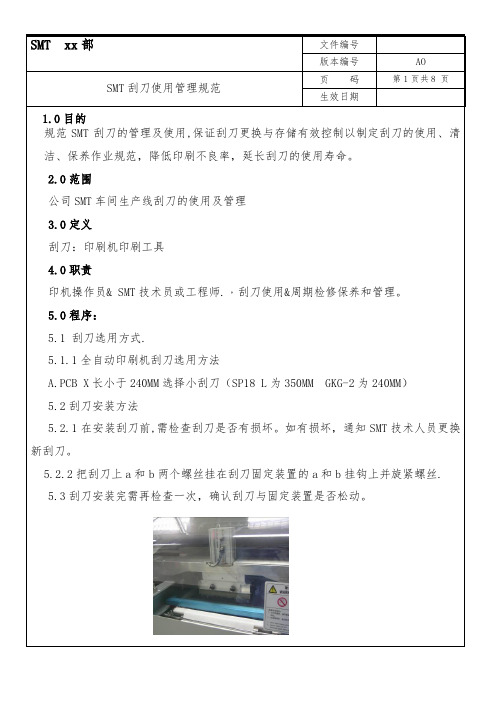
SMT 印刷机刮刀确认图示
smt不良现象要因分析图--鱼骨图

SMT 不良现象偏移要因分析图環境因素人 員人為碰掉零件PAD 上有異物上料零件不良預檢碰掉零件頂Pin 孔未清理干淨電極氧化電極損傷PCB 不良 PCB 板彎HMT 漏件印刷錫膏被擦傷人為疏忽漏貼未預告停電頂Pin 擺放不均衡 頂Pin 高度不良著裝頂Pin 不良Nozzle 贓污 真空管破損Nozzle 真空不良真空電磁閥不良 過濾棉贓污PCB 推杆碰到零件軌邊不良軌邊不順暢裝著零件速度太快吸嘴型號選用不當Mounting gap 設置不當 裝貼偏移零件座標不良材料不良 設備因素印刷時PA D 上無錫或少錫工法不良SMT 缺件不良特性要因分析图缺 件SMT 不良现象损件要因分析图SMT 材料不良要因分析图文- 汉语汉字编辑词条文,wen,从玄从爻。
天地万物的信息产生出来的现象、纹路、轨迹,描绘出了阴阳二气在事物中的运行轨迹和原理。
故文即为符。
上古之时,符文一体。
古者伏羲氏之王天下也,始画八卦,造书契,以代结绳(爻)之政,由是文籍生焉。
--《尚书序》依类象形,故谓之文。
其后形声相益,即谓之字。
--《说文》序》仓颉造书,形立谓之文,声具谓之字。
--《古今通论》(1) 象形。
甲骨文此字象纹理纵横交错形。
"文"是汉字的一个部首。
本义:花纹;纹理。
(2) 同本义[figure;veins]文,英语念为:text、article等,从字面意思上就可以理解为文章、文字,与古今中外的各个文学著作中出现的各种文字字形密不可分。
古有甲骨文、金文、小篆等,今有宋体、楷体等,都在这一方面突出了"文"的重要性。
古今中外,人们对于"文"都有自己不同的认知,从大的方面来讲,它可以用于表示一个民族的文化历史,从小的方面来说它可用于用于表示单独的一个"文"字,可用于表示一段话,也可用于人物的姓氏。
折叠编辑本段基本字义1〃事物错综所造成的纹理或形象:灿若~锦。
刮刀管理规范

当生产线停机超过30分钟,将刮刀上的锡膏清理到锡膏瓶中并清洗刮刀;
当转机时刮刀拆下不用时,需将刮刀放在指定的规划放置区域;
刮刀清洗后,应仔细检查刮刀是否清洗干净;
铲锡膏与清洗刮刀时,应小心操作,以免损坏刮刀片;
刮刀验收合格后,交设备管理员保管。将刮刀分类放置于“有铅或RoHS刮刀放置处的刮刀架上。RoHS刮刀要做醒目的RoHS标识,以便目视管理;
刮刀需平稳地放在刮刀放置架上,需保护好刀片刃口;
7. 刮刀领用:
生产线根据生产产品的要求去设备仓领取刮刀,并记录于<<刮刀领用记录表>>;
生产过程中轻拿轻放,每班交班时清洗干净后交由下一班使用;
11.注意事项:
清洗刮刀时用酒精清洗,小心碰撞,避免变形;
