某型机进气道前段装配协调控制方法改进
机电设备安装常见技术问题及改善办法

机电设备安装常见技术问题及改善办法【摘要】机电设备安装是一个复杂的过程,常常会出现各种技术问题。
本文针对安装过程中的电气连接问题、机械配合不良问题、设备调试问题、安装现场的安全隐患以及质量控制问题,提出了相应的解决方法。
对于电气连接问题,应检查线路接触是否良好,及时更换老化线路;对于机械配合不良问题,应注意检查配件尺寸是否匹配,调整安装位置;对于设备调试问题,应按照安装手册进行操作,确保稳定运行;对于安装现场的安全隐患,应加强安全培训,设置警示标识;对于质量控制问题,应加强监督检查,严格按照规范操作。
解决机电设备安装常见技术问题需要全面考虑,结合具体情况制定相应的改善措施,确保设备安全运行和效率提高。
【关键词】机电设备安装、技术问题、改善办法、电气连接、机械配合、设备调试、安全隐患、质量控制、全面考虑、改善措施1. 引言1.1 机电设备安装常见技术问题及改善办法机电设备安装是工程施工中一个重要的环节,但在实际操作中常常会遇到各种技术问题。
为了确保安装工作的顺利进行,提高工作效率和安全性,需要及时解决这些常见问题并采取相应的改善措施。
在本文中,我们将针对机电设备安装过程中的电气连接问题、机械配合不良问题、设备调试问题、安装现场安全隐患和质量控制问题进行详细讨论,并提出相应的解决办法。
电气连接问题是机电设备安装中常见的技术难题之一。
接线错误、接触不良等问题可能导致设备无法正常运行。
为了避免这种情况,安装人员应当仔细查阅电气连接图纸,按照标准的接线方式进行操作,并在接触表面清洁的前提下紧固连接件,确保电气连接的可靠性。
机械配合不良也是影响安装质量的重要因素。
螺纹连接不严、轴承安装不正确等问题都可能导致设备在运行过程中出现故障。
为了解决这些问题,安装人员应当使用适当的工具,按照设备配合要求进行安装,并在操作过程中注意保持清洁,防止外部杂质进入装配间隙。
2. 正文2.1 安装过程中的电气连接问题及解决方法在机电设备的安装过程中,电气连接是一个常见的技术问题。
浅谈发动机配气机构优化改进设计

1 发 动机 配气 机构 的技术现状
配气机构是发动机重要 的组成 ,配气机构性能 好坏也会直接影响到发动机性能和指标 。 所 以, 对配 气机构的要求要做到保持 良好的充气性能时 ,具有 工作可靠性 。 尤其是高速和大功率 的发动机 , 对性能 指标要求就更高了 ,既要保持动力学性 能与工作可 靠性 ,对于关键 的摩擦 副零件还要有 良好 的耐磨性 能 ,而这些要求为配气机构设计和制造上增加了很 大的难度。 配气机构结构的型式与凸轮型线 的设计上都要 做好设计与研究工作。配气机构要使各气缸都保持 换气 良好的状态 , 使充气系数尽可能的提高 , 按照工 作 的需要 , 可以科学 的开启与关闭进气门和排气 i ' q t , J 。 般四冲程的发动机会使用气 门一 凸轮式的配 气机构 ,由于凸轮式的配气机构有着更可靠的工作
E q u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y No , 7, 2 0 1 4
浅谈发动机配气机构优化 改进设计
蒋丽仙
( 江苏省镇江市高等职业技术学校, 江苏
摘
镇江 2 1 2 0 1 6 )
要: 配气机构是发动机重要的组成 , 配气机构功能要按 照发 动机 各气缸 工作循环 与发 火次序要 求对进、 排 气 门进行
定时开启与 关闭。 发动机动 力和 经济的性能是不是 具有优越性和 可靠性 , 将噪声和振动控制到较低 限度 内, 这都与配气
机 构的设计有着直接的关 系。配气机构要具备 良好换气性 能和 良好运动 学、 动力 学的性能 , 保持 平稳工作和低振动 , 小
噪 声。本文通过对配气机构的研 究与优化 改进设计 , 将理论与 实际应 用结合 , 为发动机 配保证燃烧室持久的密 封, 随着我 国汽车和发动机技术进步与发展 , 配气机 构也要相应 的提高 ,而配气机构的新技术也得到 了 很大 的发 展空 间[ 2 1 。
建立某型燃气轮机装配现场质量问题快速处理机制
建立某型燃气轮机装配现场质量问题快速处理机制作者:王巍来源:《现代企业文化·理论版》2015年第01期中图分类号:F270 文献标识:A 文章编号:1674-1145(2015)01-000-02摘要当前,发动机研制呈现出型号多、任务重、周期紧的特点,形成了多型号交叉并行研制,预先研究与型号研制并举的格局,发动机装配任务异常繁重,现场技术质量问题频发,且问题发生后存在上报不及时,处理过程拖沓,纠正措施落实不到位,问题处理较慢等现象。
