FMPD-097 A线工艺记录
(工艺技术)工艺检查记录

(工艺技术)工艺检查记录注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
工艺点检记录表DY-JL-ZK-06A/1注:该记录此版本(A/1)从2013年8月1日起执行,之前的版本同时作废。
木业公司HDF生产工艺单

重量(Kg)
38.2~38.8
热压
及
后
处
理
严格按照工艺曲线,确保每车板终点位置到位
终点位置
A
第一峰位置
A
B
B
热压板温度
A
190~195℃
B
190~195℃
导热油温度
A
线
上层
185~195℃
B
线
上层
185~195℃
中层
185~195℃
中层
185~195℃
下层
185~195℃
毛板必须堆放48小时后才能砂光(试砂板除外)
规格
12mmHDF 1261X2470X12
胶水类别
山东淄博
甲醛释放量
E2
密度(kg/m³)
820~840
削片树种
小杨木
木片含水率(﹪)
35~46
鲜干搭配比例
3:7
热磨
纤维筛分值
粗≤13 %中≥67 %细≤20 %
纤维颜色
色泽亮丽,手感柔和
纤维含水率
9.5﹪±0.5(特殊情况可以适当的微调MIN8.5,MAX10.5)
净板重量
30.6~31kg
毛板总长:5075~5095
毛板堆放上下四个垫方必须一置
砂光
成品板厚度12±0.05mm
对角线偏差≤3mm
必须保证正反面砂削量一致,不准有横向纵向浪纹,更不能有啃角啃尾塌边
毛板必须堆放48小时后才能砂光(试砂板除外)
所有工艺修改要以书面通知为准。
制表:工艺技术部
小杨木
木片含水率(﹪)
35~46
鲜干搭配比例
典型工艺规程(10月30日)
胶条与工作室内底板间应留有一定空隙,避免接触损坏胶条。
3.3
XST数显调节仪由主管工艺操作,其它任何人不得使用。
3.4
操作人员应经常清理箱内杂物,保持箱内清洁。
3.5
除加热胶条外,本设备严禁它用。
工艺
指导工艺
校对
审核
更改标记
修改单号
修改的简要内容
签字
日期
检验
QLB45
型号
Q
编号
04—104—2
止按钮,停止加油并必须立即把转换开关放到自动位置。
5.3
因A、B两线的加注机共用一个油泵,故南北线任意一加注机切换至手动位置时另一加注机即失去自动功能;同时由于两线加注机油箱的相互保护是由电磁阀
实现的,因此当手动操作完成后必须立即把转换开关切换至自动位置关闭电磁阀,以免另一加注机加油时也对本加注机进行加油。
将MRC/ XRC电源旋至ON。
3.3
打开供给机器人的压缩空气开关,并检查气压是否正常(气源压力应为0.45MPa)。
3.4
在主操作盘上,按下“MRC电源开”按钮。
3.5
按“MRC /XRC遥控按钮,灯亮。
3.6
按“MRC伺服ON”按钮/按“XRC再现”按钮,灯亮。
3.7
按“调用主程序”按钮两次,灯亮(对XRC控制柜)。
5.4
因南北线每组加注机油泵控制电源均由南线供给,因此当南线加注机出现故障或停产时,应把转换开关切换至空位上,不能关掉加注机总电源。
5.5
当“油液补充中”灯已亮,而液位显示计中的液面并未上升或还在下限位时,操作者应马上按下急停钮并通知维修站及时处理。
更改标记
修改单号
修改依据
签字
电线电缆制造工艺文件@@
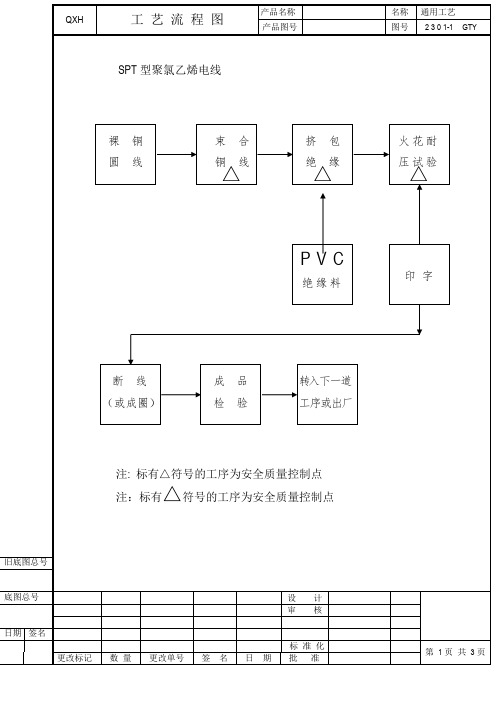
QXH
工艺说明
产品名称 束线工序检验卡 产品图号
编 号
2 3 0 1.3 GTY
1 .适用范围
本束线工序检验卡适用于本公司束线工序全部产品的检验。
28.25
26.0
0.75
24 / 0.20
1.14
28.5
26.0
25
左
1.0
32 / 0.20
1.31
38.75
19.5
1.5
48 / 0.20
1.61
40.25
13.3
1.5
30 / 0.25
1.59
39.75
13.3
2.5
49 / 0.25
2.03
50.75
7.98
注: ⑴ 0.5.0.75.1 mm2 导体中单线最大允许直径 0.21mm;
旧底图总号 3.2.2 每盘落盘后必须数根数和测量节距, 根数和节距长度应符合工艺要求。
底图总号
设计 审核
日期 签名 更改标记
数量
更改单号
签名
日期
标准化 批准
第1 页 共7页
QXH
工艺说明
产品名称 束线工艺 产品图号