搬运和使用刮刀时, 必须小心谨慎, 严禁用任何硬物碰撞刮刀片, 以免刮刀片损坏与变形;
“有铅”与“RoHS”刮刀必须严格标识,并分类存放管理,预防生产使用错误;
报废刮刀请做好标识并分区放置。
12.参考文件:无
13.使用记录:
《刮刀验收报告表》、《SMT刮刀清单》、《刮刀领用记录表》、《刮刀保养记录表》;
4.刮刀规范管理流程图:
5.刮刀制作:
工艺工程师根据和产品配套的钢网设计需求,设计刮刀的规格尺寸并送外制作;
新制作刮刀验收长度要求根据PCB板长度与印刷机要求来规定,现有刮刀长度为:200~300mm,宽度为25~35mm,刮刀片厚度选用0.3mm,规格要求::::::
刮刀制作时应同步制作刮刀两侧的挡板,防止在印刷过程中锡膏向刮刀两侧堆积;
SMT刮刀使用管理规范标准[详]
![SMT刮刀使用管理规范标准[详]](https://img.taocdn.com/s3/m/b807ff93b4daa58da0114ae5.png)
:1.0目的规SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规,降低印刷不良率,延长刮刀的使用寿命。
2.0围公司SMT车间生产线刮刀的使用及管理3.0定义刮刀:印刷机印刷工具4.0职责印机操作员& SMT技术员或工程师.﹐刮刀使用&周期检修保养和管理。
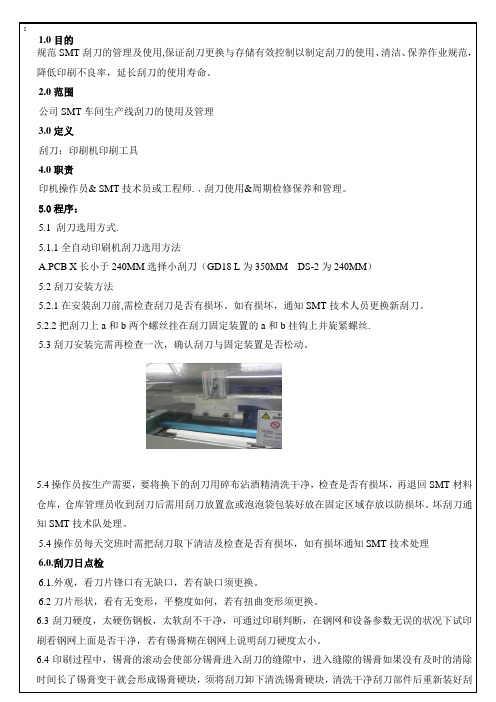
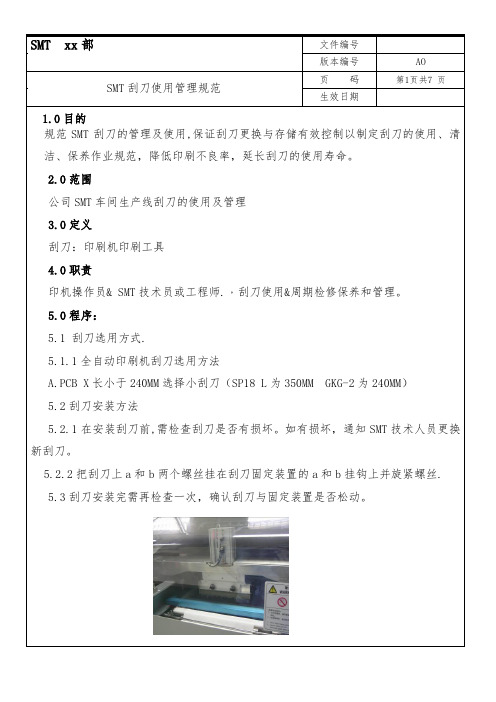
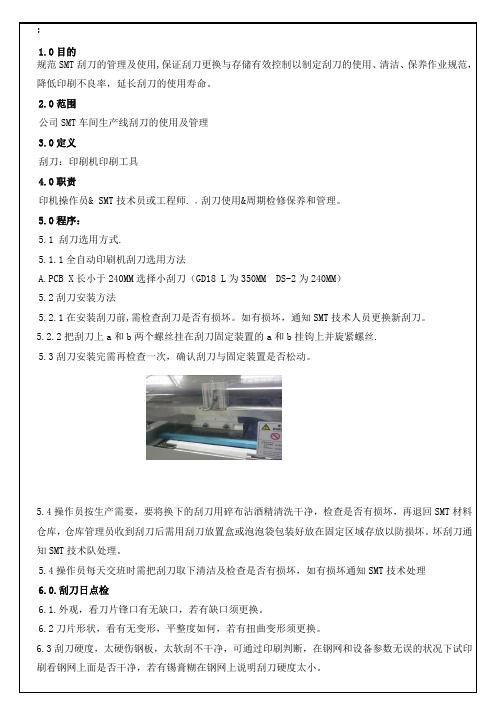
5.0程序:5.1 刮刀选用方式.5.1.1全自动印刷机刮刀选用方法A.PCB X长小于240MM选择小刮刀(GD18 L为350MM DS-2为240MM)5.2刮刀安装方法5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT技术人员更换新刮刀。
5.2.2把刮刀上a和b两个螺丝挂在刮刀固定装置的a和b挂钩上并旋紧螺丝.5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布沾酒精清洗干净,检查是否有损坏,再退回SMT材料仓库,仓库管理员收到刮刀后需用刮刀放置盒或泡泡袋包装好放在固定区域存放以防损坏。
坏刮刀通知SMT技术队处理。
5.4操作员每天交班时需把刮刀取下清洁及检查是否有损坏,如有损坏通知SMT技术处理6.0.刮刀日点检6.1.外观,看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状,看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度,太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮刀。