关键词燃气轮机装配质量问题快速处理某型燃气轮机装配工作能否保质保量,按节点完成,是决定该型燃机能否实现整机试验验证达标的关键,能否顺利完成今年任务的关键。
该型燃机为新研型号,结构复杂,体积庞大,系统接口多,界面复杂,装配工作异常繁重,整机装配工作采用跨单位协作模式,装配过程中不可避免会遇到因零件变形导致的配合间隙等不满足装配要求,因设计原因导致的装配干涉、接口不匹配,零组件装配工艺性差及方便装配的适应性更改等问题。
上述问题在很大程度上影响了整机的装配进度,造成装配工作中断。
提高装配工作效率,快速处理装配过程中的问题,确保实现既定目标,型号总质量师系统商总设计师系统后,依据《武器装备质量管理条例》、《型号质量保证大纲》、技术协议合同、会议纪要及燃机各项质量要求等输入,制定了《某型燃气轮机装配现场问题快速处理制度》,在保证发动机质量、技术状态受控的前提下,加强装配现场管理力度,提高工作效率、并行或简化一些流程和手续,确保燃机按计划节点完成装配工作。
装配现场快速处理的工作原则是以质量保进度,可以超常规,但不能超越程序。
一、“快速处理”的原则在现场装配过程中,各参研单位和各系统的职责、工作要求和界面分工仍以型号现行有效的质量文件制度为基础,研制全线在型号行政指挥系统的领导下,充分发挥型号总设计师系统、总质量师系统、总工艺师系统、总冶金师系统以及系统各相关单位在型号研制中的技术核心作用,保证燃机研制程序化、规范化、制度化,使装配现场工作流程科学合理,简捷高效,真正达到“快速处理”的效果,保证装配工作规定的时间内顺利完成。
飞机装配不协调问题的原因分析及解决方法
DOI:10.16660/ki.1674-098X.2018.05.013飞机装配不协调问题的原因分析及解决方法查艳妮(航空工业西安飞机工业(集团)有限责任公司 陕西西安 710089)摘要:飞机作为现代生活重要的一种交通工具,其安全性至关重要。
飞机在装配方面必须得到保证。
而其装配的核心技术原理是为了去解决在制造中遇到的问题,从而使飞机的质量得到保证。
但由于各方面原因,在飞机装配时会遇到各种问题,使飞机装配不协调,从而使飞机性能得不到保障。
文章就这些问题给出了下列解决方法。
关键词:飞机装配 不协调 解决方法中图分类号:V26 文献标识码:A 文章编号:1674-098X(2018)02(b)-0013-02随着科技的发展与现代化的发展,人们在出行方面的要求千变万化、越来越高。
飞机作为一个现代化的产物,大大方便了人们的生活,且越来越普遍,不再只是处于经济中高端水平的人的专座,方便了更多的人。
随着飞机的发展,其问题却暴露得更加明显,特别在其装配不协调方面,极大地威胁着飞机的性能,也威胁着人们的安全。
1 飞机装配不协调问题的原因1.1 人为原因虽然如今的机械生产已经逐渐自动化,但是还是依然存在着很多需要人为的元素造成的不协调。
人为的误差主要出现在前期的设计方面,包括产品设计方面、工装设计方面、工艺方案制定方面、工艺文件编制方面上的失误方面,除了会在前期的设计方面出现过失以外,在装配生产、工装制造以及零件制造方面的过失等也会造成失误。
1.2 系统原因系统方面的原因主要存在于某些特定的特殊条件下,由于系统误差而造成的不协调。
即存在某些如温度、重力、外力等的条件下,尺寸误差的大小和方向不变或者是按一定规律发生变化的误差。
能发生此误差的一般为铆接变形和温差变形等。
铆接变形就是由于钻孔、锪孔的轴向力和切向力、铆接时的锤击力、钉杆的不均匀胀粗等使得产品变形,此类变形有铆接件长度改变,大开口结构的尺寸变化,蒙皮鼓动、起皱、扭曲,外形尺寸偏差,接头偏扭以及交点孔不同心等原因都会造成不协调。
某型直升机机身及进气道气动特性分析
总第155期2008年第3期直升机技术H EL I C O F F ER TE C H N I Q U ETot aI N o.155N o.32008文章编号:1673—1220(2008)03—103-04某型直升机机身及进气道气动特性分析杨永飞(中国直升机设计研究所,景德镇,333001)摘要本文通过对某型直升机机身/进气道内外流场耦合的数值模拟,介绍了C FD技术在直升机内、外流场的计算能力。
分析了进气道形状对进气道出口压力畸变的影响。
最后通过改进进气道的外形,气动性能指标有一定的改善。