3.2.3 检查成品束线有否抽刹、排线不好、翘线等缺陷。
编
号
2 3 0 1.2 GTY
0.96
32
36.1
18
0.823 0.798 47 / 0.15
1.20
32
22.05
17
1.04 1.01 59 / 0.15
16
1.31 1.27 26/ 0.25
1.34
32
17.45
1.50
涂装线工艺说明书r
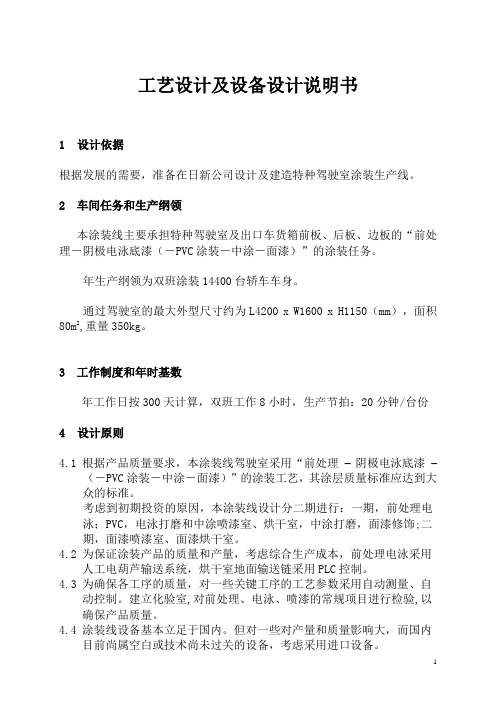
工艺设计及设备设计说明书1设计依据根据发展的需要,准备在日新公司设计及建造特种驾驶室涂装生产线。
2 车间任务和生产纲领本涂装线主要承担特种驾驶室及出口车货箱前板、后板、边板的“前处理-阴极电泳底漆(-PVC涂装-中涂-面漆)”的涂装任务。
年生产纲领为双班涂装14400台轿车车身。
通过驾驶室的最大外型尺寸约为L4200 x W1600 x H1150(mm),面积80m2,重量350kg。
3 工作制度和年时基数年工作日按300天计算,双班工作8小时,生产节拍:20分钟/台份4设计原则4.1根据产品质量要求,本涂装线驾驶室采用“前处理–阴极电泳底漆–(-PVC涂装-中涂-面漆)”的涂装工艺,其涂层质量标准应达到大众的标准。
考虑到初期投资的原因,本涂装线设计分二期进行:一期,前处理电泳;PVC,电泳打磨和中涂喷漆室、烘干室,中涂打磨,面漆修饰;二期,面漆喷漆室、面漆烘干室。
4.2为保证涂装产品的质量和产量,考虑综合生产成本,前处理电泳采用人工电葫芦输送系统,烘干室地面输送链采用PLC控制。
4.3为确保各工序的质量,对一些关键工序的工艺参数采用自动测量、自动控制。
建立化验室,对前处理、电泳、喷漆的常规项目进行检验,以确保产品质量。
4.4涂装线设备基本立足于国内。
但对一些对产量和质量影响大,而国内目前尚属空白或技术尚未过关的设备,考虑采用进口设备。
4.7 对于废水排放、消防灭火系统设计、废气处理装置的选用可按当地消防安全及环保指标要求进行。
5 工艺流程涂装工艺流程表序号工序名称处理方式工艺时间(min)工艺温度(℃)备注1 白件检查人工 5 室温2 手工预清理人工10 室温3 白件装挂人工 3 室温电葫芦4 前处理入口4.2 预脱脂浸 2 55-60沥液4.3 脱脂浸 3 55-60沥液4.4 水洗1 浸 2 室温沥液4.5 表调浸 2 室温沥液4.6 磷化浸 3.5 42±2沥液4.7 水洗3 浸/喷 2 室温沥液4.8 循环纯水洗浸/喷 1.5 室温采用同一槽4.9 新鲜纯水洗喷0.5沥液6 阴极电泳浸 5.0 28 ± 2 副槽长0.7m 6.1 零次冲洗喷0.3 在电泳槽上沥液7 电泳后水洗7.1 UF1洗浸0.5 室温采用同一槽喷0.3沥液7.3 纯水洗浸/喷0.5 室温采用同一槽喷0.3沥液9 转挂人工 310 电泳烘干30 180±10 #工艺链11 冷却/储存自然冷却室温12 Pvc密封13 PVC烘干15 140±1014 电泳打磨15 擦净16 喷中涂漆10 冬季≥2017 晾干 518 中涂烘干30 140±1019 中涂打磨20 擦净21 喷面漆10 冬季≥2022 晾干 523 面漆烘干30 140±1023 面漆修饰检查24 喷蜡25 下线6平面布置此涂装线利用原有涂装厂房,详见《工艺平面布置图》。
闸门生产工艺流程记录表

闸门生产工艺流程记录表英文回答:Gate Production Process Flow Chart.1. Design and Drawing.Design the gate according to the client's requirements.Create detailed technical drawings, including dimensions, materials, and specifications.2. Material Procurement.Source high-quality raw materials from certified suppliers.Verify the materials meet the specified grade and standards.3. Cutting and Shaping.Cut the raw materials to the specified