要求设备操作人员每次清洗钢网时将刮刀清洗干净。
6.5钢刮刀片的使用寿命定为20万次印刷次数,要求每月进行月保养,确认刮刀的性能。
生产术人员要随时关注印刷状况,如果印刷效果突然变差,或者钢板上局部或某些位置印刷后残留较多锡膏,可能刮刀片损伤或疲劳,需要更换刀片。
SMT钢网 刮刀管理指南

改订履历制、改订NO. 制、改订日 主要内容 制、改订者信息1. 目的为规范 电子厂的钢网,刮刀使用及其管理,特制定SMT 钢网,刮刀管理指南。
2. 范围适用于电子厂SMT所有钢网,刮刀的使用及管理3. 责任3.1 钢网制作责任由SMT 技术管理担当/设备管理担当根据需要情况,汇报决裁后制作。
3.2 钢网管理责任SMT生产部门: 所有的钢网使用,清洗,保存.SMT设备技术:(1)对接收的钢网进行检查判定.对供应商模板制作要求及检验报告等文件确认.张力测定.(2)管理人员对接收到的钢网进行检查并记录《钢网管理台帐》 SMT 品质部门: 负责对钢网的使用及其管理进行监督;3.3 刮刀管理责任刮刀由技术/设备部门对新购买刮刀确认,使用,管理。
4.钢网制作基准:4.1 设计尺寸:自动印刷设备:650mm×550mm / 736mm×736mm手动印刷设备: 470mm×370mm4.2 钢网厚度基准:(1)元件最小PITCH小于等于0.3 mm的产品,选取0.125mm以下的模板;(2)元件最小PITCH为0.4 mm的产品选取0.13mm的模板,(3)最小间距大于或等于0.5 mm的产品选取0.15mm的模板4.3 钢网制作方法:-确认分析要制作的MODEL部品别LAND SIZE-确认SMD JIG 类的制品排列位置考虑,受力的方向决定钢网式样.;按焊盘1:1开内切圆.元件,为有效的防止锡珠的产生,通)(5) IC(SOJ、QFP、SOP、PLCC等)的开口设计:1) Pitch=0.40mm的IC长度按原焊盘向外加长0.1mm或10%,宽度无特殊要求开0.185mm,一般宽度在0.18mm~0.19mm之间取值,焊盘开口形状为椭圆形或方形倒圆角.2) Pitch=0.50mm的IC长度按原焊盘外加长0.1mm或10% ,宽度无特殊要求开0.235mm,一般宽度在0.22mm~0.24mm之间取值,焊盘开口形状为椭圆形或方形倒圆角.3) Pitch=0.65mm的IC长度按原焊盘外加长0.1mm或10%,宽度为(45%~50%)Pitch,一般宽度在0.28mm~0.33mm 之间取值。
【精品文档】知名品牌公司SMT刮刀使用管理规范
10.0刮刀使用:
10.1刮刀清洗剂:酒精或洗板水.刮刀清洗辅助材料:白碎布或无尘纸.