关键词直升机;气动特性;气动外形中图分类号:V21I.24文献标识码:AA er odynam i c C har ac t er i s t i c A nal ysi s A bouta Fuse l a ge/i nt ake of Som e H el i copt erY A N G Y on g.f ei(Chi na H el i c opt er R e se ar c h a nd D e ve l opm e nt I nst i t ut e,Ji ngdezhen,333001)A bs t r act t he pap er i nt roduce a C FD ca l c ul at i on f or i nsi de and out s i de coup l ed fl ow f i el d of heh—c opt e r f us el age/i nt ake,A nd anal yse t he pres s ur e aber r at i on fr om ef f ect of i nt ake s ha pe.A t t he end,t hr ough change t he i nt ake sha pe,t he aer ody nam i c perf or m an ce t ar get re ce i ve s om e i m pr ove.K ey w or ds hel i copt er;aerodynam i c char ac t e ri st i c;ae rodyna m i c s hape1前言进气道是直升机动力系统的一个重要组成部分,是为发动机提供空气流量的通道,确保发动机燃烧室有充分及均匀的空气流量,在直升机总体设计中占有举足轻重的地位。
诌议汽车发动机装配工艺及改进的措施
诌议汽车发动机装配工艺及改进的措施【摘要】发动机对于汽车的作用就好比心脏对于人的作用,它关系着汽车的动力性、经济性、环保性。
发动机的工作原理是将天然气、汽油等燃料转化为热能并在封闭的气缸内燃烧气体膨胀使活塞运动做功。
由此可见,汽车发动机的重要性,对整辆汽车而言作用无可替代。
而发动机的制作过程不仅复杂而且要求精密、精细,如果制作的工艺出现问题,将直接影响到汽车的整体性能。
因此,汽车发动机的装配显得尤为重要,如何装配才能优化发动机,使其性能达到最大化是这篇文章所要阐述的重点。
【关键词】汽车发动机;装配;改进发动机的工序繁杂,装配线繁多,而对于发动机装配线的生产通常采用流水线形式的作业方式。
所以对于制作要求如此精细的装配线生产要求其具备较高的可靠性和一定的灵敏度,只有这样才能保证整个发动机装配过程的稳定性、连续性。
一般都会选用柔性输送线使用在主线和分装线上,并且配置的都是自动装配设备,以达到提高效率的目的。
通常所涉及的、使用的自动化设备主要指的是自动打号机、自动翻转机以及一些螺栓拧紧机等。
这些自动化设备的运用大大提高了运行的效率,简化了繁琐的生产细节。
对于整个发动机配线的生产过程起到了优化的作用,节省了人力,提高了效率,降低了成本,提高了装配品质及精度,极大提高了装配线的装配能力。
1.有关发动机装配线的注意事项据了解,装配线在发动机运行过程中所起到的作用主要是保证了发动机的流畅性,确保发动机的基本性能稳定;同时对于装配线自身的维护也起到了一定的作用。
另外,对于发动机装配线还要求分装工位与主装线工位间的连接准确无误,只有这样才能保证发动机在运行的过程中不出现漏装、错装等问题。
要是连接出现问题就直接影响到物流和信息传递的通畅。
还有对于发动机装配线还应具备返修段和返修工位。
2.有关发动机装配线的基本功能2.1发动机装配线能起到保证整个发动机的运行,确保整辆汽车的质量由此可见装配线的好坏能直接影响到产品的终端,其作用不可忽视。
飞机结构装配变形控制与工艺优化技术应用李林
飞机结构装配变形控制与工艺优化技术应用李林发布时间:2021-10-14T06:31:11.494Z 来源:《防护工程》2021年18期作者:李林1 张旸2 [导读] 飞机装配协调过程多、精度要求高,装配工作量占整个飞机制造工作量的50%以上,是飞机制造中的关键和核心。
飞机零件数量大、构型复杂,装配层级多、相互关联又互相约束,零组件难免产生形位协调误差。
1.沈阳飞机工业(集团)有限公司辽宁沈阳 1108502.海装沈阳局驻沈阳地区第一代表室摘要受飞机零部件制造与定位误差、环境温度、装配残余应力等因素影响,飞机结构会出现装配变形。
装配精度将直接影响飞机各部件间的相互协调性和整机的外形准确度,控制装配变形、科学的工艺补偿,是飞机制造技术难题之一。
本文通过某型飞机系统设备安装支架装配协调,阐述基于位姿协调的控制方法,利用分步对齐策略减弱装配变形影响,进行工艺优化的技术应用。
关键词形变分析;变形影响;协调形变;位姿控制引言飞机装配协调过程多、精度要求高,装配工作量占整个飞机制造工作量的50%以上,是飞机制造中的关键和核心。
飞机零件数量大、构型复杂,装配层级多、相互关联又互相约束,零组件难免产生形位协调误差。