dimensions using advanced cutting machines.Shape the gate components, such as the frame, infill panels, and reinforcements.4. Surface Treatment.Prepare the metal surfaces by abrasive blasting to remove any impurities.Apply a protective coating, such as galvanizing or painting, to enhance corrosion resistance.5. Assembly and Welding.Assemble the gate components according to the design specifications.Weld the components together using manual or automatedwelding techniques.6. Quality Inspection.Conduct thorough visual and dimensional inspections to ensure the gate meets the required standards.Test the gate's functionality, including opening and closing mechanisms.7. Packaging and Shipping.Package the gate securely to protect against damage during transportation.Label and track the shipment for efficient delivery.8. Installation and Commissioning.Supervise the installation of the gate at the customer's site.Commission the gate, including functional testing and operator training.9. Documentation and Record Keeping.Maintain complete documentation of the gate production process.Record all relevant data, including material certifications, inspection reports, and installation details.中文回答:闸门生产工艺流程记录表。
LED插件模组-生产流程,工艺标准

按压灯板时,不能碰到LED和电阻,过紧的灯板用 小罗丝刀在无零件处压板
组装员 组装员
定位排列 模组以水平排列,不得有倾斜。线材垂直整齐。 测灯QC 灌胶 拆板 测灯QC 包装
DC12V灯板用DC6-8V测试,RGB灯板要分色测试, 如有批量色差上报主管。 注意不能滴灯,发现立即用纸巾擦拭干净。 不能拉扯线材。如有胶水在外壳则用刀片轻刮去 除。 DC12V灯板用DC6-8V测试,RGB灯板要分色测试, 如有批量色差上报主管。 胶水要盖过电阻,LED的金属脚,线 材金属部分
插件员
插件员 QC人员
浸锡工
详见《浸焊、切脚作业指导书》 详见《补焊作业指导书》
浸锡工 烙铁手
零件脚高度为1.5-2mm,焊盘饱满。 DC12V灯板用DC6-8V测试,RGB灯板要分色测试, LED贴PCB板,线和电阻离板不得超 如有批量色差上报主管。 1mm。
QC人员 维修工 组装员
大板老化 是否一至,熄得慢的LED为IR不良品,在不良LED位
华普电子厂-<插件模组>的生产流程和工艺标准 工序号 生产流程 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 作业要点
工艺标准,说明
剪刀,零件盒,静电环,镊子
负责人
插件员
工具准备 接触LED、MOS管,IC的员工需要带静电环 材料准备 剪刀将电阻脚剪至2CM,LED分装到零件盒. 调拉 插件 插件QC 浸锡 切脚 补焊 测灯QC 维修
