扩散并被捕获在晶界中形成气泡
气泡对金属晶粒施加内部压力
碳钢合金吸收的氢原子
随着时间的推移而增加 降低了不锈钢材料的延展性和强度
氢脆
氢脆分类
环境氢脆 内部可逆氢脆 氢反应脆化
氢脆
环境氢脆
当金属浸入氢气气氛中时,氢气可以被吸收或吸附,这会改变材料的机械性 能,而不必形成第二相。
材料所承受的应力 ➢ 决定了氢造成的影响
氢在室温下也会增加
内部可逆氢脆 显着特征之一
➢ 加工材料时,氢会进入基体,即使材料没有暴露于 氢,也会导致结构失效。
氢脆
氢脆
氢气在储存过程中还存在一个关键的问题就是氢脆。
氢脆也称为氢损伤,它是氢进入材料 内部而引起材料的塑性下降的现象。
氢原子直径为0.64埃。
氢脆
元素周期表中最小的原子
• 材料处在含氢的环境中,氢原子很容易进入材料内部,在一定的条件下产生 氢损伤。
氢脆
氢脆
氢原子直径为0.64埃。 是元素周期表中最小的原子,材料处在含 氢的环境中,氢原子很容易进入材料内 部,在一定的条件下产生氢损伤。
谢谢大家
在酸洗过程中
➢ 金属表面暴露于酸性、潮湿环境中,会发生腐蚀损坏,从而加 速氢脆发生。
氢脆
氢储运压力容器材料
不锈钢
碳钢
氢脆
不锈钢
氢通过扩散过程进入晶界,与合金中的碳与铁结合,生成甲烷气体。
生成的甲烷气体不能移动
产生了巨大的压力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氢脆的原理与预防
在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应)。
析氢的影响是多方面的,其中最主要的是氢脆。
氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故。
表面处理技术人员必须掌握避免和消除氢脆的技术,氢脆的影响降低到最低限度。
一、氢脆
1氢脆现象
氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。
这些零件渗氢严重,无需外加应力就产生裂纹,再也无法用去氢来恢复原有的韧性。
2 氢脆机理
延迟断裂现象的产生是由于零件内部的氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷多(原子点阵错位、空穴等)。
氢扩散到这些缺陷处,氢原子变成氢分子,产生巨大的压力,这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过材料的屈服强度,就会导致断裂发生。
氢脆既然与氢原子的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、温度和材料种类有关。
因此,氢脆通常表现为延迟断裂。
氢原子具有最小的原子半径,容易在钢、铜等金属中扩散,而在镉、锡、锌及其合金中氢的扩散比较困难。
镀镉层是最难扩散的,镀镉时产生的氢,最初停留在镀层中和镀层下的金属表层,很难向外扩散,去氢特别困难。
经过一段时间后,氢扩散到金属内部,特别是进入金属内部缺陷处的氢,就很难扩散出来。
常温下氢的扩散速度相当缓慢,所以需要即时加热去氢。
温度升高,增加氢在钢中的溶解度,过高的温度会降低材料的硬度,所以镀前去应力和镀后去氢的温度选择,必须考虑不致于降低材料硬度,不得处于某些钢材的脆性回火温度,不破坏镀层本身的性能。
二、避免和消除的措施
1 减少金属中渗氢的数量
在除锈和氧化皮时,尽量采用吹砂除锈,若采用酸洗,需在酸洗液中添加若丁等缓蚀剂;在除油时,采用化学除油、清洗剂或溶剂除油,渗氢量较少,若采用电化学除油,先阴极后阳极;在电镀时,碱性镀液或高电流效率的镀液渗氢量较少。
2 采用低氢扩散性和低氢溶解度的镀涂层
一般认为,在电镀Cr、Zn、Cd、Ni、Sn、Pb时,渗入钢件的氢容易残留下来,而Cu、Mo、Al、Ag、Au、W等金属镀层具有低氢扩散性和低氢溶解度,渗氢较少。
在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如机械镀锌可以,不会发生氢脆,耐蚀性高,附着力好,厚5~100μm,成本低。
3 镀前去应力和镀后去氢以消除氢脆隐患
若零件经淬火、焊接等工序后内部残留应力较大,镀前应进行回火处理,减少发生严重渗氢的隐患。
对电镀过程中渗氢较多的零件原则上应尽快去氢,因为镀层中的氢和表层基体金属中的氢在向钢基体内部扩散,其数量随时间的延长而增加。
新的国际标准草案规定"最好在镀后1h内,但不迟于3h,进行去氢处理"。
国内也有相应的标准,对电镀锌前、后的去氢处理作了规定。
电镀后去氢处理工艺广泛采用加热烘烤,常用的烘烤温度为150~300°C,保温2~24h。
具体的处理温度和时间应根据零件大小、强度、镀层性质和电镀时间的长短而定。
去氢处理常在烘箱内进行。
镀锌零件的去氢处理温度为110~220°C,温度控制的高低应根椐基体材料而定。
对于弹性材料、0.5mm以下的薄壁件及机械强度要求较高的钢铁零件,镀锌后必须进行去氢处理。
为了防止"镉脆",镀镉零件的去氢处理温度不能太高,通常为180~200°C。
三、应注意的问题
材料强度越大,其氢脆敏感性也越大,这是表面处理技术人员在编制电镀工艺规范时必须明确的基本概念。
国际标准要求抗拉强度σb>105kg/mm2的钢材,要进行相应的镀前去应力和镀后去氢处理。
法国航空工业对屈服强度σs>90kg/mm2的钢件就要求作相应去氢处理。
由于钢材强度与硬度有很好的对应关系,因此,用材料硬度来判断材料氢脆敏感比用强度来判断更为直观、方便。
因为一份完善的产品图和机加工工艺都应标注钢材硬度。
在电镀中我们发现钢的硬度在HRC38左右时开始呈现氢脆断裂的危险。
对高于HRC43的零件,镀后应考虑去氢处理。
硬度为HRC60左右时,在表面处理之后必须立即进行去氢处理,否则在几小时之内钢件会开裂。
除了钢材硬度外,还应综合考虑以下几点:
(1)零件的使用安全系数:安全重要性大的零件,应加强去氢;(2)零件的几何形状:带有容易产生应力集中的缺口,小R等的零件应加强去氢;(3)零件的截面积:细小的弹簧钢丝、较薄的片簧极易被氢饱和,应加强去氢;(4)零件的渗氢程度:在表面处理中产生氢多、处理时间长的零件,应加强去氢;(5)镀层种类:如镀镉层会严重阻挡氢向外扩散,所以要加强去氢;(6)零件使用中的受力性质:当零件受到高的张应力时应加强去氢,只受压应力时不会产生氢脆;(7)零件的表面加工状态:对冷弯、拉伸、冷扎弯形、淬火、焊接等内部残留应力大的零件,不仅镀后要加强去氢,而且镀前要去应力;(8)零件的历史情况:对过去生产中发生过氢脆的零件应特别加以注意,并作好相
关记录。
在电镀过程中,零部件渗氢的现象是非常普遍的,表面处理技术人员在编制镀前去应力和镀后去氢工艺时,不能照搬相关标准,应根据零件性质和使用条件灵活制订,否则会使生产成本大大增加,生产管理非常困难。