以钣金件和壁板件组成的薄壳结构尺寸大、刚度小、易变形,导致飞机组部件实际形状尺寸与理论值产生偏差,在飞机逐级装配过程中,受外部等因素影响,组部件各类误差累积和传递,使结构装配变形降低机体制造精度,影响协调性和互换性。
制定合理的装配工艺方案,有效地控制结构装配变形是现代先进飞机制造的重点。
1 结构装配形变分析飞机机身壁板多为"半硬壳式"结构,其自身刚度较弱,在装配过程中往往存在不同程度的变形。
壁板变形容易引起飞机各部件间的交点位置不协调,使实际的装配外形与理论外形存在较大偏差,对后续装配工序产生不良影响,降低了生产可操作性,增加工艺协调时间,延长生产计划周期。
如何准确预测并合理控制、校正结构装配变形已成为飞机流程化装配中急需解决的难题之一。
机身部件对接阶差超差典型问题的分析及解决

机身部件对接阶差超差典型问题的分析及解决孙勇【摘要】To solve the problem that during the integration of fuselage forward section and middle section , the step of fuselage profile is out of tolerance exceeding design technical conditions for several consecutive shipsets ,this article analyzes the reasons for this non-conformance from three aspects of part manufactur-ing ,dimension of assembly jig cardboard ,and assembly stress ,and takes the corresponding controlmeas-ures so as to make part sizes conform to requirements inassembly ,thus solving the problem of step out-of-tolerance during fuselage integration .%针对某型飞机机身前段和中段对接时,对接框机身外形阶差连续几架飞机超出设计技术条件规定的问题,从零件制造、装配型架卡板外形、装配应力三方面分析产生故障的原因,并采取相应的控制措施,使部件装配时外形符合要求,最终解决了机身对接时发生的阶差超差问题。
【期刊名称】《西安航空技术高等专科学校学报》【年(卷),期】2014(000)005【总页数】4页(P23-25,59)【关键词】零件制造;装配型架;装配应力;对接阶差【作者】孙勇【作者单位】海军装备部,陕西西安710089【正文语种】中文【中图分类】V267.41 故障现象按照某型飞机机身装配技术条件和表面质量技术条件规定,部件对合处蒙皮对缝阶差[1]允许顺航向阶差(简称顺差)为+1.0mm,局部(20%)可到+2.0mm。
飞机装配不协调问题的原因分析及解决方法探讨
飞机装配不协调问题的原因分析及解决方法探讨摘要:随着社会经济的不断进步,新时代的生活水平越来越高。
飞机作为科学技术的产物,它的出现为人们的出行带来了很多的便利,是社会生活的一部分。
因此,飞机装配的安全关系到每个人的出行和人身安全,需要确保飞机整体的质量达标。
本文主要通过对导致飞机装配不协调的三个方面,以及影响飞机装配不协调的主要因素进行分析,并针对出现的问题提出关于解决飞机不协调问题的对策,以切实解决飞机装配遇到的各种问题,不断提高飞机装配的技术水平,为人民群众的出行安全提供强有力的保障。
关键词:飞机装配、原因分析、解决方法一、主要导致飞机装配不协调的三个方面首先是关于装配件和工装定位基准两者出现的不协调问题。
通常来说是在孔外形和定位面上,还有两者的位置方面,比如说各种轴线之类的装配没有协调,从而导致的装配不达标。
其次是各种装配件当中出现的不协调问题。
主要是在零组件装配方面,部分零组件有外形偏差的情况,同时在各零组件连接的地方,或者是配合面有出现间隙,以及顶碰等情况的发生,导致各个装配组部件不能准确对接固定的位置,并且它们之间的内部构件之间的位置偏移。
最后就是零件和结构的连接孔,以及装配组合件和各自的主、分部件的对接孔等方面的不协调问题,这是对接部位和形状之间的不协调。
还有各种制造工装的不协调等等,这些都是导致飞机装配不协调的主要原因,对飞机的安全有着比较大的威胁。
二、影响飞机装配不协调的主要因素飞机装配作为是飞机生产制造过程当中的一个重要部分,对飞机整体的质量和安全性有着非常大的决定性作用。
为了确保飞机能够正常且安全稳定的运行,相关的飞机制造业需要提高对飞机装配工作的重视,严格把关各个装配过程和关键环节,并进行监控和管理,以提高装配工作的准确度,确保飞机零件和工装组装的协调。