老化前,老化后开关电源2次,检测LED熄灭时间 检查LED批号,电阻值,如有错误上报主管。用
PCB,LED,电阻,线材
组长
调节靠内的铝合金管,以使插件拉与PCB平衡 按PCB板标识图把各元件插入PCB板中,LED按正负 方向插件,灰线插正极,白线插负极,RGB线按 所有元件均要插尽贴到PCB板。 色插,电阻不分正负极。 目测各元件有无漏插,错插,未到位。纠正不良 板。如有批量错误立即报告主管。 详见《浸焊、切脚作业指导书》 将温度设定为255-265度(冬高夏 低),加入适当锡条 切脚高度为1.5-2mm
热处理工艺操作记录(QPQ)-新06.1.9
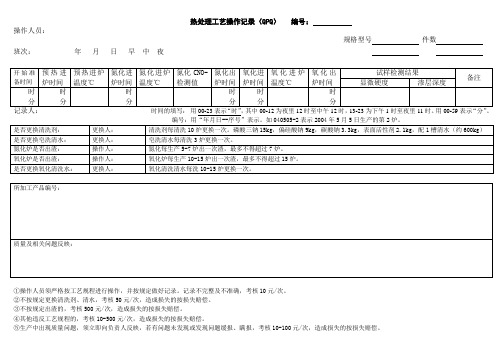
热处理工艺操作记录(QPQ)编号:
操作人员:
规格型号件数
班次:年月日早中夜
时间的填写:用00-23表示“时”,其中00-12为夜里12时至中午12时,13-23为下午1时至夜里11时。
用00-59表示“分”。
①操作人员须严格按工艺规程进行操作,并按规定做好记录。
记录不完整及不准确,考核10元/次。
②不按规定更换清洗剂、清水,考核50元/次,造成损失的按损失赔偿。
③不按规定出渣的,考核500元/次,造成损失的按损失赔偿。
④其他违反工艺规程的,考核10-500元/次,造成损失的按损失赔偿。
⑤生产中出现质量问题,须立即向负责人反映,若有问题未发现或发现问题缓报、瞒报,考核10-100元/次,造成损失的按损失赔偿。
年产19万吨异丙醇工艺流程设计答辩记录

年产19万吨异丙醇工艺流程设计答辩记录下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、异丙醇的概述异丙醇,分子式为C3H8O,是一种有机化合物,无色透明液体,有刺激性气味,能与水和大部分有机溶剂混合。
松香树脂生产线工艺流程

松香树脂生产线工艺流程英文回答:The production process of rosin resin involves several steps. First, the raw material, which is obtained from pine trees, is collected. The pine trees are tapped to extract the resin, which is a sticky substance secreted by the trees as a defense mechanism. This resin is then collected and brought to the production facility.Once at the production facility, the collected resin is heated and melted. This is done in large vats or tanks that are specifically designed for this purpose. The resin is heated to a specific temperature to ensure it becomesliquid and can be processed further.After the resin has been melted, it undergoes a process called distillation. Distillation involves separating the resin into different components based on their boiling points. This process helps to purify the resin and removeany impurities or unwanted substances.Next, the purified resin is cooled and solidified. This can be done by pouring the liquid resin into molds or by allowing it to cool naturally. Once solidified, the