10.2刮刀清洗频率:每班一次,与洗钢网同时进行。
10.3刮刀每日进行一次日常点检,每月一次把刮刀从刀架上拆下来进行保养。
12.0流程图
无
13.0参考资料
14.0附件
钢网张力测试记录表
钢网编号
机种
左上
右上
中间
左下
右下
判定结果
测试人
日期
1.测试要求参照钢网制作、使用管理规范,张力小于35N/CM则NG,停止使用;
2.转拉上线、停拉下线需对钢网张力进行测试,在线连续使用每24小时抽测一次;
3、跟线技术员如实填写测试记录,每月回收存档;
7.0刮刀保养
7.1月保养须轻拿轻放,避免对锋线造成伤害。
7.2刀座的角度一般有2种,常用的为50-70度,设为60度,另一种为45度
7.3每月对刮刀进行月保养,检查刀缝是否残留有杂物,检查刀片是否变形、弯曲查看刀片锋口有无缺口,要确认刀口的平坦度确认方法:
1.放在平台上看有无缝隙,用塞尺过0.2MM,不能过为OK;反之判为NG,须更换新的刮刀;
2.在同等条件下,与新的刮刀印刷出的产品对比其印刷品质,测试其厚度是否在其规定范围内,依此来判断刮刀的使用寿命
8.0刮刀片的验收确认.
8.1.规格:
长(2种规格):280MM、350MM允许误差±1MM.
宽(2种规格):30MM, 40MM允许误差±1MM.厚度:0.22±0.05MM.
8.2.螺丝孔大小、数量、位置:用同样规格的OK刮刀紧贴新刮刀,对正螺丝位确认螺丝孔大小、数量、位置必须一致.