然而在实际的装配过程当中,依然存在部分飞机装配不协调的问题,以及相关工作人员出现设计和操作等方面的错误,对飞机整体的性能和安全稳定有着比较大的威胁。
飞机部件装配人为差错原因及对策研究

飞机部件装配人为差错原因及对策研究摘要:飞机装配是飞机制造的重要环节,保证零件与零件、零件与工装、工装与工装之间的协调,进而保证装配准确度的飞机制造协调方式是飞机制造的重要特点。
通过一系列的专用工艺装备,对有协调要求的形状和尺寸按模拟量进行传递,逐步传递到零件和部件上。
在传递过程中存在一定数量的公共环节,公共环节越多,非公共环节越少,协调准确度就越高。
这种协调方法能以较低的制造准确度保证较高的协调准确度。
关键词:飞机部件装配;人为差错原因;对策;前言:飞机部件的传统质量控制是由操作人员根据工艺文件、数模和技术文件进行的,检验人员以其他方式检验检查结果。
在飞机部件设计复杂、组装复杂和错误可能导致严重质量问题或经济损失的情况下检查作用尤为重要。
一、飞机部件装配人为差错原因1.不管它们是传统的飞机制造方法还是现代的数字飞机制造方法,尽管它们的协调路线和传输方式各不相同,制造部件和铆钉错误都是形状错误的主要方面。
由于飞机的复杂设计和技术装备,飞机的主要部件是金属板,飞机的主要设计形式是零件、紧固件和密封胶。
这决定了飞机部件的组装主要是手工完成的。
因此,在目前的技术水平上,飞机制造不应随着制造方法的变化而改变,这是模具协调不畅的一个重要方面。
此外,上述分析是基于一个配置文件,它实际上具有相同的配置,基于相同组件的不同配置。
这样就形成了一个切口,形状比轮胎小,中间明显有一个缺口;有些切口的形状比夹子大,当夹子闭合时,就会产生强迫反应。
即使是相同截面的分布也是不同的,盘子的外观和部分之间也有间隙,而有些部分在关闭时具有强制性的影响。
2.部件对接接头协调误差。
根据上述分析的误差性质,我们只考虑随机错误,认为它们都在可接受范围内,实际上系统错误和疏忽也可能出现在不同的协调环节,特别是在组装阶段。
因此,组装和正式协调的实际错误大于组装和形式的错误。
飞机的任何部分都由两个部分组成结构和枢纽。
或者两个部分溶解成一个,一个部分的连接是组件结构的一部分;或者两部分是连在一起的。
飞机装配不协调问题的原因及解决方法

(作者单位:哈尔滨飞机工业集团有限责任公司)飞机装配不协调问题的原因及解决方法◎孙恒飞机装配的不协调指的是飞机装配过程中零部件装配位置存在矛盾而难以根据装配图纸完成装配,致使飞机制造的精度难以得到保证。
通常而言,在零件、组件、部件装配与对接、系统附件安装等环节易出现不协调问题,主要可分为装配件与工装定位基准协调性差、装配件之间不协调及工装之间协调性不高三种不协调类型。
一、导致飞机装配不协调问题的影响因素1.人为因素。
目前,飞机制造过程中虽局部已实现机械自动化控制,但在其他大量环节中仍存在人为因素导致的不协调问题。
如设计环节,无论是产品设计还是工装设计,或是工艺方案的制定以及工艺文件的编制等环节均需要人工完成,这些环节若是出现失误,将会对飞机装配、工装及零件等环节的生产质量产生直接影响,从而导致其出现装配不协调的问题。
2.系统误差因素。
特殊环境下,系统可能会出现误差问题而导致飞机装配出现不协调。
如温度变化、重力影响或是在外力作用之下,致使工装或零件的尺寸存在误差,因安装顺序改变或是出现其他规律性变化所导致的误差等等,如铆接变形与温差变形会导致出现系统误差。
(1)铆接变形。
此类变形是指由于钻孔、锪孔的轴向力和切向力、铆接时的锤击力、钉杆的不均匀膨胀等使得产品变形,此类变形有铆接件长度偏差,大开口结构的尺寸变化,蒙皮鼓动、起皱、扭曲,外形尺寸偏差,接头偏扭以及配合孔不同心等原因都会造成不协调。
(2)温差变形。
在温差较大的情况下,由于每种材料的热膨胀系数均不同,便会使工装、零件、组件等结构的尺寸出现不同的变化量,这也会造成不协调。
由于飞机是个系统工程,整体装配周期较长,且结构多为几大部件先分别进行装配后再进行对接,而各大部件在通常情况下均通过各自型架在不同时间和不同温度下进行装配,型架在不同温度下和不同时间下的尺寸可能存在不一样的情况,同时又存在铆接变形的影响,各大组件的框、梁等骨架结构以及用于装配的孔、面等形位公差将可能会受到影响而无法保证正常装配,自然而然会导致总装型架装配时出现不协调的问题。
某型飞机舱门装配不协调原因分析与改进

某型飞机舱门装配不协调原因分析与改进袁少力【摘要】针对某型飞机前、中舱门在机身后段装配困难的情况,分析了其装配不协调的原因,提出改进措施,提高了前、中舱门的装配质量.【期刊名称】《教练机》【年(卷),期】2013(000)003【总页数】5页(P37-41)【关键词】舱门;装配;数字化协调【作者】袁少力【作者单位】中航工业洪都,江西南昌330024【正文语种】中文0 引言前、中舱门装配不协调是某型教练机自生产以来一直存在的问题。