resin takes on a solid, brittle form.The solid resin is then crushed or ground into smaller particles. This can be done using machinery or equipment specifically designed for this purpose. The smaller particles are easier to handle and can be used in various applications.Finally, the crushed resin is packaged and prepared for distribution. It may be packaged in bags, containers, or other suitable packaging materials. The packaged resin is then ready to be shipped to customers or used in further manufacturing processes.中文回答:松香树脂的生产过程包括几个步骤。
APF 产线制造过程流程图
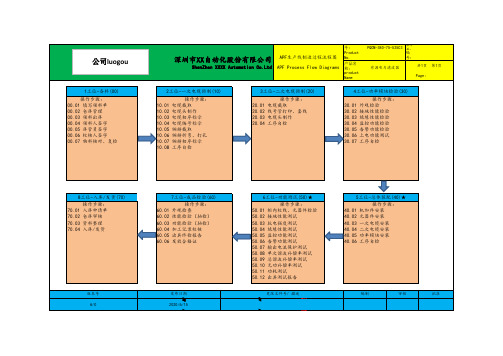
3工位-二次电缆预制(20)
操作步骤: 20.01 电缆截取 20.02 线号管打印、套线 20.03 电缆头制作 20.04 工序自检
4工位-功率模块检验(30)
操作步骤: 30.01 外观检验 30.02 接地性能检验 30.03 绝缘性能检验 30.04 监控功能检验 30.05 告警功能检验 30.06 上电功能测试 30.07 工序自检
版本号 A/0
发布日期 2020/6/15
6工位-功能测试(50)★ 操作步骤:
50.01 柜内校线、元器件检验 50.02 接地性能测试 50.03 抗电强度测试 50.04 绝缘性能测试 50.05 监控功能测试 50.06 告警功能测试 50.07 输出电流保护测试 50.08 单次谐波补偿率测试 50.11 功耗测试 50.12 出具测试报告
公司luogou
1工位-备料(00) 操作步骤: 00.01 填写领料单 00.02 仓库管理 00.03 领料出库 00.04 领料人签字 00.05 库管员签字 00.06 校核人签字 00.07 物料核对、复检
深圳市XX自动化股份有限公司
ShenZhen XXXX Automation Co.Ltd
更改文件号/ 描述 90S
90S
5工位-总体装配(40)★
操作步骤: 40.01 机加件安装 40.02 元器件安装 40.03 一次电缆安装 40.04 二次电缆安装 40.05 功率模块安装 40.06 工序自检
编制
审核
批准
APF生产线制造过程流程图 APF Process Flow Diagrams
产品型 号: Product No. 产品名 称: product Name
PQCM-380-75-525C3
FPCA最新工艺技术大全
FPCA最新工艺技术大全!软性印刷电路板简介1. 软板(FLEXIBLE PRINTED CIRCUIT)简介以俱挠性之基材制成之印刷电路板具有体积小重量轻可做3D 立体组装及动态挠曲等优。
2. 基本材料2.1. 铜箔基材COPPER CLAD LAMINATE由铜箔+胶+基材组合而成亦有无胶基材亦即仅铜箔+基材其价格较高在目前应用上较少除非特殊需求。
2.1.1. 铜箔Copper Foil在材料上区分为压延铜(ROLLED ANNEAL Copper Foil)及电解铜(ELECTRO DEPOSITED Copper Foil)两种在特性上来说压延铜之机械特性较佳有挠折性要求时大部分均选用压延铜厚度上则区分为1/2oz (0.7mil) 1oz 2oz 等三种一般均使用1oz。
2.1.2. 基材Substrate 在材料上区分为PI (Polymide ) Film 及PET (Polyester) Pilm 两种PI 之价格较高但其耐燃性较佳PET 价格较低但不耐热因此若有焊接需求时大部分均选用PI 材质厚度上则区分为1mil 2mil 两种。