最新SMT刮刀使用管理规范精选
:1.0目的规范SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规范,降低印刷不良率,延长刮刀的使用寿命。
2.0范围公司SMT车间生产线刮刀的使用及管理3.0定义刮刀:印刷机印刷工具4.0职责印机操作员& SMT技术员或工程师.﹐刮刀使用&周期检修保养和管理。
5.0程序:5.1 刮刀选用方式.5.1.1全自动印刷机刮刀选用方法A.PCB X长小于240MM选择小刮刀(GD18 L为350MM DS-2为240MM)5.2刮刀安装方法5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT技术人员更换新刮刀。
5.2.2把刮刀上a和b两个螺丝挂在刮刀固定装置的a和b挂钩上并旋紧螺丝.5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布沾酒精清洗干净,检查是否有损坏,再退回SMT材料仓库,仓库管理员收到刮刀后需用刮刀放置盒或泡泡袋包装好放在固定区域存放以防损坏。
坏刮刀通知SMT技术队处理。
5.4操作员每天交班时需把刮刀取下清洁及检查是否有损坏,如有损坏通知SMT技术处理6.0.刮刀日点检6.1.外观,看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状,看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度,太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮XXX XXX XXX。
印刷机刮刀使用次数和点检记录表

备注: 1、刮刀的累计使用寿命为10万次,达到使用寿命是对刮刀片进行更换并刮刀片更换时间一栏中填写更换时间和日期,没有更换用“/”标示。 2、点检项目OK后打“√”,点检NG后“×”停止使用并立即通知技术员进行确认和更换损坏部件。
线别
项目 日期
JO单号
印刷机刮刀使用次数和点检记录表
机种
班 单次印 别 刷次间
刮刀 表面
刮刀的点检项目
使用人 刀片 刀片 刀片固 刀口平 (点检人) 刀口 形状 定螺丝 坦度
确认人
备注
备注: 1、刮刀的累计使用寿命为10万次,达到使用寿命是对刮刀片进行更换并刮刀片更换时间一栏中填写更换时间和日期,没有更换用“/”标示。 2、点检项目OK后打“√”,点检NG后“×”停止使用并立即通知技术员进行确认和更换损坏部件。
刮刀管理规范

刮刀验收,检验:
5.7.1 新刮刀或在线生产的刮刀检验内容如下: a. 手持刮刀作纵向观察,确认刮刀刀片部分是否变形、弯曲、损伤. b 将刮刀放于检验治具大理石上,刮刀刀锋受力于大理石平面 c 用塞尺从刀锋与大理石 缝隙塞量小于或等于0.2mm为OK﹐表示刮刀平整﹐无刮痕
5.8 刮刀编码原则:
DEK---------200MM-----001 型 号------长度-----编号
6.使用表单:
6.1 《刮刀登记明细表》 6.2 《刮刀领. 目的: 能有效地使用与保存刮刀﹐使之达到规范要求能有利生产﹐保证印刷质量。 2. 范围: 适用于SMT印刷机的所有刮刀。 3. 参考: 无 4. 职责: 操作人员﹕对刮刀作清洁、归还。 生技人员﹕对刮刀进行检验、领用。 5. 作业内容: 5.1 5.2 5.3 5.4 5.5 5.6 5.7 设备工程部门根据生产需要,申请生产所需刮刀架或刮刀钢片。 刮刀片为0.2mm厚度的钢片,选用刮刀长度取决于PCB的长度,刮刀长度规格分别为:L:150MM、200MM、 250MM、300MM、350MM等,DEK印刷机刮刀角度标准为60度夹角。 刮刀进厂后由设备工程进行检验,检验发现有刮刀NG的退回厂商处理 ,将检验OK的刮刀编号入库并填写 《刮刀登记明细表》 。 生产线印刷员在刮刀领用前需检查刮刀是否OK,有否变形,后填写《刮刀领用登记表》,生产机种、工单号、 拼板数量、工单数量等详细信息。 生产线印刷员在归还刮刀时应检查刮刀有否变形,并由工程确认后在《刮刀领用登记表》中登记归还人,时间, 印刷次数等信息。 生产过程刮刀使用次数达到100000次需报废处理,刮刀领用/归还时检验时发现刮刀片变形,破损时需进行报 废处理 。