该机前、中舱门为W状结构件,后机身为M状大开口结构,后机身、舱门下架后,均存在一定的变形。
装配时,前舱门有5把前插销锁与机身30框的锁座对接,又与机身左、右下大梁各有3把钩锁连接;中舱门左、右舱门梁上各有3把钩锁与机身左、右下大梁上对应的锁环对接,1横隔板上的4个销锁座孔与前舱门的后插销锁对接,3横隔板上的4把销锁与36框上孔对接,装配时均存在部分插销插不到锁座,部分钩锁钩不到锁环的现象。
为解决前、中舱门装配不协调问题,开展前、中舱门装配研究,围绕零件成形模具数字化协调、装配工装交点、外形卡板数字化协调、前舱门、中舱门装配工艺优化三方面进行研究,提高前、中舱门装配质量。
1 前、中舱门装配的工艺过程1.1 结构特点前舱门安装在后机身下部前方,可拆卸。
前舱门纵向构件主要有舱门梁、纵隔板、型材等,横向主要构件有横隔板等,连接件有钩锁、销锁以及接头。
中舱门结构与前舱门相似,位于后机身下部后方,也可拆卸。
纵向构件主要有舱门梁、纵隔板、型材等,横向主要构件有横隔板等,连接件有钩锁、销锁、销锁座和插销座。
1.2 装配顺序1.2.1 前舱门装配顺序前舱门装配流程:前舱门蒙皮定位—舱门梁定位—1~5横隔板定位—前插销座定位—后插销座定位—钩形锁固定座定位—插销座定位—纵隔板定位铆接。
1.2.2 中舱门装配顺序中舱门装配流程:中舱门蒙皮定位—舱门梁定位—1~3横隔板定位—插销锁座定位—销锁座定位—钩型锁座定位—插销座定位—纵隔板定位。
进气道内蒙皮在承力框处对缝间隙分析
进气道内蒙皮在承力框处对缝间隙分析作者:张越来源:《科学与财富》2019年第02期摘要:本文为了解决某机型进气道内蒙皮与承力框装配时对缝间隙大的问题。
从零件制造、装配流程、工装制造使用等方面进行了详细分析,最终确定产生问题的原因,并从多方面改进,最终解决了某机型与框装配时对缝间隙大的问题。
关键词:进气道;内蒙皮;框;间隙引言:进气道内蒙皮对表面质量要求较高,且外形曲率大,装配难度较大。
在装配型架装配时,蒙皮与承力框套合铆接后,蒙皮对缝间隙大。
增加铝制垫片消除间隙,铆接后蒙皮表面质量极差。
严重影响表面质量及安全。
若不增加垫片,蒙皮对缝间隙的问题又无法解决。
严重影响了产品质量,大大降低了生产效率。
本文通过查找、分析某机型进气道内蒙皮与框装配时对缝间隙过超差的原因,并确定解决此问题的切实可行的措施。
彻底解决了某机型进气道内蒙皮与框装配时对缝间隙大的问题,保证了装配质量。
一、现状调查在进行装配过程中发现,进气道内蒙皮与框出现了不协调问题。
主要集中在以下二个方面:1.1、装配现状⑴蒙皮与框套合后与框贴合处不符合要求,三维数模中理论尺寸为0mm,实际生产中蒙皮与框存在最大2mm长度范围400mm的间隙;⑵将框作为基准,把蒙皮安装在框内缘,使蒙皮与框紧密贴合时,将造成蒙皮对缝间隙过大。
1.2、结构分析进气道内蒙皮是发动机进气通路的一部分,2框蒙皮对合形成内蒙皮。
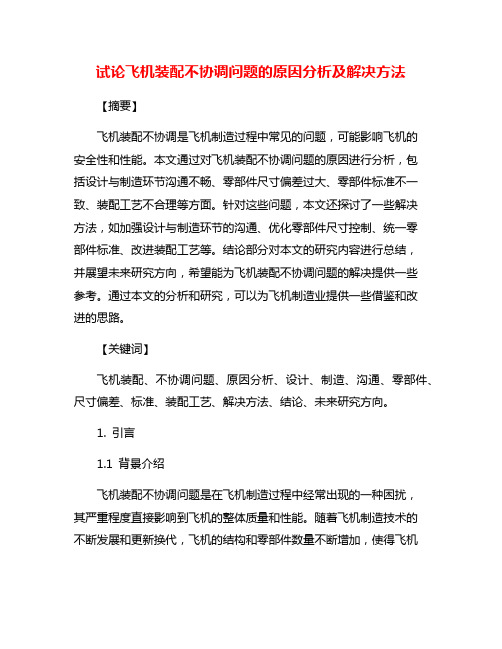
内蒙皮由框支撑,与框套合(图1)。
框为数控加工零件,蒙皮为钣金零件。
框的制造误差较小,且刚度大,定位时以框为基准,蒙皮贴合在框内缘[1]。
发动机安装边与伸出框的进气道内蒙皮连接,蒙皮与框的装配质量严重影响发动机安装边的安装。
内蒙皮在承力框处对合,间隙最大值不允许超过1.5mm,且在一定范围内光滑过度。
二、原因分析2.1、零件问题⑴承力框零件问题承力框是数控加工零件,结构复杂,但通过数控加工成型,零件外形尺寸误差比较小。
但为了彻底清查各项有原因,对生产出的框零件进行重新检验。
试论飞机装配不协调问题的原因分析及解决方法
试论飞机装配不协调问题的原因分析及解决方法【摘要】飞机装配不协调是飞机制造过程中常见的问题,可能影响飞机的安全性和性能。
本文通过对飞机装配不协调问题的原因进行分析,包括设计与制造环节沟通不畅、零部件尺寸偏差过大、零部件标准不一致、装配工艺不合理等方面。
针对这些问题,本文还探讨了一些解决方法,如加强设计与制造环节的沟通、优化零部件尺寸控制、统一零部件标准、改进装配工艺等。
结论部分对本文的研究内容进行总结,并展望未来研究方向,希望能为飞机装配不协调问题的解决提供一些参考。
通过本文的分析和研究,可以为飞机制造业提供一些借鉴和改进的思路。
【关键词】飞机装配、不协调问题、原因分析、设计、制造、沟通、零部件、尺寸偏差、标准、装配工艺、解决方法、结论、未来研究方向。