2.1.3. 胶Adhesive胶一般有Acrylic 胶及Expoxy 胶两种最常使用Expoxy 胶厚度上由0.4~1mil 均有一般使用1mil 胶厚2.2. 覆盖膜Coverlay 覆盖膜由基材+胶组合而成其基材亦区分为PI 与PET 两种视铜箔基材之材质选用搭配之覆盖膜覆盖膜之胶亦与铜箔基材之胶相同厚度则由0.5~1.4mil。
2.3. 补强材料Stiffener 软板上局部区域为了焊接零件或增加补强以便安装而另外压合上去之硬质材料。
2.3.1. 补强胶片区分为PI 及PET 两种材质 2.3.2. FR4 为Expoxy 材质2.3.3. 树脂板一般称尿素板补强材料一般均以感压胶PRESSURE SENSITIVE ADHESIVE 与软板贴合但PI 补强胶片则均使用热熔胶(Thermosetting)压合。
PF1600包薄膜衣工序记录(一)
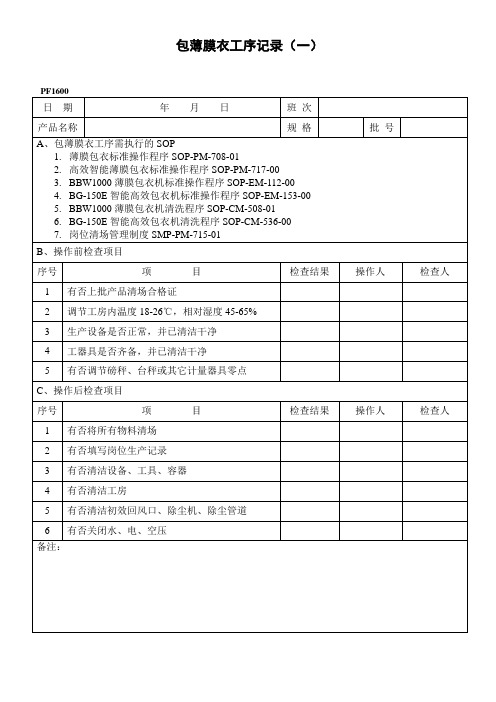
7.岗位清场管理制度SMP-PM-715-01
B、操作前检查项目
序号
项目
检查结果
操作人
检查人
1
有否上批产品清场合格证
2
调节工房内温度18-26℃,相对湿度45-65%
3
生产设备是否正常,并已清洁干净
4
工器具是否齐备,并已清洁干净
5
有否调节磅秤、台秤或其它计量器具零点
C、操作后检查项目
序号
项目
检查结果
操作人
检查人
1
有否将所有物料清场
2
有否填写岗位生产记录
3
有否清洁设备、工具、容器
4
有否清洁工房
5
有否清洁初效回风口、除尘机、除尘管道
6
有否关闭水、电、空压
备注:
包薄膜衣工序记录(一)
PF1600
日期
年月日
班次
产品名称
规格
批号
A、包薄膜衣工序需执行的SOP
1.薄膜包衣标准操作程序SOP-PM-708-01
2.高效智能薄膜包衣标准操作程序SOP-PM-717-00
3.BBW1000薄膜包衣机标准操作程序SOP-EM-112-00
4.BG-150E智能高效包衣机标准操作程序SOP-EM-153-00
2013年合精工段检修工艺交出方案

Q/SNCC-JC-GYJCFAHCE-SJ-01神华集团合成、精馏装置检修工艺交出方案批准:审定:审核:编制:神华宁煤煤炭化学工业公司甲醇厂合成二车间目录1.目的 (2)2.人员及组织机构 (2)3.装置检修工艺交出隔离措施 (2)3.1 甲醇合成装置隔离措施 (2)3.1.1 检修(检查)内容 (3)3.1.2 工艺交出步骤 (3)3.1.3 工艺交出注意事项 (5)3.1.4 检修设备工艺时间 (6)3.1.5 检修所需工艺条件 (6)3.1.6 附件 (7)3.2 精馏装置隔离措施 (7)3.2.1 检修(检查)内容 (8)3.2.2 工艺交出步骤 (8)3.2.3 工艺交出注意事项 (11)3.2.4 检修设备工艺时间 (11)3.2.5 检修所需工艺条件 (12)3.2.6 附件 (13)3.3 氢回收装置或设备隔离措施 (13)3.3.1 检修(检查)内容 (13)3.3.2 工艺交出步骤 (14)3.3.3 工艺交出注意事项 (14)3.3.4 检修所需工艺条件 (14)3.3.5 附件 (15)3.4 合成压缩机装置或设备隔离措施 (15)3.4.1 检修(检查)内容 (15)3.4.2 工艺交出步骤 (15)3.4.3 工艺交出注意事项 (16)3.4.4 检修设备工艺时间 (17)3.4.5 检修所需工艺条件 (17)3.4.6 附件 (17)4风险辨识及控制措施 (17)5附件 (22)合成、精馏装置检修工艺交出方案1.目的为顺利完成2013年合成、精馏、合成气压缩机的各项检修项目,确保人员、设备安全,特编写此方案。
2.人员及组织机构2.1组织机构组长:车间主任副组长:工艺副主任设备副主任成员:工艺技术员、设备技术员、安全员及各班工艺人员2.2职责2.2.1组长: 全面负责装置检修工作,协调检修工作的统筹、措施制定及监督落实。
2.2.2副组长:组织工艺交出方案的编制、审批工作,对具体方案执行和落实进行监督检查,对执行情况进行检查、讲评。
MTP各单元流程叙述