某x司SMT刮刀使用管理规范
6.6合理设定和管理印刷参数避免摩擦力过大。
6.7检查刮刀表面处理,如镀镍脱落须更换(一般寿命1年,镀层脱落也要立即更换)
12.0流程图
无
13.0参考资料
14.0附件
钢网张力测试记录表
钢网编号
机种
左上
右上
中间
左下
右下
判定结果
测试人
日期
1.测试要求参照钢网制作、使用管理规范,张力小于35N/CM则NG,停止使用;
2.转拉上线、停拉下线需对钢网张力进行测试,在线连续使用每24小时抽测一次;
3、跟线技术员如实填写测试记录,每月回收存档;
6.0.刮刀日点检
6.1.外观,看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状,看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度,太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮刀。要求设备操作人员每次清洗钢网时将刮刀清洗干净。
7.0刮刀保养
7.1月保养须轻拿轻放,避免对锋线造成伤害。
7.2刀座的角度一般有2种,常用的为50-70度,设为60度,另一种为45度
7.3每月对刮刀进行月保养,检查刀缝是否残留有杂物,检查刀片是否变形、弯曲查看刀片锋口有无缺口,要确认刀口的平坦度确认方法:
SMT刮刀
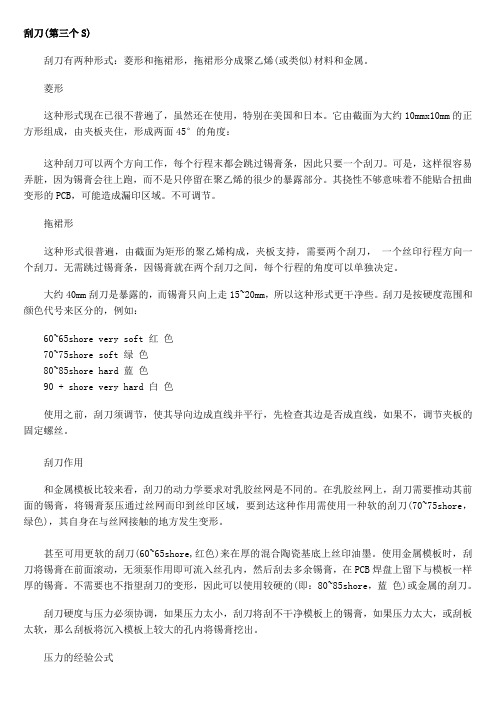
刮刀(第三个S)刮刀有两种形式:菱形和拖裙形,拖裙形分成聚乙烯(或类似)材料和金属。
菱形这种形式现在已很不普遍了,虽然还在使用,特别在美国和日本。
它由截面为大约10mmx10mm的正方形组成,由夹板夹住,形成两面45°的角度:这种刮刀可以两个方向工作,每个行程末都会跳过锡膏条,因此只要一个刮刀。
可是,这样很容易弄脏,因为锡膏会往上跑,而不是只停留在聚乙烯的很少的暴露部分。
其挠性不够意味着不能贴合扭曲变形的PCB,可能造成漏印区域。
不可调节。
拖裙形这种形式很普遍,由截面为矩形的聚乙烯构成,夹板支持,需要两个刮刀,一个丝印行程方向一个刮刀。
无需跳过锡膏条,因锡膏就在两个刮刀之间,每个行程的角度可以单独决定。
大约40mm刮刀是暴露的,而锡膏只向上走15~20mm,所以这种形式更干净些。
刮刀是按硬度范围和颜色代号来区分的,例如:60~65shore very soft 红色70~75shore soft 绿色80~85shore hard 蓝色90 + shore very hard 白色使用之前,刮刀须调节,使其导向边成直线并平行,先检查其边是否成直线,如果不,调节夹板的固定螺丝。
刮刀作用和金属模板比较来看,刮刀的动力学要求对乳胶丝网是不同的。
在乳胶丝网上,刮刀需要推动其前面的锡膏,将锡膏泵压通过丝网而印到丝印区域,要到达这种作用需使用一种软的刮刀(70~75shore,绿色),其自身在与丝网接触的地方发生变形。
甚至可用更软的刮刀(60~65shore,红色)来在厚的混合陶瓷基底上丝印油墨。
使用金属模板时,刮刀将锡膏在前面滚动,无须泵作用即可流入丝孔内,然后刮去多余锡膏,在PCB焊盘上留下与模板一样厚的锡膏。
不需要也不指望刮刀的变形,因此可以使用较硬的(即:80~85shore,蓝色)或金属的刮刀。
刮刀硬度与压力必须协调,如果压力太小,刮刀将刮不干净模板上的锡膏,如果压力太大,或刮板太软,那么刮板将沉入模板上较大的孔内将锡膏挖出。
SMT钢网刮刀管理程序(含表格)