1. 引言1.1 背景介绍飞机装配不协调问题是在飞机制造过程中经常出现的一种困扰,其严重程度直接影响到飞机的整体质量和性能。
随着飞机制造技术的不断发展和更新换代,飞机的结构和零部件数量不断增加,使得飞机装配工作变得更加复杂和困难。
而飞机装配不协调问题的出现往往会导致飞机的安全性受到威胁,甚至可能引发严重事故。
飞机装配不协调问题的出现主要受到飞机设计与制造环节沟通不畅、零部件尺寸偏差过大、零部件标准不一致以及装配工艺不合理等因素的影响。
这些问题的存在不仅会增加飞机制造的成本和时间,还会对飞机的运行安全性和寿命造成影响。
解决飞机装配不协调问题成为了飞机制造领域的重要课题。
本文将针对飞机装配不协调问题的原因展开深入分析,并探讨相应的解决方法,希望能够为飞机制造业的发展提供有益参考。
1.2 研究目的飞机装配不协调问题一直困扰着飞机制造行业,给飞机的安全性和性能带来了一定的隐患。
本文旨在通过对飞机装配不协调问题的原因进行深入分析,找出其中的症结所在,为解决这一问题提供可行的方法和建议。
具体来说,本研究目的主要包括以下几点:1. 分析飞机装配不协调问题的根本原因,探讨在设计与制造环节中可能存在的沟通不畅情况,寻找造成装配不协调的根源。
航空发动机装配难点与装配质量控制措施

航空发动机装配难点与装配质量控制措施摘要:航空发动机作为一项高精度设备,对制造和装备精准度的要求非常高。
航空发动机是由众多零部件组成的,而且各零部件对精准性的要求非常高,因此,对航空发动机的装配质量提出了更高的要求。
影响航空发动机装配作业的因素较多,为了能够进一步提升航空发动机的装配质量,就需要深入分析各环节的影响因素,采取针对性的措施进行管控,以便能够从整体上提升航空发动机的装配质量。
航空发动机装配工作的进行,通过做好事前预防、装配环节的质量监督以及关键点的管控等各项工作来保障发动机的装配质量。
鉴于此,本文立足于航空发动机的功能概述,围绕发动机的装配难点以及质量管控措施展开如下探讨。
关键词:航空发动机;装配;质量1.发动机功能概述在热力产品中,航空发动机作为重要部件,发挥着非常关键的作用。
航空发动机不仅是单一的动力机器,要求其系统布局科学、严谨,要保障每个零部件的功能和性能。
发动机也被称之为机器的“心脏”,其具有如下功能作用:(1)以动力方式将能量呈现出来,具有传动动力的作用,从而为机械产品的高效运转奠定良好的基础。
(2)发动机具有安全保障作用。
一旦发动机运作失效,将会影响产品的安全性,最终因装配问题和发动机故障而增加产品出现风险事故的几率。
(3)影响产品的使用寿命。
发动机作为基础部件,对整个产品的使用寿命有着很大的影响,主要是因为受发动机自身装配问题以及磨损消耗等方面因素的影响,一旦发动机出现严重的质量问题,就会影响零配件的稳定性,长此以往将会大大降低发动机的使用寿命[1]。
2.影响航空发动机装配质量的因素2.1航空发动机结构复杂装配技术要求较高航空发动机的装配涉及众多零部件,其装配质量直接决定着发动机的性能,为了能够新一步提升航空发动机的装配质量,就需要将各工序有序连接起来。
航空发动机装配工作的进行,主要用到的是人工装配方法,由于该环节的工序多、涉及不同工种的众多人员,因此,受人员分工以及环境因素的影响较大,最终导致具体航空发动机装配工作的开展容易出现漏装以及错装等现象的出现,严重影响了航空发动机的装配进度和装配质量[2]。
配气机构改进的必要性和方法
配气机构改进的必要性和方法俞彬【摘要】现有四冲程往复活塞式内燃机上采用的气门式配气机构,制约了该内燃机节能减排水平的进一步提高:1.汽油机中,气门式配气机构向内往复开闭,使气门头向内伸出占用了缸内空间,导致缸内废气无法完全排出.在怠速、低速时,为了克服残余废气的稀释作用,需加浓混合气,造成CO的大量生成;2.柴油机中,气门式配气机构的气门头对进气气流有阻碍作用,使充量系数和进气流速成反比,为保证充量系数而降低进气流速,导致缸内气体运动强度不够、油气混合不均匀,实际运转时造成CO、PM、NOx的大量生成.为解决上述问题,本人设计了旋转式配气机构.【期刊名称】《汽车科技》【年(卷),期】2019(000)002【总页数】6页(P74-79)【关键词】减少排放;气门式配气机构;旋转式配气机构【作者】俞彬【作者单位】武汉扬子江客车公司,武汉430000【正文语种】中文【中图分类】U464.134在所有的热力机械里,四冲程往复活塞式内燃机(汽油机、柴油机)是应用最广泛的,对它的节能减排研究,意义十分重大。
在对该内燃机中污染物的生成机理及现有减排措施进行分析后,本人认为:四冲程往复活塞式内燃机污染物排放的进一步降低,受到气门式配气机构的制约,改变配气机构设计,是当下减少四冲程往复活塞式内燃机污染物排放的最佳选择,具体阐述如下。