MTP各单元工艺流程说明(标注颜色参数不确定)一、甲醇裂解单元1、反应部分从界区外来的甲醇原料进入甲醇原料缓冲罐D1101,由甲醇进料泵P1101/AB 加压,经原料换热器E1101/AB 与E1102/ABCD 换热至135℃后分三路:第一路与干气回收单元来的干气和液化气罐区及MTBE单元来的混合碳四以及低压蒸汽混合,经加热炉F1101/ABC加热至460℃左右于顶部进入甲醇反应器R1101/ABC(两开一备);第二路路分七组分别进入甲醇反应器中段各个进料点;第三路由事故返回线经冷凝冷却器L1101/AB 冷却至常温后进入甲醇原料罐(正常不用)——事故返回线。
反应器内进料混合物在催化剂的作用下进行环化、脱氢、氢转移、缩合、烷基化等反应,反应产物从反应器R1101/ABC 底部出来,先经过换热器E1102/ABCD 换热,再经过L1103热水换热,降温至138℃后进入反应产物一级分离器D1102 进行气液分离,脱出大部分的水分,油气混合物继续经冷却器L1102/AB 冷却至40℃,进入反应产物二级分离器D1103 进行进一步的气液分离,富气送往压缩机吸收稳定单元,粗汽油送往吸收稳定单元。
D1102 产生的热水和D1103 产生的冷凝水经反应热水泵P1102/AB 和冷凝水泵P1103/AB 分别送往装置外。
2、再生部分反应进行一段时间后,随着反应器(R1101/ABC)中催化剂表面结焦量的增加,催化剂表面活性降低,当检测到产品收率、质量不能满足要求时,需将反应器R1101/ABC 切换出反应系统进行催化剂烧焦再生处理。
催化剂再生采用氮气和空气作为再生气体,并控制再生气体中的氧含量,以防止反应器催化剂床层再生烧焦超温破坏催化剂。
1)、烧焦前,首先启动再生循环气压缩机C1101/AB,将氮气引至压缩机C1101/AB入口处,并经压缩机C1101/AB升压至0.75MPa、换热器E1106/AB换热、加热炉F1101/ABC加热后,进入反应器R1101/ABC给催化剂床层进行循环热氮吹扫,循环加热。
聚酯纤维吸音板生产工艺流程

聚酯纤维吸音板生产工艺流程英文回答:The production process of polyester fiber acoustic panels involves several steps. First, the raw materials, which are polyester fibers, are collected and prepared for processing. These fibers can be either virgin fibers or recycled fibers. Virgin fibers are made from new polyester material, while recycled fibers are obtained from post-consumer waste polyester products.Once the fibers are ready, they are mixed with a binder material, such as a resin or adhesive, to create a fiber-binder mixture. This mixture is then formed into panels using various methods, such as compression molding or extrusion. Compression molding involves placing the fiber-binder mixture into a mold and applying pressure and heat to shape it into panels. Extrusion, on the other hand, involves forcing the mixture through a die to form continuous panels of a specific shape and size.After the panels are formed, they are cured to strengthen the bond between the fibers and the binder. Curing can be done through a heat treatment process or by using ultraviolet (UV) light. Heat treatment involves placing the panels in an oven or a heated chamber for a specific period of time to allow the binder to harden. UV curing, on the other hand, involves exposing the panels to UV light, which initiates a chemical reaction that hardens the binder.Once the panels are cured, they undergo a finishing process to enhance their appearance and performance. This may involve trimming the panels to the desired size, sanding or polishing the surfaces, and applying aprotective coating or paint. The finishing process helps to improve the aesthetics of the panels and protect them from wear and tear.Finally, the finished polyester fiber acoustic panels are inspected for quality control and packaged for distribution. They can be used in various applications,such as soundproofing rooms, reducing echo in auditoriums,or improving acoustics in recording studios.中文回答:聚酯纤维吸音板的生产工艺流程包括几个步骤。
-化工工艺图识图基础知识

工艺流程图识图基工艺流程图是工艺设计的关键文件,它以形象的图形、符号、代号,表示出工艺过程选用的化工设备、管路、附件和仪表等的排列及连接,借以表达在一个化工生产中物量和能量的变化过程。
流程图是管道、仪表、设备设计和装置布置专业的设计基础,也是操作运行及检修的指南。
在生产实际中我们经常能见到的表述流程的工艺图纸一般只有两种,也就是大家所知道的PFD和P&ID。
PFD实际上是英文单词的词头缩写,全称为Process Flow Diagram,翻译议成中文就是“工艺流程图”的意思。
而P&ID也是英文单词的词头缩写,全称为Piping and Instrumentation Diagram,“&”在英语中表示and。
整句翻译过来就是“工艺管道及仪表流程图”。
二者的主要区别就是图中所表达内容多少的不同,PFD较P&ID内容简单。
更明了的解释就是P&ID图纸里面基本上包括了现场中所有的管件、阀门、仪表控制点等,非常全面,而PFD图将整个生产过程表述明白就可以了,不必将所有的阀门、管件、仪表都画出来。
另外,还有一种图纸虽不是表述流程的,但也很重要即设备布置图。
下面就介绍一下大家在图纸中经常看到的一些内容及表示方法。
1 流程图主要内容不管是哪一种,那一类流程图,概括起来里面的内容大体上包括图形、标注、图例、标题栏等四部分,我们在拿到一张图纸后,首先就是整体的认识一下它的主要内容。
具体内容分别如下:a 图形将全部工艺设备按简单形式展开在同一平面上,再配以连接的主、辅管线及管件,阀门、仪表控制点等符号。
b 标注主要注写设备位号及名称、管段编号、控制点代号、必要的尺寸数据等。
c 图例为代号、符号及其他标注说明。
d 标题栏注写图名、图号、设计阶段等。
明确了图纸的四个主要组成,我们就可以逐一了解每一部分的具体内容,在读工艺施工流程图时,首先了解标题栏和图例说明,从中掌握所读图样的名称、各种图形符号、代号的意义及管路标注等;然后在掌握设备的名称和代号、数量的基础上,了解主要物料流程线,按箭头方向逐一找其所通过的设备、控制点和经每台设备后的生成物和最后物料的排放处;最后了解其他流程线,如蒸汽线、冷凝水线及上、下水管线等。