文件制修订记录1.0目的:为了使钢网制作和使用前检查确认以及生产中管理和维护得到有效的管制,确保生产正常使用,特制定本规范.2.0适用范围:SMT车间的钢网、刮刀适用于本指引管理.3.0定义:钢网、刮刀:生产时印刷PCB板焊盘上锡膏之工具。
4.0参考文件QP750《产品实现过程控制指引》QP750R17《温湿度管理规定》WGI-0741《钢网清洗/检查作业指导书》WGI-15783 《钢网张力测试操作指导书》WGI-0742《SMT钢网清洗机操作指导书》5.0职责:5.1工程部IE系:5.1.1负责向SMT技术提供PWB GERBER文件及客户特殊要求等。
5.1.2 负责向客户提供钢网开口文件进行确认,并将客户承认结果回复给SMT 技术。
5.2 SMT技术: 5.2.1负责制定钢网开口基准(如客户有特殊要求则按其标准制作,否则一律按公司标准执行)5.2.2对钢网制作商开口数据进行修改、确认;5.2.2对新钢网进行验收及编号;5.2.3对生产部提报报废钢网的审查;制作钢网流程图:5.3采购课:负责下采购单,及到货纳期的跟进。
5.5 SMT生产:5.5.1钢网标签的张贴5.5.2钢网管理信息的跟进(机种名、面别、钢网厚度等)5.5.3钢网在使用中之保养维护和使用完后对钢网进行清洁及保管5.5.4钢网报废单的提出及跟进。
6.0内容:6.1钢网申请6.1.1 SMT技术接收到新产品导入信息时,联络工程部生产技术课IE系提供制作钢网的PWB GERBER文件及生产特殊要求等。
SMT技术工艺工程师按《钢网开口管理规范》及客户特殊需求下达申购单。
6.1.2 SMT技术工程师进行钢网回传资料确认(如有需要再修改项目,提出要求联络制作商再次修改资料并回传),确认OK的资料由工程部生产技术课IE 系发送到客户方进行最终承认后方能制作。
6.2钢网制作:如客户对钢网开口制作有特殊要求则按其标准制作,否则一律按公司《钢网开口管理规范》标准执行。
SMT刮刀使用管理规范指导书
SMT刮刀使用管理规范指导书1. 引言本文档旨在为SMT(表面贴装技术)生产线上刮刀的使用提供指导。
刮刀是贴装工艺中的重要工具,正确使用和维护刮刀有助于提高贴装质量和生产效率。
本规范指导书包含了SMT刮刀的选择、使用、保养和更换等方面的规范要求,以及对刮刀使用过程中常见问题的解决方案。
2. 刮刀的选择在选择刮刀时,应考虑以下因素:2.1 刮刀材质常见的刮刀材质包括不锈钢和聚氨酯。
不锈钢刮刀的耐磨性较好,适用于处理较硬的材料;而聚氨酯刮刀韧性更强,适合处理较薄的材料。
根据实际需求选择合适的材质。
2.2 刮刀尺寸刮刀的尺寸应根据贴装工艺中所需的排胶线宽度来选择,通常情况下,刮刀宽度比待贴封装元件宽度略大即可。
2.3 刮刀硬度刮刀的硬度直接影响到刮胶效果,通常使用硬度为50-70度的刮刀效果较好。
3. 刮刀的使用3.1 准备工作在使用刮刀之前,需要做好以下准备工作:•确保刮刀平整、无明显损伤;•清理刮胶辊和刮胶板的残胶;•调整刮刀间隙,使其与PCB表面接触良好。
3.2 刮胶操作流程刮胶操作应按照以下流程进行:1.将刮胶料倒入刮胶板,并平均分布;2.将刮刀沿着板上刮胶口的方向,以适当的角度和压力进行刮胶;3.在刮胶结束后,立即清理刮刀和刮胶板上的残胶。
3.3 刮刀使用注意事项•刮胶时应保持刮刀的水平和稳定,避免刮出的胶线出现起皮、波浪等问题;•刮胶时刮刀的速度应适中,过快或过慢都会影响刮胶质量;•避免使用过长时间或多次使用的刮刀,以免影响刮胶效果;•频繁检查刮胶刀刃的磨损情况,及时更换刮刀;4. 刮刀的保养与更换4.1 刮刀的保养刮刀保养是保证刮胶质量和刮刀寿命的关键。
以下是刮刀的保养要点:•使用后及时清洗刮刀,避免胶料残留;•对金属刮刀,应防止生锈,并定期涂一层防锈油;•对聚氨酯刮刀,刮完胶后应立即清理并保持干燥。
4.2 刮刀的更换当刮刀出现以下情况时,应及时更换:•刮刀刀口出现明显磨损或变形;•刮胶质量明显下降,出现胶线不匀或起皮等问题;•刮刀表面出现严重的刮痕或损伤;•刮刀硬度变化明显。