1 气门式配气机构改进的必要性讨论四冲程往复活塞式内燃机(以下简称内燃机)的减排,首先要明确内燃机污染物生成的条件。
内燃机常用的HC燃料(汽油、柴油、天然气等),在气缸内完全燃烧时(即氧气、温度、燃烧时间均满足条件时),不考虑燃料中混杂的微量杂质,将只产生CO2和 H2O。
而内燃机中污染物的生成主要的原因,概括的来说是:HC燃料在缺氧条件下,不完全燃烧生成的CO和PM;高温(2000K左右)、富氧(过量空气系数Φa≈1.1)的条件下,参与燃烧的空气中的氧和氮发生反应生成NOx;未来得及燃烧的HC作为污染物直接排出[1]。
发动机装配线平衡改善

发动机装配线平衡改善第一章:绪论1.1背景介绍1.2发动机装配线平衡的概念第二章:改进发动机装配线平衡方法2.1相关解释2.2分析发动机装配线平衡影响因素2.3探讨发动机装配线平衡改善措施第三章:实验方法3.1平衡原理说明3.2实验前准备3.3平衡实验步骤第四章:结果分析4.1测试结果4.2性能分析第五章:结论与建议5.1结论5.2建议第六章:总结6.1总结6.2展望第一章:绪论本章主要介绍发动机装配线平衡改善的相关背景信息,以及其基本理念。
1.1背景介绍近年来发动机装配线已成为汽车零部件制造行业的重要组成部分。
随着技术的不断进步和生产效率的不断提高,发动机装配线在生产效率、产品质量方面发挥着重大作用。
然而,由于工厂未能按照标准要求进行装配线平衡,会导致安全风险的存在,影响产品的生产效率,以及特殊耗材的损耗等。
因此,有必要开展对发动机装配线平衡改善的研究,以提高产品的质量和生产效率。
1.2发动机装配线平衡的概念发动机装配线平衡是指利用机械平衡原理,将装配线各部分的重量控制在最佳的范围内,达到最佳的装配线安全性能要求的过程。
该过程旨在确保发动机装配线的安全性和高效运行。
发动机装配线平衡的关键在于对装配线各零部件的重量进行准确的统计,并在安全范围内进行调整。
需要注意的是,装配线平衡要求每一部分的重量之和应与装配线总重量保持一致。
第二章:改进发动机装配线平衡方法本章主要介绍发动机装配线平衡改善的相关解释、分析影响因素、以及改善措施。
2.1相关解释发动机装配线平衡改善是指根据装配线的特性,改变和优化装配线各部分重量,使各部分重量保持平衡,以提高装配线使用寿命和安全性能的操作过程。
2.2分析发动机装配线平衡影响因素发动机装配线平衡影响因素主要有:链条、凸轮、模块、凸轮带和承载件,其中最重要的是凸轮位置,凸轮位置不可太靠近装配线中心,尽量将其放置在一边以增加装配线的稳定性。
此外,还需要考虑发动机装配线的机械特性,如转动惯量、转轴形状、叶片数量、链路长度等。
机电设备安装常见技术问题及改善办法
机电设备安装常见技术问题及改善办法摘要:随着机电设备应用时间的增加,一些问题逐渐暴露出来,如果这些技术问题并未获得及时解决,将会直接影响机电设备的应用效果。
因此管理人员需要针对机械设备安装时常出现的技术问题,设计一些问题改善方式,避免由于技术问题影响技术问题影响机电设备正常运行。
本文首先分析提高机电设备安装技术使用效果的方式,其次探讨机电设备安装质量控制要点,以期对相关研究产生一定的参考价值。
关键词:机电设备安装;常见技术问题;改善办法引言:在机电设备应用量不断增多的情况,机电设备安装效果关系着设备后续应用效果,因此安装人员应该尽量提高机电设备安装工作的规范性,降低产生技术问题的可能性,对于提高机电设备安装质量具有促进作用。
1机电设备安装中常出现的问题1.1设备连接问题在机电设备安装过程中,设备连接出现问题,导致两个机电设备难以正常连接在一起,如果情况严重,可能会受到机械力产生的影响导致组件出现松动问题,容易使构件在应用过程中产生滑落问题、松脱问题,将会增加出现安全事故的可能性。
如果机电设备的螺栓以及螺母难以紧密连接在一起,将会导致装配处理时存在空隙,此时装配处理的时候会产生热效应,机电设备极易发生短路问题。
在机电设备安装过程中,若是螺母连接过紧,在受到机械影响、电磁影响的时候,螺牙会产生连接过松问题、滑丝问题,将会引发安全隐患问题。
在螺栓、螺母安祖昂阶段,如果出现电流传导问题,安装人员应该重点关注电热状况,防止安装阶段产生电热效应。
如若螺栓、螺母在压接处理的时候产生闪失,接触电阻不断增多,将会造成一些安全问题,在通电处理以后,机电设备会产生比较多的热量,此时极易产生氧化问题,使得连接位置增加被烧毁的风险,容易造成短路问题。
1.2机电设备出现电气问题在安装隔离开关的时候,并未考虑到机电设备之间的接触面积,一旦出现操作缺乏规范性、操作不当问题,将会增加机电设备触头、断路器安装时出现的失误问题,将会严重影响机电设备的安装质量,可能会引发安全问题。