SMT刮刀使用管理规范
:1.0目的规范SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规范,降低印刷不良率,延长刮刀的使用寿命。
2.0范围公司SMT车间生产线刮刀的使用及管理3.0定义刮刀:印刷机印刷工具4.0职责印机操作员& SMT技术员或工程师.﹐刮刀使用&周期检修保养和管理。
5.0程序:5.1 刮刀选用方式.5.1.1全自动印刷机刮刀选用方法A.PCB X长小于240MM选择小刮刀(GD18 L为350MM DS-2为240MM)5.2刮刀安装方法5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT技术人员更换新刮刀。
5.2.2把刮刀上a和b两个螺丝挂在刮刀固定装置的a和b挂钩上并旋紧螺丝.5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布沾酒精清洗干净,检查是否有损坏,再退回SMT材料仓库,仓库管理员收到刮刀后需用刮刀放置盒或泡泡袋包装好放在固定区域存放以防损坏。
坏刮刀通知SMT技术队处理。
5.4操作员每天交班时需把刮刀取下清洁及检查是否有损坏,如有损坏通知SMT技术处理6.0.刮刀日点检6.1.外观,看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状,看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度,太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮刀。
要求设备操作人员每次清洗钢网时将刮刀清洗干净。
6.5钢刮刀片的使用寿命定为20万次印刷次数,要求每月进行月保养,确认刮刀的性能。
生产中技术人员要随时关注印刷状况,如果印刷效果突然变差,或者钢板上局部或某些位置印刷后残留较多锡膏,可能刮刀片损伤或疲劳,需要更换刀片。
SMT刮刀使用管理规范
SMT刮刀使用管理
规范
:
1.0目的
规范SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规范,降低印刷不良率,延长刮刀的使用寿命。
1
2020年4月19日
文档仅供参考
2.0范围
公司SMT车间生产线刮刀的使用及管理
3.0定义
刮刀:印刷机印刷工具
4.0职责
印机操作员& SMT技术员或工程师.﹐刮刀使用&周期检修保养和管理。
5.0程序:
5.1 刮刀选用方式.
5.1.1全自动印刷机刮刀选用方法
A.PCB X长小于240MM选择小刮刀(GD18 L为350MM DS-2为240MM)
5.2刮刀安装方法
5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT技术人员更换新刮刀。
5.2.2把刮刀上a和b两个螺丝挂在刮刀固定装置的a和b挂钩上并旋紧螺丝.
5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布沾酒精清洗干净,检查是否有损
坏,再退回SMT材料仓库,仓库管理员收到刮刀后需用刮刀放置盒或泡泡袋包装
2
2020年4月19日。
SMT钢网刮刀清洗记录表

日期
客户
SMT钢网/刮刀清洗记录表机种清洗项目来自清洗时间(分钟) 作业员 确认人
钢网 刮刀 开始 结束 用时
备注
备注: 1、钢网清洗频率:正常生产过程中:4H/1次;停线超过2小时必须对钢网进行清洗;印刷出现异常时需立即清 洗钢网。 2、刮刀清洗频率:正常生产过程中:24H/次;停线超过2小时必须对刮刀进行清洗。 3、清洗效果:网孔位置及内壁无锡膏残留,钢片及网框表面没有锡膏残留,刮刀和刀架表面没有锡膏残留。 4、清洗完毕做好相关记录报表。 5、清洗后在对应的清洗项目位置打“√”。